

Инженеры знают, что допуски на резьбу имеют значение, но большинство из них испытывают трудности с выбором правильных спецификаций. Неправильный выбор приводит к сбоям в сборке, задержкам в производстве и дорогостоящим переделкам, которых можно было бы избежать при правильном понимании.
Допуски на резьбу определяют допустимые пределы размеров резьбовых крепежных элементов, обеспечивая правильную посадку и функционирование сопрягаемых деталей с учетом производственных отклонений. Они определяют, какое отклонение от номинальных размеров допустимо для надежной сборки.
За время работы в компании PTSMAKE я видел, как проекты становились успешными или проваливались из-за решений о допуске резьбы. В этом руководстве сложный мир допусков резьбы разбит на практические знания, которые вы можете немедленно применить в своих проектах.
Какую проблему принципиально решает допуск на резьбу?
Вы когда-нибудь задумывались, почему мы не можем просто сделать идеальную нить? В производстве совершенство не является истинной целью. Реальность такова, что вариации неизбежны.
Проблема последовательности
Ни одна из двух деталей не может быть по-настоящему идентичной. Между ними всегда существуют крошечные различия. Именно здесь концепция допуска резьбы приобретает решающее значение.
Рамки для функционирования
Допуск резьбы - это разумное решение. Он создает приемлемый диапазон, а не одну идеальную точку. Благодаря этому детали, изготовленные в разное время или даже разными поставщиками, идеально подходят друг к другу.
| Концепция | Идеальный мир | Реальный мир |
|---|---|---|
| Производство | Идеальная репликация | Неизбежные вариации |
| Сборка | Всегда подходит | Требуется терпимость |

Первый принцип: Вариативность неизбежна
Начнем с основной истины. Любой производственный процесс имеет присущую ему вариативность. От обработки на станках с ЧПУ до литья под давлением - небольшие отклонения являются фактом жизни. Это первый принцип, который мы должны принять.
Откуда берется вариативность?
Эти крошечные дефекты возникают из разных источников. Подумайте об износе станков при длительном производстве. Или подумайте о незначительных различиях между партиями сырья. Даже изменение температуры на заводе может повлиять на конечный размер детали. Поддержание стабильность размеров1 постоянно находится в центре внимания.
| Источник вариаций | Пример | Влияние на нить |
|---|---|---|
| Машина | Износ инструмента | Дрейф шага или диаметра |
| Материал | Изменение твердости | Изменение качества поверхности |
| Окружающая среда | Температура | Расширение/сокращение деталей |
| Оператор | Различия в настройках | Непоследовательная отправная точка |
Без системы управления сборка превратилась бы в кошмар. Болт, изготовленный утром, может не подойти к гайке, изготовленной днем.
Основное решение: Взаимозаменяемость
Это фундаментальная проблема, которую решает допуск резьбы. Он устанавливает четкую "зону приемлемости" для размеров резьбы. Пока деталь находится в этом заданном диапазоне, она будет работать правильно. Этот принцип обеспечивает надежное массовое производство. Он гарантирует взаимозаменяемость компонентов, обеспечивая беспроблемную сборку проектов, которыми мы занимаемся в PTSMAKE.
Одним словом, производственные отклонения - это постоянная реальность. Допуск резьбы - это важнейшая система, которая управляет этой вариативностью, обеспечивая взаимозаменяемость деталей и их правильную сборку, что является основой современного масштабируемого производства.
Почему диаметр шага является наиболее критичным размером резьбы?
Диаметр шага - это настоящее сердце резьбового соединения. Это не просто измерение; он определяет, насколько хорошо две детали будут сопрягаться и работать под нагрузкой.
Считайте, что это эффективная точка контакта. Именно здесь происходит настоящая работа.
Зона контакта
Большой и малый диаметры связаны с границами. Но питчевый диаметр контролирует прямой контакт поверхности с фланцем. Этот контакт определяет качество посадки.
Правильный контакт обеспечивает прочность и стабильность. Плохой контакт приводит к поломке.
Сравнение ролей диаметров
| Тип диаметра | Основная функция | Влияние на соединение |
|---|---|---|
| Основной диаметр | Определяет крайнюю границу. | Обеспечивает зазор для сборки. |
| Малый диаметр | Определяет самую внутреннюю границу. | Предотвращает вмешательство в корень. |
| Диаметр шага | Управляет взаимодействием между флангами. | Определяет посадку, прочность и распределение нагрузки. |

Механика сопряжения резьбы
Хотя главный и малый диаметры важны, они в первую очередь обеспечивают зазор. Главный диаметр внешней резьбы должен перекрывать малый диаметр внутренней резьбы, и наоборот. Они создают пространство для сборки резьбы без сцепления на ее вершинах (гребнях) или корнях.
Однако эти поверхности не предназначены для того, чтобы нести основную нагрузку на растяжение. Эта ответственная работа ложится на угловые поверхности боковых сторон резьбы.
Фланговое взаимодействие - ключевой момент
Диаметр питча напрямую определяет это зацепление с фланцем. Это воображаемый цилиндр, проходящий через резьбу в точке, где ширина резьбы и канавки равны.
Когда диаметры шага болта и гайки идеально совпадают, их боковые поверхности равномерно прижимаются друг к другу. Это равномерно распределяет нагрузку по всем задействованным виткам.
Правильное зацепление максимально увеличивает прочность соединения на растяжение и сдвиг. Оно предотвращает концентрацию напряжения на одной нити, что является распространенной причиной разрушения. Это также предотвращает такие проблемы, как галтование2.
Как допуски влияют на подгонку
Именно поэтому допуск на резьбу практически полностью сосредоточен на диаметре шага. В наших проектах PTSMAKE контроль этого единственного размера имеет первостепенное значение для создания надежных, повторяющихся соединений.
| Отклонение измерений | Результирующая проблема | Последствия |
|---|---|---|
| Слишком большой диаметр шага | Помехоустойчивость | Сборка затруднена или невозможна. |
| Слишком малый диаметр шага | Свободный крой, чрезмерный люфт | Вибрационное ослабление, снижение прочности. |
| Большой/Минорный диаметр Выкл. | Помехи между гребнем и корнем | Незначительные переплеты, но они не столь важны для прочности. |
Такой точный контроль отличает высокопроизводительное соединение от того, которое не выдержит нагрузки.
Диаметр питча, контролирующий контакт с фланцем, является наиболее важным параметром, определяющим посадку, прочность и общую надежность резьбы. Большой и малый диаметры обеспечивают зазор, но диаметр шага гарантирует, что соединение действительно сможет выполнять свою работу под нагрузкой.
Что представляют собой такие классы допустимости резьбы, как 6g/6H?
Представьте класс допустимости потоков в виде простого кода. Этот код состоит из двух частей: числа и буквы. Каждая часть дает нам конкретные инструкции по изготовлению.
Номер: Степень толерантности
Число указывает на класс допуска. Меньшее число означает более жесткий и точный допуск. Более высокое число допускает большую вариативность.
Для большинства стандартных применений лучше всего подходит марка 6. Он предлагает отличный баланс между производительностью и стоимостью производства.
| Класс допуска | Уровень точности | Общий пример использования |
|---|---|---|
| 4 | Очень высокий | Аэрокосмическая промышленность, точные приборы |
| 6 | Средний (стандарт) | Общее машиностроение, автомобилестроение |
| 8 | Грубая | Некритичные крепежные элементы |
Письмо: Фундаментальное отклонение
Буква определяет начальную точку зоны допуска. Она говорит нам о том, насколько далеко нить находится от своего основного, теоретического размера. Это называется основным отклонением.
Строчные буквы (например, 'g') обозначают наружную резьбу (болты). Прописные буквы (например, 'H') обозначают внутреннюю резьбу (гайки).

