

Escolher o bronze certo para o seu projeto de maquinação pode ser frustrantemente complexo. Com dezenas de ligas disponíveis, cada uma com diferentes propriedades e classificações de maquinabilidade, é fácil selecionar um material que desperdiça tempo, que embota as ferramentas prematuramente ou que não cumpre os requisitos da sua aplicação. Já vi muitos engenheiros a debaterem-se com esta decisão.
O melhor bronze para maquinagem é normalmente o bronze de alumínio C954 para aplicações gerais, o bronze de alumínio C642 para resistência ao desgaste e o bronze C360 para operações a alta velocidade. Estas ligas oferecem uma excelente maquinabilidade, boas propriedades mecânicas e um desgaste relativamente baixo da ferramenta em comparação com outras composições de bronze.
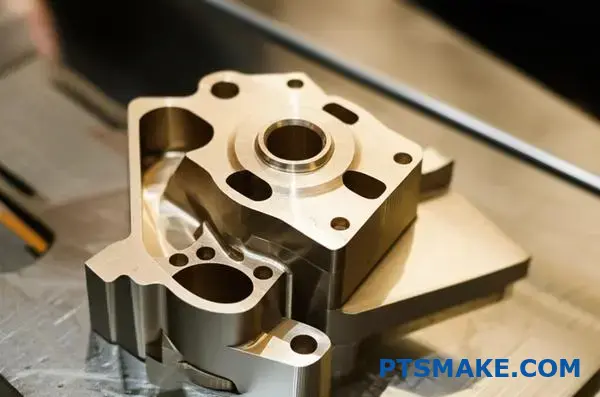
Trabalhei com inúmeras ligas de bronze ao longo da minha carreira e posso dizer que a seleção da liga certa faz toda a diferença nas suas operações de maquinagem. O bronze perfeito pode reduzir o tempo de produção, aumentar a vida útil da ferramenta e proporcionar um desempenho superior da peça. Deixe-me partilhar o que aprendi sobre estas ligas notáveis e ajudá-lo a fazer a melhor escolha para as suas necessidades específicas de aplicação.
O bronze é mais fácil de maquinar do que o aço?
Já alguma vez deu por si a pensar se o bronze oferece um caminho mais suave na oficina em comparação com o aço? Ou talvez se tenha questionado se a perceção comum da maquinabilidade do bronze é sempre verdadeira para todas as ligas e aplicações?
Sim, geralmente, o bronze é considerado mais fácil de maquinar do que a maioria dos tipos comuns de aço. Isto deve-se principalmente à menor dureza do bronze, à melhor condutividade térmica e à formação de aparas tipicamente mais fácil de gerir que produz, levando a uma maquinação mais rápida e a uma vida útil mais longa da ferramenta.
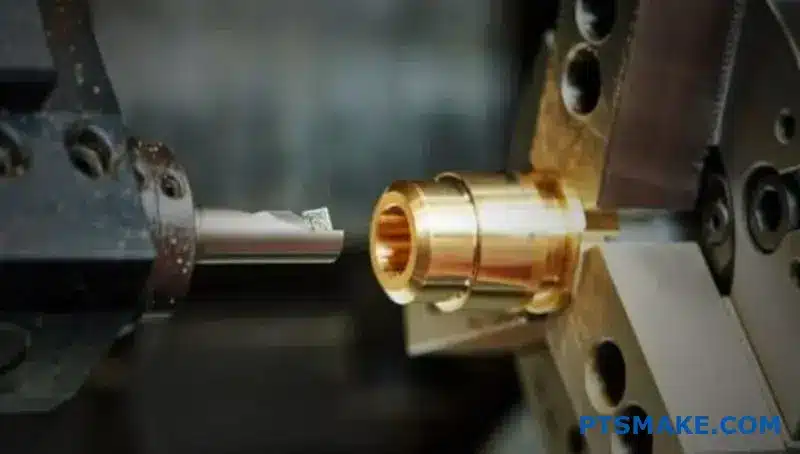
Quando falamos de maquinagem, a facilidade de corte de um material é um fator importante. Afecta tudo, desde a velocidade do trabalho até ao desgaste das nossas ferramentas de corte. Na PTSMAKE, trabalhamos frequentemente com bronze e aço, e as diferenças na sua maquinabilidade são bastante evidentes nas nossas operações quotidianas.
Compreender a maquinabilidade: Bronze vs. Aço
A maquinabilidade não é apenas uma simples qualidade de "sim" ou "não". É uma combinação de factores. Vamos explicar porque é que o bronze é frequentemente considerado mais fácil de trabalhar, especialmente em maquinagem cnc de bronze1 aplicações.
Factores-chave que influenciam a maquinabilidade
- Dureza e resistência: O aço, especialmente os aços de liga ou os que foram tratados termicamente, é normalmente muito mais duro e forte do que o bronze. Uma maior dureza significa que é necessária mais força para cortar o material, o que coloca mais tensão na ferramenta de corte e na máquina. As ligas de bronze, embora diversas, situam-se geralmente mais abaixo na escala de dureza.
- Condutividade térmica: As ligas de bronze têm normalmente uma excelente condutividade térmica. Isto significa que dissipam o calor da zona de corte de forma mais eficaz do que muitos aços. Uma menor acumulação de calor significa ferramentas mais frias, o que pode prolongar significativamente a vida útil da ferramenta e permitir velocidades de corte mais elevadas.
- Formação de chips: Este é um aspeto crucial. O bronze produz frequentemente limalhas pequenas e manejáveis que se partem facilmente e são removidas da área de corte sem grande esforço. Muitos aços, particularmente os mais macios e dúcteis, podem produzir limalhas longas e fibrosas que se podem enroscar na ferramenta ou na peça de trabalho, levando a um mau acabamento da superfície e à potencial quebra da ferramenta.

