

Choosing the wrong material for your CNC project can turn a promising design into a costly nightmare. You’ve likely faced the frustration of parts that warp during machining, fail to meet tolerance requirements, or simply don’t perform as expected in your application.
Nylon offers exceptional strength-to-weight ratio, chemical resistance, and machinability for CNC applications, making it ideal for aerospace, automotive, and medical components that require both precision and durability.

This guide covers everything from material selection and cost control to achieving tight tolerances and quality consistency. You’ll discover practical strategies that help you avoid common pitfalls and maximize the performance of your nylon CNC projects.
The Ultimate Breakdown: Is Nylon The Right Material For Your CNC Project?
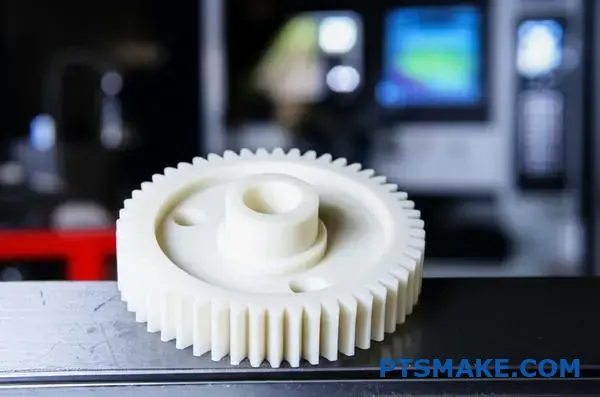
Choosing the right plastic is a critical first step. For many CNC projects, nylon is a leading contender. It offers an excellent combination of strength, durability, and wear resistance.
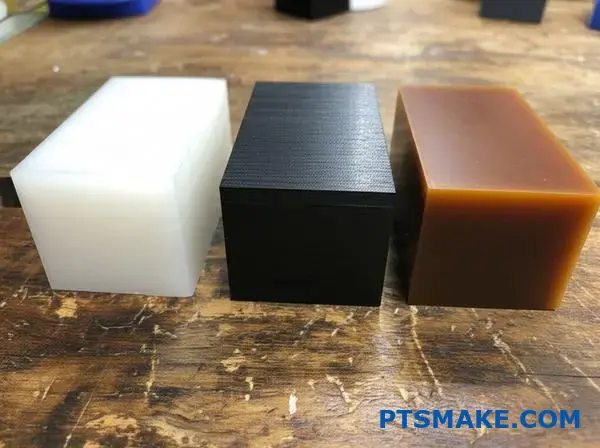
Understanding Nylon Grades
The most common types are Nylon 6 and Nylon 66. Each has distinct characteristics suited for different applications, directly impacting performance.
Eis uma comparação rápida.
| Imóveis | Nylon 6 | Nylon 66 |
|---|---|---|
| Resistência mecânica | Elevado | Muito elevado |
| Custo-eficácia | Melhor | Bom |
| Maquinabilidade | Excelente | Excelente |
This versatility makes maquinagem cnc de nylon a reliable and popular choice for many industries.

Diving Deeper into Nylon Grades for CNC
When trying to find the best nylon grade for CNC, the details matter. Nylon 6 is a fantastic all-rounder. It provides a great balance of performance and cost, making it perfect for many nylon 6 CNC machining jobs.
Nylon 66, however, has superior mechanical strength and a higher melting point. It’s the go-to for parts that will face higher stress or elevated temperatures. For even more demanding applications, glass-filled nylon variants add significant stiffness and dimensional stability.
Key CNC Machining Properties of Nylon Plastic
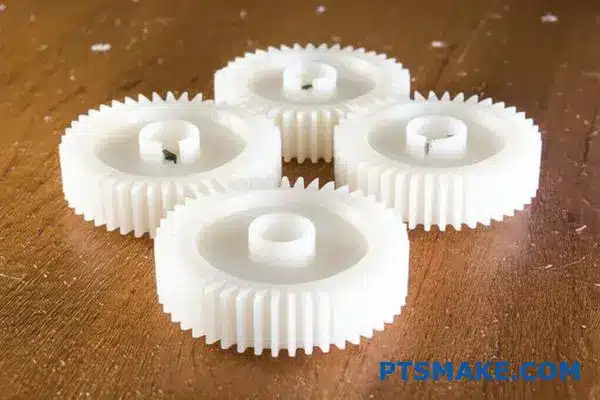
One of nylon’s best features is its low coefficient of friction. This reduces heat buildup during machining, extending tool life and resulting in a smoother surface finish. The material is also naturally self-lubricating, ideal for components like gears, bearings, and wear pads.
A critical factor to consider is that nylon is higroscópico1. It tends to absorb moisture from its environment, which can cause slight changes in dimensions. At PTSMAKE, we manage this by carefully conditioning the material before and during the machining process.