Понимание этого кода - ключ к успешному сопряжению деталей. В компании PTSMAKE мы видим, что правильное определение допуска резьбы с самого начала предотвращает дорогостоящие проблемы при сборке в дальнейшем. Это основополагающая деталь для надежной механической конструкции.
Как градация и отклонение создают соответствие
Цифра и буква работают вместе. Они определяют окончательное соответствие между болтом и гайкой. Марка (цифра) задает размер окна для изменения, а отклонение (буква) позиционирует это окно.
Например, позиция 'g' для болтов обеспечивает припуск. Это означает, что между самым большим болтом и самой маленькой гайкой гарантирован зазор. Это обеспечивает легкую сборку деталей без помех.
Сайт фундаментальное отклонение3 имеет решающее значение для взаимозаменяемости.
В отличие от этого, позиция 'h' имеет нулевой припуск. Максимальный размер болта совпадает с основным размером. Это может создать более плотную посадку.
Распространенные сочетания и их значение
Эта система позволяет использовать различные типы посадки. Вы можете задать свободную посадку для быстрого монтажа или плотную посадку для точного выравнивания.
| Комбинация | Внешняя резьба | Внутренняя резьба | Результирующая подгонка |
|---|---|---|---|
| 6g/6H | 6g (пособие) | 6H (без пособия) | Стандартная посадка с зазором |
| 6h/6H | 6h (без пособия) | 6H (без пособия) | Переход/облегающий крой |
| 4h/5H | 4h (плотнее) | 5H (плотнее) | Точное плотное прилегание |
В прошлых проектах выбор правильной комбинации имел решающее значение. Мы помогаем клиентам выбрать класс, обеспечивающий функциональность без излишней инженерии, которая может привести к неоправданному увеличению расходов.
Одним словом, номер класса допуска резьбы определяет уровень точности, а буква - зону допуска. Вместе они точно определяют предполагаемую посадку между сопрягаемыми деталями, обеспечивая функциональность и технологичность для любого конкретного применения.
Почему инженеры должны полагаться на такие стандарты, как ISO или ASME?
Стандарты создают универсальный язык для инженеров. Они выступают в качестве общего словаря для проектирования и производства. Благодаря этому все говорят на одном техническом языке.
Универсальный план
Этот общий язык позволяет дизайнеру в США создать деталь. Затем производитель в Китае, как мы в PTSMAKE, может изготовить ее идеально. Здесь нет места неправильному толкованию.
Ключевые элементы
Это общее понимание охватывает все. Оно включает в себя материалы, размеры и критические характеристики. Такая точность позволяет исключить из процесса догадки и дорогостоящие ошибки.
| Аспект | Со стандартами | Без стандартов |
|---|---|---|
| Общение | Четкость и точность | Неоднозначный и запутанный |
| Интерпретация | Универсальный | Субъективное и локальное |
| Результат | Неизменное качество | Непредсказуемые результаты |
Теперь давайте посмотрим, что происходит, когда этот язык отсутствует. Представьте себе мир, в котором у каждой компании свои правила. Это был бы чистый хаос, особенно для глобальных цепочек поставок.
Хаос отсутствия общего языка
Подумайте о простом винте M6. Без стандартов ISO или ASME понятие "M6" может означать десятки разных вещей. Именно здесь необходима четкая система допусков на резьбу.
Мир несочетаемых деталей
Болт от одного поставщика не подойдет к гайке от другого. Сборочные линии остановились бы. Весь принцип взаимозаменяемость4 просто исчезнет. Это не просто неудобство, это полный отказ системы.
В прошлых проектах PTSMAKE, опираясь на эти стандарты, мы смогли подобрать для клиента компоненты по всему миру. Мы знали, что указанный крепеж из Германии идеально подойдет к детали, которую мы обрабатываем в Китае.
Последствия для производства
Без стандартов стоимость продукции резко возрастет. Нам потребовались бы уникальные инструменты и измерительные приборы для каждого отдельного запатентованного проекта клиента. Сроки изготовления растянулись бы от нескольких недель до нескольких месяцев.
| Метрика | Со стандартами | Без стандартов |
|---|---|---|
| Затраты на оснастку | Стандартизированный, нижний | Пользовательский, Очень высокий |
| Lead Times | Предсказуемый | Непредсказуемый, долгий |
| Контроль качества | Прямой путь | Сложные и дорогостоящие |
| Глобальное сорсинг | Выполнимо | Невозможно |
Именно поэтому стандарты - это не просто рекомендации, а основа современного производства.
Такие стандарты, как ISO и ASME, обеспечивают критически важный общий язык. Без этого глобальное производство погрузилось бы в хаос. Взаимозаменяемых деталей не существовало бы, что привело бы к росту затрат, непредсказуемым срокам и повсеместному отказу продукции, особенно в отношении таких деталей, как допуск резьбы.
В практическом смысле противопоставление допустимости и терпимости.
Давайте воспользуемся простой аналогией. Представьте, что вы паркуете машину в гараже. Ворота гаража - это отверстие, а ваш автомобиль - шахта.
Преднамеренный разрыв
Пособие - это намеренно дополнительное пространство. Это разница между шириной двери и вашего автомобиля. Благодаря этому зазору ваш автомобиль помещается, не царапая бока.
Неизбежная ошибка
Толерантность - это непреднамеренно но допустимая производственная погрешность. Ваш автомобиль может быть на несколько миллиметров шире или уже, чем указано в спецификации. Это и есть производственная погрешность.
| Концепция | Аналогия | Описание |
|---|---|---|
| Пособие | Дополнительное пространство | Продуманный зазор обеспечивает плавную посадку. |
| Толерантность | Разница в размерах | Допустимая погрешность при производстве. |
Как они сочетаются, чтобы определить пригодность
Припуск и допуск не являются независимыми. Они работают вместе, определяя окончательную посадку сопрягаемых деталей. Допуск задает предполагаемое пространство, а допуск определяет допустимый диапазон этого пространства.
Подумайте об этом так: припуск - это ваша цель, а допуск - это кольцо вокруг нее. Пока конечные размеры находятся в пределах этого кольца, деталь считается приемлемой.
Пределы размера
Сочетание основного размера детали, ее припуска и допуска создает "пределы размера". Это максимальные и минимальные размеры, которые может иметь деталь и при этом оставаться работоспособной. Это очень важная концепция, особенно когда речь идет о точных посадках, таких как в Наименее существенное состояние5.
В нашей работе в PTSMAKE мы тщательно контролируем эти пределы. Например, в проекте, включающем компоненты с резьбой, контроль допуска на резьбу необходим для обеспечения надежного соединения без скрепления. Проведя ряд испытаний с нашим клиентом, мы обнаружили, что немного более жесткий допуск повышает надежность сборки более чем на 15%.
| Элемент | Роль в приспособлении |
|---|---|
| Основной размер | Теоретическое, идеальное измерение. |
| Пособие | Определяет минимальный зазор или максимальную помеху. |
| Толерантность | Определяет общую допустимую вариацию для одной детали. |
Это взаимодействие определяет, какую посадку вы получите - зазорную, переходную или интерференционную.
Допуск - это запланированный зазор для подгонки деталей. Допуск - это допустимая погрешность изготовления. Вместе они определяют окончательные предельные размеры, которые обеспечивают правильную сборку и функционирование деталей, и этот принцип мы применяем ежедневно.
Как допуски на главный и малый диаметры влияют на работу?
Большой и малый диаметры служат для совершенно разных целей. Их допуски на резьбу не являются взаимозаменяемыми. Они разработаны для решения различных функциональных задач.
Роль главного диаметра
Допуск на основной диаметр наружной резьбы в первую очередь определяет посадку. Он обеспечивает беспрепятственное вхождение винта в сопрягаемую деталь. Он также обеспечивает поверхность для правильного зацепления ключа.
Роль малого диаметра
Напротив, допуск на малый диаметр внутренней резьбы имеет решающее значение для прочности. Он определяет правильный размер сверла метчика и способность материала сердечника противостоять срыву под нагрузкой.
| Тип диаметра | Главная цель | Критическая озабоченность |
|---|---|---|
| Майор (внешний) | Сборка и оснастка | Риск помех |
| Минор (внутренний) | Прочность и нарезка | Частичный отказ |

Допуски для этих двух диаметров - не просто цифры; это критически важные функциональные элементы управления. Их правильное соблюдение предотвращает распространенные сбои при производстве и сборке. В прошлых проектах PTSMAKE это различие было ключевым.
Большой диаметр: Управление помехами и захватом
Основная задача главного диаметра - предотвратить интерференцию. Если главный диаметр винта имеет максимальный допуск, он может не войти в отверстие с минимальным допуском. Это приводит к остановке сборочных линий.
Он также влияет на взаимодействие инструментов с крепежом. Для болта с шестигранной головкой размер по плоскости является основным диаметром. Неправильный допуск здесь приводит к небрежной посадке ключа, который может скруглить углы и сделать невозможным правильный крутящий момент.
Малый диаметр: Ядро силы
Малый диаметр гайки или резьбового отверстия является его основой. Этот размер напрямую определяет размер сверла, используемого для нарезания резьбы. Если отверстие будет слишком маленьким, метчик заклинит и сломается.
Если отверстие будет слишком большим, резьба получится неглубокой и слабой. Это значительно снижает прочность соединения. Материал на малом диаметре должен быть достаточным для восприятия предполагаемых нагрузок. Плохой контроль здесь может привести к появлению областей с высокой концентрация напряжения6что является основной причиной разрушения болтов.
| Допустимая погрешность | Результирующая функциональная проблема |
|---|---|
| Слишком большой диаметр | Детали не собираются. |
| Основной диаметр слишком мал | Плохой захват инструмента, риск соскальзывания. |
| Малый диаметр слишком мал | Поломка метчика во время производства. |
| Слишком большой малый диаметр | Слабые нити, которые легко обрываются. |
Допуск большого диаметра контролирует внешнюю посадку, предотвращая помехи при сборке и обеспечивая надежный захват инструмента. Допуск малого диаметра необходим для внутренней резьбы, определяя размер метчика и обеспечивая прочность детали.
Почему нулевая вариативность нитей практически невозможна?
С точки зрения физики, совершенство - это иллюзия. Достичь нулевой вариации резьбы не просто сложно, а невозможно. Каждый этап производства вносит крошечные, неизбежные ошибки.
Эти отклонения обусловлены основными физическими ограничениями. Мы должны учитывать особенности станка, инструмента, материала и даже температурные изменения. Понимание этого помогает установить реалистичные цели по допуску резьбы.
Ниже приведено краткое сравнение идеальной цели с физической реальностью, с которой мы работаем в точном производстве.
| Аспект | Идеал (нулевая вариация) | Реальность |
|---|---|---|
| Процесс | Идеальная стабильность и повторяемость | Микроколебания и отклонения |
| Инструментальная оснастка | Неизменные размеры | Изнашивается с каждым использованием |
| Материал | Полностью однородный | Содержит микропримеси |
| Окружающая среда | Постоянная температура | Тепло вызывает расширение |
Погоня за несуществующей "идеальной" нитью не только непрактична, но и невероятно затратна.

