

Bojujete s poruchami interferenčného uloženia v kritických zostavách? Nie ste sami. Každý deň sa konštruktéri stretávajú s prešmykovaním hriadeľov, prasknutými nábojmi a nefunkčnými spojmi, ktorým sa dalo predísť správnym návrhom interferenčného uloženia.
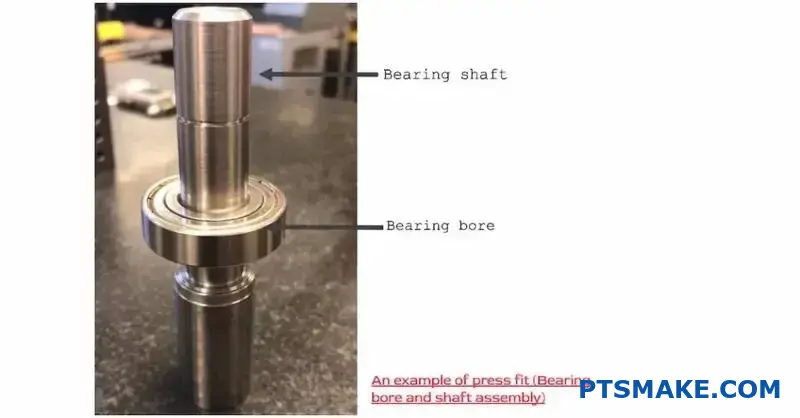
Interferenčné uloženie je mechanická metóda upevňovania, pri ktorej sa diely spájajú vtláčaním mierne predimenzovaného komponentu do poddimenzovaného párujúceho sa dielu, čím sa vytvára radiálny tlak, ktorý vytvára prídržnú silu prostredníctvom trenia na rozhraní.
Správne nastavenie interferenčného uloženia si vyžaduje pochopenie komplexného vzťahu medzi vlastnosťami materiálu, tepelnými účinkami a rozložením napätia. Podrobnosti, o ktoré sa podelím nižšie, vám pomôžu navrhnúť spoľahlivé interferenčné uloženia, ktoré fungujú v reálnych prevádzkových podmienkach.
Ako sa líši efektívne rušenie od nominálneho rušenia?
Pri navrhovaní rušivého uloženia nie je dôležité, čo vidíte na obrazovke. Hodnotu návrhu nazývame "nominálne rušenie". Je to čistý, vypočítaný rozdiel rozmerov.
Skutočne dôležitý je však "účinný zásah". Ide o skutočné rušenie po montáži.
Rozdiel medzi teóriou a realitou
Kľúčový rozdiel vyplýva z drsnosti povrchu. Žiadny povrch nie je dokonale hladký. Má mikroskopické vrcholy a údolia.
Pochopenie pojmov
Keď sa časti stlačia, tieto malé vrcholy sa stlačia. Tým sa znižuje celkové rušenie. Veľkosť redukcie závisí od materiálu a povrchová úprava.
| Typ rušenia | Definícia | Základňa |
|---|---|---|
| Nominálna | Teoretická hodnota z výkresov. | Ideálne hladké povrchy. |
| Účinné | Skutočná hodnota po montáži. | Reálne, drsné povrchy. |
Ide o prvý dôležitý krok od teórie k praxi.

Hlbší ponor do textúry povrchu
Predstavte si dva povrchy pod mikroskopom. Vyzerajú ako pohoria. Keď ich pritlačíte k sebe, špičky týchto pohorí, resp. asperity1, sú prvými kontaktnými bodmi.
Tieto vrcholy znášajú počiatočné zaťaženie a deformujú sa. Buď sa sploštia, alebo sa zlomia. Táto "strata" výšky sa priamo odčíta od vášho nominálneho rušenia.
Úloha povrchovej úpravy
Drsnejší povrch má vyššie vrcholy. To znamená, že počas montáže sa stlačí viac materiálu. V dôsledku toho sa stratí viac zamýšľaného zásahu.
V našej práci v PTSMAKE sa s tým stretávame neustále. Jemne vybrúsený hriadeľ a vybrúsený otvor budú mať oveľa väčšie efektívne rušenie ako dve hrubo sústružené časti, dokonca aj s rovnakými menovitými rozmermi. Konečný Interferenčný tlak je priamo spojená s touto efektívnou hodnotou.
Kvantifikácia strát
Na základe údajov z našich predchádzajúcich projektov môžu byť straty značné. Tu je všeobecná predstava:
| Povrchová úprava | Typická strata rušenia |
|---|---|
| Hrubé sústruženie | Môže mať viac ako 50% maximálnej výšky. |
| Pozemok | Zvyčajne 20-30% výšky píku. |
| Brúsené/leštené | Môže byť menšia ako 10% výšky vrcholu. |
Kontrola povrchovej úpravy nie je dôležitá len pre vzhľad, ale aj pre dosiahnutie správnej pevnosti a výkonu lisovania.
Nominálne rušenie je ideálny výpočet konštruktéra. Efektívne rušenie je praktická realita po stlačení vrcholov povrchu počas montáže. Tento rozhodujúci rozdiel, ktorý sa riadi drsnosťou povrchu, určuje pevnosť a spoľahlivosť konečného uloženia.
Ktoré vlastnosti materiálu najviac ovplyvňujú výpočet tlaku?
Pri výpočte interferenčného prítlaku vystupujú do popredia dve vlastnosti materiálu. Sú to Youngov modul a Poissonov pomer. Sú to základné vstupné údaje pre každý presný výpočet.