This table gives a clearer view of the trade-offs.
| Imóveis | Nylon 6 | Nylon 66 | Nylon com enchimento de vidro |
|---|---|---|---|
| Resistência à tração (MPa) | ~80 | ~85 | ~150+ |
| Heat Deflection Temp (°C) | ~75 | ~90 | ~200+ |
| Moisture Absorption (%) | Elevado | Moderado | Baixa |
| Estabilidade dimensional | Justo | Bom | Excelente |
Compreender estas CNC machining properties of nylon plastic is essential for success.
Nylon is a top-tier material for CNC machining, offering excellent strength and wear resistance. Selecting the right grade, such as Nylon 6 or 66, depends on your project’s specific mechanical and thermal demands. Proper handling to manage moisture absorption is key to precision.
Precision Secrets: How Nylon Behaves Under High-Speed CNC Machining
Nylon’s machinability is unique among plastics. It’s a soft, yet tough, material. But it has a low melting point. This makes high-speed CNC machining tricky if you’re not careful.
Calor: O principal desafio
Excessive heat is the main enemy. It causes melting instead of clean cutting. The right nylon CNC cutting speed is crucial. It helps prevent material from gumming up on your tool.
Encontrar o ponto ideal
We must balance speed and feed rates. This ensures a clean cut without deformation. Here’s a quick look at how these factors interact.
| Parâmetro | Effect on Nylon | Recomendação |
|---|---|---|
| Alta velocidade | Melts, poor finish | Use sharp tools, good coolant |
| Baixa velocidade | Rubbing, heat buildup | Maintain proper chip load |
| High Feed | Good chip evacuation | Balance with speed and depth |
Masterização maquinagem cnc de nylon means managing its thermal properties. Nylon absorbs heat quickly and doesn’t dissipate it well. This behavior directly impacts precision and the final part’s integrity. So, controlling heat generation is the top priority from the start.
Optimizing Speeds and Feeds
Finding the ideal nylon CNC cutting speed is a delicate process. Too fast, and you get a melted, unusable surface. Too slow, and the tool rubs instead of cuts, which also generates excessive heat. Based on our tests, moderate speeds with a consistent feed rate work best. This approach creates a proper chip that carries heat away from the workpiece.
O material é Thermoplasticity2 is the core reason for this behavior. Also, sharp tools are non-negotiable. A dull tool will plow through the material, causing friction and heat. This is a primary source of part warping and poor tolerances.
Effective CNC Nylon Deformation Control
Coolant is essential for CNC nylon deformation control. Flood coolant is often the best choice. It lubricates the cutting edge and washes away hot chips immediately. For some geometries, compressed air can also work by clearing chips and providing some cooling.
Here are some starting parameters we use at PTSMAKE for machining cast Nylon 6:
| Material da ferramenta | Velocidade de corte (SFM) | Taxa de alimentação (IPR) |
|---|---|---|
| High-Speed Steel | 600 – 800 | 0.005 - 0.015 |
| Carbureto | 800 - 1200 | 0.004 - 0.012 |
Always start with conservative settings. Then, adjust based on the chip formation and surface finish you observe.
Successful nylon machining hinges on managing heat. You must balance cutting speed and feed rate, use very sharp tools, and apply sufficient coolant. Proper CNC nylon deformation control is critical for achieving the precision your project demands.
The Real Cost Of Nylon CNC Machining—And How To Control It
Understanding the real CNC nylon machining cost means looking beyond the material price. Several factors significantly influence your final invoice.
Principais factores de custo
The main variables are tooling, material waste, and any secondary operations. Each element adds up.
Improper tooling can cause melting or poor finishes, leading to re-work. Material waste also directly impacts your bottom line.
| Fator de custo | Impacto no preço |
|---|---|
| Ferramentas | High (Affects speed & quality) |
| Resíduos de materiais | Medium (Direct material loss) |
| Operações secundárias | Variable (Adds labor & time) |
Controlling these factors is essential for an efficient project.
So, how much does nylon CNC machining cost, and how can you manage it? It starts with smart planning. At PTSMAKE, we focus on efficiency from day one to deliver cost-effective nylon machining solutions.
Strategies for Cost Control
Tooling and Machining Parameters
Using the right tools is non-negotiable. Sharp, high-speed steel or carbide tools designed for plastics are crucial. They cut cleanly and reduce heat buildup, preventing material melting.
We also optimize speeds and feeds based on our test results. This avoids gummy chips and ensures a smooth surface finish, often eliminating extra polishing.
Minimizar o desperdício de material
We carefully plan part layouts on the stock material to maximize yield. Simple design adjustments can also reduce waste significantly. Consider how parts might nest well together.
Material handling is also key. Nylon’s carácter higroscópico3 means it absorbs moisture, which can affect its dimensions and machinability. Proper storage is a must.
