

Inžinieri vedia, že tolerancie závitov sú dôležité, ale väčšina z nich má problém s výberom správnych špecifikácií. Nesprávny výber vedie k poruchám montáže, oneskoreniu výroby a nákladnému prepracovaniu, ktorému by sa dalo predísť správnym pochopením.
Tolerancie závitov definujú prípustné rozmerové limity pre závitové spojovacie prvky, čím sa zabezpečuje správna montáž a funkčnosť medzi spájajúcimi sa časťami, pričom sa zohľadňujú výrobné odchýlky. Určujú, aká odchýlka od menovitých rozmerov je prijateľná pre spoľahlivú montáž.
Počas svojej práce v spoločnosti PTSMAKE som videl, ako projekty uspeli alebo zlyhali na základe rozhodnutí o tolerancii vlákien. Táto príručka rozoberá zložitý svet tolerancií závitov na praktické poznatky, ktoré môžete okamžite použiť pri svojich projektoch.
Aký problém v podstate rieši tolerancia vlákien?
Zamysleli ste sa niekedy nad tým, prečo nemôžeme jednoducho vytvoriť dokonalú niť? Pri výrobe nie je dokonalosť skutočným cieľom. Realita je taká, že odchýlkam sa nedá vyhnúť.
Výzva konzistentnosti
Žiadne dve časti nie sú skutočne identické. Vždy medzi nimi existujú drobné rozdiely. Práve tu sa stáva kľúčovým koncept tolerancie závitov.
Rámec pre funkciu
Tolerancia vlákien poskytuje inteligentné riešenie. Vytvára prijateľný rozsah, nie jeden dokonalý bod. Tým sa zabezpečí, že diely vyrobené v rôznom čase alebo dokonca rôznymi dodávateľmi do seba dokonale zapadajú.
| Koncept | Ideálny svet | Skutočný svet |
|---|---|---|
| Výroba | Dokonalá replikácia | Nevyhnutná variácia |
| Montáž | Vždy sa hodí | Vyžaduje toleranciu |

Prvý princíp: Variabilita je nevyhnutná
Začnime základnou pravdou. Každý výrobný proces má prirodzenú variabilitu. Od CNC obrábania až po vstrekovanie plastov sú malé odchýlky samozrejmosťou. To je prvý princíp, ktorý musíme prijať.
Odkiaľ sa berie variabilita?
Tieto drobné nedokonalosti pochádzajú z viacerých zdrojov. Spomeňte si na opotrebovanie obrábacích strojov počas dlhej výroby. Alebo zvážte drobné rozdiely medzi jednotlivými šaržami surovín. Dokonca aj zmeny teploty v továrni môžu ovplyvniť konečnú veľkosť súčiastky. Udržiavanie rozmerová stabilita1 sa neustále sústreďuje.
| Zdroj odchýlky | Príklad | Vplyv na vlákno |
|---|---|---|
| Stroj | Opotrebovanie nástrojov | Posun rozstupu alebo priemeru |
| Materiál | Zmeny tvrdosti | Zmeny povrchovej úpravy |
| Životné prostredie | Teplota | Rozšírenie/kontrakcia časti |
| Prevádzkovateľ | Rozdiely v nastavení | Nekonzistentný východiskový bod |
Bez systému, ktorý by to zvládol, by bola montáž nočnou morou. Skrutka vyrobená ráno by nemusela pasovať na maticu vyrobenú popoludní.
Základné riešenie: Zameniteľnosť
Toto je základný problém, ktorý rieši tolerancia vlákien. Stanovuje jasnú "zónu akceptovateľnosti" pre rozmery závitu. Pokiaľ diel spadá do tohto stanoveného rozsahu, bude fungovať správne. Tento princíp umožňuje spoľahlivú sériovú výrobu. Zaručuje, že súčiastky sú vzájomne zameniteľné, čo zabezpečuje bezproblémovú montáž projektov, ktoré riešime v spoločnosti PTSMAKE.
Skrátka, výrobné odchýlky sú neustálou realitou. Tolerancia závitov je základný systém, ktorý riadi tieto odchýlky a zabezpečuje vzájomnú zameniteľnosť a správnu montáž dielov, čo je základom modernej, škálovateľnej výroby.
Prečo je priemer stúpania najkritickejším rozmerom závitu?
Priemer stúpania je skutočným jadrom závitového spojenia. Nie je to len meranie; určuje, ako dobre sa dve časti skutočne spoja a ako budú fungovať pri zaťažení.
Považujte ho za účinný kontaktný bod. Tu sa odohráva skutočná práca.
Zóna kontaktu
Hlavný a vedľajší priemer sú približne na hranici. Rozstupový priemer však riadi priamy kontakt povrchu s bokom. Tento kontakt určuje kvalitu uloženia.
Správny kontakt zabezpečuje pevnosť a stabilitu. Zlý kontakt vedie k poruche.
Porovnanie rolí v priemere
| Typ priemeru | Primárna funkcia | Vplyv na pripojenie |
|---|---|---|
| Hlavný priemer | Definuje najvzdialenejšiu hranicu. | Poskytuje voľný priestor na montáž. |
| Menší priemer | Definuje najvnútornejšiu hranicu. | Zabraňuje zásahom do koreňa. |
| Priemer rozstupu | Ovláda boj z boku do boku. | Určuje uloženie, pevnosť a rozloženie zaťaženia. |

Mechanika spojovacích závitov
Aj keď sú hlavné a vedľajšie priemery dôležité, poskytujú predovšetkým voľný priestor. Hlavný priemer vonkajšieho závitu musí byť voľný pre menší priemer vnútorného závitu a naopak. Vytvárajú priestor pre montáž závitov bez toho, aby sa zviazali na svojich koncoch (hrebeňoch) alebo koreňoch.
Tieto povrchy však nie sú navrhnuté na prenášanie primárneho ťahového zaťaženia. Táto kritická úloha pripadá na šikmé plochy bokov závitu.
Zapojenie bokov je kľúčové
Priemer sklonu priamo určuje tento záber bokov. Je to pomyselný valec, ktorý prechádza závitom v mieste, kde sa šírky závitu a drážky rovnajú.
Ak sa priemery rozstupu skrutky a matice dokonale zhodujú, ich boky sa k sebe rovnomerne pritláčajú. Zaťaženie sa tak rovnomerne rozloží na všetky zaaretované závity.
Správne zapojenie maximalizuje pevnosť spoja v ťahu a šmyku. Zabraňuje koncentrácii napätia na jednom závite, čo je častou príčinou poruchy. Zabraňuje tiež problémom, ako je napr. žlč2.
Ako tolerancie ovplyvňujú prispôsobenie
Preto sa tolerancia závitu takmer úplne zameriava na priemer rozstupu. V našich projektoch v spoločnosti PTSMAKE je kontrola tohto jediného rozmeru najdôležitejšia pre vytvorenie spoľahlivých a opakovateľných spojov.
| Rozmer odchýlky | Výsledný problém | Dôsledky |
|---|---|---|
| Príliš veľký priemer rozstupu | Interferenčné prispôsobenie | Montáž je náročná alebo nemožná. |
| Príliš malý priemer rozstupu | Voľné uloženie, nadmerná vôľa | Uvoľnenie vibrácií, znížená pevnosť. |
| Väčší/menší priemer Vypnuté | Rušenie hrebeňa/korienkov | Drobná väzba, ale menej kritická pre pevnosť. |
Práve táto presná kontrola oddeľuje vysoko výkonné spojenie od spojenia, ktoré pri záťaži zlyhá.
Priemer stúpania, ktorý ovplyvňuje kontakt s bokom, je najdôležitejším rozmerom pre uloženie, pevnosť a celkovú spoľahlivosť závitu. Hlavný a vedľajší priemer zabezpečujú vôľu, ale stúpací priemer zabezpečuje, že spoj môže skutočne plniť svoju úlohu pri zaťažení.
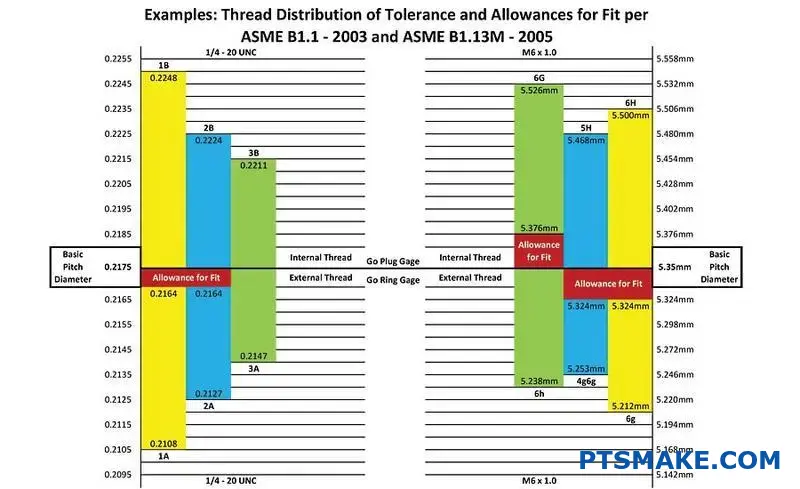
Čo predstavujú triedy tolerancie vlákien ako 6g/6H?
Predstavte si triedu tolerancie vlákien ako jednoduchý kód. Tento kód má dve časti: číslo a písmeno. Každá časť nám dáva špecifické pokyny na výrobu.
Číslo: Trieda tolerancie
Číslo označuje stupeň tolerancie. Nižšie číslo znamená prísnejšiu a presnejšiu toleranciu. Vyššie číslo umožňuje väčšie odchýlky.
Pre väčšinu štandardných aplikácií je vhodnou voľbou trieda 6. Ponúka skvelú rovnováhu medzi výkonom a výrobnými nákladmi.
| Trieda tolerancie | Úroveň presnosti | Bežný prípad použitia |
|---|---|---|
| 4 | Veľmi vysoká | Letecký priemysel, presné prístroje |
| 6 | Stredná (štandardná) | Všeobecné strojárstvo, automobilový priemysel |
| 8 | Hrubé | Nekritické spojovacie prvky |
List: Základná odchýlka
Písmeno definuje počiatočný bod tolerančného pásma. Hovorí nám, ako ďaleko je vlákno od svojej základnej, teoretickej veľkosti. Táto hodnota sa nazýva základná odchýlka.
Malé písmená (ako "g") sú určené pre vonkajšie závity (skrutky). Veľké písmená (ako "H") sú pre vnútorné závity (matice).

