

Povrchová úprava brúseného kovu vyzerá v katalógoch výrobkov lákavo, ale mnohí konštruktéri príliš neskoro zistia, že ich "prémiová" povrchová úprava spôsobuje neočakávané výrobné problémy. Vaše prísne požiadavky na tolerancie sa dostanú do konfliktu s odstraňovaním materiálu počas kefovania, výrobné náklady prekročia plánované rozpočty a to, čo sa zdalo ako jednoduchá estetická voľba, sa zmení na zložitú inžiniersku výzvu.
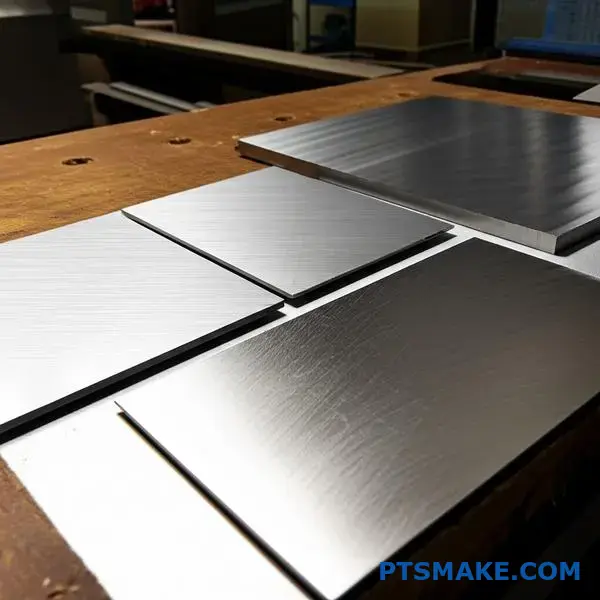
Brúsená povrchová úprava kovu je mechanická povrchová úprava, ktorá vytvára paralelné línie alebo zrnité vzory prostredníctvom abrazívnych procesov a ponúka funkčné výhody, ako je lepšia priľnavosť a odolnosť proti opotrebovaniu, a estetický vzhľad, ktorý zlepšuje vnímanie výrobku v spotrebiteľských a priemyselných aplikáciách.

Táto príručka zahŕňa kompletný technický pohľad na kartáčované povrchové úpravy - od výberu materiálu a zohľadnenia tolerancií až po špecifické priemyselné aplikácie. Dozviete sa, kedy kartáčované povrchové úpravy riešia skutočné problémy a kedy vytvárajú nové, ako aj praktické poznatky o zachovaní konzistentnosti od prototypu až po výrobu.
Prečo inžinieri uprednostňujú kartáčované povrchy pre funkčnú a estetickú rovnováhu
V inžinierstve je každá voľba kompromisom. Platí to najmä pre povrchové úpravy, kde neustále vyvažujeme výkon a vzhľad.
Leštený povrch vyzerá prémiovo, ale je na ňom vidieť každý škrabanec. Matný povrch skryje opotrebovanie, ale môže pôsobiť obyčajne.
Povrchová úprava z brúseného kovu sa často trafí do čierneho. Poskytuje sofistikovaný vzhľad a zároveň praktickú odolnosť. Vďaka tomu je estetika brúseného kovu kľúčovou voľbou v oblasti funkčných kovových povrchových úprav.
| Typ povrchovej úpravy | Primárna výhoda | Spoločná nevýhoda |
|---|---|---|
| Leštený | Vzhľad s vysokým leskom | Zobrazuje odtlačky prstov |
| Matný | Skrýva opotrebenie | Môže vyzerať nudne |
| Brúsené | Vyvážený | Smerový vzor |
Vďaka tejto vyváženosti je pre mnohé tímy vhodným riešením.