Streamlining Secondary Operations
The best way to save on secondary operations is to design them out from the start.
| Estratégia | Método de redução de custos |
|---|---|
| Conceção para a capacidade de fabrico | Simplify geometry; avoid complex undercuts. |
| Optimize Tolerances | Specify tight tolerances only where essential. |
| In-Process Deburring | Use specific toolpaths to reduce burrs. |
By addressing these areas, you get a better price without sacrificing quality.
Controlling your CNC nylon machining cost is achievable. By focusing on smart tooling choices, minimizing material waste, and designing to reduce secondary operations, you can significantly lower project expenses while maintaining high quality and precision.
The Complete Engineer’s Checklist For CNC Machining Nylon Parts
Before we even think about turning on a CNC machine, we need to talk about design. A solid pre-production checklist is the most critical step. It ensures your design is optimized for manufacturing.
This isn’t just about avoiding errors. It’s about creating a better, more cost-effective part. For nylon, this DFM (Design for Manufacturing) stage is where we address its unique properties upfront. Here are the key areas to focus on.
| Área da lista de controlo | Objetivo principal |
|---|---|
| CAD File Preparation | Ensure clear communication and accuracy. |
| Propriedades do material | Account for nylon’s thermal expansion and moisture. |
| Caraterísticas geométricas | Optimize for machinability and strength. |
| Tolerances & Finishes | Define realistic and necessary specifications. |

Let’s dive deeper into the DFM checklist. Proper nylon CAD file preparation is your first line of defense against production issues. Your CAD file should be clean, with all necessary features clearly defined. Always include a 2D drawing with critical dimensions, tolerances, and surface finish callouts. This removes any guesswork for the machinist.
One of the most important nylon CNC design tips is to account for the material’s behavior. Nylon absorbs moisture, which can alter its dimensions. We must consider this carácter higroscópico4 when setting tight tolerances. If a part needs high precision, we might machine it in a climate-controlled environment or perform a post-machining conditioning process.
Here are some specific DFM guidelines for nylon parts:
| Caraterísticas de design | Recomendação | Justificação |
|---|---|---|
| Espessura da parede | Maintain a uniform thickness, ideally above 1.5mm. | Prevents warping from heat during machining. |
| Raios de canto | Use generous inside corner radii (e.g., >0.8mm). | Reduces stress concentrations and tool wear. |
| Tolerâncias | Avoid overly tight tolerances unless essential. | Accounts for thermal expansion and moisture absorption. |
| Fios | Use larger, coarser threads (e.g., UNC/UNF). | Fine threads can strip easily in nylon. |
At PTSMAKE, we often work with clients to refine these details. A small design tweak can significantly improve the final part’s quality and reduce costs.
Proper DFM for nylon parts and clear CAD file preparation are non-negotiable. They prevent costly revisions and ensure the final component meets your exact specifications, accounting for nylon’s unique material properties like moisture absorption and thermal sensitivity.
Tolerances That Matter: Holding Tight Specs With Nylon Parts
When moving from metal to nylon, we must adjust our expectations for tolerances. Nylon is not as dimensionally stable as aluminum or steel. This is a simple fact.
Holding tight specs is achievable, but it requires a different approach. The main challenge? Thermal expansion.
Understanding the Material Difference
Nylon parts change size more with temperature shifts. This impacts nylon CNC tolerances directly. A part that is perfect at 20°C might be out of spec at 30°C.
Eis uma comparação geral:
| Material | Tolerância típica alcançável |
|---|---|
| Nylon | ±0,005" (±0,127 mm) |
| Alumínio | ±0,001" (±0,025 mm) |
| Aço | ±0,001" (±0,025 mm) |
This shows why planning for nylon’s properties is so critical for success.

Metals have a rigid, crystalline structure. This makes them predictable. Nylon, as a polymer, has long molecular chains that are more sensitive to environmental changes. This is the core reason for the tolerance difference.
O impacto da expansão térmica
The single biggest factor is the Coefficient of Thermal Expansion (CTE). This measures how much a material expands or contracts per degree of temperature change. Based on our internal testing, nylon’s CTE is significantly higher than metals.
| Material | CTE (per °C) |
|---|---|
| Nylon 6/6 | ~8.1 x 10⁻⁵ |
| Alumínio | ~2.3 x 10-⁵ |
| Aço | ~1.2 x 10-⁵ |
This means nylon expands about seven times more than steel for the same temperature change. When designing precision nylon parts, you must account for the part’s operating temperature range.
Another factor we always control for at PTSMAKE is moisture. Nylon absorbs water from the air, which also causes it to swell. This process of hygroscopic absorption5 can change a part’s dimensions just as much as temperature. Successful tight tolerances nylon machining requires a climate-controlled environment, from storing raw material to final inspection. We manage both temperature and humidity to ensure your parts meet spec.
Achieving tight tolerances with nylon requires managing its environment. While less stable than metals, careful control over temperature and humidity during the maquinagem cnc de nylon process makes precision possible. It’s about understanding the material’s properties, not fighting them.