Uma comparação rápida
Para lhe dar uma imagem mais clara, eis uma comparação simplificada baseada em caraterísticas gerais. Lembre-se que as ligas específicas das famílias do bronze e do aço podem variar muito.
| Caraterística | Bronze (Geral) | Aço (carbono comum/ligas) |
|---|---|---|
| Dureza | Inferior | Mais alto |
| Condutividade térmica | Mais alto | Inferior |
| Caraterísticas do chip | Frequentemente pequenos e quebradiços | Pode ser longo e fibroso |
| Desgaste da ferramenta | Geralmente inferior | Geralmente mais elevado |
| Velocidades de corte | Pode ser mais elevado | Frequentemente inferior |
| Necessidades de lubrificação | Pode ser menos exigente | Frequentemente mais exigente |
Na nossa experiência na PTSMAKE, quando um cliente tem um projeto que pode potencialmente utilizar qualquer um dos materiais, e a facilidade de maquinação é um fator significativo de custo ou tempo, o bronze apresenta frequentemente um caminho mais simples. No entanto, é vital lembrar que "aço" é uma categoria vasta. Alguns aços de maquinagem livre são concebidos para um corte mais fácil, e algumas ligas de bronze especializadas podem ser mais difíceis de trabalhar.

Não se trata apenas da rapidez com que se pode cortar. A qualidade da superfície acabada e a precisão dimensional alcançada também fazem parte da equação da maquinabilidade. O bronze permite normalmente obter excelentes acabamentos de superfície com menos esforço. Isto significa menos tempo gasto em operações de acabamento secundário, o que pode ser uma vantagem real em ambientes de produção.
Qual é a diferença entre o bronze 932 e o bronze 954?
Está preso entre o bronze 932 e 954 para a sua próxima peça? Tomar a decisão errada pode realmente afetar o desempenho e o custo, não é verdade?
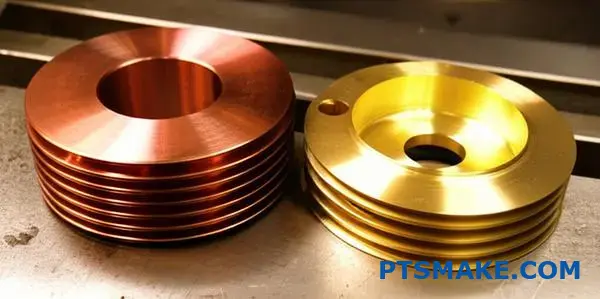
O bronze 932, ou bronze para chumaceiras, destaca-se pela sua resistência ao desgaste para casquilhos e chumaceiras. O bronze de alumínio 954, por outro lado, oferece maior força e resistência à corrosão, tornando-o adequado para aplicações estruturais e marítimas mais exigentes. As suas composições determinam estas vantagens distintas.

Quando se olha para as ligas de bronze, surge frequentemente o 932 e o 954, mas estes servem objectivos bastante diferentes. Não se trata apenas de uma variação subtil; a sua composição fundamental conduz a caraterísticas de desempenho distintas. Na PTSMAKE, maquinámos ambas extensivamente, e compreender estas diferenças é fundamental para o sucesso do fabrico de componentes.
Principais diferenças de composição
A principal distinção reside nos seus elementos de liga.
Bronze C932 (Bronze para rolamentos)
O C932, frequentemente conhecido como SAE 660, é um bronze de estanho. A sua composição típica inclui cobre, estanho, chumbo e zinco. O teor de chumbo, normalmente cerca de 7%, é crucial, uma vez que melhora significativamente a maquinabilidade e proporciona excelentes propriedades de suporte. Isto torna-o numa opção para aplicações em que a fricção é uma preocupação.
Bronze C954 (Bronze de alumínio)
O C954, por outro lado, é um bronze de alumínio. É constituído principalmente por cobre e alumínio (cerca de 10-11%), com adições de ferro e, por vezes, de níquel. Esta composição confere ao C954 uma força superior e uma notável resistência à corrosão, especialmente contra a água do mar.
Comparação de desempenho e aplicações
Vamos compará-los lado a lado em áreas-chave:
| Caraterística | C932 (Bronze para rolamentos) | C954 (bronze-alumínio) |
|---|---|---|
| Utilização primária | Rolamentos, buchas, anilhas | Estruturais, Peças de desgaste, Marítimo |
| Força | Moderado | Elevado |
| Resistência à corrosão | Bom | Excelente (especialmente à água do mar) |
| Resistência ao desgaste | Bom (anti-fricção) | Muito bom (resistência à abrasão) |
| Maquinabilidade | Excelente | Razoável a bom (pode ser abrasivo) |
| Tratável termicamente | Não | Sim (para propriedades melhoradas) |
Quando nos aproximamos de um maquinagem cnc de bronze2 No projeto, estas propriedades influenciam diretamente a seleção do material. Por exemplo, se um cliente necessita de componentes de elevada resistência para um ambiente marinho, o 954 é frequentemente o vencedor. Se a aplicação envolver contacto deslizante e cargas moderadas, o 932 é normalmente mais adequado e económico de maquinar. Já vimos projectos em que a escolha do 932 para uma aplicação de alta tensão levou a uma falha prematura, simplesmente porque a resistência do 954 não foi tida em conta.

