

Mnohí inžinieri sa snažia dosiahnuť konzistentné, vysoko kvalitné a číre eloxované povrchy na hliníkových dieloch. Proces sa zdá byť jednoduchý, ale jemné premenné pri výbere zliatiny, predbežnej úprave a kontrole procesu môžu spôsobiť rozdiel medzi brilantným, ochranným povrchom a sklamaním, pruhovaným výsledkom, ktorý nespĺňa špecifikácie.
Čisté eloxovanie je elektrochemický proces, pri ktorom sa na povrchu hliníka vytvára priehľadná vrstva oxidu hlinitého, čím sa zvyšuje odolnosť proti korózii a tvrdosť povrchu, pričom sa zachováva prirodzený vzhľad kovu vďaka kontrolovanej oxidácii v kyslom elektrolyte.

Táto príručka pokrýva všetko od výberu zliatiny a premenných procesu až po kontrolu kvality a reálne aplikácie. Naučíte sa, ako určiť správnu povrchovú úpravu pre váš projekt, vyhnúť sa bežným chybám a efektívne spolupracovať s dodávateľom eloxovania, aby ste dosiahli požadované výsledky.
V čom sa líši číre eloxovanie od farebného eloxovania?
Pri výbere povrchovej úpravy hliníkových dielov sa často vyskytuje otázka: Aký je skutočný rozdiel medzi čírym a farebným eloxovaním?
Základný proces je takmer identický. Konečné ciele sú však celkom odlišné.
Hlavný cieľ
Čisté eloxovanie slúži na ochranu dielu. Zvyšuje odolnosť proti korózii a zároveň zachováva prirodzený kovový vzhľad hliníka.
Farebné eloxovanie pridáva vizuálny prvok. Používa farbivo na dosiahnutie špecifickej farby pre značenie alebo funkčné kódovanie.
Tu je stručný prehľad ich hlavných účelov.
| Typ eloxovania | Primárny cieľ | Estetický výsledok |
|---|---|---|
| Číre eloxovanie | Ochrana, odolnosť | Prirodzený kovový lesk |
| Farebné eloxovanie | Ochrana, estetika | Špecifická, konzistentná farba |
Tento výber často závisí od dizajnu vášho produktu a funkčných požiadaviek.

Oba procesy začínajú rovnakým elektrochemickým krokom. Na povrchu hliníka vytvoríme odolnú poréznu oxidovú vrstvu. Táto vrstva je kľúčová pre ochranné vlastnosti eloxovania. Skutočné rozdiely nastávajú hneď po vytvorení tejto vrstvy.
Fáza farbenia: Kľúčový rozdiel
Pri farebnom eloxovaní sa diel ponorí do farbiaceho kúpeľa. Porézny anodická oxidová vrstva1 nasáva farbivo. Takto získavame tie žiarivé, trvácne farby. Hĺbku farby možno regulovať dĺžkou ponorenia a koncentráciou farbiva.
Po farbení sa časť utesní. Tento dôležitý krok uzavrie póry a farbu trvalo zachytí. Farba sa tak stane neoddeliteľnou súčasťou povrchu.
Cesta k čistým eloxovaným dielom
Čisté eloxované diely úplne vynechávajú farbiaci kúpeľ. Po vytvorení oxidovej vrstvy prechádzajú priamo do fázy utesnenia. Tento proces utesňuje nefarbenú, poréznu vrstvu.
Poskytuje rovnakú vynikajúcu odolnosť proti korózii a opotrebeniu. Zachováva však surový, opracovaný vzhľad hliníka. To je často žiaduce pre priemyselné alebo minimalistické dizajny.
Kroky procesu zdôrazňujú túto jedinú, ale významnú zmenu.
| Číslo kroku | Proces číreho eloxovania | Proces eloxovania farieb |
|---|---|---|
| 1 | Predbežná úprava (čistenie/leptanie) | Predbežná úprava (čistenie/leptanie) |
| 2 | Eloxovanie (rast oxidovej vrstvy) | Eloxovanie (rast oxidovej vrstvy) |
| 3 | Oplachovanie | Oplachovanie |
| 4 | Tesnenie | Farbenie |
| 5 | - | Oplachovanie |
| 6 | - | Tesnenie |
Voľba ovplyvňuje estetiku aj čas výroby.
Základný rozdiel spočíva v jednom kroku. Čisté eloxovanie uprednostňuje ochranu pri zachovaní prirodzeného vzhľadu kovu. Farebné eloxovanie pridáva fázu farbenia, aby sa farba vtlačila do povrchovej vrstvy pred utesnením, čím poskytuje ochranu aj špecifickú estetiku.
Ktoré zliatiny hliníka sú najvhodnejšie pre číre eloxovanie?
Výber správnej zliatiny hliníka je kľúčový pre úspešnú číru eloxovanú povrchovú úpravu. Prísady zliatiny majú priamy vplyv na konečný vzhľad.
Hlavnými vinníkmi sú prvky ako meď a kremík. Po eloxovaní môžu spôsobiť zakalenie, sivý alebo nažltlý odtieň.
Preto sú niektoré zliatiny vhodnejšie ako iné.
Vhodnosť zliatiny pre číre eloxovanie
Série 5xxx a 6xxx sú vynikajúcou voľbou. Vytvárajú skutočne transparentnú a jednotnú anodickú vrstvu.
Série 2xxx a 7xxx sú však náročné. Ich vysoký obsah medi a zinku vedie k sfarbeniu.
Tu je stručný návod:
| Séria zliatin | Primárny legujúci prvok | Vhodnosť pre číre eloxovanie |
|---|---|---|
| 5xxx | Horčík (Mg) | Vynikajúce |
| 6xxx | Horčík (Mg) a kremík (Si) | Vynikajúce |
| 2xxx | Meď (Cu) | Slabý / Náročná |
| 7xxx | Zinok (Zn) | Slabý / Náročná |

Bližšie pohľad na metalurgiu
Rozdiel spočíva v štruktúre kovu. Pri našej práci v PTSMAKE vždy najskôr skontrolujeme špecifikácie materiálu. Tento krok zabraňuje nákladným chybám v budúcnosti.
Náročné zliatiny: série 2xxx a 7xxx
Zliatiny s vysokým obsahom medi (2xxx) alebo zinku (7xxx) sú náročné. Tieto prvky tvoria výrazné intermetalické zlúčeniny2 v hliníkovej matrici.
Tieto častice sa neanodizujú rovnomerne s okolitým hliníkom. Môžu sa anodizovať buď inou rýchlosťou, alebo vôbec. Výsledkom je nerovnomerný, často zafarbený povrch. Napríklad zliatina 2024 často nadobúda matnú šedú farbu.
Vynikajúce zliatiny: série 5xxx a 6xxx
Naopak, zliatiny sérií 5xxx a 6xxx sú ideálne pre číre eloxované povrchové úpravy. Ich primárne prvky, horčík a kremík, sú rozpustnejšie v hliníku.
Vďaka tomu vzniká homogénnejší materiál. Počas eloxovania oxidová vrstva rastie rovnomerne, čo vedie k jasnému, konzistentnému a ochrannému povrchu. Zliatina 6061 je z tohto dôvodu obľúbenou voľbou.
| Skupina Alloy Group | Metalurgické správanie | Čistý eloxovaný výsledok |
|---|---|---|
| Vynikajúci (5xxx, 6xxx) | Legujúce prvky sú dobre rozpustené. | Jednotná, priehľadná vrstva oxidu. |
| Náročné (2xxx, 7xxx) | Tvorí nerovnomerné intermetalické častice. | Zmenená farba, zakalený alebo sivý povrch. |
Výber zliatiny je najdôležitejším faktorom pre kvalitný číry eloxovaný povrch. Prvky zliatiny, ako je meď a zinok, spôsobujú zmenu farby, zatiaľ čo série 5xxx a 6xxx poskytujú najlepšiu čírosť a konzistenciu vďaka svojim metalurgickým vlastnostiam.
Aké sú základné vlastnosti číreho eloxovaného povrchu?
Číra eloxovaná povrchová úprava nielen chráni, ale aj podstatne zlepšuje základné vlastnosti hliníka. Tento proces vytvára neuveriteľne tvrdú ochrannú vrstvu oxidu hlinitého.
Táto vrstva nie je povlakom, ale súčasťou kovu. Výrazne zlepšuje výkon funkčných častí.
Zvýšená odolnosť proti korózii
Vrstva oxidu hlinitého je chemicky stabilná. Pôsobí ako silná bariéra. Chráni spodný hliník pred vlhkosťou, soľou a inými korozívnymi prvkami.
Zvýšená tvrdosť povrchu
Táto nová vrstva je tiež mimoriadne tvrdá. Táto vlastnosť priamo zvyšuje odolnosť proti oderu a poškriabaniu.
| Vlastníctvo | Surový hliník | Číry eloxovaný hliník |
|---|---|---|
| Korózia | Nízky odpor | Vysoká odolnosť |
| Tvrdosť | Soft | Veľmi ťažké |
| Nosiť | Náchylný na škrabance | Odolný proti oderu |
Vďaka tomu je ideálny pre diely, ktoré sú pravidelne v kontakte alebo sa často používajú.