Непреложные законы физики
Давайте разберемся, почему эти вариации являются неотъемлемой частью мира производства. Дело не в недостатке навыков или технологий, а в физике.
Ограничения производственных процессов
Ни один станок не является бесконечно жестким. Даже самые совершенные станки с ЧПУ испытывают микроскопические вибрации и отклонения во время работы. Эти крошечные движения, хотя и почти неизмеримые, передаются непосредственно на заготовку. Они создают мельчайшие отклонения от идеальной формы резьбы. Материал анизотропное поведение7 Это также означает, что он по-разному реагирует на силы резания в зависимости от ориентации его зерен.
Неизбежный износ инструментов
Режущий инструмент наиболее острый только перед первым резом. С каждым резом режущая кромка немного стирается. Этот износ происходит постепенно, но неумолимо. По мере затупления инструмента изменяются размеры получаемой резьбы.
Вот как износ инструмента может повлиять на партию деталей:
| Номер детали | Состояние инструмента | Результирующий диаметр питча |
|---|---|---|
| Часть #1 | Новый инструмент | В цель |
| Часть #500 | Незначительный износ | Немного больше |
| Часть #1000 | Умеренный износ | Превышение верхнего предела допуска |
В компании PTSMAKE мы управляем этим путем строгого контроля срока службы инструмента и протоколов замены, чтобы поддерживать постоянный допуск резьбы.
Природа материалов
Сырьевые материалы никогда не бывают идеально однородными. Они содержат микроскопические несоответствия, вариации твердости и внутренние напряжения. Когда инструмент врезается в материал, эти несовершенства вызывают в нем непредсказуемые реакции.
Скрытое влияние теплового расширения
В результате трения при резке выделяется значительное количество тепла. Это тепло вызывает расширение как инструмента, так и заготовки. Деталь, измеренная в горячем состоянии, будет иметь другие размеры, чем после остывания. Для достижения высокой точности мы должны контролировать и компенсировать эти тепловые эффекты.
В своей основе стремление к нулевым отклонениям противоречит фундаментальным законам физики. Износ инструмента, несовпадение материалов, вибрации станка и тепловое расширение - все это неотъемлемые реалии. Признание этих ограничений - первый шаг к достижению реалистичной и воспроизводимой точности.
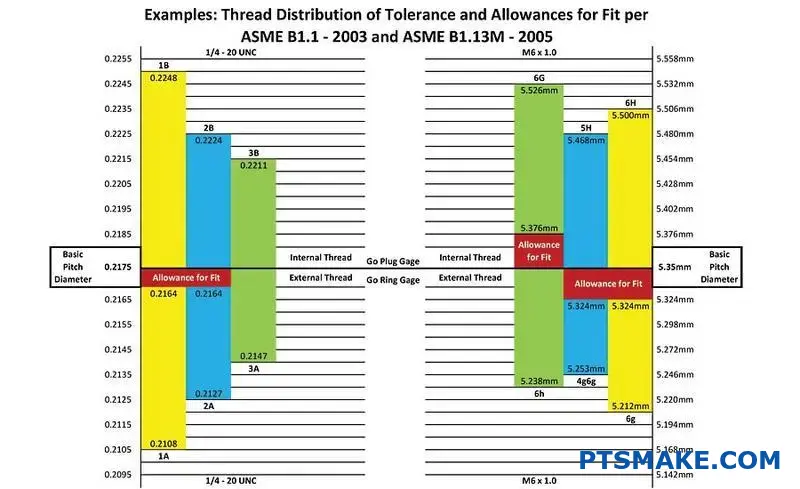
Сравните метрическую систему ISO и унифицированную систему допусков (UN/UNF).
Понимание обозначений резьбы очень важно. Метрическая и унифицированная (UN/UNF) системы ISO на бумаге выглядят по-разному. Это связано с тем, что они имеют уникальные структуры обозначений.
Например, распространенная метрическая маркировка - M8 x 1.25-6H. Для унифицированных вы можете увидеть 5/16-18 UNC-2B.
Назначение с первого взгляда
Коды рассказывают историю. "6H" и "2B" определяют допуск резьбы. Они не являются взаимозаменяемыми. Они отражают совершенно разные системные философии.
| Система | Пример внешней резьбы | Пример внутренней резьбы |
|---|---|---|
| Метрика ISO | 6g | 6H |
| Унифицированный (ООН/UNF) | 2A | 2B |
Эти различия напрямую влияют на подгонку и функционирование деталей. Выбор правильного варианта является ключевым для любого проекта.

Философия, скрывающаяся за кодами
Система ISO очень структурирована. В ней используется число для обозначения класса допуска. Также используется буква для обозначения позиции. Таким образом, создается подробная матрица возможных соответствий.
Система ООН/Фонда ООН более классовая. Она подразделяет облегающие предметы на широкие категории. Классы 1, 2 и 3 определяют свободную, стандартную и плотную посадку, соответственно. Класс 2 является наиболее распространенным для общего применения.
Практические последствия для дизайнеров
Дизайнеры, работающие по всему миру, должны свободно владеть обеими системами. Американскому конструктору, указывающему класс 2B, нужен эквивалент ISO. Обычно для внутренней резьбы ближе всего подходит 6H.
Но они не идентичны. В прошлых проектах PTSMAKE мы видели, как несоответствия вызывали проблемы при сборке. Эти тонкие различия в зоне допуска имеют значение. Система ISO обеспечивает более детальный контроль благодаря использованию фундаментальные отклонения8.
Вот общее сравнение применения фитингов:
| Фит-класс | Система | Типовое применение |
|---|---|---|
| Свободный крой | 1A/1B (UNF), 7H/7g (ISO) | Простая сборка, позволяет убирать мусор |
| Стандартная посадка | 2A/2B (UNF), 6H/6g (ISO) | Коммерческое использование общего назначения |
| Плотное прилегание | 3A/3B (UNF), 4H/5g (ISO) | Высокая точность, нулевой зазор |
Этот перевод является ключевой частью нашей услуги DFM (Design for Manufacturability). Мы гарантируем сохранение проектного замысла, независимо от системы, использованной на исходном чертеже.
Маркировка систем ISO и UN допуск резьбы по-разному (например, 6H против 2B). Эти коды основаны на разных философиях - одна систематическая, другая основанная на классах. Для глобальных проектов понимание этих различий жизненно важно для предотвращения ошибок при сборке и обеспечения надлежащего функционирования деталей.
Заключение: Правильный выбор для вашего приложения
Выбор между нитями класса 2A и 2B прост. Он сводится к подгонке и функциональности. Помните, что 2A предназначена для наружной резьбы (болты, винты). Она обеспечивает зазор.
Этот небольшой припуск идеально подходит для нанесения покрытий или гальваники. Класс 2B предназначен для внутренней резьбы (гайки, резьбовые отверстия). Он обеспечивает стандартную посадку без дополнительного зазора.
Краткое справочное руководство
Эта таблица упрощает процесс принятия решений. Используйте ее для быстрой проверки ваших дизайнов.
| Класс | Тип резьбы | Ключевая особенность | Общий пример использования |
|---|---|---|---|
| 2A | Внешний | Пособие (клиренс) | Винты с покрытием или без покрытия |
| 2B | Внутренний | Без пособия | Стандартные гайки, резьбовые отверстия |
Это различие является основополагающим при сборке деталей.

В конечном итоге выбор влияет на весь производственный процесс. Простая пометка на чертеже диктует нам подход к производству и контролю. В прошлых проектах PTSMAKE мы видели, как упущение этой детали может привести к значительным проблемам при сборке.
За пределами основ: Влияние на производство
Указанный допуск резьбы напрямую влияет на выбор инструмента и контроль качества. Например, более толстое покрытие требует тщательного расчета для обеспечения правильного сопряжения конечной резьбы 2A с ее аналогом 2B. Дело не только в цифрах, но и в практическом результате.
Именно в таких случаях четкое общение с партнером-производителем имеет ключевое значение. Мы помогаем клиентам учитывать факторы, выходящие за рамки первоначального дизайна. Это включает в себя выбор материала и этапы последующей обработки. Наш опыт показывает, что правильное калибровка манометра9 не подлежит обсуждению для достижения стабильных результатов.
Факторы, влияющие на ваше решение
При определении класса резьбы учитывайте эти моменты. Каждый из них играет определенную роль в производительности и стоимости конечной части.
| Фактор | Рассмотрение вопроса о выборе 2A/2B |
|---|---|
| Постобработка | Будет ли деталь плакированной, анодированной или с покрытием? Если да, необходимо указать 2A. |
| Монтаж | Достаточно ли стандартного, надежного облегания? 2B - это лучший выбор. |
| Окружающая среда | Будет ли коррозия являться фактором? На помощь приходят покрытия, защищенные припуском 2A. |
| Стоимость | Резьба класса 2 - это отличный баланс между производительностью и технологичностью. |
Заблаговременное обсуждение этих факторов позволяет избежать дорогостоящих переделок и задержек.
Правильный выбор между резьбой класса 2A и 2B обеспечивает правильную посадку, особенно после последующей обработки. Это критически важная деталь для успешной сборки и функционирования. Четкое взаимодействие с производителем, например с нами, в компании PTSMAKE, необходимо для достижения правильного допуска резьбы.
Как классы допусков создают различные механические посадки?
Механические посадки - это сердце точного машиностроения. Они определяют, как две детали собираются и функционируют вместе. Все дело в соотношении между отверстием и валом.
Существует три основных типа подгонки. Каждый из них создается с помощью определенных комбинаций классов допусков. Они определяют поведение конечной сборки.
Подходит для клиренса
Здесь вал всегда меньше отверстия. Это обеспечивает пространство между деталями. Они могут свободно двигаться или вращаться. Классическим примером является комбинация H7/g6.
Переходное оборудование
Это средний вариант. Допуски отверстия и вала совпадают. В окончательной сборке может быть небольшой зазор или небольшое вмешательство. H7/k6 - обычный выбор в этом случае.
Помехоустойчивость
В этом случае вал всегда больше отверстия. Для сборки деталей требуется усилие. Это создает прочное, неподвижное соединение. H7/p6 - типичная интерференционная посадка.