Rozhodnutie za povrchom
Keď konzultujem projekt, povrchová úprava je rozhodujúcim bodom pri rozhodovaní. Prekračujeme rámec toho, ako to vyzerá. Diskutujeme o tom, ako sa bude používať, ako sa s ním bude zaobchádzať a ako sa bude udržiavať. Tu sa technické rozhodnutia o povrchovej úprave stávajú strategickými.
Keď leštenie nie je praktické
Zrkadlovo lesklý povrch je na prototype ohromujúci. V prípade výrobku s vysokou mierou používania alebo v priemyselnom prostredí je to však problém s údržbou. Odtlačky prstov a drobné odreniny rýchlo znehodnotia jeho vzhľad. Náklady na udržiavanie tejto dokonalosti sú často príliš vysoké.
Funkčná výhoda kartáčovaných povrchov
Práve tu vyniká povrchová úprava z brúseného kovu. Jemné paralelné línie nie sú len na parádu. Vytvárajú textúru, ktorá účinne zakrýva drobné nedokonalosti, ako sú odtlačky prstov, šmuhy a malé škrabance. Táto štruktúra dodáva povrchu anizotropné1 kvality, čo znamená, že jeho vlastnosti sa líšia pozdĺž rôznych osí.
Táto prirodzená odolnosť znižuje potrebu dlhodobej údržby, takže výrobok vyzerá dlhšie ako nový.
| Funkcia | Leštený povrch | Leštený povrch |
|---|---|---|
| Viditeľnosť poškriabania | Vysoká | Nízka |
| Odolnosť voči odtlačkom prstov | Nízka | Vysoká |
| Odraz svetla | Spekulárne | Difúzne |
| Vnímaná trvanlivosť | Nízka | Vysoká |
Táto praktickosť v kombinácii s modernou estetikou z neho robí preferovanú funkčnú kovovú povrchovú úpravu pre všetko od kuchynských spotrebičov až po interiéry automobilov.
Výber povrchovej úpravy znamená porovnanie estetiky s reálnym výkonom. Povrchová úprava z brúseného kovu ponúka vynikajúcu rovnováhu a poskytuje rafinovaný vzhľad s praktickou odolnosťou, ktorá skryje každodenné opotrebovanie. To z nej robí inteligentnú technickú voľbu pre mnohé náročné aplikácie.
Ako povrchová úprava brúseného kovu zvyšuje trvanlivosť a odolnosť výrobku proti opotrebovaniu
Povrchová úprava z brúseného kovu je viac ako len vizuálna voľba. Je to strategické rozhodnutie pre zvýšenie dlhodobej odolnosti.
Týmto procesom sa vytvorí jemná jednosmerná štruktúra. Táto štruktúra je kľúčom k jeho odolnosti.
Účinne zakrýva drobné škrabance a odtlačky prstov. Výrobky tak budú dlhšie vyzerať ako nové, najmä pri aplikáciách s vysokou mierou dotyku.
Výhoda trvanlivosti
Vzor zrna nie je len na parádu. Pomáha maskovať opotrebovanie pri každodennom používaní.
Na rozdiel od leštených povrchov, ktoré zvýrazňujú každý nedostatok, poskytuje kartáčovaný povrch praktickú výhodu.
| Funkcia | Leštený povrch | Povrchová úprava z brúseného kovu |
|---|---|---|
| Viditeľnosť poškriabania | Vysoká | Nízka |
| Značky odtlačkov prstov | Vysoká | Nízka |
| Údržba | Vysoká | Nízka |
To z neho robí jednu z najpraktickejších dostupných povrchových úprav kovov odolných voči opotrebovaniu.
Tajomstvo dlhej životnosti kartáčovaného kovu spočíva v riadenom procese odierania. Touto metódou sa odstráni pôvodná povrchová vrstva, čím sa odstránia drobné nedokonalosti, ako sú jamky alebo stopy po liatí, ktoré by sa mohli stať bodmi napätia. Vytvorením rovnomerného, štruktúrovaného povrchu povrchová úprava rovnomernejšie rozkladá nárazy a trenie. Tým sa predchádza lokálnemu opotrebovaniu.
Vplyv na prostredie s vysokou mierou opotrebenia
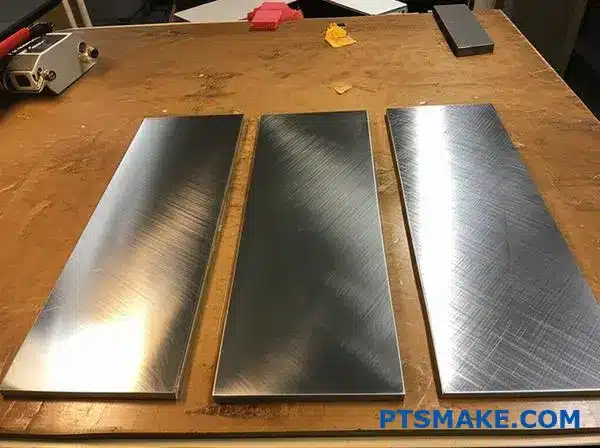
V aplikáciách s častým kontaktom skutočne vyniknú odolné kartáčované diely. Paralelné drážky pomáhajú odvádzať drobné nečistoty a zmenšujú efektívnu kontaktnú plochu, čo znižuje trenie. Vďaka tejto fyzikálnej vlastnosti je povrch prirodzene odolnejší. Naše interné testy ukazujú, že kartáčované hliníkové panely odolávajú viditeľnému poškriabaniu až 30% dlhšie ako ich leštené náprotivky. Povrchová úprava nielen zakrýva poškodenie, ale aktívne mu pomáha predchádzať. Vďaka tomu sú vlastnosti povrchu anizotropné2, ktoré poskytujú rôznu silu pozdĺž rôznych osí.
Zrnitosť a trvanlivosť kefy
Rozhodujúcu úlohu zohráva aj výber brúsnej zrnitosti. Hrubšia zrnitosť vytvára hlbšie drážky a lepšie zakrýva škrabance, zatiaľ čo jemnejšia zrnitosť poskytuje hladší pocit s jemnejšou ochranou.
| Úroveň zrnitosti | Skrývanie škrabancov | Odolnosť proti opotrebovaniu |
|---|---|---|
| Hrubé | Vynikajúce | Dobrý |
| Stredné | Dobrý | Veľmi dobré |
| Jemné | Spravodlivé | Vynikajúce |
V spoločnosti PTSMAKE vedieme klientov k výberu optimálnej zrnitosti na základe špecifického prostredia opotrebovania ich výrobku. Tým sa zabezpečí, že povrchová úprava bude estetická a funkčná počas plánovanej životnosti.
Riadené odieranie brúseného kovového povrchu spevňuje povrch súčiastky. Skrýva drobné škrabance a rozdeľuje opotrebenie, vďaka čomu je vynikajúcou voľbou pre odolné výrobky v prostredí s vysokým kontaktom, čo zvyšuje životnosť kartáčovaného kovu.
Kompletné rozdelenie typov kartáčovaných kovov a techník povrchovej úpravy
Rôzne kovy si vyžadujú jedinečné prístupy. Technika, ktorá funguje pre oceľ, nemusí byť ideálna pre hliník. Tvrdosť a zloženie zliatiny určujú postup.
Špecifické kefovanie kovov
Kľúčom k úspechu je použitie správnej techniky. Nemôžete ošetrovať každý kov rovnako. Pochopenie týchto rozdielov je rozhodujúce pre kvalitnú povrchovú úpravu kartáčovaného kovu.
Nižšie je uvedené rýchle porovnanie. Ukazuje, ako odlišne reagujú oceľ a hliník na kefovanie.
| Typ kovu | Tvrdosť | Bežné problémy pri čistení zubov | Najlepšie pre |
|---|---|---|---|
| Oceľ | Vysoká | Tvorba tepla, hlboké škrabance | Odolný, priemyselný vzhľad |
| Hliník | Nízka | Vydlabávanie, rozmazávanie, mäkkosť | Dekoratívne, čisté línie |
Výber správneho brúsiva a tlaku je nevyhnutný na dosiahnutie konzistentného kartáčovaného vzhľadu na akejkoľvek zliatine.
Vysvetlenie kľúčových techník kefovania
Zvolená metóda priamo ovplyvňuje konečný vzhľad a štruktúru. Každá technika ponúka odlišné výhody v závislosti od cieľov projektu. Videl som tieto metódy aplikované na rôzne diely a výsledky sa výrazne líšia.
Pásové brúsenie
To je často prvý krok pri agresívnom odstraňovaní materiálu. Vytvára hrubé, lineárne zrno. Pásové brúsenie je skvelé na vytvorenie základného smerového vzoru, ale chýba mu jemná kontrola pre kozmetické povrchy. Je to pracovný kôň, nie dokončovateľ.
Abrazívne kefovanie
Pri tejto technike sa používajú rotujúce kefy s abrazívnymi vláknami. Vytvára jemnejšiu a rovnomernejšiu štruktúru kefy ako pásy. Pružnosť štetín im umožňuje prispôsobiť sa nepravidelným tvarom, čím sa vytvára konzistentný povrch.
CNC kefovanie
Pre maximálnu presnosť sa obraciame na CNC kefovanie. V spoločnosti PTSMAKE ho integrujeme do našich obrábacích centier. Táto metóda poskytuje bezkonkurenčnú kontrolu nad tlakom, rýchlosťou a dráhou kefy. Výsledkom je dokonale opakovateľná povrchová úprava kartáčovaného hliníka alebo komplexné techniky kartáčovania ocele pre špičkové komponenty. Zabezpečuje, že každý diel je identický. Proces vytvára výrazný povrch s anizotropia3.
| Technika | Presnosť | Rýchlosť | Bežné používanie |
|---|---|---|---|
| Pásové brúsenie | Nízka | Rýchle | Počiatočná príprava povrchu |
| Abrazívne kefovanie | Stredné | Stredné | Povrchové úpravy na všeobecné použitie |
| CNC kefovanie | Vysoká | Rôzne | Vysokokvalitné kozmetické diely |
Výber medzi týmito technikami závisí výlučne od zámeru návrhu a požiadaviek na kvalitu.
Rozhodujúci je výber správneho kovu a techniky čistenia. Oceľ si vyžaduje robustný prístup, zatiaľ čo hliník potrebuje jemný dotyk. Metódy ako brúsenie na páse, abrazívne kefovanie a CNC kefovanie ponúkajú rôzne úrovne presnosti pre požadovanú povrchovú úpravu kartáčovaného kovu.
Keď brúsený kov ovplyvňuje alebo narúša vnímanie spotrebiteľského produktu
Vonkajšie mechanické časti sú podaním ruky vášho výrobku. V prípade spotrebnej elektroniky alebo rámov robotov je tento prvý dojem rozhodujúci. Povrchová úprava z brúseného kovu komunikuje kvalitu ešte dlho pred zapnutím zariadenia.
Vizuálny prísľub
Vizuálne pôsobenie kartáčovanej škrupiny naznačuje precíznosť. Jemné, paralelné línie vedú pohľad a odrážajú svetlo kontrolovaným, sofistikovaným spôsobom. Nie je to len dekorácia, je to vyjadrenie kvality.
| Funkcia | Štandardný plast | Povrchová úprava z brúseného kovu |
|---|---|---|
| Odraz svetla | Rozptýlené, často lacno vyzerajúce | Lineárna, zvýraznená forma |
| Vnímaná hodnota | Nízka až stredná | Vysoký, prémiový |
| Signál odolnosti | Rôzne, môže sa zdať krehká | Silný, odolný |
Tento dizajn z brúseného kovu okamžite povýši výrobok nad konkurenciu.

Okrem prvotného vizuálneho dojmu je rovnako dôležitý aj hmatový zážitok z prvotriednej kovovej povrchovej úpravy. To, ako výrobok pôsobí v ruke, môže upevniť zákazníkovo vnímanie jeho kvality a technického spracovania.
Hmatová kvalita a vnímaná trvanlivosť
Keď používateľ vezme do ruky zariadenie s plášťom z brúseného kovu, pocíti jeho chlad a tuhosť. Tento pocit naznačuje pevnú vnútornú štruktúru a odolné komponenty. Je to podvedomý signál spoľahlivosti, ktorý plastová škrupina často ťažko reprodukuje. Ide o formu pasívneho Haptická spätná väzba4 čo zvyšuje dôveru používateľov.
Platí to najmä pre produkty, ako sú špičkové notebooky alebo robotické ramená. Povrchová úprava musí byť dokonalá. Akákoľvek nedôslednosť v kefovaní môže spôsobiť, že celý výrobok bude pôsobiť lacným alebo nekvalitne vyrobeným dojmom.
Kľúčom je dôslednosť
Na základe projektov klientov sme zistili, že zachovanie jednotného smeru a hĺbky zrna v jednotlivých častiach je veľkou výzvou. Mierna odchýlka môže narušiť vizuálny tok.
| Aspekt | Vplyv na vnímanie | Poznámka k výrobe |
|---|---|---|
| Konzistencia obilia | Zjednocuje dizajn výrobku | Vyžaduje presné CNC riadenie |
| Povrchová úprava | Informuje o precíznosti a starostlivosti | Závisí od použitého abrazíva |
| Ošetrenie hrán | Zabraňuje ostrému a lacnému pocitu | Odhrotovanie a zošikmenie sú veľmi dôležité |
Kvalitne spracovaná povrchová úprava z brúseného kovu pôsobí zámerne a starostlivo, čo ospravedlňuje prémiovú cenu.
Vzhľad a dojem vonkajších častí určujú vnímanú hodnotu výrobku. Prémiová kovová povrchová úprava, ako napríklad kartáčovaný plášť, vytvára silný vizuálny a hmatový dojem, ktorý používateľovi signalizuje kvalitu a odolnosť už pri prvej interakcii.
Kartáčovaná a leštená povrchová úprava: Ktorý z nich vyrieši váš technický problém?
Výber medzi kartáčovaným a lešteným povrchom je viac než len estetická voľba. Pre inžiniera je toto rozhodnutie rozhodujúce. Má priamy vplyv na výkon, životnosť a údržbu.
Váš výber ovplyvňuje, ako diel vydrží každodenné používanie.
Kľúčové kritériá špecifikácie
Povrchová úprava z brúseného kovu ponúka výrazný štruktúrovaný vzhľad. Kľúčové sú však jeho funkčné vlastnosti. To isté platí aj pre porovnanie lešteného kovového povrchu. Poďme si ich rozdeliť.
| Funkcia | Leštený povrch | Leštený povrch |
|---|---|---|
| Skrýva škrabance | Dobrý | Chudobný |
| Oslnenie | Nízka | Vysoká |
| Údržba | Nízka | Vysoká |
Táto jednoduchá tabuľka vám pomôže pri prvotných úvahách o dizajne.

