

Att välja mellan investeringsgjutning och pressgjutning för dina delar kan vara avgörande för projektets tidslinje och budget. Många ingenjörer kämpar med detta beslut eftersom fel val leder till kostsamma omkonstruktioner, förlängda ledtider och delar som inte uppfyller specifikationerna.
Vid investeringsgjutning används ett offervaxmönster och ett keramiskt skal för att skapa komplexa högprecisionsdetaljer av högtemperaturlegeringar, medan pressgjutning innebär att smält metall under tryck sprutas in i återanvändbara stålformar för högvolymtillverkning av enklare geometrier i material med lägre smältpunkt.

Jag har arbetat med båda processerna på PTSMAKE och hjälpt kunder att navigera i just det här beslutet för komponenter till fordonsindustrin, flygindustrin och medicintekniska produkter. Det rätta valet beror på dina specifika krav på material, volym, komplexitet och budget. Låt mig gå igenom de viktigaste skillnaderna och beslutsfaktorerna som hjälper dig att göra det bästa valet för ditt projekt.
Vad är den grundläggande principen för investeringsgjutning?
I grund och botten är investeringsgjutning en process av skapande och förstörelse. Vi börjar med att göra en exakt kopia av den slutliga delen. Denna kopia kallas för mönstret.
Offermönstret
Det här mönstret är inte avsett att vara bestående. Det fungerar som ett tillfälligt verktyg. Vi gör det vanligtvis av vax. Dess enda syfte är att skapa en form runt den.
Sedan smälter eller bränner vi bort det. Detta lämnar ett perfekt hålrum efter sig.
| Etapp | Syfte |
|---|---|
| Skapande | Gör ett exakt vaxmönster. |
| Destruktion | Ta bort mönstret för att forma en gjutform. |
Denna unika metod gör att investeringsgjutning kan producera komplexa former med otrolig detaljrikedom, en viktig skillnad när man överväger investeringsgjutning kontra pressgjutning.

Från mönster till gjutform: "Investeringen"
Den verkliga magin uppstår när vi "investerar" mönstret. Det innebär att vi bygger ett keramiskt skal runt det. Vi gör detta genom att upprepade gånger doppa vaxmönstret i en keramisk Slam1 och sedan täcka den med sandliknande material.
Vi upprepar denna process flera gånger. Varje lager ger skalet mer styrka och tjocklek. På så sätt skapas en robust form i ett stycke. När skalet har fått rätt tjocklek måste det torkas helt och hållet. Detta steg är avgörande för formens integritet.
Utbrändhetsfasen
När det keramiska skalet är torrt placerar vi det i en ugn. Den höga värmen smälter och bränner ut allt vax. Detta är den del av processen som kallas "förlorat vax". Det som återstår är en ihålig, mycket detaljerad keramikform. Den är nu redo för smält metall att hällas i.
Denna process skiljer sig fundamentalt från andra som pressgjutning, där en permanent metallform används. Den keramiska gjutformen för engångsbruk vid investeringsgjutning möjliggör mycket mer intrikata mönster och underskärningar utan att behöva dragvinklar.
| Steg i processen | Nyckelåtgärd | Utfall |
|---|---|---|
| 1. Skalbyggnad | Doppmönster i slurry & sand | Ett keramiskt skal bildas. |
| 2. Torkning | Härda skalet | Formen blir starkare. |
| 3. Avvaxning | Värm skalet i en ugn | En ihålig formkavitet lämnas kvar. |
I tidigare projekt på PTSMAKE har vi upptäckt att det är viktigt att noggrant kontrollera denna skalbyggnadsprocess. Det är så vi säkerställer att varje detalj från originalmönstret fångas perfekt i den slutliga metalldelen, som konsekvent uppfyller snäva toleranser.
Kärnan i investeringsgjutning är okomplicerad. Vi skapar ett exakt vaxmönster, bygger ett keramiskt skal runt det och tar sedan bort mönstret. Kvar blir en perfekt form för engångsbruk, idealisk för tillverkning av komplexa och detaljerade metalldelar.
Vad är kärnprincipen för pressgjutning?
Grundprincipen är enkel men kraftfull. Vi tvingar in smält metall i en stålform under ett enormt tryck. Denna metod garanterar snabbhet och precision.
Kärnan i processen
Tänk på det som en högteknologisk spruta. En maskin sprutar in flytande metall i en förformad hålighet. Denna hålighet kallas för en matris.
Metall och gjutform
Processen är beroende av två nyckelkomponenter. Den smälta metallen, som formar detaljen, och stålverktyget, som formar den.
| Komponent | Material | Funktion |
|---|---|---|
| Smält metall | Aluminium, zink etc. | Formar den sista delen |
| Form (gjutform) | Härdat stål | Formar metallen |
Det är denna högtrycksinsprutning som gör pressgjutning så effektiv när det gäller att snabbt skapa komplexa detaljer.

Det magiska med pressgjutning ligger i trycket. Det här är inte en skonsam gjutning. Vi injicerar metall i hastigheter som kan fylla hela formen på millisekunder. Detta är en viktig skillnad när man överväger investeringsgjutning kontra gjutning.
Kraften i tryck
Högt tryck är avgörande. Det tvingar in metallen i varje liten detalj i matrisen. Detta säkerställer att skarpa hörn, tunna väggar och komplexa geometrier formas perfekt. Den snabba fyllningen bidrar också till en finkornig mikrostruktur.
Processen minimerar porositeten. Instängd luft har liten chans att bilda bubblor. Detta resulterar i en starkare och mer solid komponent. På PTSMAKE kontrollerar vi trycket exakt för att uppnå optimal komponentdensitet.
Den återanvändbara matrisen: En viktig fördel
Formen är ett permanent, återanvändbart verktyg tillverkat av högvärdigt stål. Detta gör att vi kan tillverka tusentals, eller till och med miljontals, identiska delar från en enda form. Den snabba solidifiering2 ger möjlighet till snabba cykeltider.
Denna återanvändbarhet är en stor fördel jämfört med metoder som använder engångsformar.
| Funktion | Pressgjutning | Investeringsgjutning |
|---|---|---|
| Material för gjutform | Stål | Vax/keramik |
| Återanvändbarhet | Hög (100.000+ cykler) | Ingen (engångsanvändning) |
| Initial kostnad | Hög | Låg |
Den initiala kostnaden för formgjutning är högre, men kostnaden per del sjunker avsevärt med volymen. Detta gör pressgjutning idealisk för produktionskörningar.
Pressgjutningens kärnprincip innebär att smält metall sprutas in i en återanvändbar stålform under högt tryck. Denna process är konstruerad för snabbhet, precision och massproduktion av komplexa, starka metalldelar och erbjuder utmärkt repeterbarhet för tillverkningsprojekt i stora volymer.
Hur skiljer sig materialvalen mellan investeringsgjutning och pressgjutning?
Den största skillnaden handlar om temperatur. Investeringsgjutning kan hantera material med mycket höga smältpunkter. Detta beror på att de keramiska formarna är för engångsbruk och byggda för att motstå intensiv värme.
Vid pressgjutning används dock återanvändbara stålformar. Dessa formar kan inte hantera de höga temperaturer som krävs för metaller som stål.
Vanliga legeringar för investeringsgjutning
Denna process är utmärkt för högpresterande metaller med hög temperatur. Tänk på stål, rostfritt stål och till och med superlegeringar för flygplansdelar.
Typiska pressgjutningslegeringar
Här fokuserar vi på icke järnhaltiga metaller. Dessa har lägre smältpunkter. De vanligaste är aluminium-, zink- och magnesiumlegeringar.
En snabb jämförelse belyser denna viktiga punkt i debatten om investeringsgjutning kontra pressgjutning.
| Gjutningsmetod | Metalltyp | Vanliga exempel |
|---|---|---|
| Investeringsgjutning | Järnhaltigt (hög temperatur) | Stål, rostfritt stål, koboltlegeringar |
| Pressgjutning | Icke-järnhaltiga (lågtemperatur) | Aluminium, zink, magnesium |