Considerações sobre maquinagem
Enquanto o 932 é conhecido pela sua excelente maquinabilidade devido ao seu teor de chumbo, que actua como lubrificante e quebra-cavacos, o bronze de alumínio 954 pode ser mais duro para as ferramentas de corte. A sua maior resistência e a presença de óxidos de alumínio podem torná-lo mais abrasivo. Isto não significa que o 954 seja difícil de maquinar; apenas requer as ferramentas, velocidades e avanços corretos. Nas nossas operações de maquinação CNC de bronze na PTSMAKE, ajustamos os nossos parâmetros em conformidade para garantir resultados óptimos para ambas as ligas. Por exemplo, as ferramentas de metal duro são frequentemente preferidas para o 954 para lidar com sua natureza abrasiva.
Que Rockwell é o bronze?
Já se perguntou como é que um simples número como o valor Rockwell pode ditar o destino da sua peça de bronze? Ou talvez se tenha sentido confuso ao tentar relacionar essa classificação de dureza com o desempenho e a maquinabilidade no mundo real?
A dureza Rockwell para o bronze é um teste padronizado que mede a sua resistência à indentação, normalmente expressa na escala B (HRB). Este valor indica a dureza relativa do bronze, afectando diretamente a sua resistência ao desgaste, força e caraterísticas de maquinabilidade para várias aplicações.

Compreender a dureza Rockwell é crucial quando se está a selecionar uma liga de bronze para qualquer aplicação. Não é apenas um número abstrato; é um indicador prático de como o material se irá comportar. Na PTSMAKE, referimo-nos frequentemente aos valores Rockwell para orientar os nossos clientes na escolha do melhor material para as suas necessidades específicas, especialmente quando se trata de componentes de precisão que requerem propriedades mecânicas específicas.
Descodificação da dureza Rockwell para ligas de bronze
Então, o que é que um teste Rockwell nos diz exatamente sobre o bronze? Essencialmente, mede a resistência do material à deformação permanente quando um indentador específico é pressionado na sua superfície sob uma carga fixa. Quanto mais raso for o profundidade de indentação3quanto mais duro for o material. Para a maioria das ligas de bronze, a escala Rockwell B (utilizando um indentador de esfera de aço de 1/16 polegadas e uma carga principal de 100 kgf) é a mais comummente utilizada.
Porque é que este número é importante
O valor de dureza Rockwell está diretamente relacionado com vários atributos-chave de desempenho:
- Resistência ao desgaste: Geralmente, os bronzes mais duros (valores HRB mais elevados) oferecem uma melhor resistência ao desgaste abrasivo. Isto é fundamental para peças como rolamentos, casquilhos e engrenagens.
- Força: Embora não seja uma medida direta da resistência à tração ou ao escoamento, existe frequentemente uma correlação positiva. Os bronzes mais duros tendem a ser mais fortes.
- Maquinabilidade: É aqui que as coisas se tornam interessantes. Os bronzes extremamente duros podem ser mais difíceis de maquinar, levando potencialmente a um maior desgaste da ferramenta e a tempos de produção mais lentos. Por outro lado, os bronzes muito macios podem resultar em limalhas de goma e acabamentos de superfície pobres. Existe um ponto ideal, e compreender o valor Rockwell ajuda a encontrá-lo para
maquinagem cnc de bronzeprojectos.

Intervalos Rockwell típicos para bronzes comuns
As diferentes ligas de bronze apresentam diferentes valores de dureza Rockwell devido às suas composições químicas únicas e, nalguns casos, aos tratamentos térmicos. Eis uma ideia geral de algumas escolhas populares com que trabalhamos frequentemente no PTSMAKE:
| Liga de bronze | Rockwell B típico (HRB) | Principais caraterísticas relacionadas com a dureza |
|---|---|---|
| C932 (Bronze para rolamentos) | 55-65 | Boas propriedades anti-fricção, resistência moderada ao desgaste |
| C954 (bronze-alumínio) | 85-100 | Alta resistência, excelente resistência ao desgaste e à corrosão |
| C863 (Bronze manganês) | 80-95 | Resistência muito elevada, boa para cargas pesadas, desgaste razoável |
| C510 (Bronze fosforoso) | 70-85 | Boas qualidades de mola, boa resistência à fadiga |
| C63000 (Bronze Al. Níquel) | 90-100 (frequentemente HRB/HRC) | Resistência muito elevada, excelente resistência à corrosão |
Esta tabela fornece uma visão geral. É importante consultar fichas de dados específicas para o grau exato que está a considerar, uma vez que os valores podem variar ligeiramente entre fabricantes e condições do material (por exemplo, fundido vs. forjado, ou estados tratados termicamente para ligas como o C954). Depois de compararmos os resultados dos nossos testes em vários lotes, verificámos que estes intervalos são bastante consistentes.