Častou chybou, s ktorou sa stretávam, je výber povrchovej úpravy na základe vykreslenia CAD. Tento pohľad často prehliada reálne podmienky. To, čo na obrazovke vyzerá perfektne, môže v teréne rýchlo zlyhať. Debata o kartáčovanom a leštenom kove je v skutočnosti o výkone aplikácie.
Bežné nesprávne nastavenia aplikácie
Inžinieri musia zohľadniť celý životný cyklus výrobku. Zlý výber v tejto fáze môže viesť k problémom so zákazníkmi a nákladným záručným reklamáciám.
Prehliadanie opotrebovania
Vysoko lesklý leštený povrch na výrobku, s ktorým sa často manipuluje, vyzerá na prvý pohľad prémiovo. Je na ňom však vidieť každý odtlačok prsta a škrabanec. Povrchová úprava z brúseného kovu je oveľa šetrnejšia. Efektívne skryje drobné nedokonalosti spôsobené každodenným používaním.
Ignorovanie environmentálnych faktorov
V morskom alebo korozívnom prostredí môže byť leštený povrch lepší. Jeho hladký, neporézny charakter lepšie odoláva nečistotám. Brúsený povrch má jemné drážky. Tie môžu zachytávať vlhkosť, čo môže urýchliť koróziu, ak nie sú správne špecifikované.
Smerové zrno kartáčovaného povrchu vytvára jedinečný vizuálny efekt. Táto vlastnosť, známa ako anizotropia5, ovplyvňuje aj to, ako sa svetlo odráža a ako je časť vnímaná.
Tu je prehľad typických zhodných aplikácií:
| Oblasť použitia | Odporúčaná povrchová úprava | Odôvodnenie |
|---|---|---|
| Architektonické panely | Brúsené | Skrýva prach, málo oslňuje |
| Lekárske nástroje | Leštený | Ľahko sterilizovateľné, neporézne |
| Kuchynské spotrebiče | Brúsené | Odoláva odtlačkom prstov, skrýva opotrebenie |
| Luxusné automobilové obloženie | Leštený | Vysoko lesklý, prémiový vzhľad |
Voľba medzi povrchovou úpravou z brúseného a lešteného kovu je technická, nielen kozmetická. Vyžaduje si analýzu spôsobov opotrebovania, vystavenia vplyvu prostredia a dlhodobej údržby, aby sa zabezpečilo, že diel bude fungovať podľa špecifikácie počas celej plánovanej životnosti.
Pochopenie smeru čistenia: Vertikálne, horizontálne a krížové vzory
Smerové kefovanie je základnou technikou na dosiahnutie klasického povrchová úprava z brúseného kovu. Ide o vytváranie jemných, paralelných čiar na kovovom povrchu v jednom, konzistentnom smere.
Tento proces definuje orientácia textúry povrchu. Je to jednoduchý koncept s výrazným vizuálnym efektom.
Vizuálny efekt smerovania
Smer línií štetca určuje, ako sa odráža svetlo. To vytvára pocit pohybu a rozmeru. Vertikálny vzor môže spôsobiť, že časť sa bude zdať vyššia, zatiaľ čo horizontálny vzor ju môže urobiť širšou.
| Smer kefovania | Primárny vizuálny efekt | Spoločné vnímanie |
|---|---|---|
| Vertikálne | Predlžuje povrch | Výška, sila |
| Horizontálne | Rozširuje povrch | Stabilita, šírka |
Táto kontrola nad svetlom a vnímaním je dôvodom, prečo lineárny smer kefovania je pri navrhovaní produktov taká dôležitá.
Výber smeru kefovania je málokedy len o vzhľade. Je to premyslené rozhodnutie, ktoré vyvažuje estetiku s funkčnými požiadavkami, čo je rozhovor, ktorý často vediem s klientmi v PTSMAKE. V rôznych odvetviach sa uprednostňujú rôzne výsledky.
Funkčné vs. estetické aplikácie
A smerový brúsený kov povrchová úprava slúži na rôzne účely v závislosti od konečného použitia výrobku. Použitie diktuje najlepšiu cestu pre kefovanie.
Letecké a priemyselné diely
V leteckom priemysle je najdôležitejšia funkčnosť. Stránka orientácia textúry povrchu môže ovplyvniť faktory, ako je dynamika kvapalín alebo priľnavosť náterov. Môže sa vyžadovať špecifický smer zrna, aby sa zosúladil s konštrukčným namáhaním, čím sa zabezpečí maximálna integrita súčiastky a jej výkon v náročných podmienkach.
Spotrebná elektronika a spotrebiče
Pri spotrebiteľských výrobkoch je často rozhodujúcim faktorom estetika. Cieľom je vytvoriť prémiový dojem. Smerové línie vedú pohľad používateľa, zvýrazňujú funkcie a dodávajú výrobku elegantný, moderný vzhľad. Tento riadený odraz vytvára vizuálny anizotropia6, vďaka čomu sa povrchová úprava z rôznych uhlov javí odlišne.
| Priemysel | Primárny cieľ | Ovládač smeru kefovania |
|---|---|---|
| Letecký priemysel | Výkon, odolnosť | Technické špecifikácie |
| Spotrebiteľské zariadenia | Estetika, vnímaná hodnota | Zámer priemyselného dizajnu |
Smerové štetce vytvárajú rovnomerné zrno, ktoré manipuluje so svetlom na dosiahnutie špecifických vizuálnych efektov. Zvolená cesta - vertikálna alebo horizontálna - do veľkej miery závisí od odvetvia, pričom v leteckom priemysle sa vyvažujú funkčné potreby s estetickými cieľmi v spotrebnej elektronike, aby sa dosiahli požadované povrchová úprava z brúseného kovu.
Navrhovanie pre vyrobiteľnosť s požiadavkami na kartáčovaný kov
Skvelá povrchová úprava z brúseného kovu sa začína už vo fáze návrhu. Rozhodujúce sú jednoduché rozhodnutia DFM. Rozhodujú o tom, či finálny diel bude vyzerať prvotriedne alebo chybne. Zameriame sa na niekoľko kľúčových oblastí.
Navrhovanie okrajov vhodných pre štetce
Ošetrenie hrán je veľmi dôležité pre jednotný povrch. Ostré vnútorné rohy sa ťažko dôsledne čistia kefou. Vždy zvážte, ako bude brúsny nástroj pristupovať k povrchom.
| Funkcia | Odporúčané stránky | Vyhnite sa stránke |
|---|---|---|
| Vnútorné rohy | Veľkorysý polomer | Ostrý 90° uhol |
| Vonkajšie hrany | Mierne skosenie/oblúk | Ostré hrany s brúsnym ostrím |
Dobre naplánovaný dizajn uľahčuje výrobu. Priamo zlepšuje konečnú kvalitu povrchovej úpravy z brúseného kovu.

