

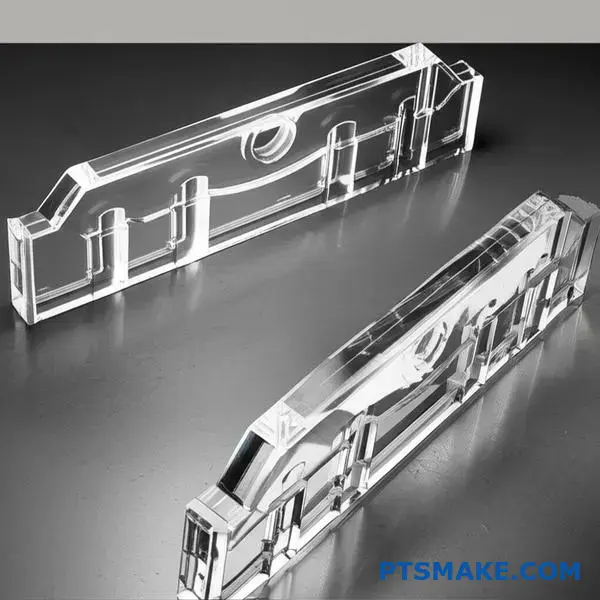
Järnvägssystem står inför en växande utmaning med tillförlitligheten hos transparenta fördelare. Dessa kritiska komponenter styr vätskeflödet i smörj-, kylvätske- och pneumatiska system, men många går sönder på grund av dålig bearbetningsprecision och materialnedbrytning.
CNC-bearbetning levererar den dimensionella noggrannhet och optiska klarhet som krävs för transparenta fördelare i järnvägstillämpningar. Korrekt verktygsval, ytbehandling och materialexpertis säkerställer att dessa komponenter uppfyller krävande järnvägsindustristandarder samtidigt som de bibehåller visuell övervakningskapacitet.

Den här guiden täcker allt från materialval till kvalitetskontrollprocesser som förhindrar kostsamma fel. Jag kommer att dela praktiska insikter om hur man uppnår optiska ytbehandlingar och designprinciper som förlänger fördelarnas livslängd i tuffa järnvägsmiljöer.
Varför transparenta fördelare är viktiga i moderna järnvägssystem
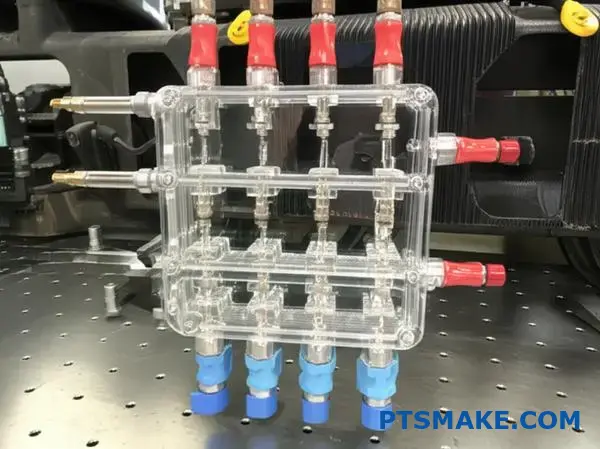
I moderna järnvägssystem är effektivitet och säkerhet av yttersta vikt. Därför ser vi fler transparenta järnvägsmultiplex i kritiska operationer.
Dessa komponenter erbjuder en klar bild av vätskedynamiken. Detta möjliggör omedelbar visuell inspektion och proaktivt underhåll.
Viktiga tillämpningar
Vätskemultiplex för tåg är avgörande för flera system. De hanterar allt från smörjning till pneumatik och säkerställer smidig drift. Möjligheten att se inuti dessa system är en "game-changer".
| System | Funktion | Fördelar med transparens |
|---|---|---|
| Smörjning | Distribuerar olja/fett | Verifiera flöde, upptäcka blockeringar |
| Kylvätskeflöde | Reglerar motortemperatur | Kontrollera luftbubblor, läckor |
| Pneumatik | Driver bromsar, dörrar | Övervaka för kontaminering |
Transparenta multiplex i järnvägssystem är inte längre en nyhet. De blir ett viktigt diagnostiskt verktyg på moderna lokomotiv och rullande materiel.
Utmaningen inom tillverkning
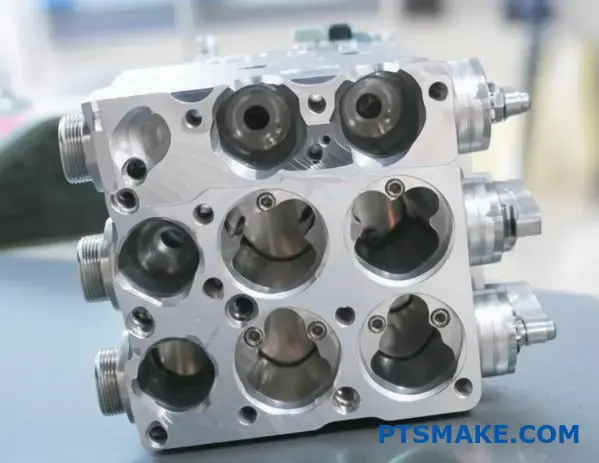
Även om fördelarna är tydliga, är produktionen av dessa delar komplex. Övergången till transparenta material medför betydande hinder som inte fanns med traditionella metallmultiplex. Precision är allt.
Materialintegritet och klarhet
Den primära utmaningen är att bibehålla optisk klarhet under och efter tillverkningen. Standardbearbetning kan introducera mikrosprickor och inre spänningar. Denna grumlighet, eller molnighet, motverkar syftet med en transparent del. Efter viss analys fann vi att felaktiga verktygshastigheter eller värmeuppbyggnad är vanliga orsaker.