How CNC Machined Nylon Compares Against Injection Molded Nylon
Choosing between CNC machining and injection molding for nylon parts involves key trade-offs. Your decision directly impacts project timelines, costs, and design freedom. Neither method is always better; the best choice depends entirely on your specific needs.
We often guide clients through this decision at PTSMAKE. It comes down to volume, complexity, and speed.
Flexibilidade de conceção
CNC machining offers greater flexibility for complex geometries without draft angles. Injection molding requires careful design to ensure parts can be ejected from the mold.
Unit Cost and Timelines
When comparing molded vs CNC nylon, cost and time are critical. CNC is faster for small batches, while molding is cheaper for high volumes.
| Fator | CNC Machined Nylon | Injection Molded Nylon |
|---|---|---|
| Custo unitário | High for low volume | Low for high volume |
| Prazo de execução | Dias | Semanas ou meses |
| Custo das ferramentas | Nenhum | Elevado |
| Melhor para | Prototypes, low volume | Produção em massa |

The debate of CNC vs injection molding nylon extends beyond the initial quote. You must consider the total cost of ownership and project lifecycle.
Deeper Dive: Timelines
For nylon prototyping options, maquinagem CNC de nylon is unmatched in speed. We can take a CAD file and produce a physical part in days. This is ideal for testing form, fit, and function. Injection molding, however, requires creating a steel mold. This tooling process alone can take several weeks.
Deeper Dive: Cost Analysis
The high upfront cost of an injection mold is the biggest barrier. However, this cost is spread across thousands of parts. This process of Amortização de ferramentas6 makes the per-unit price extremely low at scale. CNC machining has no tooling cost, but its per-unit cost remains relatively constant, making it expensive for large production runs.
Aplicações ideais
Here’s a quick guide to help you choose.
| Aplicação | Processo recomendado | Justificação |
|---|---|---|
| Functional Prototypes (1-100) | Maquinação CNC | Fast turnaround, no tooling, easy design changes. |
| Bridge Production (100-1,000) | Maquinação CNC | Often more cost-effective than low-volume molding. |
| Mass Production (10,000+) | Moldagem por injeção | Lowest unit cost, high repeatability. |
| Complex Geometries with Undercuts | Maquinação CNC | Avoids complex and expensive mold actions. |
For low-volume, high-complexity nylon parts, CNC machining is the clear winner. For high-volume production where per-part cost is king, injection molding is the standard. At PTSMAKE, we provide both services to fit any project stage.
The right choice balances speed, cost, and design needs. CNC machining provides flexibility and rapid delivery for prototypes and small batches. Injection molding offers unmatched cost-efficiency for high-volume production runs, despite higher initial tooling investment and longer lead times.
Surface Finish Secrets: How To Get A Better Aesthetic On Nylon CNC Parts
Machining nylon gets you the shape. But the real magic for a premium look comes from post-processing. This step is crucial for an excellent nylon CNC surface finish.
It transforms a functional part into a professional product. We’ll explore three key methods. Each offers a distinct aesthetic outcome.
Key Post-Processing Methods
Your choice depends on your final goal. Do you need a glossy shine or a uniform matte look? The right technique makes all the difference for aesthetic nylon machining.
Eis uma comparação rápida:
| Técnica | Primary Outcome | Melhor para |
|---|---|---|
| Polimento | High-gloss, localized shine | Specific surfaces, prototypes |
| Tumbling | Acabamento uniforme e mate | Batches of small parts, deburring |
| Suavização do vapor | Sealed, glossy, smooth surface | Complex geometries, watertightness |

Beyond the initial machining, selecting the right post-process for nylon parts is a critical decision that impacts both appearance and performance. Each method has its own place, and understanding their nuances is key.
Deep Dive into Techniques
Polishing for a Mirror Finish
Manual or automated polishing can target specific areas. It’s perfect for achieving a mirror-like shine on flat or easily accessible surfaces. However, it can be labor-intensive, which often makes it better suited for prototypes or low-volume runs. We use specific compounds designed for polymers to avoid heat buildup.
Tumbling for Uniformity
Tumbling, or vibratory finishing, is our go-to for deburring and creating a consistent, satin finish across many parts at once. Parts are placed in a tumbler with abrasive media. The vibration gently erodes the surface, removing tool marks. It’s highly effective for improving the feel of components.
Vapor Smoothing for a Flawless Surface
Vapor smoothing is a more advanced process. It uses a chemical vapor to melt the outermost layer of the nylon substrato7. This process seals the surface, removes layer lines, and creates an appearance similar to injection molding. This is the top choice for achieving a truly superior aesthetic nylon machining result, especially for complex parts.
| Fator | Polimento | Tumbling | Suavização do vapor |
|---|---|---|---|
| Qualidade do acabamento | High Gloss (localized) | Matte / Satin | High Gloss (uniform) |
| Eficiência de custos | Lower for single parts | High for batches | Custo inicial mais elevado |
| Melhor caso de utilização | Display models | Partes funcionais | Produtos de consumo |
Post-processing is essential for elevating nylon CNC parts. Techniques like polishing, tumbling, and vapor smoothing offer distinct finishes. Your choice should align with your aesthetic requirements, part geometry, and production volume to achieve the best nylon CNC surface finish.