Dosiahnutie bezchybného kartáčovaného povrchu si vyžaduje, aby ste mysleli ako strojník. Tento proces sa spolieha na priamy a dôsledný kontakt s brúsnym materiálom. Ak nástroj nedosiahne na prvok, tento prvok sa nedá správne vybrúsiť. Toto je základný princíp DFM pre brúsený kov.
Správa hlbokých vreciek a dutín
Hlboké a úzke vrecká sú náročné. Kefovací kotúč alebo pás často nedosiahne do spodných rohov. Výsledkom je nekonzistentný povrch vo vnútri vrecka. Širšia, plytšia kapsa je vždy výrobne vhodnejšou voľbou konštrukcie.
Zvýšené a zapustené funkcie
Zvýšené nápisy alebo logá môžu byť zložité. Ostré zvislé steny sa ťažko rovnomerne čistia. Vrchná plocha je dobre upravená, ale bočné strany často chýbajú. Vzniká tak vizuálny nesúlad. Materiál je anizotropia7 je veľmi viditeľné pri nedostatočnom čistení zubov.
Tipy DFM pre písanie
| Typ funkcie | Najlepšia prax | Odôvodnenie |
|---|---|---|
| Zvýšený text | Použitie šikmých strán (prievan) | Umožňuje lepší prístup k brúsnym nástrojom |
| Zapustený text | Široké a plytké gravírovanie | Zabezpečuje, aby nástroj dosiahol na základňu |
| Výber písma | Jednoduché písma Sans-Serif | Zložité serify je ťažké rovnomerne dokončiť |
Tieto drobné úpravy vytvárajú dizajn, ktorý je skutočne šetrný ku kartáčom. Zabezpečia, že konečný diel bude zodpovedať vášmu estetickému zámeru. Zistili sme, že spolupráca na týchto detailoch na začiatku zabraňuje neskoršiemu nákladnému prepracovaniu.
Efektívne DFM pre brúsené povrchové úpravy sa zameriava na prístup k nástrojom. Kľúčom je navrhovanie s veľkými polomermi, plytkými vreckami a prístupnými nápismi. Tento prístup zabezpečuje konzistentnú, vysokokvalitnú a vyrobiteľnú povrchovú úpravu kovu, ktorá spĺňa estetické aj funkčné požiadavky.
Vzájomné pôsobenie tolerancie a kartáčovanej povrchovej úpravy pri výrobe na CNC
Povrchová úprava z brúseného kovu je viac než len kozmetický prvok. Je to subtraktívny proces. Aktívne odstraňuje tenkú vrstvu povrchového materiálu.
Pochopenie odstraňovania povrchového materiálu
Môže sa to zdať nepodstatné. Ale pre diely s prísnymi toleranciami je toto odstránenie veľmi dôležité. Lekárske a letecké súčiastky si často vyžadujú presnosť, ktorú môže ovplyvniť povrchová úprava.
Vyvažovanie
Kľúčom k úspechu je zohľadniť túto materiálnu stratu. Musíme ju započítať do počiatočných rozmerov CNC obrábania. Tým sa zabezpečí, že konečný diel bude po nanesení povrchovej úpravy z brúseného kovu v súlade so špecifikáciami.
| Zrnitosť kefy | Typický úber materiálu (na stranu) |
|---|---|
| Hrubý (80-120) | 0.0005" - 0.001" |
| Stredná (150-180) | 0.0002" - 0.0005" |
| Jemné (220-320) | 0.0001" - 0.0002" |
V priemyselných odvetviach, ako je letecký a zdravotnícky priemysel, je dôležitý každý mikrón. Vzájomné pôsobenie medzi brúsenou povrchovou úpravou a toleranciou CNC nie je len detail, ale hlavná výrobná výzva. Jej prehliadanie vedie k súčiastkam, ktoré nevyhovujú kontrole.
Predkompenzácia pri obrábaní
V spoločnosti PTSMAKE to riešime priamo. Naša stratégia spočíva v predbežnej kompenzácii počas fázy CNC obrábania. Obrábame mierne predimenzovaný diel. Výška závisí od konkrétnej požadovanej povrchovej úpravy brúseného kovu.
Tento zámerný krok zabezpečuje, že po odstránení materiálu kefovaním sú konečné rozmery súčiastky dokonale v rámci stanoveného tolerančného rozsahu. Vyžaduje si úzku spoluprácu medzi našimi oddeleniami obrábania a dokončovania. Typ abrazívne médiá8 použitá v procese kefovania tiež zohráva významnú úlohu pri určovaní množstva odstráneného materiálu.
Povrchová úprava vs. tesná tolerancia: Kritická voľba
V niektorých prípadoch nemusí byť kartáčovaný povrch vhodný pre prvky s extrémne prísnymi toleranciami. Pri analýze týchto kompromisov spolupracujeme s klientmi.
| Dokončovacia metóda | Vplyv tolerancie | Najlepšie pre |
|---|---|---|
| Čistenie | Nízka až stredná | Estetika, nekritické povrchy |
| Leštenie | Nízka | Vysoko lesklé, hladké povrchy |
| Eloxovanie (typ II) | Veľmi nízka | Odolnosť proti korózii, farba |
| Elektrolytické leštenie | Veľmi nízka | Hladkosť na lekárskej úrovni, odihlovanie |
Pochopenie týchto nuáns je kľúčové pre úspech v presnej výrobe.
Povrchová úprava brúseným kovom odstraňuje povrchový materiál, ktorý priamo ovplyvňuje tolerancie konečného dielu. Tento efekt je obzvlášť kritický v presných odvetviach a musí sa zohľadniť úpravou počiatočných rozmerov obrábania, aby sa zabezpečilo, že diel zostane v rámci špecifikácie.
Zistite, ktoré odvetvia sa vo veľkej miere spoliehajú na brúsený kov pre výkon a prestíž
Povrchová úprava z brúseného kovu ponúka viac než len estetický vzhľad. Pre mnohé odvetvia špičkových technológií je to kritická výkonnostná vlastnosť.
Poskytuje zvýšenú odolnosť a znižuje oslnenie. To sú dôležité vlastnosti v náročných prevádzkových prostrediach. Poďme preskúmať kľúčové odvetvia, v ktorých je táto funkčná povrchová úprava nevyhnutná.
Aplikácie orientované na výkon
Odvetvia, ako je letecký priemysel a zdravotnícke zariadenia, uprednostňujú funkciu. Praktické výhody povrchovej úpravy z brúseného kovu často prevažujú nad jej vizuálnym štýlom. To z neho robí kľúčový faktor pri výbere materiálu.
Kľúčové výhody pre sektor
| Priemysel | Primárna výhoda |
|---|---|
| Letecký priemysel | Zníženie oslnenia |
| Lekárske | Sterilizovateľnosť a uchopenie |
| Robotika | Kompatibilita snímačov |
| Elektrické vozidlá | Odolnosť a hmotnosť |
Z toho vyplýva, že rozhodovanie sa riadi funkciou, a nie módou.