Ich pochopenie je pre úspech kľúčové. Youngov modul meria tuhosť. Poissonov pomer opisuje, ako sa materiál deformuje. Oba priamo ovplyvňujú výsledný tlak.
| Vlastníctvo | Primárna úloha |
|---|---|
| Youngov modul | Meranie tuhosti materiálu |
| Poissonov pomer | Opisuje tvar deformácie |
Ich správna montáž zaručí, že vaše diely budú dokonale sedieť. Zabráni sa tak zlyhaniu súčiastok.

Úloha Youngovho modulu (E)
Youngov modul alebo modul pružnosti je jednoduchý. Určuje, ako veľmi sa materiál pri namáhaní roztiahne alebo stlačí. Predstavte si ho ako mieru tuhosti. Vyšší modul znamená tuhší materiál.
Pre interferenčné uloženie je to rozhodujúce. Tuhý materiál, ako je oceľ (vysoké E), vytvorí oveľa vyšší tlak ako pružný materiál, ako je hliník (nižšie E), pri rovnakej veľkosti zásahu.
V minulých projektoch spoločnosti PTSMAKE sme sa s tým priamo stretli. Nesúlad modulov medzi hriadeľom a nábojom môže viesť k neočakávaným koncentráciám napätia. S tým vždy počítame už vo fáze návrhu.
Pochopenie Poissonovho pomeru (ν)
Poissonov pomer je trochu menej intuitívny. Keď objekt stlačíte, má tendenciu sa vydúvať do strán. Tento pomer kvantifikuje tento efekt. Je to pomer priečnej deformácie k axiálnej deformácii.
Je to dôležité, pretože pri zalisovaní hriadeľa do náboja sa obe časti deformujú nielen radiálne, ale aj mierne pozdĺžne. Táto sekundárna deformácia ovplyvňuje kontaktnú plochu a celkové rozloženie tlaku. Jej ignorovanie môže viesť k nepresným výpočtom tlaku, najmä v prípade materiálov, ktoré sa výrazne deformujú. Materiál je vystavený dvojosové napätie2 preto je táto vlastnosť dôležitá.
| Hodnota majetku | Dôsledky pre tlak |
|---|---|
| Vysoký Youngov modul | Vyšší tlak pri rovnakom uložení |
| Nízky Youngov modul | Nižší tlak pri rovnakom uložení |
| Vysoký Poissonov pomer | Väčšie bočné vydutie, ovplyvňuje napätie |
Youngov modul určuje tuhosť materiálu, zatiaľ čo Poissonov koeficient opisuje jeho deformačné správanie. Obidva sú nevyhnutné na presný výpočet interferenčného tlaku a zabezpečenie štrukturálnej integrity zostavy. Správny výber materiálu je kľúčový.
Ako mení dutý hriadeľ výpočet tlaku?
Pri prechode z plného na dutý hriadeľ neodstraňujete len materiál. Zásadne meníte spôsob, akým sa diel správa pri zaťažení. Ide o kritický detail v konštrukcii.
Rozloženie napätia sa stáva zložitejším. Už to nie je jednoduchý gradient od stredu smerom von.
Základné informácie o plných a dutých hriadeľoch
A kľúčová výhoda dutého hriadeľa je jeho vyšší pomer pevnosti k hmotnosti. Materiál v jadre plného hriadeľa prispieva k jeho celkovej tuhosti len málo, ale zvyšuje jeho hmotnosť.
Tu je rýchle porovnanie:
| Funkcia | Pevný hriadeľ | Dutý hriadeľ |
|---|---|---|
| Hmotnosť | Ťažšie | Ľahšie |
| Náklady na materiál | Vyššie | Nižšie |
| Tuhosť/hmotnosť | Nižšie | Vyššie |
| Stresový výpočet. | Jednoduchšie | Komplexnejšie |
Odstránením jadra sa zmení spôsob interného riadenia síl. To má priamy vplyv na výpočty interferenčného tlaku.

Pochopenie "prečo" je pre každého inžiniera kľúčové. Nie je to len o používaní iného vzorca. Ide o rozpoznanie posunu v mechanických princípoch. Dutý hriadeľ sa správa viac ako hrubostenný valec, čo všetko mení.
Kritická úloha vnútorného priemeru
Vnútorný priemer predstavuje nový povrch, novú okrajovú podmienku. V prípade pevného hriadeľa je stred bodom nulového napätia. Ale v dutom hriadeli môže vnútorná stena teraz znášať napätie.
Táto zmena zavádza významné napätie v obruči3 na vnútornom povrchu, čo plný hriadeľ nemá. Toto obvodové napätie je priamym dôsledkom tlaku z interferenčného uloženia.
Preto musia riadiace rovnice zohľadňovať túto novú veličinu. Vidíme to v minulých projektoch PTSMAKE. Keď pomáhame klientom optimalizovať návrhy, prechod na dutý hriadeľ si vyžaduje kompletný prepočet, aby sa zabezpečila integrita zostavy. Vnútorný priemer určuje, ako veľmi sa hriadeľ deformuje.
