

Har du någonsin lagt märke till hur vissa aluminiumprodukter med tiden får en ojämn, fläckig bronsfärg som helt förstör deras professionella utseende? Dålig specifikation och utförande av bronsanodisering kan förvandla din premiumprodukt till en skamfläck, kosta tusentals kronor i omarbetning och skada ditt varumärkes rykte.
Bronsanodiserat aluminium får sin karakteristiska färg genom en tvåstegs elektrolytisk process där metallsalter som tennsulfat avsätts i anodiska porer, vilket skapar hållbara ytbehandlingar med förbättrad korrosionsbeständighet och jämn färg när de specificeras korrekt.
Jag har arbetat med bronsanodisering på PTSMAKE i över 15 år och hjälpt kunder att undvika kostsamma misstag och uppnå perfekta ytfinishar. Denna guide täcker allt från färgkemi till felanalys och ger dig den kunskap du behöver för att specificera och hantera bronsanodiserade projekt på ett framgångsrikt sätt.
Hur skapas den ‘bronsfärgade’ färgen kemiskt under anodiseringen?
Har du någonsin undrat över den rika, hållbara bronsfinishen på aluminiumdelar? Det är inte färg. Det är en sofistikerad kemisk process.
Tvåstegs-färgläggningsmagin
Vi skapar denna vackra färg med hjälp av en tvåstegs elektrolytisk färgningsmetod. Detta garanterar ett jämnt och hållbart resultat.
Processen börjar med att ett poröst skikt bildas. Därefter deponeras metallsalter i porerna för att skapa färgen. Detta resulterar i en mycket hållbar yta av bronsanodiserat aluminium.
| Faktor | Effekt på färg |
|---|---|
| Deponeringstid | Längre tid mörknar nyansen |
| Spänning | Högre spänning gör nyansen mörkare |
En närmare titt på elektrolytisk färgning
Den verkliga konsten ligger i det andra steget. Efter att ha skapat ett klart anodiskt skikt placerar vi aluminiumdelen i en sur lösning. Detta bad är fyllt med metallsalter, vanligtvis tennsulfat.
Sedan applicerar vi växelström (AC) på delen. I detta steg är precis kontroll avgörande för den slutliga färgen.
Metallsalters roll
Växelspänningen driver ut små metalljoner från tennsulfatlösningen. Dessa joner avsätts djupt i botten av de porer som skapades under det första steget. De är inte en ytbeläggning, utan blir en integrerad del av det anodiska skiktet. Det är därför färgen är så motståndskraftig mot slitage och UV-ljus.
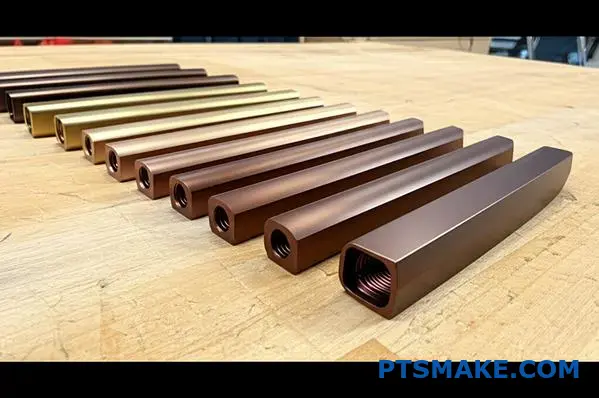
Kontrollera den slutliga nyansen
Att uppnå en specifik bronsnyans, från ljus champagne till mörk brons, handlar om precision. Färgens mörkhet beror direkt på mängden metall som deponeras.
Vi kontrollerar denna avsättning genom att reglera tid och spänning. Längre tid i badet eller högre spänning resulterar i fler metallpartiklar, vilket ger en mörkare yta. Delens yta impedans1 spelar också en viktig roll för hur jämnt strömmen fördelas.
| Parameterkontroll | Ljusbrons | Medium brons | Mörk brons |
|---|---|---|---|
| Deponeringstid | Kort | Medium | Lång |
| Växelspänning | Låg | Medium | Hög |
I våra projekt på PTSMAKE har vi kalibrerat denna process för att leverera exakt färgkonsistens över stora produktionsserier.
Bronsfärgen skapas genom en elektrolytisk process i två steg. Först bildas ett oxidskikt, sedan deponeras metallsalter precis i dess porer. Den slutliga nyansen kontrolleras noggrant genom att justera spänningen och deponeringstiden för en hållbar yta.
Vilka är de viktigaste egenskaperna hos en bronsanodiserad yta?
En bronsanodiserad yta gör mer än bara tillför färg. Den skapar en ny, integrerad yta på aluminiumet. Denna process förbättrar materialets prestanda avsevärt. Det är en verklig funktionell uppgradering.
Detta skyddande skikt är mycket hårdare och mer hållbart än det råa aluminiumet under. I tidigare projekt på PTSMAKE har vi sett hur detta förbättrar komponenternas livslängd.
Låt oss titta på en direkt jämförelse.
| Fastighet | Rå aluminium | Bronsanodiserad aluminium |
|---|---|---|
| Hårdhet | Mjuk (≈ 2,5 Mohs) | Mycket hårt (≈ 9 Mohs) |
| Korrosion | Känslig | Mycket motståndskraftig |
| Utseende | Matt, känslig för repor | Rik färg, slitstark |
Utnyttja prestandaförbättringarna
Fördelarna med en bronsanodiserad yta sträcker sig långt bortom den initiala estetiken. Dessa förbättrade egenskaper är avgörande för komponenter i krävande miljöer, som vi ofta möter.
Överlägsen hårdhet och slitstyrka
Anodiseringsprocessen omvandlar aluminiumytan till aluminiumoxid. Detta skikt är otroligt hårt och närmar sig diamantens hårdhet på Mohs-skalan.
Detta gör ytan mycket motståndskraftig mot repor och nötning. Det är en stor fördel jämfört med rå aluminium, som är ganska mjukt och lätt skadas. Denna hållbarhet är avgörande för funktionella delar.
Miljömässig motståndskraft
Korrosionsbeständigheten har förbättrats avsevärt. I våra tester klarar bronsanodiserade aluminiumdelar hundratals timmars saltspraytestning utan att försämras. Rå aluminium skulle snabbt gå sönder under liknande förhållanden.