Глубокое погружение в область применения Fit
Выбор правильной посадки очень важен. Он напрямую влияет на производительность, сборку и стоимость. В наших проектах PTSMAKE это решение является ключевой частью процесса анализа конструкции.
Практическое использование клиренса (например, H7/g6)
Представьте себе простой подшипник на вращающемся валу, который не несет большой нагрузки. Вам нужен зазор для смазки и свободного вращения. Такая посадка обеспечивает вращение вала без заеданий во внутреннем кольце подшипника. Легкость монтажа и демонтажа также является преимуществом.
Когда использовать переходные фиты (например, H7/k6)
Переходные насадки предназначены для точного расположения. Они обеспечивают плотное прилегание, не требуя значительного усилия. Рассмотрим шестерни или шкивы на валу. Они должны быть точно установлены, но при этом их может потребоваться снять для обслуживания. Такая посадка обеспечивает баланс. Аналогичные принципы применимы к допуск резьбы10 для обеспечения правильного расположения крепежа.
Сила помех подходит (например, H7/p6)
Интерференционные посадки создают прочные, неразъемные узлы. Они передают крутящий момент или выдерживают большие нагрузки без ключей или штифтов. Распространенный пример - запрессовка штифта из закаленной стали в более мягкий корпус. Детали упруго деформируются, создавая сильное давление и трение.
| Тип посадки | Пример комбинации | Типовое применение | Примечание по сборке |
|---|---|---|---|
| Очистка | H7/g6 | Вал в подшипнике с цапфой | Детали скользят друг по другу |
| Переход | H7/k6 | Фиксирующие штифты, патрубки | Необходима легкая сила |
| Помехи | H7/p6 | Подшипник в корпусе | Требуется прессовое крепление |
Понимание этих трех типов посадки очень важно. Выбрав правильные классы допусков для отверстия и вала, вы можете точно контролировать, будут ли детали свободно перемещаться, точно располагаться или прочно фиксироваться.
Как гальваническое покрытие или покрытие влияет на допуск резьбы?
Напыление или покрытие добавляет тонкий слой материала. Этот слой увеличивает конечный размер детали. Для резьбы это очень важно.
Этот дополнительный материал занимает запланированное пространство. Это пространство, или припуск, обеспечивает плотное прилегание деталей друг к другу.
Без надлежащего планирования резьба может не собраться. Посадка становится слишком плотной, что приводит к интерференции. Это напрямую влияет на допуск резьбы.
Влияние дополнительной толщины
Даже несколько микрон покрытия могут иметь значение. В таблице ниже показано, как различные покрытия могут повлиять на посадку.
| Тип покрытия | Типичная толщина (мкм) | Риск помех |
|---|---|---|
| Цинковое покрытие | 5-15 | Средний |
| Безэлектролитный никель | 10-25 | Высокий |
| Анодирование (тип II) | 5-18 | Средний |
Именно поэтому мы должны с самого начала учитывать толщину покрытия.

Как стандарты решают загадку нанесения покрытия
Как же предотвратить эти помехи? Мы не можем просто игнорировать толщину покрытия.
Стандартные организации, такие как ISO, предлагают разумное решение. Они определяют различные классы допусков резьбы для деталей, на которые будет наноситься покрытие.
Такой подход изменяет начальное положение нити. Это эффективно создает пространство для будущего покрытия.
Для наружной резьбы без покрытия обычно используется положение "h". Она имеет нулевой припуск. Это означает, что максимальный размер резьбы - это основной размер.
Но для резьбы, предназначенной для нанесения покрытия, используется положение "g". Это создает встроенный зазор еще до нанесения покрытия.
Этот разрыв, определенный фундаментальное отклонение11Он разработан с учетом толщины покрытия.
Размеры до и после нанесения покрытия
Цель проста. После нанесения покрытия резьба позиции 'g' должна соответствовать стандартной резьбе позиции 'h'.
| Положение нити | Пособие | Предполагаемое использование | Окончательная подгонка (после нанесения покрытия) |
|---|---|---|---|
| ч (например, 6 ч) | Ноль | Без покрытия | Н/Д |
| г (например, 6 г) | Позитив | Подлежит гальванизации/покрытию | Похожие на 6h |
Практическое применение на PTSMAKE
В PTSMAKE мы всегда обсуждаем отделку поверхности на ранней стадии проектирования. Мы гарантируем, что будет указан правильный допуск на резьбу перед нанесением покрытия.
Этот упреждающий шаг позволяет избежать дорогостоящих переделок. Это также позволяет избежать задержек, связанных с неправильной сборкой деталей.
Покрытия увеличивают толщину, что может нарушить посадку резьбы. Для решения этой проблемы в стандартах используются специальные классы допусков перед нанесением покрытия. Эти классы, например "g" для наружной резьбы, создают начальный зазор, чтобы освободить место для покрытия, обеспечивая правильную сборку.
В чем заключается система, лежащая в основе манометров Go/No-Go?
Манометры Go/No-Go - это больше, чем просто инструменты для контроля. Они являются физическим отображением заданных пределов допуска компонента. Думайте о них как о прямой физической проверке ваших конструкторских чертежей.
Сторона "Go" подтверждает минимально допустимый размер элемента. Он должен соответствовать. И наоборот, сторона 'No-Go' представляет максимально допустимый размер. Он не должен подходить.
Эта простая двоичная система избавляет от догадок. Она выдает четкий вердикт "прошел" или "не прошел", гарантируя, что каждая деталь соответствует требуемому допуску на резьбу.