Premenné v rovniciach tlaku
Pozrime sa na premenné potrebné pre jednotlivé typy.
| Typ hriadeľa | Kľúčové geometrické premenné |
|---|---|
| Pevný hriadeľ | Vonkajší priemer |
| Dutý hriadeľ | Vonkajší priemer, vnútorný priemer |
Ako vidíte, pridaním vnútorného priemeru sa výpočet pre dutý hriadeľ stáva podrobnejším. Jeho ignorovanie vedie k nepresným predpovediam pevnosti zostavy a potenciálnej poruche. Úplne mení tuhosť a rozloženie tlaku.
Duté hriadele menia rozloženie napätia a tuhosť zavedením vnútorného priemeru. Táto nová veličina je nevyhnutná pre presné výpočty interferenčného tlaku, pretože vytvára nový povrch prenášajúci napätie a mení celkové mechanické správanie súčiastky.
Medza klzu materiálu: Hranica pevnosti
Najkritickejšou hranicou je medza klzu materiálu. Je to absolútne maximálna hranica pre rušenie.
Prekročenie tohto bodu je hranica, ktorú nemôžete prekročiť. Komponent sa natrvalo zdeformuje. Do pôvodného tvaru sa už nevráti.
Táto deformácia je spôsobená napätím. Vytvára sa z Interferenčný tlak. Keď napätie prekročí medznú hodnotu materiálu, súčiastka sa poruší.
Pochopenie tohto rozdielu je kľúčové.
| Štát | Popis | Výsledok |
|---|---|---|
| Elastické | Materiál sa natiahne, ale vráti sa | Žiadna trvalá zmena |
| Plastové | Materiál sa trvalo deformuje | Časť je ohrozená |
Obručové napätie a plastická deformácia
Pri lisovaní hriadeľa do náboja vzniká napätie. Najvýznamnejšie je napätie v obruči. Predstavte si ho ako tlak, ktorý tlačí na náboj smerom von. Je to ako napätie v obruči suda.
S rastúcou interferenciou toto vnútorné napätie stúpa. Materiál náboja sa rozťahuje. Tým sa vytvára stav dvojosové napätie4 v materiáli náboja.
V určitom bode dosiahne napätie medzu klzu materiálu. Ide o medzu pružnosti. Ak ju prekročíte, dôjde k plastickej deformácii. Vnútorná štruktúra materiálu sa natrvalo zmení.
Komponent je teraz poškodený. Navrhnutá upínacia sila sa stratila. Integrita spoja je narušená, čo často vedie k predčasnému zlyhaniu.
V našej práci v spoločnosti PTSMAKE je výber správneho materiálu prvým krokom, ako tomu zabrániť. Vždy analyzujeme medzu klzu v porovnaní s požadovaným zásahom.
Tu je prehľad niektorých bežných materiálov.
| Materiál | Typická medza klzu (MPa) |
|---|---|
| Hliník 6061-T6 | 276 |
| Mäkká oceľ | 250 |
| Nerezová oceľ 304 | 215 |
| Titán (Ti-6Al-4V) | 830 |
Tieto údaje nám pomáhajú definovať bezpečné maximálne rušenie pre akýkoľvek dizajn.
Maximálny prípustný zásah je viazaný na medzu klzu materiálu. Prekročenie tejto hranice vyvoláva napätia, ktoré spôsobujú trvalú plastickú deformáciu. Tým sa narúša integrita a funkčnosť súčiastky, čo vedie k zlyhaniu zostavy.
Ako ovplyvňujú rôzne metódy montáže konečný stav napätia?
Výber správnej metódy interferenčného uloženia je rozhodujúci. Použitá technika priamo ovplyvňuje konečný stav namáhania vašej zostavy. Preskúmame tri základné metódy.
Ide o lisovanie, zmršťovanie a rozťahovanie. Každá z nich využíva iný princíp na dosiahnutie prispôsobenia. Tento výber ovplyvňuje všetko od integrity súčiastky až po výkon. Je dôležité pochopiť kompromisy, ktoré s tým súvisia.
Tu je stručný prehľad:
| Metóda | Princíp | Primárna sila |
|---|---|---|
| Lisovanie | Mechanická sila | Kompresia |
| Zmršťovacia montáž | Tepelná kontrakcia (náboj) | Tepelná |
| Expanzná montáž | Tepelná rozťažnosť (hriadeľ) | Tepelná |
Toto porovnanie je základom pre hlbší pohľad.

Bližší pohľad na montážne techniky
Každý spôsob montáže spôsobuje napätie jedinečným spôsobom. Konečný stav závisí výlučne od zvoleného postupu. Poďme si rozobrať špecifiká.
Tlaková montáž: Metóda hrubej sily
Lisovanie využíva mechanickú silu na stlačenie dvoch častí k sebe. Je to priame, ale môže byť drsné pre komponenty. Táto metóda prináša vysoké riziko vzniku otrepov a zadretia, pretože povrchy sa posúvajú pod obrovským tlakom.
Tento proces vytvára v mieste vstupu značné lokálne napätie. Môže tiež spôsobiť niektoré pružno-plastická deformácia5, čo by mohlo narušiť integritu povrchu a konečnú prídržnú silu.
Tepelné metódy: Šetrnejší prístup
Zmršťovacia a rozperná montáž využíva teplotu vo svoj prospech. Ponúkajú oveľa čistejší proces montáže s minimálnym rizikom poškodenia povrchu.
Pri zmršťovaní zahrievate vonkajšiu časť. Pri zmršťovaní sa vnútorná časť ochladzuje. V oboch prípadoch sa vytvorí rovnomernejší interferenčný prítlak a rozloženie napätia v porovnaní s lisovaním. Tepelné metódy však môžu zmeniť vlastnosti materiálu, ak nie sú starostlivo kontrolované.