Trhy s brúseným kovom ďaleko presahujú rámec spotrebiteľských výrobkov. Tieto pokročilé aplikácie sa riadia prísnymi technickými požiadavkami. Moja práca často zahŕňa poskytovanie riešení pre tieto náročné odvetvia.
Letectvo a obrana
V kokpite lietadla predstavuje oslnenie vážne bezpečnostné riziko. Preto sa na ovládacích paneloch a prístrojoch štandardne používa letecký brúsený hliník. Jeho nereflexný povrch zabraňuje odrazom, ktoré by mohli rozptyľovať pozornosť pilotov. Povrchová úprava tiež účinne zakrýva drobné škrabance spôsobené každodenným používaním.
Zdravotnícka technika
Chirurgické nástroje sa musia dať ľahko čistiť a manipulovať s nimi. Povrch z brúsenej nehrdzavejúcej ocele poskytuje chirurgom bezpečný úchop aj v rukaviciach. Štruktúra povrchu odoláva priľnutiu baktérií a odoláva opakovaným náročným sterilizačným cyklom oveľa lepšie ako leštené alternatívy.
Robotika a automatizácia
Mnohé robotické systémy sa pri navigácii a fungovaní spoliehajú na optické senzory. Vysoko leštené povrchy môžu vytvárať zrkadlové odrazy, ktoré tieto senzory mätú. Kefovaný kovový povrch rozptyľuje svetlo, čo je vlastnosť súvisiaca s Anizotropná odrazivosť9, čím sa zabezpečí, že údaje zo snímačov zostanú presné a spoľahlivé.
Elektrické vozidlá (EV)
Interiér elektromobilov musí byť kombináciou prémiového dojmu a efektívnosti. Brúsené automobilové panely na prístrojových doskách a konzolách dosahujú luxusný vzhľad bez výrazného zvýšenia hmotnosti. Sú tiež neuveriteľne odolné, odolávajú opotrebovaniu na miestach s vysokou mierou dotyku. V spoločnosti PTSMAKE tieto komponenty opracovávame podľa presných špecifikácií klienta, aby boli výkonné aj vhodné.
| Sektor | Konkrétny príklad | Výhoda výkonu |
|---|---|---|
| Letecký priemysel | Prístrojové panely v kokpite | Znižuje oslnenie rozptyľujúce pilota |
| Lekárske | Skalpely a kliešte | Zlepšuje úchop a zjednodušuje sterilizáciu |
| Robotika | Montážne konzoly senzora | Minimalizuje rozptyl svetla pre presné čítanie |
| Elektrické vozidlá | Vnútorné obloženie a rukoväte | Poskytuje odolnosť s ľahkým, prémiovým vzhľadom |
Pre tieto popredné priemyselné odvetvia je povrchová úprava z brúseného kovu navrhnutým riešením. Priamo zvyšuje bezpečnosť, spoľahlivosť a funkčnosť. Výkon, nielen prestíž, je hnacím motorom jeho používania v kritických aplikáciách od kokpitov v letectve až po operačné sály.
Ničí kefovanie toleranciu povrchu presných dielov?
Často sa stretávam s obavou, že povrchová úprava z brúseného kovu zničí prísne tolerancie. To je hlavná obava pri súčiastkach v leteckom alebo automobilovom priemysle. Ľudia sa domnievajú, že tento proces je príliš agresívny pre vysoko presné komponenty.
Ide o mýtus, ktorý pramení z nepochopenia tohto procesu. Nejde o agresiu, ale o kontrolu.
Mýtus verzus realita
Nekontrolované kefovanie môže skutočne zmeniť rozmery. Moderné techniky sú však neuveriteľne presné. Sú navrhnuté tak, aby vylepšili vzhľad bez toho, aby bola ohrozená funkčnosť, najmä v prípade presných komponentov z brúseného kovu.
| Aspekt | Nekontrolované kefovanie (mýtus) | Kontrolované čistenie (realita) |
|---|---|---|
| Odstraňovanie materiálu | Výrazné, nepredvídateľné | Minimálne, vysoko kontrolované |
| Vplyv tolerancie | Negatívne, ničí fit | Zanedbateľné, v rámci špecifikácie |
| Cieľ procesu | Agresívne čistenie | Estetické zdokonalenie |
Správne kefovanie je konečná úprava, nie opracovanie. Nevedie k vzniku chýb v tesne priliehajúcich dieloch.

Poďme si vysvetliť, prečo tento mýtus o prísnej tolerancii kefovania pretrváva. Problémom nie je samotné kefovanie, ale aplikácia techniky. Pri nesprávnom vykonávaní môže byť škodlivá. Ak je však súčasťou kontrolovaného výrobného plánu, je úplne bezpečná.
Kľúčové kontrolné faktory pri čistení zubov
V spoločnosti PTSMAKE riadime niekoľko premenných, aby sme zaistili dokonalý povrch z brúseného kovu bez toho, aby bola ovplyvnená integrita komponentov. Zameriavame sa na konzistenciu. Cieľom je zachovať povrchovú úpravu súčiastky. rozmerová stabilita10 a zároveň dosiahnuť požadovaný vzhľad.
Správa parametrov
Úspech závisí od presnej kontroly parametrov kefovania. Na základe nášho interného testovania môžu mať aj malé zmeny významný vplyv. Tieto nastavenia sme zdokonalili pre rôzne materiály.
| Parameter | Nastavenie s nízkym dopadom | Nastavenie vysokého vplyvu |
|---|---|---|
| Brúsny posyp | Jemné (napr. 240+) | Hrubý (napr. 80) |
| Kontakt Tlak | Svetlo | Ťažké |
| Rýchlosť | Vysoká | Nízka |
| Trvanie | Krátky | Dlhé |
Zvládnutím týchto prvkov môžeme naniesť krásny kartáčovaný povrch. To platí aj pre diely s toleranciami meranými v mikrónoch. Pre zákazníkov z leteckého a automobilového priemyslu je táto presnosť neoddiskutovateľná. Potrebujú diely, ktoré vždy perfektne sedia. Riadené kefovanie túto potrebu spĺňa.
Názor, že kefovanie ohrozuje prísne tolerancie, je zastaraný. Pomocou moderných, kontrolovaných techník možno na vysoko presné komponenty bezpečne aplikovať povrchovú úpravu kartáčovaním bez toho, aby to ovplyvnilo ich kritické rozmery alebo uloženie. Je to otázka odborných znalostí, nie obmedzenie samotného procesu.
Výber správnej úrovne zrnitosti pre aplikáciu brúsenej povrchovej úpravy
Výber správnej zrnitosti je pre kartáčovaný povrch veľmi dôležitý. Číslo zrnitosti určuje hrubosť použitého brúsiva. Nižšie číslo znamená menší počet väčších brúsnych častíc. To vytvára drsnejšiu štruktúru.
Vyššie číslo znamená viac menších častíc. Výsledkom je jemnejší a hladší povrch. Pochopenie tohto vzťahu je prvým krokom. Má priamy vplyv na konečný vzhľad a dojem z vášho dielu.
Porozumenie číslam zrnitosti
Toto číslo zodpovedá počtu abrazívnych častíc na štvorcový palec.
| Úroveň zrnitosti | Popis textúry | Bežný prípad použitia |
|---|---|---|
| Zrnitosť 80 | Hrubé, veľmi viditeľné línie | Skrytie povrchových chýb, priemyselný vzhľad |
| Zrnitosť 120 | Stredné, výrazné línie | Všeobecné použitie, spotrebiče |
| 240 Zrnitosť | Jemné, mäkké a decentné línie | Dekoratívna, spotrebná elektronika |
| Zrnitosť 320+ | Veľmi jemný, saténový | Špičková architektúra, luxusný tovar |
Tento výber ovplyvňuje všetko od odrazivosti až po to, ako sa diel správa pri každodennom nosení.

Zvolená úroveň zrnitosti kovového povrchu je rovnováhou medzi estetikou a funkčnosťou. Nejde len o vzhľad. Štruktúra ovplyvňuje to, ako sa odráža svetlo a ako povrch odoláva odtlačkom prstov alebo škrabancom.
Vplyv na textúru a odrazivosť
Nízka zrnitosť, napríklad 80, vytvára hlboké drážky. Tým sa dosiahne robustná, priemyselná štruktúra brúseného hliníka. Povrch výrazne rozptyľuje svetlo, čo má za následok veľmi matný, neodrazový vzhľad. To môže byť skvelé na zakrytie nedokonalostí z predchádzajúcich výrobných krokov.
Keď prejdete na vyššiu zrnitosť, línie budú plytšie a bližšie k sebe. Napríklad brúsená zrnitosť 240 ponúka oveľa jemnejší a rafinovanejší vzhľad. Povrch je na dotyk hladší a má jemný, saténový lesk. Je to obľúbená voľba pre spotrebnú elektroniku a dekoratívne panely.
Zosúladenie zrnitosti s kontextom výrobku
Kľúčová je záverečná aplikácia. Pre ťažký nástroj môže byť prospešná hrubá 80-stupňová brúsna úprava. Elegantný kuchynský spotrebič môže vyžadovať hladší povrch so zrnitosťou 180 alebo 240. Klientom spoločnosti PTSMAKE často poskytujeme poradenstvo pri tomto výbere. Zohľadňujeme, ako bude výrobok viditeľný a používaný. Správny Drsnosť povrchu11 zaručuje, že povrchová úprava z brúseného kovu spĺňa dizajnové zámery aj výkonnostné požiadavky.
| Grit | Vizuálna textúra | Odrazivosť | Ideálne pre |
|---|---|---|---|
| Nízka (napr. 80) | Hlboké, agresívne línie | Nízka (matná) | Priemyselné diely, skrývanie nedostatkov |
| Stredná (napr. 120) | Jasné, definované línie | Stredná (matná) | Spotrebiče, architektonické obloženie |
| Vysoká (napr. 240) | Jemné, decentné línie | Vyššie (satén) | Elektronika, luxusný tovar |
Výber správnej úrovne zrnitosti je kľúčovým rozhodnutím pri návrhu. Vyvažuje požadovanú štruktúru, odrazivosť a praktické použitie konečného výrobku. Nižšia zrnitosť ponúka hrubý vzhľad, zatiaľ čo vyššia zrnitosť, napríklad 240, poskytuje rafinovaný, saténový povrch.
Porovnanie manuálneho a strojového kefovania: presnosť, náklady a škálovateľnosť
Výber správnej metódy čistenia je veľmi dôležitý. Má priamy vplyv na konečný vzhľad vášho výrobku, náklady a rýchlosť výroby. Diskusia sa často sústreďuje na ručné a strojové dokončovanie.
Ručne brúsený kov ponúka umelecký nádych. Je ideálny pre zložité diely, pri ktorých by stroj mohol mať problémy. Robotické kefovanie však poskytuje bezkonkurenčnú konzistenciu pri veľkoobjemových zákazkách. Váš výber závisí výlučne od špecifík projektu.
Kľúčové faktory rozhodovania
| Faktor | Ručné kefovanie | Robotické kefovanie |
|---|---|---|
| Zväzok | Nízka až stredná | Vysoká |
| Jednotnosť | Rôzne podľa prevádzkovateľa | Vysoká |
| Geometria dielu | Komplexné, zložité | Jednoduché až stredne ťažké |