Varför smältpunkten styr processen
Den viktigaste orsaken till materialskillnaden är själva gjutformen. Investeringsgjutning använder ett förbrukningsbart keramiskt skal. Detta skal skapas runt ett vaxmönster. När vaxet har smält ut kan keramiken hantera smält stål som hälls vid över 1600°C (2900°F). Formen går sönder för att frigöra delen.
Vid pressgjutning är formen en permanent stålform. Att tvinga in smält stål i en stålform skulle skada eller till och med svetsa fast formen. Detta begränsar processen till metaller som smälter vid mycket lägre temperaturer. Detta skyddar den dyra, återanvändbara matrisen. Detta är en kritisk faktor när man väljer mellan investeringsgjutning och gjutning för ett projekt.
Detaljerad legeringsjämförelse
I projekt på PTSMAKE är det ett viktigt första steg att vägleda kunderna om materialval. Processkompatibiliteten har en direkt inverkan på den slutliga detaljens egenskaper och kostnad. Att förstå detta hjälper till att förhindra kostsamma konstruktionsfel längre fram. Vi arbetar ofta med olika järnlegeringar3 för krävande applikationer.
I tabellen nedan specificeras alternativen ytterligare. Vi har sett dessa material användas i många kundprojekt.
| Funktion | Legeringar för investeringsgjutning | Legeringar för pressgjutning |
|---|---|---|
| Primär typ | Järnmetaller | Icke järnhaltiga metaller |
| Exempel | Rostfritt stål, kolstål, verktygsstål, nickel- och koboltlegeringar | Aluminium (A380), zink (Zamak 3), magnesium (AZ91D) |
| Smältpunkt | Hög (t.ex. stål ~1510°C) | Låg (t.ex. aluminium ~660°C) |
| Viktiga styrkor | Hög hållfasthet, hårdhet, korrosionsbeständighet | Lättvikt, utmärkt finish, hög ledningsförmåga |
| Vanliga användningsområden | Turbinblad, medicinska implantat, komponenter till skjutvapen | Bildelar, elektronikhöljen, komponenter till vitvaror |
Investeringsgjutningens användning av förbrukningsbara keramiska formar gör att den kan hantera järnlegeringar med hög temperatur som stål. Däremot begränsar pressgjutningens återanvändbara stålformar den till icke-järnmetaller med lägre smältpunkt som aluminium och zink för att bevara formens integritet.
Hur ser den geometriska komplexiteten ut mellan investeringsgjutning och pressgjutning?
När man väljer mellan investeringsgjutning och pressgjutning är designfriheten en kritisk faktor. Den process du väljer har en direkt inverkan på den komplexitet du kan uppnå.
Detta val påverkar egenskaper som invändiga kanaler och skarpa hörn. Det avgör också hur tunna väggar du kan göra.
Intrikata interna passager
Investeringsgjutning är utmärkt för att skapa komplexa inre passager. Vaxmönstret kan formas till nästan vilken form som helst.
Pressgjutning har svårt att hantera dessa egenskaper. Metallformar kan inte enkelt forma komplexa, slutna vägar. Detta begränsar den inre geometrin avsevärt.
Hantering av underskärningar
Underskärningar är funktioner som hindrar en del från att matas ut direkt från en form. Investeringsgjutning hanterar dessa enkelt.
Det keramiska skalet bryts bort, så underskärningar är inte ett problem. Vid pressgjutning krävs komplexa och kostsamma glidskenor eller sidokärnor för underskärningar.
Uppnå tunna väggar
Båda processerna kan producera tunna väggar. Investeringsgjutning har dock ofta en fördel.
Det kan skapa tunnare och mer konsekventa väggar. Detta beror på att den smälta metallen flyter in i en förvärmd keramisk form.
Här är en snabb jämförelse:
| Funktion | Investeringsgjutning | Pressgjutning |
|---|---|---|
| Interna passager | Utmärkt | Begränsad |
| Underskärningar | Utmärkt | Svårt / kostsamt |
| Tunna väggar | Mycket bra | Bra |
| Designfrihet | Hög | Måttlig |
Delar2:
Delar3:
Det främsta skälet till investeringsgjutningens överlägsna designfrihet ligger i dess grundläggande process. Den använder en offermönster4, vanligtvis tillverkad av vax, som är en exakt kopia av den slutliga delen.
Detta vaxmönster beläggs med en keramisk slurry. Efter att keramiken har härdat smälts vaxet ut. Kvar blir en sömlös keramisk gjutform i ett stycke.
Denna form för engångsbruk ger nästan obegränsade geometriska möjligheter. Det finns inga skiljelinjer eller dragvinklar att ta hänsyn till. Du kan designa komplexa strukturer i ett stycke som skulle vara omöjliga med andra metoder.
Vid pressgjutning används däremot en permanent, tvådelad stålform. Den slutliga delen måste utformas så att den kan matas ut ur denna form.
Detta medför flera begränsningar. Funktioner måste ha dragvinklar. Djupa, smala fickor är en utmaning. Och komplexa interna kärnor är ofta inte genomförbara.
I tidigare projekt på PTSMAKE har vi väglett kunder mot investeringsgjutning för delar med integrerade, slingrande kylkanaler eller komplexa invändiga ribbor. Dessa funktioner är helt enkelt inte praktiska för pressgjutning.
| Begränsningsfaktor | Investeringsgjutning | Pressgjutning |
|---|---|---|
| Typ av verktyg | Förbrukningsbar keramisk gjutform | Återanvändbar stålform |
| Avskedsrepliker | Ingen | Krävs |
| Utkast till vinklar | Inte nödvändigt | Krävs |
| Kostnad för verktyg | Lägre | Högre |
Parts4:
Investeringsgjutning ger oöverträffad designfrihet för komplexa geometrier som interna passager och underskärningar. Pressgjutning är mer restriktiv eftersom den är beroende av permanenta metallformar, som kräver funktioner som dragvinklar för utmatning av delar.
Parts5:
Vilka är de typiska ytfinisherna som kan uppnås mellan investeringsgjutning och pressgjutning?
Låt oss gå direkt till siffrorna. När man jämför investeringsgjutning med pressgjutning är ytfinishen "som gjuten" en kritisk skillnad.
Investeringsgjutning ger i allmänhet en betydligt slätare yta redan från början. Vi mäter detta med hjälp av Ra (Roughness Average).
Ett lägre Ra-värde innebär en jämnare finish. Denna första kvalitet kan drastiskt minska de sekundära efterbehandlingsstegen, vilket sparar tid och pengar.
Här är en typisk jämförelse som vi ser i våra projekt.
| Gjutningsmetod | Typisk gjuten Ra (μm) | Typisk gjuten Ra (μin) |
|---|---|---|
| Investeringsgjutning | 1.6 - 3.2 | 63 - 125 |
| Pressgjutning | 3.2 - 6.3 | 125 - 250 |
Denna skillnad avgör ofta valet av process för detaljer där estetik eller strömningsdynamik är avgörande.