Pochopenie tohto kódu je kľúčom k úspešnému spájaniu dielov. V spoločnosti PTSMAKE vidíme, že správne nastavenie tolerancie závitu od začiatku zabraňuje nákladným problémom pri montáži. Je to základný detail pre spoľahlivú mechanickú konštrukciu.
Ako stupeň a odchýlka vytvárajú zhodu
Číslo a písmeno spolupracujú. Definujú konečné uloženie skrutky a matice. Trieda (číslo) určuje veľkosť okna pre odchýlku, zatiaľ čo odchýlka (písmeno) toto okno umiestňuje.
Napríklad poloha "g" pre skrutky poskytuje príplatok. To znamená, že je zaručená vôľa medzi najväčšou možnou skrutkou a najmenšou možnou maticou. Tým sa zabezpečí jednoduchá montáž dielov bez rušivých vplyvov.
Stránka základná odchýlka3 je rozhodujúca pre zameniteľnosť.
Naopak, poloha "h" má nulový príplatok. Maximálna veľkosť skrutky je rovnaká ako základná veľkosť. Tým sa môže vytvoriť tesnejšie uloženie.
Bežné kombinácie a ich význam
Tento systém umožňuje rôzne typy uloženia. Môžete určiť voľné uloženie pre rýchlu montáž alebo tesné uloženie pre presné zarovnanie.
| Kombinácia | Externý závit | Vnútorný závit | Výsledné prispôsobenie |
|---|---|---|---|
| 6g/6H | 6g (príspevok) | 6H (bez príspevku) | Štandardný voľný priestor |
| 6h/6H | 6h (bez príspevku) | 6H (bez príspevku) | Prechod/prípojka Fit |
| 4h/5H | 4h (prísnejšie) | 5H (prísnejšie) | Presné priliehavé uchytenie |
V minulých projektoch bol výber správnej kombinácie rozhodujúci. Klientom pomáhame vybrať triedu, ktorá zabezpečí funkčnosť bez zbytočného prekombinovania, ktoré môže zbytočne zvýšiť náklady.
Stručne povedané, číslo triedy tolerancie závitu nastavuje úroveň presnosti, zatiaľ čo písmeno umiestňuje tolerančné pásmo. Spoločne presne definujú zamýšľané uloženie medzi spájajúcimi sa dielmi, čím zabezpečujú funkčnosť a vyrobiteľnosť pre každú aplikáciu.
Prečo sa musia inžinieri spoliehať na normy ako ISO alebo ASME?
Normy vytvárajú univerzálny jazyk pre inžinierov. Fungujú ako spoločný slovník pre navrhovanie a výrobu. Vďaka tomu všetci hovoria rovnakým technickým jazykom.
Univerzálny plán
Tento spoločný jazyk umožňuje konštruktérovi v USA vytvoriť diel. Výrobca v Číne, ako sme my v PTSMAKE, ho potom môže dokonale vyrobiť. Neexistuje žiadny priestor pre nesprávnu interpretáciu.
Kľúčové prvky
Toto spoločné porozumenie sa vzťahuje na všetko. Zahŕňa materiály, rozmery a kritické vlastnosti. Táto presnosť odstraňuje z procesu dohady a nákladné chyby.
| Aspekt | S normami | Bez noriem |
|---|---|---|
| Komunikácia | Jasné a presné | Nejednoznačné a mätúce |
| Výklad | Univerzálne | Subjektívne a miestne |
| Výsledok | Konzistentná kvalita | Nepredvídateľné výsledky |
Teraz preskúmajme, čo sa stane, keď tento jazyk chýba. Predstavte si svet, v ktorom má každá spoločnosť svoje vlastné pravidlá. Bol by to čistý chaos, najmä pre globálne dodávateľské reťazce.
Chaos bez spoločného jazyka
Spomeňte si na jednoduchú skrutku M6. Bez noriem ISO alebo ASME by pojem "M6" mohol znamenať desiatky rôznych vecí. Práve v tomto prípade je jasný systém tolerancie závitu nevyhnutný.
Svet nezhodných častí
Skrutka od jedného dodávateľa nebude pasovať na maticu od iného dodávateľa. Montážne linky by sa zastavili. Celý princíp zameniteľnosť4 by jednoducho zmizli. Nie je to len nepríjemnosť, ale úplné zlyhanie systému.
V minulých projektoch spoločnosti PTSMAKE nám spoliehanie sa na tieto normy umožnilo získať komponenty pre klienta na celom svete. Vedeli sme, že špecifikovaný spojovací prvok z Nemecka bude dokonale pasovať do súčiastky, ktorú sme obrábali v Číne.
Vlnivé účinky na výrobu
Bez noriem by náklady prudko vzrástli. Potrebovali by sme jedinečné nástroje a meradlá pre každý vlastný dizajn klienta. Dodacie lehoty by sa predĺžili z týždňov na mesiace.
| Metrické | S normami | Bez noriem |
|---|---|---|
| Náklady na nástroje | Štandardizované, nižšie | Vlastné, Veľmi vysoké |
| Čas realizácie | Predvídateľné | Nepredvídateľné, dlhé |
| Kontrola kvality | Priamočiare | Komplexné a nákladné |
| Globálne zásobovanie | Uskutočniteľné | Nemožné |
Toto kontrolované prostredie je dôvodom, prečo normy nie sú len usmerneniami, ale základom modernej výroby.
Normy ako ISO a ASME poskytujú dôležitý spoločný jazyk. Bez nich by sa globálna výroba dostala do chaosu. Neexistovali by vymeniteľné diely, čo by viedlo k prudkému nárastu nákladov, nepredvídateľným časovým harmonogramom a rozsiahlemu zlyhávaniu výrobkov, najmä pokiaľ ide o detaily, ako je tolerancia závitov.
Kontrast medzi toleranciou a toleranciou v praktickom zmysle.
Použime jednoduchú analógiu. Predstavte si, že parkujete auto v garáži. Garážové dvere sú diera a vaše auto je šachta.
Zámerná medzera
Príspevok je zámerné extra priestor. Je to rozdiel medzi šírkou dverí a vášho auta. Táto medzera zabezpečuje, že sa vaše vozidlo zmestí bez toho, aby sa poškriabali boky.
Nevyhnutná chyba
Tolerancia je neúmyselné ale prijateľná výrobná chyba. Vaše auto môže byť o niekoľko milimetrov širšie alebo užšie, ako sa uvádza v technickom liste. Ide o výrobnú odchýlku.
| Koncept | Analógia | Popis |
|---|---|---|
| Príspevok | Dodatočný priestor | Navrhnutá medzera pre hladké uchytenie. |
| Tolerancia | Rozdiely vo veľkosti | Povolená chyba vo výrobe. |
Ako sa kombinujú, aby definovali vhodnosť
Prípustnosť a tolerancia nie sú nezávislé. Spolupracujú pri určovaní konečného uloženia vzájomne sa kryjúcich dielov. Prípustná odchýlka určuje zamýšľaný priestor, zatiaľ čo tolerancia definuje prijateľný rozsah tohto priestoru.
Predstavte si to takto: príspevok je váš cieľ a tolerancia je kruh okolo neho. Pokiaľ sa konečné rozmery nachádzajú v tomto kruhu, je diel prijateľný.
Hranice veľkosti
Kombinácia základnej veľkosti súčiastky, jej prídavku a tolerancie vytvára "hranice veľkosti". Sú to maximálne a minimálne rozmery, ktoré môže mať diel a ktoré sú stále funkčné. Ide o kritický koncept, najmä ak ide o presné uloženie, ako napríklad pri Najmenší materiálny stav5.
V našej práci v PTSMAKE tieto limity starostlivo riadime. Napríklad v projekte, ktorý zahŕňa komponenty s vláknami, je kontrola tolerancie vlákien nevyhnutná na zabezpečenie bezpečného spojenia bez viazania. Po niekoľkých testoch s naším klientom sme zistili, že mierne prísnejšia tolerancia zlepšila spoľahlivosť montáže o viac ako 15%.
| Prvok | Úloha v systéme Fit |
|---|---|
| Základná veľkosť | Teoretický, dokonalý rozmer. |
| Príspevok | Definuje minimálnu vzdialenosť alebo maximálny zásah. |
| Tolerancia | Definuje celkovú prijateľnú odchýlku pre jednu časť. |
Toto vzájomné pôsobenie určuje, či sa dosiahne voľné, prechodné alebo rušivé uloženie.
Prídavok je plánovaná medzera na uloženie dielov. Tolerancia je prípustná výrobná chyba. Spoločne definujú konečné rozmerové limity, ktoré zabezpečujú správnu montáž a funkčnosť dielov, čo je zásada, ktorú uplatňujeme každý deň.
Ako ovplyvňujú tolerancie hlavného a vedľajšieho priemeru funkciu?
Hlavné a vedľajšie priemery slúžia na veľmi odlišné účely. Ich tolerancie závitov nie sú zameniteľné. Sú navrhnuté na riešenie odlišných funkčných problémov.
Úloha hlavného priemeru
Tolerancia hlavného priemeru vonkajšieho závitu určuje predovšetkým jeho uloženie. Zabezpečuje, aby skrutka mohla vstúpiť do spájajúcej sa časti bez rušivých vplyvov. Poskytuje tiež povrch pre správne nasadenie kľúča.
Úloha menšieho priemeru
Naopak, tolerancia menšieho priemeru vnútorného závitu je rozhodujúca pre pevnosť. Určuje správnu veľkosť závitového vrtáka a definuje schopnosť materiálu jadra odolávať oddeľovaniu pri zaťažení.
| Typ priemeru | Hlavný účel | Kritické obavy |
|---|---|---|
| Hlavné (externé) | Montáž a nástroje | Riziko rušenia |
| Menšie (interné) | Sila a poklepávanie | Zlyhanie časti |

Tolerancie týchto dvoch priemerov nie sú len čísla, ale kritické funkčné kontroly. Ich správna voľba zabraňuje bežným výrobným a montážnym poruchám. V minulých projektoch spoločnosti PTSMAKE bol tento rozdiel kľúčový.
Hlavný priemer: Kontrola interferencie a priľnavosti
Hlavnou úlohou hlavného priemeru je zabrániť rušeniu. Ak je hlavný priemer skrutky v maximálnej tolerancii, nemusí sa zmestiť do otvoru s minimálnou toleranciou. To spôsobuje zastavenie montážnych liniek.
Ovplyvňuje aj to, ako nástroje spolupracujú so spojovacím prvkom. Pri šesťhrannej skrutke je rozmer cez ploché plochy hlavným priemerom. Voľná tolerancia v tomto prípade vedie k nedbalému uloženiu kľúča, čo môže spôsobiť zaoblenie rohov a znemožniť správny krútiaci moment.
Menší priemer: Jadro sily
Menší priemer matice alebo závitovej diery je jej základom. Tento rozmer priamo informuje o veľkosti vrtáka použitého pred závitovaním. Ak je otvor príliš malý, závitník sa zviaže a zlomí.
Ak je otvor príliš veľký, výsledný závit bude plytký a slabý. To výrazne znižuje pevnosť spoja. Materiál pri menšom priemere musí byť dostatočný na to, aby zvládol zamýšľané zaťaženie. Nedostatočná kontrola tu môže vytvoriť oblasti s vysokou koncentrácia napätia6, čo je hlavnou príčinou zlyhania skrutky.
| Chyba tolerancie | Výsledný funkčný problém |
|---|---|
| Príliš veľký hlavný priemer | Diely sa nezostavujú. |
| Príliš malý hlavný priemer | Zlé uchopenie nástroja, riziko skĺznutia. |
| Príliš malý menší priemer | Zlomenie kohútika počas výroby. |
| Príliš veľký menší priemer | Slabé vlákna, ktoré sa ľahko odizolujú. |
Tolerancia hlavného priemeru kontroluje vonkajšie uloženie, čím sa predchádza rušivým vplyvom pri montáži a zabezpečuje sa bezpečné uchytenie nástroja. Tolerancia menšieho priemeru je dôležitá pre vnútorné závity, určuje veľkosť závitníkového vrtáka a zabezpečuje pevnosť jadra súčiastky proti poruche.
Prečo je nulová odchýlka v závitoch prakticky nemožná?
Z fyzikálneho hľadiska je dokonalosť ilúziou. Dosiahnuť nulovú odchýlku v závitoch je nielen ťažké, ale aj nemožné. Každý výrobný krok prináša drobné, nevyhnutné chyby.
Tieto odchýlky vyplývajú z fyzikálnych limitov. Musíme zohľadniť stroj, nástroj, materiál a dokonca aj zmeny teploty. Pochopenie tejto skutočnosti pomáha stanoviť realistické ciele pre toleranciu závitov.
Nižšie uvádzame krátke porovnanie ideálneho cieľa s fyzickou realitou, s ktorou pracujeme v presnej výrobe.
| Aspekt | Ideál (nulová variácia) | Realita |
|---|---|---|
| Proces | Dokonale stabilný a opakovateľný | Mikrovibrácie a odchýlky |
| Nástroje | Nemenné rozmery | Opotrebováva sa pri každom použití |
| Materiál | Úplne jednotný | Obsahuje mikronečistoty |
| Životné prostredie | Konštantná teplota | Teplo spôsobuje expanziu |
Honba za neexistujúcim "dokonalým" vláknom je nielen nepraktická, ale aj neuveriteľne nákladná.

