

Está a debater-se com falhas de encaixe por interferência nas suas montagens críticas? Não é o único. Todos os dias, os engenheiros enfrentam veios que escorregam, cubos com fendas e juntas com falhas que poderiam ter sido evitadas com um design de encaixe por interferência adequado.
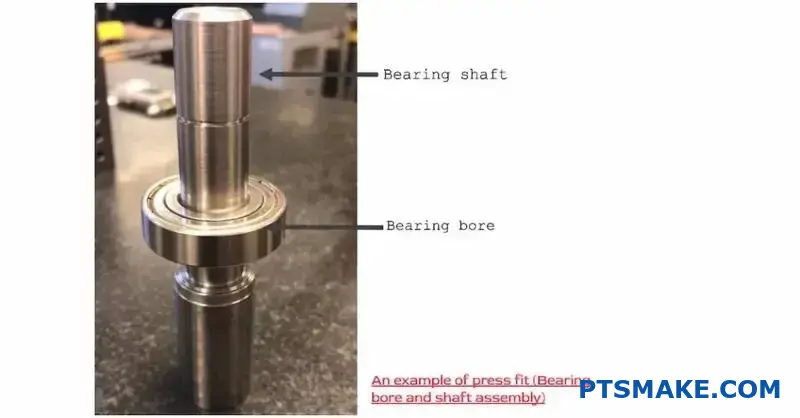
O encaixe por interferência é um método de fixação mecânica em que as peças são unidas forçando um componente ligeiramente sobredimensionado numa peça de encaixe subdimensionada, criando uma pressão radial que gera uma força de retenção através da fricção na interface.
Para obter ajustes de interferência corretos é necessário compreender a relação complexa entre as propriedades do material, os efeitos térmicos e a distribuição de tensões. Os detalhes que partilharei a seguir ajudá-lo-ão a conceber encaixes de interferência fiáveis que funcionem em condições reais de funcionamento.
Em que é que a interferência efectiva difere da interferência nominal?
Ao conceber um ajuste de interferência, o que aparece no ecrã não é o que se obtém. Chamamos ao valor de projeto "interferência nominal". É a diferença pura e calculada nas dimensões.
No entanto, a "interferência efectiva" é o que realmente importa. Esta é a interferência efectiva após a montagem.
A diferença entre a teoria e a realidade
A principal diferença reside na rugosidade da superfície. Nenhuma superfície é perfeitamente lisa. Tem picos e vales microscópicos.
Compreender os termos
Quando as peças são pressionadas uma contra a outra, estes pequenos picos comprimem-se. Isto reduz a interferência global. A quantidade de redução depende do material e acabamento da superfície.
| Tipo de interferência | Definição | Base |
|---|---|---|
| Nominal | O valor teórico dos desenhos. | Superfícies ideais e lisas. |
| Eficaz | O valor real após a montagem. | Superfícies rugosas do mundo real. |
Este é um primeiro passo fundamental da teoria para a prática.

Mergulhar mais fundo na textura da superfície
Pense em duas superfícies sob um microscópio. Parecem cadeias de montanhas. Quando as pressionamos juntas, as pontas destas montanhas, ou asperezas1são os primeiros pontos de contacto.
Estes picos suportam a carga inicial e deformam-se. Ou se achatam ou se partem. Esta "perda" de altura diminui diretamente a sua interferência nominal.
O papel do acabamento da superfície
Uma superfície mais rugosa tem picos mais altos. Isto significa que mais material será comprimido durante a montagem. Consequentemente, perde-se mais da interferência pretendida.
No nosso trabalho no PTSMAKE, vemos isto constantemente. Um veio finamente polido e um furo afiado terão uma interferência efectiva muito maior do que duas peças grosseiramente torneadas, mesmo com as mesmas dimensões nominais. O resultado final Pressão de ajuste de interferência está diretamente ligado a este valor efetivo.
Quantificação da perda
Com base nos dados dos nossos projectos anteriores, a perda pode ser significativa. Eis uma ideia geral:
| Acabamento da superfície | Perda típica de interferência |
|---|---|
| Rough Turned | Pode ter mais de 50% de altura de pico. |
| Solo | Tipicamente 20-30% da altura do pico. |
| Amaciado/Lapidado | Pode ser inferior a 10% da altura do pico. |
O controlo do acabamento da superfície não é apenas uma questão de aparência; é essencial para obter a força e o desempenho corretos do ajuste por pressão.
A interferência nominal é o cálculo ideal do projetista. A interferência efectiva é a realidade prática depois de os picos da superfície serem comprimidos durante a montagem. Esta diferença crucial, regida pela rugosidade da superfície, determina a resistência e a fiabilidade do ajuste final.
Quais as propriedades do material que mais influenciam o cálculo da pressão?