Bronsfärgen är också mycket stabil mot UV-ljus. Färgen är inbäddad i det porösa oxidskiktet, vilket förhindrar blekning och kritning som man ser hos färg. Detta garanterar ett långvarigt, jämnt utseende för utomhusbruk.
Unika elektriska egenskaper
Aluminiumoxidskiktet är en utmärkt elektrisk isolator. Denna egenskap, känd som hög dielektrisk styrka2, är avgörande för elektronikhus. Det förhindrar oavsiktliga kortslutningar mellan höljet och de interna komponenterna. Denna skyddsfunktion är en viktig anledning till att kunderna specificerar en bronsanodiserad aluminiumfinish för sina elektroniska produkter.
En bronsanodiserad yta förvandlar aluminium och gör det exceptionellt hårt, hållbart och motståndskraftigt mot korrosion och UV-strålning. Dess utmärkta elektriska isoleringsegenskaper gör det också till ett förstahandsval för att skydda känslig elektronik, vilket ger en pålitlig och långvarig lösning.
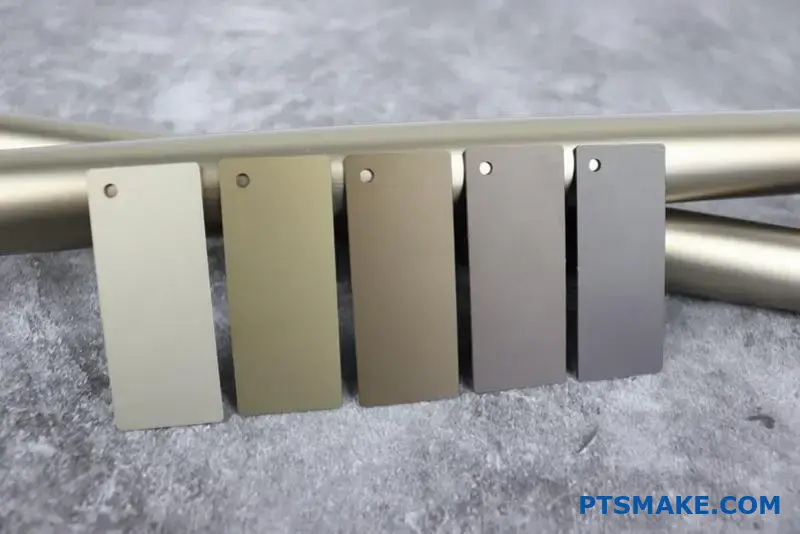
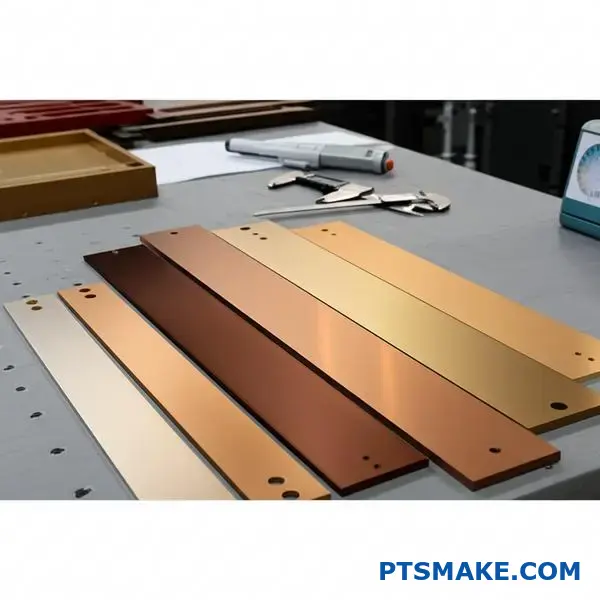
Vilka är alla tillgängliga nyanser av bronsanodiserat aluminium?
Kategorisering av den bronsanodiserade paletten
Bronsanodisering erbjuder ett rikt spektrum, inte bara en enda färg. Nyanserna sträcker sig från ljus champagne till djup, nästan svart. Denna variation möjliggör stor flexibilitet i designen.
Dessa ytbehandlingar kategoriseras vanligtvis för tydlighetens skull. På PTSMAKE arbetar vi ofta tillsammans med kunderna för att välja den perfekta nyansen för deras projekt. Att förstå dessa vanliga kategorier är det första steget.
| Skuggkategori | Allmän beskrivning | Typisk tillämpning |
|---|---|---|
| Ljusbrons | Champagne, ljusguld nyans | Arkitektoniska detaljer, konsumentelektronik |
| Medium brons | Klassisk, varm brun nyans | Fönsterkarmar, dekorativa paneler |
| Mörk brons | Djup chokladbrun | Högklassiga armaturer, skyltar |
| Statyer i brons | Nästan svart, mycket mörk | Monumentala och konstnärliga verk |
Hur vi uppnår specifika nyanser
Att uppnå en specifik bronsnyans är en precis vetenskap. Det handlar inte bara om att doppa aluminium i en tank. Vi kontrollerar flera viktiga processvariabler för att få konsekventa, repeterbara resultat för varje batch.
Specifikation och kontroll
Kunderna specificerar en nyans med hjälp av kontrollprover eller branschens färgkoder. Vår uppgift är att översätta det målet till ett exakt tillverkningsrecept. Detta säkerställer att de bronsanodiserade aluminiumdelarna matchar perfekt.
Nyckeln är att hantera själva anodiseringsprocessen. Färgen kommer från oorganiska salter som avsätts i porerna i aluminiumoxidskiktet. Mängden och fördelningen av dessa avsättningar avgör den slutliga nyansen.
Viktiga processvariabler
Tre huvudfaktorer styr den slutliga färgens djup och konsistens. Våra tester visar att även små förändringar kan påverka resultatet. Vi övervakar noggrant nedsänkningstiden i färgtanken, den elektriska strömtäthet3, och den kemiska koncentrationen i färglösningen.
Längre nedsänkningstider och högre strömtätheter resulterar vanligtvis i mörkare nyanser.
| Processvariabel | Effekt på skugga | Vår kontrollmetod |
|---|---|---|
| Nedsänkningstid | Längre tid = mörkare färg | Automatiska timers och processkontroller |
| Nuvarande densitet | Högre densitet = Djupare färg | Precisionsövervakning av strömförsörjningen |
| Lösningskemi | Koncentrationen påverkar färgmättnaden | Regelbundna kemiska analyser och justeringar |
Genom att behärska dessa variabler levererar vi exakt den bronsnyans du hade tänkt dig.