V spoločnosti PTSMAKE pomáhame klientom vybrať najlepšiu metódu. Analyzujeme materiály, tolerancie a aplikačné namáhanie, aby sme našli správnu rovnováhu pre výrobu.
| Metóda | Riziko vzniku škvŕn/odlupovania | Profil zvyškového napätia | Kľúčová výzva |
|---|---|---|---|
| Lisovanie | Vysoká | Lokalizované, vysoké pri vstupe | Kontrola poškodenia povrchu |
| Zmršťovacia montáž | Nízka | Rovnomerné, tepelne indukované | Zmeny vlastností materiálu |
| Expanzná montáž | Nízka | Rovnomerné, tepelne indukované | Zložitosť procesu/náklady |
Každá z metód - lisovanie, zmršťovanie a rozťahovanie - ponúka osobitnú rovnováhu rizík a výhod. Lisovanie je mechanické a hrozí pri ňom riziko poškodenia povrchu, zatiaľ čo tepelné metódy poskytujú čistejšie uloženie, ale prinášajú iné materiálové aspekty. Najlepšia voľba závisí od vašich špecifických konštrukčných požiadaviek.
Aké sú bežné spôsoby porúch v interferenčných spojoch?
Interferenčné prispôsobenia sú odolné, ale nie neporaziteľné. Pochopenie ich potenciálnych miest porúch je kľúčové pre vytvorenie spoľahlivých konštrukcií. Ak nie je uloženie dokonalé, vzniknú problémy.
Štyri najčastejšie poruchy sú odlišné. Pohybujú sa od jednoduchého preklzu až po katastrofické prasknutie náboja. Každý spôsob má jasnú hlavnú príčinu, ktorá zvyčajne súvisí s tlakom alebo pohybom.
Načrtnime si tieto kľúčové spôsoby zlyhania.
| Spôsob zlyhania | Primárna príčina |
|---|---|
| Skĺznutie | Nedostatočný tlak |
| Výnosnosť rozbočovača | Nadmerný tlak |
| Fretting Korózia | Mikropohyb |
| Únavové zlyhanie | Koncentrácia stresu |
Ich poznanie je prvým krokom k prevencii.

Preskúmajme tieto spôsoby porúch podrobnejšie. Úspech často závisí od správnej rovnováhy. Základným problémom je príliš veľká alebo príliš malá sila.
Skĺznutie
K preklzu dochádza, keď je upínacia sila príliš nízka. Hriadeľ sa pri prevádzkovom zaťažení začne otáčať alebo pohybovať axiálne vo vnútri náboja. Kĺb už nemôže prenášať požadovaný krútiaci moment. Je to priamy dôsledok nedostatočného interferenčný prítlak.
Výťažnosť a praskanie nábojov
Toto je opačný scenár. Príliš veľký zásah spôsobuje extrémne namáhanie obruče v náboji. To môže spôsobiť poddajnosť a trvalú deformáciu materiálu. V prípade krehkých materiálov to môže viesť k úplnému prasknutiu alebo roztrhnutiu náboja počas montáže.
Fretting Korózia
Aj pri tesnom uložení môže dynamické zaťaženie spôsobiť drobné, opakujúce sa pohyby medzi hriadeľom a nábojom. Tieto mikropohyby trú povrchy o seba a vytvárajú zvyšky opotrebenia, ktoré potom oxidujú. Celý tento proces, tzv. korózia6vytvára povrchové jamky, ktoré môžu iniciovať únavové trhliny.
Únavové zlyhanie
Cyklické zaťaženie môže časom spôsobiť vznik a rast trhlín, čo vedie k únavovému zlyhaniu. Tieto trhliny sa takmer vždy začínajú v miestach s vysokou koncentráciou napätia. Okraje lisovaného spoja sú klasickým príkladom takýchto oblastí s vysokým napätím.
Tu je stručný prehľad podmienok, ktoré vedú k zlyhaniu.
| Spôsob zlyhania | Stresový stav | Typ zaťaženia |
|---|---|---|
| Výnosnosť rozbočovača | Vysoké statické napätie | Montážne zaťaženie |
| Skĺznutie | Nízka upínacia sila | Prevádzkové zaťaženie |
| Fretting/únava | Cyklické napätie | Prevádzkové zaťaženie |
Rozpoznanie týchto spôsobov porúch je pre inžinierov veľmi dôležité. Kľúčovým poznatkom je dôležitosť kontroly interferenčného tlaku. Musí byť dostatočne silný aby sa zabránilo preklzu, ale nie tak vysoká, aby spôsobila poddajnosť alebo zlyhanie náboja z únavy.
Ako ovplyvňuje prevádzková teplota interferenčné uloženie?
Teplota je rozhodujúcim faktorom pre interferenčné uloženie. Platí to najmä pri použití rôznorodých materiálov. Tento efekt nazývame diferenciálna tepelná rozťažnosť.
Rôzne materiály sa rozťahujú a zmršťujú rôznou rýchlosťou. Pri zmene teploty môže dôjsť k zmene uloženia.
Pevné uchytenie sa môže uvoľniť. Alebo sa môže stať nebezpečne tesným. Táto zmena priamo ovplyvňuje tlak interferenčného uloženia a hrozí riziko zlyhania zostavy. Pochopenie tejto skutočnosti je kľúčom k spoľahlivej konštrukcii.