Kúzlo týchto výhod spočíva v samotnej vrstve oxidu hlinitého. Táto vrstva vzniká elektrochemickým procesom. V podstate vyrastá priamo zo základnej hliníkovej časti.
Ako funguje oxidová vrstva
Na rozdiel od farby sa nemôže odlupovať ani odlupovať. Vrstva je prirodzene porézna a má veľmi organizovanú štruktúru. Po hlavnom procese tieto póry zvyčajne utesníme. Tento krok uzamkne ochranné vlastnosti.
V minulých projektoch v PTSMAKE sme videli, ako dôležité je správne tesnenie. Zabezpečuje maximálnu odolnosť proti korózii v náročných aplikáciách.
Táto kontrolovaná oxidácia vytvára povrch, ktorý je oveľa tvrdší ako pôvodný hliník. Tvrdosť pochádza z jeho hustoty, kryštalickej štruktúry, šesťhranná stĺpová štruktúra3. Táto štruktúra je kľúčová pre jej odolnosť.
Porozumenie dielektrickej pevnosti
Ďalšou kľúčovou výhodou je elektrická izolácia. Surový hliník je skvelý vodič. Vrstva oxidu hlinitého je však vynikajúci elektrický izolant. Tomuto javu sa hovorí vysoká dielektrická pevnosť.
| Funkcia | Vplyv na výkon |
|---|---|
| Integrálna vrstva | Neodlupuje sa ani neštiepi |
| Uzavreté póry | Maximalizuje odolnosť proti korózii |
| Kryštálová štruktúra | Zaisťuje vysokú tvrdosť a odolnosť proti opotrebeniu |
| Povaha oxidu | Ponúka vynikajúcu elektrickú izoláciu |
Táto vlastnosť zaisťuje jasný eloxovaný povrch, ktorý je ideálny pre elektronické kryty. Môže zabrániť skratom a chrániť citlivé vnútorné komponenty.
Vrstva oxidu hlinitého poskytuje trojicu funkčných výhod. Zaisťuje výnimočnú odolnosť proti korózii, vynikajúcu tvrdosť povrchu na ochranu proti oderu a spoľahlivú elektrickú izoláciu, čím zvyšuje odolnosť a výkonnosť dielu.
Ako sa definuje a kontroluje ‘čistota’ povrchovej úpravy?
Dosiahnutie dokonalého lesku povrchovej úpravy nie je otázkou šťastia. Je to výsledok starostlivo kontrolovaných krokov. Konečný vzhľad vo veľkej miere závisí od povrchu suroviny.
Časť začína s konkrétnou textúrou. Predstavte si leštenú, kefovanú alebo matnú povrchovú úpravu.
Predbežná úprava určuje vzhľad
Pred eloxovaním pripravíme povrch. Chemické úpravy môžu povrch buď leptat, aby získal matný vzhľad, alebo ho vyleštiť, aby bol lesklý. Voľba je tu rozhodujúca pre konečný výsledok eloxovania.
| Predbežná úprava | Vplyv na povrch | Výsledná jasnosť |
|---|---|---|
| Chemické leptanie | Vytvára mikroskopickú drsnosť | Rozptýlené, matné |
| Rozjasňovanie | Vyhladzuje povrch | Vysoká, reflexná |
Táto počiatočná fáza vytvára základ pre všetko, čo nasleduje.

Skutočná čistota závisí od dvoch faktorov. Čistoty vrstvy oxidu hlinitého a štruktúry kovu pod ňou. Prvým krokom je bezchybný podklad.
Veda za leskom
Proces eloxovania vytvára priehľadnú oxidovú vrstvu. Ak je táto vrstva čistá a rovnomerná, jasne odráža povrch pod ňou. Akékoľvek nečistoty alebo nerovnosti zakalia povrch a znížia jeho vizuálnu atraktívnosť. Konečný vzhľad vo veľkej miere závisí od toho, ako svetlo interaguje s povrchom, čo je princíp známy ako zrkadlový odraz4.
Kontrola pre dokonalý výsledok
V spoločnosti PTSMAKE riadime všetky premenné. Začína to výberom správnej zliatiny hliníka. Niektoré zliatiny, ako napríklad 6063, poskytujú jasnejší povrch ako iné, napríklad tie s vysokým obsahom kremíka.
Sledujeme tiež dôsledne chemické zloženie predúpravy a parametre eloxovania. Tým zabezpečujeme dokonalý rast oxidovej vrstvy. Konzistentné výsledky vyžadujú takúto úroveň presnosti.
| Kontrolný faktor | Vplyv na jasnosť | Prístup spoločnosti PTSMAKE |
|---|---|---|
| Výber zliatiny | Vysoká; niektoré zliatiny sú čistejšie | Poradíme vám pri výbere optimálnych zliatin |
| Príprava povrchu | Vysoká; definuje textúru | Presne kontrolované chemické kúpele |
| Proces eloxovania | Vysoká; ovplyvňuje čistotu oxidu | Prísne monitorovanie parametrov |
Kontrolou týchto faktorov zabezpečujeme našim klientom vždy predvídateľný a vysoko kvalitný číry eloxovaný povrch.
Čistota povrchovej úpravy je výsledkom konštrukčného riešenia, nie náhody. Je to súhrn pripraveného podkladu, presnej predbežnej úpravy a dokonale kontrolovaného procesu eloxovania. Konečný vzhľad je priamym odrazom starostlivosti venovanej každej fáze výroby.
Štandard Go-To: Porozumenie norme MIL-A-8625
Pri diskusii o čírom eloxovaní je najdôležitejšia jedna norma: MIL-A-8625.
Ide o špecifikáciu amerických ozbrojených síl. Je to však de facto globálny štandard pre eloxovanie. Poskytuje jasný, spoločný jazyk.
Pre dosiahnutie jasného eloxovaného povrchu sa zameriavame na dve kľúčové časti. Ide o typ II a triedu 1. Tým sa zabezpečí, že všetci budú na rovnakej vlne.
| Špecifikácia | Popis | Bežné používanie |
|---|---|---|
| MIL-A-8625 | Vojenská špecifikácia pre anodické povlaky | Priemyselný štandard |
| Typ II | Anodizovanie kyselinou sírovou | Dekoratívne a ochranné |
| Trieda 1 | Nebarvené (prírodná povrchová úprava) | Číre eloxovanie |
Tento rámec zabraňuje nedorozumeniam. Je kľúčový pre dosiahnutie konzistentných výsledkov.