Det är viktigt att förstå bronsspektrumet och processvariablerna. Det möjliggör exakt färgmatchning. Detta säkerställer att dina slutliga delar uppfyller exakta estetiska och funktionella krav, från prototyp till produktion.
Hur klassificeras anodiserade ytbehandlingar i brons enligt branschstandarder?
För att kunna navigera bland bronsanodiserade ytbehandlingar måste man förstå de viktigaste standarderna. Det handlar inte bara om regler, utan om ett gemensamt språk för kvalitet. De säkerställer att alla, från designer till tillverkare, är på samma sida.
De stora standardiseringsorganen fastställer riktlinjerna. Varje organ har olika inriktning. Detta avgör slutproduktens prestanda och utseende.
Viktiga standardiseringsorganisationer
- AAMA: Främst för arkitektoniska tillämpningar.
- Qualanod: Den europeiska standarden för kvalitet.
- MIL-A-8625: En sträng amerikansk militärspecifikation.
Låt oss titta på deras primära tillämpningar.
| Standard | Primärt fokus | Geografisk region |
|---|---|---|
| AAMA | Arkitektoniskt aluminium | Nordamerika |
| Qualanod | Arkitektonisk kvalitet | Europa |
| MIL-A-8625 | Militär & försvar | Förenta staterna |
Att förstå dessa skillnader är det första steget. Det hjälper dig att välja rätt ytbehandling för ditt projekts behov.

AAMA: Arkitektonisk referenspunkt
För arkitektoniska projekt är standarderna från American Architectural Manufacturers Association (AAMA) avgörande. AAMA 611 är den mest relevanta specifikationen. Den beskriver prestanda för anodiserat aluminium.
Denna standard definierar två klasser. Klass I har en tjockare anodisk beläggning (0,7 mil eller 18 mikron). Klass II har en tunnare beläggning (0,4 mil eller 10 mikron). För bronsanodiserat aluminium för utomhusbruk är klass I avgörande för hållbarheten.
Qualanod: Det europeiska kvalitetsmärket
I Europa tillhandahåller Qualanod en kvalitetsmärkning för anodisering. Det är ett omfattande system som täcker processkontroll, utrustning och testning av slutprodukter.
Qualanod säkerställer en jämn kvalitet mellan olika anodiseringsföretag. Detta är avgörande för stora projekt med flera leverantörer. Det specificerar beläggningens tjocklek, tätningskvalitet och slitstyrka. På PTSMAKE hänvisar vi ofta till Qualanod för kunder med projekt som spänner över den europeiska marknaden, för att säkerställa efterlevnad och kvalitet. Det hjälper till att definiera den förväntade livslängden för en ytbehandling, en viktig faktor för materialet. tribologi4.
MIL-A-8625: Militärstandard
Den amerikanska militärens MIL-A-8625 är den mest krävande standarden. Den omfattar anodisering för försvars- och rymdapplikationer.
Den specificerar två huvudtyper: Typ I (kromsyra) och Typ II (svavelsyra). Bronsytor faller under Typ II. Denna standard har också två klasser: Klass 1 (ofärgad) och Klass 2 (färgad). För brons används Klass 2, med strikta krav på färglikformighet och korrosionsbeständighet.
| Specifikation | Viktiga krav | Typisk tillämpning |
|---|---|---|
| AAMA 611 klass I | ≥18 µm tjocklek | Exteriör arkitektur |
| Qualanod AA 20 | 20 µm genomsnittlig tjocklek | Högslitande arkitektur |
| MIL-A-8625 Typ II | Korrosions- och slitstyrka | Flyg- och rymdindustri, försvarsdelar |
Det är mycket viktigt att välja rätt standard. Det påverkar direkt din komponents livslängd, utseende och kostnad.
AAMA, Qualanod och MIL-A-8625 erbjuder olika ramverk för klassificering av bronsanodiserade ytbehandlingar. Varje standard garanterar kvalitet och prestanda anpassade till specifika tillämpningar, från arkitektoniska exteriörer till krävande militära komponenter, och vägleder materialval och bearbetning.
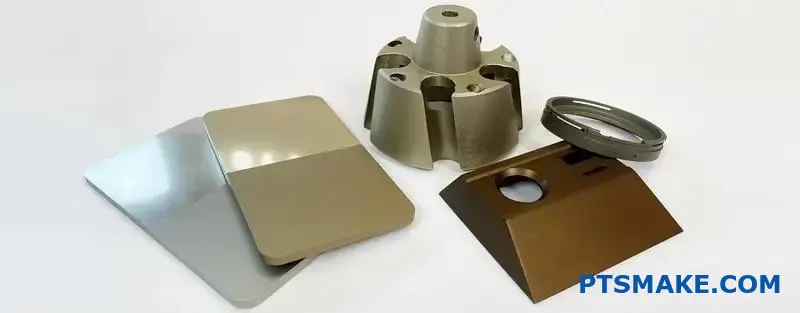
Vilka är de vanligaste ytstrukturerna i kombination med bronsanodisering?
Innan vi applicerar bronsanodiseringen är ytstrukturen på delen avgörande. Denna förberedande mekaniska ytbehandling avgör det slutliga utseendet. Den avgör hur ljuset reflekteras på ytan.
Tänk på det som en duk för färgen.
Borstad yta
En borstad yta skapar fina, parallella linjer. Detta ger bronsen en satinliknande, metallisk glans. Den är utmärkt för att dölja mindre ojämnheter.
Polerad yta
Polering skapar en spegelblank, reflekterande yta. När brons anodiseras ger detta en djup, rik färg. Den höga glansen gör att delen sticker ut.
Pärlblästrad yta
Pärlblästring ger en jämn, matt och icke-riktad struktur. För bronsanodiserat aluminium skapar detta en mjuk, icke-reflekterande yta. Det ger ett modernt, dämpat utseende.
Här är en snabb jämförelse:
| Finish Typ | Visuell effekt | Vanliga användningsfall |
|---|---|---|
| Borstad | Linjär, satinfinish | Arkitektoniska paneler, vitvaror |
| Polerad | Spegelblank, högblank | Dekorativa lister, lyxvaror |
| Pärlblästrad | Matt, icke-reflekterande | Elektroniska höljen, högteknologiska delar |
Denna initiala struktur är ett avgörande beslut. Den förändrar helt karaktären hos den bronsanodiserade delen.