Pochopenie koeficientu tepelnej rozťažnosti (CTE)
Každý materiál má jedinečnú koeficient tepelnej rozťažnosti7 (CTE). Táto hodnota nám hovorí, o koľko sa materiál rozšíri alebo zmrští pri každom stupni zmeny teploty. Je to základná vlastnosť, ktorú musíme zohľadniť pri našich návrhoch.
Pri montáži dielov z rôznych materiálov môžu ich rozdielne CTE spôsobiť problémy. Klasickým príkladom je hliníkový náboj na oceľovej hriadeli. Ich reakcie na teplo nie sú rovnaké.
Ako zmeny teploty ovplyvňujú prispôsobenie
Vzájomné pôsobenie materiálov určuje stabilitu zostavy. Zahrievanie aj chladenie predstavujú jedinečné výzvy pre tlak interferenčného uloženia. V spoločnosti PTSMAKE vždy modelujeme tieto účinky pre kritické aplikácie.
Keď sa zvýši teplota
Ak má vonkajšia časť (náboj) vyššiu CTE ako vnútorná časť (hriadeľ), pri zahriatí sa viac roztiahne. Tým sa zníži interferencia, čo môže spôsobiť uvoľnenie alebo preklznutie spoja.
Naopak, ak má hriadeľ vyššiu CTE, bude sa viac rozpínať. Tým sa zvyšuje rušenie a napätie, čo môže viesť k poruche súčiastky.
Tu je stručný prehľad CTE pre niektoré bežné materiály.
| Materiál | Koeficient tepelnej rozťažnosti (10-⁶ /°C) |
|---|---|
| Hliník | 23.1 |
| Mosadz | 19.0 |
| Oceľ (uhlíková) | 12.0 |
| Nerezová oceľ | 17.3 |
| Titán | 8.6 |
Keď teplota klesá
V chladnom prostredí je to naopak. Ak má náboj vyššiu CTE, zmršťuje sa viac ako hriadeľ. Tým sa utiahne uloženie, čím sa zvýši namáhanie oboch komponentov. To môže viesť k praskaniu alebo trvalej deformácii.
Rozdielna tepelná rozťažnosť je pri návrhu kľúčovým faktorom. Nesúlad rýchlostí rozťažnosti materiálu môže výrazne zmeniť tlak v interferenčnom uložení. To môže viesť buď k uvoľneniu spoja, alebo k nadmernému namáhaniu, pričom v oboch prípadoch hrozí zlyhanie komponentu.
Ako sa líši dynamické zaťaženie od statického zaťaženia na uloženie?
Dynamické zaťaženie prináša jedinečné výzvy, ktoré sa pri statických silách nevyskytujú. Neustále zmeny smeru alebo veľkosti môžu spôsobiť drobné pohyby na rozhraní uloženia.
Nebezpečenstvo mikropohybov
Tieto mikropohyby sa môžu zdať malé. V priebehu miliónov cyklov však môžu viesť k špecifickému typu poruchy. V prípade pohyblivých častí ide o kritický problém.
Vplyv rýchlosti otáčania
V prípade rotačných strojov pridáva rýchlosť ďalšiu vrstvu zložitosti. Vysoké rýchlosti vytvárajú značné sily, ktoré môžu ohroziť integritu lisovaného spoja. To má priamy vplyv na prítlak interferenčného uloženia.
| Typ zaťaženia | Primárny vplyv na fit | Kľúčová výzva |
|---|---|---|
| Dynamické | Mikropohyb, vibrácie | Únava z prekrvenia |
| Rotácia | Odstredivá sila | Znížený tlak na uloženie |

Dynamické zaťaženie, najmä cyklické alebo reverzné, je hlavnou príčinou mikropohybov medzi uloženými povrchmi. Dokonca aj v zdanlivo pevnom lisovanom povrchu spôsobujú tieto zaťaženia drobné preklzávanie. Toto opakované trenie pod tlakom môže iniciovať vznik trhlín na povrchu.
Časom sa tieto drobné trhliny rozšíria, čo vedie k poruche známej ako únavu spôsobenú frettingom8. Je to obzvlášť nebezpečné, pretože to môže spôsobiť zlyhanie komponentu hlboko pod jeho očakávanou medzou únavy materiálu. Často sa s tým stretávame pri komponentoch pre letecký a automobilový priemysel.
Odstredivé sily pri vysokých rýchlostiach
Pri rotujúcich zostavách je hlavným faktorom rýchlosť. Keď sa súčiastka otáča rýchlejšie, odstredivá sila sa ju snaží vytiahnuť von. Táto sila pôsobí proti upínaciemu tlaku v prípade medzikusového uloženia.
Tento efekt môže výrazne znížiť účinný tlak interferenčného uloženia. Pri veľmi vysokých rýchlostiach môže dokonca spôsobiť úplné uvoľnenie uloženia. V našej práci v PTSMAKE s tým počítame pri navrhovaní vysokorýchlostných hriadeľov a nábojov motorov.
Rotačná rýchlosť v závislosti od tlaku v uložení
| Rotačná rýchlosť | Odstredivá sila | Vplyv na tlak interferenčného prispôsobenia |
|---|---|---|
| Nízka | Zanedbateľné | Minimálne zníženie |
| Stredné | Mierne | Výrazné zníženie |
| Vysoká | Významné | Kritické zníženie; potenciálne uvoľnenie |
Preto môže uloženie navrhnuté pre statické zaťaženie predčasne zlyhať pri dynamickom, vysokorýchlostnom použití. Dôležitá je dôkladná analýza.