MIL-A-8625 nie je len dokument. Je to základ pre jasnú komunikáciu. Odstraňuje dohady z procesu. Keď inžinier špecifikuje "čisté eloxovanie", táto norma definuje, čo to znamená v technických termínoch.
Tým sa predchádza nákladným chybám. Zabezpečuje sa tak, že finálny diel zodpovedá pôvodnému zámeru návrhu. V spoločnosti PTSMAKE sa na tento štandard spoliehame každý deň.
Typy anodických povlakov
MIL-A-8625 opisuje niekoľko typov povlakov. V prípade čírych povrchových úprav sa zameriavame na typ II. Používa kyselinu sírovú na vytvorenie povlaku strednej hrúbky. Je ideálny pre odolnosť proti korózii a čistý vzhľad.
Líši sa od typu III, alebo tvrdého eloxovania. Typ III vytvára oveľa hrubšiu a tvrdšiu vrstvu pre aplikácie s vysokou mierou opotrebenia.
Triedy anodických povlakov
Norma tiež definuje dve triedy. Tu prichádza do hry pojem "jasný".
- Trieda 1: To znamená, že povrchová úprava nie je farbená. Zachová si prirodzený, číry vzhľad anodickej vrstvy. Toto je špecifikácia pre skutočne číru eloxovanú povrchovú úpravu.
- Trieda 2: Táto trieda zahŕňa pridávanie farebných farbív do povlaku po elektrolytická pasivácia5 proces.
Tu je jednoduchý prehľad:
| Označenie | Význam | Výsledok |
|---|---|---|
| MIL-A-8625 typ II, trieda 1 | Kyselina sírová, nefarbená | Štandardná číra eloxovaná povrchová úprava. |
| MIL-A-8625 typ II, trieda 2 | Kyselina sírová, farbená | Farebná eloxovaná povrchová úprava. |
Preto je špecifikácia "MIL-A-8625, typ II, trieda 1" najpresnejším spôsobom, ako požiadať o štandardnú číru eloxovanú súčasť. Nezanecháva žiadny priestor na interpretáciu.
Stručne povedané, MIL-A-8625 je základný štandard. Špecifikácia typu II pre proces a triedy 1 pre povrchovú úpravu zaručuje vysokokvalitný, nefarbený, číry eloxovaný povlak. Táto presnosť je kritická pre predvídateľné výsledky výroby, čo je princíp, ktorý v spoločnosti PTSMAKE dôsledne dodržiavame.
Aké sú hlavné typy procesov číreho eloxovania?
Keď hovoríme o čírom eloxovaní, nejde o univerzálny proces. Priemyselný štandard MIL-A-8625 opisuje hlavné typy. Každý z nich môže vytvoriť číry alebo priehľadný povrch.
Ich vlastnosti a najlepšie použitie sa však výrazne líšia. Výber správneho produktu je kľúčový pre výkon vašej súčiastky.
Pozrime sa na hlavné typy, ktoré môžu viesť k čisté eloxované povlak.
| Typ eloxovania | Spoločný názov | Kľúčová funkcia |
|---|---|---|
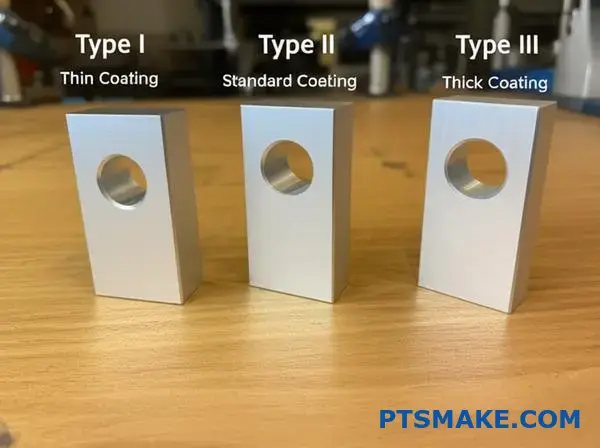
| Typ I | Eloxovanie kyselinou chrómovou | Najtenšia vrstva, zachováva únavovú pevnosť |
| Typ II | Eloxovanie kyselinou sírovou | Štandardná dekoratívna, dobrá odolnosť proti korózii |
| Typ III | Eloxovanie tvrdým povlakom | Najhrubšia vrstva, maximálna tvrdosť |
Pochopenie rozdielov je kľúčom k správnej voľbe pre váš projekt. V spoločnosti PTSMAKE denne sprevádzame klientov týmto výberovým procesom. Ide o vyváženie estetiky a funkčných požiadaviek.
Typ II: Štandardná voľba
Typ II, alebo eloxovanie kyselinou sírovou, je najbežnejší proces pre dekoratívne účely. čisté eloxované povrchová úprava. Vytvára poréznu oxidovú vrstvu, ktorá poskytuje dobrú odolnosť proti korózii. Je ideálna pre spotrebnú elektroniku a architektonické komponenty.
Typ III: Trvanlivá voľba
Typ III, alebo eloxovanie s tvrdým povlakom, uprednostňuje funkčnosť pred vzhľadom. Hoci je často farbený na čierno, jeho prirodzený stav je číry, sivý alebo bronzový povrch. Farba závisí od zliatiny hliníka a hrúbky povlaku. Jeho hlavnou výhodou je extrémna tvrdosť a odolnosť proti opotrebeniu. Vďaka tomu je ideálny pre priemyselné diely s vysokou mierou opotrebenia.
Typ I: Výber špecialistu
Typ I, alebo eloxovanie kyselinou chrómovou, vytvára najtenší anodický film. To je dôležité pre diely s prísnymi toleranciami a v leteckých aplikáciách. Má minimálny vplyv na únavovú pevnosť materiálu. Proces používa iný elektrolytický roztok6 v porovnaní s typom II a III.
Tu je krátke porovnanie na základe našich skúseností s projektom:
| Funkcia | Typ I (kyselina chrómová) | Typ II (kyselina sírová) | Typ III (tvrdý náter) |
|---|---|---|---|
| Typická hrúbka | 0.00005" - 0.0001" | 0.0002" - 0.001" | 0.001" - 0.004" |
| Primárne použitie | Letecký priemysel, presné súčiastky | Dekoratívne, všeobecné použitie | Komponenty s vysokou opotrebenosťou |
| Vzhľad | Priehľadný až sivý | Jasné | Číra, sivá alebo bronzová |
Výber správneho procesu číreho eloxovania – typ I, II alebo III – závisí výlučne od potrieb vašej aplikácie, od estetického vzhľadu až po extrémnu odolnosť proti opotrebeniu. Každý typ ponúka jedinečnú rovnováhu vlastností, aby sa zabezpečilo, že vaša súčiastka bude fungovať podľa predpokladov.
Ako rôzne série zliatin ovplyvňujú konečný vzhľad?
Výber správnej zliatiny hliníka je veľmi dôležitý. To platí najmä pre čisté eloxované dokončenie. Číslo série vám povie, čo je v zmesi. Tieto prísady menia konečný vzhľad.
Rozdiel medzi jasným a zakaleným
Niektoré zliatiny majú jasný, čistý povrch. Iné môžu mať žltkastý alebo sivý odtieň. Tento rozdiel je zásadný pre výber vášho dizajnu.
| Skupina Alloy Group | Typický eloxovaný vzhľad |
|---|---|
| 1xxx, 3xxx, 5xxx, 6xxx | Jasné, priehľadné |
| 2xxx, 7xxx | Nažltlá, sivastá, menej číra |
Porozumenie tohto základného rozdielu je prvým krokom. Pomáha to zvládnuť očakávania týkajúce sa vzhľadu konečného produktu.

Rozdiel spočíva v chémii. Prvky zliatiny reagujú počas procesu eloxovania jedinečným spôsobom. To je to, čo vytvára vizuálne rozdiely.
Zliatiny ideálne pre číre eloxovanie
Séria 6xxx, najmä 6061 a 6063, je obľúbenou voľbou. V spoločnosti PTSMAKE ju často odporúčame pre kozmetické diely. Obsah horčíka a kremíka vytvára konzistentný, lesklý povrch.
Podobne sa veľmi dobre eloxujú aj série 5xxx (horčík) a 3xxx (mangán). Séria 1xxx, ktorá je takmer čistým hliníkom, poskytuje najčistejší možný povrch.
Zliatiny, ktoré predstavujú výzvu
Série 2xxx a 7xxx sú iný prípad. Ide o vysoko pevné zliatiny. Často sa používajú na konštrukčné diely, kde vzhľad nie je dôležitý.
Meď v zliatinách série 2xxx môže po eloxovaní spôsobiť žltkastý alebo dokonca hnedastý odtieň. Zinok v zliatinách série 7xxx má tendenciu spôsobiť sivastý alebo niekedy matný žltý vzhľad. Tieto prvky tvoria mikroskopické intermetalické zlúčeniny7 ktoré nie sú rovnomerne eloxované.
Tu je podrobnejší rozpis založený na našich skúsenostiach s projektmi.
| Séria zliatin | Primárny legujúci prvok | Spoločné čisté eloxované Výsledok | Najlepší prípad použitia pre vzhľad |
|---|---|---|---|
| 1xxx | Žiadne (99%+ Al) | Mimoriadne jasný, svetlý | Dekoratívne, odrazové povrchy |
| 3xxx | Mangán (Mn) | Veľmi dobrá čírosť, jasný | Všeobecné použitie, riad na varenie |
| 5xxx | Horčík (Mg) | Vynikajúca čistota, jasný | Námorné, architektonické časti |
| 6xxx | Horčík (Mg) a kremík (Si) | Vynikajúca čistota, jasný | Extrudované profily, kozmetické diely |
| 2xxx | Meď (Cu) | Žltkastý/hnedý odtieň, zakalený | Nie je určené pre kozmetické číre povrchové úpravy |
| 7xxx | Zinok (Zn) | Sivastý/žltkastý odtieň, zakalený | Nie je určené pre kozmetické číre povrchové úpravy |
Preto vždy s našimi klientmi diskutujeme o konečnom použití. Tým sa zabezpečí, že vybraný materiál spĺňa mechanické aj estetické požiadavky.
Voľba zliatiny je pre vzhľad nepodstatná. Pre jasný, čisté eloxované dokončenie, zostaňte pri sériách 1xxx, 3xxx, 5xxx alebo 6xxx. Séria 2xxx a 7xxx je silná, ale výsledok bude farebný a menej číry.
Ako sa kategorizujú bežné chyby pri eloxovaní?
Aby sme mohli efektívne riešiť problémy, zoskupujeme chyby do kategórií. To nám pomáha rýchlo identifikovať príčinu problému. Vyhneme sa tak dohadom a ušetríme čas.
Kľúčové je pochopiť tieto skupiny. Zjednodušuje to diagnostiku akéhokoľvek jasne eloxovaného dielu. Hlavné kategórie súvisia s procesom, manipuláciou a samotným materiálom.
Hlavné kategórie chýb
| Kategória | Bežné príklady |
|---|---|
| Súvisiace s procesom | Pálenie, mäkký povlak, vrypy |
| Súvisiace s manipuláciou | Škrabance, stopy po regáloch, odtlačky prstov |
| Súvisiace s materiálom | Pruhy, zafarbenie, pásy |
Kategorizácia chýb zefektívňuje náš proces kontroly kvality. V spoločnosti PTSMAKE používame tento rámec na zabezpečenie toho, aby každá súčasť spĺňala špecifikácie. Je to praktický prístup k zložitému procesu.
Chyby súvisiace s procesom
Tieto problémy vznikajú počas samotného procesu eloxovania. Typickými príčinami sú faktory ako nesprávna teplota, hustota prúdu alebo koncentrácia chemických látok. Napríklad príliš silný prúd môže diel "spáliť" a vytvoriť tmavý, drsný povrch.
Chyby súvisiace s manipuláciou
K týmto poškodeniam dochádza pred alebo po procese eloxovania. Bežnými príkladmi sú škrabance spôsobené nesprávnym skladovaním alebo viditeľné stopy po regáloch. Hoci niektoré stopy po regáloch sú nevyhnutné, ich umiestnenie je kritické a vopred sa plánuje so zákazníkom.
Chyby súvisiace s materiálom
Surová zliatina hliníka môže tiež spôsobiť chyby. Problémy, ako sú extruzné línie alebo odchýlky v zložení zliatiny, môžu byť viditeľné po eloxovaní. Niektoré nečistoty v kove, ako napríklad intermetalické častice8, môže spôsobiť vznik dierok alebo malých dutín. Preto je výber materiálu od začiatku taký dôležitý.
| Pôvod poruchy | Primárna príčina | Diagnostická stopa |
|---|---|---|
| Proces | Nesprávne parametre nádrže | Vada je rovnomerná alebo sa vyskytuje v celej sérii. |
| Spracovanie | Fyzický kontakt | Náhodné, neopakujúce sa stopy, ako napríklad škrabance |
| Materiál | Zloženie zliatiny/nečistoty | Sleduje smer zrna materiálu alebo extrudovania |
Klasifikácia chýb do kategórií súvisiacich s procesom, manipuláciou a materiálom je veľmi dôležitá. Poskytuje logický plán riešenia problémov, ktorý zaručuje rýchlejšie a presnejšie riešenia na dosiahnutie dokonalého číreho eloxovaného povrchu. Tento systematický prístup znižuje množstvo odpadu a zlepšuje konzistentnosť každého projektu.
Aké sú kľúčové ukazovatele výkonnosti pre tento povrch?
Povrchová úprava je viac než len pekný povrch. Jej skutočná hodnota spočíva v jej vlastnostiach. Musíme sa spoliehať na objektívne údaje, nie len na vzhľad.
Kľúčové ukazovatele poskytujú tieto údaje. Informujú nás o tom, ako sa povlak bude správať v reálnych podmienkach. To je kľúčové pre zabezpečenie spoľahlivosti.
Základné atribúty kvality
Zameriavame sa na štyri kľúčové oblasti. Každá z nich sa meria pomocou špecifických testov podľa priemyselných noriem. Tým sa zabezpečujú konzistentné a spoľahlivé výsledky pre každú časť.
| Metrické | Spoločný test | Účel |
|---|---|---|
| Hrúbka | Vírny prúd/mikrometer | Zabezpečuje riadnu ochranu |
| Korózia | Slaný sprej (ASTM B117) | Predpovedá životnosť v náročných podmienkach |
| Oter | Taberov test | Meranie odolnosti proti opotrebeniu |
| Tesnenie | Test na farbenie škvrnami | Overuje integritu povlaku |