Den viktigaste orsaken till denna skillnad är själva formmaterialet. Investeringsgjutning använder ett keramiskt skal byggt runt ett vaxmönster.
De fina keramiska partiklarna skapar en gjutyta som återger även de mest komplicerade detaljerna med hög precision. Detta resulterar i en utmärkt finish när vaxet har avlägsnats.
Vid pressgjutning används robusta, återanvändbara stålformar. Även om dessa formar börjar med en högpolerad yta är processen mycket mer aggressiv.
Smält metall sprutas in under extremt tryck. Under tusentals skott sker upprepad uppvärmning och kylning, så kallad termisk cykling5, kan orsaka mikroskopiskt slitage på verktygets yta. Detta slitage överförs så småningom till detaljerna.
Även andra variabler spelar roll. Vid pressgjutning måste faktorer som insprutningshastighet, tryck och metalltemperatur kontrolleras perfekt för att minimera ytdefekter som flödeslinjer.
Vid investeringsgjutning är vaxmönstrets kvalitet och den keramiska uppslamningens konsistens de viktigaste faktorerna.
| Faktor | Investeringsgjutning | Pressgjutning |
|---|---|---|
| Material för gjutform | Keramiskt skal (fina partiklar) | Matrize av härdat stål |
| Processtryck | Låg (hällning med tyngdkraft) | Hög (forcerad insprutning) |
| Nyckelvariabel | Slurry- och vaxkvalitet | Insprutningshastighet och tryck |
| Slitagefaktor | Mögel är för engångsbruk | Erosion av verktyg över tid |
På PTSMAKE hanterar vi dessa faktorer noggrant för att säkerställa att dina detaljer uppfyller den specificerade ytfinishen från den allra första artikeln.
Investeringsgjutningens keramiska formar för engångsbruk ger en överlägsen gjuten yta (lägre Ra-värde). Däremot är pressgjutningens hållbara stålformar effektiva för stora volymer men resulterar i en något grövre initial finish på grund av processpänningar.
Hur skiljer sig uppnåeliga dimensionstoleranser mellan investeringsgjutning och pressgjutning?
När man jämför investeringsgjutning med pressgjutning är dimensionstolerans en viktig skillnad. Pressgjutning erbjuder i allmänhet mycket snävare toleranser direkt ur formen.
Denna precision kommer från själva processen.
Baserat på branschstandarder och våra projektdata varierar de typiska toleranser som kan uppnås avsevärt. Nedan följer en allmän guide.
| Tolerans för funktioner | Investeringsgjutning | Pressgjutning |
|---|---|---|
| Linjär tolerans (typisk) | ±0,005 in/in (0,005 mm/mm) | ±0,0015 in/in (0,0015 mm/mm) |
| Planhet (per tum) | 0,005 tum | 0,002 tum |
| Minsta väggtjocklek | ~0,060" (1,5 mm) | ~0,020" (0,5 mm) |
Denna tabell visar pressgjutningens klara fördel när det gäller att tillverka detaljer med nätform som kräver mindre sekundär bearbetning.