Rozhodovanie medzi týmito metódami si vyžaduje dôkladné preskúmanie cieľov vášho projektu. Ani jedna z nich nie je univerzálne lepšia; jednoducho slúžia na rôzne účely dosiahnutia kvalitnej povrchovej úpravy kartáčovaného kovu.
Ručná povrchová úprava: dotyk remeselníka
Ručné kefovanie je ideálne pre prototypy alebo malé série. Vyhnete sa tak vysokým nákladom na nastavenie automatizácie. Skúsený technik sa dokáže orientovať v zložitých krivkách a jedinečných geometriách, ktoré by boli pre robotické rameno výzvou. Táto metóda umožňuje dosiahnuť vlastný, nerovnomerný povrch, ktorý môže byť pre určité výrobky veľmi žiaduci. Hlavnou nevýhodou je jej obmedzená škálovateľnosť a konzistencia závislá od operátora.
Robotické čistenie zubov: sila automatizácie
Ak potrebujete tisíce rovnakých dielov, robotické kefovanie je jasným víťazom. Počiatočná investícia je vyššia kvôli nákladom na programovanie a vybavenie. Náklady na jednotku však pri väčšom rozsahu výrazne klesajú. Roboty poskytujú vynikajúce opakovateľnosť procesu12, čím sa zabezpečí, že každá jednotlivá časť bude mať presne rovnaký povrch z brúseného kovu.
Porovnanie metód
| Aspekt | Ručné dokončovanie | Robotické kefovanie |
|---|---|---|
| Presnosť | Vyžaduje sa vysoká zručnosť | Trvalo vysoká |
| Rýchlosť | Pomalé | Rýchle |
| Škálovateľnosť | Chudobný | Vynikajúce |
| Náklady na prácu | Vysoká cena za kus | Nízka cena za kus |
V spoločnosti PTSMAKE pomáhame klientom pri tomto rozhodovaní. Analyzujeme dizajn dielov, objem výroby a rozpočet, aby sme vám odporučili najefektívnejšie porovnanie metód kefovania.
Správna voľba medzi manuálnym a robotickým čistením zubov je strategickým rozhodnutím. Vyvažuje potrebu remeselného detailu s požiadavkami na sériovú výrobu, konzistenciu a nákladovú efektívnosť finálnej povrchovej úpravy kartáčovaného kovu.
Brúsený kov v robotike: Kde sa stretáva priľnavosť, forma a funkčnosť
V robotike je dôležitý každý povrch. Povrchová úprava z brúseného kovu nie je len o vzhľade. Ponúka skutočné funkčné výhody pre kritické komponenty.
Zlepšené uchopenie kĺbových puzdier
Jemné drážky kartáčovaného povrchu sú príjemné na dotyk. To je dôležité pre robotické kĺby, ktoré potrebujú manuálne nastavenie alebo manipuláciu počas údržby.
Funkčné kontrolné plochy
Ovládacie panely a interaktívne povrchy na robotoch majú veľký prínos. Neodrazivý charakter brúseného povrchu znižuje oslnenie, vďaka čomu sú displeje a tlačidlá ľahšie čitateľné.
| Typ povrchovej úpravy | Úroveň uchopenia | Zníženie oslnenia |
|---|---|---|
| Leštený | Nízka | Chudobný |
| Matný | Stredné | Vynikajúce |
| Brúsené | Vysoká | Dobrý |
Textúra tiež poskytuje bezpečný úchop pre obsluhu, čo zvyšuje bezpečnosť a presnosť.
Použitie povrchovej úpravy z brúseného kovu sa rozširuje aj na iné časti, než len na časti určené pre používateľa. Používame ju na vnútorných komponentoch, kde je kľúčová odolnosť a výkon.
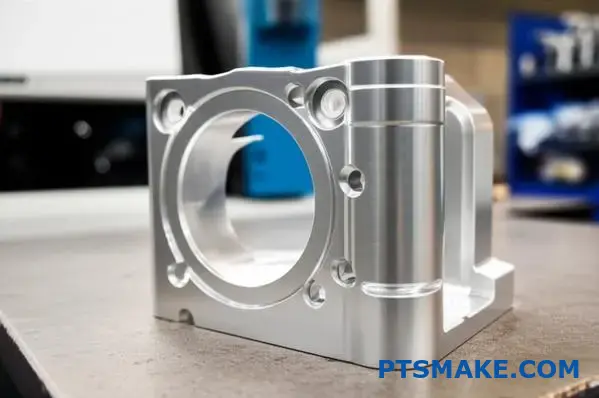
Úloha krytu motora s kefou
Skvelým príkladom je kryt motora s kefami. Zvýšená plocha v dôsledku procesu kefovania môže jemne pomôcť pri rozptyle tepla. Aj keď to nie je primárny účel, táto malá tepelná výhoda sa pri výkonných robotoch zvyšuje. Po niekoľkých testoch s klientmi sme zistili, že môže zlepšiť účinnosť chladenia s malou rezervou.
Povrchová úprava tiež pomáha maskovať drobné škrabance vzniknuté pri montáži alebo údržbe. Tým sa zachováva vzhľad komponentu počas jeho životnosti, čo je dôležité pre našich zákazníkov v spoločnosti PTSMAKE, ktorí si cenia dlhú životnosť.
Odolnosť v oblastiach s vysokou mierou opotrebenia
Smerové zrno kartáčovaného povrchu výborne zakrýva opotrebovanie. To je veľmi dôležité pre robotické komponenty, s ktorými sa často manipuluje alebo ktoré sú vystavené kontaktu. Zabezpečuje profesionálny vzhľad robota aj po intenzívnom používaní. Táto funkčná odolnosť je hlavným dôvodom, prečo si mnohí konštruktéri vyberajú túto povrchovú úpravu namiesto iných. Povrchová úprava zavádza kontrolovanú štruktúru, ktorá môže ovplyvniť anizotropný odraz13 svetla, čím sa znižuje rušivé oslnenie.
| Robotická súčiastka | Hlavná výhoda kartáčovanej povrchovej úpravy |
|---|---|
| Kĺbové puzdrá | Vylepšený ručný úchop |
| Kontrolné plochy | Znížené oslnenie, zvýšená hmatateľnosť |
| Puzdrá motorov | Menší odvod tepla, maskovanie opotrebenia |
Povrchy z brúseného kovu poskytujú v robotike rozhodujúce funkčné výhody. Zlepšujú priľnavosť puzdier kĺbov, znižujú odlesky na ovládacích plochách a zvyšujú odolnosť a tepelný výkon puzdier. To z nich robí viac než len estetickú voľbu; sú praktickým technickým riešením.
Kartáčované a tryskané: Strategické rozhodnutie o povrchu pre technické diely
Pri kozmetických dieloch je povrchová úprava najdôležitejšia. Je to prvá vec, ktorú váš zákazník vidí a ktorej sa dotýka. Diskusia o kartáčovanej a tryskanej povrchovej úprave je bežná.
Táto voľba priamo ovplyvňuje vnímanie používateľa. Vďaka nemu môže výrobok pôsobiť prémiovo alebo čisto funkčne.
Estetické a hmatové rozdiely
Povrchová úprava z brúseného kovu ponúka výraznú lineárnu štruktúru. Tento vzhľad sa často spája s luxusnou a špičkovou elektronikou.
Tryskanie korálkami vytvára jednotnú matnú štruktúru. Je hladká a neodráža sa. Táto povrchová úprava je jemná a moderná.
| Funkcia | Leštený povrch | Povrchová úprava tryskaním korálikov |
|---|---|---|
| Pozrite sa | Smerový, kovový lesk | Rovnomerné, matné, nelesknúce sa |
| Pocit | Textúra pozdĺž vlákien | Hladký, mierne matný |
| Odtlačky prstov | Môžu sa objaviť šmuhy | Dobre odoláva odtlačkom prstov |
| Vnímanie | Prémiové, dekoratívne | Moderné, úžitkové, čisté |
Kľúčom k identite značky je výber správnej textúry kefovania a tryskania. Je to strategické rozhodnutie, ktoré v spoločnosti PTSMAKE pomáhame klientom urobiť.