Dessa spänningar påverkar inte bara synligheten utan även den strukturella integriteten. Det kan leda till för tidigt fel under de högfrekventa vibrationsförhållanden som är typiska för järnvägsdrift. Materialet kan se bra ut initialt, men inre dubbelbrytning1 kan avslöja dolda spänningspunkter som komprometterar långsiktig hållbarhet.
Krav på precision och hållbarhet
Järnvägsapplikationer kräver extrem hållbarhet och snäva toleranser. De interna kanalerna måste vara helt släta för att säkerställa obehindrat vätskeflöde. Varje ytdefekt kan skapa turbulens eller fånga föroreningar.
Här är de centrala utmaningar vi fokuserar på på PTSMAKE när vi tar oss an projekt för CNC-bearbetning av transparenta manifold för järnvägar:
| Utmaning | Påverkan på resultatet | Tillverkningslösning |
|---|---|---|
| Materialspänning | Minskad klarhet och hållbarhet | Specialiserade verktyg, klimatkontroll |
| Komplexa geometrier | Ineffektivt vätskeflöde | Avancerad 5-axlig CNC-bearbetning |
| Ytfinish | Föroreningsuppbyggnad, läckor | Ångpolering, optimerad skärning |
| Dimensionell stabilitet | Dålig tätning, systemfel | Spänningsavlastande glödgningsprocesser |
Att uppnå denna kvalitetsnivå kräver en djup förståelse för polymervetenskap och avancerade CNC-bearbetningstekniker. Det är en balans mellan precisionskonstruktion och expertis inom materialhantering.
Transparenta fördelare ger viktig operativ insikt för järnvägar. Deras produktion kräver dock att man övervinner betydande utmaningar inom materialklarhet, precisionsbearbetning och långsiktig hållbarhet för att säkerställa att de presterar tillförlitligt under tuffa förhållanden.
Den dolda kostnaden för felaktiga fördelare i järnvägstransporter
Dålig dimensionsnoggrannhet i fördelare skapar långsiktiga operativa fel. Det handlar inte om omedelbart haveri. Det är en långsam nedbrytning.
Små imperfektioner leder till kroniska läckor och tryckfall. Dessa problem stressar hela systemet över tid.
Inverkan av felaktiga toleranser
Komponenter slits ut snabbare. Tätningar försämras. Resultatet är oväntat och kostsamt underhåll. Denna driftstopp påverkar direkt tidtabeller och lönsamhet.
CNC-bearbetning som lösning
CNC-noggrannhet för järnvägsdelar är svaret. Högprecisionsfördelare med strikt toleranskontroll säkerställer perfekta passningar. Denna precision förhindrar läckor och bibehåller systemets integritet. Det minskar underhållsdriftstoppen avsevärt.
| Felkällor | Konsekvenser |
|---|---|
| Dålig toleranskontroll | Gradvisa läckor av vätska eller luft |
| Imperfektioner i ytan | För tidigt fel på tätningen |
| Feljusterade kanaler | Ineffektivt systemtryck |

En djupare titt på operativa fel
En felaktig fördelare i ett järnvägsbroms- eller hydraulsystem är en tickande klocka. Felet är inte plötsligt utan gradvis, vilket gör det svårare att diagnostisera tills det är kritiskt.
En mindre feljustering i en port kan begränsa flödet. Detta tvingar pumpar och ställdon att arbeta hårdare. Under månader leder denna extra belastning till för tidigt fel på komponenter, långt före den planerade livslängden. Detta är en dold kostnad som ackumuleras.
Hur precision förhindrar driftstopp
Det är här värdet av högprecisionsgrenrör blir tydligt. CNC-bearbetning ger den nödvändiga nivån av toleranskontroller. Det handlar inte bara om att göra en bra del. Det handlar om att göra varje del identiskt inom mikron.
Denna konsekvens eliminerar variabler som orsakar gradvis slitage. När varje grenrör presterar exakt som designat, fungerar hela systemet mer effektivt. Problemet handlar ofta om att hantera stapling av toleranser2. På PTSMAKE använder vi avancerad CNC-programmering för att mildra dessa ackumulerade fel.
| Grenrörskvalitet | Underhållscykel | Systemtillförlitlighet |
|---|---|---|
| Låg noggrannhet | Oplanerade, frekventa reparationer | Oförutsägbar, låg |
| Hög precision (CNC) | Planerad, förutsägbar service | Konsekvent, hög |
Inkorrekta grenrör leder till en kaskad av långsiktiga driftfel, vilket ökar driftstopp och underhållskostnader. Högprecisions CNC-bearbetning ger nödvändiga toleranskontroller, vilket säkerställer systemets tillförlitlighet och dramatiskt minskar behovet av oplanerade reparationer inom järnvägstransporter.
Fullständig materialgenomgång för CNC-bearbetade transparenta fördelare
Att välja rätt material är det mest kritiska beslutet i grenrörsdesign. Det påverkar direkt prestanda, livslängd och kostnad. Ditt val avgör hur delen tål tryck, kemikalier och stötar.
Viktiga transparenta polymerer
Vi arbetar främst med tre typer av transparenta polymerer. Var och en har distinkta fördelar för specifika applikationer. Rätt val av material för manifolden är avgörande.