Dynamické podmienky spôsobujú únavu z mikrozáberov a znižujú integritu uloženia odstredivými silami. Tieto faktory sú rozhodujúce pre návrh spoľahlivých zostáv s dlhou životnosťou a musia sa starostlivo zvážiť nad rámec výpočtov statického zaťaženia.
Aký vplyv má povrchová úprava a mazanie na lícovanie?
Mazivá zohrávajú kľúčovú úlohu v mechanických zostavách. Sú obzvlášť dôležité pre interferenčné uloženia. Výrazne uľahčujú proces montáže.
Dvojsečný meč mazania
Táto výhoda je však spojená s kompromisom. Hoci mazivá znižujú trenie a uľahčujú montáž, môžu zároveň oslabiť pevnosť konečného spoja.
Kľúčové účinky mazív
Výber správneho maziva je otázkou rovnováhy. Musíte zvážiť výhody montáže a potenciálne zníženie výkonu vašej konštrukcie.
| Aspekt | Pozitívny vplyv | Negatívny vplyv |
|---|---|---|
| Montážna sila | Výrazne znížená | - |
| Šklbajúce riziko | Minimalizované | - |
| Pevnosť kĺbov | - | Môže byť ohrozený |
| Kapacita krútiaceho momentu | - | Potenciálne znížené |
Táto tabuľka ukazuje jasné kompromisy.

Uľahčenie montáže, zníženie rizík
Pri lisovaní a zmršťovaní sú mazivá kľúčové. Výrazne znižujú silu potrebnú na spájanie komponentov. Tým sa minimalizuje riziko poškodenia počas montáže.
Jednou z najdôležitejších výhod je prevencia proti odlupovaniu. K zovretiu dochádza, keď sa dva povrchy pod extrémnym tlakom zovrú a zvaria. Mazivá vytvárajú bariérový film, ktorý tomu zabraňuje.
Skryté náklady: Znížená sila držania
Ale je tu aj nevýhoda. Hlavnou funkciou maziva je znižovať statický koeficient trenia. To je presne tá sila, ktorá dáva interferenčnému uloženiu jeho pevnosť.
Toto zníženie priamo ovplyvňuje držiacu kapacitu kĺbu. Efektívny tlak interferenčného uloženia je nižší. To môže znížiť schopnosť kĺbu prenášať krútiaci moment alebo odolávať axiálnym silám. Štúdium týchto povrchových interakcií je hlavnou súčasťou tribológia9.
Porovnanie mazaného a suchého uloženia
V našej práci v PTSMAKE túto rovnováhu starostlivo riadime. Výber maziva nie je zanedbateľný detail. Je to rozhodujúce konštrukčné rozhodnutie.
| Podmienka spôsobilosti | Montážna sila | Šklbajúce riziko | Statické trenie | Kapacita krútiaceho momentu |
|---|---|---|---|---|
| Dry Fit | Vysoká | Vysoká | Vysoká | Maximum |
| Mazané uloženie | Nízka | Nízka | Nízka | Znížená |
Toto porovnanie poukazuje na zásadný kompromis. Dosiahnete jednoduchšiu a bezpečnejšiu montáž na úkor určitej konečnej pevnosti. Správna konštrukcia s tým musí počítať.
Mazivá sú kľúčovým, ale zložitým faktorom. Zjednodušujú montáž a zabraňujú poškodeniu povrchu, napríklad zadretiu. Znižujú však aj statické trenie potrebné na pevné interferenčné uloženie, čo môže ohroziť schopnosť konečného prenosu krútiaceho momentu kĺbu.
Ako vypočítate potrebný zásah pre daný krútiaci moment?
Výpočet požadovaného rušenia je presná inžinierska úloha. Prejdime si päť základných krokov. Tento postup zabezpečí, že vaša lisovaná zostava zvládne zadané zaťaženie bez preklzu. Všetko sa začína definovaním vašich prevádzkových potrieb.
Krok 1: Určenie požadovaného krútiaceho momentu
Najprv určte krútiaci moment, ktorý musí vaša zostava prenášať. Potom použite bezpečnostný faktor. Ten zohľadňuje neočakávané zaťaženie alebo odchýlky materiálu.
| Typ aplikácie | Odporúčaný bezpečnostný faktor |
|---|---|
| Plynulé, stabilné zaťaženie | 1.2 - 1.5 |
| Ľahké nárazové zaťaženie | 1.5 - 2.0 |
| Silné nárazové zaťaženie | 2.0 - 3.0 |
Krok 2: Výpočet tangenciálnej sily
Ak je známy konštrukčný krútiaci moment, môžete zistiť požadovanú tangenciálnu silu na rozhraní.

Krok 3: Použitie trenia na zistenie normálovej sily
Rozhodujúci je koeficient trenia medzi materiálmi hriadeľa a náboja. Určuje normálovú silu potrebnú na vytvorenie požadovanej tangenciálnej (trecej) sily. Táto hodnota zabraňuje rotačnému preklzu pri krútiacom momente.