Nepoddajné zákony fyziky
Poďme si vysvetliť, prečo sú tieto varianty základnou súčasťou sveta výroby. Nejde o nedostatok zručností alebo technológií, ale o fyziku.
Obmedzenia výrobných procesov
Žiadny stroj nie je nekonečne pevný. Dokonca aj najmodernejšie CNC stroje majú počas prevádzky mikroskopické vibrácie a výchylky. Tieto drobné pohyby, hoci sú takmer nemerateľné, sa prenášajú priamo na obrobok. Vytvárajú nepatrné odchýlky od dokonalého tvaru závitu. Materiál je anizotropné správanie7 tiež znamená, že reaguje na rezné sily odlišne v závislosti od orientácie jeho vlákien.
Nevyhnutné opotrebovanie nástrojov
Rezný nástroj je najostrejší len pred prvým rezom. S každým závitom, ktorý urobí, sa rezná hrana mierne zotrie. Toto opotrebovanie je postupné, ale neúprosné. Ako sa nástroj otupuje, menia sa rozmery závitu, ktorý vytvára.
Tu sa dozviete, ako môže opotrebovanie nástroja ovplyvniť dávku dielov:
| Číslo dielu | Stav nástroja | Výsledný priemer rozstupu |
|---|---|---|
| Časť #1 | Nový nástroj | V cieli |
| Časť #500 | Drobné opotrebenie | Mierne väčší |
| Časť #1000 | Mierne opotrebenie | Posunutie hornej hranice tolerancie |
V spoločnosti PTSMAKE to riadime prostredníctvom prísneho monitorovania životnosti nástrojov a protokolov o výmene, aby sme zachovali konzistentnú toleranciu závitov.
Povaha materiálov
Suroviny nie sú nikdy dokonale rovnomerné. Obsahujú mikroskopické nezrovnalosti, rozdiely v tvrdosti a vnútorné napätia. Keď nástroj reže do materiálu, tieto nedokonalosti spôsobujú jeho mierne nepredvídateľné reakcie.
Skrytý vplyv tepelnej rozťažnosti
Trenie pri rezaní vytvára značné množstvo tepla. Toto teplo spôsobuje rozpínanie nástroja aj obrobku. Diel meraný za tepla bude mať iné rozmery ako po vychladnutí. Tieto tepelné vplyvy musíme kontrolovať a kompenzovať, aby sme dosiahli vysokú presnosť.
Snaha o dosiahnutie nulovej variácie je v podstate bojom proti základným fyzikálnym zákonom. Opotrebovanie nástrojov, nekonzistencia materiálu, vibrácie stroja a tepelná rozťažnosť sú neodmysliteľnou realitou. Uvedomenie si týchto obmedzení je prvým krokom k dosiahnutiu realistickej a opakovateľnej presnosti.
Porovnajte metrické systémy ISO a jednotné tolerančné systémy (UN/UNF).
Pochopenie výziev vlákien je veľmi dôležité. Metrické systémy ISO a unifikované systémy (UN/UNF) vyzerajú na papieri odlišne. Je to preto, že majú jedinečné štruktúry označovania.
Bežné metrické označenie je napríklad M8 x 1,25-6H. Pre unifikované označenie sa môže používať označenie 5/16-18 UNC-2B.
Prehľad označenia
Kódy rozprávajú príbeh. "6H" a "2B" definujú tolerancia závitu. Nie sú zameniteľné. Odrážajú úplne odlišné systémové filozofie.
| Systém | Príklad externého vlákna | Príklad vnútorného vlákna |
|---|---|---|
| Metrické ISO | 6g | 6H |
| Zjednotené (UN/UNF) | 2A | 2B |
Tieto rozdiely majú priamy vplyv na to, ako diely zapadajú a fungujú. Výber toho správneho je pre každý projekt kľúčový.

Filozofia kódov
Systém ISO je vysoko štruktúrovaný. Pre stupeň tolerancie sa používa číslo. Pre polohu sa používa aj písmeno. Tým sa vytvára podrobná matica možných uložení.
Systém OSN/UNF je viac triedny. Zaraďuje sa do širokých kategórií. Triedy 1, 2 a 3 definujú voľné, štandardné a tesné uloženie. Trieda 2 je najbežnejšia pre všeobecné aplikácie.
Praktické dôsledky pre dizajnérov
Návrhári pracujúci na celom svete musia ovládať oba systémy. Americký konštruktér, ktorý špecifikuje uloženie triedy 2B, potrebuje ekvivalent ISO. Zvyčajne je pre vnútorný závit najbližšie 6H.
Nie sú však totožné. V minulých projektoch spoločnosti PTSMAKE sme sa stretli s tým, že nezhody spôsobili problémy pri montáži. Tieto jemné rozdiely v tolerančnom pásme sú dôležité. Systém ISO poskytuje podrobnejšiu kontrolu vďaka použitiu základné odchýlky8.
Tu je všeobecné porovnanie vhodných aplikácií:
| Trieda Fit | Systém | Typická aplikácia |
|---|---|---|
| Voľný strih | 1A/1B (UNF), 7H/7g (ISO) | Jednoduchá montáž, umožňuje odstraňovanie nečistôt |
| Štandardné prispôsobenie | 2A/2B (UNF), 6H/6g (ISO) | Komerčné použitie na všeobecné účely |
| Tesné priľnutie | 3A/3B (UNF), 4H/5g (ISO) | Vysoká presnosť, nulová vôľa |
Tento preklad je kľúčovou súčasťou našich služieb DFM (Design for Manufacturability). Zabezpečujeme zachovanie zámeru návrhu bez ohľadu na systém použitý na pôvodnom výkrese.
Označenie systémov ISO a OSN tolerancia závitu odlišne (napr. 6H vs. 2B). Tieto kódy vychádzajú z rôznych filozofií - jeden systematický, druhý triedny. Pri globálnych projektoch je pochopenie týchto rozdielov nevyhnutné, aby sa predišlo chybám pri montáži a zabezpečila sa správna funkcia súčiastky.
Záver: Správna voľba pre vašu aplikáciu
Výber medzi vláknami triedy 2A a 2B je jednoduchý. Záleží na tom, či sa hodí a či je funkčný. Pamätajte si, že závit 2A je určený pre vonkajšie závity (skrutky, vruty). Poskytuje vôľu.
Tento malý prídavok je ideálny na nanášanie náterov alebo pokovovanie. Trieda 2B je určená pre vnútorné závity (matice, závitové otvory). Poskytuje štandardné uloženie bez dodatočnej vôle.
Stručná referenčná príručka
Táto tabuľka zjednodušuje rozhodovací proces. Použite ju ako rýchlu kontrolu svojich návrhov.
| Trieda | Typ vlákna | Kľúčová funkcia | Bežný prípad použitia |
|---|---|---|---|
| 2A | Externá stránka | Príspevok (zúčtovanie) | Skrutky s pokovovaním alebo povlakom |
| 2B | Interné stránky | Žiadny príspevok | Štandardné matice, otvory so závitom |
Toto rozlíšenie je pre montáž dielov zásadné.

Výber má v konečnom dôsledku vplyv na celý výrobný proces. Jednoduchý zápis na výkrese určuje, ako budeme pristupovať k výrobe a kontrole. V minulých projektoch spoločnosti PTSMAKE sme videli, ako môže prehliadnutie tohto detailu spôsobiť značné problémy pri montáži.
Viac ako základy: Vplyv na výrobu
Špecifikovaná tolerancia závitu priamo ovplyvňuje výber nástroja a kontrolu kvality. Napríklad hrubší povlak si vyžaduje dôkladný výpočet, aby sa zabezpečilo, že konečný závit 2A sa stále správne spája so svojím náprotivkom 2B. Nejde len o čísla, ale o praktický výsledok.
Práve tu je kľúčová jasná komunikácia s výrobným partnerom. Pomáhame klientom zvážiť aj iné faktory ako len prvotný návrh. Patrí sem výber materiálu a kroky následného spracovania. Naše skúsenosti ukazujú, že správne kalibrácia meradiel9 je pre dosiahnutie konzistentných výsledkov nevyhnutná.
Faktory ovplyvňujúce vaše rozhodnutie
Pri špecifikácii triedy vlákna zvážte tieto body. Každý z nich zohráva úlohu pri výkone a nákladoch konečnej časti.
| Faktor | Zváženie výberu 2A/2B |
|---|---|
| Následné spracovanie | Bude diel pokovovaný, eloxovaný alebo potiahnutý? Ak áno, je potrebný 2A. |
| Montáž Fit | Je štandardné, spoľahlivé uloženie dostatočné? 2B je správna voľba. |
| Životné prostredie | Bude faktorom korózia? Pomáhajú nátery chránené príspevkom 2A. |
| Náklady | Závity triedy 2 ponúkajú skvelú rovnováhu medzi výkonom a spracovateľnosťou. |
Včasná diskusia o týchto faktoroch zabraňuje nákladnému prepracovaniu a oneskoreniu.
Správna voľba medzi závitmi triedy 2A a 2B zaručuje správne uloženie, najmä po následnom spracovaní. Je to rozhodujúci detail pre úspešnú montáž a funkčnosť. Jasná komunikácia s výrobcom, ako sme my v spoločnosti PTSMAKE, je nevyhnutná na dosiahnutie správnej tolerancie závitu.
Ako vytvárajú triedy tolerancie rôzne mechanické uloženia?
Mechanické uloženie je základom presného strojárstva. Určujú, ako sa dve súčiastky montujú a fungujú spolu. Ide o vzťah medzi otvorom a hriadeľom.
Existujú tri základné typy záchytov. Každý z nich sa vytvára pomocou špecifických kombinácií tried tolerancie. Tie určujú správanie konečnej zostavy.
Vhodný klírens
Tu je hriadeľ vždy menší ako otvor. To zaručuje priestor medzi dielmi. Tie sa môžu voľne pohybovať alebo otáčať. Klasickým príkladom je kombinácia H7/g6.
Prechod sa hodí
Toto je stredná cesta. Tolerancie otvoru a hriadeľa sa prekrývajú. Konečná zostava môže mať malú vôľu alebo mierny presah. V tomto prípade je bežnou voľbou H7/k6.
Interferencia sa hodí
V tomto prípade je hriadeľ vždy väčší ako otvor. Na zostavenie dielov je potrebná sila. Tým sa vytvorí pevný a stály spoj. H7/p6 je typické interferenčné uloženie.