Jämförelse av dina huvudsakliga alternativ
Här är en snabb översikt som vi har tagit fram från våra testresultat. Detta hjälper kunder att fatta initiala beslut.
| Material | Viktig funktion | Bäst för |
|---|---|---|
| Polykarbonat (PC) | Hög slaghållfasthet | Krävande miljöer med högt tryck |
| Akryl (PMMA) | Överlägsen optisk klarhet | Visuell inspektion, estetiska delar |
| Kopolymerer (t.ex. PETG) | Utmärkt kemisk resistens | Medicinsk eller kemisk bearbetning |
Denna initiala jämförelse förenklar det första steget.

En djupdykning i materialegenskaper
Att välja det bästa materialet går utöver en enkel tabell. Varje polymer presenterar unika utmaningar och fördelar vid bearbetning av transparenta polymerer. Detaljerna i din applikation, som de för järnvägens transparenta manifoldar som kräver CNC-bearbetning, kräver noggrant övervägande.
Polykarbonat (PC)
Polykarbonat är mitt förstahandsval för seghet. Dess slagtålighet är exceptionell, vilket gör den perfekt för industriella miljöer. Till exempel måste polykarbonatmanifoldar för järnvägsapplikationer uthärda konstant vibration och potentiella stötar. Detta gör PC till ett uppenbart val där. Den kan dock vara känslig för spänningskorrosionssprickbildning3 med vissa kemikalier.
Akryl (PMMA)
När absolut klarhet är icke-förhandlingsbar rekommenderar jag akryl. Den erbjuder glasliknande transparens, vilket är idealiskt för vätskeövervakning. Bearbetning av den kräver specifika tekniker för att undvika sprickbildning. Den är mindre slagtålig än PC men mer kostnadseffektiv.
Kopolymerer
Kopolymerer som PETG eller specialiserad klar PVC erbjuder en balanserad profil. De ger ofta bättre kemisk beständighet än PC eller akryl. Detta gör dem lämpliga för fördelare som hanterar en mängd olika vätskor. Vår erfarenhet på PTSMAKE visar att de bearbetas rent med rätt verktyg.
| Fastighet | Polykarbonat (PC) | Akryl (PMMA) | Kopolymerer (PETG) |
|---|---|---|---|
| Slaghållfasthet | Utmärkt | Rättvist | Bra |
| Klarhet | Mycket bra | Utmärkt | Bra |
| Kemisk beständighet | Rättvist | Bra | Utmärkt |
| Max drifttemp. | ~120°C (248°F) | ~80°C (176°F) | ~70°C (158°F) |
Det slutliga valet beror alltid på en detaljerad projektgenomgång.
Materialval är en balansgång. Din applikations behov av styrka (polykarbonat), klarhet (akryl) eller kemisk beständighet (kopolymerer) kommer att styra det bästa valet. Varje material presenterar unika utmaningar och fördelar med bearbetning av transparenta polymerer som måste övervägas noggrant för optimal prestanda.
Hemligheter för att uppnå optisk klarhet i CNC-bearbetade fördelare
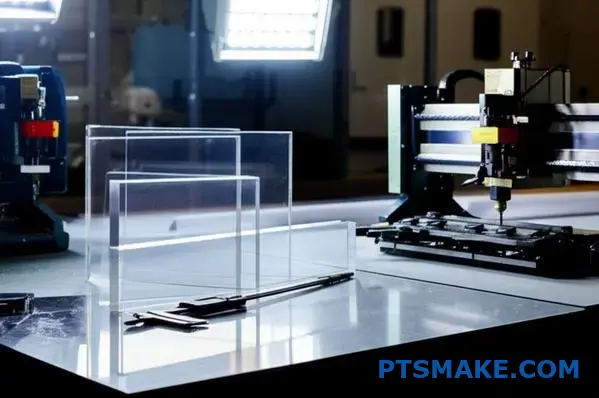
Att uppnå en glasliknande finish på en CNC-bearbetad fördelare handlar inte bara om polering. Resan till optisk klarhet börjar i det ögonblick skäret rör materialet. Det är en exakt vetenskap.
Framgång beror på att kontrollera varje variabel. Detta inkluderar verktygsval, matningshastigheter och skärdjup. Varje val påverkar direkt den slutliga transparensen.
Bemästra bearbetningsparametrarna
Rätt verktygsval är avgörande. För material som polykarbonat eller akryl använder vi extremt vassa, eneggade eller V-spårfräsar designade för plaster. Detta minimerar värme och förhindrar smältning. En bra CNC-ytfinish för polykarbonat börjar här.
| Parameter | Rekommendation för polykarbonat | Inverkan på tydligheten |
|---|---|---|
| Verktygstyp | Eneggade, uppåtskära | Minskar värme, ren skärning |
| Spindelvarvtal | 18 000 – 24 000 varv/min | Förhindrar smältning, jämn skärning |
| Matningshastighet | 100 – 300 tum/min | Undviker verktygsmärken, enhetlig finish |
| Kylvätska | Tryckluft / Isopropylalkohol | Rensar spån, minskar friktion |
Att kontrollera dessa parametrar är nyckeln för alla optiska bearbetningsprojekt.

Den första bearbetningspassagen lägger grunden för den slutliga poleringen. Varje ofullkomlighet, oavsett hur liten, kommer att vara synlig. Vi strävar efter en yta som redan är slät och fri från skakmärken innan någon polering ens börjar.
Från bearbetning till polering
Ett vanligt misstag är att förlita sig för mycket på polering för att fixa en dålig ytfinish. På PTSMAKE ser vi polering som ett förfiningssteg, inte ett korrigerande. Det verkliga arbetet görs på CNC-maskinen. Detta tillvägagångssätt är avgörande för komplexa komponenter som transparenta fördelare där konsekvent klarhet är icke-förhandlingsbar.