Je veľmi dôležité podrobne porozumieť týmto metrikám. Pomôže vám to presne špecifikovať, čo potrebujete pre svoju aplikáciu. Rozložme si, prečo je každý test dôležitý.
Hrúbka povlaku (mikróny alebo mily)
Hrúbka je otázkou rovnováhy. Ak je príliš tenká, diel nemá dostatočnú ochranu. Ak je príliš hrubá, môže sa stať krehkou alebo zmeniť kritické rozmery dielu. Pre čisté eloxované presná hrúbka zaručuje, že sa perfektne hodí do zostavy.
Odolnosť proti korózii (hodiny v soľnej hmle)
Test so soľným sprejom (ASTM B117) je zrýchlený korózny test. Napodobňuje roky vystavenia drsným podmienkam prostredia za niekoľko sto hodín. Na základe našich testov je stanovenie požadovaného počtu hodín kľúčové pre diely používané vonku alebo v korozívnych prostrediach.
Odolnosť proti oderu (Taberov test)
Tento test meria odolnosť proti opotrebeniu a treniu. Na povrchu sa otáča závažný brúsny kotúč. Počítame cykly, kým sa neobjaví podklad. Tieto údaje sú kľúčové pre pochopenie tribologické vlastnosti9 povrchovej úpravy, najmä pre pohyblivé časti.
| Parameter testu | Popis |
|---|---|
| Testovacie zaťaženie | Hmotnosť (v gramoch) aplikovaná na brúsne kotúče. |
| Typ kolesa | Konkrétny použitý brúsny kotúč (napr. CS-10, H-18). |
| Cykly | Počet otáčok pred poruchou alebo vyhodnotením. |
Kvalita tesnenia (test farbením)
Eloxované povlaky sú porézne. Tesnenie uzatvára tieto póry. Test farbením odhalí akékoľvek chyby v tesnení. Zlé tesnenie vystavuje diel korózii, bez ohľadu na hrúbku povlaku.
Tieto metriky transformujú subjektívne hodnotenie kvality na objektívne, overiteľné údaje. Tým sa zaručuje, že hotové komponenty fungujú presne podľa návrhu, čo zabezpečuje spoľahlivosť a dlhú životnosť konečného produktu.
Aké premenné ovplyvňujú matný alebo lesklý vzhľad povrchu?
Konečný vzhľad eloxovanej súčiastky nie je náhodný. Je výsledkom série premyslených rozhodnutí. Tieto rozhodnutia môžeme rozdeliť do dvoch hlavných kategórií.
Po prvé, samotný materiál hrá obrovskú úlohu. Po druhé, chemické procesy, ktoré používame, sú rovnako dôležité.
Vlastnosti substrátu
Počiatočný stav hliníka je základný. Zliatina a jej počiatočná povrchová úprava vytvárajú predpoklady pre konečný vzhľad.
Voľby procesu
Spôsob chemického ošetrenia materiálu určuje výsledok. Leptanie a leštenie sú kľúčové kroky, ktoré určujú konečnú textúru a lesk.
| Faktor | Prispieva k matnému vzhľadu | Prispieva k jasnosti |
|---|---|---|
| Substrát | Hrubá počiatočná úprava povrchu | Hladký počiatočný povrch |
| Proces | Dlhé alkalické leptanie | Chemické zosvetlenie namáčením |

Pozrime sa bližšie na to, ako tieto premenné fungujú. Dosiahnutie dokonalého matného alebo lesklého povrchu vyžaduje kontrolu materiálu aj procesu.
Substrát: Východiskový bod
Výber zliatiny
Rôzne zliatiny hliníka reagujú odlišne. Napríklad zliatina 6061 má po eloxovaní tendenciu vytvárať menej lesklý povrch ako zliatina radu 5xxx. Je to spôsobené obsahom kremíka.
Počiatočná povrchová úprava
Časť, ktorá je mechanicky vyleštená pred akýmkoľvek chemickým ošetrením, bude mať prirodzene lesklejší povrch. Naopak, povrch ošetrený tryskáním guľôčkami bude mať matný vzhľad. Kľúčová je počiatočná textúra. To platí najmä pre číry eloxovaný povrch.
Proces: Chemický dotyk
Príprava povrchu pred eloxovaním je veľmi dôležitá. Správny chemický kúpeľ môže úplne zmeniť profil povrchu.
Alkalické leptanie je kľúčovým krokom. Dlhší čas leptania vytvára difúznejší povrch, ktorý rozptyľuje svetlo. Výsledkom je matný vzhľad. Tento proces jemne odstraňuje materiál a vytvára mikrohrubosť.
Aby sme dosiahli lesklý povrch, často používame špeciálny chemický prostriedok na leštenie. Tento proces vyhladzuje povrch na mikroskopickej úrovni. Hladší povrch zvyšuje zrkadlový odraz10, ktoré naše oči vnímajú ako jasné alebo zrkadlové.
| Krok procesu | Vplyv na povrch | Vizuálny výsledok |
|---|---|---|
| Dlhé leptanie | Zvyšuje mikrorozmernosť | Matný |
| Krátke leptanie | Minimálna zmena | Zachováva pôvodný povrch |
| Jasný pokles | Znižuje mikrorozmernosť | Jasný / Zrkadlový |
| Bez poklesu | Bez chemického leštenia | Závisí od podkladu |
V našich projektoch v spoločnosti PTSMAKE starostlivo vyvažujeme tieto premenné. Spolupracujeme s klientmi, aby sme zliatinu a proces prispôsobili ich požadovanej estetike a zabezpečili konzistentné výsledky od prototypu až po výrobu.
Dosiahnutie konkrétneho matného alebo lesklého povrchu nie je žiadna mágia. Je to výsledok kontrolovania vlastností suroviny a použitých chemických procesov, od počiatočnej textúry povrchu až po trvanie alkalického leptania a použitie leštiacich kúpeľov.
Ako vyberáte predbežné úpravy pre požadovaný povrch?
Výber správnej predúpravy nie je len predbežným krokom. Je to základ pre konečnú úpravu. Voľba priamo ovplyvňuje estetiku a funkčnosť. Váš konečný cieľ určuje cestu.
Pre jasný, lesklý vzhľad
Ak potrebujete lesklý povrch podobný zrkadlu, chemické leštenie je tou správnou metódou. Tento proces vyhladzuje povrch na mikroskopickej úrovni, čím zvyšuje jeho odrazivosť.
Pre saténovo matný povrch
Pre jednotný, nereflektívny vzhľad je ideálne alkalické leptanie. Vytvára jemný saténový vzhľad, ktorý účinne zakrýva drobné nedokonalosti povrchu.
Keď sú detaily rozhodujúce
Ak je najdôležitejšie zachovať ostré hrany a zložité obrobené detaily, najlepšie je ľahké leptanie alebo jednoduché čistenie. Tým sa zabráni odstráneniu nadbytočného materiálu.
| Požadovaná povrchová úprava | Odporúčaná predbežná úprava |
|---|---|
| Jasný, zrkadlový | Chemické zosvetlenie |
| Uniform, saténovo matný | Alkalické leptanie |
| Zachované detaily | Ľahké leptanie / čistenie |