Det är i samspelet mellan textur och ljus som magin uppstår. Det handlar inte bara om färgen, utan också om hur färgen uppfattas. En polerad yta skapar till exempel en stark spegelreflektion5, vilket gör att bronsfärgen ser mörkare och mer mättad ut i vissa vinklar.
Omvänt sprider en pärlblästrad struktur ljuset. Detta resulterar i en mycket jämn färg från alla betraktningsvinklar. Bronsen framstår som mjukare och varmare, utan hård bländning. Det är ett val som vi ofta rekommenderar på PTSMAKE för användargränssnittskomponenter för att minska belastningen på ögonen.
Satinfinish
En satinfinish är en mellanväg. Den är mindre reflekterande än polerad men mjukare än borstad. Den ger bronsen en sofistikerad, matt glans som känns exklusiv vid beröring. Den ger en balanserad estetik.
Att välja rätt struktur är ett viktigt steg i produktdesignen. Enligt vår erfarenhet avgör den slutliga användningen vilket val som är bäst. En konsumentelektronisk enhet kan använda pärlblästring för att få ett rent, modernt utseende. Högklassiga arkitektoniska detaljer använder ofta en borstad yta för att uppnå en klassisk elegans.
Baserat på våra tester med kunder har vi upptäckt att strukturen kan förändra den upplevda nyansen av bronsanodiseringen på ett subtilt sätt.
| Avsluta | Ljusinteraktion | Upplevd bronsfärg | Döljer fingeravtryck |
|---|---|---|---|
| Polerad | Mycket reflekterande, skarp | Djup, mörk, fyllig | Dålig |
| Borstad | Riktad reflektion | Varierar med ljusvinkeln | Bra |
| Satin | Mjuk, diffus glans | Jämn, subtil lyster | Mycket bra |
| Pärlblästrad | Mycket diffus, matt | Mjuk, jämn, lätt | Utmärkt |
Detta val påverkar inte bara estetiken utan även funktionella aspekter som reptålighet och synligheten av fingeravtryck.
Mekaniska förbehandlingar som borstning, polering och pärlblästring förändrar fundamentalt det slutliga utseendet på bronsanodiserade delar. Varje struktur interagerar med ljuset på ett unikt sätt, vilket påverkar färgdjupet och glansen. Detta val är en viktig designfaktor för både estetik och funktionalitet.
Hur specificeras och mäts färgkonsistens objektivt?
Hur kommer vi förbi "det ser rätt ut"? Subjektiva kontroller är opålitliga. För verklig precision behöver vi siffror.
Det är här objektiv färgmätning kommer in. Den använder ett vetenskapligt system för att definiera och verifiera färg.
CIELAB-färgrymden
Vi använder CIELAB-systemet, eller Lab*. Den mappar varje färg med tre värden. Detta ger ett universellt språk för färgspecifikation.
Definiera toleranser med Delta E (ΔE)
Delta E (ΔE) mäter "avståndet" mellan två färger. Ett lågt ΔE betyder att färgerna ligger mycket nära varandra. Detta är avgörande för konsistensen.
| Mätmetod | Beskrivning | Fördel |
|---|---|---|
| Visuell kontroll | Förlitar sig på det mänskliga ögat och standardbelysning. | Snabbt och enkelt för inledande kontroller. |
| CIELAB & ΔE | Använder en spektrofotometer för Lab* data. | Kvantitativ, repeterbar och objektiv. |
Detta system säkerställer att alla delar passar perfekt ihop.

Att förlita sig enbart på det mänskliga ögat leder till inkonsekvens. Två personer kan titta på samma del och se olika nyanser. Detta gäller särskilt komplexa ytbehandlingar. Till exempel kan en sats av bronsanodiserad aluminium delar kan uppvisa små variationer.
Dessa variationer kan vara svåra att upptäcka med blotta ögat, men kan vara betydande. CIELAB-färgrymden löser detta problem genom att tilldela varje färg en exakt koordinat.
Förstå Lab* Värden
Systemet fungerar med tre axlar:
- **L***: Representerar ljushet, från 0 (svart) till 100 (vitt).
- **a***: Representerar den rödgröna axeln.
- **b***: Representerar den gulblå axeln.
Med hjälp av en enhet som kallas spektrofotometer6, Vi mäter dessa värden från ett huvudprov. Detta blir vår standard. Därefter definierar vi en acceptabel Delta E (ΔE)-tolerans. Detta är den maximalt tillåtna färgskillnaden.
För alla produktionsdelar mäter vi dess Lab*-värden. Vi beräknar ΔE mellan det och masterprovet. Om det ligger inom toleransgränsen godkänns det. Det är så enkelt och precist.
| Delta E (ΔE)-värde | Perceptuell tolkning | Typiskt användningsfall |
|---|---|---|
| < 1.0 | Inte synlig för det mänskliga ögat | Högkvalitativa bilpaneler |
| 1.0 - 2.0 | Märkbar genom noggrann observation | Hölje för konsumentelektronik |
| 2,0 – 3,5 | Synligt vid första anblicken | Allmänna industriella delar |
Denna datadrivna metod eliminerar alla gissningar.
Objektiv färgmätning använder CIELAB-systemet och Delta E-toleranser. Denna metod ersätter subjektiva åsikter med exakta data, vilket säkerställer att varje del vi tillverkar på PTSMAKE uppfyller dina exakta färgspecifikationer och garanterar konsistens under hela produktionsprocessen.
Hur kan man kontrollera färgkonsistensen i ett stort projekt?
Det är viktigt att gå från teori till praktik. För att verkligen kunna hantera färg behöver du konkreta kontroller. Det handlar om att sätta upp tydliga, fysiska riktmärken som inte lämnar utrymme för tolkning.
Denna metod förhindrar subjektiva argument. Den skapar en gemensam, fysisk verklighet för dig, ditt team och oss på PTSMAKE. Här är de metoder vi förlitar oss på.
Fastställa huvudfärgstandarder
Först skapar vi ett "master"-prov. Detta är det perfekta exemplaret som definierar målfärgen. Alla framtida delar jämförs med denna enda standard.
Definiera synfält
Därefter kommer vi överens om ett acceptabelt intervall. Vi skapar prover som visar de ljusaste och mörkaste acceptabla nyanserna. Detta är avgörande för ytbehandlingar som bronsanodiserat aluminium.