Ao calcular a pressão de ajuste por interferência, destacam-se duas propriedades do material. São elas o Módulo de Young e o Rácio de Poisson. São os principais dados para qualquer cálculo exato.
Compreendê-los é crucial para o sucesso. O Módulo de Young mede a rigidez. O coeficiente de Poisson descreve a forma como um material se deforma. Ambos têm um impacto direto na pressão final.
| Imóveis | Função principal |
|---|---|
| Módulo de Young | Mede a rigidez do material |
| Coeficiente de Poisson | Descreve a forma da deformação |
A sua correta aplicação garante que as peças se encaixam perfeitamente. Evita a falha de componentes.

O papel do módulo de Young (E)
O Módulo de Young, ou Módulo de Elasticidade, é simples. Define o quanto um material se estica ou comprime sob tensão. Pense nele como uma medida de rigidez. Um módulo mais elevado significa um material mais rígido.
Para encaixes com interferência, isto é crítico. Um material rígido como o aço (E elevado) irá gerar uma pressão muito mais elevada do que um material flexível como o alumínio (E baixo) para a mesma quantidade de interferência.
Em projectos anteriores no PTSMAKE, vimos isto diretamente. Módulos não correspondentes entre um eixo e um cubo podem levar a concentrações de tensão inesperadas. Isto é algo que temos sempre em conta na fase de projeto.
Compreender o coeficiente de Poisson (ν)
O coeficiente de Poisson é um pouco menos intuitivo. Quando se comprime um objeto, este tende a ficar saliente para os lados. Este rácio quantifica esse efeito. É o rácio entre a deformação transversal e a deformação axial.
Isto é importante porque, quando um veio é pressionado num cubo, ambas as peças se deformam não só radialmente, mas também ligeiramente ao longo do seu comprimento. Esta deformação secundária afecta a área de contacto e a distribuição global da pressão. Ignorá-la pode levar a cálculos de pressão incorrectos, especialmente com materiais que se deformam significativamente. O material é sujeito a tensão biaxial2 o que torna esta propriedade importante.
| Valor do imóvel | Implicações para a pressão |
|---|---|
| Módulo de Young elevado | Maior pressão para o mesmo ajuste |
| Baixo módulo de Young | Menor pressão para o mesmo ajuste |
| Elevado coeficiente de Poisson | Mais abaulamento lateral, afecta o stress |
O módulo de Young determina a rigidez do material, enquanto o coeficiente de Poisson descreve o seu comportamento de deformação. Ambos são essenciais para calcular com exatidão a pressão de ajuste por interferência e garantir a integridade estrutural de um conjunto. A seleção adequada do material é fundamental.
Como é que um veio oco altera o cálculo da pressão?
Quando se muda de um veio sólido para um veio oco, não se está apenas a remover material. Está a alterar fundamentalmente a forma como a peça se comporta sob carga. Este é um pormenor crítico no design.
A distribuição da tensão torna-se mais complexa. Já não é um simples gradiente do centro para fora.
Noções básicas de eixo sólido vs. eixo oco
A principal benefício de um veio oco é a sua maior relação resistência/peso. O material no núcleo de um eixo sólido contribui pouco para a sua rigidez global, mas acrescenta um peso significativo.
Eis uma comparação rápida:
| Caraterística | Eixo sólido | Eixo oco |
|---|---|---|
| Peso | Mais pesado | Mais leve |
| Custo do material | Mais alto | Inferior |
| Rigidez/Peso | Inferior | Mais alto |
| Cálculo do stress. | Mais simples | Mais complexo |
A remoção do núcleo altera a forma como as forças são geridas internamente. Isto tem um impacto direto nos cálculos da pressão de ajuste de interferência.

Compreender o "porquê" é fundamental para qualquer engenheiro. Não se trata apenas de utilizar uma fórmula diferente. Trata-se de reconhecer a mudança nos princípios mecânicos. Um veio oco comporta-se mais como um cilindro de parede espessa, o que muda tudo.
O papel crítico do diâmetro interno
O diâmetro interior introduz uma nova superfície, uma nova condição de fronteira. Para um veio sólido, o centro é um ponto de tensão zero. Mas num veio oco, a parede interior pode agora suportar tensões.
Esta alteração introduz um significativo tensão do arco3 na superfície interior, o que um veio sólido não tem. Esta tensão circunferencial é o resultado direto da pressão do ajuste de interferência.
Por conseguinte, as equações de governo devem ter em conta esta nova variável. Vemos isto em projectos anteriores no PTSMAKE. Quando ajudamos os clientes a otimizar os projectos, a mudança para um veio oco requer um recálculo completo para garantir a integridade do conjunto. O diâmetro interno dita o quanto o eixo se deforma.