Detta innebär en flerstegsprocess. Vi börjar med mycket finkornigt slipning för att ta bort de subtila verktygsmärken som lämnats av även den mest exakta bearbetningen. Detta steg måste göras noggrant för att bibehålla delens geometriska noggrannhet. Målet är ett enhetligt, frostat utseende. Detta blir grunden för polering av klara delar via CNC eller manuella metoder.
| Poleringssteg | Metod/Material | Syfte |
|---|---|---|
| Steg 1: Slipning | 400-800 kornigt våtslippapper | Ta bort bearbetningslinjer |
| Steg 2: Finbearbetning | 1000-2000 Grit Wet Sandpaper | Create a uniform frosted finish |
| Stage 3: Polishing | Buffing Wheel with Compound | Achieve initial transparency |
| Stage 4: Finishing | Vapor Polishing / Manual Buff | Attain final optical clarity |
After sanding, we move to buffing with specialized compounds. The process removes the fine scratches from sanding, bringing out the material’s inherent transparency. Internal stresses can cause issues like dubbelbrytning4, so controlled, low-heat techniques are essential. It’s a delicate balance of pressure and speed.
Achieving optical clarity depends on precise CNC parameters and a systematic multi-stage polishing process. The initial surface finish from the machine is the most critical factor, dictating the quality of the final transparent part.
De vanligaste designfelen som leder till fördelarfel i järnvägstillämpningar
In manifold design for rail, minor oversights often lead to major failures. The system’s integrity frequently depends on details missed during the initial CAD phase. These seemingly small errors can have significant consequences down the line.
Three common design flaws consistently appear. These are inconsistent wall thickness, poorly routed internal channels, and improperly finished sealing surfaces. Each flaw introduces a unique and preventable failure mode.
Addressing these CNC design flaws early is critical. It ensures the safety and reliability required in demanding railroad applications.
| Designfel | Primär konsekvens |
|---|---|
| Inconsistent Wall Thickness | Stress concentration, potential cracks |
| Blocked/Sharp Channels | Pressure drops, inefficient flow |
| Poor Sealing Surfaces | Critical fluid leaks, system failure |
The Criticality of Wall Thickness
Uniform wall thickness is fundamental. When walls vary abruptly in thickness, they create stress concentration points. Under the constant vibration of railroad operations, these points can easily become the origin of cracks and failures.
Good CAD practice involves using analysis tools. These can simulate pressure and stress, highlighting weak areas before any material is cut. This preemptive step is a core part of our design review process at PTSMAKE, preventing such CNC design flaws.
Optimizing Internal Channels
The pathways inside the manifold are its arteries. Sharp, 90-degree turns create turbulence. This disrupts flow and causes significant pressure drops, reducing system efficiency. This is where a basic grasp of Strömningsdynamik5 becomes invaluable for designers creating transparent manifolds.
Visualizing the flow path helps in designing smooth bends. One of the best transparent manifold CAD tips is to prioritize gentle curves over sharp angles. Optimized channels ensure smoother flow and maintain system pressure. Our internal research confirms this greatly improves overall performance.
Perfecting Sealing Surfaces
A manifold is only as good as its seals. Surfaces for O-rings or gaskets require a specific finish. If the surface from the CNC machining process is too rough, it creates microscopic leak paths, leading to eventual failure.
| Flaw Example | Better Design Approach | Förmån |
|---|---|---|
| Väggens tjocklek | Plötsliga förändringar av tjockleken | Gradual transitions, uniform walls |
| Channels | Vassa invändiga hörn | Radiused corners, smooth bends |
| Sealing Surface | Rough or uneven finish | Specific Ra value, smooth finish |
Attention to detail in the CAD stage prevents costly physical failures. Uniform walls, smooth channels, and precise sealing surfaces are non-negotiable for reliable railroad manifolds. Proper design for manufacturing (DFM) is the foundation of a successful, durable part.
Ingenjörens guide till bearbetbarhet av transparenta plaster
Machining clear plastics is a balancing act. You need precision without causing stress, cracks, or melting. Success depends on mastering the details.
Understanding Cutting Forces
Lower cutting forces are key. They prevent deflection and internal stress. This is vital for maintaining optical clarity in the final part.
Managing Tool Wear
Transparent plastics can be abrasive. Tool wear leads to poor finishes. Sharp, specialized tools are not optional; they are a requirement for quality.
| Parameter | Akryl (PMMA) | Polykarbonat (PC) |
|---|---|---|
| Värmekänslighet | Hög | Mycket hög |
| Förslitningshastighet för verktyg | Måttlig | Hög |
Controlling heat and chip evacuation is critical. Without proper cooling, the material can melt onto the tool. This ruins both the part and the cutter.
Chip Removal & Cooling Strategies
Effective chip removal is non-negotiable. Gummy chips from materials like polycarbonate can clog flutes. This instantly generates excess heat, risking part failure.
Vi rekommenderar tryckluft för akryl. Det kyler och rensar bort spån utan kemisk interaktion. För polykarbonat fungerar ett system med minimal smörjning (MQL) ofta bäst. Det förhindrar smältning utan att orsaka termisk chock.
Materialuppgörelse: CNC-bearbetbarhet Akryl vs. Polykarbonat
Dessa två är vanliga men bearbetas mycket olika. Akryl är hårt och sprött. Det spånas rent med rätt parametrar. Polykarbonat är segare och mjukare. Det tenderar att deformeras och skapa långa, trådiga spån. Dess amorf struktur6 bidrar till detta beteende.
| Funktion | Akryl (PMMA) | Polykarbonat (PC) |
|---|---|---|
| Spånbildning | Spröda, små spån | Segt, långa spån |
| Verktygsgeometri | Hög positiv spånvinkel | Neutral till låg spånvinkel |
| Kylbehov | Luft, minimal vätska | MQL, flödeskylning |
| Bäst för | Optisk klarhet, displayer | Hög slagstyrka, höljen |
Applikationsspecifik bearbetning
För applikationer som bearbetning av klara plaster för räls komponenter är slagtålighet avgörande. Detta gör polykarbonat till ett frekvent val, trots dess utmaningar. För fluidiska system, att välja den bästa plasten för fördelare leder ofta till akryl på grund av dess stabilitet och klarhet. De unika kraven för järnvägs transparenta fördelare CNC-bearbetning kräver en djup förståelse för dessa materialavvägningar för pålitlig prestanda.