Bližšie pohľad na metodiku rozhodovania
Správny výber závisí nielen od estetiky. Musíte zohľadniť materiál dielu, jeho konečné použitie a rozmerové tolerancie. Napríklad agresívne leptanie poskytuje skvelý matný povrch, ale odstraňuje materiál. To môže byť problém v prípade dielov s prísnymi toleranciami.
V spoločnosti PTSMAKE klientom pomáhame prejsť týmto procesom. Začíname s požadovaným výsledkom a postupujeme spätne. Tým sa zabezpečí, že predbežná úprava vylepší diel, namiesto toho, aby narušila jeho dizajn. Cieľom je vyvážiť vizuálnu príťažlivosť s funkčnými požiadavkami.
Napríklad časť, ktorá vyžaduje odolnosť čisté eloxované Povrchová úprava môže prejsť špecifickým leptaním, aby sa zabezpečila optimálna priľnavosť povlaku a konzistentný vizuálny vzhľad. Tento proces je starostlivou rovnováhou. Interakcia chemického roztoku s povrchom kovu vytvára špecifický druh rozptylu svetla alebo zrkadlový odraz11, čím sa definuje jeho konečný vzhľad.
| Faktor | Lesklý povrch | Matný povrch | Zachovanie detailov |
|---|---|---|---|
| Primárny cieľ | Vysoká odrazivosť | Nízke oslnenie, rovnomernosť | Dodržiavanie tolerancií |
| Spoločná metóda | Chemické zjasnenie | Alkalické leptanie | Ľahké čistenie / deoxidácia |
| Riziko | Môže odhaliť chyby | Odstránenie drobného materiálu | Nesmie skrývať nedostatky |
Voľba predbežnej úpravy je strategickým rozhodnutím. Vyvažuje vizuálny cieľ s funkciou dielu. Pre úspešný výsledok je kľúčové zosúladenie povrchovej úpravy – či už lesklej, matnej alebo detailnej – so správnou metódou.
Ako sa vykonáva nedestruktívna kontrola hrúbky filmu?
Použitie meradla vírivých prúdov je veľmi jednoduché. Ide o priemyselný štandard na meranie nevodivých povlakov. Patrí sem napríklad farba alebo priehľadná eloxovaná vrstva na nekovových kovoch.
Takto to robíme v PTSMAKE.
Krok 1: Kalibrácia
Najskôr kalibrujeme meradlo. Tým zabezpečíme, že naše merania budú od začiatku presné. Na tento účel používame neopláštenú časť alebo certifikované normy.
Krok 2: Meranie
Ďalej umiestnime sondu na povrch. Musí byť pevná a kolmá. Táto jednoduchá činnosť zabraňuje skresleným výsledkom.
Krok 3: Priemerovanie
Nakoniec vykonáme viacero meraní. Zmeriame niekoľko kľúčových bodov a potom vypočítame priemernú hodnotu výsledkov, aby sme získali spoľahlivú konečnú hodnotu hrúbky.
| Krok | Akcia | Účel |
|---|---|---|
| 1 | Kalibrácia meradla | Zabezpečenie presnosti |
| 2 | Správne umiestnenie sondy | Získajte správne hodnoty |
| 3 | Priemerné hodnoty | Získajte spoľahlivú celkovú hrúbku |

Dôležitosť presnosti v každom kroku
Získanie spoľahlivého merania nie je len o umiestnení sondy na povrch. Každý krok je dôležitý pre kontrolu kvality. To platí najmä pre diely s prísnymi toleranciami, kde záleží na každom mikróne.
Prečo je kalibrácia nevyhnutná
Kalibrácia stanovuje základnú úroveň presnosti. V spoločnosti PTSMAKE vždy kalibrujeme na presne rovnakom substráte ako testovaná súčasť. Meradlo kalibrované na jednej zliatine hliníka môže na inej zliatine vykazovať odlišné hodnoty. Teplota môže tiež ovplyvniť namerané hodnoty, preto súčasťe a meradlá aklimatizujeme.
Tento proces sa opiera o princíp Elektromagnetická indukcia12. Sonda generuje meniace sa magnetické pole. To indukuje vírivé prúdy v kovovom substráte. Hrúbka povlaku ovplyvňuje silu týchto prúdov, ktoré meria meradlo.
Ovládanie umiestnenia sondy
Umiestnenie sondy má nesmierny význam. Na zakrivených povrchoch môže byť na zabezpečenie stability potrebný špeciálny adaptér. Treba sa tiež vyhnúť meraniu príliš blízko okraja. To môže narušiť magnetické pole a spôsobiť nesprávne namerané hodnoty.
| Bežná chyba | Dôsledky | Najlepšia prax |
|---|---|---|
| Naklonená sonda | Nepresné nízke hodnoty | Umiestnite pevne a kolmo |
| Meranie hrán | Nepresné vysoké/nízke hodnoty | Zostaňte niekoľko milimetrov od okrajov |
| Hrubý povrch | Nestabilné hodnoty | Priemerný počet bodov z blízkej vzdialenosti |
Dôvody pre výpočet priemeru
Jedno meranie môže byť zavádzajúce. Eloxované povlaky môžu mať na povrchu mierne odchýlky. Vďaka viacerým meraniam na významných plochách a ich zpriemerovaniu získame skutočné údaje o celkovej hrúbke vrstvy, čím zabezpečíme, že diel spĺňa špecifikácie.
Použitie meradla vírivých prúdov si vyžaduje starostlivú kalibráciu, presné umiestnenie sondy a zrážanie viacerých meraní. Dodržanie týchto krokov zaručuje presné, nedestruktívne meranie hrúbky filmu, čo je kľúčové pre zabezpečenie kvality vo výrobe a splnenie špecifikácií zákazníka.
Ako môžete presne odhadnúť náklady na eloxovanie?
Pojďme odhalit tajemství nákladů na eloxování. Není to žádné tajné umění. Jedná se o praktický vzorec založený na jasných, hmatatelných faktorech. Můžeme jej zjednodušit, abychom získali spolehlivý odhad.
Hlavné faktory ovplyvňujúce náklady
Cena je primárne určená dvoma hlavnými faktormi. Sú to čas spracovania a povrchová plocha dielu. Predstavte si to ako maľovanie steny.
Maľovanie väčšej steny je nákladnejšie. Hrubšia vrstva farby vyžaduje viac času a materiálu. Eloxovanie funguje na veľmi podobnom princípe.
Základná formula
Tu je jednoduchý spôsob, ako si predstaviť náklady:
| Faktor | Popis | Vplyv na náklady |
|---|---|---|
| Plocha povrchu | Celková plocha vašej časti, ktorá má byť pokrytá. | Vyššie |
| Čas v nádrži | Ako dlho je diel v eloxovacom kúpeli. | Vyššie |
| Spracovanie | Zložitosť bezpečného ukladania dielov do regálov. | Vyššie |
Tento jednoduchý rámec vám pomôže porozumieť akejkoľvek ponuke, ktorú dostanete.
Urobme tento vzorec praktickejším. Podrobnosti v rámci týchto faktorov sú tým, čo skutočne určuje konečnú cenu, ktorú zaplatíte za svoje komponenty.
Výpočet povrchovej plochy
V prípade jednoduchých tvarov, ako sú bloky alebo dosky, je to jednoduché. Stačí použiť základnú geometriu. V prípade zložitejších dielov je najlepším nástrojom váš CAD softvér. Ten dokáže vypočítať celkovú plochu jediným kliknutím. Toto číslo vždy poskytnite svojmu dodávateľovi, aby vám mohol vypracovať presnú cenovú ponuku.
Hrúbka a čas eloxovania
Požadovaná hrúbka povlaku priamo ovplyvňuje dobu skladovania v nádrži. Hrubší, odolnejší čisté eloxované dokončenie vyžaduje dlhšie ponorenie. To spotrebuje viac elektrickej energie a chemikálií, čo zvyšuje celkové náklady. Vzťah medzi prúdom, časom a nanášaním povlaku sa riadi Faradayove zákony elektrolýzy13.
Vplyv regálovania a manipulácie
To je často skrytý faktor ovplyvňujúci náklady. Diely musia byť bezpečne upevnené na regáloch, aby sa zabezpečilo rovnomerné pokovovanie a elektrický kontakt. Zložité tvary môžu byť veľmi ťažké umiestniť na regály.
Táto obtiažnosť zvyšuje priame náklady na pracovnú silu. Ešte dôležitejšie je, že nesprávne regálovanie môže viesť k vzniku kontaktných stôp alebo iných kvalitatívnych chýb.
Tu je všeobecná predstava o tom, ako zložitosť ovplyvňuje náklady:
| Zložitosť regálov | Príklad | Násobiteľ nákladov |
|---|---|---|
| Jednoduché | Ploché dosky, pevné bloky | 1.0x |
| Mierne | Diely s niektorými priechodnými otvormi alebo krivkami | 1,2x – 1,5x |
| Komplex | Zložité geometrie, hlboké dutiny | 1,5x – 2,0x+ |
V rámci našej práce v spoločnosti PTSMAKE často navrhujeme na mieru vyrobené regály pre komplexné projekty, aby sme zaistili kvalitu a optimalizovali náklady.
Pri odhade nákladov na eloxovanie sa zameriavajte na tri kľúčové premenné. Vypočítajte celkovú plochu povrchu, zohľadnite čas potrebný na dosiahnutie požadovanej hrúbky a posúďte zložitosť manipulácie s dielom pri ukladaní do regálov. Tieto faktory sú hlavnými determinantmi konečnej ceny.
Aké sú osvedčené postupy pri údržbe eloxovaných povrchov?
Údržba eloxovaného hliníka je prekvapivo jednoduchá. Nepotrebujete žiadne agresívne chemikálie ani drsné čistenie. Kľúčom je jemné a pravidelné čistenie.
Tento prístup zachováva ochrannú anodickú vrstvu. Zabezpečuje, že vaše diely si zachovajú svoj vzhľad a funkčnosť po celé roky. Správna starostlivosť zabraňuje nákladným výmenám v budúcnosti. Tieto pokyny vždy poskytujeme pre diely, ktoré vyrábame.
Jemný prístup
Vždy začnite s najmiernejšou metódou čistenia. Na väčšinu nečistôt a špiny zvyčajne stačí jednoduchý roztok jemného mydla a vody.
Kľúčom je dôslednosť
Pravidelné čistenie zabraňuje hromadeniu nečistôt. Vďaka tomu je každé čistenie jednoduchšie a účinnejšie. Chráni integritu povrchu v priebehu času.