Den främsta orsaken till denna skillnad ligger i formmaterialet och tillverkningsprocessen.
Stabiliteten hos stålformar
Vid pressgjutning används robusta, precisionsbearbetade stålformar. Dessa permanenta formar är otroligt stabila. De motstår slitage och termisk distorsion under många cykler.
Denna stabilitet översätts direkt till enhetlighet från del till del. Varje komponent som tillverkas är en nästan perfekt kopia av den föregående.
Vid investeringsgjutning används däremot ett keramiskt skal som skapas runt ett vaxmönster. Detta skal är för engångsbruk och förstörs efter varje gjutning.
Processen att skapa skalet är visserligen effektiv, men innebär att fler variabler införs. Detta kan leda till små inkonsekvenser från ett skal till ett annat.
Tryck- och processtyrning
Vid pressgjutning sprutas smält metall in i formen under extremt högt tryck. Detta säkerställer att formhålan fylls snabbt och fullständigt.
Denna kontrollerade process minimerar problem relaterade till ojämn volymetrisk krympning6, är en vanlig utmaning vid gjutning. Det minskar porositeten och skapar finkorniga strukturer.
Investeringsgjutning förlitar sig vanligtvis på gravitation eller lågt tryck. Fyllningen är långsammare och mindre kraftfull, vilket kan resultera i mindre definierade detaljer och bredare toleransintervall.
I grund och botten är pressgjutningsprocessen helt enkelt mer repeterbar.
Pressgjutning ger överlägsna dimensionstoleranser tack vare de hållbara stålformarna och högtryckssprutningsprocessen. Detta resulterar i mycket konsekventa och exakta delar direkt från verktyget, vilket ofta minimerar behovet av sekundär bearbetning jämfört med investeringsgjutning.
Vilken inverkan har produktionsvolymen på valet av process mellan investeringsgjutning och pressgjutning?
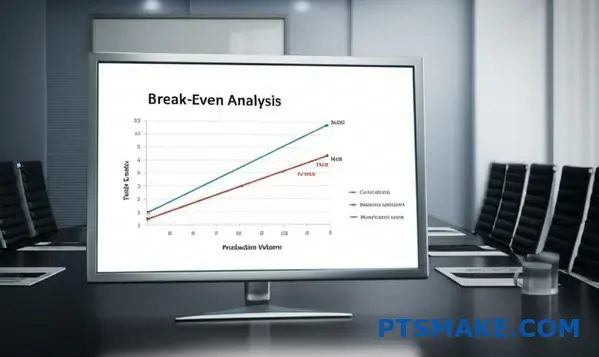
Att visualisera kostnaderna är nyckeln. En break-even-analys är det perfekta verktyget för detta. Den hjälper oss att hitta den exakta produktionsvolym där den ena metoden blir mer ekonomisk än den andra.
Det här diagrammet visar tydligt totalkostnaden i förhållande till antalet tillverkade delar. Det tar hänsyn till både den initiala verktygsinvesteringen och priset per detalj för varje process.
Jämförelsen gör att de ekonomiska avvägningarna i debatten om investeringsgjutning kontra pressgjutning blir uppenbara.
| Kostnadskomponent | Investeringsgjutning | Pressgjutning |
|---|---|---|
| Initial verktygsuppsättning | Låg | Mycket hög |
| Pris per del | Högre | Lägre |
Förstå kostnadskurvorna
Ett break-even-diagram visar två linjer. En för investeringsgjutning och en för pressgjutning. Den totala kostnaden är på den vertikala axeln och produktionsvolymen är på den horisontella axeln.
Investeringsgjutningslinjen börjar lägre. Detta återspeglar dess låga initiala verktygskostnad. Linjen stiger dock brantare eftersom varje enskild del kostar mer att tillverka.
Pressgjutningslinjen börjar mycket högre. Detta beror på den betydande initialkostnaden för att skapa den komplexa, härdade stålformen. Men dess lutning är mycket flackare. Detta visar den låga kostnaden per del.
Övergångspunkten är avgörande
Den punkt där dessa två linjer korsar varandra är break-even-volymen. Om din förväntade volym ligger under denna punkt är investeringsgjutning ditt mest kostnadseffektiva val.
Om din volym ligger över denna punkt är pressgjutning den klara vinnaren. Den höga verktygskostnaden absorberas av många enheter. Denna kostnadsfördelning är känd som Avskrivningar7. På PTSMAKE är denna analys central i vår offertprocess.
| Produktionsvolym | Ekonomiskt val | Motivering |
|---|---|---|
| Låg volym | Investeringsgjutning | Den låga initiala verktygskostnaden gör små serier överkomliga. |
| Hög volym | Pressgjutning | Den låga styckkostnaden ger betydande besparingar över tid. |
Break-even-analysen ger en tydlig finansiell färdplan. Den visar hur investeringsgjutning är idealisk för låga volymer på grund av sin låga ingångskostnad, medan pressgjutningens effektivitet gör den till det överlägsna valet för massproduktion, vilket motiverar den höga initiala investeringen.
Hur ser den totala kostnadsstrukturen ut mellan investeringsgjutning och pressgjutning?
När man jämför investeringsgjutning med pressgjutning är kostnadsstrukturen en primär skillnad. Det är en klassisk avvägning. Du måste välja mellan höga initialkostnader och låga kostnader per del, eller tvärtom.
Detta val beror i hög grad på din förväntade produktionsvolym. Varje process har en distinkt ekonomisk modell.
Viktiga kostnadsdrivande faktorer
Att förstå dessa drivkrafter är avgörande. De har en direkt inverkan på projektets slutresultat.
| Kostnadsfaktor | Investeringsgjutning | Pressgjutning |
|---|---|---|
| Verktyg | Låg till måttlig | Mycket hög |
| Material | Högre (mer avfall) | Lägre (mindre avfall) |
| Arbete | Hög | Låg (automatiserad) |
| Cykeltid | Långsam | Mycket snabb |
Pressgjutning kräver en stor initial investering. Men det lönar sig med låga enhetskostnader i högvolymsproduktion.

En djupare titt på kostnadsfördelningen
Låt oss reda ut varför dessa kostnader skiljer sig så markant. I vårt arbete på PTSMAKE guidar vi kunderna genom denna analys för att hitta den mest kostnadseffektiva lösningen för deras specifika behov. Det handlar inte bara om den första offerten.
Avskrivning av verktyg
Pressgjutning kräver robusta formar av härdat stål. Dessa är byggda för att motstå enormt tryck och värme i tusentals cykler. Detta gör dem mycket dyra.
Investeringsgjutning använder billigare verktyg. Ofta handlar det om att skapa ett huvudmönster för att producera vaxrepliker. Detta verktyg behöver inte uthärda samma påfrestningar, vilket sänker den initiala kostnaden avsevärt.
Material, arbete och cykeltid
Pressgjutning är en mycket automatiserad process. När maskinen har ställts in kan delar produceras mycket snabbt med minimal arbetskraft. Denna hastighet minskar drastiskt kostnaden per del.
Investeringsgjutning är en arbetsintensiv process i flera steg. Det innebär skalbyggnad, avvaxning och gjutning. Varje steg ökar tiden och arbetskostnaden, vilket gör att priset per del blir högre. Denna metod involverar ett koncept som kallas verktyg avskrivningar8.
Volymen är den avgörande faktorn
Nyckeln är produktionsvolymen. Den höga verktygskostnaden för pressgjutning fördelas på många delar.
| Produktionsvolym | Bättre val | Anledning |
|---|---|---|
| Låg (t.ex. < 5.000) | Investeringsgjutning | Låg initial verktygskostnad motiverar högre artikelpris. |
| Hög (t.ex. > 10.000) | Pressgjutning | Den höga initialkostnaden kompenseras av en mycket låg enhetskostnad. |
Pressgjutningens höga initiala verktygskostnader balanseras av låga styckpriser, vilket gör den idealisk för stora volymer. Investeringsgjutning erbjuder däremot lägre initialkostnader men högre styckpriser, vilket gör den mer lämplig för lägre volymer och komplexa konstruktioner.
Hur skiljer sig de mekaniska egenskaperna hos de färdiga detaljerna mellan investeringsgjutning och pressgjutning?
Den verkliga styrkan hos en del går djupare än ytfinishen. Det är i mikrostrukturen. Det är här vi ser stora skillnader mellan investeringsgjutning och gjutning.
Tillverkningsprocessens fysik har en direkt inverkan på den slutliga detaljens interna kvalitet.
Kornstruktur och densitet
Investeringsgjutningens långsamma kylning skapar en grov, enhetlig kornstruktur. Detta resulterar i allmänhet i högre densitet och färre inre hålrum.
Den snabba kylningen vid pressgjutning skapar en finkornig yta. Detta ser bra ut men kan dölja porositet under ytan.
Här är en snabb jämförelse:
| Funktion | Investeringsgjutning | Pressgjutning |
|---|---|---|
| Kylningshastighet | Långsamt och kontrollerat | Mycket snabb |
| Kornstruktur | Grov, enhetlig | Fin yta, variabel kärna |
| Täthet | Generellt högre | Kan vara lägre på grund av porositet |
| Porositetsrisk | Låg | Hög (gasporositet) |
Denna interna struktur är avgörande för prestationen.