Hĺbkový ponor do aplikácií Fit
Výber správnej veľkosti je veľmi dôležitý. Má priamy vplyv na výkon, montáž a náklady. V našich projektoch v spoločnosti PTSMAKE je toto rozhodnutie kľúčovou súčasťou procesu preskúmania návrhu.
Praktické využitie voľných priestorov (napr. H7/g6)
Predstavte si jednoduché ložisko na rotujúcom hriadeli, ktoré neprenáša veľké zaťaženie. Potrebujete vôľu na mazanie a voľné otáčanie. Toto uloženie zabezpečuje, že sa hriadeľ môže otáčať bez toho, aby sa vo vnútornej dráhe ložiska viazal. Výhodou je aj jednoduchá montáž a demontáž.
Kedy použiť prechodné prispôsobenia (napr. H7/k6)
Prechodové uloženia sú určené na presné umiestnenie. Ponúkajú pevnú montáž bez toho, aby bola potrebná veľká sila. Zvážte prevody alebo kladky na hriadeli. Musia byť presne umiestnené, ale môže byť potrebné ich aj odstrániť kvôli údržbe. Toto uloženie poskytuje túto rovnováhu. Podobné princípy platia aj pre tolerancia závitu10 na zabezpečenie správneho umiestnenia upevňovacích prvkov.
Sila interferencie sa hodí (napr. H7/p6)
Interferenčné uloženia vytvárajú pevné a trvalé zostavy. Prenášajú krútiaci moment alebo znášajú veľké zaťaženie bez použitia kľúčov alebo čapov. Bežným príkladom je zalisovanie kaleného oceľového čapu do mäkšieho puzdra. Časti sa pružne deformujú, čím vzniká obrovský tlak a trenie.
| Typ Fit | Príklad kombinácie | Typická aplikácia | Poznámka k montáži |
|---|---|---|---|
| Odbavenie | H7/g6 | Hriadeľ v čapovom ložisku | Časti sa zasúvajú do seba |
| Prechod | H7/k6 | Polohovacie hmoždinky, hroty | Potrebná ľahká sila |
| Interferencia | H7/p6 | Ložisko do puzdra | Požaduje sa lisovanie |
Základom je pochopiť tieto tri typy prispôsobenia. Výberom správnych tried tolerancie pre otvor a hriadeľ môžete presne kontrolovať, či sa diely budú voľne pohybovať, presne sa umiestnia alebo sa natrvalo spoja.
Ako pokovovanie alebo povlak ovplyvňuje toleranciu závitu?
Pokovovanie alebo pokovovanie pridáva tenkú vrstvu materiálu. Táto vrstva zväčšuje konečnú veľkosť dielu. V prípade závitov je to kritický problém.
Tento pridaný materiál zaberá plánovaný priestor. Tento priestor alebo prídavok zabezpečuje, že diely do seba hladko zapadajú.
Bez správneho plánovania sa vlákna nemusia zostaviť. Uloženie je príliš tesné, čo spôsobuje rušenie. To priamo ovplyvňuje toleranciu závitu.
Vplyv pridanej hrúbky
Aj niekoľko mikrónov pokovovania môže mať význam. Nižšie uvedená tabuľka ukazuje, ako môžu rôzne povlaky ovplyvniť uloženie.
| Typ povlaku | Typická hrúbka (μm) | Riziko rušenia |
|---|---|---|
| Pozinkovanie | 5-15 | Stredné |
| Bezelektrický nikel | 10-25 | Vysoká |
| Eloxovanie (typ II) | 5-18 | Stredné |
Preto musíme od začiatku zohľadniť hrúbku povlaku.

Ako normy riešia hádanku pokovovania
Ako teda môžeme zabrániť tomuto rušeniu? Hrúbku povlaku nemôžeme jednoducho ignorovať.
Normalizačné orgány ako ISO ponúkajú inteligentné riešenie. Stanovujú rôzne triedy tolerancie závitov pre diely, ktoré budú potiahnuté.
Tento prístup mení počiatočnú pozíciu vlákna. Efektívne sa tak vytvorí priestor pre budúci povlak.
Pre nepotiahnuté vonkajšie závity je bežná poloha "h". Má nulovú prípustnosť. To znamená, že maximálna veľkosť závitu je základná veľkosť.
Pre závity určené na pokovovanie sa však používa poloha "g". Tým sa vytvorí zabudovaná medzera ešte pred nanesením povlaku.
Táto medzera, definovaná základná odchýlka11, je navrhnutý tak, aby sa prispôsobil hrúbke povlaku.
Rozmery pred pokovovaním a po pokovovaní
Cieľ je jednoduchý. Po pokovovaní by mal závit s polohou "g" pasovať ako štandardný závit s polohou "h".
| Pozícia vlákna | Príspevok | Zamýšľané použitie | Konečná úprava (po pokovovaní) |
|---|---|---|---|
| h (napr. 6 h) | Zero | Bez povrchovej úpravy | NEUPLATŇUJE SA |
| g (napr. 6g) | Pozitívne | Na pokovovanie/povrchovú úpravu | Podobne ako 6h |
Praktická aplikácia na PTSMAKE
V spoločnosti PTSMAKE vždy diskutujeme o povrchových úpravách už v počiatočnej fáze návrhu. Zabezpečíme, aby bola špecifikovaná správna tolerancia závitu pred pokovovaním.
Tento proaktívny krok zabraňuje nákladnému prepracovaniu. Zabraňuje tiež oneskoreniam spôsobeným nesprávnou montážou dielov.
Povlaky pridávajú hrúbku, ktorá môže zničiť uloženie závitu. Na vyriešenie tohto problému sa v normách používajú špeciálne triedy tolerancie pred pokovovaním. Tieto triedy, ako napríklad "g" pre vonkajšie závity, vytvárajú počiatočnú medzeru, aby sa vytvoril priestor pre povlak, čím sa zabezpečí správna montáž.
Aký systém sa skrýva za meradlami Go/No-Go?
Meradlá Go/No-Go sú viac ako len kontrolné nástroje. Sú fyzickou reprezentáciou špecifikovaných tolerančných limitov súčiastky. Predstavte si ich ako priamy fyzický test vašich konštrukčných výkresov.
Strana "Go" potvrdzuje minimálnu prijateľnú veľkosť prvku. Musí sa zmestiť. Naopak, strana "No-Go" predstavuje maximálnu prijateľnú veľkosť. Nesmie sa zmestiť.
Tento jednoduchý binárny systém odstraňuje dohady. Poskytuje jasný verdikt "vyhovel" alebo "nevyhovel", čím sa zabezpečí, že každý diel dodrží požadovanú toleranciu závitu.