Eloxovanie vytvára tvrdú, poréznu vrstvu oxidu. Hoci je táto vrstva odolná, je citlivá na niektoré chemikálie. Agresívne čistiace prostriedky môžu túto ochrannú vrstvu odstrániť.
Toto poškodenie môže viesť k zafarbeniu a korózii. Po poškodení anodickej vrstvy je odhalený hliník pod ňou. Poškodenie je často nezvratné bez opätovného eloxovania celej časti.
Porozumenie chemickému vplyvu
Predstavte si anodickú vrstvu ako štít. Silné kyseliny a zásady pôsobia na tento štít ako kladivá. Chemicky napádajú a rozpúšťajú oxid hlinitý. Preto je pH stupnica14 vášho čistiaceho prostriedku je tak dôležitá. Najbezpečnejšie je neutrálne pH.
V spoločnosti PTSMAKE kladieme dôraz na starostlivosť po výrobe. Krásne opracované a čisté eloxované časť si zaslúži riadnu údržbu. Zabezpečuje, aby povrchová úprava odrážala naše štandardy kvality počas celej jej životnosti.
| Odporúčané čistiace prostriedky | Čistiace prostriedky, ktorým sa treba vyhnúť |
|---|---|
| Jemné mydlo alebo čistiaci prostriedok | Brúsne prášky alebo čistiace hubky |
| Voda (najlepšie destilovaná) | Čistiace prostriedky s obsahom silných kyselín (nízke pH) |
| Rozpúšťadlá ako petrolej alebo terpentín | Čistiace prostriedky s vysokým obsahom zásad (vysoké pH) |
| Mäkká handrička alebo špongia | Oceľová vlna alebo iné tvrdé kefy |
Tento jednoduchý graf pomáha našim klientom vyhnúť sa bežným chybám. Dodržiavanie týchto pravidiel chráni ich investície a zabezpečuje dlhodobú výkonnosť.
Údržba eloxovaných povrchov je veľmi jednoduchá. Na bežné čistenie používajte jemné mydlo a vodu. Rozhodne sa vyhnite abrazívnym, vysoko kyslým alebo alkalickým chemikáliám. Táto jednoduchá údržba zachová ochrannú vrstvu, čím zabezpečí odolnosť a trvalý povrch vašich komponentov.
Ako možno efektívne opraviť poškodený eloxovaný povrch?
Mnoho ľudí verí, že poškodený eloxovaný povrch stačí len "opravit". Ide o bežný omyl. Skutočná oprava je kompletná renovácia, nie rýchle natretie farbou.
Jediná skutočná riešenie
Jediný správny spôsob, ako napraviť poškodenie, je začať od začiatku. To znamená úplné odstránenie starej vrstvy. Potom povrch opäť povrchovo upravíme a celú časť znovu eloxujeme.
Mýtus o opravách vs. realita
| Mýtus | Realita |
|---|---|
| Retušovacie perá fungujú. | Pokrývajú iba škody, ale neopravujú ich. |
| Je to rýchle riešenie. | Je to starostlivý, viacetapový proces. |
| Čiastočné opravy sú v poriadku. | To vedie k nerovnomernému a slabému výsledku. |
Tento kompletný proces zaručuje jednotný a trvalý povrch.

Oprava eloxovaného povrchu je zložitejšia, ako sa zdá. Jednoduché retušovacie farby sa nedokážu chemicky spojiť s oxidom hlinitým. Výsledkom je slabá, dočasná oprava, ktorá sa rýchlo odlupuje.
Krok 1: Chemické odstraňovanie
Najskôr sa diel ponorí do chemického kúpeľa. Tento roztok je vyvinutý tak, aby rozpustil poškodené Anodická vrstva15 bez poškodenia základného hliníkového substrátu. Tento krok je kľúčový pre vytvorenie čistého základu pre nový povrch.
Krok 2: Oprava povrchu
Po odstránení povrchovej úpravy skontrolujeme holý hliník. Ak sú na ňom hlboké škrabance alebo ryhy, musia sa mechanicky odstrániť. To môže zahŕňať jemné brúsenie, leštenie alebo tryskacie čistenie, aby sa obnovil hladký, rovnomerný povrch. Správny povrch je nevyhnutný.
Krok 3: Opätovné eloxovanie celej časti
Nakoniec sa diel opäť podrobí kompletnému procesu eloxovania. Tým sa zabezpečí, že nová ochranná vrstva bude rovnomerná po celom povrchu. To je dôležité z hľadiska ochrany aj estetiky, najmä v prípade čisté eloxované dokončenie, kde je dôležitá jednotnosť.
| Krok procesu | Účel | Kľúčové úvahy |
|---|---|---|
| Chemický pásik | Odstráňte starú eloxovanú vrstvu | Používajte správne chemikálie, aby nedošlo k poškodeniu hliníka. |
| Opravte povrch | Odstráňte fyzické nedokonalosti | Musí zodpovedať pôvodnej štruktúre povrchu |
| Opätovné eloxovanie | Naneste novú ochrannú vrstvu | Zabezpečuje rovnomernú hrúbku a vzhľad |
V spoločnosti PTSMAKE je to jediná metóda, ktorej dôverujeme, že poskytuje bezchybný výsledok ako nový.
Účinná oprava eloxovaného povrchu nie je jednoduchá úprava. Vyžaduje si kompletný trojfázový proces: chemické odstránenie starej vrstvy, povrchovú úpravu základného kovu a následné opätovné eloxovanie celej časti, aby sa zabezpečil trvalý a dokonale rovnomerný povrch.
Prečo bolo pre kryty spotrebnej elektroniky zvolené číre eloxovanie?
Pozrime sa na známy predmet: prémiový notebook. Prečo je jeho kovové puzdro na dotyk tak príjemné a vyzerá tak čisté? Odpoveďou je často číre eloxovanie.
Tento povrch nie je len na okrasu. Je to inteligentná technická voľba. Zachováva prirodzený kovový lesk hliníka, ale pridáva odolnú ochrannú vrstvu. Táto voľba spája eleganciu s praktickou odolnosťou.
Dokonalá rovnováha formy a funkcie
Rozhodnutie použiť číru eloxovanú povrchovú úpravu vychádza z vyváženia viacerých potrieb. Dizajnéri chcú elegantný, moderný vzhľad. Inžinieri potrebujú, aby bol odolný a funkčný.
| Funkcia | Surový hliník | Číry eloxovaný hliník |
|---|---|---|
| Pozrite sa | Matný, náchylný na škvrny | Jasný, prémiový metalický |
| Pocit | Mäkký, ľahko poškriabateľný | Tvrdý, hladký povrch |
| Konzistentnosť | Môže sa líšiť | Jednotný a čistý |
Tento proces ponúka to najlepšie z oboch svetov.
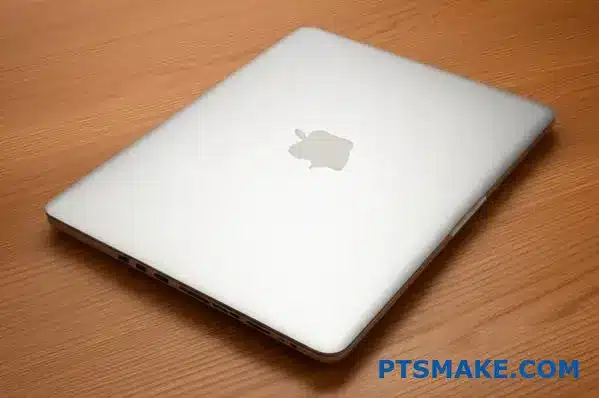
Zamyslite sa znovu nad tým notebookom. Hliníkové telo ho robí neuveriteľne ľahkým a pomáha odvádzať teplo. Ale surový hliník je mäkký, ľahko sa poškriabe a vedie elektrinu. Tu sa stáva nevyhnutným číre eloxovanie.
Tento proces vytvára na povrchu tvrdú keramickú vrstvu oxidu hlinitého. Táto vrstva je integrovaná do kovu, nie je len nanesená na povrchu. Preto sa neodlupuje ani neolupuje ako farba.
Trvanlivosť spojená s elektrickou bezpečnosťou
Táto tvrdá vrstva výrazne zlepšuje odolnosť proti poškriabaniu. Pri našich testoch v PTSMAKE sme zistili, že odoláva každodennému opotrebeniu oveľa lepšie ako neupravený hliník. Vďaka tomu zariadenie vyzerá ako nové oveľa dlhšie.
Ďalšou dôležitou výhodou je elektrická izolácia. Vrstva oxidu hlinitého je vynikajúci elektrický izolant. Vytvára nevodivú vrstvu.
Tým sa zabráni skratu, ak sa vnútorné vodiče dotknú krytu. Chráni to aj používateľa. Vysoká kvalita materiálu dielektrická pevnosť16 je kľúčovou bezpečnostnou funkciou, najmä v kompaktných elektronických konštrukciách.
| Vlastníctvo | Výhody pre elektroniku |
|---|---|
| Odolnosť proti poškriabaniu | Udržuje prémiový vzhľad v priebehu času |
| Nízka hmotnosť | Zlepšuje prenosnosť a používateľský komfort |
| Nevodivý | Zabraňuje skratom, zabezpečuje bezpečnosť |
Táto kombinácia ľahkej pevnosti, odolnosti a elektrickej bezpečnosti robí z eloxovaného hliníka jasnú voľbu. Je to rozhodnutie založené na výkone a skúsenostiach používateľov, čo je niečo, čo uprednostňujeme pri výrobe našich komponentov.
Čisté eloxovanie ponúka pre elektroniku perfektnú trojicu: prémiový vzhľad, vysokú odolnosť proti poškriabaniu a nevodivý povrch pre bezpečnosť. Vďaka tomu je ideálnou voľbou pre ľahké hliníkové puzdrá, ktoré kombinujú estetiku s nevyhnutnou funkčnou ochranou vnútorných komponentov.
Určite najlepší eloxovaný povrch pre vonkajšie architektonické použitie.
Výber správnej povrchovej úpravy pre vonkajšie architektonické hliníkové prvky je veľmi dôležitý. Potrebujete riešenie, ktoré odolá slnku, dažďu a teplotným zmenám po celé desaťročia. Cieľom je maximálna odolnosť.
Takže, čo je najlepšia voľba? Predovšetkým je potrebné uprednostniť UV stabilitu a odolnosť proti korózii. Štandardná eloxovaná povrchová úprava nemusí byť dostatočná.
Na základe našich skúseností s projektom PTSMAKE vieme, že konkrétna kombinácia faktorov poskytuje najlepší dlhodobý výkon. Túto špecifikáciu vám podrobne vysvetlíme.