Hantera produktionsbatcher
Slutligen kontrollerar vi produktionspartierna. Vi begär delar från samma tillverkningsparti när det är möjligt. Detta minimerar variablerna i processer som anodisering eller målning.
| Metod | Primärt mål | Bäst för |
|---|---|---|
| Master Standard | Ställer in det enda ideala färgmålet | Krav på hög precision i färgåtergivningen |
| Synfält | Definierar acceptabla gränser för ljus/mörker | Ytbehandlingar med naturliga variationer |
| Batchkontroll | Minimerar processrelaterade skift | Stora produktionsvolymer |

Att kontrollera färgen handlar mindre om programvara och mer om fysisk disciplin. Det kräver tydlig kommunikation och överenskommelse innan den första delen tillverkas för massproduktion.
Fysiska provs roll
En digital färgkod är en bra början. Men den kan inte återge effekten av textur, glans eller material. En fysisk standard är ett måste.
I tidigare projekt på PTSMAKE har vi sett hur ett enda godkänt prov kan spara veckor av diskussioner. Det blir den ultimata källan till sanning för alla inblandade.
För material som bronsanodiserat aluminium förändras den upplevda färgen beroende på ljuset och betraktningsvinkeln. Därför är det så viktigt att fastställa ett acceptabelt visuellt intervall med fysiska prover.
Vi fastställer ett "ljusgräns"- och ett "mörkgräns"-prov. Alla produktionsdelar måste ligga mellan dessa två fysiska riktmärken. Detta eliminerar subjektivitet från kvalitetskontrollen. Det är ett enkelt godkänd/underkänd-test.
Vikten av batchning
Färgkonsistensen är också kopplad till processstabiliteten. Vid anodisering kan faktorer som temperatur och kemisk koncentration orsaka små variationer mellan olika batcher.
Därför rekommenderar vi ofta att alla delar till en och samma montering tillverkas av samma materialparti och anodiseras i samma batch. Detta minimerar risken för synliga skillnader när komponenterna monteras sida vid sida. Små färgskillnader från anodiseringsbadets utarmning7 är mindre märkbara om alla delar förskjuts tillsammans. Baserat på våra tester är detta det mest effektiva sättet att säkerställa ett enhetligt utseende på slutprodukten.
Effektiv färghantering bygger på huvudstandarder, tydliga visuella färgprover och smart batchkontroll. Dessa praktiska steg eliminerar gissningar och säkerställer att slutprodukten uppfyller dina exakta visuella specifikationer.
Hur utformar man delar för att undvika vanliga anodiseringsfel?
Smart design är ditt första försvar. Det förhindrar de vanligaste anodiseringsfelen innan de uppstår. Detta är en grundläggande princip inom Design for Manufacturing (DFM).
Enkla förändringar kan göra stor skillnad. Genom att planera i förväg säkerställer du ett felfritt resultat.
Viktiga designöverväganden
Tre områden kräver din uppmärksamhet:
- Dränering för kemikalier
- Rundade hörn och kanter
- Placering av kontaktpunkter
Dessa små detaljer sparar tid och pengar.
DFM för anodisering
En välkonstruerad del rör sig smidigt genom anodiseringslinjen. Detta minskar manuellt arbete och sänker risken för defekter.
| Problemområde | Designlösning | Defekt förhindrad |
|---|---|---|
| Instängd vätska | Lägg till dräneringshål | Kemiska fläckar och ränder |
| Vassa hörn | Använd generösa radier | Brännskador och kala fläckar |
| Synliga märken | Ange rackpunkter | Kontaktmärken på kosmetiska ytor |

Det är viktigt att tänka på anodiseringsprocessen redan under konstruktionsfasen. Det handlar inte bara om en beläggning, utan om en elektrokemisk process. Varje detalj på din komponent interagerar med kemikaliebaden och den elektriska strömmen.
Radier över skarpa hörn
Vassa inre hörn är en vanlig källa till problem. De kan fånga upp syra, vilket leder till ränder efter tätningen. Vassa yttre hörn kan också orsaka problem.
Den elektriska strömmen koncentreras till skarpa ytterkanter. Detta kan orsaka "bränning", ett alltför tjockt och sprött oxidskikt. Genom att använda generösa radier, vi rekommenderar minst 0,5 mm, säkerställs att strömmen flödar jämnt. Detta är särskilt viktigt för ett enhetligt utseende, till exempel på en bronsanodiserad aluminium del.
Vikten av dränering
Blinda hål och djupa fickor är som koppar. De fångar upp rengöringsmedel och syror. När delen flyttas till nästa tank rinner dessa uppsamlade vätskor ut och orsakar fläckar.
Genom att lägga till små, välplacerade dräneringshål kan vätskor rinna ut. Detta enkla steg eliminerar kemisk överföring, en viktig orsak till kosmetiska avvisningar.
Kontroll av rackpunkter
Varje del måste hållas fast av ett rack för att kunna ta emot elektrisk ström. Dessa kontaktpunkter kommer inte att anodiseras, vilket lämnar små nakna fläckar. Du bör alltid ange var dessa rackpunkter kan placeras.
Om du placerar dem på icke-kritiska ytor döljs dessa märken. Om du ignorerar detta kan det leda till en Faradays bur-effekt8 i vissa fall, vilket orsakar ojämn beläggning. På PTSMAKE arbetar vi tillsammans med dig för att identifiera de bästa ställningsplatserna tidigt i designfasen.
| Riktlinjer | Varför det är viktigt | Bästa praxis |
|---|---|---|
| Generösa radier | Säkerställer jämn strömtäthet och förhindrar syraansamling. | Minsta radie på 0,5 mm på alla hörn. |
| Dräneringshål | Förhindrar kemisk blödning och fläckar. | Lägg till små hål i fickor och blindhål. |
| Specificerad rackning | Döljer kala fläckar på icke-kosmetiska ytor. | Markera acceptabla kontaktpunkter på dina ritningar. |
Effektiv DFM för anodisering innefattar enkla men viktiga steg. Genom att lägga till radier, planera för dränering och specificera rackpunkter kan de vanligaste defekterna förebyggas. Detta säkerställer en jämn ytfinish av hög kvalitet samtidigt som produktionsförseningar och kostnader minimeras.