Elegancia systému Go/No-Go spočíva v priamom prevode abstraktných čísel na fyzickú kontrolu. Tolerancia závitu súčiastky je definovaná hornou a dolnou hranicou; meradlá sa obrábajú presne podľa týchto hraničných podmienok.
Meradlo "Go": Overenie montáže
Meradlo "Go" sa vyrába podľa maximálneho stavu materiálu závitu (MMC). Pre vnútorný závit, ako napríklad v matici, to zodpovedá najmenšiemu prípustnému priemeru stúpania.
Ak sa meradlo "Go" zavádza hladko, zaručuje to, že sa diel zmontoval s príslušným partnerom. Potvrdzuje, že diel nie je príliš malý.
Meradlo "No-Go": Zabezpečenie správnej montáže
Meradlo "No-Go" kontroluje stav najmenšieho materiálu (LMC). Pre vnútorný závit je to najväčší prípustný priemer stúpania. Zabezpečuje, aby závit nebol príliš voľný.
Toto meradlo by sa nemalo dostať do dielu. Táto kritická kontrola zaručuje dostatočný záber závitu, ktorý je nevyhnutný pre pevné a bezpečné spojenie. Konštrukcia a použitie týchto meradiel sa riadi základnou koncepciou známou ako Taylorov princíp12.
V našich procesoch kontroly kvality v spoločnosti PTSMAKE je to základný krok. Zabezpečuje, aby nami dodávané diely opracované na CNC stroji spĺňali presnú toleranciu závitu, ktorú naši klienti požadujú.
| Typ meradla | Kontroluje tento stav | Účel | Výsledok pre dobrú časť |
|---|---|---|---|
| Go Gauge | Maximálny stav materiálu (MMC) | Zabezpečuje montáž dielov | Musí sa zmestiť |
| Meradlo No-Go | Najmenší materiálny stav (LMC) | Zabezpečuje, aby diely neboli príliš voľné | Nesmie sa zmestiť |
Meradlá Go/No-Go fyzicky stelesňujú toleranciu závitu dielu. Meradlo "Go" potvrdzuje maximálny stav materiálu pre montáž, zatiaľ čo meradlo "No-Go" kontroluje najmenší stav materiálu, aby sa zabezpečilo bezpečné uchytenie a zabránilo sa poruche z dôvodu voľnosti.
Ako výber materiálu ovplyvňuje výber tolerancie?
Výber materiálu je viac ako len pevnosť a hmotnosť. Vlastnosti materiálu priamo ovplyvňujú tolerancie, ktoré môžete prakticky a cenovo výhodne dosiahnuť.
Ťažnosť a obrobiteľnosť
Vysoko tvárne materiály sa môžu pod rezným tlakom deformovať. To komplikuje dosiahnutie veľmi presných tolerancií a môže predĺžiť čas obrábania.
Obavy z tepelnej rozťažnosti
Materiály sa pri zmenách teploty rozťahujú a zmršťujú. Spájanie dielov z rôznych materiálov, napríklad z hliníka a ocele, si vyžaduje dôkladné premyslenie.
| Materiál | Koeficient tepelnej rozťažnosti (ppm/°C) |
|---|---|
| Hliník | ~23 |
| Oceľ | ~12 |
Tento nesúlad znamená, že tolerancie musia zohľadňovať predpokladané prevádzkové prostredie, aby sa zabránilo viazaniu alebo poruchám.
Hlbší pohľad na správanie materiálu
Pochopenie toho, ako sa materiál správa počas obrábania a pri konečnom použití, je rozhodujúce pre stanovenie realistických tolerancií. Zabraňuje to nadmernému inžinierstvu a nákladným poruchám.
Vplyv tvárnosti na presnosť
Ťahavé materiály, ako napríklad niektoré hliníkové zliatiny, môžu počas obrábania vytvárať dlhé, vláknité triesky. Tie sa môžu obtáčať okolo nástrojov a poškodzovať povrch súčiastky. V spoločnosti PTSMAKE starostlivo kontrolujeme posuvy a rýchlosti, aby sme tento jav zmiernili, ale je to kľúčový faktor pri definovaní veľmi prísnych tolerancií.
Výzva šklbania
Materiály ako nehrdzavejúca oceľ sú náchylné na žlč13, kde sa povrchy v podstate zvaria pod tlakom. Toto je kritický problém pre spojovacie prvky. Mierne voľnejšia tolerancia závitu môže poskytnúť potrebnú vôľu, aby sa zabránilo zadretiu, a zabezpečiť spoľahlivú montáž a demontáž dielov.
Tepelný manažment v zostavách
V minulých projektoch sme boli svedkami zlyhania zostáv, pretože sa ignorovala tepelná rozťažnosť. Tesne priliehajúci oceľový hriadeľ v hliníkovom puzdre pri izbovej teplote sa môže pri vyššej prevádzkovej teplote úplne zovrieť. Tolerancie musia byť navrhnuté pre celý rozsah funkčných teplôt.
| Vlastníctvo | Príklad materiálu | Odporúčanie týkajúce sa tolerancie |
|---|---|---|
| Vysoká tvárnosť | Meď | Voľnejšia tolerancia môže byť nákladovo efektívnejšia. |
| Šklbajúca tendencia | Nerezová oceľ | Zvážte voľnejšie špecifikácie, najmä pre toleranciu závitu. |
| Vysoká tepelná rozťažnosť | Plasty, hliník | Vypočítajte tolerancie pre celú prevádzkovú teplotu. |
| Krehkosť | Kalená oceľ, keramika | Sú možné prísnejšie tolerancie, ale zvyšuje sa riziko zlomenia. |
Vlastnosti materiálov, ako sú ťažnosť, tepelná rozťažnosť a odlupovanie, nie sú len údajmi, ale aj konštrukčnými obmedzeniami. Úspešný výber tolerancie závisí od pochopenia týchto vlastností, aby sa zabezpečila správna a spoľahlivá funkčnosť súčiastky počas celého jej životného cyklu a predišlo sa poruchám, ktorým sa dá predísť.
Načrtnite postup výberu správnej tolerancie závitu.
Výber správnej tolerancie nite je zložitý. Je to však logický proces. Ide o to, aby sa úloha súčiastky zhodovala s tým, ako je vyrobená. Systematický prístup zabraňuje nadmernému inžinierstvu a kontroluje náklady.
Predstavíme vám prehľadný návod krok za krokom. To vám pomôže urobiť vždy správne rozhodnutie. Rozdelíme si ho na jednoduché, zvládnuteľné kroky, aby bol prehľadný.
Začnite s funkčnými potrebami
Najprv definujte, čo musí vlákno robiť. Je jednoduchá montáž najvyššou prioritou? Alebo musí odolávať neustálym vibráciám? Každá funkcia poukazuje na inú úroveň tolerancie.
| Funkčná požiadavka | Typický cieľ tolerancie |
|---|---|
| Jednoduchá a rýchla montáž | Voľnejšia tolerancia (napr. 6g/6H) |
| Odolnosť voči vibráciám | Prísnejšia tolerancia (napr. 4g6g/4H5H) |
| Vysokopevnostné upevnenie | Stredná až úzka tolerancia |
| Aplikácie tesnenia | Prísnejšia tolerancia s tmelom |
Voľnejší strih je skvelý na rýchlu výrobu. Tesnejšie uloženie zaručuje spoľahlivosť pri záťaži.

Ďalej musíme zvážiť výrobný proces a jeho vplyv. Metóda použitá na vytvorenie závitu priamo ovplyvňuje dosiahnuteľnú presnosť a konečné náklady. Ide o rozhodujúce vyvažovanie.
Zvážte výrobu a náklady
Vami zvolený výrobný proces stanovuje reálne limity. CNC obrábanie, na ktoré sa špecializujeme v spoločnosti PTSMAKE, ponúka vysokú presnosť pre úzke tolerancie. Metódy, ako je valcovanie alebo tvarovanie závitov, sú však odlišné.
Prísnejšie tolerancie si vyžadujú presnejšie obrábanie. To znamená viac času na obrábanie, špecializované nástroje a prísnu kontrolu. To všetko zvyšuje náklady. Je dôležité sa pýtať, či dodatočné náklady prinášajú skutočný výkonnostný prínos. V našich projektoch sme videli, že mierne voľnejšia, ale konzistentná tolerancia je často lepšia ako zbytočne prísna.
Faktor životného prostredia
Kde sa bude diel používať? Vysoké teploty môžu spôsobiť rozpínanie materiálov. Korózne prostredie môže ovplyvniť povrch závitov. Tieto faktory môžu časom zmeniť spôsob uchytenia a fungovania závitov. Aj tu je výber materiálu rozhodujúci.
Výber konečnej triedy tolerancie
Na základe všetkých týchto informácií môžete teraz vybrať konkrétnu triedu tolerancie. Toto rozhodnutie by malo vyvážiť funkciu, vyrobiteľnosť a náklady. Nejde len o výber najtesnejšej možnosti. Je to o výbere tej najinteligentnejšej pre danú aplikáciu. Správne Opakovateľnosť a reprodukovateľnosť meradla14 zaručuje, že akúkoľvek vybranú triedu možno spoľahlivo overiť.
| Faktor | Voľnejšia tolerancia | Prísnejšia tolerancia |
|---|---|---|
| Rýchlosť montáže | Rýchlejšie | Pomalšie |
| Vibračný zámok | Nižšie | Vyššie |
| Výrobné náklady | Nižšie | Vyššie |
| Obtiažnosť merania | Jednoduchšie | Komplexnejšie |
Tento štruktúrovaný proces vás posunie od všeobecných potrieb ku konkrétnemu, odôvodnenému výberu tolerancie vlákna.
Kľúčom k úspechu je jasný rozhodovací proces. Zhodnotením funkcie, výroby, nákladov a životného prostredia môžete s istotou vybrať optimálnu toleranciu závitu, ktorá vyváži požiadavky na výkon a rozpočet, čím sa zabezpečí úspešný výsledok vášho projektu.
Ako vybrať správne kontrolné meradlá?
Interpretácia výkresu je prvým krokom. Od neho sa odvíja celý plán kontroly. Je to presný jazyk.
Tento proces zaručuje, že každý diel spĺňa špecifikácie. Presne vám povie, ktoré meradlá treba vytiahnuť zo zásobníka nástrojov.
Nižšie nájdete stručného sprievodcu. Ukazuje, ako sa funkcia na výkrese prevádza na konkrétne typy meradiel.
| Funkcia na kreslenie | Požadovaný typ meradla |
|---|---|
| Závit M8x1,25-6H | Meradlo závitových zátok Go/No-Go |
| Ø10.00 Otvor H7 | Mierka na zástrčku Go/No-Go |
| Ø25.00 g6 Hriadeľ | Mierka na hladký krúžok Go/No-Go |
Tento systematický prístup odstraňuje dohady. Vytvára základ pre dôslednú kontrolu kvality.

Praktický postup výberu meradla
V spoločnosti PTSMAKE sa riadime jasným postupom. Vďaka tomu vyberáme správne nástroje pre každú jednotlivú funkciu. Začína to technickým výkresom.
Krok 1: Dekódovanie výzvy
Najskôr podrobne analyzujeme výzvu. Určíme menovitú veľkosť, stúpanie a kritickú toleranciu závitu. Tieto informácie sú základom pre výber meradla. Každý detail je dôležitý pre dokonalé prispôsobenie.
Krok 2: Výber pracovných meradiel
Na základe výzvy vyberieme pracovné meradlá. Pre vnútorný závit používame meradlo Go/No-Go. V prípade vonkajšieho závitu je to meradlo závitového krúžku.
| Časť Funkcia | Pracovný merací prístroj | Účel |
|---|---|---|
| Vnútorný závit | Mierka závitovej zátky | Kontroluje minimálny a maximálny priemer rozstupu |
| Externý závit | Mierka závitového krúžku | Overuje profil a veľkosť závitu |
| Obyčajná diera | Mierka na obyčajnú zástrčku | Zabezpečuje, aby bol priemer otvoru v tolerancii |
| Hriadeľ/čap | Mierka obyčajného krúžku | Potvrdzuje, že hriadeľ je v tolerancii priemeru |
Krok 3: Nezabudnite na overenie meradla
Pri meradlách závitových krúžkov vždy používame hlavné kontrolné zástrčky15. Tieto zátky overujú, či je samotný krúžok meradla presný a či sa neopotreboval. Je to kritický krok zabezpečenia kvality.
Krok 4: Vedieť, kedy meradlá nestačia
Niekedy meradlá nestačia. V prípade dielov s veľmi prísnymi toleranciami, zložitými profilmi alebo kritickými bezpečnostnými funkciami sa stupňujú. Na podrobnejšiu analýzu používame pokročilé nástroje, ako sú CMM, optické komparátory alebo systémy videnia.
Toto rozhodnutie je založené na riziku. Ak je porucha katastrofická, použijeme najpresnejšiu dostupnú metódu merania.
Výber správnych kontrolných meradiel je disciplinovaný proces. Začína sa pozorným čítaním výkresovej dokumentácie a systematickým výberom pracovných meradiel a overovacích nástrojov. Poznanie limitov meradiel a toho, kedy použiť pokročilú CMM alebo optickú kontrolu, je rozhodujúce pre celkové zabezpečenie kvality.
Ako ovplyvňuje sprísnenie tolerancie výrobné náklady?
Vzťah medzi stupňom tolerancie a nákladmi nie je lineárny, ale exponenciálny. Prechod od hrubej k jemnej tolerancii dramaticky zvyšuje náklady.
Nejde o malý cenový nárast. Ide o zásadnú zmenu vo výrobnom procese.
Krivka stupňa tolerancie a nákladov
Zoberme si spoločné triedy tolerancie. Prechod zo štandardnej 8g na jemnú 4g si vyžaduje úplne iný prístup a rozpočet.
Tu je zjednodušené rozdelenie:
| Funkcia | Hrubá tolerancia (napr. 8 g) | Jemná tolerancia (napr. 4 g) |
|---|---|---|
| Typ stroja | Štandardné CNC | Vysoko presné CNC |
| Rýchlosť výroby | Rýchlejšie | Pomalšie |
| Vplyv na náklady | Základné údaje | Výrazne vyššia |
Každý krok smerom k prísnejšej tolerancii zvyšuje zložitosť, a teda aj náklady.