Элегантность системы Go/No-Go заключается в прямом переводе абстрактных чисел в физическую проверку. Допуск резьбы детали определяется верхней и нижней границами; датчики обрабатываются точно в соответствии с этими границами.
Измеритель хода: Проверка сборки
Калибр "Go" изготавливается в соответствии с максимальным состоянием материала резьбы (MMC). Для внутренней резьбы, например, в гайке, это соответствует наименьшему допустимому диаметру шага.
Если калибр "Go" закручивается плавно, это гарантирует, что деталь будет собрана с соответствующим партнером. Это подтверждает, что деталь не слишком мала.
Манометр "не-хорошо": Обеспечение правильной посадки
С помощью калибра "No-Go" проверяется наименьшее состояние материала (LMC). Для внутренней резьбы это наибольший допустимый диаметр шага. Это гарантирует, что резьба не будет слишком свободной.
Этот калибр не должен входить в деталь. Этот критический контроль гарантирует достаточное зацепление резьбы, что крайне важно для прочного и надежного соединения. Конструкция и использование этих калибров соответствуют основной концепции, известной как Принцип Тейлора12.
В наших процессах контроля качества в PTSMAKE это один из основных этапов. Он гарантирует, что детали с ЧПУ, которые мы поставляем, соответствуют точным допускам резьбы, которые требуют наши клиенты.
| Тип манометра | Проверьте это условие | Назначение | Результат для хорошей части |
|---|---|---|---|
| Go Gauge | Максимальное состояние материала (MMC) | Убедитесь, что детали собираются | Должен подходить |
| Манометр для определения отсутствия | Наименее существенное состояние (НМС) | Убедитесь, что детали не слишком ослаблены | Не должно подходить |
Манометры Go/No-Go физически воплощают допуск резьбы детали. Манометр "Go" подтверждает максимальное состояние материала для сборки, а манометр "No-Go" проверяет наименьшее состояние материала, чтобы обеспечить надежную посадку и предотвратить поломку из-за ослабления.
Как выбор материала влияет на выбор допуска?
Выбор материала - это нечто большее, чем просто прочность и вес. Свойства, присущие материалу, напрямую влияют на допуски, которых вы можете практически и экономически эффективно достичь.
Пластичность и обрабатываемость
Высокопластичные материалы могут деформироваться под давлением при резании. Это усложняет достижение сверхточных допусков и увеличивает время обработки.
Проблемы теплового расширения
Материалы расширяются и сжимаются при изменении температуры. Сопряжение деталей из разных материалов, например алюминия и стали, требует тщательного продумывания.
| Материал | Коэффициент теплового расширения (ppm/°C) |
|---|---|
| Алюминий | ~23 |
| Сталь | ~12 |
Такое несоответствие означает, что допуски должны учитывать предполагаемую рабочую среду, чтобы предотвратить сцепление или поломку.
Более глубокий взгляд на поведение материалов
Понимание того, как материал ведет себя в процессе обработки и в конечной области применения, имеет решающее значение для установления реалистичных допусков. Это позволяет избежать чрезмерного проектирования и дорогостоящих неудач.
Влияние пластичности на точность
Вязкие материалы, такие как некоторые алюминиевые сплавы, могут образовывать длинную стружку при обработке. Она может наматываться на инструмент и портить поверхность детали. В компании PTSMAKE мы тщательно контролируем подачу и скорость, чтобы уменьшить это явление, но оно является ключевым фактором при определении очень жестких допусков.
Вызов галлинга
Такие материалы, как нержавеющая сталь, подвержены галтование13В этом случае поверхности, по сути, свариваются под давлением. Это критическая проблема для крепежа. Немного меньший допуск резьбы может обеспечить необходимый зазор для предотвращения заедания, гарантируя надежную сборку и разборку деталей.
Терморегулирование в сборках
В прошлых проектах мы видели, как узлы выходили из строя из-за игнорирования теплового расширения. Плотно прилегающий стальной вал в алюминиевом корпусе при комнатной температуре может полностью заклинить при более высокой рабочей температуре. Допуски должны быть рассчитаны на весь диапазон рабочих температур.
| Недвижимость | Пример материала | Рекомендация по толерантности |
|---|---|---|
| Высокая пластичность | Медь | Более слабый допуск может быть более экономичным. |
| Опасная склонность | Нержавеющая сталь | Рассмотрите более слабые спецификации, особенно в отношении допуска на резьбу. |
| Высокое тепловое расширение | Пластмасса, алюминий | Рассчитайте допуски для полной рабочей температуры. |
| Хрупкость | Закаленная сталь, керамика | Более жесткие допуски возможны, но риск перелома возрастает. |
Такие свойства материалов, как пластичность, тепловое расширение и галтование, - это не просто данные; это ограничения, накладываемые на конструкцию. Успешный выбор допуска зависит от понимания этих характеристик, чтобы обеспечить правильное и надежное функционирование детали на протяжении всего ее жизненного цикла, избегая предотвратимых отказов.
Опишите процесс выбора правильного допуска резьбы.
Выбор правильного допуска нити кажется сложным. Но это логичный процесс. Речь идет о соответствии между назначением детали и способом ее изготовления. Систематический подход позволяет избежать излишней инженерии и контролировать расходы.
Мы составим четкое пошаговое руководство. Это поможет вам всегда принимать правильные решения. Для ясности разделим все на простые и понятные шаги.
Начните с функциональных потребностей
Сначала определите, что должна делать нить. Является ли главным приоритетом простота монтажа? Или она должна выдерживать постоянные вибрации? Каждая функция указывает на свой уровень допуска.
| Функциональные требования | Типичная цель допуска |
|---|---|
| Простая и быстрая сборка | Более низкий допуск (например, 6g/6H) |
| Устойчивость к вибрации | Более жесткий допуск (например, 4g6g/4H5H) |
| Высокопрочное крепление | Допуски от средних до жестких |
| Применение уплотнений | Более жесткий допуск с герметиком |
Более свободная посадка отлично подходит для быстрого производства. Более плотная посадка обеспечивает надежность при нагрузках.

Далее следует рассмотреть процесс производства и его влияние. Метод, используемый для создания резьбы, напрямую влияет на достижимую точность и конечную стоимость. Это критический баланс.
Рассмотрим производство и себестоимость
Выбранный вами производственный процесс задает реалистичные пределы. Обработка с ЧПУ, на которой мы специализируемся в PTSMAKE, обеспечивает высокую точность при жестких допусках. Однако такие методы, как накатывание резьбы или формовка, отличаются.
Более жесткие допуски требуют более точной обработки. Это означает больше машинного времени, специализированную оснастку и тщательный контроль. Все это увеличивает стоимость. Важно спросить, обеспечивают ли дополнительные затраты реальное преимущество в производительности. В наших проектах мы убедились, что немного меньший, но стабильный допуск часто лучше, чем излишне жесткий.
Фактор окружающей среды
Где будет использоваться деталь? Высокие температуры могут вызвать расширение материалов. Коррозионная среда может повлиять на поверхность резьбы. Эти факторы могут изменить посадку и работу резьбы с течением времени. Выбор материала также имеет решающее значение.
Окончательный выбор класса допуска
Имея всю эту информацию, вы можете выбрать конкретный класс допуска. При принятии этого решения необходимо сбалансировать функциональность, технологичность и стоимость. Речь идет не только о выборе самого жесткого варианта. Речь идет о выборе наиболее рационального варианта для конкретного применения. Правильный Повторяемость и воспроизводимость измерений14 гарантирует, что любой выбранный вами класс может быть надежно проверен.
| Фактор | Более мягкий допуск | Более жесткий допуск |
|---|---|---|
| Скорость сборки | Быстрее | Медленнее |
| Блокировка вибрации | Нижний | Выше |
| Стоимость изготовления | Нижний | Выше |
| Сложность измерения | Проще | Более сложный |
Этот структурированный процесс позволяет перейти от общих потребностей к конкретному, обоснованному выбору допуска резьбы.
Четкий процесс принятия решений является ключевым. Оценив функциональность, производство, стоимость и окружающую среду, вы сможете с уверенностью выбрать оптимальный допуск резьбы, который сбалансирует требования к производительности и ваш бюджет, обеспечив успешный результат для вашего проекта.
Как правильно выбрать измерительные приборы?
Интерпретация выговора на чертеже - это первый шаг. Он диктует весь план проверки. Это точный язык.
Этот процесс гарантирует соответствие каждой детали спецификации. Он точно указывает, какие измерительные приборы следует взять из инструментального шкафа.
Ниже приводится краткое руководство. В нем показано, как характеристика на чертеже переводится в определенные типы калибров.
| Особенность рисования | Требуемый тип манометра |
|---|---|
| Резьба M8x1.25-6H | Манометр для резьбовых пробок |
| Ø10.00 Отверстие H7 | Манометр с простым штекером |
| Ø25.00 g6 Вал | Манометр с простым кольцом |
Этот систематический подход избавляет от догадок. Он закладывает основу для постоянного контроля качества.

Практическая процедура выбора калибра
В компании PTSMAKE мы придерживаемся четкой процедуры. Благодаря этому мы выбираем правильные инструменты для каждой детали. Все начинается с инженерного чертежа.
Шаг 1: Расшифруйте призыв
Сначала мы детально анализируем выкройку. Мы определяем номинальный размер, шаг и критический допуск резьбы. Эта информация является основой для выбора калибра. Каждая деталь имеет значение для идеальной посадки.
Шаг 2: Выбор рабочих калибров
В соответствии с надписью мы выбираем рабочие калибры. Для внутренней резьбы мы используем калибр для резьбовых пробок Go/No-Go. Для внешней резьбы - резьбовой кольцевой калибр.
| Характеристика детали | Рабочий манометр | Назначение |
|---|---|---|
| Внутренняя резьба | Манометр для резьбовых пробок | Проверяет минимальный и максимальный диаметр шага |
| Внешняя резьба | Кольцевой калибр для резьбы | Проверка профиля и размера резьбы |
| Обычное отверстие | Простой калибр | Убедитесь, что отверстие находится в пределах допустимого диаметра |
| Вал/штифт | Кольцо с простым кольцом | Подтверждает, что вал находится в пределах допустимого диаметра |
Шаг 3: Не забудьте о поверке манометра
Для измерения резьбовых колец мы всегда используем мастера проверьте штекеры15. Эти заглушки проверяют точность и отсутствие износа самого кольцевого калибра. Это критический этап контроля качества.
Шаг 4: Знайте, когда измерительных приборов недостаточно
Иногда измерительных приборов недостаточно. Для деталей с очень жесткими допусками, сложными профилями или критически важными функциями безопасности мы повышаем требования. Для более детального анализа мы используем такие современные инструменты, как КИМ, оптические компараторы или системы технического зрения.
Это решение основано на риске. Если отказ катастрофичен, мы используем самый точный из доступных методов измерения.
Выбор правильных контрольных калибров - это дисциплинированный процесс. Он начинается с внимательного прочтения чертежа и систематического выбора рабочих измерительных приборов и средств проверки. Знание пределов применения измерительных приборов и необходимости использования современных КИМ или оптического контроля имеет решающее значение для полного обеспечения качества.
Как ужесточение допуска влияет на стоимость производства?
Зависимость между степенью допуска и стоимостью не линейная, а экспоненциальная. Переход от грубого к тонкому допуску резко увеличивает расходы.
Это не просто небольшое повышение цены. Это фундаментальный сдвиг в производственном процессе.
Кривая "затраты на оценку толерантности
Рассмотрим общие классы допуска нитей. Переход от стандартной 8 г к тонкой 4 г требует совершенно иного подхода и бюджета.
Вот упрощенная схема:
| Характеристика | Грубый допуск (например, 8 г) | Тонкий допуск (например, 4 г) |
|---|---|---|
| Тип машины | Стандартное ЧПУ | Высокоточное ЧПУ |
| Скорость производства | Быстрее | Медленнее |
| Влияние на стоимость | Базовый уровень | Значительно выше |
Каждый шаг к более жесткому допуску усложняет конструкцию и, следовательно, увеличивает стоимость.