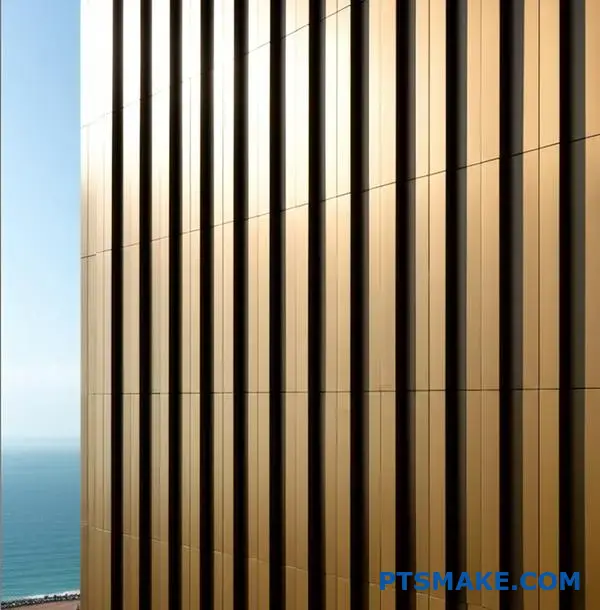
Fallstudie: Specificering av ytbehandling för fasaden på ett höghus vid kusten.
Kustnära projekt medför unika utmaningar. Kombinationen av saltspray, hög UV-exponering och vinddriven regn sliter hårt på byggmaterial.
Att välja rätt ytbehandling är inte bara en estetisk fråga. Det är avgörande för långsiktig prestanda och hållbarhet. Låt oss gå igenom specifikationerna för en framgångsrik höghusfasad.
Viktiga miljöfaktorer
Miljön avgör vårt materialval. Varje faktor kräver en specifik motåtgärd i ytbehandlingsspecifikationen.
| Faktor | Primär påverkan | Specifikationssvar |
|---|---|---|
| Saltspray | Korrosion och gropfrätning | Tjockt anodiskt skikt |
| Hög UV-strålning | Färgblekning | Stabila pigment |
| Vinddriven regn | Vatteninträngning | Högpresterande tätning |
Vårt mål var ett system som skulle fungera i årtionden.
Motivering för specifikationen
I tidigare projekt på PTSMAKE har vi sett hur ett felaktigt val kan äventyra hela fasaden. Varje detalj är viktig, från baslegeringen till den slutliga tätningen. Så här har vi skapat en robust specifikation för denna krävande miljö.
Basmaterial: 5005 legerad plåt
Vi började med aluminiumlegeringen 5005. Medan andra legeringar som 6061 erbjuder högre strukturell hållfasthet, ger 5005 en betydligt bättre yta för anodisering. Det garanterar ett enhetligt, visuellt konsistent utseende, vilket är avgörande för stora arkitektoniska ytor.
Ytbehandling: AAMA 611 klass I
Kärnan i skyddet är själva anodiseringen. Vi specificerade en AAMA 611 klass I arkitektonisk ytbehandling. Detta kräver en minsta tjocklek på 0,7 mil (18 mikron). Denna tjockare Anodiskt oxidskikt9 skapar en formidabel barriär. Det är viktigt för att motstå korrosion från salter i luften.
Färg och försegling
Den angivna mörkbronsfärgen ger utmärkt UV-stabilitet. De oorganiska pigmenten som används för bronsanodiserat aluminium är mycket motståndskraftiga mot blekning.
Slutligen är en högpresterande tätning ett måste. Den täpper till de naturliga porerna i det anodiserade skiktet och förhindrar att korrosiva ämnen tränger in i ytan.
| Komponent | Specifikation | Motivering för användning vid kusten |
|---|---|---|
| Legering | 5005 Aluminiumplåt | Överlägsen jämnhet för anodisering. |
| Avsluta | AAMA 611 klass I | ≥0,7 mil tjocklek för korrosionsbeständighet. |
| Färg | Mörk brons | Utmärkt UV-stabilitet och färgbeständighet. |
| Tätning | Högpresterande | Förhindrar absorption av salt och föroreningar. |
Detta kompletta system fungerar tillsammans för att skydda fasaden.
Denna fallstudie visar att en hållbar kustfasad är beroende av ett synergistiskt system. Legeringen, anodiseringsklassen, färgen och tätningen måste alla väljas specifikt för att motverka salt, UV-strålning och fukt för att upprätthålla långsiktig integritet och utseende.
Hur skulle du lösa en tvist mellan parterna om färgskillnader?
När en färgkonflikt uppstår måste subjektivitet undvikas. Målet är att förlita sig på objektiva data, inte åsikter. Detta är den enda vägen till en rättvis lösning.
Vi använder en tydlig, datadriven process. Den är särskilt användbar för ytbehandlingar som bronsanodiserat aluminium, där utseendet kan vara subjektivt.
Resolutionsramverket
Processen innebär att man jämför produktionsdelar med huvudprovet. Vi använder en spektrofotometer för att få exakta färgdata. Resultaten är tydliga och numeriska.
| Steg | Åtgärd | Utfall |
|---|---|---|
| 1 | Hämta huvudprov | Fastställer den överenskomna färgstandarden. |
| 2 | Välj produktionsdelar | Samlar in prover från det omtvistade partiet. |
| 3 | Mätning med spektrofotometer | Uppnår mål Lab* färgvärden. |
| 4 | Jämför ΔE-värden | Kvantifierar skillnaden mot toleransen. |
Denna metod förvandlar en oenighet till en enkel datakontroll.
Från åsikt till objektiv fakta
Grunden för att lösa eventuella färgkonflikter är det ursprungliga avtalet. Innan produktionen påbörjas måste båda parter enas om en färgstandard och en Delta E (ΔE)-tolerans. Detta tal definierar den maximala acceptabla färgavvikelsen.
När en tvist uppstår tar vi fram våra verktyg. Vi tar fram det bevarade huvudprovet och flera produktionsdelar. Därefter mäter vi dem under kontrollerade ljusförhållanden. Detta är avgörande för att få konsistenta resultat.
Använda data för att fatta beslut
En spektrofotometer "ser" inte färg på samma sätt som det mänskliga ögat. Den mäter spektraldata från en yta för att generera exakta koordinater. Dessa koordinater finns inom CIELAB-färgrymd10, en tredimensionell modell av färg.
Denna process beräknar ΔE-värdet. Det är ett enda tal som representerar avståndet mellan provets färg och standardfärgen. För en sats bronsanodiserade aluminiumdelar är resultaten entydiga.