Att bemästra bearbetning av klar plast kräver kontroll av värme, användning av vassa verktyg och hantering av spånavlägsnande. Att förstå de distinkta egenskaperna hos akryl kontra polykarbonat är avgörande för att uppnå högkvalitativa, transparenta delar för alla applikationer, från fördelare till järnvägskomponenter.
Minskad ledtid för anpassade järnvägsfördelare med CNC-effektivitet
Inom järnvägssektorn är tid pengar. Långa ledtider för specialtillverkade delar är en stor flaskhals. CNC-bearbetning adresserar denna utmaning direkt.
Det möjliggör snabba CNC-prototyper för testning och validering. Detta är avgörande för komplexa komponenter som specialtillverkade fördelare.
Från digital fil till fysisk del
Vår process börjar med din digitala designfil. Detta snabbar upp allt från offert till produktion. Denna effektivitet är avgörande för transparenta fördelare i små serier och deras CNC-bearbetning.
| Etapp | Traditionell metod | CNC-bearbetning |
|---|---|---|
| Citat | 3-5 Dagar | < 24 Timmar |
| Prototyptillverkning | 4-6 Veckor | 5-7 Dagar |
| Produktion | 8-12 Veckor | 2-4 veckor |

Det digitala arbetsflödet är kärnan i vår snabbhet. En enda 3D CAD-modell är den enda sanningskällan. Den styr offert, programmering och själva CNC-maskinen. Detta eliminerar kommunikationsfel och manuell datainmatning, vilket är ett vanligt problem jag har sett.
Kraften i snabb prototypframtagning
Snabba CNC-prototyper låter dina ingenjörer testa form, passform och funktion. De kan hålla en fysisk del på dagar, inte veckor. Detta är avgörande för att fullända anpassade transparenta manifold för järnvägar innan fullskalig produktion påbörjas.
Denna hastighet möjliggör snabb iterativ design7, där ingenjörer snabbt kan förfina sina koncept baserat på verklig feedback. Det hjälper till att undvika kostsamma ändringar senare.
Kortvarig produktion utan straffavgifter
CNC-ledtider är också korta för produktionsserier med låg volym. Vi behöver inte skapa dyra formar eller verktyg. Detta gör produktionen av även ett fåtal dussin anpassade transparenta manifold ekonomiskt lönsam och snabb.
| Digital arbetsflödesfördel | Påverkan på ledtiden |
|---|---|
| Automatisk offert från CAD | Minskar offerten från dagar till timmar. |
| Direkt CAM-programmering | Eliminerar manuella programmeringsfel. |
| Digital simulering | Förhindrar kostsamt fysiskt omarbete. |
| Centraliserad designfil | Säkerställer versionskontroll och noggrannhet. |
CNC-bearbetning transformerar tillverkningstidslinjen. Dess digitala arbetsflöde möjliggör snabba CNC-prototyper och effektiv kortvarig produktion. Detta minskar drastiskt CNC-ledtiderna för anpassade transparenta manifold för järnvägar, vilket ger kritiska delar till dig snabbare.
Att välja rätt CNC-partner för projekt med transparenta fördelare
Att hitta rätt CNC-partner är avgörande. Detta gäller särskilt för projekt med transparenta manifold. Kvaliteten på den slutliga delen beror helt på deras skicklighet.
Ett dåligt val kan leda till misslyckade projekt. Du måste noggrant granska deras förmågor. Detta säkerställer ditt projekts framgång.
Viktiga granskningskriterier
Här är de områden du måste undersöka. Var och en är avgörande för bearbetning av klarplast.
| Kapacitet | Betydelse | Vad ska man leta efter? |
|---|---|---|
| Ytfinish | Hög | Konsekventa Ra-värden, poleringsskicklighet |
| Polymererfarenhet | Kritisk | Specifik materialkunskap (PC, akryl) |
| Kvalitetssäkring | Väsentlig | Dokumenterade processer, inspektionsrapporter |
Att välja din CNC-leverantörsvalsprocess kräver noggrannhet. Hoppa inte över dessa viktiga kontroller.

Att granska en potentiell tillverkningspartner för manifold går utöver deras maskinlista. Du behöver bevis på deras expertis, särskilt med klarplaster. Jag börjar alltid med att be om prover på deras tidigare arbete med liknande polymerer.
Utvärdering av ytfinhetens konsekvens
En sann expert på bearbetning av klarplast förstår ytfinhet. Be om rapporter om ytjämnhet (Ra) från tidigare projekt. Inkonsekventa ytfinheter kan orsaka optisk distorsion. Detta är en stor felpunkt i transparenta manifold. En pålitlig partner kommer att ha en tydlig, repeterbar process för att uppnå optisk klarhet.
Bedömning av polymererfarenhet
Bearbetning av polykarbonat skiljer sig från akryl. Varje material har unika egenskaper. Din partner måste förstå hur man undviker spänningssprickor och krackelering. Vi har funnit att specifika skärverktyg och kylvätskestrategier är avgörande. Fråga dem om deras tillvägagångssätt för järnvägs transparenta fördelare CNC-bearbetning. Deras svar avslöjar deras djup av kunskap.