Переход на более тонкий класс допуска влияет на все этапы производства. В компании PTSMAKE мы помогаем нашим партнерам преодолеть эти последствия, чтобы найти баланс между точностью и стоимостью.
Потребности в оборудовании и инструментах
Стандартный станок с ЧПУ может идеально подойти для резьбы 8g. Но для резьбы с допуском 4g часто требуется станок более высокого класса. Такие станки обеспечивают большую стабильность и точность, но стоят дороже.
Еще одним фактором является оснастка. Чтобы поддерживать жесткий допуск, инструменты нужно менять чаще. Они быстрее изнашиваются, и даже минимальный износ может вывести деталь за пределы спецификации. Это означает увеличение расходов на новые инструменты и простои станка при их замене.
Влияние на производство и количество брака
Точность требует терпения. Для достижения более тонкой обработки и соблюдения жестких допусков станки должны работать на более низких скоростях и подачах. Это напрямую увеличивает время цикла обработки одной детали.
Поле для ошибки также резко сокращается. Крошечная вибрация или температурный сдвиг могут привести к браку. По данным наших проектов, переход к очень тонкому допуску может увеличить количество брака с менее 2% до более 5% или даже выше. Каждая забракованная деталь - это потерянный материал, машинное время и труд. Сам процесс контроля также становится более интенсивным, зачастую требуя применения передовых технологий. Метрология16 инструменты.
| Драйвер затрат | Влияние грубых допусков | Влияние точных допусков |
|---|---|---|
| Время обработки | Низкий | Высокая (более низкая скорость) |
| Стоимость оснастки | Стандарт | Высокий (частые изменения) |
| Стоимость проверки | Основные проверки | Требуется дополнительное оборудование |
| Количество лома | Обычно < 2% | Часто > 5% |
Ужесточение класса допуска значительно повышает затраты. Это связано с необходимостью использования более совершенного оборудования, более частой сменой инструмента, снижением темпов производства и увеличением количества брака. Это компромисс между точностью и бюджетом, который требует тщательного рассмотрения.
Как бы вы создали внутренний стандарт компании?
Создание руководства для конкретной компании очень важно. Оно избавит вашу команду дизайнеров от догадок. Это уменьшает количество ошибок и упрощает производство.
Простой шаблон может иметь огромное значение. Он стандартизирует ваш подход к допускам с самого начала.
Отправная точка для вашего путеводителя
Это руководство должно связать типы приложений с классами толерантности по умолчанию. Это позволит всем членам команды быть на одной волне.
Вот базовая основа, на которую можно опираться:
| Категория приложения | Рекомендуемый класс допуска | Пример |
|---|---|---|
| Некритичные компоненты | Свободные (например, ISO 2768-c) | Внешние покрытия, косметические панели |
| Общее соответствие и функциональность | Средний (например, ISO 2768-m) | Кронштейны, структурные опоры |
| Прецизионные и сопрягаемые детали | Тонкие (например, ISO 2768-f) | Фиксирующие штифты, детали с прессовой посадкой |
Такая структура дает дизайнерам четкое и понятное руководство к действию.

Детализация категорий приложений
Настоящую ценность представляет расширение этих категорий. Вы должны определить, что относится к каждому классу. Это позволит избежать двусмысленности.
Некритичные компоненты
Эти детали обычно не несут никакой нагрузки и не выполняют точных функций сопряжения. Вспомните декоративные крышки или простые корпуса. Использование более слабых допусков здесь может значительно снизить производственные затраты без ущерба для функциональности конечного продукта.
Структурные и функциональные части
Это обширная категория. В нее входит все: от монтажных кронштейнов до внутренних опорных рам. Последовательность является ключевым фактором. Для деталей, соединяемых болтами, стандартизация допусков резьбы особенно важна для обеспечения надежности сборки и производительности.
Особенности точного позиционирования
Это самые важные области. Они определяют выравнивание и сборку всего изделия. Такие элементы, как отверстия под штифты или посадочные места под подшипники, требуют жесткого контроля. Это обеспечивает идеальную взаимозаменяемость17 между деталями, что очень важно как для первоначальной сборки, так и для последующего ремонта.
В компании PTSMAKE мы часто консультируем клиентов по этим классификациям. Наш опыт в области механической обработки помогает преодолеть разрыв между конструкторским замыслом и производственной реальностью.
| Пример характеристики | Категория приложения | Предлагаемый класс ISO | Обоснование |
|---|---|---|---|
| Внешний корпус | Некритичные | IT12 - IT14 | Эстетика имеет ключевое значение, но посадка не является точной. |
| Схема монтажных отверстий | Структурные и функциональные | IT9 - IT11 | Обеспечивает соосность с сопрягаемыми деталями. |
| Отверстие под подшипник | Точная локализация | IT6 - IT7 | Для правильной работы требуется специальная посадка. |
| Отверстие для дюбеля | Точная локализация | IT5 - IT6 | Критически важен для точного выравнивания узлов. |
Хорошо разработанное руководство по допускам - мощный инструмент. Оно стандартизирует методы проектирования, уменьшает количество ошибок и помогает контролировать производственные затраты, применяя точность только там, где она действительно необходима. Это приводит к созданию более стабильных и надежных изделий.
Проанализируйте случай отказа изделия из-за неправильного допуска резьбы.
Неисправность изделия может дорого обойтись. Давайте рассмотрим один случай: сорванная алюминиевая резьба в стальном корпусе. Эта проблема кажется незначительной, но может остановить всю сборочную линию.
Первопричиной редко бывает одна-единственная ошибка. Часто это сочетание факторов. Одним из основных является плохой допуск резьбы. Но выбор материала и усилие при сборке также играют ключевую роль.
Давайте разберем факторы неудачи.
| Фактор | Описание | Воздействие |
|---|---|---|
| Толерантность | Неправильная посадка между нитями | Высокий |
| Материалы | Несоответствие твердости/прочности | Высокий |
| Крутящий момент | Чрезмерное усилие при сборке | Высокий |
Этот анализ покажет, как сочетание этих элементов привело к критическому сбою.
Более глубокий взгляд: Анализ коренных причин
В одном из прошлых проектов клиент столкнулся именно с такой проблемой. Алюминиевый компонент неоднократно выходил из строя при ввинчивании в стальную раму. Наше расследование выявило три взаимосвязанные причины.
Несоответствие материалов
Во-первых, материалы не были идеальными партнерами. Алюминий гораздо мягче стали. Когда вы прикладываете усилие, более мягкие алюминиевые нити первыми деформируются и срываются. Это фундаментальное конструктивное соображение, которое часто упускается из виду.
Неправильный допуск на резьбу
Указанный допуск резьбы был слишком мал. Это привело к недостаточному зацеплению резьбы. Под нагрузкой усилие концентрировалось только на нескольких витках резьбы. Эти несколько точек контакта не выдержали напряжения, что привело к срыву. На взаимодействие между разнородными материалами также повлияли Коэффициент теплового расширения18.
Чрезмерный крутящий момент при сборке
Наконец, в инструкции по сборке было указано значение момента затяжки, подходящее для соединений сталь-сталь. Этот момент был слишком велик для мягкой алюминиевой резьбы. Это чрезмерное усилие и привело к полному срыву резьбы.
| Коренная причина | Анализ | Решение |
|---|---|---|
| Выбор материала | Алюминий слишком мягок для стального корпуса. | Используйте стальную вставку (например, Helicoil) в алюминиевой части. |
| Допуск на резьбу | Неплотное прилегание привело к неправильному распределению нагрузки. | Подтяните допуск для лучшего зацепления резьбы. |
| Крутящий момент при сборке | Спецификация крутящего момента была слишком высока для алюминия. | Пересчитайте и укажите меньшее значение крутящего момента. |
Этот систематический анализ помог нам в PTSMAKE найти четкий путь к надежному решению для нашего клиента.
Этот случай показывает, что отказ изделия - это цепная реакция. Неправильный допуск резьбы, плохой выбор материала и неправильный момент сборки создали идеальный шторм. Одно слабое звено поставило под угрозу всю конструкцию.
Разберитесь с выбором резьбы в аэрокосмической сборке.
В аэрокосмической отрасли важен каждый компонент. Давайте рассмотрим высокопроизводительное болтовое соединение. Выбор здесь не произволен. Это продуманные инженерные решения.
Мы сосредоточимся на определенной комбинации. Сюда входят форма резьбы UNJF, класс жестких допусков и специализированные покрытия.
Эти элементы работают вместе. Они обеспечивают соответствие соединения экстремальным требованиям к безопасности, весу и долговременной надежности. Маленькая деталь может иметь огромное значение.
| Характеристика | Стандартный болт | Аэрокосмический болт |
|---|---|---|
| Форма нити | ООН | UNJF (округлый корень) |
| Толерантность | Класс 2A/2B | Класс 3A/3B |
| Материал | Легированная сталь | Титан / инконель |
| Покрытие | Цинковое покрытие | Серебро / Смазка для сухой пленки |