Variáveis nas equações de pressão
Vejamos as variáveis necessárias para cada tipo.
| Tipo de eixo | Variáveis geométricas chave |
|---|---|
| Eixo sólido | Diâmetro exterior |
| Eixo oco | Diâmetro exterior, diâmetro interior |
Como se pode ver, a adição do diâmetro interior torna o cálculo para um veio oco inerentemente mais detalhado. Ignorá-lo leva a previsões imprecisas da resistência da montagem e potencial falha. Altera completamente a rigidez e a distribuição da pressão.
Os veios ocos alteram a distribuição de tensões e a rigidez através da introdução de um diâmetro interior. Esta nova variável é essencial para cálculos exactos da pressão de ajuste por interferência, uma vez que cria uma nova superfície de suporte de tensões e altera o comportamento mecânico global da peça.
Limite de elasticidade do material: O limite máximo
O limite mais crítico é o limite de elasticidade do material. Este é o limite máximo absoluto para a interferência.
Ultrapassar este ponto é uma linha que não pode ser descruzada. O componente deformar-se-á permanentemente. Não voltará à sua forma original.
Esta deformação é causada pela tensão. Esta acumula-se a partir da Pressão de ajuste de interferência. Quando a tensão excede o limite do material, a peça falha.
Compreender esta diferença é fundamental.
| Estado | Descrição | Resultado |
|---|---|---|
| Elástico | O material estica mas volta a esticar | Nenhuma alteração permanente |
| Plástico | O material deforma-se permanentemente | A peça está comprometida |
Tensão de arco e deformação plástica
Quando se pressiona um eixo num cubo, cria-se tensão. A mais significativa é a tensão do aro. Pense nela como uma pressão que empurra o cubo para fora. É como a tensão num aro de barril.
À medida que a interferência aumenta, esta tensão interna aumenta. O material do cubo é esticado. Isto cria um estado de tensão biaxial4 no material do cubo.
Num determinado momento, a tensão atinge o limite de elasticidade do material. Este é o limite elástico. Se o ultrapassar, provoca uma deformação plástica. A estrutura interna do material altera-se permanentemente.
O componente está agora danificado. A força de aperto projectada é perdida. A integridade da junta fica comprometida, levando frequentemente a uma falha prematura.
No nosso trabalho no PTSMAKE, a seleção do material correto é o primeiro passo para evitar isto. Analisamos sempre o limite de elasticidade em relação à interferência necessária.
Eis alguns dos materiais mais comuns.
| Material | Resistência típica ao escoamento (MPa) |
|---|---|
| Alumínio 6061-T6 | 276 |
| Aço macio | 250 |
| Aço inoxidável 304 | 215 |
| Titânio (Ti-6Al-4V) | 830 |
Estes dados ajudam-nos a definir uma interferência máxima segura para qualquer projeto.
A interferência máxima permitida está ligada ao limite de elasticidade do material. Exceder este limite induz tensões que causam deformação plástica permanente. Isto compromete a integridade e a função do componente, levando à falha da montagem.
Como é que os vários métodos de montagem afectam o estado de tensão final?
A escolha do método correto de ajuste por interferência é crucial. A técnica utilizada molda diretamente o estado de tensão final da sua montagem. Iremos explorar três métodos principais.
Estes são o ajuste por pressão, o ajuste por contração e o ajuste por expansão. Cada um utiliza um princípio diferente para conseguir o ajuste. Esta escolha afecta tudo, desde a integridade do componente ao desempenho. É importante compreender os compromissos envolvidos.
Eis um breve resumo:
| Método | Princípio | Força primária |
|---|---|---|
| Montagem por pressão | Força mecânica | Compressão |
| Montagem por retração | Contração térmica (Hub) | Térmica |
| Acessório de expansão | Expansão térmica (veio) | Térmica |
Esta comparação prepara o terreno para uma análise mais aprofundada.

Um olhar mais atento às técnicas de montagem
Cada método de montagem introduz tensão de uma forma única. O estado final depende inteiramente do processo que escolher. Vamos analisar os pormenores.
Encaixe por pressão: O método da força bruta
O encaixe por pressão utiliza a força mecânica para unir duas peças. É direto mas pode ser duro para os componentes. Este método acarreta um risco elevado de ranhuras e escoriações, uma vez que as superfícies deslizam sob uma pressão imensa.
O processo cria uma tensão localizada significativa no ponto de entrada. Também pode causar alguns deformação elástico-plástica5o que pode comprometer a integridade da superfície e a força de retenção final.
Métodos térmicos: Uma abordagem mais suave
A montagem por contração e a montagem por expansão utilizam a temperatura a seu favor. Oferecem um processo de montagem muito mais limpo com um risco mínimo de danos na superfície.