Verifiering av kvalitetssäkring
Kvalitetssäkring är inte bara en slutlig inspektion. Det bör vara en del av hela processen. En viktig aspekt är spårbarhet för material8. Du måste känna till ursprunget och batchen av råmaterialet.
Här är en snabb jämförelse baserad på vad jag letar efter:
| Kvalitetskontroll | En stark partner tillhandahåller | En svag partner tillhandahåller |
|---|---|---|
| Certifieringar för material | Fullständiga certifikat för varje batch | Otydlig eller ingen dokumentation |
| Kontroller i pågående processer | Dokumenterade dimensionskontroller | Endast en slutlig "visuell" kontroll |
| Slutgiltiga rapporter | CMM-rapporter, tester av optisk klarhet | En enkel godkänd/underkänd-notering |
Be att få se deras QA-dokumentation. Detta är ett icke-förhandlingsbart steg i min urvalsprocess på PTSMAKE.
Att granska en leverantörs kapacitet är avgörande. Fokusera på deras konsekvens gällande ytfinish, specifik erfarenhet av polymerer och dokumenterade kvalitetssäkringssteg. Denna noggrannhet säkerställer att du hittar en pålitlig partner för dina kritiska projekt med transparenta manifold.
Hur dålig kvalitetskontroll av fördelare påverkar säkerheten på spåren
Fel i järnvägsmanifold är inte mindre brister. De är direkta hot mot operativ säkerhet. En dold spricka eller en liten blockering kan leda till katastrofal systemfel på spåren.
Dålig kvalitetskontroll under CNC-bearbetning kan introducera dessa osynliga faror. Dessa problem komprometterar integriteten hos hela systemet.
Vanliga feltyper
Interna sprickor kan orsaka plötsliga tryckfall. Kanalblockeringar stör vätskeflödet, och optisk distorsion i transparenta delar kan förhindra noggranna visuella kontroller.
| Typ av defekt | Potentiell påverkan på järnvägssystem |
|---|---|
| Interna sprickor | Fel i hydrauliska eller pneumatiska system |
| Kanalblockering | Inkonsekvent broms- eller signalrespons |
| Optisk distorsion | Felaktiga avläsningar av vätskenivå eller sensorer |
Detta gör rigorös kvalitetskontroll avgörande.
Vi kan inte vänta på att en manifold ska gå sönder i fält. Proaktiv förebyggande åtgärd genom avancerad inspektion är det enda ansvarsfulla tillvägagångssättet i järnvägstillämpningar. Detta gäller särskilt för järnvägs transparenta fördelare CNC-bearbetning, där både strukturell och visuell integritet är avgörande.
Kritiska inspektionstekniker
På PTSMAKE förlitar vi oss på en inspektionsprocess i flera steg för att eliminera risker innan en del någonsin lämnar vår anläggning. Detta är centralt för vår kvalitetskontroll av manifolds.
CMM för kanalintegritet
En koordinatmätmaskin (CMM) verifierar att interna kanaler är bearbetade enligt exakta specifikationer. Detta förhindrar flödesbegränsningar eller fullständiga blockeringar som kan inaktivera kritiska funktioner. Det säkerställer att varje väg är fri och korrekt dimensionerad.
Läckagetestning för strukturell hållfasthet
Läckage- och trycktestning kan upptäcka mikrosprickor som är helt osynliga. Dessa små sprickor kan expandera under driftspänning, vilket leder till läckor. En gradvis tryckförlust kanske inte är omedelbart uppenbar men kan resultera i systemfel.
Förebyggande av optiska defekter
För transparenta manifolds kan dålig bearbetning skapa interna spänningar. Detta kan orsaka en optisk effekt känd som dubbelbrytning9, som förvränger ljus och hindrar visuell inspektion. Vi utför detaljerad inspektion av transparenta delar för att säkerställa perfekt klarhet.
| Inspektionsmetod | Defekt förhindrad |
|---|---|
| CMM-inspektion | Kanalblockering, dimensionsfel |
| Läckage- & trycktestning | Mikrosprickor, tätning misslyckad |
| Visuella & optiska kontroller | Optisk distorsion, ytdefekter |
Fläckfria grenrör kräver mer än bara exakt bearbetning; de kräver kompromisslös inspektion. Små interna defekter kan leda till stora säkerhetsrisker på spåren. Tekniker som CMM, läckagetestning och optiska kontroller är avgörande för att garantera tillförlitligheten och säkerheten för varje komponent.
Frigör kostnadsbesparingar med Design for CNC Machining (DFM)
DFM för klara grenrör
Vid bearbetning av klara grenrör driver komplexitet kostnaden. Varje extra uppställning eller komplex verktygsbana lägger till tid och kostnad. Smart CNC-design för klara delar är avgörande.
Detta innebär att förenkla geometrin där det är möjligt. Det innebär också att tänka på hur en del hålls och bearbetas från början.
Att tillämpa dessa DFM-principer för grenrör kan drastiskt sänka kostnaderna. Målet är färre maskinoperationer och snabbare cykeltider, särskilt för projekt som kräver hög klarhet.
Viktiga fokusområden för DFM för grenrör
| Princip | Påverkan på kostnader |
|---|---|
| Minska uppställningar | Sänker arbetskostnader och maskinens stilleståndstid |
| Förenkla verktygsbanor | Minskar programmerings- och bearbetningstid |
| Standardisera funktioner | Tillåter användning av vanliga, snabbare verktyg |

Minimera installationskomplexitet
En stor kostnad inom CNC-bearbetning är installationstid. Varje gång vi omorienterar en del kostar det pengar. För transparenta fördelare är detta kritiskt. Flera installationer riskerar feljustering och skador på de klara ytorna.