Aplicar o conhecimento da Rockwell ao seu projeto
Conhecer simplesmente o número Rockwell não é suficiente. A chave é interpretá-lo no contexto das exigências da sua aplicação. Se estiver a conceber um rolamento de carga elevada, é preferível uma liga como C954 ou C863 com valores HRB mais elevados. Para casquilhos de uso geral em que a maquinabilidade é também um fator chave, o C932 pode ser uma escolha mais equilibrada. Nos meus mais de 15 anos de experiência no fabrico de precisão, verifiquei que uma seleção de materiais bem informada, considerando a dureza juntamente com outras propriedades como a resistência à corrosão ou a condutividade térmica, é fundamental para o sucesso do projeto.
O que é a ASTM para o bronze?
Já se sentiu perdido num mar de códigos, perguntando-se que norma ASTM rege efetivamente o bronze de que necessita para o seu projeto? Ou talvez esteja preocupado com o facto de não ter em conta a especificação correta poder comprometer todo o seu projeto?
A ASTM International publica um conjunto abrangente de normas para ligas de bronze, definindo as suas composições químicas, propriedades mecânicas, formas (como peças fundidas ou produtos forjados) e procedimentos de ensaio. As principais especificações incluem a ASTM B505 para ligas de fundição contínua e a ASTM B22/B584 para fundições em areia, garantindo uma qualidade consistente.

Compreender estas normas é mais do que um mero exercício de preenchimento de caixas; é fundamental para obter resultados fiáveis e previsíveis nos seus projectos de engenharia.
Porque é que as normas ASTM são suas amigas
Pense nas normas ASTM como uma linguagem universal para materiais. Quando especifica uma liga de bronze de acordo com uma designação ASTM, está a comunicar requisitos precisos para a sua composição química, como deve funcionar mecanicamente e, frequentemente, como é fabricada e testada. Isto ajuda toda a gente, desde a fundição até à oficina mecânica, como nós na PTSMAKE, a estar na mesma página. Garante que obtém o desempenho esperado do material e ajuda a evitar erros dispendiosos ou falhas de material no futuro. Na minha experiência, a adesão a estas normas desde o início poupa muitas dores de cabeça.
Descodificação de especificações comuns de bronze ASTM
As normas ASTM para metais começam normalmente com a letra "B", seguida de um número. Para o bronze, existem inúmeras especificações, muitas vezes adaptadas ao processo de fabrico (fundido ou forjado) e à família de ligas específica.
Normas para Bronzes Fundidos
Os componentes de bronze fundido são formados por vazamento de bronze fundido num molde. Algumas normas ASTM amplamente utilizadas incluem:
- ASTM B505/B505M: Isto abrange varões, barras, tubos e formas de ligas de cobre de fundição contínua. Muitos bronzes comuns para rolamentos, como o C93200 ou o C95400, são abrangidos por esta norma quando fundidos em contínuo. Especifica os requisitos químicos e as propriedades mecânicas típicas.
- ASTM B22/B22M: Esta especificação diz respeito a peças vazadas em areia de liga de cobre para pontes e mesas giratórias, frequentemente para aplicações muito pesadas.
- ASTM B584: Este é um documento crucial para a engenharia geral, abrangendo fundições em areia de ligas de cobre para aplicações gerais. Enumera numerosas ligas comuns, incluindo bronzes de estanho, bronzes de estanho com chumbo, bronzes de estanho com alto teor de chumbo e bronzes de alumínio.

Normas para bronzes forjados
Os bronzes forjados são trabalhados mecanicamente até à sua forma final (por exemplo, laminados, estirados, extrudidos). Este processo melhora frequentemente as suas propriedades mecânicas. As normas comuns neste domínio são:
- ASTM B139/B139M: Esta norma aplica-se a varões, barras e formas de bronze fosforoso. Os bronzes fosforosos são conhecidos pela sua força, tenacidade e boa resistência ao desgaste.
- ASTM B150/B150M: Isto abrange o varão, a barra e as formas de bronze-alumínio. Estas ligas são excelentes pela sua elevada força e resistência à corrosão, particularmente em ambientes marinhos. Quando estamos a fazer
maquinagem cnc de bronzepara aplicações exigentes, são frequentemente considerados os materiais especificados na norma ASTM B150.
Informação chave numa norma ASTM Bronze
Então, o que é que se encontra exatamente quando se consulta uma destas especificações ASTM? São bastante pormenorizadas, e por uma boa razão. Normalmente, encontrará:
| Categoria de informação | Detalhes típicos abrangidos |
|---|---|
| Âmbito de aplicação | Tipos de ligas/números UNS, formas (peças fundidas, barras, chapas), aplicações |
| Documentos de referência | Outras normas ASTM para métodos de ensaio, etc. |
| Terminologia | Definições dos termos utilizados na norma |
| Informações para encomenda | O que especificar na compra |
| Composição química | Limites % para cada elemento de liga (por exemplo, Cu, Sn, Zn, Al, Pb) |
| Propriedades mecânicas | Requisitos de resistência à tração, limite de elasticidade, alongamento, dureza |
| Dimensões e tolerâncias | Variações admissíveis de tamanho e forma |
| Acabamento e aparência | Expectativas de qualidade para a superfície do material |
| Amostragem e ensaios | Procedimentos de recolha de amostras e realização de ensaios |
| Certificação | Requisitos para os relatórios de ensaio de materiais |
Compreender estas metalúrgico4 e detalhes dimensionais é vital. Na PTSMAKE, quando um cliente especifica um grau ASTM, utilizamos a norma para verificar as matérias-primas recebidas e assegurar que os nossos processos de fabrico estão em conformidade com quaisquer requisitos específicos, garantindo que as peças finais cumprem o desempenho pretendido no projeto. É uma parte crítica da nossa garantia de qualidade.
O que é equivalente ao C84400 Bronze?
Alguma vez teve dificuldade em encontrar um substituto perfeito para o bronze C84400 quando este não está disponível ou não é ideal para um aspeto específico do seu projeto? Encontrar esse equilíbrio pode ser complicado, não é?
Embora nenhuma liga ofereça uma correspondência idêntica exacta, o C83600 (SAE 40) é amplamente considerado como o equivalente funcional mais próximo do bronze C84400. Isto deve-se às suas composições químicas muito semelhantes, propriedades mecânicas comparáveis, boa maquinabilidade e resistência à corrosão.