Na montagem por contração, aquece-se a parte exterior. Para a montagem por expansão, arrefece-se a parte interior. Ambas criam uma peça mais uniforme pressão de ajuste de interferência e a distribuição de tensões em comparação com o press-fitting. No entanto, os métodos térmicos podem alterar as propriedades do material se não forem cuidadosamente controlados.
Na PTSMAKE, ajudamos os clientes a selecionar o melhor método. Analisamos materiais, tolerâncias e tensões de aplicação para encontrar o equilíbrio certo para a produção.
| Método | Risco de escoriação/gripagem | Perfil de tensão residual | Desafio-chave |
|---|---|---|---|
| Montagem por pressão | Elevado | Localizada, elevada à entrada | Controlo de danos na superfície |
| Montagem por retração | Baixa | Uniforme, induzido pelo calor | Alterações das propriedades dos materiais |
| Acessório de expansão | Baixa | Uniforme, induzido pelo calor | Complexidade/custo do processo |
Cada método - encaixe por pressão, contração e expansão - oferece um equilíbrio distinto de riscos e benefícios. O encaixe por prensagem é mecânico e apresenta o risco de danificar a superfície, enquanto os métodos térmicos proporcionam encaixes mais limpos, mas introduzem diferentes considerações sobre o material. A melhor escolha depende dos requisitos específicos do seu projeto.
Quais são os modos de falha comuns nas juntas de encaixe por interferência?
Os ajustes de interferência são robustos mas não invencíveis. Compreender os seus potenciais pontos de falha é crucial para criar designs fiáveis. Se o ajuste não for perfeito, surgirão problemas.
As quatro falhas mais comuns são distintas. Vão desde o simples deslizamento até ao rebentamento catastrófico do cubo. Cada modo tem uma causa raiz clara, normalmente relacionada com pressão ou movimento.
Vamos descrever os principais modos de falha.
| Modo de falha | Causa primária |
|---|---|
| Deslizamento | Pressão insuficiente |
| Rendimento do cubo | Pressão excessiva |
| Corrosão por atrito | Micromovimento |
| Falha por fadiga | Concentração de tensões |
Conhecê-los é o primeiro passo para a prevenção.

Vamos explorar estes modos de falha em mais pormenor. O sucesso depende muitas vezes de se conseguir o equilíbrio correto. Demasiada ou pouca força é a questão central.
Deslizamento
O deslizamento ocorre quando a força de aperto é demasiado baixa. O eixo começa a rodar ou a mover-se axialmente dentro do cubo sob cargas operacionais. A junta já não consegue transmitir o binário necessário. Isto é um resultado direto da insuficiência de pressão de ajuste de interferência.
Rendimento e rebentamento do cubo
Este é o cenário oposto. Demasiada interferência cria uma tensão extrema no cubo. Isto pode fazer com que o material ceda e se deforme permanentemente. No caso de materiais frágeis, isto pode levar a uma fratura completa ou ao rebentamento do cubo durante a montagem.
Corrosão por atrito
Mesmo num ajuste apertado, as cargas dinâmicas podem causar movimentos minúsculos e repetitivos entre o eixo e o cubo. Estes micromovimentos friccionam as superfícies, criando resíduos de desgaste que depois oxidam. Todo este processo, denominado corrosão por atrito6A utilização de um sistema de proteção contra a fadiga, que é o sistema de proteção contra a fadiga, cria buracos na superfície que podem iniciar fissuras de fadiga.
Falha por fadiga
As cargas cíclicas podem provocar a formação e o crescimento de fissuras ao longo do tempo, conduzindo à falha por fadiga. Estas fissuras começam quase sempre em pontos de elevada concentração de tensão. Os bordos da junta de encaixe por pressão são exemplos clássicos dessas áreas de elevada tensão.
Eis um breve olhar sobre as condições que conduzem ao fracasso.
| Modo de falha | Condição de stress | Tipo de carga |
|---|---|---|
| Rendimento do cubo | Elevada tensão estática | Carga de montagem |
| Deslizamento | Força de aperto reduzida | Carga operacional |
| Fretting/Fadiga | Stress cíclico | Carga operacional |
O reconhecimento destes modos de falha é fundamental para os engenheiros. A principal conclusão é a importância de controlar a pressão do ajuste de interferência. Ela deve ser suficientemente forte para evitar o deslizamento, mas não tão elevado que faça com que o cubo ceda ou falhe por fadiga.
Como é que a temperatura de funcionamento afecta um ajuste por interferência?
A temperatura é um fator crítico para os ajustes por interferência. Isto é especialmente verdadeiro quando se utilizam materiais diferentes. Chamamos a este efeito expansão térmica diferencial.
Diferentes materiais expandem-se e contraem-se a ritmos diferentes. Quando a temperatura muda, isso pode alterar o ajuste.