Преимущество формы нити UNJF
Почему стоит выбрать нити UNJF? Буква "J" является ключевой. Она означает контролируемый радиус корня наружной резьбы. Этот закругленный корень - не просто незначительная деталь. Она значительно снижает концентрацию напряжений в самом слабом месте резьбы.
Такая конструкция напрямую повышает усталостную прочность крепежа. В аэрокосмической отрасли детали подвергаются миллионам циклов вибрации. Острый корень, как в стандартной резьбе UN, может стать отправной точкой для образования усталостной трещины. Конструкция UNJF предотвращает это.
Жесткие допуски для максимальной надежности
Далее рассмотрим Допуск на резьбу. В аэрокосмических соединениях почти всегда используется посадка класса 3A/3B. Это гораздо более жесткий допуск, чем распространенный класс 2A/2B. Плотная посадка обеспечивает большую поверхность контакта между резьбой болта и гайки.
Благодаря улучшенному контакту нагрузка распределяется более равномерно. Это предотвращает незначительные движения, которые могут привести к износу. Со временем такое движение может привести к таким проблемам, как Фреттинг-коррозия19что нарушает целостность соединения. В компании PTSMAKE достижение таких точных допусков является основной частью наших услуг по обработке с ЧПУ для клиентов из аэрокосмической отрасли.
| Класс допуска | Описание фит | Типовое применение |
|---|---|---|
| 1A/1B | Свободный крой | Быстрая сборка, грязные условия |
| 2A/2B | Стандартная посадка | Большинство коммерческих продуктов |
| 3A/3B | Плотное прилегание | Высокая нагрузка, высокая надежность |
Роль современных покрытий
Наконец, покрытия не только для внешнего вида. В нашем примере серебряное покрытие может быть использовано на титановом болте. Оно служит важной цели. Оно действует как надежная смазка.
Это предотвращает заедание при сопряжении с гайкой. Оно также улучшает электропроводность и защищает от коррозии. Покрытия - это функциональная обработка поверхности, выбранная для решения конкретных экологических и механических задач.
В высокопроизводительных аэрокосмических соединениях оптимизирована каждая деталь. Форма резьбы UNJF, плотная Допуск на резьбуВ этом случае необходимо использовать современные покрытия. Они подбираются таким образом, чтобы максимально увеличить усталостную прочность, обеспечить надежность и сохранить высокое соотношение прочности и веса.
Разработайте резьбовое соединение гидравлического фитинга высокого давления.
Чтобы собрать все это воедино, необходима четкая стратегия. Проектирование арматуры высокого давления - это не один выбор. Речь идет о том, как согласованно работают три ключевых элемента.
Вы должны обосновать форму резьбы, материал и допуск. Эти решения обеспечивают герметичность в экстремальных условиях.
Трио основных решений
Выбор формы резьбы
Ваш выбор закладывает основу. Он определяет основной механизм уплотнения.
| Характеристика | NPTF (Dryseal) | Уплотнительное кольцо SAE Босс |
|---|---|---|
| Метод герметизации | Деформация резьбы | Эластомерное уплотнительное кольцо |
| Устойчивость к вибрации | Ярмарка | Превосходно |
| Возможность многократного использования | Ограниченный | Высокий |
Материал и допуски
Эти два параметра тесно связаны между собой. Материал должен выдерживать давление, а допуск обеспечивает правильную фиксацию уплотнения.

Обоснование конструкции для надежного уплотнения
Давайте решим сложную задачу. Представьте себе фитинг для мобильной гидравлической системы. Он будет испытывать высокие скачки давления и постоянную вибрацию.
Выбор формы резьбы: Босс для уплотнительного кольца SAE
Для данного применения я бы выбрал кольцевую бобышку SAE (ORB). В отличие от резьбы NPTF, которая уплотняется за счет деформации резьбы, в ORB используется уплотнительное кольцо. Это обеспечивает превосходную устойчивость к утечкам, вызванным вибрацией. Это более надежное долгосрочное решение.
Уплотнительное кольцо зависит от контролируемого упругая деформация20 для поддержания положительного уплотнения на поверхности фитинга. Это делает его гораздо более простым и многоразовым, чем уплотнение "металл-металл".
Выбор материала: Нержавеющая сталь 316
Выбор материала имеет решающее значение. Хотя углеродистая сталь широко распространена, она подвержена коррозии, которая может повредить уплотнительную поверхность.
| Материал | Номинальное давление | Устойчивость к коррозии |
|---|---|---|
| Углеродистая сталь | Высокий | Ярмарка |
| Нержавеющая сталь 316 | Очень высокий | Превосходно |
| Латунь | Средний | Хорошо |
Я рекомендую нержавеющую сталь 316. Ее превосходная коррозионная стойкость защищает прецизионно обработанные поверхности, необходимые для эффективного уплотнения уплотнительного кольца. Кроме того, она обладает прочностью, позволяющей выдерживать высокое давление без повреждений.
Указание допусков на резьбу
Наконец, точный допуск резьбы не подлежит обсуждению. Для фитингов ORB ключевое значение имеет обработка бобышки и концентричность резьбы. В PTSMAKE мы используем наш опыт обработки на станках с ЧПУ для обеспечения жестких допусков. Это обеспечивает равномерное сжатие уплотнительного кольца, создавая идеальное, герметичное уплотнение каждый раз.
Ключевым моментом является комплексный подход. Выбор правильной формы резьбы, прочного материала и указание жесткого допуска резьбы гарантирует надежную работу вашего гидравлического фитинга высокого давления в самых сложных условиях.
Устранение неполадок в партии деталей, не прошедших проверку.
Когда партия продукции не проходит проверку, это требует немедленного внимания. Классическим примером является партия болтов, не прошедших испытание на отсутствие калибра. Это сигнал о критическом отклонении.
Часто проблема кроется в спецификациях допусков на резьбу. Для быстрого поиска первопричины необходим систематический подход. Случайные проверки приведут лишь к потере драгоценного производственного времени.
Контрольный список первой реакции
Мы всегда начинаем с основ. Это помогает исключить простые ошибки, прежде чем погружаться в сложную диагностику оборудования. Такой структурированный процесс экономит время.
| Приоритет | Пункт действий | Назначение |
|---|---|---|
| 1 | Карантинная партия | Не допускайте смешивания плохих деталей с хорошими. |
| 2 | Проверьте манометр | Убедитесь, что инструмент для контроля откалиброван. |
| 3 | Обзорная программа | Проверьте последние изменения или опечатки. |
Методичное следование этим шагам обеспечивает четкую отправную точку для любого расследования.

Выявление первопричины
Если первые проверки ничего не дают, мы переходим к более глубокому анализу. В компании PTSMAKE наш процесс поиска и устранения неисправностей при обработке на станках с ЧПУ построен на логике, а не на догадках. Это минимизирует время простоя и материальные потери наших клиентов.
Настройка станка и смещение инструмента
Неправильная настройка станка - частый виновник. Небольшая ошибка в смещении инструмента может легко привести к тому, что вся партия выйдет из строя.
Мы также проверяем наличие механических проблем. Например, люфт оси станка может внести погрешности, которые трудно отследить. Эти проблемы часто приводят к несоответствию допусков резьбы.
Углубленный анализ компонентов
Далее мы проверяем физические компоненты процесса. Для этого нужно осмотреть все, что касается детали.
| Компонент | Потенциальная проблема | Шаг диагностики |
|---|---|---|
| Режущий инструмент | Вставка изношена или имеет сколы | Осмотрите под увеличением и замените. |
| Материальный запас | Изменение твердости | Испытайте образец из другой партии материала. |
| Система охлаждения | Неправильный расход или смешивание | Проверьте давление в насосе и концентрацию охлаждающей жидкости. |
На охлаждающую жидкость часто не обращают внимания. Однако плохая смазка может привести к накоплению материала на инструменте. Это напрямую влияет на качество готовой продукции Диаметр шага21 и может привести к тому, что деталь не пройдет тест на отсутствие калибра. Каждый элемент играет решающую роль.
Неисправность калибра указывает на отклонение в технологическом процессе. Использование систематической технологической карты - от настройки до оснастки, материала и охлаждающей жидкости - является наиболее эффективным способом выявить проблему, сократить количество брака и быстро восстановить производство.
Манометр No-Go входит на несколько оборотов. Допустимо ли это?
Это классическая дилемма инспекции. Ваш индикатор "Нет" не должен заходить, но он заходит. Всего на пару оборотов. Итак, является ли деталь ломом?
Простой ответ часто звучит как "нет". Но настоящий ответ более сложен. Он требует выхода за рамки простого мышления "сдал/не сдал".
Серая зона инспекции
Многие стандарты содержат четкие правила. Однако практическое применение может создать двусмысленность. Решающим фактором является конечное использование детали.
| Результат проверки | Первые размышления | Реальность |
|---|---|---|
| No-Go входит в 2 оборота | Провал | Это зависит от стандарта и функции. |
| Go Gauge Fits | Пройти | Эта часть верна. |