Låt oss dyka djupare in i processfysiken. Allt handlar om värme och tryck.
Rollen för kylningshastigheter
Vid pressgjutning pressas smält metall in i en kall stålform under ett enormt tryck. Detta "chockar" metallen, vilket gör att den stelnar nästan omedelbart.
Den snabba kylningen skapar en mycket finkornig struktur på detaljens yta. Detta kan bidra till utmärkt ythårdhet. Men det kan också leda till att luft och gas fångas upp. Detta skapar små bubblor, eller porositet, i detaljen.
Investeringsgjutning är motsatsen. Det keramiska skalet förvärms innan metallen hälls i. Kylningen sker långsamt och jämnt.
Denna process ger gaserna tid att ta sig ut. Det möjliggör också en mer kontrollerad kristallbildning. Den långsammare stelningen uppmuntrar till en mer gynnsam dendritisk tillväxt9, vilket leder till en tätare och mer solid inre struktur. Enligt vår erfarenhet på PTSMAKE resulterar detta i överlägsen integritet för kritiska applikationer.
Tryckets inverkan på defekter
| Gjutningsmetod | Trycknivå | Primär defektrisk |
|---|---|---|
| Pressgjutning | Mycket hög | Gasporositet |
| Investeringsgjutning | Låg (tyngdkraft/vakuum) | Krympning Porositet (kan hanteras) |
Högt tryck vid pressgjutning är bra för detaljerna. Men det kan tvinga gas in i metallösningen, som sedan fångas upp när metallen svalnar. Investeringsgjutningens miljö med lägre tryck undviker denna specifika fråga helt och hållet.
Pressgjutningens snabba process skapar en finkornig yta men riskerar inre porositet. Investeringsgjutningens långsamma, kontrollerade kylning resulterar i en tätare, mer enhetlig kornstruktur med minimala hålrum, vilket påverkar detaljens övergripande integritet och prestanda.
Vilka sekundära operationer krävs vanligtvis mellan investeringsgjutning och pressgjutning?
Gjutningen är bara början. Den råa delen som kommer ut ur formen är sällan klar för användning. Både investerings- och pressgjutning kräver flera sekundära operationer.
Dessa steg är avgörande. De säkerställer att den slutliga delen uppfyller exakta specifikationer för funktion och utseende.
Inledande efterbearbetning
Gate removal är det första steget för båda. Metoderna skiljer sig dock ofta åt. Investeringsgjutgods kräver mer känslig hantering.
| Drift | Investeringsgjutning | Pressgjutning |
|---|---|---|
| Borttagning av grind | Manuell kapning, slipning | Trimningspress, sågning |
| Initial rengöring | Abrasiv blästring | Trumling, blästring |
Dessa inledande steg förbereder detaljen för mer förfinade efterbehandlingsprocesser.

Djupdykning i sekundära verksamheter
Valet mellan investeringsgjutning och pressgjutning påverkar också de efterföljande stegen. Varje process har unika krav för att uppnå de slutliga önskade egenskaperna. Den första gjutningen är bara en nära nätform.
Värmebehandling
Värmebehandling är vanligt för investeringsgjutgods. Det förbättrar hållfastheten och hållbarheten. Detta gäller särskilt för stål- och aluminiumlegeringar. Processen modifierar metallens mikrostruktur.
Pressgjutgods genomgår dock sällan värmebehandling. Högtrycksprocessen kan skapa inre porositet. Värme kan orsaka blåsor på ytan. Vi ger alltid våra kunder råd om denna begränsning.
Maskinbearbetning och efterbehandling
Båda metoderna kräver ofta maskinbearbetning. Detta ger snäva toleranser som enbart gjutning inte kan uppfylla. På PTSMAKE använder vi CNC-bearbetning för att skapa kritiska funktioner.
Ytbehandling är också en viktig faktor. Den förbättrar estetiken och korrosionsbeständigheten. Vilken ytfinish som krävs beror helt på tillämpningen.
| Typ av efterbehandling | Vanligt för investeringsgjutning | Vanligt för pressgjutning |
|---|---|---|
| Målning | Ja | Ja |
| Plätering | Ja | Ja |
| Anodisering | Ja (för aluminium) | Ja (för aluminium) |
| Polering | Ja, för ett avancerat utseende | Mindre vanligt, kan avslöja porer |
Processen för Avverkning10 är unik för investeringsgjutning. Det handlar om att ta bort det keramiska skalet efter att metallen har stelnat. Detta steg måste göras försiktigt för att undvika att skada detaljens fina detaljer.
Båda gjutningsmetoderna kräver efterbearbetning, men stegen varierar avsevärt. Investeringsgjutning innebär ofta mer intensiva steg som värmebehandling och känslig rengöring, medan pressgjutning fokuserar på höghastighetstrimning och ytbehandling som är lämplig för den gjutna ytan.
Vilka är de viktigaste begränsningarna för varje process mellan investeringsgjutning och pressgjutning?
Att välja mellan investeringsgjutning och pressgjutning kräver att man förstår deras begränsningar. Varje metod har specifika begränsningar som kan påverka ditt projekts framgång.
Den här snabbguiden beskriver dessa viktiga skillnader. Den hjälper dig att fatta ett mer välgrundat beslut för dina komponenter.
Begränsningar för investeringsgjutning
Denna process är mångsidig men har gränser. Långsammare produktionscykler och högre kostnader per detalj är anmärkningsvärda.
| Begränsning | Detaljer om begränsning |
|---|---|
| Storlek och vikt | Vanligtvis för mindre delar, från gram till ca 75 kg. |
| Produktionshastighet | Långsammare på grund av vax- och skalprocessen i flera steg. |
| Kostnad | Högre initiala arbets- och materialkostnader per styck. |
| Geometrisk | Vissa invändiga former kan vara svåra att skulptera på rätt sätt. |
Begränsningar för pressgjutning
Pressgjutning är snabbt och kostnadseffektivt för stora volymer. Den är dock mindre flexibel på andra områden.
| Begränsning | Detaljer om begränsning |
|---|---|
| Material | Mestadels begränsad till icke-järnlegeringar som aluminium, zink och magnesium. |
| Kostnad för verktyg | Mycket höga initiala kostnader för gjutformar (verktyg). |
| Porositet | Delarna kan ha inre porositet, vilket påverkar hållfastheten. |
| Geometrisk | Underskärningar och komplexa invändiga funktioner ökar komplexiteten och kostnaden. |