Prechod na jemnejší stupeň tolerancie ovplyvňuje každú fázu výroby. V spoločnosti PTSMAKE usmerňujeme našich partnerov pri hľadaní rovnováhy medzi presnosťou a nákladmi.
Nároky na stroje a nástroje
Štandardný CNC stroj by mohol byť ideálny pre 8g závit. Ale pre toleranciu závitu 4 g často potrebujete stroj vyššej triedy. Tieto stroje ponúkajú vyššiu stabilitu a presnosť, ale ich cena je vyššia.
Ďalším faktorom je nástrojové vybavenie. Aby sa zachovala úzka tolerancia, musia sa nástroje častejšie meniť. Rýchlejšie sa opotrebúvajú a aj minimálne opotrebenie môže posunúť diel mimo špecifikácie. To znamená väčšie výdavky na nové nástroje a dlhšie prestoje stroja kvôli výmene.
Vplyv na výrobu a mieru šrotu
Presnosť si vyžaduje trpezlivosť. Stroje musia pracovať pri nižších rýchlostiach a posuvoch, aby sa dosiahla jemnejšia povrchová úprava a dodržali sa prísne tolerancie. To priamo zvyšuje čas cyklu na jeden diel.
Priestor na chybu sa tiež výrazne zmenšuje. Malá vibrácia alebo teplotný posun môže viesť k vyradeniu súčiastky. Na základe údajov z našich projektov môže prechod na veľmi jemnú toleranciu zvýšiť mieru zmetkovitosti z menej ako 2% na viac ako 5% alebo dokonca viac. Každý vyradený diel je stratou materiálu, strojového času a práce. Samotný proces kontroly sa tiež stáva intenzívnejším a často si vyžaduje pokročilé Metrológia16 nástroje.
| Hnacia sila nákladov | Hrubá tolerancia vplyvu | Vplyv jemnej tolerancie |
|---|---|---|
| Čas obrábania | Nízka | Vysoká (pomalšie rýchlosti) |
| Náklady na nástroje | Štandard | Vysoká (časté zmeny) |
| Náklady na inšpekciu | Základné kontroly | Potrebné rozšírené vybavenie |
| Miera šrotu | Zvyčajne < 2% | Často > 5% |
Sprísnenie tolerančnej triedy výrazne zvyšuje náklady. Je to spôsobené potrebou lepších strojov, častejšou výmenou nástrojov, pomalším tempom výroby a vyššou mierou zmetkovitosti. Je to kompromis medzi presnosťou a rozpočtom, ktorý si vyžaduje dôkladné zváženie.
Ako by ste vytvorili internú firemnú normu?
Vytvorenie príručky pre konkrétnu spoločnosť je nevyhnutné. Odstráni to dohady vášho dizajnérskeho tímu. Znižuje sa tým počet chýb a zefektívňuje sa výroba.
Jednoduchá šablóna môže mať obrovský význam. Od začiatku štandardizuje váš prístup k toleranciám.
Východiskový bod pre vášho sprievodcu
Táto príručka by mala prepojiť typy aplikácií s predvolenými triedami tolerancie. Tým sa zabezpečí, že všetci v tíme budú na rovnakej strane.
Tu je základný rámec, na ktorom môžete stavať:
| Kategória aplikácie | Odporúčaná trieda tolerancie | Príklad |
|---|---|---|
| Nekritické komponenty | Voľné (napr. ISO 2768-c) | Vonkajšie kryty, kozmetické panely |
| Všeobecná výbava a funkčnosť | Médium (napr. ISO 2768-m) | Konzoly, konštrukčné podpery |
| Presné a párovacie diely | Jemné (napr. ISO 2768-f) | Polohovacie kolíky, lisovacie komponenty |
Táto štruktúra poskytuje návrhárom jasné a okamžité usmernenie.

Podrobné informácie o kategóriách aplikácií
Skutočnú hodnotu prináša rozšírenie týchto kategórií. Musíte definovať, čo patrí do jednotlivých tried. Tým sa zabráni nejednoznačnosti.
Nekritické komponenty
Tieto diely zvyčajne nemajú žiadne nosné alebo presné prepojovacie funkcie. Spomeňte si na dekoratívne kryty alebo jednoduché skrinky. Použitie voľnejších tolerancií tu môže výrazne znížiť výrobné náklady bez toho, aby to ovplyvnilo funkciu konečného výrobku.
Konštrukčné a funkčné časti
Ide o širokú kategóriu. Zahŕňa všetko od montážnych konzol až po vnútorné nosné rámy. Kľúčom k úspechu je konzistentnosť. V prípade dielov, ktoré sú navzájom priskrutkované, je štandardizácia tolerancie závitov obzvlášť dôležitá na zabezpečenie spoľahlivej montáže a výkonu.
Presné lokalizačné funkcie
Ide o najkritickejšie oblasti. Od nich sa odvíja nastavenie a montáž celého výrobku. Prvky, ako sú otvory pre hmoždinky alebo ložiskové sedlá, si vyžadujú prísnu kontrolu. Tým sa zabezpečí dokonalá zameniteľnosť17 medzi jednotlivými dielmi, čo je nevyhnutné pri prvotnej montáži aj neskorších opravách.
V spoločnosti PTSMAKE často radíme klientom v súvislosti s týmito klasifikáciami. Naše skúsenosti s obrábaním pomáhajú preklenúť priepasť medzi konštrukčným zámerom a výrobnou realitou.
| Príklad funkcie | Kategória aplikácie | Navrhovaná trieda ISO | Odôvodnenie |
|---|---|---|---|
| Externé bývanie | Nekritické | IT12 - IT14 | Estetika je kľúčová, ale prispôsobenie nie je presné. |
| Vzor montážnych otvorov | Štrukturálne a funkčné | IT9 - IT11 | Zabezpečuje zarovnanie so zodpovedajúcimi dielmi. |
| Otvor ložiska | Presná lokalizácia | IT6 - IT7 | Na správnu prevádzku je potrebná špecifická montáž. |
| Otvor pre hmoždinku | Presná lokalizácia | IT5 - IT6 | Kritické pre presné zarovnanie zostáv. |
Dobre definovaná príručka tolerancie je účinným nástrojom. Štandardizuje konštrukčné postupy, znižuje počet chýb a pomáha kontrolovať výrobné náklady tým, že presnosť sa uplatňuje len tam, kde je skutočne potrebná. To vedie ku konzistentnejším a spoľahlivejším výrobkom.
Analyzujte zlyhanie výrobku v dôsledku nesprávnej tolerancie závitu.
Zlyhanie výrobku môže byť nákladné. Preskúmajme prípad: strhnutý hliníkový závit v oceľovom puzdre. Tento problém sa zdá byť malý, ale môže zastaviť celú montážnu linku.
Hlavnou príčinou je len zriedka jedna chyba. Často ide o kombináciu viacerých faktorov. Jedným z hlavných je zlá tolerancia závitov. Kľúčovú úlohu však zohráva aj výber materiálu a montážna sila.
Rozdeľme faktory zlyhania.
| Faktor | Popis | Impact |
|---|---|---|
| Tolerancia | Nesprávne uloženie medzi závitmi | Vysoká |
| Materiály | Nesúlad v tvrdosti/pevnosti | Vysoká |
| Krútiaci moment | Nadmerná sila pri montáži | Vysoká |
Táto analýza ukáže, ako tieto prvky v kombinácii spôsobili kritickú poruchu.
Hlbší pohľad: Analýza koreňovej príčiny
V jednom z minulých projektov sa klient stretol presne s týmto problémom. Hliníkový komponent opakovane zlyhal, keď bol priskrutkovaný do oceľového rámu. Naše vyšetrovanie poukázalo na tri vzájomne prepojené príčiny.
Materiálový nesúlad
Po prvé, materiály neboli ideálnymi partnermi. Hliník je oveľa mäkší ako oceľ. Pri pôsobení sily sa mäkšie hliníkové závity ako prvé deformujú a oddeľujú. Toto je základný konštrukčný aspekt, ktorý sa často prehliada.
Tolerancia závitu s chybami
Zadaná tolerancia závitu bola príliš voľná. To spôsobilo nedostatočný záber závitu. Pri zaťažení sa sila sústredila len na niekoľko závitov. Týchto niekoľko kontaktných bodov nedokázalo zvládnuť namáhanie, čo viedlo k oddeľovaniu. Interakcia medzi rôznorodými materiálmi bola ovplyvnená aj Koeficient tepelnej rozťažnosti18.
Nadmerný montážny moment
Napokon, v montážnych pokynoch bola uvedená hodnota krútiaceho momentu vhodná pre spoje oceľ na oceľ. Tento krútiaci moment bol príliš vysoký pre mäkké hliníkové závity. Táto nadmerná sila bola konečným účinkom, ktorý spôsobil úplné prestrihnutie závitov.
| Hlavná príčina | Analýza | Riešenie |
|---|---|---|
| Výber materiálu | Hliník je pre oceľové puzdro príliš mäkký. | V hliníkovej časti použite oceľovú vložku (napr. Helicoil). |
| Tolerancia závitu | Voľná tolerancia viedla k zlému rozloženiu zaťaženia. | Utiahnite toleranciu, aby ste lepšie zapojili závit. |
| Montážny krútiaci moment | Špecifikácia krútiaceho momentu bola pre hliník príliš vysoká. | Prepočítajte a zadajte nižšiu hodnotu krútiaceho momentu. |
Táto systematická analýza nám v spoločnosti PTSMAKE pomohla nájsť jasnú cestu k spoľahlivému riešeniu pre nášho klienta.
Tento prípad ukazuje, že zlyhanie výrobku je reťazová reakcia. Nesprávna tolerancia závitu, zlý výber materiálu a nesprávny montážny moment vytvorili dokonalú búrku. Jediný slabý článok ohrozil celú konštrukciu.
Dekonštruujte výber závitov v leteckej zostave.
V letectve a kozmonautike je dôležitý každý komponent. Pozrime sa na vysoko výkonný skrutkový spoj. Výber tu nie je ľubovoľný. Sú to zámerné technické rozhodnutia.
Zameriame sa na konkrétnu kombináciu. Tá zahŕňa tvar závitu UNJF, triedu s prísnou toleranciou a špecializované povlaky.
Tieto prvky fungujú spoločne. Zabezpečujú, že kĺb spĺňa extrémne požiadavky na bezpečnosť, hmotnosť a dlhodobú spoľahlivosť. Malý detail môže mať obrovský význam.
| Funkcia | Štandardná skrutka | Letecké skrutky |
|---|---|---|
| Formulár vlákna | UN | UNJF (zaokrúhlený koreň) |
| Tolerancia | Trieda 2A/2B | Trieda 3A/3B |
| Materiál | Zliatinová oceľ | Titán / Inconel |
| Povrchová úprava | Pozinkovanie | Strieborné / suché filmové mazivo |