Um ajuste apertado pode tornar-se frouxo. Ou pode tornar-se perigosamente apertado. Esta alteração afecta diretamente a pressão do ajuste de interferência, arriscando a falha da montagem. Compreender isto é fundamental para uma conceção fiável.

Compreender o Coeficiente de Expansão Térmica (CTE)
Cada material tem uma coeficiente de expansão térmica7 (CTE). Este valor indica-nos o quanto um material se expandirá ou encolherá por cada grau de alteração de temperatura. É uma propriedade fundamental que devemos considerar nos nossos projectos.
Quando se montam peças feitas de materiais diferentes, os seus diferentes CTEs podem causar problemas. Um cubo de alumínio num eixo de aço é um exemplo clássico. As suas reacções ao calor não são as mesmas.
Como as mudanças de temperatura afectam o ajuste
A interação entre os materiais determina a estabilidade do conjunto. Tanto o aquecimento como o arrefecimento apresentam desafios únicos à pressão de encaixe por interferência. No PTSMAKE, nós sempre modelamos esses efeitos para aplicações críticas.
Quando a temperatura aumenta
Se a parte exterior (cubo) tiver um CTE mais elevado do que a parte interior (veio), expandir-se-á mais quando aquecida. Isto reduz a interferência, podendo fazer com que a junta se solte ou deslize.
Por outro lado, se o eixo tiver um CTE mais elevado, expandir-se-á mais. Isto aumenta a interferência e a tensão, o que pode levar à falha do componente.
Aqui está um rápido olhar sobre o CTE para alguns materiais comuns.
| Material | Coeficiente de expansão térmica (10-⁶ /°C) |
|---|---|
| Alumínio | 23.1 |
| Latão | 19.0 |
| Aço (carbono) | 12.0 |
| Aço inoxidável | 17.3 |
| Titânio | 8.6 |
Quando a temperatura desce
O oposto acontece em ambientes frios. Se o cubo tiver um CTE mais elevado, encolherá mais do que o eixo. Isto aperta o encaixe, aumentando a tensão em ambos os componentes. Isto pode levar a fissuras ou deformações permanentes.
A expansão térmica diferencial é uma consideração crucial no projeto. Taxas de expansão de material incompatíveis podem alterar significativamente a pressão de ajuste de interferência. Isto pode levar a um afrouxamento da junta ou a uma tensão excessiva, ambos com risco de falha do componente.
Em que é que as cargas dinâmicas diferem das cargas estáticas num encaixe?
As cargas dinâmicas introduzem desafios únicos que não se verificam com as forças estáticas. Alterações constantes na direção ou magnitude podem causar pequenos movimentos na interface de ajuste.
O perigo dos micromovimentos
Estes micromovimentos podem parecer pequenos. Mas, ao longo de milhões de ciclos, podem conduzir a um tipo específico de falha. Esta é uma preocupação crítica para as peças móveis.
Impacto da velocidade de rotação
Em máquinas rotativas, a velocidade acrescenta outra camada de complexidade. As altas velocidades geram forças significativas que podem comprometer a integridade de um ajuste por pressão. Isto afecta diretamente a pressão do ajuste por interferência.
| Tipo de carga | Efeito primário no ajuste | Desafio-chave |
|---|---|---|
| Dinâmico | Micromovimentos, Vibração | Fadiga por atrito |
| Rotacional | Força centrífuga | Pressão de ajuste reduzida |

As cargas dinâmicas, especialmente as cíclicas ou de inversão, são a principal causa de micromovimentos entre as superfícies encaixadas. Mesmo num encaixe por pressão aparentemente sólido, estas cargas criam acções de deslizamento minúsculas. Esta fricção repetitiva sob pressão pode dar origem a fissuras na superfície.
Com o tempo, estas pequenas fissuras propagam-se, conduzindo a um modo de falha conhecido como fadiga por fricção8. Isto é particularmente perigoso porque pode fazer com que um componente falhe muito abaixo do limite de fadiga esperado do material. Vemos isto frequentemente em componentes para aplicações aeroespaciais e automóveis.
Forças centrífugas a altas velocidades
Para conjuntos rotativos, a velocidade é um fator importante. À medida que uma peça roda mais depressa, a força centrífuga tenta puxá-la para fora. Esta força actua contra a pressão de aperto de um ajuste de interferência.
Este efeito pode reduzir significativamente a pressão efectiva do ajuste de interferência. A velocidades muito elevadas, pode mesmo fazer com que o encaixe se solte completamente. No nosso trabalho no PTSMAKE, temos isto em conta quando projectamos veios e cubos de motores de alta velocidade.