När vi jämför investeringsgjutning med pressgjutning är materialval en viktig separator. Gjutformens stålformar kan inte hantera de höga smältpunkterna för järnmetaller som stål. Verktyget skulle försämras för snabbt.
Detta är anledningen till att den är utmärkt för aluminium- och zinklegeringar.
Vid investeringsgjutning används däremot keramiska skal. Dessa är för engångsbruk och tål extremt höga temperaturer. Detta gör det möjligt att gjuta ett brett spektrum av metaller, inklusive rostfritt stål och superlegeringar.
Geometriska faktorer och verktygsfaktorer
Storleken och komplexiteten på din del styr också valet. Investeringsgjutning erbjuder otrolig designfrihet för invecklade delar. Skalets låga permeabilitet11 hjälper till att fånga fina detaljer.
Pressgjutning är bättre för delar med enklare design som produceras i stora volymer. Tunna väggar är möjliga, men konstruktörerna måste vara uppmärksamma på metallflödet och potentiella defekter.
Verktyg är en annan kritisk punkt. På PTSMAKE guidar vi kunderna genom detta beslut, eftersom det har enorma budgetkonsekvenser.
| Faktor | Investeringsgjutning | Pressgjutning |
|---|---|---|
| Verktygsinvesteringar | Låg till medelhög (för vaxmönsterformen) | Mycket hög (för matrisen av härdat stål) |
| Ledtid | Kortare för verktyg, längre för detaljproduktion | Längre tid för verktyg, mycket snabbt för detaljproduktion |
| Bästa volym | Låg till medelhög volym | Hög till mycket hög volym |
Det är viktigt att förstå dessa begränsningar. Begränsningarna i material, storlek och geometri har en direkt inverkan på kostnader, produktionshastighet och slutkvalitet. Om man gör fel val i ett tidigt skede kan det leda till dyra omkonstruktioner och förseningar längre fram.
Analysera ett turbinblad för flyg- och rymdindustrin: varför gjutning?
Turbinblad för flyg- och rymdindustrin är en mästarklass i ingenjörskonst. De utsätts för extrema temperaturer och påfrestningar. Denna krävande miljö dikterar både material- och tillverkningsval.
Varför är investeringsgjutning den bästa metoden?
Den oslagbara kombinationen
Svaret ligger i två nyckelområden. För det första behovet av högpresterande superlegeringar. För det andra bladets otroligt komplexa, ihåliga design för kylning. Ingen annan process hanterar båda kraven så effektivt.
| Utmaning | Krav |
|---|---|
| Extrem värme | Superlegeringar för höga temperaturer |
| Effektiv kylning | Komplexa interna passager |
Denna unika kombination gör investeringsgjutning till det enda gångbara alternativet.