Must-Know Material Substitutes When Nylon Isn’t The Best Fit
Nylon is a fantastic workhorse for many CNC machining projects. But it’s not always the perfect choice. Knowing when to use other materials is crucial for performance and durability.
There are clear scenarios of when not to use nylon CNC parts. High temperatures or constant moisture are common failure points.
When to Look Beyond Nylon
For parts needing more stiffness or heat resistance, other options shine. It’s about matching the material to the job.
| Cenário | Nylon Limitation | Melhor alternativa |
|---|---|---|
| High-Temp Gear | Deforms under heat | PEEK |
| Outdoor Enclosure | Degrades with UV | HDPE / ASA |
| Structural Frame | Lacks rigidity | Alumínio 6061 |
These are just a few examples. Making the right choice early saves time and money.

While nylon is tough and cost-effective, its limitations can compromise your design’s integrity. Understanding these boundaries is key to successful part manufacturing.
Specific Nylon Alternative Materials
For high-performance applications, we often suggest PEEK. It offers superior thermal stability and chemical resistance. This makes it ideal for aerospace or medical components.
When high strength and rigidity are non-negotiable, metals are the clear winner. Aluminum 6061 is a go-to for replacing nylon in machined parts that serve a structural purpose. It’s lightweight yet incredibly strong.
Another factor is moisture. Nylon is Higroscópico8, meaning it absorbs water from the air. This can cause dimensional instability. In wet environments, materials like Acetal (Delrin) or HDPE are far more reliable choices. They maintain their shape and properties when exposed to moisture.
Material Choice by Environment
Here at PTSMAKE, we guide clients through these choices daily. The environment is often the deciding factor.
| Ambiente | Alternativa recomendada | Benefício chave |
|---|---|---|
| High Temperature (>100°C) | PEEK / Ultem | Retains strength and form |
| Constant Water/Humidity | Acetal (Delrin) | Baixa absorção de humidade |
| High Mechanical Load | Aluminum / Steel | Superior stiffness & strength |
| UV / Outdoor Exposure | HDPE / ASA | Resists sun degradation |
Choosing the right material ensures your part performs as intended for its entire lifecycle.
Nylon is a versatile material, but it has clear limits. For applications involving high heat, heavy loads, or moisture, specific nylon alternative materials like PEEK, aluminum, or Acetal offer superior performance and reliability.
How Nylon CNC Machining Supports Complex Geometries
Nylon is not just strong; it is highly machinable. This quality makes it ideal for complex CNC projects. It cooperates well during cutting.
We can create intricate features with confidence. This includes parts with deep cavities and complex curves. Nylon holds its shape well.
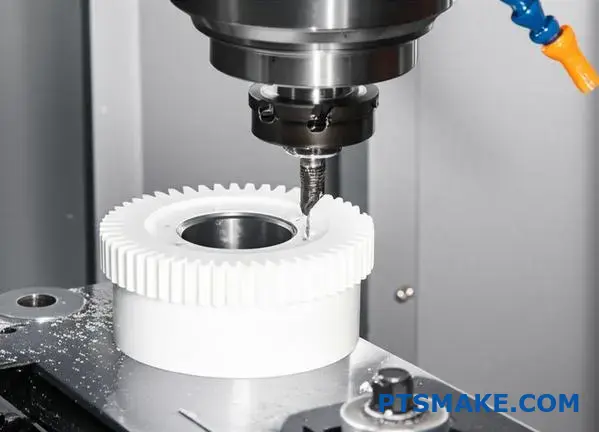
Mastering Turning and Milling
Turning and milling are standard processes for nylon. We adjust speeds and feeds to prevent melting. This ensures a clean surface finish. Sharp tooling is also essential for precision.
| Processo de maquinagem | Melhor caso de utilização | Key Strategy |
|---|---|---|
| Virar | Componentes cilíndricos | Consistent chip removal |
| Fresagem | Prismatic and sculpted parts | Velocidades de corte optimizadas |
| Maquinação de 5 eixos | Rebaixos e curvas complexas | Single-setup toolpaths |
Holding Intricate Designs
Nylon’s stability allows it to hold tight tolerances. This is crucial for designs with undercuts or internal cavities. The material doesn’t easily deform under cutting pressure.
Advanced Strategies for Nylon CNC Machining
To truly unlock nylon’s potential, we often turn to advanced techniques. Nylon 5-axis machining is a game-changer for parts with extreme complexity. It allows the cutting tool to approach the workpiece from five different axes simultaneously.