Genom att designa delar som kan bearbetas från färre sidor minskar vi dessa risker. Att gruppera funktioner på en enda yta är till exempel en enkel men effektiv strategi. Detta tillvägagångssätt är avgörande för transparenta fördelare, från medicinsk fluidik till komplexa övervakningssystem, inklusive de som används inom industrier som järnvägar.
Strömlinjeforma verktygsbanans komplexitet
Långa, intrikata verktygsbanor innebär längre maskinkörningstider. Detta ökar direkt den slutliga kostnaden för delen. Att designa interna kanaler med mjuka kurvor istället för skarpa vinklar är ett utmärkt exempel på smart DFM.
Detta snabbar inte bara upp bearbetningen utan förbättrar också vätskedynamiken i fördelaren. Effektiv optimering av verktygsbanan10 kan leda till betydande besparingar. Efter att ha granskat designer med våra kunder har vi sett detta tillvägagångssätt minska bearbetningstiden med upp till 30 %.
Kostnadsreducering genom förenklad design
| Designförändring | Potentiella tidsbesparingar |
|---|---|
| Konsolidera funktioner till en sida | 15-25 % minskning av installation |
| Använd standardhörnradier | 10-20 % snabbare verktygsbanor |
| Rakborrade hål jämfört med vinklade | 20-30 % minskning av komplexitet |
Smart DFM för klara fördelare handlar om att minska installationer och förenkla verktygsbanor. Dessa ändringar sänker direkt bearbetningstiden och arbetskostnaderna, vilket leder till betydande besparingar utan att kompromissa med delens funktion eller klarhet. Detta är CNC-kostnadsreducering i praktiken.
Balansera styrka och transparens i ingenjörskonsten för järnvägsfördelare
Inom ingenjörskonst för järnvägsfördelare är en viktig utmaning att balansera hållbarhet med visuell åtkomst. Du behöver delar som tål tuffa förhållanden. Ändå behöver du också kunna se inuti för inspektioner.
Detta skapar en direkt avvägning. Starkare material eller tjockare väggar minskar ofta den optiska klarheten. Att hitta rätt balans är avgörande.
Materialvalet
Valet mellan klara vs starka manifoldplaster är grundläggande. Varje material erbjuder en annan blandning av egenskaper. Detta beslut påverkar både prestanda och livslängd.
| Material | Slaghållfasthet | Optisk klarhet |
|---|---|---|
| Polykarbonat | Mycket hög | Bra till mycket bra |
| Akryl (PMMA) | Medium | Utmärkt |
| PETG | Hög | Utmärkt |
För krävande järnvägstillämpningar är polykarbonatstyrka ofta baslinjen. Det ger den nödvändiga slagtåligheten för säkerhet och tillförlitlighet.
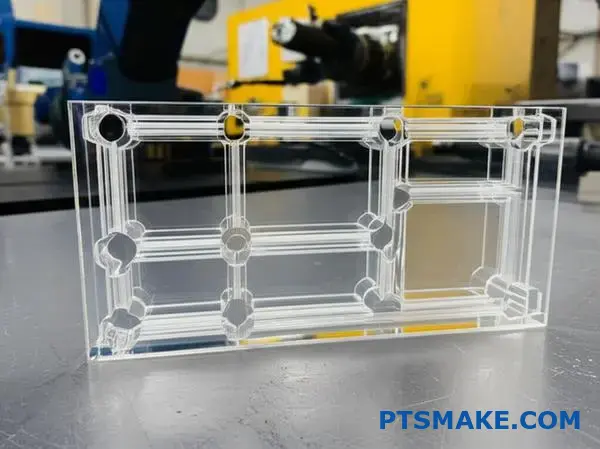
Väggtjocklek och klarhet
Tjockare väggar ökar styrkan men kan minska transparensen. Detta är en kritisk CNC-avvägning. Mer material kan förvränga ljuset som passerar genom manifolden.
Vid design av transparenta järnvägsmanifold är målet att hitta den optimala punkten. Materialet och dess tjocklek måste uppfylla både mekaniska och visuella krav. Detta handlar inte bara om att välja ett material; det handlar om att konstruera en komplett lösning. På PTSMAKE guidar vi kunder genom dessa kritiska beslut.
Inverkan av CNC-bearbetning på klarhet
Precisionen i CNC-bearbetning är avgörande. Själva processen kan dock påverka ytfinishen och interna materialspänningar. Detta påverkar direkt den optiska klarheten. Verktygsbanor, matningshastigheter och skärvätskor spelar alla en roll. En dåligt bearbetad yta, även på ett klart material som akryl, kommer att se grumlig ut.
Dessutom kan bearbetning introducera interna spänningar. Dessa spänningar kan skapa subtila optiska förvrängningar. Detta fenomen är känt som Dubbelbrytning11, vilket kan vara ett problem i högprecisionsoptiska tillämpningar.
Design- och materialavvägningar
Vi rekommenderar ofta ett balanserat tillvägagångssätt. Det börjar med att analysera de specifika operativa påfrestningar som manifolden kommer att utsättas för.
| Väggens tjocklek | Motståndskraft mot stötar | Ljusgenomsläpplighet | CNC-bearbetningstid |
|---|---|---|---|
| Tunn (t.ex. 3 mm) | Lägre | Högre | Kortare |
| Mellan (t.ex. 6 mm) | Balanserad | Bra | Måttlig |
| Tjock (t.ex. 12 mm) | Högre | Lägre | Längre |
Baserat på våra tester kan ett väl valt polykarbonat ofta ge utmärkt styrka utan större kompromiss med klarheten, särskilt när det bearbetas korrekt. CNC-avvägningen för klarhet är hanterbar med rätt expertis och utrustning.