Velocidade de rotação vs. pressão de ajuste
| Velocidade de rotação | Força centrífuga | Efeito na pressão de ajuste da interferência |
|---|---|---|
| Baixa | Negligenciável | Redução mínima |
| Médio | Moderado | Redução significativa |
| Elevado | Significativo | Redução crítica; potencial afrouxamento |
É por isso que um acessório concebido para uma carga estática pode falhar prematuramente numa aplicação dinâmica e de alta velocidade. Uma análise cuidadosa é essencial.
As condições dinâmicas introduzem a fadiga por desgaste devido a micromovimentos e reduzem a integridade do encaixe através de forças centrífugas. Estes factores são críticos para a conceção de conjuntos fiáveis e duradouros e devem ser cuidadosamente considerados para além dos cálculos de carga estática.
Como é que o acabamento da superfície e a lubrificação afectam o ajuste?
Os lubrificantes desempenham um papel crucial nas montagens mecânicas. São especialmente vitais para encaixes com interferência. Facilitam significativamente o processo de montagem.
A espada de dois gumes da lubrificação
No entanto, este benefício tem uma contrapartida. Embora os lubrificantes reduzam a fricção para facilitar a montagem, isto também pode enfraquecer o poder de fixação da junta final.
Principais efeitos dos lubrificantes
A escolha do lubrificante correto é um ato de equilíbrio. Tem de pesar as vantagens de montagem contra potenciais reduções de desempenho no seu projeto.
| Aspeto | Impacto positivo | Impacto negativo |
|---|---|---|
| Força de montagem | Redução significativa | - |
| Risco de ferir | Minimizado | - |
| Força das articulações | - | Pode ser comprometido |
| Capacidade de binário | - | Potencialmente reduzido |
Este quadro mostra claramente as soluções de compromisso envolvidas.

Facilitar a montagem, reduzir os riscos
Nas operações de encaixe por pressão e por contração, os lubrificantes são fundamentais. Reduzem consideravelmente a força necessária para acasalar componentes. Isto minimiza o risco de danos durante a montagem.
Um dos benefícios mais importantes é a prevenção da gripagem. A gripagem ocorre quando duas superfícies se prendem e se soldam sob pressão extrema. Os lubrificantes formam uma película de barreira, impedindo este fenómeno.
O custo oculto: Redução do poder de fixação
Mas aqui está o lado negativo. A principal função de um lubrificante é reduzir o coeficiente de fricção estática. Esta é a força exacta que dá resistência a um encaixe de interferência.
Esta redução afecta diretamente a capacidade de retenção da junta. A pressão efectiva do ajuste de interferência é menor. Isto pode diminuir a capacidade da junta para transmitir binário ou suportar forças axiais. O estudo destas interações superficiais é uma parte essencial do tribologia9.
Comparação entre encaixes lubrificados e encaixes secos
No nosso trabalho no PTSMAKE, gerimos cuidadosamente este equilíbrio. A escolha do lubrificante não é um pormenor menor. É uma decisão de conceção crítica.
| Condição de ajuste | Força de montagem | Risco de ferir | Atrito estático | Capacidade de binário |
|---|---|---|---|---|
| Ajuste seco | Elevado | Elevado | Elevado | Máximo |
| Ajuste lubrificado | Baixa | Baixa | Baixa | Reduzido |
Esta comparação evidencia o compromisso fundamental. Consegue-se uma montagem mais fácil e mais segura à custa de alguma força de fixação final. Uma engenharia correta deve ter em conta este facto.
Os lubrificantes são um fator crucial mas complexo. Simplificam a montagem e evitam danos superficiais como a escoriação. No entanto, também reduzem a fricção estática necessária para um forte ajuste de interferência, o que pode comprometer a capacidade de transmissão do binário final da junta.
Como é que se calcula a interferência necessária para um determinado binário?
O cálculo da interferência necessária é uma tarefa de engenharia precisa. Vamos percorrer os cinco passos essenciais. Este processo assegura que o seu conjunto press-fit pode suportar a carga especificada sem deslizar. Tudo começa com a definição das suas necessidades operacionais.
Passo 1: Determinar o binário necessário
Em primeiro lugar, identifique o binário que o seu conjunto deve transmitir. Em seguida, aplique um fator de segurança. Este fator é responsável por cargas inesperadas ou variações de material.
| Tipo de aplicação | Fator de segurança recomendado |
|---|---|
| Cargas suaves e constantes | 1.2 - 1.5 |
| Cargas de choque ligeiras | 1.5 - 2.0 |
| Cargas de choque pesadas | 2.0 - 3.0 |
Passo 2: Calcular a força tangencial
Com o binário de projeto conhecido, é possível encontrar a força tangencial necessária na interface.