Det materiella imperativet: Superlegeringar
Turbinblad arbetar i miljöer som överstiger 1.000°C. Detta kräver material som nickelbaserade superlegering12. Dessa metaller behåller sin styrka vid temperaturer som skulle smälta många andra metaller.
Den höga smältpunkten innebär omedelbart en utmaning för tillverkningen. Till exempel, när man överväger investeringsgjutning kontra pressgjutning, är valet tydligt. Pressgjutning är olämpligt för sådana högtemperaturmaterial.
Det geometriska pusslet: ihåliga flygblad
Moderna turbinblad är inte solida. De har intrikata, ormliknande inre kylkanaler. Dessa passager gör att sval luft kan strömma genom bladet och hindrar det från att smälta.
Det är omöjligt att bearbeta dessa interna funktioner från ett massivt block. Investeringsgjutning löser detta vackert. Den använder förformade keramiska kärnor som placeras inuti vaxmönstret.
Efter gjutningen löses dessa keramiska kärnor upp kemiskt. Kvar blir det exakta och komplexa interna nätverk som behövs för kylningen. Det är en metod som ger en enda, sömlös komponent med funktioner som annars är omöjliga att uppnå.
| Metod | Lämplighet för turbinblad | Anledning |
|---|---|---|
| Investeringsgjutning | Idealisk | Hanterar superlegeringar och komplexa ihåliga former. |
| CNC-bearbetning | Olämplig | Det går inte att skapa interna kylkanaler. |
| Pressgjutning | Olämplig | Kan inte hantera superlegeringar med hög smältpunkt. |
Denna process säkerställer att knivarna är starka, värmetåliga och effektivt kylda.
Kombinationen av superlegeringar för höga temperaturer och komplexa interna kylkanaler gör investeringsgjutning till den enda praktiska lösningen för moderna turbinblad. Denna metod ger den prestanda och tillförlitlighet som är nödvändig för flyg- och rymdtillämpningar.
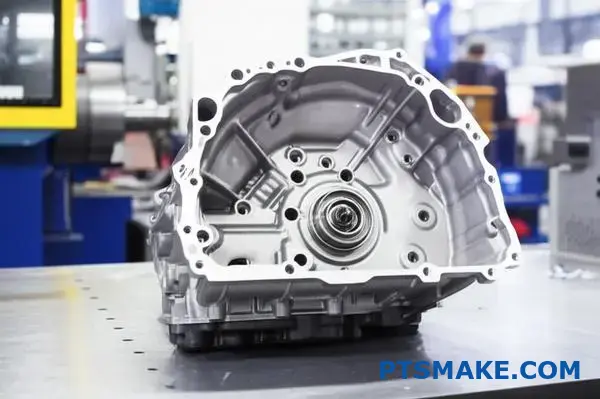
Analysera ett växellådshus för fordonsindustrin: varför pressgjutning?
Fordonsindustrin kräver stora mängder identiska delar. Växellådshuset är ett bra exempel. Varför välja pressgjutning för detta?
Den initiala verktygskostnaden är mycket hög. Detta faktum förvånar ofta människor. Men det är nyckeln till en extremt låg styckkostnad.
Logiken bakom hög volym
För applikationer som kräver miljontals enheter är den initiala investeringen meningsfull. Kostnaden sprids ut, vilket gör att varje del blir billigare under hela produktionstiden.
Kostnadsfördelning i skala
Den här metoden fungerar utmärkt när produktionsvolymerna är höga. Kostnaden per styck sjunker dramatiskt när volymen ökar.
| Produktionsvolym | Förhandskostnad för verktyg | Kostnad per del |
|---|---|---|
| Låg (t.ex. 1.000) | Hög | Relativt hög |
| Hög (t.ex. 1.000.000+) | Hög | Extremt låg |
Denna avvägning är central för tillverkningsbesluten inom fordonsindustrin.
Rättfärdigar den massiva verktygsinvesteringen
En gjutform är ett underverk av teknik. Den är tillverkad av härdat stål och måste tåla enormt tryck och värme i miljontals cykler. Det är därför den kostar så mycket.
Denna investering betalar sig dock genom avskrivning av verktyg13. Den totala formkostnaden fördelas på varje tillverkad del. För ett växellådshus kan det röra sig om miljontals enheter.
Verktygskostnadens bidrag till varje del blir otroligt litet.
Stabilitet och konsekvens i dimensionerna
Ett växellådshus har komplexa interna funktioner. Det krävs snäva toleranser för att lager och axlar ska passa perfekt. Pressgjutning ger exceptionell dimensionsstabilitet, del efter del.
När det gäller metalldelar i stora volymer är investeringsgjutning vs pressgjutning debatt kommer ofta upp. Även om investeringsgjutning är utmärkt för komplexa former kan den inte matcha hastigheten och den låga kostnaden per del för pressgjutning i denna skala.
Baserat på våra testresultat ger pressgjutning den konsistens som krävs för automatiserade monteringslinjer. Varje avvikelse skulle kunna stoppa produktionen.
| Funktion | Pressgjutning (för växellådshus) | Alternativa metoder |
|---|---|---|
| Cykeltid | Sekunder per del | Minuter eller timmar per del |
| Samstämmighet | Extremt hög | Variabel |
| Kostnad vid volym | Mycket låg | Hög |
På PTSMAKE har vi guidat kunder genom denna analys. Matematiken pekar alltid på pressgjutning för verklig massproduktion.
För växellådshus är den höga investeringen i pressgjutning ett strategiskt val. Det säkerställer att miljontals identiska, formstabila delar produceras till lägsta möjliga styckkostnad, vilket är avgörande för fordonsindustrins storlek.
Din detalj behöver både komplexitet och hög volym. Investeringsgjutning eller pressgjutning.
Du står inför ett svårt val. Din design är komplex, men du behöver tusentals enheter. Detta ställer investeringsgjutning och pressgjutning mot varandra.
Investeringsgjutning utmärker sig genom sin komplexitet. Pressgjutning ger höga volymer till en lägre kostnad per detalj.
Den grundläggande avvägningen
Så vad är det som gäller? Offrar du designkomplexitet för hastighet och kostnad? Eller accepterar du ett högre pris för perfekt komplexitet?
Låt oss bygga upp ett ramverk som hjälper dig att fatta beslut.
| Beslutsväg | Bäst för... | Viktiga överväganden |
|---|---|---|
| Omkonstruktion för pressgjutning | Kostnadskänsliga projekt | Kan funktionaliteten bibehållas? |
| Delas upp i flera delar | Modulära eller komplexa sammansättningar | Monteringskostnader och toleransuppbyggnad |
| Acceptera investeringsgjutning | Uppdragskritisk komplexitet | Är den högre kostnaden per styck lönsam? |
Den här tabellen förenklar de första alternativen. Varje väg har betydande konsekvenser för ditt projekts tidslinje och budget.
Att välja rätt väg kräver en djupare titt. Det handlar inte bara om den första offerten. Det handlar om den totala ägandekostnaden och produktens livscykel.
Väg 1: Omkonstruktion för tillverkningsbarhet (DFM)
På PTSMAKE börjar vi ofta här. Vi samarbetar med kunderna för att se om en komplex konstruktion kan förenklas för pressgjutning. Den här processen, som kallas DFM, är avgörande.
Vi analyserar funktioner som underskärningar, tunna väggar och dragvinklar. Ibland kan en liten justering göra en detalj pressgjutbar. Detta leder ofta till stora kostnadsbesparingar vid högvolymproduktion utan att kärnfunktionen äventyras.
Väg 2: Den modulära sammansättningen
Vad händer om redesign inte är ett alternativ? Överväg att dela upp delen i enklare komponenter. Dessa kan pressgjutas eller bearbetas separat och sedan monteras ihop.
Detta modulära tillvägagångssätt kan vara mycket effektivt. Det förenklar verktygstillverkningen och möjliggör enklare reparationer. Du måste dock ta hänsyn till monteringsarbete och potentiella toleransproblem.
Väg 3: Omfatta kostnader för investeringsgjutning
Ibland är komplexiteten inte förhandlingsbar. För kritiska delar inom flyg- och rymdindustrin eller medicinteknik är den komplicerade geometrin avgörande. I dessa fall kan det vara svårt att acceptera den högre enhetsekonomi14 av investeringsgjutning är rätt beslut. Prestanda och tillförlitlighet motiverar kostnaden. En tydlig förståelse för det långsiktiga värdet är nyckeln.
| Faktor | Omkonstruktion (pressgjutning) | Delad del (pressgjutning) | Acceptkostnad (investeringsgjutning) |
|---|---|---|---|
| Kostnad för verktyg | Hög | Måttlig (per del) | Låg |
| Delkostnad | Låg | Låg (per styck) | Hög |
| Montering | Ingen | Krävs | Ingen |
| Designintegritet | Potentiellt förändrad | Upprätthålls | Fullt underhållen |
Detta bidrar till att visualisera de ekonomiska och tekniska avvägningarna under produktens hela livslängd.
Valet mellan investeringsgjutning och pressgjutning för komplexa detaljer i stora volymer är en strategisk avvägning. Ditt beslut beror på designflexibilitet, monteringsstrategi och långsiktiga budgetöverväganden. Ett tydligt ramverk vägleder dig till den mest effektiva lösningen.
Din design kräver rostfritt stål. Investeringsgjutning eller pressgjutning?
Varför kan man inte bara pressgjuta rostfritt stål? Det är en vanlig fråga med ett enkelt svar: värme.
Rostfritt stål har en mycket hög smältpunkt. Denna värme är för hög för de verktyg som används vid konventionell pressgjutning.
Processen skulle helt enkelt förstöra formen. Detta gör metoden opraktisk och kostsam för detta material.
Investeringsgjutning är dock konstruerad för att klara så höga temperaturer, vilket gör den till industristandard.
Jämförelse av smältpunkter
| Material | Ungefärlig smältpunkt (°C) |
|---|---|
| Rostfritt stål (304) | 1400 - 1450 |
| Aluminiumlegeringar (pressgjutna) | ~ 600 |
| Verktygsstål (H13-dyna) | ~ 1425 |
Som framgår av tabellen ligger smältpunkterna för nära varandra för att det ska vara bekvämt.