O C84400, muitas vezes conhecido como latão semi-vermelho ou latão semi-vermelho com chumbo, é uma escolha popular para acessórios de canalização de uso geral, acessórios e válvulas de baixa pressão. O seu atrativo advém de uma boa combinação de resistência moderada, resistência à corrosão decente e excelente maquinabilidade, principalmente devido ao seu teor de chumbo. No entanto, surgem situações em que é necessária uma alternativa, talvez devido à disponibilidade, a requisitos regulamentares específicos (como limites de chumbo mais rigorosos nalgumas aplicações) ou a um desejo de caraterísticas de desempenho ligeiramente diferentes.
Compreender o principal concorrente: C83600 (SAE 40)
O C83600, também vulgarmente designado por bronze 85-5-5-5 (indicando a sua composição nominal de 85% Cobre, 5% Estanho, 5% Chumbo e 5% Zinco), está muito próximo do C84400. O caraterísticas metalúrgicas5 destas duas ligas são bastante semelhantes. Na PTSMAKE, quando os clientes procuram uma alternativa ao C84400 para maquinagem cnc de bronze aplicações, o C83600 é frequentemente a nossa primeira recomendação.
Eis uma comparação rápida com base em propriedades típicas:
| Imóveis | C84400 (típico) | C83600 (típico) |
|---|---|---|
| Cobre (Cu) | ~81% | ~85% |
| Estanho (Sn) | ~3% | ~5% |
| Chumbo (Pb) | ~7% | ~5% |
| Zinco (Zn) | ~9% | ~5% |
| Resistência à tração | 241 MPa (35 ksi) | 255 MPa (37 ksi) |
| Resistência ao escoamento | 117 MPa (17 ksi) | 124 MPa (18 ksi) |
| Classificação de maquinabilidade | 80 (latão de corte livre=100) | 90 (latão de corte livre=100) |
Como se pode ver nos nossos dados internos e nas normas da indústria, o C83600 oferece geralmente uma resistência ligeiramente superior e uma maquinabilidade ainda melhor. O menor teor de chumbo no C83600 também pode ser uma vantagem em regiões com regulamentos ambientais ou de saúde mais rigorosos.

Outras considerações e alternativas potenciais
Embora o C83600 seja o equivalente mais próximo, podem ser consideradas outras ligas, dependendo da propriedade mais crítica para a sua aplicação:
Se forem necessárias propriedades de suporte melhoradas:
- C93200 (bronze para rolamentos SAE 660): Esta liga tem um teor mais elevado de chumbo (normalmente 6-8%) e estanho (6,3-7,5%), o que a torna superior para aplicações de rolamentos e casquilhos em que a resistência ao desgaste e as propriedades anti-fricção são fundamentais. No entanto, a sua resistência mecânica global é comparável ou ligeiramente inferior à do C84400/C83600.
Se for necessária uma maior resistência (e se for possível sacrificar alguma maquinabilidade):
- C86300 (bronze manganês): Este oferece uma resistência à tração e ao escoamento significativamente mais elevada, mas é mais difícil de maquinar. Não é um equivalente direto, mas é um passo em frente na resistência, se necessário.
Nos meus mais de 15 anos na PTSMAKE, orientámos muitos clientes através destas nuances de seleção de materiais. A chave é identificar os requisitos de desempenho mais críticos. Por exemplo, se a estanquidade à pressão for a principal preocupação para um componente de canalização, tanto o C84400 como o C83600 têm um bom desempenho. Se se tratar de uma peça que irá sofrer cargas mais dinâmicas ou desgaste, podemos inclinar-nos para uma liga ligeiramente diferente depois de discutirmos as vantagens e desvantagens.