Passo 3: Utilizar o atrito para encontrar a força normal
O coeficiente de atrito entre os materiais do eixo e do cubo é crítico. Este determina a força normal necessária para gerar a força tangencial (de atrito) necessária. Este valor evita o deslizamento rotacional sob binário.
A seleção de um coeficiente preciso é vital. Este valor varia consoante o emparelhamento de materiais, o acabamento da superfície e a utilização ou não de um lubrificante durante a montagem.
| Combinação de materiais | Coeficiente de fricção típico (seco) |
|---|---|
| Aço sobre aço | 0.15 - 0.20 |
| Aço sobre alumínio | 0.18 - 0.25 |
| Aço sobre ferro fundido | 0.17 - 0.22 |
Passo 4: Calcular a pressão de interface necessária
Uma vez obtida a força normal, é possível calcular a pressão de ajuste de interferência. Esta pressão é distribuída por toda a área de contacto da junta de interferência. Uma pressão mais elevada garante uma maior aderência. Este é um parâmetro-chave que focamos no PTSMAKE para garantir o desempenho dos componentes.
Passo 5: Resolver a interferência necessária
Por fim, utilizamos Equações de Lame10 para ligar a pressão necessária ao valor da interferência física. Estas fórmulas têm em conta a geometria do cubo e do eixo, bem como as suas propriedades materiais, como o módulo de Young e o coeficiente de Poisson. Na nossa experiência, é neste cálculo final que a precisão é mais importante.
Este processo de cinco passos traduz metodicamente um requisito de binário numa interferência dimensional precisa. Seguir estes passos assegura uma montagem mecânica fiável que funciona como foi concebida, evitando falhas dispendiosas e garantindo a segurança operacional do produto final.
Como é que se concebe um ajuste robusto entre o aço e o alumínio?
A conceção de um ajuste para materiais diferentes, como o aço e o alumínio, é complicada. O principal desafio advém das alterações de temperatura. O alumínio expande-se e contrai-se cerca de duas vezes mais do que o aço.
Isto significa que um ajuste perfeito à temperatura ambiente pode falhar a temperaturas altas ou baixas. O seu projeto deve funcionar em toda a gama operacional. Temos de verificar dois extremos críticos: frio e calor.
Considerações fundamentais sobre a temperatura
| Extremo | Risco primário | Objetivo de conceção |
|---|---|---|
| Frio | Peças que se desprendem | Manter uma pressão de ajuste de interferência suficiente |
| Quente | Fissuração ou cedência do cubo | A tensão não deve exceder o limite de elasticidade |

Analisando os extremos de temperatura
Ao projetar, deve dar prioridade aos limites quentes e frios da sua aplicação. Esses extremos apresentam desafios opostos que precisam de um equilíbrio cuidadoso. Em projectos anteriores no PTSMAKE, vimos projectos falharem porque apenas consideraram as condições de funcionamento padrão.
A condição fria: Evitar o deslizamento
À medida que a temperatura desce, o cubo de alumínio encolhe mais do que o veio de aço. Isto reduz a interferência inicial. A pressão de contacto, ou pressão de ajuste de interferência, diminui como resultado.
Se a temperatura descer o suficiente, esta pressão pode não ser suficiente para aguentar o binário. O resultado é o deslizamento, que leva à falha. O seu cálculo deve confirmar que, à temperatura mais baixa, permanece interferência suficiente para transmitir a carga necessária. As diferentes coeficiente de expansão térmica11 é o fator-chave aqui.
A condição quente: Evitar a falha do cubo
Por outro lado, com o aumento da temperatura, o cubo de alumínio expande-se mais do que o veio de aço. Isto aumenta drasticamente a interferência e as tensões resultantes dentro do cubo.
Esta elevada tensão, frequentemente designada por tensão de aro, pode provocar a deformação permanente do cubo de alumínio ou mesmo a sua fissuração se exceder o limite de elasticidade do material. Com base nos nossos testes, é necessário verificar se a tensão máxima no cubo à temperatura mais elevada se mantém seguramente abaixo do seu ponto de escoamento.
Resumo dos principais controlos de conceção
| Temperatura | Comportamento do cubo de alumínio | Comportamento do veio de aço | Preocupação principal |
|---|---|---|---|
| Frio | Diminui significativamente | Encolhe menos | Perda de interferência, deslizamento potencial |
| Quente | Expande-se significativamente | Expande-se menos | Elevada tensão, potencial de cedência/falha |
Para criar um ajuste robusto, é necessário analisar ambos os extremos de temperatura. É necessária interferência suficiente para evitar o deslizamento quando está frio, mas não tanta que o cubo falhe devido ao stress quando está quente. Este equilíbrio é fundamental para a fiabilidade a longo prazo.
Quando é que um ajuste de interferência é a solução de engenharia errada?