Zhrňme to do jasnej špecifikácie. Pre akékoľvek vonkajšie architektonické použitie odporúčame povrchovú úpravu, ktorá spĺňa normu MIL-A-8625. Konkrétne odporúčame typ II, trieda 1.
Typ II používa kyselinu sírovú, ktorá vytvára odolnú ochrannú vrstvu. Trieda 1 znamená, že nie je farbený. Toto je bežne známe ako čisté eloxované dokončiť. Keďže neobsahuje žiadne organické farbivá, pri vystavení silnému UV žiareniu sa farba nevybledne. To je veľká výhoda.
Skutočným kľúčom k dlhej životnosti je však hrúbka. Štandardné eloxovanie môže byť príliš tenké. Odporúčame hrúbku povlaku medzi 18 a 25 mikrónmi. To spĺňa normu AAMA 611 pre architektonické použitie. Táto väčšia hrúbka porézny oxid hlinitý17 vrstva poskytuje vynikajúcu ochranu proti korózii a oderu.
Nakoniec je dôležitý proces tesnenia. Vysoko kvalitné dvojstupňové tesnenie, ktoré často zahŕňa tesnenie horúcou vodou a následné chemické tesnenie, zabezpečuje ochranu. Tým sa zaručí, že póry sú úplne uzavreté, čím sa zabráni akémukoľvek vniknutiu vplyvov prostredia.
| Špecifikácia | Odporúčanie | Dôvod |
|---|---|---|
| Štandard | MIL-A-8625 | Zabezpečuje kvalitu a konzistentnosť. |
| Typ | Typ II | Vynikajúca odolnosť proti korózii. |
| Trieda | Trieda 1 (čisté eloxovanie) | Vynikajúca odolnosť voči UV žiareniu, bez vyblednutia. |
| Hrúbka | 18–25 mikrónov | Splňuje normu AAMA 611 pre odolnosť. |
| Tesnenie | Vysoko kvalitný dvojstupňový | Maximalizuje ochranu proti korózii. |
Pre vonkajšie architektonické časti je optimálnou voľbou MIL-A-8625 typ II, trieda 1 (čisté eloxované) povrchová úprava. Zabezpečte hrúbku 18–25 mikrónov a dvojstupňové tesnenie pre maximálnu stabilitu voči UV žiareniu a odolnosť voči korózii, čím zaručíte dlhodobú výkonnosť.
Je možné číre eloxovanie prispôsobiť pre použitie v medicínskych implantátoch?
Použitie číreho eloxovania pre lekárske implantáty je pokrokový koncept. Nie je to štandardná prax. Je to preto, že požiadavky na zdravotnícke pomôcky sú mimoriadne vysoké. Ľudské telo je citlivé prostredie.
Čistota je všetko
Chemikálie používané v tomto procese musia byť absolútne čisté. Akákoľvek kontaminácia môže spôsobiť negatívnu reakciu u pacienta. To si vyžaduje prísne kontroly procesu.
Oxidová vrstva
Eloxovaná vrstva musí byť tiež bezchybná. Nesmie mať žiadne praskliny ani defekty. Takéto chyby by sa mohli stať miestami korózie alebo rastu baktérií.
| Materiál | Kľúčová výzva pre implantáty | Typické lekárske použitie |
|---|---|---|
| Hliník | Potenciálne vyluhovanie iónov | Externé zariadenia, kryty |
| Titán | Stanovená norma | Vnútorné implantáty, kĺby |

Výskum číreho eloxovaného hliníka pre implantáty posúva hranice. Hlavnou výzvou je zaistenie úplnej bezpečnosti pacienta. To presahuje jednoduchú odolnosť proti korózii. Hlavnými problémami sú čistota materiálu a konečná integrita povrchu.
Biokompatibilita a tesnenie
Vrstva oxidu hlinitého je vo všeobecnosti inertná. Problémom však môžu byť tesniace prostriedky používané na uzavretie pórov. Mnohé bežné tesniace prostriedky nie sú bezpečné pre vnútorné použitie. Biokompatibilita18 je najdôležitejším faktorom. Musíme dokázať, že konečný povrch nepoškodí ľudské tkanivo.
Kontrast s titánovým eloxovaním
Titan je priemyselným štandardom pre implantáty. Jeho oxidová vrstva, často vytvorená prostredníctvom eloxovania typu II, je známa ako vysoko biokompatibilná a stabilná. Na rozdiel od eloxovania hliníka zvyčajne nevyžaduje samostatný krok utesnenia, čím sa odstraňuje hlavný zdroj potenciálnej kontaminácie.
V spoločnosti PTSMAKE rozumieme riadeniu procesov. Pri každej aplikácii s vysokými špecifikáciami je každý krok od získavania chemických látok až po konečnú kontrolu zdokumentovaný a overený.
| Funkcia | Číry eloxovaný hliník | Anodizovanie titánu typu II |
|---|---|---|
| Základný materiál | Hliníkové zliatiny | Titánové zliatiny (napr. Ti-6Al-4V) |
| Krok utesnenia | Obvykle požadované | Nevyžaduje sa |
| Biokompatibilita | Sporné (závisí od tesniaceho materiálu) | Vynikajúci, dobre etablovaný |
| Primárna výzva | Overovanie bezpečnosti tesniacich materiálov a vrstiev | Konzistentnosť procesu |
Prispôsobenie číreho eloxovania pre lekárske implantáty je významnou výzvou. Tento proces vyžaduje absolútnu čistotu a bezchybný, biokompatibilný povrch, čo je v porovnaní s overenou bezpečnosťou eloxovania titánu veľká prekážka.
Ako možno zvýšiť udržateľnosť procesu eloxovania?
Prekročenie základných požiadaviek na súlad s predpismi si vyžaduje inovácie. Môžeme výrazne znížiť environmentálny dopad eloxovania.
To znamená inteligentnejšiu chémiu, energetickú efektívnosť a lepšie hospodárenie so zdrojmi. Pozrime sa na niektoré kľúčové opatrenia, ktoré môžeme prijať.
Kľúčové oblasti pre udržateľnú inováciu
V tabuľke nižšie sú uvedené niektoré významné zmeny. Tieto zmeny nás posúvajú smerom k ekologickejšej výrobe.
| Oblasť | Tradičná metóda | Udržateľné riešenie |
|---|---|---|
| Deoxidácia | Šesťmocný chróm | Deoxidanty bez obsahu chrómu |
| Tesnenie | Vysokoteplotná para | Tesnenia pre stredné teploty |
| Oplachovanie | Statické nádrže | Oplachovanie rozprašovaním/protiprúdom |
| Používanie kyselín | Likvidovať | Obnova a recyklácia |