Jämförelse av provmätningar
| Prov-ID | Mästare Lab* | Del Lab* | ΔE-värde | Inom specifikation (tolerans < 2,0) |
|---|---|---|---|---|
| Del 001 | 55, 10, 25 | 55.2, 10.5, 25.1 | 0.55 | Ja |
| Del 002 | 55, 10, 25 | 54.1, 11.5, 26.0 | 2.02 | Nej |
| Del 003 | 55, 10, 25 | 55.5, 9.8, 24.5 | 0.73 | Ja |
Data avgör för oss. Om ΔE-värdet ligger inom den överenskomna toleransen godkänns delen. Om det ligger utanför underkänns den. Det finns inget utrymme för diskussion. Detta är den professionella standard vi upprätthåller på PTSMAKE.
För att lösa ett färgfel måste man gå från subjektiva åsikter till objektiva fakta. Genom att använda en spektrofotometer för att jämföra produktionsdelar med ett referensprov får man tydliga ΔE-värden. Denna datadrivna metod garanterar en rättvis och obestridlig slutsats baserad på i förväg överenskomna standarder.
När är bronsanodisering inte rätt val av ytbehandling?
Bronsanodisering ger en hållbar och vacker yta. Det är dock inte en universallösning för alla projekt. Det rätta valet beror helt på produktens slutliga användningsområde.
Ibland är andra efterbehandlingsprocesser helt enkelt bättre lämpade.
Viktiga beslutsfaktorer
Färg och estetik
Om du behöver en specifik färg som inte är metallisk, till exempel en klarröd eller blå färg, fungerar inte anodisering. Processen är begränsad till ett specifikt färgspektrum.
Miljömässig resistens
För delar som utsätts för extrema kemikalier eller syror kanske standardanodisering inte ger tillräckligt skydd. En mer robust beläggning kan vara nödvändig.
Montering efter ytbehandling
Planerar du att svetsa delar efter att de är färdiga? Anodisering skapar ett isolerande skikt som komplicerar svetsningen avsevärt.
Här är en snabbguide som hjälper dig att bestämma dig.
| Scenario | Bronsanodisering | Bättre alternativ |
|---|---|---|
| Behöver en ljus, icke-metallisk färg | Nej | Pulverlackering |
| Extrem kemisk exponering | Nej | PVDF-beläggning |
| Svetsning efter efterbehandling | Nej | Efterbehandling efter svetsning |

Även om bronsanodiserat aluminium är ett fantastiskt val för många tillämpningar är det viktigt att förstå dess begränsningar. På PTSMAKE hjälper vi kunderna att fatta dessa beslut för att undvika kostsamma misstag. Låt oss gå igenom när en alternativ ytbehandling är att föredra.
En närmare titt på alternativa ytbehandlingar
När färgpaletten är en prioritet
Pulverlackering är det bästa alternativet om du vill ha ett stort urval av färger. Det är ett torrt pulver som appliceras elektrostatiskt. Den här processen ger tusentals färger, strukturer och glansnivåer. Det ger en tjock, hållbar yta som är mer reptålig än flytande färg.
För tuffa kemiska miljöer
När en komponent måste tåla starka kemikalier, lösningsmedel eller extrem UV-exponering är en PVDF-beläggning överlägsen. Dess fluorpolymer11 basen erbjuder exceptionell kemisk inerthet. I tidigare projekt med kunder inom den kemiska processindustrin har vi sett att PVDF-beläggningar överträffar anodisering avsevärt när det gäller långsiktig stabilitet och skydd.
Efterbearbetning av svetsning
Anodisering skapar ett hårt, icke-ledande aluminiumoxidskikt. Detta skikt måste slipas bort före svetsning, vilket innebär ett extra steg och risk för skador på delen. Det är mycket effektivare att utföra all svetsning på det obehandlade aluminiumet och sedan applicera ytbehandlingen.
Denna tabell ger mer detaljerad information.
| Funktion | Bronsanodisering | Pulverlackering | PVDF-beläggning |
|---|---|---|---|
| Färgalternativ | Begränsat metalliskt utbud | Nästan obegränsad | Bra utbud, inte lika stort som pulverlackering |
| Kemisk beständighet | Bra | Måttlig | Utmärkt |
| UV-beständighet | Mycket bra | Bra | Utmärkt |
| Svetsbarhet | Dålig (måste tas bort) | Dålig (måste tas bort) | Dålig (måste tas bort) |
| Bäst för | Hållbarhet, metalliskt utseende | Anpassning av färg | Extrema miljöer |
Att välja rätt ytbehandling handlar inte bara om utseende, utan också om prestanda och tillverkningseffektivitet. Tänk på hela livscykeln för din komponent. Bronsanodisering har sin plats, men ibland är alternativ som pulverlackering eller PVDF ett smartare tekniskt och affärsmässigt val.
Analysera ett fel: Varför bleknade en bronsfinish på 5 år?
En kund visade oss en bleknad bronsanodiserad aluminiumdel. Den såg förfärlig ut efter bara fem år utomhus. Detta var ett klassiskt fall av misslyckande.
Låt oss gå igenom de troliga bovarna. Baserat på vår analys kan vi begränsa det till tre huvudmisstänkta.
Var och en av dem representerar ett viktigt steg i anodiseringsprocessen. Om något av dem görs fel leder det till denna typ av fel.
| Potentiell orsak | Beskrivning |
|---|---|
| Beläggningsklass | Klass II användes istället för den mer hållbara klass I. |
| Dålig tätning | Det anodiska skiktet förseglades inte ordentligt efter färgningen. |
| Instabil färgämne | Ett organiskt färgämne användes istället för metallsalter. |

När en ytbehandling misslyckas måste vi undersöka orsaken. Enligt min erfarenhet är det sällan bara en enda sak. Ofta är det en kombination av flera faktorer. Här är en närmare titt på våra tre hypoteser för denna blekta del.
En ospecificerad beläggning
Anodiserade beläggningar finns i två huvudtyper för arkitektur. Klass I är för exteriörer och klass II är för interiörer.
En klass II-beläggning är mycket tunnare. Den klarar helt enkelt inte starka UV-strålar, surt regn och temperaturväxlingar. För utomhusbruk är det viktigt att välja en klass I-beläggning för att få långvarig hållbarhet.