Em última análise, o "melhor" equivalente depende das exigências específicas da sua peça. O C83600 constitui um excelente ponto de partida e é frequentemente um substituto direto para muitas aplicações do C84400, especialmente quando a facilidade de maquinagem cnc de bronze é um fator.
Como é que a maquinagem CNC melhora a qualidade das peças de bronze?
Está a ter dificuldades em obter peças de bronze que cumpram consistentemente os seus padrões de qualidade? As variações e os defeitos estão a causar-lhe dores de cabeça e atrasos nos projectos?
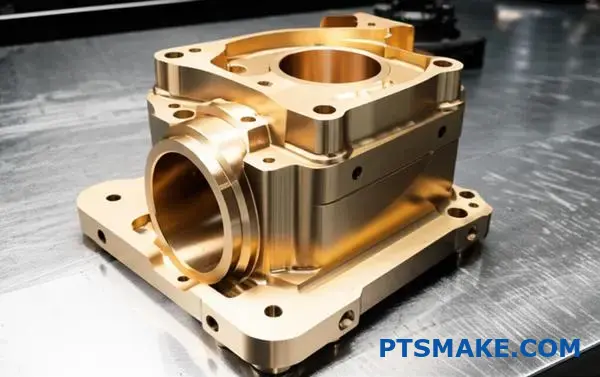
A maquinagem CNC melhora a qualidade das peças de bronze ao proporcionar uma precisão superior, uma repetibilidade consistente, excelentes acabamentos de superfície e a capacidade para geometrias complexas, tudo isto mantendo a integridade estrutural do material e minimizando os defeitos.

Quando falamos em fabricar peças de bronze de primeira qualidade, a maquinagem CNC (Controlo Numérico Computadorizado) destaca-se realmente. É um processo que traz um nível de refinamento e fiabilidade que os métodos mais antigos muitas vezes não conseguem igualar. Na PTSMAKE, confiamos fortemente na tecnologia CNC para fornecer a qualidade que os nossos clientes esperam para os seus componentes de bronze.
Precisão inigualável e tolerâncias apertadas
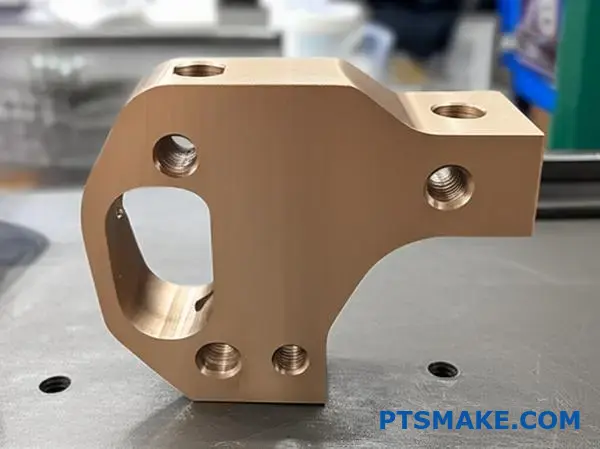
As máquinas CNC seguem planos digitais exactos. Isto significa que esculpem o bronze com uma precisão espantosa. Reduzem efetivamente o erro humano. Por isso, na PTSMAKE, atingimos consistentemente tolerâncias apertadas que os métodos manuais da velha guarda muitas vezes não conseguem alcançar.
Pense em fazer muitos casquilhos de bronze para uma grande montagem. Para este tipo de projectos, a maquinação CNC garante que cada peça é quase exatamente igual. Este tipo de consistência é uma grande vantagem para a qualidade quando se está a fazer maquinagem cnc de bronze.