Výhoda formulára závitov UNJF
Prečo si vybrať vlákna UNJF? Kľúčom je písmeno "J". Označuje kontrolovaný polomer koreňa vo vonkajšom závite. Tento zaoblený koreň nie je zanedbateľný detail. Výrazne znižuje koncentráciu napätia v najslabšom mieste závitu.
Táto konštrukcia priamo zvyšuje únavovú životnosť spojovacieho prvku. V leteckom a kozmickom priemysle vydržia diely milióny vibračných cyklov. Ostrý koreň, ako napríklad v štandardnom závite UN, by vytvoril východiskový bod pre únavovú trhlinu. Konštrukcia UNJF tomu zabraňuje.
Prísna tolerancia pre maximálnu spoľahlivosť
Ďalej zvážte Tolerancia závitu. V leteckých spojoch sa takmer vždy používa trieda 3A/3B. Ide o oveľa prísnejšiu toleranciu ako bežná trieda 2A/2B. Tesné uloženie zabezpečuje väčší povrchový kontakt medzi závitom skrutky a matice.
Tento lepší kontakt rovnomernejšie rozkladá zaťaženie. Zabraňuje miernym pohybom, ktoré by mohli viesť k opotrebovaniu. Časom môže takýto pohyb spôsobiť problémy, ako napríklad Fretting korózia19, čo narúša integritu kĺbov. V spoločnosti PTSMAKE je dosiahnutie týchto presných tolerancií základnou súčasťou našich služieb CNC obrábania pre zákazníkov z oblasti leteckého priemyslu.
| Trieda tolerancie | Fit Popis | Typická aplikácia |
|---|---|---|
| 1A/1B | Voľný strih | Rýchla montáž, špinavé podmienky |
| 2A/2B | Štandardné prispôsobenie | Väčšina komerčných produktov |
| 3A/3B | Tesné priľnutie | Vysoké zaťaženie, vysoká spoľahlivosť |
Úloha pokročilých náterov
Napokon, nátery nie sú len na vzhľad. V našom príklade sa na titánovej skrutke môže použiť strieborný povlak. Slúži to na dôležitý účel. Pôsobí ako pevné mazivo.
Tým sa zabráni zadieraniu pri spájaní s maticou. Zvyšuje tiež vodivosť a chráni pred koróziou. Povlaky sú funkčnou povrchovou úpravou zvolenou pre špecifické environmentálne a mechanické výzvy.
Pri vysoko výkonných leteckých spojoch je každá vlastnosť optimalizovaná. Tvar závitu UNJF, tesný Tolerancia závitua moderné nátery sú nevyhnutné. Sú vybrané tak, aby maximalizovali únavovú životnosť, zabezpečili spoľahlivosť a zachovali vysoký pomer pevnosti a hmotnosti.
Navrhnite závitové pripojenie vysokotlakovej hydraulickej armatúry.
Zosúladenie všetkého si vyžaduje jasnú stratégiu. Navrhovanie vysokotlakovej armatúry nie je o jednej voľbe. Je to o tom, ako tri kľúčové prvky fungujú v súčinnosti.
Musíte zdôvodniť svoj tvar závitu, materiál a špecifikáciu tolerancie. Tieto rozhodnutia zabezpečia tesnosť v extrémnych podmienkach.
Trojica základných rozhodnutí
Výber formy závitu
Vaša voľba v tejto oblasti je základom. Určuje primárny tesniaci mechanizmus.
| Funkcia | NPTF (Dryseal) | O-krúžok SAE Boss |
|---|---|---|
| Metóda tesnenia | Deformácia závitu | Elastomérový O-krúžok |
| Odolnosť voči vibráciám | Spravodlivé | Vynikajúce |
| Opätovná použiteľnosť | Obmedzené | Vysoká |
Materiál a tolerancia
Tieto dve oblasti sú úzko prepojené. Materiál musí zvládnuť tlak, zatiaľ čo tolerancia zabezpečuje správne uchytenie tesnenia.

Odôvodnenie návrhu pre robustnú pečať
Vyriešime zložitý problém. Predstavte si armatúru pre mobilný hydraulický systém. Bude čeliť vysokým tlakovým skokom a neustálym vibráciám.
Výber formy vlákna: SAE O-krúžok Boss
Pre túto aplikáciu by som zvolil šéfku SAE s O-krúžkom (ORB). Na rozdiel od závitov NPTF, ktoré sa utesňujú deformáciou závitu, ORB používa O-krúžok. Ten poskytuje vyššiu odolnosť voči netesnostiam spôsobeným vibráciami. Je to spoľahlivejšie dlhodobé riešenie.
O-krúžok sa spolieha na kontrolované pružná deformácia20 aby sa zachovalo pozitívne tesnenie na čelnej strane tvarovky. Vďaka tomu je oveľa šetrnejšie a opakovane použiteľné ako tesnenie kov na kov.
Výber materiálu: Nerezová oceľ 316
Výber materiálu je rozhodujúci. Hoci je uhlíková oceľ bežná, je náchylná na koróziu, ktorá môže ohroziť tesniaci povrch.
| Materiál | Hodnota tlaku | Odolnosť proti korózii |
|---|---|---|
| Uhlíková oceľ | Vysoká | Spravodlivé |
| Nerezová oceľ 316 | Veľmi vysoká | Vynikajúce |
| Mosadz | Stredné | Dobrý |
Odporúčam nehrdzavejúcu oceľ 316. Jej vynikajúca odolnosť voči korózii chráni presne opracované povrchy potrebné na účinné utesnenie O-krúžku. Ponúka tiež pevnosť, ktorá umožňuje zvládnuť vysoké tlaky bez poruchy.
Zadávanie tolerancie závitu
Nakoniec, presná tolerancia závitov je neoddiskutovateľná. Pri tvarovke ORB je kľúčové opracovanie hlavice a sústrednosť závitu. V spoločnosti PTSMAKE využívame naše odborné znalosti v oblasti CNC obrábania, aby sme dodržali prísne tolerancie. Tým sa zabezpečí rovnomerné stlačenie O-krúžku, čím sa vždy vytvorí dokonalé, tesné tesnenie.
Kľúčový je holistický prístup. Výber správneho tvaru závitu, odolného materiálu a určenie prísnej tolerancie závitu zaručí, že vaša vysokotlaková hydraulická armatúra bude spoľahlivo fungovať aj v tých najnáročnejších podmienkach.
Riešenie problémov so sériou dielov, ktoré nevyhoveli kontrole.
Ak výrobná séria nevyhovie kontrole, vyžaduje si okamžitú pozornosť. Klasickým príkladom je dávka skrutiek, ktoré nevyhoveli testu meradla No-Go. Signalizuje to kritickú odchýlku.
Problém často spočíva v špecifikáciách tolerancie závitu. Systematický prístup je nevyhnutný na rýchle nájdenie príčiny. Náhodnými kontrolami sa len stráca drahocenný výrobný čas.
Kontrolný zoznam prvej reakcie
Vždy začíname od základov. To pomáha vylúčiť jednoduché chyby skôr, ako sa pustíme do zložitej diagnostiky stroja. Tento štruktúrovaný proces šetrí čas.
| Priorita | Akčný bod | Účel |
|---|---|---|
| 1 | Karanténna dávka | Zabráňte miešaniu zlých dielov s dobrými. |
| 2 | Overenie meradla | Skontrolujte, či je kontrolný nástroj kalibrovaný. |
| 3 | Program preskúmania | Skontrolujte, či nedošlo k nedávnym zmenám alebo preklepom. |
Metodické dodržiavanie týchto krokov poskytuje jasný východiskový bod pre každé vyšetrovanie.

Izolovanie koreňovej príčiny
Ak počiatočné kontroly nič nepreukážu, prejdeme k hlbšej analýze. V spoločnosti PTSMAKE je náš proces riešenia problémov pri CNC obrábaní založený na logike, nie na odhadoch. Tým sa minimalizujú prestoje a plytvanie materiálom pre našich klientov.
Nastavenie stroja a posunutie nástroja
Častým vinníkom je nesprávne nastavenie stroja. Malá chyba v posunutí nástroja môže ľahko spôsobiť, že sa celá dávka dostane mimo špecifikácie.
Kontrolujeme aj mechanické problémy. Napríklad vôľa v osi stroja môže spôsobiť chyby, ktoré je ťažké vystopovať. Tieto problémy často vedú k nezrovnalostiam v tolerancii závitov.
Hĺbková analýza zložiek
Ďalej skontrolujeme fyzické zložky procesu. To zahŕňa kontrolu všetkého, čo sa dotýka súčiastky.
| Komponent | Potenciálny problém | Diagnostický krok |
|---|---|---|
| Rezný nástroj | Vložka je opotrebovaná alebo odlomená | Skontrolujte pod zväčšením a vymeňte ho. |
| Zásoby materiálu | Rozdiely v tvrdosti | Otestujte vzorku z inej dávky materiálu. |
| Chladiaci systém | Nesprávny prietok alebo zmes | Overte tlak čerpadla a koncentráciu chladiacej kvapaliny. |
Chladiaca kvapalina je často prehliadaná. Zlé mazanie však môže spôsobiť hromadenie materiálu na nástroji. To má priamy vplyv na hotový Priemer rozstupu21 a môže spôsobiť, že diel nevyhovie testu meradla No-Go. Každý prvok zohráva kľúčovú úlohu.
Zlyhanie meradla No-Go poukazuje na odchýlku procesu. Použitie systematického vývojového diagramu - od nastavenia až po nástroje, materiál a chladiacu kvapalinu - je najefektívnejším spôsobom, ako presne určiť problém, znížiť zmetkovosť a rýchlo vrátiť výrobu do normálu.
Ukazovateľ No-Go vstúpi do niekoľkých otáčok. Je to prijateľné?
Ide o klasickú dilemu pri kontrole. Váš ukazovateľ No-Go by nemal vstupovať, ale vstupuje. Len na pár otáčok. Je teda diel šrotom?
Jednoduchá odpoveď je často "nie". Skutočná odpoveď je však zložitejšia. Vyžaduje si pohľad nad rámec jednoduchého myslenia typu "prešiel/neprešiel".
Šedá zóna inšpekcie
Mnohé normy stanovujú jasné pravidlá. Praktické uplatňovanie však môže spôsobiť nejednoznačnosť. Rozhodujúcim faktorom je konečné použitie dielu.
| Výsledok kontroly | Prvotná myšlienka | Realita |
|---|---|---|
| No-Go vstúpi do 2 otáčok | Zlyhanie | Závisí to od normy a funkcie. |
| Go Gauge sa hodí | Prejsť | Táto časť je správna. |