Výber presného koeficientu je veľmi dôležitý. Táto hodnota sa mení v závislosti od párovania materiálov, povrchovej úpravy a od toho, či sa pri montáži používa mazivo.
| Kombinácia materiálov | Typický koeficient trenia (suchý) |
|---|---|
| Oceľ na oceli | 0.15 - 0.20 |
| Oceľ na hliníku | 0.18 - 0.25 |
| Oceľ na liatine | 0.17 - 0.22 |
Krok 4: Výpočet požadovaného tlaku na rozhraní
Po získaní normálovej sily môžete vypočítať potrebnú interferenčný prítlak. Tento tlak sa rozloží na celú kontaktnú plochu prestupového kĺbu. Vyšší tlak zabezpečuje silnejšie uchopenie. Ide o kľúčový parameter, na ktorý sa v spoločnosti PTSMAKE zameriavame, aby sme zaručili výkonnosť komponentov.
Krok 5: Riešenie požadovaného rušenia
Nakoniec používame Lameho rovnice10 na pripojenie požadovaného tlaku k hodnote fyzikálneho rušenia. Tieto vzorce zohľadňujú geometriu náboja a hriadeľa, ako aj ich materiálové vlastnosti, napríklad Youngov modul a Poissonov pomer. Podľa našich skúseností je tento záverečný výpočet tým, na ktorom najviac záleží na presnosti.
Tento päťstupňový proces metodicky premieňa požiadavku na krútiaci moment na presný rozmerový zásah. Dodržanie týchto krokov zaručuje spoľahlivú mechanickú zostavu, ktorá funguje podľa návrhu, zabraňuje nákladným poruchám a zabezpečuje prevádzkovú bezpečnosť konečného výrobku.
Ako navrhnúť pevné spojenie ocele a hliníka?
Navrhovanie uloženia pre rozdielne materiály, ako je oceľ a hliník, je zložité. Hlavným problémom sú teplotné zmeny. Hliník sa rozpína a zmršťuje približne dvakrát viac ako oceľ.
To znamená, že dokonalé prispôsobenie pri izbovej teplote môže zlyhať pri vysokých alebo nízkych teplotách. Vaša konštrukcia musí fungovať v celom prevádzkovom rozsahu. Musíme skontrolovať dva kritické extrémy: studený a horúci.
Kľúčové aspekty teploty
| Extrémne | Primárne riziko | Cieľ návrhu |
|---|---|---|
| Studená | Oddeľovanie dielov od seba | Udržujte dostatočný prítlak na interferenčné uloženie |
| Hot | Praskanie alebo poddajnosť náboja | Napätie nesmie prekročiť medzu klzu |

Analýza teplotných extrémov
Pri navrhovaní musíte uprednostniť horúce a studené limity vašej aplikácie. Tieto extrémy predstavujú protichodné výzvy, ktoré je potrebné starostlivo vyvážiť. V minulých projektoch spoločnosti PTSMAKE sme videli, že návrhy zlyhali, pretože brali do úvahy len štandardné prevádzkové podmienky.
Chladný stav: Predchádzanie pošmyknutiu
Pri poklese teploty sa hliníkový náboj zmršťuje viac ako oceľový hriadeľ. Tým sa znižuje počiatočné rušenie. V dôsledku toho sa znižuje kontaktný tlak alebo tlak na medzikus.
Ak teplota klesne dostatočne nízko, tento tlak nemusí stačiť na zvládnutie krútiaceho momentu. Výsledkom je preklz, ktorý vedie k poruche. Váš výpočet musí potvrdiť, že pri najnižšej teplote zostáva dostatočné rušenie na prenos požadovaného zaťaženia. Rôzne koeficient tepelnej rozťažnosti11 je tu kľúčovým faktorom.
Horúci stav: Predchádzanie zlyhaniu rozbočovača
Naopak, so zvyšujúcou sa teplotou sa hliníkový náboj rozpína viac ako oceľový hriadeľ. Tým sa výrazne zvyšuje interferencia a výsledné napätie v náboji.
Toto vysoké napätie, často nazývané obručové napätie, môže spôsobiť trvalú deformáciu hliníkového náboja alebo dokonca jeho prasknutie, ak prekročí medzu klzu materiálu. Na základe našich testov musíte overiť, či maximálne napätie v náboji pri najvyššej teplote zostáva bezpečne pod jeho medzou klzu.
Zhrnutie kľúčových kontrol návrhu
| Teplota | Správanie hliníkového náboja | Správanie oceľového hriadeľa | Hlavné obavy |
|---|---|---|---|
| Studená | Výrazne sa zmenšuje | Zmenšuje sa menej | Strata interferencie, potenciálny sklz |
| Hot | Výrazne sa rozširuje | Rozširuje sa menej | Vysoké namáhanie, možnosť poddajnosti/poruchy |
Ak chcete vytvoriť spoľahlivé prispôsobenie, musíte analyzovať oba teplotné extrémy. Potrebujete dostatočný zásah, ktorý zabráni preklzu za studena, ale nie taký veľký, aby náboj zlyhal v dôsledku namáhania za tepla. Táto rovnováha je rozhodujúca pre dlhodobú spoľahlivosť.
Kedy je interferenčné uloženie nesprávnym technickým riešením?
Skutočné ovládanie akéhokoľvek nástroja znamená poznať jeho hranice. Interferenčné uloženie je výkonné technické riešenie. Ale nie vždy je to správne riešenie.
Rozhodujúce je pochopiť, kedy zvoliť alternatívu. To zabezpečí, že váš návrh bude spoľahlivý, prevádzkyschopný a nákladovo efektívny z dlhodobého hľadiska. Poďme preskúmať niektoré bežné scenáre.