Aplikácie špecifické pre daný priemysel
Najlepšia povrchová úprava závisí od prostredia a účelu použitia výrobku. Rôzne odvetvia majú rôzne priority. To, čo sa hodí pre spotrebný gadget, nemusí byť vhodné pre zdravotnícke zariadenie.
Technika a spotrebná elektronika
Vo svete technológií je estetika prvoradá. Povrchová úprava z brúseného kovu na notebooku alebo reproduktore pôsobí prémiovým dojmom. Je to klasická voľba pre predmety s vysokou hodnotou.
Stále viac sa však presadzuje tryskanie guličkami. Ponúka čistý, minimalistický vzhľad, ktorý je v súlade s mnohými modernými technickými značkami. Lepšie tiež zakrýva drobné škrabance a odtlačky prstov.
Zdravotnícke pomôcky
V prípade zdravotníckych komponentov funkcia často prevažuje nad formou. Ideálny je korálkovo tryskaný povrch. Jeho nereflexná štruktúra znižuje oslnenie pri jasnom osvetlení operačnej sály.
Tento povrch sa tiež ľahšie čistí a účinne sterilizuje. Rovnomerná štruktúra zanecháva menej mikroskopických štrbín, v ktorých sa môžu ukrývať baktérie, v porovnaní s kartáčovaným povrchom. Zásady Tribológia14 tiež naznačujú, že jeho odolnosť proti opotrebovaniu je rovnomernejšia.
Elektrické vozidlá (EV) a automobilový priemysel
Priemysel elektrických vozidiel strategicky využíva obe povrchové úpravy.
| Oblasť použitia | Uprednostňovaná povrchová úprava | Odôvodnenie |
|---|---|---|
| Obloženie interiéru | Brúsený kov | Vytvára luxusný, špičkový pocit v kabíne. |
| Panely prístrojovej dosky | Tryskanie korálkami | Znižuje oslnenie pre bezpečnosť vodiča. |
| Vonkajšie akcenty | Obe stránky | Záleží na požadovanej estetike značky. |
| Funkčné časti | Tryskanie korálkami | Poskytuje odolný, čistý a moderný vzhľad. |
Rozhodnutie o textúre kefovania a tryskania tu vyvažuje luxus s bezpečnosťou a odolnosťou.
Pri kozmetických dieloch je rozhodujúca voľba medzi povrchovou úpravou kartáčovaním a tryskaním. Kartáčovaný kovový povrch často signalizuje prémiovú kvalitu, zatiaľ čo tryskanie korálikmi poskytuje moderný, funkčný a odolný povrch ideálny pre špecifické priemyselné aplikácie.
Od prototypu k výrobe: Ako zachovať konzistenciu kefovania vo veľkom meradle
Škálovanie povrchovej úpravy z brúseného kovu z jedného schváleného prototypu je bežnou výzvou. To, čo funguje pre jeden diel, nemusí fungovať pre tisíc. Kľúčom je plán škálovateľného procesu.
Tento plán zaručuje, že každá časť zodpovedá pôvodnej norme.
Rozvíjanie procesu čistenia zubov
Najprv musíme zdokumentovať každú premennú. Tým sa vytvorí opakovateľný recept na požadovaný kartáčovaný povrch. Považujeme to za základ pre sériovú výrobu.
Kľúčové parametre procesu
| Parameter | Špecifikácia | Metóda kontroly |
|---|---|---|
| Brúsny posyp | 240 Zrnitosť | Vizuálna kontrola a označovanie |
| Rýchlosť nástroja | 1 800 OTÁČOK ZA MINÚTU | Digitálny tachometer |
| Rýchlosť podávania | 15 mm/s | CNC programovanie |
| Tlak | 2,5 kg | Kalibrovaný silomer |
Táto dokumentácia odstraňuje dohady. Je prvým krokom k dosiahnutiu konzistentnosti brúsenej povrchovej úpravy tisícov dielov.

Ak chcete skutočne rozšíriť sortiment, potrebujete viac než len recept. Potrebujete systém overovania a priebežnej kontroly. Tu sa formálny plán kontroly kvality stáva nevyhnutným pre akúkoľvek serióznu výrobu.
Kontrola prvého článku (FAI)
FAI je rozhodujúca. Prvú časť vytvárame pomocou zdokumentovaného plánu procesu. Tento diel sa potom prísne kontroluje podľa všetkých špecifikácií. Stáva sa "zlatou vzorkou" alebo referenčnou hodnotou pre všetku nasledujúcu výrobu.
Po schválení prvého výrobku sa kvantifikujú jeho povrchové vlastnosti. Na stanovenie jasných a objektívnych noriem používame testery drsnosti povrchu a vizuálne vodítka. Tým sa vyhneme neskoršiemu subjektívnemu posudzovaniu.
Udržiavanie kvality pri objeme
Keď máme štandardnú sadu, udržiavame ju pomocou kontrolných bodov kontroly kvality. Implementujeme metódy ako napr. Štatistické riadenie procesov15 na monitorovanie procesu. To nám pomáha odhaliť akékoľvek odchýlky od normy skôr, ako sa stanú závažným problémom.
Pravidelné kontroly zabezpečujú vysokú konzistenciu kartáčovanej povrchovej úpravy počas celej výrobnej dávky.
Fázy QC pre škálovanie
| Etapa | Akcia | Účel |
|---|---|---|
| Prvý článok | Úplná kontrola podľa špecifikácie | Stanovenie referenčnej hodnoty kvality |
| V procese | Pravidelné kontroly (napr. každá 50. časť) | Včasné zachytenie odchýlok |
| Záverečná kontrola | Náhodný výber vzorky dávky | Overenie celkovej kvality dávky |
V spoločnosti PTSMAKE tento štruktúrovaný prístup zaručuje, že diely, ktoré naši klienti dostanú v konečnej zásielke, budú vyzerať rovnako dobre ako tie, ktoré schválili ako prvé.
Zdokumentovaný proces, overený kontrolou prvého výrobku a udržiavaný priebežnou kontrolou kvality, je jediným spôsobom, ako zabezpečiť konzistentnú povrchovú úpravu kartáčom vo veľkom rozsahu. Tento systematický prístup odstraňuje variabilitu a zaručuje predvídateľný, vysokokvalitný výsledok.
Kedy by ste sa mali vyhnúť kartáčovanému kovu? Prípady použitia, ktoré nefungujú
Povrchová úprava z brúseného kovu vyzerá fantasticky. Ponúka prémiový, štruktúrovaný vzhľad. Nie je to však univerzálne riešenie. V niektorých prípadoch je jeho výber plytvaním peniazmi a môže dokonca spôsobiť problémy.
Kedy sa to vráti?
Pre neviditeľné vnútorné komponenty
Prečo platiť za kozmetickú úpravu dielu, ktorý nikto nikdy neuvidí? Zvyšuje to zbytočné náklady bez toho, aby to prinieslo akýkoľvek funkčný úžitok.
V drsných chemických prostrediach
Jemné drážky kartáčovaného povrchu môžu zachytávať korozívne látky. To sťažuje čistenie dielu a môže urýchliť jeho degradáciu.
Pri aplikácii ďalšieho náteru
Ak plánujete diel natrieť farbou alebo práškovou farbou, bude kartáčovaná štruktúra skrytá. Jednoduchšia a cenovo výhodnejšia príprava povrchu je lepšia.
Tu je stručný návod:
| Situácia | Prečo sa vyhnúť kartáčovanej povrchovej úprave? | Lepšia alternatíva |
|---|---|---|
| Skryté časti | Zvyšuje zbytočné náklady | Obrábané alebo tryskané |
| Vystavenie chemickým látkam | Zachytáva kontaminanty | Elektrolytické leštenie alebo pasivácia |
| Predbežný náter | Vizuálne prvky sú zastreté | Pieskovanie |