Tätningens avgörande roll
Efter att en aluminiumdel har anodiserats och färgats är ytan porös. Tätningsfasen stänger dessa porer och fångar upp färgpartiklarna inuti.
En dålig eller ofullständig tätning gör färgen sårbar. Det är som att lämna en dörr öppen under en storm. UV-strålning och fukt tränger in och bryter ner färgämnet. Korrekt tätning skyddar anodiskt skiktets porositet12 och låser in färgen.
Välja rätt färgämne
Färgningsmetoden är också en viktig faktor. Alla bronsfärger är inte likadana. Valet här gör en enorm skillnad.
Organiska färgämnen kontra metalliska salter
Många leverantörer använder organiska färgämnen eftersom de är billigare. De har dock dålig UV-stabilitet och bleknar snabbt i solljus.
Metallsalter, som appliceras genom elektrolytisk färgning, är mycket mer hållbara. Dessa oorganiska partiklar är mycket motståndskraftiga mot UV-nedbrytning.
| Färgämnestyp | UV-stabilitet | Rekommenderad användning |
|---|---|---|
| Organiska färgämnen | Låg | Tillämpningar inomhus |
| Metallsalter | Hög | Utomhus / Arkitektur |
För en hållbar bronsanodiserad aluminiumfinish är metallsalter det enda tillförlitliga valet för utomhusbruk.
Den för tidiga blekningen på denna bronsdel var ingen olyckshändelse. Den berodde på uppenbara processfel: användning av en beläggning avsedd för inomhusbruk, felaktig tätning eller ett billigt organiskt färgämne. Dessa misstag kan undvikas med rätt specifikationer och kvalitetskontroll.
Hur kan man vara innovativ med bronsanodiserat aluminium i produktdesign?
Bronsanodiserat aluminium erbjuder tidlös elegans. Men verklig innovation innebär att gå bortom standarden. Välj inte bara en ytbehandling, designa den.
Fundera på hur du kan få din produkt att sticka ut. Du kan skapa unika visuella och taktila upplevelser. Det lyfter din design från bra till exceptionell.
Utmana kreativa gränser
Att kombinera material är en bra början. Överväg också att skapa egna mönster och texturer. Dessa metoder kan definiera en produkts identitet.
| Standardmetod | Innovativt tillvägagångssätt |
|---|---|
| Användning av ett enda material | Kombination med trä/stål |
| Jämn yta | Anpassade mönster/texturer |
| Grundläggande borstad yta | Selektiva maskeringseffekter |

Den verkliga produktskillnaden ligger i detaljerna. Att gå bortom en enkel bronsfinish öppnar upp många designmöjligheter. Det handlar om att vara medveten om ytan i sig. I tidigare projekt på PTSMAKE har vi utforskat dessa anpassade tillvägagångssätt tillsammans med kunderna.
Avancerade efterbehandlingsstrategier
Kombinera material för kontrast
Kombinationen av bronsanodiserat aluminium och andra material skapar ett slående utseende. Tänk dig bronsens värme i kombination med naturligt trä. Eller kontrasten mot polerat rostfritt stål. Denna teknik ger alla produkter både ett intressant utseende och en exklusiv känsla.
Skapa mönster med maskering
Du kan skapa otroligt detaljerade mönster på ytan. Vi uppnår detta med hjälp av tekniker före anodiseringssteget. Till exempel, subtraktiv mönstring13 möjliggör logotyper eller geometriska mönster. Detta gör att delar av det råa aluminiumet lämnas exponerade eller färgas i en annan färg, vilket skapar en skarp tvåfärgseffekt.
Utveckla anpassade texturer
Varför hålla sig till en standardborstad yta? Vi kan utforska andra alternativ. Tekniker som tillämpas före anodisering kan skapa unika taktila känslor.
| Teknik | Resultateffekt |
|---|---|
| Laseretsning | Fina, precisa linjer och mönster |
| Pärlblästring | En enhetlig, icke-riktad matt yta |
| Mekanisk borstning | Anpassade linjära eller cirkulära texturer |
Dessa förbehandlingar förändrar hur ytan känns och reflekterar ljus. Detta ger slutprodukten ytterligare en dimension av sofistikation.
För att skapa innovationer med bronsanodiserat aluminium måste du se bortom färgen. Kombinera det med andra material, använd maskering för unika mönster och utveckla anpassade texturer. Dessa detaljer kan verkligen definiera din produkt och skapa en minnesvärd användarupplevelse.
Upptäck lösningar i bronsanodiserat aluminium hos PTSMAKE
Är du redo att lyfta ditt projekt med expertanodiserad aluminiumfinish i brons? Kontakta PTSMAKE nu för en snabb, skräddarsydd offert. Vår precisions tillverkning levererar jämn färg, hållbarhet och oslagbar tillförlitlighet – betrodd av världsledande varumärken. Skicka din förfrågan idag och börja bygga med självförtroende!

Lär dig hur denna elektriska egenskap är avgörande för att uppnå precisa och jämna färgresultat vid anodisering. ↩
Lär dig hur denna egenskap kan skydda dina känsliga elektroniska komponenter från elektriska fel. ↩
Lär dig hur denna elektriska parameter direkt påverkar den slutliga färgen och beläggningens kvalitet. ↩
Förstå vetenskapen bakom friktion, slitage och smörjning på ytor. ↩
Lär dig hur ljusfysik påverkar den upplevda kvaliteten och utseendet på dina färdiga detaljer. ↩
Lär dig mer om instrumentet som möjliggör objektiv färgmätning och säkerställer kvalitet. ↩
Lär dig hur kemiska förändringar i anodiseringsprocessen påverkar produktens slutliga färg och ytfinish. ↩
Lär dig hur delgeometrin påverkar elektriska fält för att förhindra ojämna anodiserade beläggningar. ↩
Förstå vetenskapen bakom hur detta skyddande skikt bildas och dess viktigaste egenskaper för hållbarhet. ↩
Utforska 3D-modellen som används för precis, objektiv färgkommunikation inom tillverkningen. ↩
Upptäck hur denna högpresterande polymer ger dina komponenter överlägsen kemikalie- och UV-beständighet. ↩
Förstå hur detta skiktets mikroskopiska struktur är avgörande för färgbeständighet och korrosionsbeständighet. ↩
Lär dig de tekniska detaljerna för att skapa intrikata, permanenta mönster på anodiserade aluminiumytor. ↩