Scenáre na prehodnotenie
| Scenár | Vhodnosť pre rušenie |
|---|---|
| Častá demontáž | Chudobný |
| Presné axiálne polohovanie | Mierne |
| Veľmi vysoký krútiaci moment | Dobrý, ale s obmedzeniami |
Tieto situácie si často vyžadujú rôzne metódy spájania. Správna voľba vopred šetrí čas a peniaze.

Kľúčom k úspechu je poznať obmedzenia interferenčného uloženia. Pri našej práci v spoločnosti PTSMAKE často usmerňujeme klientov k najlepšiemu riešeniu pre ich konkrétnu aplikáciu. Interferenčné uloženie vytvára pevný, polotrvalý spoj. To je nevýhoda, keď je potrebná pravidelná údržba.
Keď je potrebná častá demontáž
Opakované stláčanie kĺbu od seba môže poškodiť komponenty. Spôsobuje únavu materiálu a stratu rozmerovej presnosti. Pri opätovnej montáži sa nemusí dosiahnuť vypočítaný tlak na interferenčné uloženie.
Lepšia alternatíva: Kuželové objímky alebo svorky
Zúžené objímky poskytujú bezpečné uchytenie, ktoré sa dá ľahko rozpojiť. Objímky ponúkajú ešte jednoduchšie riešenie pre nekritické aplikácie, pretože umožňujú rýchle nastavenie a odstránenie bez špecializovaných nástrojov.
Keď je potrebné presné axiálne polohovanie
Lisovanie hriadeľa do náboja môže byť nepredvídateľné. Konečná axiálna poloha sa môže pri každej montáži mierne líšiť. Tento nedostatok presnej kontroly je neprijateľný pre komponenty, ako sú ozubené kolesá alebo ložiská, ktoré vyžadujú presné umiestnenie.
Lepšia alternatíva: Rameno a orech
Rameno na hriadeli zabezpečuje pevnú zarážku. Komponent je k nemu pripevnený poistnou maticou. Táto metóda zaručuje presné a opakovateľné axiálne polohovanie, ktoré je rozhodujúce pre mnohé mechanické systémy. V prípade veľmi vysokého krútiaceho momentu nemusí jednoduché trecie uloženie stačiť. Pri extrémnom zaťažení môže dôjsť k preklzu, čo vedie k poruche. Tu je potrebné pozitívne spojenie. Interferenčné uloženie sa spolieha na trenie, ale mechanické blokovanie12 je pre tieto prípady vhodnejšie.
| Alternatívne | Najlepší prípad použitia |
|---|---|
| Zúžené rukávy | Častá a presná opätovná montáž |
| Rameno a matica | Presné axiálne polohovanie |
| Drážkovanie / Kľúčové dráhy | Extrémny prenos krútiaceho momentu |
Stručne povedané, zatiaľ čo interferenčné uloženie je vynikajúce pre trvalé spoje, nie je vhodné pre diely, ktoré potrebujú pravidelnú demontáž, presné polohovanie alebo extrémny prenos krútiaceho momentu. Uvedomenie si týchto obmedzení je kľúčom k robustnej a prevádzkyschopnej konštrukcii.
Odomknite presnosť pomocou PTSMAKE ešte dnes
Ste pripravení zaistiť optimálny prítlak pri ďalšom projekte? Kontaktujte spoločnosť PTSMAKE a získajte rýchlu a podrobnú cenovú ponuku na presné CNC obrábanie a riešenia na vstrekovanie plastov. Dovoľte našim odborným znalostiam v oblasti spoľahlivej výroby s vysokou toleranciou zvýšiť výkonnosť vášho výrobku - začnite svoj dopyt ešte dnes!

Získajte podrobný prehľad o tom, ako tieto mikroskopické vrcholy povrchu ovplyvňujú výkon komponentov. ↩
Pochopiť, ako napätie vo viacerých smeroch ovplyvňuje správanie materiálu v zostavách. ↩
Zistite, ako sa vypočítava toto obvodové napätie v hrubostenných valcoch. ↩
Kliknutím sa dozviete, ako viacnásobné namáhanie ovplyvňuje zlyhanie materiálu v konštrukciách s lisovaným povrchom. ↩
Pochopiť, ako sa materiály správajú pri namáhaní za hranicou pružnosti a prečo je to dôležité pre pevnosť spojov. ↩
Zistite, ako môže tento jemný mechanizmus opotrebovania spôsobiť závažné štrukturálne poruchy v dynamicky zaťažených spojoch. ↩
Zistite, ako táto kľúčová vlastnosť ovplyvňuje výber materiálu vo vysokovýkonných technických aplikáciách. ↩
Získajte viac informácií o tomto špecifickom spôsobe zlyhania a o tom, ako mu predchádzať vo svojich návrhoch. ↩
Zistite viac o tom, ako trenie, opotrebovanie a mazanie ovplyvňujú mechanické systémy. ↩
Objavte vzorce používané na výpočet napätí v hrubostenných valcoch pod tlakom. ↩
Pochopte, ako táto hodnota priamo ovplyvňuje vaše výpočty pre interferenčné prispôsobenia pri rôznych teplotách. ↩
Preskúmajte porovnanie rôznych mechanických blokovacích mechanizmov pre aplikácie s vysokým krútiacim momentom. ↩