This approach minimizes the need for multiple setups. Each time you re-fixture a part, you introduce a small risk of error. A single setup on a 5-axis machine ensures all features are perfectly aligned. This is critical for parts with intersecting holes or complex curved surfaces.
Nylon Turning and Milling Strategies
Even with 3-axis machines, specific strategies are vital. We use climb milling to reduce cutting forces and improve surface finish. For deep pockets, peck drilling cycles help clear chips effectively, preventing tool breakage and material melting.
Excessive cutting forces can cause desvio da ferramenta9, which can compromise the final dimensions of the part. Careful planning of toolpaths is essential.
Overcoming Machining Hurdles
Managing heat is the primary challenge. Based on our tests, using compressed air or a specialized coolant is highly effective. It keeps the cutting zone cool and blows chips away.
| Desafio de maquinagem | Our Recommended Solution |
|---|---|
| Geração de calor | Use sharp, coated tools and an air blast coolant. |
| Material Gummyness | Increase feed rates slightly to produce clean chips. |
| Workpiece Vibration | Use robust clamping fixtures to secure the part. |
Nylon’s versatility makes it a top choice for complex components. With processes like turning, milling, and 5-axis machining, we can produce intricate parts with features like undercuts and cavities while managing challenges like heat buildup to ensure high precision.
How To Achieve Repeatable Quality With High-Volume Nylon CNC Parts
Achieving repeatable quality in high-volume nylon CNC machining is not about luck. It’s about rigorous process control. Every single part must meet the exact specifications.
This requires a system that prevents errors before they happen. It’s a combination of machine care and diligent oversight.
The Bedrock of Precision
Consistent machine calibration is non-negotiable. It’s the foundation for all nylon mass machining precision. We treat it as a critical first step for any production run.
In-Process QC is Key
We don’t wait until the end to find problems. Quality checks happen throughout the machining process. This ensures every part stays within tolerance from start to finish.
| Ponto de controlo | Objetivo | Frequência |
|---|---|---|
| Calibração de máquinas | Ensure geometric accuracy | Before each production run |
| Inspeção do primeiro artigo | Verificar a configuração e a programação | At the start of the run |
| In-Process Checks | Monitor dimensional stability | At regular intervals |
| Inspeção final | Confirm all specs are met | 100% or statistical sampling |

To truly master repeatable CNC output for nylon, we need to go beyond basic checks. It’s about creating a proactive quality control system that anticipates and corrects issues. At PTSMAKE, we build our nylon CNC quality control around this principle.
Proactive Inspection Strategies
First Article Inspection (FAI) is crucial. We meticulously check the first part off the line against the CAD model and drawings. Once approved, we have a golden standard. Then, In-Process Inspection (IPI) takes over, with operators checking critical dimensions at set intervals.
This systematic approach catches any drift in the process. It prevents the production of a large batch of out-of-spec parts, saving time and resources. We use a combination of automated CMM checks and manual measurements.
Data-Driven Process Management
We rely on data to maintain control. Using Controlo Estatístico do Processo10, we monitor key process variables in real-time. This isn’t just about catching defects. It’s about understanding process trends and making adjustments before a dimension goes out of tolerance. After working with several clients, we found this method reduces variance by up to 30%.
| Abordagem | Descrição | Resultado |
|---|---|---|
| Reactive QC | Inspect parts after they are made. | Sorts good parts from bad. |
| Proactive QC | Monitor the process to prevent defects. | Produces only good parts. |
Effective process control is the key to consistent quality in high-volume nylon CNC machining. It combines regular machine calibration, proactive in-process inspections, and data-driven methods to ensure every part is produced exactly to specification, from the first to the last.
Cross-Industry Applications: Where Nylon CNC Parts Win In Performance
Nylon’s versatility is remarkable. Its blend of strength, low weight, and wear resistance makes it a go-to material. We see its impact across many high-stakes industries.
From aerospace to medical devices, nylon CNC machining delivers reliable components. Let’s look at specific applications where its performance truly stands out.
Aerospace and Automotive Sectors
In aerospace, every gram matters. We machine nylon CNC aerospace parts like clamps and bushings. They reduce weight without sacrificing strength, which improves fuel efficiency.
The automotive industry relies on nylon for durability. It is used for engine covers and gears.
| Indústria | Common Nylon CNC Parts | Benefício chave |
|---|---|---|
| Aeroespacial | Clamps, Spacers, Insulators | Redução de peso |
| Automóvel | Gears, Bearings, Housings | Resistência ao desgaste |
These parts must endure constant stress. Nylon handles it perfectly.

Robotics and Medical Innovations
Nylon for robotics manufacturing is critical for creating agile and durable systems. We often produce custom gears, grippers, and structural components. These parts need to be lightweight for fast movement but strong enough to handle payloads. Their low friction is a major advantage.