O verdadeiro domínio de qualquer ferramenta significa conhecer os seus limites. Um ajuste por interferência é uma solução de engenharia poderosa. Mas nem sempre é a solução correta.
É fundamental saber quando escolher uma alternativa. Isto garante que a sua conceção é fiável, útil e rentável a longo prazo. Vamos explorar alguns cenários comuns.
Cenários a reconsiderar
| Cenário | Interferência Adequação do ajuste |
|---|---|
| Desmontagem frequente | Pobres |
| Posicionamento axial preciso | Moderado |
| Binário muito elevado | Bom, mas com limites |
Estas situações exigem frequentemente diferentes métodos de união. Fazer a escolha certa antecipadamente poupa tempo e dinheiro.

Conhecer as limitações de um ajuste por interferência é fundamental. No nosso trabalho na PTSMAKE, orientamos frequentemente os clientes para a melhor solução para a sua aplicação específica. Um ajuste por interferência cria uma junta forte e semi-permanente. Esta é uma desvantagem quando é necessária uma manutenção regular.
Quando é necessária uma desmontagem frequente
A pressão repetida sobre uma junta pode danificar os componentes. Provoca fadiga do material e perda de precisão dimensional. A pressão de ajuste de interferência calculada pode não ser atingida aquando da remontagem.
Melhor alternativa: Mangas cónicas ou braçadeiras
As mangas cónicas proporcionam um ajuste seguro que é facilmente desengatado. Os grampos oferecem uma solução ainda mais simples para aplicações não críticas, permitindo ajustes e remoções rápidas sem ferramentas especializadas.
Quando é necessário um posicionamento axial preciso
A pressão de um eixo num cubo pode ser imprevisível. A posição axial final pode variar ligeiramente em cada montagem. Esta falta de controlo preciso é inaceitável para componentes como engrenagens ou rolamentos que requerem uma colocação exacta.
Melhor alternativa: Ombro e noz
Um ressalto no eixo proporciona uma paragem positiva. Uma porca de bloqueio fixa o componente contra ele. Este método garante um posicionamento axial exato e repetível, o que é fundamental para muitos sistemas mecânicos. Para binários muito elevados, um simples ajuste por fricção pode não ser suficiente. O deslizamento pode ocorrer sob carga extrema, levando à falha. Neste caso, é necessária uma ligação positiva. Um ajuste por interferência baseia-se na fricção, mas um interbloqueio mecânico12 é melhor para estes casos.
| Alternativa | Melhor caso de utilização |
|---|---|
| Mangas cónicas | Remontagem frequente e precisa |
| Ombro e porca | Posicionamento axial exato |
| Estrias / rasgos de chaveta | Transmissão de binário extremo |
Em resumo, embora os ajustes por interferência sejam excelentes para juntas permanentes, não são adequados para peças que necessitem de desmontagem regular, posicionamento preciso ou transferência de binário extremo. Reconhecer estes limites é a chave para um design robusto e de fácil manutenção.
Desbloquear Precision Fits com PTSMAKE hoje
Pronto para garantir uma pressão de ajuste de interferência ideal para o seu próximo projeto? Contacte o PTSMAKE agora para obter um orçamento rápido e detalhado sobre precisão Maquinação CNC e soluções de moldagem por injeção. Deixe que a nossa experiência em fabrico fiável e de alta tolerância eleve o desempenho do seu produto - inicie hoje mesmo o seu inquérito!

Obtenha uma análise detalhada da forma como estes picos de superfície microscópicos influenciam o desempenho dos componentes. ↩
Compreender como a tensão em várias direcções afecta o comportamento do material em montagens. ↩
Saiba como esta tensão circunferencial é calculada em cilindros de paredes espessas. ↩
Clique para saber como as tensões múltiplas afectam a falha do material em designs de encaixe por pressão. ↩
Compreender como os materiais se comportam sob tensão para além do seu limite elástico e porque é que isso é importante para a resistência das juntas. ↩
Saiba como este subtil mecanismo de desgaste pode causar grandes falhas estruturais em juntas dinamicamente carregadas. ↩
Descubra como esta propriedade crucial afecta a seleção de materiais em aplicações de engenharia de elevado desempenho. ↩
Saiba mais sobre este modo de falha específico e como evitá-lo nos seus projectos. ↩
Saiba mais sobre como o atrito, o desgaste e a lubrificação afectam os sistemas mecânicos. ↩
Descobrir as fórmulas utilizadas para calcular as tensões em cilindros de parede espessa sob pressão. ↩
Compreenda como este valor afecta diretamente os seus cálculos para ajustes de interferência em diferentes temperaturas. ↩
Explore a comparação entre diferentes mecanismos de bloqueio mecânico para aplicações de binário elevado. ↩