Melhores acabamentos de superfície e formas complexas
Outra grande vantagem é o acabamento da superfície. As máquinas CNC podem tornar as peças de bronze muito lisas, logo à saída da máquina. Isto significa muitas vezes menos tempo, ou nenhum tempo, gasto no polimento posterior. Isto poupa tempo e dinheiro, que é algo que procuramos sempre nos nossos projectos.
Além disso, o CNC é fantástico para criar formas complexas. Utilizámo-la para criar algumas peças de bronze realmente detalhadas, quer para arte quer para trabalhos muito específicos. Tentar fazê-las com métodos mais antigos seria incrivelmente difícil, se não impossível.
Manter o bronze forte e utilizar menos material
A maquinagem CNC funciona através do corte cuidadoso do material. Esta forma controlada de trabalhar ajuda a proteger a força interior do bronze, a sua integridade metalúrgica6. Podemos ajustar o corte na medida certa para evitar demasiado stress ou calor. Isto é muito importante para alguns tipos de bronze que não gostam de ficar demasiado quentes.
Quando o comparamos com algo como a fundição tradicional, maquinagem cnc de bronze significa frequentemente menos falhas ocultas no interior da peça, como pequenas bolhas de ar. Assim, obtém-se uma peça mais forte e mais fiável. Além disso, ser tão preciso significa menos desperdício de bronze. Pelo que vimos no nosso trabalho no PTSMAKE, eis um rápido olhar sobre a sua comparação:
| Caraterística | Maquinação CNC de bronze | Bronze de fundição tradicional |
|---|---|---|
| Precisão | Muito elevado | Moderado a baixo |
| Acabamento da superfície | Excelente | Razoável a Bom (precisa de mais trabalho) |
| Complexidade | Alto (pormenores intrincados) | Moderado (formas mais simples) |
| Resíduos de materiais | Inferior (corte eficaz) | Superior (por exemplo, gates, sprues) |
| Defeitos internos | Raros | Potencial de porosidade |
Esta capacidade de aperfeiçoar todos os aspectos da peça de bronze, desde as suas dimensões à sua superfície, é a razão pela qual a maquinagem CNC é uma pedra angular do fabrico moderno de componentes de qualidade.
Que tolerâncias podem ser alcançadas no bronze maquinado por CNC?
Está a tentar obter dimensões ultra-precisas nos seus componentes de bronze? Já alguma vez descobriu que a natureza única das ligas de bronze faz com que atingir objectivos de tolerância exactos seja um pouco difícil?
Normalmente, a maquinação CNC pode atingir tolerâncias para peças de bronze que variam entre ±0,005 polegadas (±0,127 mm) e ±0,001 polegadas (±0,025 mm). Tolerâncias mais apertadas são frequentemente possíveis com equipamento especializado, controlo cuidadoso do processo e dependem da liga de bronze específica e da complexidade da peça.
Conseguir tolerâncias apertadas em bronze maquinado por CNC não é apenas uma questão de ter uma boa máquina; é uma combinação de factores. Com mais de 15 anos de experiência em fabrico de precisão, aprendi que compreender estas variáveis é a chave para o sucesso. Quando nós da PTSMAKE abordamos um projeto que envolve maquinagem cnc de bronzePara garantir que cumprimos, e muitas vezes excedemos, as especificações dos nossos clientes, consideramos vários aspectos críticos.
Principais factores que influenciam as tolerâncias de maquinagem do bronze
Vários elementos desempenham um papel crucial na determinação da precisão final de uma peça de bronze. A sua correta aplicação é fundamental.
O papel da seleção da liga de bronze
Nem todas as ligas de bronze são criadas da mesma forma quando se trata de manter tolerâncias apertadas. Algumas, como os bronzes com chumbo (por exemplo, C93200), são apreciadas pela sua maquinabilidade, o que pode contribuir para um melhor controlo dimensional. Outros, como os bronzes-alumínio (por exemplo, C95400), são mais fortes e mais resistentes ao desgaste, mas podem ser mais difíceis de maquinar até limites extremamente finos devido à sua dureza. A estabilidade inerente da liga e a forma como reage às forças de corte são importantes.

Capacidades de máquinas CNC e ferramentas
A qualidade e o estado da própria máquina CNC são fundamentais. Uma máquina bem conservada com fusos de alta qualidade, folga mínima e construção robusta produzirá inerentemente peças mais precisas. Ferramentas de corte afiadas e apropriadas, concebidas para o bronze, juntamente com avanços e velocidades optimizados, reduzem as forças de corte e a deflexão da ferramenta, conduzindo a um melhor controlo das tolerâncias. Em projectos anteriores na PTSMAKE, observámos melhorias significativas através da simples seleção da geometria ideal da ferramenta para um tipo específico de bronze.
Conceção de peças e complexidade geométrica
A conceção da própria peça influencia fortemente as tolerâncias que podem ser alcançadas. Caraterísticas como paredes muito finas, cavidades profundas e estreitas ou geometrias internas complexas podem ser um desafio. As secções finas podem deformar-se sob pressão de corte, enquanto as cavidades profundas podem dificultar a evacuação das aparas, afectando potencialmente o acabamento e a precisão da superfície.
Considerações térmicas na maquinagem do bronze
As ligas de bronze, como todos os metais, expandem-se e contraem-se com as mudanças de temperatura. O Coeficiente de expansão térmica7 (CTE) varia entre diferentes ligas de bronze. Durante a maquinagem, é gerado calor que, se não for gerido corretamente com refrigerantes e parâmetros de corte adequados, pode provocar a expansão da peça de trabalho. Esta expansão, se não for tida em conta, significa que a peça pode estar fora de tolerância quando arrefecer até à temperatura ambiente. Aprendemos, através de um cuidadoso desenvolvimento de processos, a atenuar eficazmente estes efeitos térmicos.
Tolerâncias padrão vs. tolerâncias de precisão para bronze maquinado em CNC
Embora existam orientações gerais, a tolerância "alcançável" é frequentemente específica do projeto.
| Classe de tolerância | Gama típica (polegadas) | Gama típica (mm) | Notas |
|---|---|---|---|
| Padrão | ±0.005" - ±0.010" | ±0,127 mm - ±0,254 mm | Adequado para muitas aplicações gerais. |
| Precisão | ±0.001" - ±0.004" | ±0,025 mm - ±0,102 mm | Requer uma configuração cuidadosa, boas ferramentas e controlo do processo. |
| Alta precisão | < ±0.001" | < ±0,025 mm | Envolve frequentemente máquinas, ambientes e técnicas especializadas. |
Alcançar estes valores de alta precisão, especialmente abaixo de ±0,001 polegadas, requer frequentemente operações secundárias como retificação ou lapidação, particularmente se a liga de bronze for mais difícil de maquinar. No entanto, para muitos maquinagem cnc de bronze A gama de precisão das aplicações de precisão está bem dentro das capacidades dos centros CNC modernos quando operados com perícia. Na PTSMAKE, discutimos sempre os requisitos de tolerância antecipadamente para alinhar as expectativas e garantir que a estratégia de fabrico é optimizada para as necessidades do cliente.
Quais são as limitações da utilização do bronze na maquinagem CNC?
Pensa que o bronze é a solução perfeita para todos os trabalhos CNC? O facto de não ter em conta as suas desvantagens específicas pode levar a obstáculos inesperados na conceção ou produção dos seus componentes?
As principais limitações incluem o seu custo de material relativamente mais elevado em comparação com alguns aços ou alumínios, uma relação resistência/peso inferior à de certas alternativas e a possibilidade de escoriação com algumas ligas se os parâmetros de maquinação não forem optimizados. Tipos específicos de bronze também têm aplicações especializadas, não universais.