Prijatie inteligentnejšej chémie
Deoxidanty bez obsahu chrómu
Šesťmocný chróm je známy karcinogén. Prechod na alternatívy bez chrómu je nevyhnutný z hľadiska bezpečnosti a životného prostredia. Tieto moderné zloženia fungujú dobre bez ťažkej regulačnej záťaže. Táto zmena chráni ľudí aj planétu.
Zvyšovanie energetickej a vodnej efektívnosti
Tesnenie pri strednej teplote
Pri tradičnom tesnení sa často používa vriaca voda. To spotrebováva obrovské množstvo energie. V rámci našej práce v PTSMAKE sme zistili, že tesnenia so strednou teplotou sú vysoko účinné.
Pracujú pri nižších teplotách, čím znižujú náklady na energiu. Výnimočne dobre fungujú pri povrchových úpravách, ako je číry eloxovaný hliník, pričom zachovávajú kvalitu a šetria zdroje.
Pokročilé techniky oplachovania
Na výrazné zníženie spotreby vody môžeme použiť postrekovanie alebo protiprúdové oplachovanie. Táto jednoduchá zmena minimalizuje množstvo odpadovej vody. Znižuje tiež náklady a zložitosť úpravy vody.
Uzavretie cyklu pomocou systémov na regeneráciu
Investície do regenerácie kyselín znamenajú zásadnú zmenu. Technológie ako difúzna dialýza19 nám umožňujú spätne získavať a opätovne využívať kyseliny z procesu. Táto prax znižuje množstvo chemického odpadu a náklady na nákup. Účinne premieňa tok odpadu na cenný zdroj pre zariadenie.
Vďaka zavedeniu nechrómových deoxidantov, energeticky úsporných tesnení, efektívneho oplachovania a regenerácie kyselín vytvárame skutočne udržateľný proces. Je to prínosom pre životné prostredie, bezpečnosť pracovníkov a prevádzkovú efektívnosť.
Ako eloxovať diely pre následné laserové gravírovanie?
Kombinácia eloxovania s laserovým gravírovaním je obľúbenou voľbou. Tento proces vyžaduje starostlivé plánovanie, aby sa dosiahli optimálne výsledky. Laser funguje tak, že odstraňuje eloxovanú vrstvu. Tým sa odhalí surový hliník pod ňou.
Úloha hrúbky povlaku
Kľúčovým faktorom je hrúbka eloxovanej vrstvy. Má priamy vplyv na konečný vzhľad. Hrubšia vrstva poskytuje lepší kontrast. Platí to pre farebné aj číre eloxované povrchy.
| Hrúbka (mikróny) | Výsledok gravírovania | Odporúčanie |
|---|---|---|
| < 8 | Slabý kontrast, riziko poškodenia | Neodporúča sa |
| 10 – 15 | Dobrý kontrast, čisté línie | Ideálny rozsah |
| > 18 | Hlboký kontrast, pomalšie gravírovanie | Pre špecifické potreby |
Správnym postupom sa zabráni poškodeniu samotnej súčiastky. Zabezpečí sa ostrá značka s vysokým kontrastom.

Integrácia eloxovania a gravírovania
Kúzlo laserového gravírovania na hliníku spočíva v ablácii. Energia lasera odparuje eloxovaný povlak. Tak sa odhalí lesklý kovový hliník. Kontrast medzi týmito dvoma materiálmi vytvára trvalé označenie.
Je to citlivá rovnováha. Výkon a rýchlosť lasera musia byť kalibrované. Cieľom je odstrániť iba povlak. Ak je povlak príliš tenký, laser môže ľahko poškodiť hliník. substrát20.
Prečo je hrúbka dôležitá
V minulých projektoch v PTSMAKE sme zistili, že tenký povlak spôsobuje problémy. Laser môže roztaviť alebo poškodiť podkladový hliník. Výsledkom je neupravený, neprofesionálny povrch. Ohrozuje to integritu dielu.
Dostatočná hrúbka, ktorú odporúčame nad 10 mikrónov, pôsobí ako ochranná vrstva. Umožňuje čisté odstránenie farby alebo čírej eloxovanej vrstvy. Vytvára to ostrý a vizuálne atraktívny znak.
Dosiahnutie vysokého kontrastu
Hrúbka tiež určuje vizuálnu hĺbku gravírovania.
| Funkcia | Tenké eloxovanie (<10 µm) | Hrubé eloxovanie (>10 µm) |
|---|---|---|
| Kontrast | Nízka až stredne vysoká | Vysoký a ostrý |
| Riziko substrátu | Vysoká | Nízka |
| Okno procesu | Úzky | Široká |
| Estetické | Vymytý | Svieža a výrazná |
Preto nie je určenie správnej hrúbky povlaku len odporúčaním. Je to kľúčová požiadavka pre dosiahnutie vysokej kvality laserového gravírovania.
Laserové gravírovanie funguje odstránením eloxovanej vrstvy. Na dosiahnutie vysokého kontrastu a ochranu hliníkovej časti je nevyhnutné špecifikovať hrúbku eloxovaného povlaku nad 10 mikrónov. Tým sa zabezpečí čistý, profesionálny výsledok bez poškodenia podkladu.
Zlepšite svoje projekty s čírym eloxovaním vďaka odborným znalostiam spoločnosti PTSMAKE
Ste pripravení dosiahnuť bezchybné číre eloxované povrchy pre vaše presné diely? Kontaktujte PTSMAKE a získajte rýchlu, konkurencieschopnú cenovú ponuku a zistite, prečo nám dôverujú poprední inžinieri a výrobcovia. Zažite výnimočnú čistotu, overenú spoľahlivosť a skutočnú výrobnú dokonalosť – od prototypu až po výrobu. Pošlite svoju požiadavku ešte dnes!

Objavte materiálovú vedu, ktorá stojí za touto ochrannou a poréznou povrchovou štruktúrou hliníka. ↩
Kliknite a zistite, ako tieto mikroskopické častice ovplyvňujú vzhľad a výkonnosť vášho konečného produktu. ↩
Preskúmajte mikroskopickú štruktúru eloxovanej vrstvy a jej vplyv na vlastnosti materiálu. ↩
Porozumejte tomuto optickému princípu, aby ste mohli lepšie určiť presnú povrchovú úpravu, ktorú váš projekt potrebuje. ↩
Preskúmajte tento elektrochemický proces, aby ste pochopili, ako sa na hliníkových povrchoch vytvára ochranná oxidová vrstva. ↩
Zistite, ako zloženie tohto roztoku priamo ovplyvňuje konečné vlastnosti anodického povlaku. ↩
Zistite, ako tieto mikrostruktúry ovplyvňujú pevnosť materiálu a povrchovú úpravu. ↩
Porozumejte tomu, ako tieto mikroskopické zložky zliatiny môžu ovplyvniť konečnú úpravu vášho výrobku. ↩
Zistite, ako štúdie povrchového trenia, opotrebenia a mazania môžu predpovedať skutočnú odolnosť a životnosť vašich dielov. ↩
Porozumejte vede o odraze svetla, aby ste mohli lepšie špecifikovať požadovanú povrchovú úpravu. ↩
Porozumejte tomu, ako odraz svetla ovplyvňuje povrchovú úpravu a vnímanú kvalitu. ↩
Kliknite sem, aby ste pochopili základné fyzikálne princípy fungovania meradiel vírivých prúdov. ↩
Pozrite si vedecké poznatky, ktoré spájajú elektrinu s hrúbkou povlaku pre presné riadenie procesu. ↩
Zistite, ako môžu úrovne kyslosti a zásaditosti priamo ovplyvniť trvanlivosť vašich eloxovaných dielov. ↩
Získajte viac informácií o tejto dôležitej ochranné vrstve a o tom, ako vzniká, aby chránila vaše diely. ↩
Zistite, prečo je táto vlastnosť kľúčová pre zaistenie elektrickej bezpečnosti vašich elektronických zariadení. ↩
Porozumejte mikroskopickej štruktúre eloxovanej vrstvy a jej významu pre výkonnosť a tesnosť. ↩
Zistite, čo robí materiál bezpečným pre priamy kontakt s ľudským tkanivom a biologickými systémami. ↩
Zistite, ako tento membránový proces získava kyselinu, čím znižuje množstvo odpadu a náklady na suroviny vo vašich prevádzkach. ↩
Zistite, ako vlastnosti základného materiálu ovplyvňujú úspešnosť povrchových úprav. ↩