Pochopenie oficiálnych pravidiel
Normy ako ASME B1.2 a ISO 1502 ponúkajú usmernenie. Vo všeobecnosti sa v nich uvádza, že meradlo No-Go by nemalo mať viac ako tri otáčky. Často sa to nazýva "pravidlo troch otáčok".
Toto pravidlo existuje z určitého dôvodu. Zohľadňuje malé skosenie alebo polomer na začiatku závitu. Mierny vstup je prípustný.
Nad rámec normy: Funkčné riziko
Slepé dodržiavanie pravidiel však nestačí. Musíme posúdiť funkčné riziko. V spoločnosti PTSMAKE sa vždy pýtame klienta na aplikáciu súčiastky. Kľúčom k úspechu je pochopiť, ako priemer rozstupu22 variácie ovplyvňujú výkonnosť.
Zvážte tieto faktory:
| Faktor | Vysoko rizikové aplikácie (napr. letecký a kozmický priemysel) | Nízkoriziková aplikácia (napr. svietidlo) |
|---|---|---|
| Bezpečnosť | Kritické. Prísne dodržiavanie je nevyhnutné. | Nie je to kritické. Je možná väčšia voľnosť. |
| Zaťaženie | Vysoký stres. Je potrebné dokonalé zapojenie závitu. | Nízky stres. Menšie odchýlky sú prijateľné. |
| Životné prostredie | Vysoké vibrácie. Závity sa nesmú uvoľniť. | Statické. Menšie riziko zlyhania. |
Zhodnotenie týchto aspektov pomáha pri rozhodovaní na základe informácií. Správna tolerancia závitu nie je len o meradle, ale aj o zabezpečení dokonalého fungovania súčiastky v prostredí, pre ktoré je určená.
Častým problémom je čiastočné zadanie meradla No-Go. Normy poskytujú základnú úroveň, ako napríklad pravidlo troch otáčok. Konečné rozhodnutie by však vždy malo vychádzať z funkčného použitia dielu a súvisiacich rizík.
Ako môže aditívna výroba zmeniť tolerovanie závitov?
Aditívna výroba (AM) mení dizajn komponentov. Posúva hranice ďaleko za hranice tradičného obrábania. Čo to znamená pre niečo také základné, ako je závit skrutky?
Prísľub 3D tlačených nití
AM umožňuje neuveriteľnú slobodu dizajnu. Môžeme vytvárať vlákna integrované priamo do zložitých dielov. To skracuje čas montáže a znižuje počet možných porúch.
Kľúčové úvahy
Táto technológia však prináša nové výzvy. Povrchová úprava je iná. Vlastnosti materiálu sa tiež môžu líšiť. Oboje výrazne ovplyvňuje toleranciu závitu.
| Funkcia | Tradičné obrábanie | Aditívna výroba |
|---|---|---|
| Sloboda dizajnu | Obmedzené prístupom k nástrojom | Takmer neobmedzené |
| Výber materiálu | Zavedené zliatiny/plasty | Rastúce, ale rozdielne vlastnosti |
| Povrchová úprava | Vysoká, dobre kontrolovaná | Často drsnejšie, vyžaduje následné spracovanie |

Aditívna výroba otvára nový návod na konštrukciu závitov. Už nie sme obmedzení na štandardy stanovené závitníkmi a zápustkami. Táto technológia zásadne mení náš prístup.
Príležitosti v aditívnej výrobe
Neštandardné formy závitov
Predstavte si, že vytvoríte profil vlákna dokonale optimalizovaný pre konkrétnu záťaž. Pomocou AM môžeme navrhovať asymetrické závity alebo závity s premenlivou roztečou. To pri tradičnom CNC obrábaní nie je praktické. V minulých projektoch spoločnosti PTSMAKE sa týmto spôsobom vyriešili jedinečné inžinierske výzvy.
Integrované funkcie uzamykania
Môžeme tiež tlačiť uzamykacie prvky priamo do súčiastky. Tým sa eliminuje potreba samostatných poistných podložiek alebo chemických lepidiel. Zjednodušuje to montáž a zvyšuje spoľahlivosť v prostredí s vysokými vibráciami.
Prekonávanie prekážok
Najväčšou výzvou je povrchová úprava. Línie vrstiev vlastné 3D tlači vytvárajú drsný povrch. To priamo ovplyvňuje priľnavosť a pevnosť závitov. Materiál je Anizotropia23 tiež znamená, že vlastnosti sa môžu líšiť v závislosti od orientácie stavby.
Táto variabilita ovplyvňuje schopnosť procesu. Dosiahnutie konzistentnej tolerancie závitov pomocou AM si vyžaduje dôkladnú kontrolu procesu. Často sú potrebné následné kroky spracovania.
| Výzva | Potenciálne riešenie |
|---|---|
| Hrubá povrchová úprava | Obrábanie, rezanie závitov alebo chemické vyhladzovanie |
| Variabilita procesu | Monitorovanie počas procesu, testovanie materiálov |
| Anizotropia materiálu | Strategická orientácia dielov počas zostavovania |
Aditívna výroba umožňuje inovatívne návrhy závitov, ako sú vlastné profily a integrované prvky. Dosiahnutie presnej tolerancie závitu si však vyžaduje prekonanie výziev v oblasti povrchovej úpravy a kontroly procesu. Na splnenie špecifikácií je často potrebné následné spracovanie.
Vysvetlite novému stážistovi toleranciu "6g" a "6h".
Vitajte v tíme! Venujme sa bežnej otázke o toleranciách závitov: 6g" a "6h". Môže sa to zdať mätúce, ale jednoduchá analógia to objasní.
Analógia parkovacieho miesta
Nominálnu veľkosť vlákna si predstavte ako parkovací riadok. Tolerancia "h" je ako zaparkovať auto presne na tejto čiare. Je to dokonalé, tesné uchytenie bez medzery.
Tolerancia "g" je iná. Znamená to, že vozidlo zaparkujete mierne vnútri čiary. Zámerne sa tak ponechá malý, zaručený priestor. Prečo? K tomu sa ešte dostaneme.
V skratke
Tu je jednoduché rozdelenie.
| Trieda tolerancie | Analógia | Fit charakteristika |
|---|---|---|
| 6h | Parkovanie na trati | Útulné, bez príspevku |
| 6g | Parkovanie vo vnútri línie | Vytvára špecifickú medzeru |
Tento malý rozdiel v tolerancii závitu má obrovský vplyv na montáž.

"Prečo" sa skrýva za medzerou
Prečo by sme teda vôbec mali chcieť medzeru? Tento priestor vytvorený toleranciou 6 g nie je zbytočný. Je určený na konkrétny účel: povrchové nátery.
Predstavte si, že ste vyrobili dokonalú skrutku s toleranciou "6h". Dokonale pasuje na maticu. Čo sa teraz stane, ak ju pošlete na pozinkovanie alebo iný ochranný povlak?
Toto pokovovanie pridáva tenkú vrstvu materiálu. Naše testy ukázali, že táto vrstva môže mať niekoľko mikrometrov. Teraz je vaša "dokonalá" skrutka o niečo väčšia. Už sa nezmestí do matice. Toto je nákladná chyba, ktorej pomáhame našim klientom v spoločnosti PTSMAKE predchádzať.
Základná odchýlka v praxi
Táto zámerná medzera sa nazýva základná odchýlka24. Pre fit "h" je základná odchýlka nulová. Tolerančné pásmo sa nachádza priamo na menovitej veľkosti.
Pri zhode "g" je odchýlka záporná. Celé tolerančné pásmo je posunuté pod menovitú veľkosť, čo zaručuje tento priestor. Tým sa zabezpečí, že ani po pokovovaní závit nepresiahne menovitú veľkosť a bude sa hladko montovať.
Výber správnej triedy uloženia je pre funkčné diely rozhodujúci. Ide o plánovanie celého výrobného procesu, nielen obrábania.
| Scenár aplikácie | Odporúčaná tolerancia | Odôvodnenie |
|---|---|---|
| Štandardný spojovací prvok bez povrchovej úpravy | 6h | Poskytuje štandardné, tesné priliehanie. |
| Upevňovací prvok vyžadujúci pokovovanie | 6g | Poskytuje priestor pre hrúbku povlaku. |
| Vysoká teplota, riziko zviazania | 6g | Medzera poskytuje priestor na rozšírenie. |
Stručne povedané, "6h" je pre štandardné, nepokryté uloženie priamo v nominálnej veľkosti. Označenie "6g" vytvára malú, zámernú medzeru, ktorá je nevyhnutná na vytvorenie priestoru pre povrchové úpravy po obrábaní, ako je pokovovanie, čím sa zabezpečí, aby diely po úprave správne zapadli.
Zvýšte úspešnosť tolerancie závitov s odbornosťou PTSMAKE
Ste pripravení vyriešiť vaše najťažšie výzvy v oblasti tolerancie závitov a presného strojárstva? Kontaktujte spoločnosť PTSMAKE a získajte rýchlu a odbornú cenovú ponuku - vyskúšajte dôveryhodnú B2B výrobu, ktorá zakaždým poskytuje bezchybné, nákladovo efektívne CNC obrábané a vstrekované diely. Urobte ďalší krok: Pošlite svoj dopyt spoločnosti PTSMAKE ešte dnes!

Zistite, ako sa menia vlastnosti materiálu a prečo je to dôležité pre konzistentnú výrobu vysokokvalitných dielov. ↩
Pochopte tento kritický mechanizmus porúch, aby ste zlepšili životnosť spojovacích materiálov. ↩
Preskúmajte podrobnú príručku o tom, ako to ovplyvňuje zapojenie a pevnosť vlákna. ↩
Pochopiť základný princíp inžinierstva, ktorý umožňuje modernú hromadnú výrobu a globálne dodávateľské reťazce. ↩
Pochopte, ako sa LMC používa na zaručenie montáže a funkcie vo vašich návrhoch. ↩
Zistite, ako tento jav spôsobuje predčasné zlyhanie súčiastky, a pozrite si konštrukčné stratégie na jeho zmiernenie. ↩
Zistite, ako môžu smerové vlastnosti materiálu ovplyvniť konečný výsledok obrábania. ↩
Zistite, ako kódy písmen definujú polohu tolerančnej zóny vzhľadom na základnú veľkosť. ↩
Zistite, prečo je správna kalibrácia meradiel rozhodujúca pre zabezpečenie toho, aby vaše diely vždy spĺňali špecifikácie. ↩
Zistite, ako triedy závitov a tolerancie zabezpečujú správnu funkciu spojovacích materiálov. ↩
Zistite, ako tento kľúčový parameter definuje počiatočnú polohu vlákna vzhľadom na základnú veľkosť. ↩
Zistite, ako tento základný princíp konštrukcie meradiel zabezpečuje správnu funkciu vašich dielov. ↩
Zistite, ako môže táto priľnavosť materiálu spôsobiť zachytenie súčiastky a ako jej zabrániť. ↩
Pochopte túto kľúčovú metriku, aby ste zaručili, že vaše merania závitov budú dôsledne presné a dôveryhodné. ↩
Zistite, ako sa hlavné meradlá používajú na kalibráciu a udržiavanie presnosti vašich pracovných meradiel. ↩
Zistite, ako veda o meraní zabezpečuje, aby vaše diely spĺňali najnáročnejšie normy kvality. ↩
Zistite, ako tento základný princíp výroby zaisťuje, že diely do seba vždy dokonale zapadajú. ↩
Zistite, ako rozťažnosť materiálu ovplyvňuje uloženie súčiastky pri rôznych teplotách. ↩
Prečítajte si, ako môže toto špecifické opotrebovanie narušiť integritu kĺbov a ako mu predchádzať. ↩
Pochopiť, ako vlastnosti materiálu ovplyvňujú účinnosť tesnenia pod tlakom. ↩
Pochopte, ako tento kritický rozmer zabezpečuje správne zapojenie a pevnosť závitu. ↩
Kliknite na tlačidlo , aby ste pochopili tento kľúčový rozmer na zabezpečenie správneho uloženia a pevnosti závitu. ↩
Pochopiť, ako sa vlastnosti materiálu menia so smerom zostavovania a aký to má vplyv na pevnosť súčiastky. ↩
Preskúmajte technický základ definovania tolerančných polôh a získajte hlbšie technické znalosti. ↩