Pozrime sa hlbšie na tieto zlé prípady použitia. Správny výber povrchovej úpravy je rozhodujúci z hľadiska rozpočtu aj výkonu. Je to rozhovor, ktorý často vediem s klientmi v spoločnosti PTSMAKE.
Problém so skrytými časťami
Pri výrobe sú vždy rozhodujúcim faktorom náklady. Pridávanie kartáčovanej povrchovej úpravy na vnútornú konzolu alebo skrytú podperu je čistým plytvaním. Funkcia sa nezlepší a estetický dojem sa stratí. Klientom vždy radíme, aby pre takéto diely používali povrchovú úpravu "ako opracované", aby optimalizovali svoj rozpočet.
Agresívne prostredia a riziká korózie
Práve štruktúra, ktorá robí kartáčovaný povrch atraktívnym, sa v určitých podmienkach stáva jeho najväčšou slabinou. Mikroskopické drážky alebo prúžky zväčšujú povrchovú plochu.
Pri pôsobení soli, kyselín alebo drsných čistiacich prostriedkov tieto drážky zachytávajú chemikálie. To môže viesť k lokalizovanej korózii, ktorú je ťažké vidieť a vyčistiť. Časom sa tým naruší integrita dielu. Toto je klasický príklad nevýhod kartáčovanej povrchovej úpravy.
Pre diely v týchto prostrediach je oveľa bezpečnejšou a odolnejšou voľbou hladšia povrchová úprava, napríklad elektrolytické leštenie. Vytvára pasívnu vrstvu, ktorá odoláva útokom.
Zbytočnosť pred náterom
Nanášanie náteru, ako je farba alebo prášková farba, si vyžaduje čistý, riadne pripravený povrch, aby sa dobre spojil. Kartáčovaný povrch je však estetickou voľbou, nie prípravnou.
Konečný náter úplne zakryje kefované línie. Lacnejší proces, ako je pieskovanie, vytvára lepší profil pre Priľnavosť substrátu16 a stojí menej. Neplaťte za vzhľad, ktorý sa len zakryje.
Brúsená povrchová úprava je skvelou kozmetickou voľbou, ale nie je to univerzálne riešenie. Vyhnite sa mu v prípade vnútorných komponentov, v korozívnom prostredí alebo na dieloch určených na iný náter. Výber správnej povrchovej úpravy šetrí peniaze a zlepšuje životnosť dielov.
Na type kovu záleží: Najlepšie základné materiály pre vysokokvalitný brúsený vzhľad
Výber správneho základného kovu je veľmi dôležitý. Konečný vzhľad a trvanlivosť povrchovej úpravy z brúseného kovu do veľkej miery závisí od vlastností materiálu. Nie všetky kovy dokážu rovnako dobre udržať kartáčovaný vzhľad.
Najlepší kovoví súperi
Hliník a nehrdzavejúca oceľ sú najlepšími voľbami. Ponúkajú skvelú rovnováhu medzi estetikou, výkonom a spracovateľnosťou. Každý z nich má jedinečné výhody pre rôzne aplikácie.
Kľúčové vlastnosti materiálu
Dobrý základný materiál musí dôsledne držať jemné línie kartáčovaného povrchu. Mal by tiež odolávať korózii a opotrebovaniu v priebehu času.
| Kov | Konzistentnosť povrchovej úpravy | Odolnosť proti korózii |
|---|---|---|
| Hliník | Vynikajúce | Dobrý (s eloxovaním) |
| Nerezová oceľ | Vynikajúce | Superior |
Toto rozhodnutie priamo ovplyvňuje životnosť a vizuálnu príťažlivosť výrobku.

Keď sa ponoríme do porovnania kartáčovaného hliníka a kartáčovanej nehrdzavejúcej ocele, rozdiely budú jasné. Každý materiál slúži na odlišné účely na základe svojich prirodzených vlastností. Pri výbere nejde len o vzhľad, ale o dlhodobý výkon.
Hliník: Ľahký a univerzálny
Brúsený hliník je cenený pre svoju nízku hmotnosť a vynikajúcu opracovateľnosť. Je to cenovo výhodná možnosť pre mnohé spotrebné elektronické a dekoratívne diely. Vyžaduje si však eloxovanú vrstvu na dosiahnutie optimálnej odolnosti proti korózii a poškriabaniu. To pridáva ďalší krok do procesu.
Nerezová oceľ: Odolný šampión
Brúsená nehrdzavejúca oceľ ponúka vynikajúcu pevnosť a odolnosť proti korózii. Je to vďaka obsahu chrómu, ktorý umožňuje Pasivácia17. Je ideálny do náročných prostredí, ako sú kuchyne alebo zdravotnícke zariadenia. Je ťažší a jeho obrábanie je zvyčajne drahšie ako obrábanie hliníka. Naše testy ukazujú, že jeho povrchová úprava je výnimočne odolná.
Podrobné porovnanie
| Funkcia | Brúsený hliník | Brúsená nehrdzavejúca oceľ |
|---|---|---|
| Hmotnosť | Ľahké | Ťažké |
| Trvanlivosť | Dobrý (keď je eloxovaný) | Vynikajúce |
| Náklady | Nižšie | Vyššie |
| Najlepšie pre | Elektronika, automobilové obloženie | Spotrebiče, zdravotnícky výstroj |
Najlepší materiál závisí od konkrétnych potrieb vášho projektu, pokiaľ ide o hmotnosť, odolnosť a rozpočet.
Výber správneho kovu je kľúčom k trvalej povrchovej úprave z brúseného kovu. Hliník ponúka ľahké a cenovo výhodné riešenie, zatiaľ čo nehrdzavejúca oceľ poskytuje bezkonkurenčnú trvanlivosť a odolnosť voči korózii. Pri konečnom rozhodovaní by sa malo vychádzať z konkrétneho použitia a prostredia vášho projektu.
Oživte svoje projekty z brúseného kovu pomocou PTSMAKE
Ste pripravení dosiahnuť bezchybnú povrchovú úpravu kartáčovaného kovu pre vašu ďalšiu priemyselnú aplikáciu? Kontaktujte teraz spoločnosť PTSMAKE, aby ste získali rýchlu a presnú cenovú ponuku a zistili, ako naše odborné znalosti v oblasti CNC obrábania a vstrekovania môžu zvýšiť odolnosť, estetiku a výkon vášho výrobku - od prototypu až po výrobu!

Zistite, ako táto optická vlastnosť ovplyvňuje odraz svetla a vzhľad materiálu. ↩
V našom sprievodcovi sa dozviete, ako smerová úprava ovplyvňuje trvanlivosť a výkonnosť materiálu. ↩
Zistite, ako táto vlastnosť ovplyvňuje vizuálne a mechanické vlastnosti vašich kartáčovaných dielov. ↩
Preskúmajte, ako veda o dotyku ovplyvňuje dizajn produktov a spokojnosť používateľov. ↩
Zistite, ako táto smerová vlastnosť ovplyvňuje vizuálny vzhľad aj funkčnosť. ↩
Zistite, ako smerové vlastnosti ovplyvňujú vzhľad aj výkon vašich dielov. ↩
Zistite, ako táto vlastnosť ovplyvňuje vizuálnu konzistenciu povrchovej úpravy kartáčovaného kovu. ↩
Pochopenie rôznych brúsnych materiálov a ich vplyvu na konečný povrch a presnosť rozmerov. ↩
Pochopte, ako táto vlastnosť rozptylu svetla ovplyvňuje výber materiálu v optických a robotických systémoch. ↩
Zistite, prečo táto vlastnosť zaručuje, že vaše komponenty budú spoľahlivo fungovať pri prevádzkovom zaťažení a zachovajú si svoj tvar. ↩
Zoznámte sa s technickými normami na meranie a špecifikáciu textúry povrchovej úpravy kartáčovaného kovu. ↩
Pochopte, ako robotická konzistencia ovplyvňuje kvalitu vašich výrobkov a hospodárske výsledky. ↩
Zistite, ako táto vlastnosť rozptylu svetla ovplyvňuje vizuálnu kvalitu a kontrolu robotických komponentov. ↩
Pochopte, ako veda o povrchu ovplyvňuje trvanlivosť, trenie a dlhodobú výkonnosť dielov. ↩
Prečítajte si, ako táto metodika založená na údajoch zabezpečuje konzistentnú kvalitu v hromadnej výrobe. ↩
Zistite, ako príprava povrchu ovplyvňuje pevnosť spojenia medzi kovom a jeho povlakom. ↩
Zistite, ako tento chemický proces prirodzene chráni nehrdzavejúcu oceľ a predlžuje životnosť výrobku. ↩