Embora o bronze ofereça muitas vantagens para componentes maquinados em CNC, nem sempre é a escolha de material perfeita para todas as situações. Compreender as suas limitações é tão importante como conhecer os seus pontos fortes. Na PTSMAKE, acreditamos em fornecer uma visão equilibrada para o ajudar a tomar as melhores decisões para os seus projectos.
Considerações sobre os custos
Uma das principais limitações pode ser o custo inicial do material.
Preço da matéria-prima
Geralmente, as ligas de bronze tendem a ser mais caras por libra ou quilograma do que muitos tipos comuns de aço ou alumínio. Esta diferença pode ser significativa, especialmente no caso de peças de maiores dimensões ou de produções de grande volume. Este é um fator que discutimos sempre com os clientes quando exploramos as opções de materiais.
Maquinabilidade de certas ligas
Embora muitas ligas de bronze sejam conhecidas pela sua boa ou excelente maquinabilidade, alguns bronzes de alta resistência ou especializados (como certos bronzes de alumínio ou bronzes de manganês) podem ser mais duros e mais abrasivos para as ferramentas de corte. Isto pode levar a velocidades de maquinagem ligeiramente mais lentas ou a um maior desgaste da ferramenta, o que pode aumentar gradualmente o custo global de maquinagem cnc de bronze peças.

Relação força/peso
Quando a eficiência estrutural é fundamental, o bronze pode nem sempre ser o melhor candidato.
Comparação com alternativas
Embora as ligas de bronze ofereçam uma boa resistência, materiais como ligas de aço tratadas termicamente ou certas ligas de alumínio podem proporcionar uma relação resistência/peso superior. Se minimizar o peso do componente e maximizar a resistência for um fator crítico de conceção, as alternativas poderão ser mais adequadas.
Eis uma comparação muito geral:
| Caraterística | Bronze (típico) | Aço (carbono/ligas) | Alumínio (liga) |
|---|---|---|---|
| Densidade (aprox.) | Mais alto | Mais alto | Inferior |
| Resistência (típica) | Moderado a elevado | Elevado a muito elevado | Moderado a elevado |
| Resistência ao peso | Inferior | Moderado a elevado | Mais alto |
Esta é uma visão simplificada, claro, uma vez que as ligas específicas de cada categoria variam muito.
Liga específica e desafios de processamento
Certas ligas de bronze têm o seu próprio conjunto de considerações.
Gripagem e desgaste
Algumas ligas de bronze, particularmente as de menor dureza ou certas composições, podem ser propensas a escoriações ou a uma suscetibilidade a soldadura a frio8 quando em contacto deslizante com outros metais, incluindo ferramentas de corte, se não forem geridas. Isto requer uma seleção cuidadosa dos parâmetros de corte, dos revestimentos das ferramentas e dos líquidos de refrigeração. A nossa experiência no PTSMAKE em projectos anteriores demonstrou que as configurações optimizadas atenuam esta situação de forma eficaz.
Nuances ambientais e de aplicação
Os bronzes com chumbo, embora ofereçam uma excelente maquinabilidade, enfrentam restrições crescentes em determinadas aplicações (como sistemas de água potável ou produtos compatíveis com RoHS) devido a preocupações ambientais e de saúde relativamente ao chumbo. Além disso, nem todas as ligas de bronze são adequadas para todos os ambientes; por exemplo, algumas podem não ter um bom desempenho em exposições químicas altamente ácidas ou específicas, onde os aços inoxidáveis especializados podem ser excelentes. Trata-se de fazer corresponder o bronze certo ao trabalho certo, um princípio que seguimos à risca.
Explore o desempenho de ligas de bronze específicas na maquinagem CNC, afectando a velocidade, a vida útil da ferramenta e a qualidade do acabamento. ↩
Saiba mais sobre como selecionar a liga de bronze certa para as suas necessidades e aplicações específicas de maquinagem CNC. ↩
Compreender como este parâmetro de ensaio específico influencia diretamente a adequação do material a diversas necessidades de engenharia. ↩
Descubra porque é que estes detalhes metalúrgicos são vitais para a seleção e qualidade do material. ↩
Explore a forma como estas estruturas internas determinam a resistência, a ductilidade e a maquinabilidade do material. ↩
Saiba como a estrutura do material afecta o desempenho e a durabilidade das peças. ↩
Compreender como esta propriedade do material afecta criticamente a precisão durante e após a maquinação de componentes de bronze. ↩
Saiba mais sobre este processo de adesão fundamental para compreender a compatibilidade dos materiais na maquinagem. ↩