Att välja rätt material och väggtjocklek är en balansgång. Det kräver en djup förståelse för materialvetenskap och tillverkningsprocesser för att uppnå både slagtålighet och den nödvändiga optiska klarheten för järnvägstillämpningar.
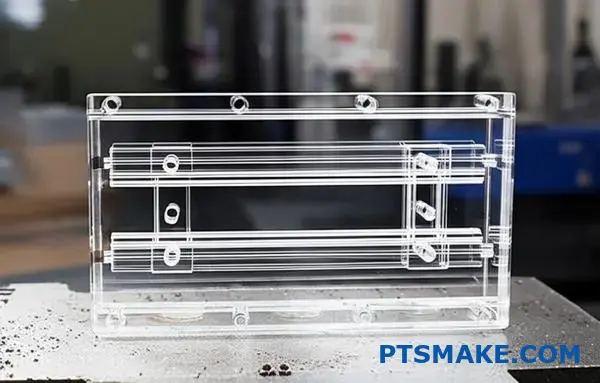
Hur man skalar upp produktionen av transparenta fördelare utan att tappa precision
Att övergå från en enda prototyp till tusentals enheter av ett transparent grenrör är en stor utmaning. Det verkliga testet är att bibehålla samma precision och klarhet i varje enskild del.
Det handlar inte bara om att göra fler; det handlar om att göra fler, perfekt.
Skalning utan kompromisser
På PTSMAKE fokuserar vi på konsekvent kvalitet under CNC-skalning för klara delar. Våra arbetsflöden är utformade för denna övergång. Vi säkerställer att den tiotusende delen är identisk med den första.
| Etapp | Viktigt fokus | Utfall |
|---|---|---|
| Prototyp | Genomförbarhet | En enda, perfekt del |
| Mellanstor volym | Processtabilitet | Konsekvent kvalitet |
| Hög volym | Effektivitet & Kostnad | Skalad precision |
Denna struktur hjälper till att hantera förväntningar och kvalitet.
Att skala upp produktionen kräver ett helt annat tankesätt än prototyptillverkning. Du måste bygga en repeterbar, validerad process. Det är här många projekt misslyckas. De planerar inte för konsekvens från början.
Building Scalable CNC Workflows
At PTSMAKE, our process begins with designing for manufacturability. We then create dedicated fixtures and tooling for production runs. This investment upfront prevents downstream errors and ensures every manifold is identical. We rely on automation and robust quality checks at every stage.
For high-volume projects, we use advanced systems like mass production rail CNC machines. These setups provide the speed and rigidity needed for continuous, high-precision machining of clear plastics. It’s about creating a production railroad for your parts.
Konsekvens är nyckeln
Material consistency is also critical. We often implement a transparent manifold VMI system with our trusted material suppliers. This ensures the raw material for every batch has the exact same properties. We also use techniques like Parametric Programming12 to quickly adapt toolpaths for minor part variations without a full reprogramming effort, saving time and reducing errors.
| Faktor | Prototyping Approach | Mass Production Approach |
|---|---|---|
| Verktyg | General-purpose fixtures | Custom, high-throughput fixtures |
| Programmering | Manual G-code | Automated, parametric programs |
| Inspektion | 100% manuell kontroll | Automated CMM & optical scans |
| Material | Single sheet/block | VMI-managed batch-controlled stock |
This systematic approach is how we deliver precision at any scale.
Att skala transparenta manifoldproduktioner kräver en övergång från engångsperfektion till repeterbar precision. Våra strukturerade CNC-arbetsflöden, materialhantering och användning av avancerade maskiner säkerställer konsekvent kvalitet från prototyp till massproduktion.
Lås upp framgång med järnvägsmultiplex med PTSMAKE expertis
Redo att optimera dina järnvägs-transparenta manifolds med CNC-precision? Lita på PTSMAKE:s beprövade erfarenhet för att leverera komponenter med hög klarhet och hög noggrannhet som håller dina tåg igång säkert och effektivt. Få en snabb, detaljerad offert nu – skicka din förfrågan till PTSMAKE idag!

Upptäck hur denna optiska egenskap indikerar inre spänningar i plast. ↩
Upptäck hur små avvikelser i delar kan ackumuleras och påverka en monterings totala prestanda. ↩
Förstå hur kemiska miljöer kan orsaka för tidigt fel i spända delar. ↩
Förstå hur inre materialspänningar kan påverka optisk prestanda och delintegritet. ↩
Upptäck hur principer för vätskeuppförande drastiskt kan förbättra din manifolds prestanda och effektivitet. ↩
Lär dig hur ett materials inre struktur dikterar dess skärbeteende och ytfinish. ↩
Upptäck hur detta agila tillvägagångssätt hjälper till att förfina konstruktioner och minska utvecklingskostnaderna före full produktion. ↩
Lär dig varför en komplett materialhistorik är avgörande för att säkerställa delarnas prestanda och säkerhet. ↩
Lär dig hur denna optiska egenskap kan avslöja dolda spänningar i transparenta CNC-bearbetade delar. ↩
Utforska hur avancerade CAM-mjukvarustrategier drastiskt kan minska cykeltiderna och förbättra din parts ytbehandling. ↩
Upptäck hur denna optiska egenskap påverkar integriteten och klarheten hos precisionsbearbetade transparenta komponenter. ↩
Upptäck hur denna programmeringsmetod effektiviserar CNC-bearbetning för snabbare, mer flexibla produktionsomgångar. ↩