The material’s excellent propriedades tribológicas11 ensure that moving parts, like robotic joints, operate smoothly with minimal wear over time. This extends the robot’s operational life and reduces maintenance needs.
In the medical field, performance is non-negotiable. Nylon medical CNC components are used for surgical instruments and custom-fit orthotics.
Their ability to withstand sterilization methods, like autoclaving, is a key reason for their adoption. This ensures patient safety.
| Grau de nylon | Caso de utilização principal | Motivo |
|---|---|---|
| Nylon 6/6 | Instrumentos médicos | High strength and sterilizable |
| Nylon 6 | Robotic Grippers | Good balance of toughness and cost |
At PTSMAKE, we work closely with clients in these fields. We help them select the right grade of nylon to meet strict performance and regulatory standards for their specific applications.
Nylon’s unique properties make it a superior choice for CNC machining across demanding sectors. Its application in aerospace, automotive, robotics, and medical fields highlights its versatility, strength, and reliability for critical performance components.
The Ultimate Comparison: Nylon Vs Delrin Vs PEEK In CNC Machining
Choosing the right engineering plastic is critical. Let’s directly compare Nylon, Delrin, and PEEK for CNC processes. Each has a distinct profile.
This comparison helps you decide which material fits your project’s specific needs and budget.
Cost and Performance Snapshot
Nylon is the most cost-effective option here. Delrin offers a mid-range balance. PEEK stands as the premium, high-performance choice. The cost difference is significant.
| Caraterística | Nylon | Delrin (Acetal) | PEEK |
|---|---|---|---|
| Custo | Baixa | Médio | Muito elevado |
| Resistência ao desgaste | Bom | Excelente | Excecional |
| Maquinabilidade | Justo | Excelente | Bom |
Understanding these trade-offs is key for effective nylon CNC machining versus other plastics.
When we move beyond the basics, the machining behaviors of these materials become crucial. Each plastic interacts with cutting tools differently. This directly impacts cycle times and final part quality.
Machining Behavior Breakdown
Nylon’s flexibility can be a challenge. It tends to deflect under cutting pressure. This requires sharp tools and specific feed rates to avoid gummy chips and maintain tolerances. Successful nylon CNC machining demands attention to these details.
Delrin, by contrast, is a machinist’s favorite. It cuts cleanly, producing predictable chips. Its rigidity allows for tight tolerances and excellent surface finishes with relative ease.
PEEK is tough and has a high melting point. Heat management is the primary concern during machining. Without proper cooling, it can melt or produce burrs. We often use specialized coolants and cutting strategies at PTSMAKE to manage this.
Wear and Chemical Resistance
Your part’s operating environment dictates the best material. Delrin’s low coeficiente de atrito12 makes it a top choice for bearings and gears. It excels in high-wear, low-friction applications.
PEEK offers superior chemical and temperature resistance. It withstands harsh environments where Nylon and Delrin would fail. This makes it ideal for demanding aerospace, medical, and industrial uses.
| Imóveis | Nylon CNC vs Delrin | PEEK vs Nylon Plastic Machining |
|---|---|---|
| Desgaste | Delrin has superior wear resistance. | PEEK is in a different class entirely. |
| Chemicals | Delrin is more resistant to fuels/solvents. | PEEK offers much broader chemical immunity. |
| Temperatura | Both are limited. | PEEK operates at very high temperatures. |
Choosing between Nylon, Delrin, and PEEK involves a clear trade-off. You must balance cost, wear resistance, and the specific demands of the CNC machining process for your application. Each material serves a distinct purpose effectively.
Power Tips From Engineers: Designing Nylon Parts For CNC Like A Pro
Designing for nylon CNC machining requires specific rules. It’s not just about the material. Proper design is key for strong, reliable parts. This guide covers the essentials.
We will explore critical nylon CAD design rules. These tips focus on wall thickness, ribs, and bosses. Following them helps avoid common pitfalls.
Core Design Principles
| Caraterística | Diretrizes | Objetivo |
|---|---|---|
| Espessura da parede | Manter a uniformidade | Evita a deformação e o stress |
| Costeletas | 50-60% of wall thickness | Adds strength, not weight |
| Raios | >0.5mm on inside corners | Reduces stress points |
This CNC nylon design guide will help you create better parts. Mastering these elements ensures your components perform as expected.

Applying these principles correctly is what separates a good design from a great one. My work at PTSMAKE involves refining CAD models with customers. We often focus on these subtle but critical details for optimal performance.
Mastering Structural Integrity in Nylon Parts
Uniform wall thickness is the most important rule. Drastic changes in thickness can cause internal stress and warping during nylon cnc machining. This is especially true for nylon due to its thermal properties.
The Role of Ribs
Ribs provide stiffness without making the part heavy or thick. A good rule of thumb we’ve confirmed through testing is to keep rib thickness between 50-60% of the wall it’s attached to. This adds support without causing sink marks.