Utmaningen med höga temperaturer vid gjutning
Pressgjutning bygger på återanvändbara stålformar, ofta tillverkade av H13 verktygsstål. Dessa formar är fantastiska för gjutning av metaller med lägre temperatur som aluminium eller zink.
Rostfritt stål smälter dock vid en temperatur som ligger mycket nära, eller till och med överstiger, smältpunkten för själva formmaterialet.
Att hälla smält rostfritt stål i en stålform skulle orsaka ett katastrofalt fel. Den intensiva värmen skulle leda till en termisk chock, vilket skulle få matrisen att spricka och bli skev nästan omedelbart.
En annan viktig fråga är matrislödning15, där den smälta metallen binder kemiskt till formytan. Detta förstör detaljfinishen och skadar den dyra formen, ofta så att den inte går att reparera. Valet av investeringsgjutning kontra gjutning blir uppenbart här.
Varför investeringsgjutning är lösningen
Investeringsgjutning löser detta problem genom att inte använda en metallform. Istället används ett keramiskt skal som byggs runt ett vaxmönster.
Denna process är idealisk för legeringar med hög temperatur.
| Funktion | Gjutform för pressgjutning | Gjutform för investeringsgjutning |
|---|---|---|
| Material | Verktygsstål | Keramik |
| Återanvändbarhet | Hög | Engångsbruk |
| Temp. Motstånd | Måttlig | Mycket hög |
Keramiken tål lätt den extrema värmen från smält rostfritt stål utan att brytas ned.
När metallen har stelnat bryts det keramiska skalet helt enkelt bort. Detta avslöjar den färdiga delen i rostfritt stål. Denna grundläggande skillnad gör det till den bästa metoden.
Rostfritt ståls höga smältpunkt gör det olämpligt för pressgjutning, eftersom det skulle förstöra stålformarna. Investeringsgjutning löser detta genom att använda värmebeständiga keramikformar för engångsbruk, vilket har etablerat det som standardprocessen för delar i rostfritt stål.
Hur skulle du motivera att byta en detalj mellan investeringsgjutning och pressgjutning?
Att byta är ett stort ekonomiskt beslut. Det går långt utöver att jämföra priset per del. En verklig motivering kräver en TCO-analys (Total Cost of Ownership).
Detta innebär att man måste titta på alla kostnader. Du måste ta hänsyn till nya verktyg, validering och långsiktig produktion. Låt oss simulera den här kritiska analysen.
Kostnads- och intäktsramen
En omfattande analys balanserar initiala investeringar mot långsiktiga besparingar. Högvolymproduktion är nyckeln till att pressgjutning ska vara lönsamt.
| Kostnadselement | Investeringsgjutning | Pressgjutning |
|---|---|---|
| Verktyg | Låg | Mycket hög |
| Pris per del | Hög | Låg |
| Validering | Enklare | Mer komplex |
| Cykeltid | Långsammare | Mycket snabb |

Simulering av den totala ägandekostnaden
För att motivera bytet måste vi beräkna break-even-punkten. Det är här besparingarna från pressgjutningens lägre kostnad per del överstiger den höga initiala verktygsinvesteringen.
Den initiala investeringen
Pressgjutning kräver en betydande kapitalinsats för hårda verktyg. Baserat på tidigare projekt på PTSMAKE kan detta verktyg kosta 5 till 10 gånger mer än ett gjutmönster för investeringsgjutning.
Du har också kostnader för validering. Detta inkluderar First Article Inspection (FAI) och eventuellt en fullständig Production Part Approval Process (PPAP). Dessa säkerställer att den nya processen uppfyller alla specifikationer.
Beräkning av återbetalningstiden
Kärnan i analysen är att jämföra totalkostnaderna vid olika volymer. Den höga initiala verktygskostnaden kräver en tydlig avskrivningar16 strategi över hela produktionskedjan.
Låt oss kartlägga den finansiella övergångspunkten. Denna jämförelse hjälper till att klargöra beslutet om investeringsgjutning kontra pressgjutning i stor skala.
| Produktionsvolym | Total kostnad (investeringsgjutning) | Total kostnad (pressgjutning) | Motivering |
|---|---|---|---|
| 5.000 enheter | Lägre | Högre | Inte motiverat |
| 25.000 enheter | Närmar sig paritet | Närmar sig paritet | gränslinje |
| 100.000+ enheter | Betydligt högre | Lägre | Klart motiverad |
Som du kan se är motiveringen helt beroende av att man uppnår höga produktionsvolymer där besparingar per detalj ackumuleras och uppväger den initiala investeringen.
En fullständig TCO-analys avslöjar break-even-punkten. Höga initiala pressgjutningskostnader motiveras av betydande besparingar per del vid höga volymer, vilket gör det till en strategisk långsiktig investering för att skala upp produktionen.
Upptäck din bästa castinglösning med PTSMAKE idag!
Är du redo att välja mellan investeringsgjutning och pressgjutning för ditt nästa projekt? Kontakta PTSMAKE-teamet nu för att få expertrekommendationer och en snabb offert utan förpliktelser - precisionstillverkning från prototyp till produktion, skräddarsydd för din industris behov. Din framgång börjar med rätt partner!

Upptäck materialvetenskapen bakom keramiska skal och hur den påverkar gjutkvaliteten. ↩
Lär dig hur kontrollen av denna fas är avgörande för den slutliga detaljens styrka och finish. ↩
Utforska egenskaper och klassificeringar av järnbaserade metaller som används i tillverkningen. ↩
Lär dig hur detta engångsmönster låser upp skapandet av invecklade och mycket detaljerade metallkomponenter. ↩
Upptäck hur temperaturfluktuationer i verktyget påverkar detaljens konsistens och verktygets livslängd. ↩
Lär dig hur materialkrympning påverkar den slutliga detaljens noggrannhet och hur du hanterar den i din konstruktion. ↩
Upptäck hur denna redovisningsprincip rättfärdigar verktyg med höga kostnader för massproduktion. ↩
Förstå hur man beräknar verktygsavskrivning för att exakt kunna förutse projektets totala kostnad. ↩
Lär dig hur kristallstrukturer bildas under stelning och påverkar materialegenskaperna. ↩
Läs mer om denna viktiga skalborttagningsprocess vid investeringsgjutning. ↩
Lär dig hur skalets egenskaper påverkar gjutkvalitet och designval. ↩
Läs mer om egenskaper och användningsområden för dessa avancerade högpresterande metaller. ↩
Se hur du genom att fördela verktygskostnaderna på stora volymer drastiskt minskar dina tillverkningskostnader per enhet. ↩
Lär dig hur styckkostnader och livstidsvärde påverkar projektets lönsamhet och den övergripande tillverkningsstrategin. ↩
Läs mer om hur denna metallurgiska bindning kan påverka verktygens livslängd och detaljernas kvalitet. ↩
Förstå hur du fördelar verktygskostnader över produktionen för att korrekt beräkna din verkliga kostnad per detalj. ↩