Понимание официальных правил
Такие стандарты, как ASME B1.2 и ISO 1502, содержат рекомендации. В них, как правило, говорится, что манометр No-Go не должен поворачиваться более чем на три оборота. Это часто называют "правилом трех оборотов".
Это правило существует не просто так. Оно учитывает небольшую фаску или радиус в начале резьбы. Небольшой заход допустим.
За пределами стандарта: Функциональный риск
Однако слепого следования правилам недостаточно. Мы должны оценить функциональный риск. В PTSMAKE мы всегда спрашиваем клиента о применении детали. Главное - понять, как диаметр шага22 вариации влияют на производительность.
Учитывайте следующие факторы:
| Фактор | Применение с высокой степенью риска (например, аэрокосмическая промышленность) | Применение с низким уровнем риска (например, крепление) |
|---|---|---|
| Безопасность | Критично. Строгое следование им жизненно необходимо. | Не критично. Возможна большая свобода действий. |
| Загрузить | Высокая нагрузка. Требуется идеальное зацепление резьбы. | Низкий уровень стресса. Допускаются незначительные отклонения. |
| Окружающая среда | Сильная вибрация. Резьба не должна ослабевать. | Статический. Меньше риска поломки. |
Оценка этих аспектов помогает принять обоснованное решение. Правильный допуск резьбы - это не просто калибр; это гарантия того, что деталь будет идеально работать в предназначенной для нее среде.
Частичное вхождение в колею No-Go - распространенная проблема. Стандарты обеспечивают базовую основу, например, правило трех оборотов. Однако окончательное решение всегда должно основываться на функциональном применении детали и связанных с этим рисках.
Как аддитивное производство может изменить допуски на резьбу?
Аддитивное производство (AM) меняет дизайн компонентов. Оно раздвигает границы, выходящие далеко за рамки традиционной механической обработки. Что это значит для такой фундаментальной вещи, как винтовая резьба?
Перспективы 3D-печати нитей
AM позволяет добиться невероятной свободы в проектировании. Мы можем создавать резьбу, интегрированную непосредственно в сложные детали. Это сокращает время сборки и количество возможных отказов.
Основные соображения
Однако эта технология создает новые проблемы. Поверхность получается разной. Свойства материала также могут отличаться. И то, и другое существенно влияет на допуск резьбы.
| Характеристика | Традиционная обработка | Аддитивное производство |
|---|---|---|
| Свобода дизайна | Ограниченность доступа к инструментам | Почти безгранично |
| Выбор материала | Устоявшиеся сплавы/пластики | Растущие, но разные свойства |
| Отделка поверхности | Высокий, хорошо контролируемый | Часто грубее, требует постобработки |

Аддитивное производство открывает новые возможности для проектирования резьбы. Мы больше не ограничены стандартами, установленными метчиками и плашками. Эта технология в корне меняет наш подход.
Возможности аддитивного производства
Нестандартные формы резьбы
Представьте себе создание профиля резьбы, идеально оптимизированного для конкретной нагрузки. С помощью AM мы можем создавать асимметричные резьбы или резьбы с переменным шагом. Это невозможно при традиционной обработке на станках с ЧПУ. В прошлых проектах PTSMAKE это позволило решить уникальные инженерные задачи.
Встроенные блокирующие элементы
Мы также можем напечатать запорные элементы непосредственно на детали. Это устраняет необходимость в отдельных стопорных шайбах или химических клеях. Это упрощает сборку и повышает надежность в условиях повышенной вибрации.
Преодоление препятствий
Самая большая проблема - это обработка поверхности. Линии слоев, присущие 3D-печати, создают шероховатую поверхность. Это напрямую влияет на зацепление и прочность резьбы. Материал Анизотропия23 также означает, что свойства могут отличаться в зависимости от ориентации сборки.
Эта изменчивость влияет на производительность процесса. Достижение стабильного допуска резьбы при AM требует тщательного контроля процесса. Часто требуются этапы постобработки.
| Вызов | Потенциальное решение |
|---|---|
| Грубая отделка поверхности | Обработка, нарезание резьбы или химическое выравнивание |
| Изменчивость процесса | Контроль процесса, тестирование материалов |
| Анизотропия материала | Стратегическая ориентация деталей во время сборки |
Аддитивное производство открывает возможности для создания инновационных конструкций резьбы, таких как нестандартные профили и интегрированные элементы. Однако достижение точных допусков резьбы требует преодоления трудностей, связанных с обработкой поверхности и контролем процесса. Для соблюдения спецификаций часто необходима постобработка.
Объясните новому стажеру, что такое допуск "6g" и "6h".
Добро пожаловать в команду! Давайте разберемся с распространенным вопросом о допусках резьбы: '6g' против '6h'. Это может показаться запутанным, но простая аналогия проясняет ситуацию.
Аналогия с парковочным местом
Считайте, что номинальный размер резьбы - это линия парковки. Допуск "h" - это как парковка автомобиля точно на этой линии. Это идеальная, плотная посадка без зазора.
Допуск "g" - это совсем другое. Это означает, что вы паркуете машину немного в стороне от линии. Это намеренно оставляет небольшое гарантированное пространство. Почему? К этому мы еще вернемся.
На первый взгляд
Вот простая схема.
| Класс допуска | Аналогия | Характеристика пригодности |
|---|---|---|
| 6h | Парковка на линии | Облегающий, без надбавок |
| 6g | Парковка внутри линии | Создает специфический пробел |
Эта небольшая разница в допуске резьбы оказывает огромное влияние на сборку.

Почему за разрывом скрывается
Так зачем нам нужен зазор? Пространство, образованное допуском "6g", не пропадает зря. Оно предназначено для конкретной цели: нанесения поверхностных покрытий.
Представьте, что вы изготовили идеальный болт с допуском '6h'. Он идеально подходит к гайке. А что будет, если отправить его на цинкование или нанесение другого защитного покрытия?
Это покрытие добавляет тонкий слой материала. Наши испытания показали, что он может составлять несколько микрометров. Теперь ваш "идеальный" болт немного великоват. Он больше не подходит к гайке. Это дорогостоящая ошибка, которой мы помогаем избежать нашим клиентам в PTSMAKE.
Фундаментальное отклонение на практике
Этот намеренный разрыв называется фундаментальное отклонение24. Для посадки "h" фундаментальное отклонение равно нулю. Зона допуска находится прямо на номинальном размере.
Для посадки "g" существует отрицательное отклонение. Вся зона допуска смещается ниже номинального размера, гарантируя это пространство. Это гарантирует, что даже после нанесения покрытия резьба не будет превышать номинальный размер и будет собираться гладко.
Выбор правильного класса посадки очень важен для создания функциональных деталей. Речь идет о планировании всего производственного процесса, а не только этапа обработки.
| Сценарий применения | Рекомендуемый допуск | Обоснование |
|---|---|---|
| Стандартный крепеж без покрытия | 6h | Обеспечивает стандартную, плотную посадку. |
| Крепеж, требующий гальванического покрытия | 6g | Позволяет регулировать толщину покрытия. |
| Высокая температура, риск связывания | 6g | Зазор обеспечивает возможность расширения. |
Короче говоря, '6h' - это стандартная посадка без гальванического покрытия по номинальному размеру. '6g' создает небольшой преднамеренный зазор, который необходим для того, чтобы освободить место для финишной обработки, такой как нанесение покрытия, и обеспечить правильную посадку деталей после обработки.
Повысьте успешность работы с допусками на резьбу благодаря опыту PTSMAKE
Готовы решить свои самые сложные задачи в области допусков резьбы и точного машиностроения? Свяжитесь с PTSMAKE, чтобы получить быстрое, квалифицированное предложение - испытайте надежное производство B2B, которое обеспечивает безупречные, экономически эффективные детали, обработанные с ЧПУ и отлитые под давлением, каждый раз. Сделайте следующий шаг: Отправьте запрос в PTSMAKE уже сегодня!

Узнайте, как изменяются свойства материалов и почему это важно для стабильного и высококачественного производства деталей. ↩
Поймите этот критический механизм разрушения, чтобы повысить долговечность крепежа. ↩
Изучите подробное руководство о том, как это влияет на зацепление и прочность нити. ↩
Поймите основной инженерный принцип, который делает возможным современное массовое производство и глобальные цепочки поставок. ↩
Поймите, как LMC используется для гарантии сборки и функционирования ваших конструкций. ↩
Узнайте, как это явление приводит к преждевременному выходу из строя деталей, и ознакомьтесь со стратегиями проектирования для его снижения. ↩
Узнайте, как направленные свойства материала могут влиять на конечный результат обработки. ↩
Узнайте, как буквенные коды определяют положение зоны допуска относительно основного размера. ↩
Узнайте, почему правильная калибровка измерительных приборов имеет решающее значение для обеспечения постоянного соответствия деталей техническим условиям. ↩
Узнайте, как классы резьбы и допуски обеспечивают правильную работу крепежа. ↩
Узнайте, как этот ключевой параметр определяет начальное положение нити относительно основного размера. ↩
Узнайте, как этот основополагающий принцип конструкции измерительных приборов обеспечивает правильную работу ваших деталей. ↩
Узнайте, как такое сцепление материалов может привести к заеданию компонентов и как его предотвратить. ↩
Понимание этой ключевой метрики гарантирует неизменно точные и достоверные измерения нити. ↩
Узнайте, как используются эталонные манометры для калибровки и поддержания точности рабочих манометров. ↩
Узнайте, как наука измерений обеспечивает соответствие ваших деталей самым строгим стандартам качества. ↩
Узнайте, как этот основной принцип производства обеспечивает идеальную подгонку деталей друг к другу каждый раз. ↩
Узнайте, как расширение материала влияет на посадку деталей при различных температурах. ↩
Узнайте, как этот специфический износ может нарушить целостность сустава и как его предотвратить. ↩
Понять, как свойства материала влияют на эффективность уплотнения под давлением. ↩
Поймите, как этот критический размер обеспечивает надлежащее зацепление и прочность резьбы. ↩
Нажмите, чтобы понять этот важнейший параметр для обеспечения правильной посадки и прочности резьбы. ↩
Поймите, как свойства материала меняются в зависимости от направления сборки и как это влияет на прочность детали. ↩
Изучите технические основы определения позиций допусков для более глубокого понимания инженерной мысли. ↩