Integrating Bosses and Radii
Bosses are great for screws or mounting points. However, they must be integrated carefully. Sharp internal corners create points of weakness, or concentração de tensões13, which can lead to part failure under load.
Always add a radius at the base of a boss. Generous radii, or fillets, distribute stress evenly. This is a fundamental aspect of design for CNC machining nylon that ensures durability.
| Wall Thickness (T) | Recommended Internal Radius |
|---|---|
| 1,5 mm | ≥ 0.75 mm |
| 2,0 mm | ≥ 1.0 mm |
| 3,0 mm | ≥ 1.5 mm |
Mastering your nylon part design involves key structural considerations. Uniform walls prevent warping, while well-designed ribs add strength efficiently. Integrating radii at features like bosses is critical to reduce stress and prevent failures. These are foundational principles for successful nylon cnc machining.
When To Combine Nylon CNC Machining With Secondary Assembly Services
Nylon CNC machining is highly effective for standalone parts. But what if your design needs more? Sometimes, a project demands enhanced strength or integrated functionality.
This is where combining machining with assembly services becomes critical. It allows for the creation of nylon hybrid components.
What are Hybrid Components?
We integrate inserts, secondary metal parts, or fasteners into nylon CNC parts. This creates a complete, ready-to-use unit. It turns a simple machined part into a final product.
| Tipo de componente | Função principal | Caso de utilização ideal |
|---|---|---|
| Nylon Part Only | Lightweight structure | Housings, non-load-bearing |
| Nylon with Inserts | Secure fastening | Parts requiring assembly/disassembly |
| Nylon with Metal | Alta resistência, resistência ao desgaste | Mechanical assemblies, gears |
This integrated process streamlines your entire production workflow.

Combining services is a strategic manufacturing decision. It solves key engineering challenges while improving your supply chain efficiency. Let’s explore when this approach makes the most sense for your project.
Adding Strength and Durability
Nylon is tough, but its threads can be weak. For applications requiring strong, reusable threads, metal inserts are essential.
Threaded Inserts for Reliability
We often specify brass or stainless steel inserts. These are installed into the nylon CNC part using heat-staking or press-fitting. This provides a durable metal thread inside the lightweight nylon component. This is critical for parts that are frequently assembled and disassembled.
Creating Multi-Material Assemblies
Many designs require the unique properties of different materials. Combining nylon with metal parts creates components that are both lightweight and robust. You must consider the different Coeficiente de expansão térmica14 between nylon and metal to avoid stress cracking.
Common Hybrid Assembly Scenarios
| Nylon Component | Secondary Metal Part | Purpose of Assembly |
|---|---|---|
| Machined Housing | Aluminum Plate | EMI shielding and structural support |
| Drive Gear | Steel Shaft | Transmitting torque and motion |
| Support Bracket | Rolamentos | Enabling smooth rotational movement |
Simplifying Your Supply Chain
Working with one partner for both machining and assembly saves time and reduces risk. At PTSMAKE, we manage the entire process. This ensures all parts fit perfectly. It eliminates the logistical burden of coordinating multiple suppliers. You receive a complete, inspected, and fully assembled unit.
Combining nylon CNC machining with secondary assembly creates robust, functional parts. This approach enhances strength and simplifies the supply chain, delivering a complete solution directly from a single, reliable manufacturing partner.
PTSMAKE: Take Command of Nylon CNC Machining Projects Today!
Ready to elevate your nylon CNC machining for industrial precision? Contact PTSMAKE for a fast, accurate quote—our expert team delivers scalable, reliable solutions tailored to your most demanding specs. Send your inquiry now and transform your project with proven precision and quality!

Learn how a material’s moisture absorption impacts CNC machining accuracy and final part integrity. ↩
Learn how this material property influences your machining strategy and final part quality. ↩
Learn how nylon’s moisture absorption impacts material stability and machining accuracy. ↩
Learn how nylon’s moisture absorption impacts dimensional accuracy and part performance. ↩
Learn how moisture impacts nylon’s dimensional stability and what you can do to control it. ↩
Learn how tooling costs impact your per-part price over the entire production run. ↩
Learn how the base material’s surface characteristics influence the effectiveness of different finishing techniques. ↩
Understand how a material’s tendency to absorb moisture can impact part performance and dimensional accuracy. ↩
Click to understand how this impacts part accuracy and how we ensure precision. ↩
Discover how this data-driven methodology improves consistency and significantly reduces manufacturing waste. ↩
Discover how material surface interactions impact performance and component lifespan in mechanical systems. ↩
Learn how this property impacts material selection for wear-resistant parts. ↩
Learn how to identify and mitigate this common cause of mechanical failure in your part designs. ↩
Understand how this crucial property affects material compatibility and the long-term reliability of your assembled parts. ↩





