

A fundição injectada a alta pressão parece simples até se enfrentar desafios reais de produção. Lida com defeitos complexos, tempos de ciclo imprevisíveis e problemas de qualidade que custam milhares em desperdícios e atrasos.
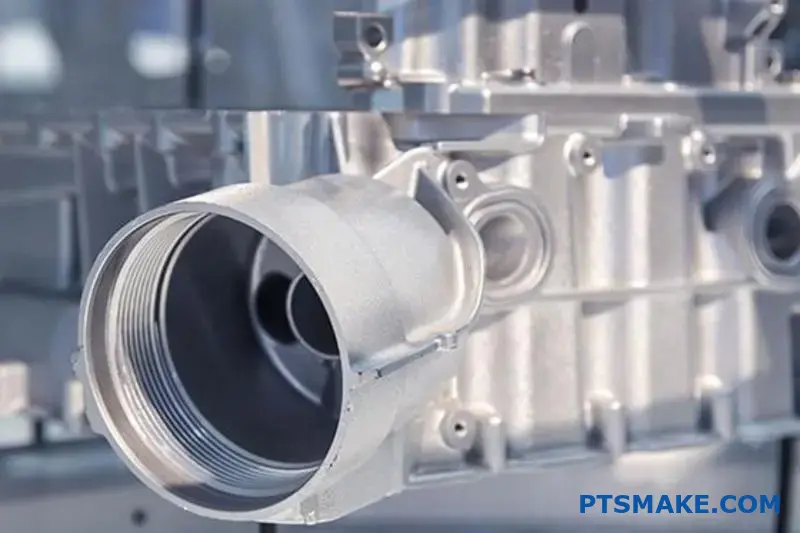
A fundição sob pressão é um processo de formação de metal que injecta metal fundido em matrizes de aço sob pressão extrema (tipicamente 1.500-30.000 psi), criando peças precisas, quase em forma líquida, com excelente acabamento superficial e precisão dimensional.
Já trabalhei com fabricantes que se debatem diariamente com estas mesmas questões. Este guia abrange os conhecimentos práticos de que necessita para resolver problemas, otimizar processos e tomar decisões baseadas em dados que melhorem os resultados da sua produção.
Qual é o princípio fundamental da fundição injectada a alta pressão?
O princípio fundamental está mesmo no nome: alta pressão. Não se trata apenas de encher um molde. Trata-se de injetar metal fundido com imensa força e velocidade.
Esta ação fundamental distingue-o de todos os outros métodos de fundição. É a diferença entre despejar e disparar.
O poder da pressão
A alta pressão força o metal em cada pequeno pormenor da cavidade do molde. Isto garante que a peça final corresponda ao desenho com uma precisão incrível, criando uma peça de "forma líquida".
Velocidade e estrutura
A injeção rápida também leva a um arrefecimento rápido. Isto cria uma microestrutura de grão fino no material, o que aumenta significativamente a sua resistência e durabilidade.
| Caraterística | Fundição injectada a alta pressão | Outros métodos |
|---|---|---|
| Velocidade de injeção | Extremamente elevado | Baixo a médio |
| Pressão | 10-200 MPa | Gravidade / Baixa |
| Forma final | Forma da rede | Forma quase líquida |
| Estrutura do grão | Fino e denso | Mais grosso |

Desempacotar o processo
O fator determinante é a velocidade a que o metal fundido entra na matriz. Estamos a falar de velocidades que podem ultrapassar os 100 metros por segundo. Esta velocidade, combinada com uma pressão intensa, é crucial.
Pense da seguinte forma. A fundição por gravidade é como deitar água suavemente num copo. A fundição sob pressão é como utilizar uma mangueira de incêndio para encher esse mesmo copo numa fração de segundo. A turbulência é controlada para garantir o enchimento completo.
Porque é que isto é importante
Este processo minimiza os defeitos. A alta pressão comprime o metal, reduzindo drasticamente a porosidade. O ar não tem tempo ou espaço para ficar preso. O resultado é um componente sólido, denso e fiável.
No nosso trabalho no PTSMAKE, vimos como isto afecta diretamente o desempenho em aplicações críticas. Não se trata apenas de criar uma forma; trata-se de criar uma estrutura de material superior de dentro para fora. A rápida Taxa de solidificação1 é fundamental para o conseguir.
Comparação das pressões de fundição
| Método de fundição | Gama de pressão típica | Aplicação primária |
|---|---|---|
| Alta pressão | 10 - 200 MPa | Peças complexas e de paredes finas |
| Baixa pressão | 0,02 - 0,1 MPa | Peças simétricas (por exemplo, rodas) |
| Fundição por gravidade | Atmosférico | Peças simples e grandes |
Esta comparação mostra porque é que a fundição injectada a alta pressão é a opção ideal para componentes complexos e precisos.
O princípio fundamental da fundição injectada a alta pressão é a utilização de velocidade e força extremas. Este método injecta metal fundido para criar peças fortes, precisas, em forma de rede e com uma estrutura de grão fino. É fundamentalmente diferente dos métodos de fundição mais lentos e de baixa pressão.
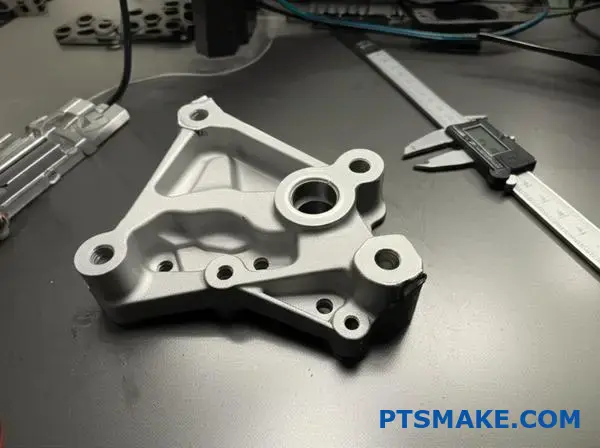
O que é que define fundamentalmente uma ‘boa’ fundição injectada a alta pressão?
Uma boa fundição injectada a alta pressão não é apenas uma questão de aparência. É fundamentalmente definida por um trio de atributos-chave. Atingir a excelência nestas áreas é a verdadeira medida da qualidade.
Os pilares de uma fundição de qualidade
Precisão dimensional
Isto significa que a peça atinge a sua "forma líquida" final diretamente a partir do molde. Requer um mínimo ou nenhuma maquinação secundária. Isto poupa tempo e custos.
Integridade mecânica
Trata-se do que está no interior. Uma boa peça fundida tem pouca porosidade. Isto garante que a peça é forte e fiável sob tensão.
Acabamento da superfície
Uma superfície lisa e consistente é crucial. É importante para a estética e para as peças que requerem selagem ou revestimento.
Estas qualidades não acontecem por acaso. São o resultado direto do domínio dos princípios fundamentais do processo.
| Atributo | Porque é que é importante |
|---|---|
| Precisão dimensional | Reduz os custos de pós-processamento e assegura uma montagem correta. |
| Integridade mecânica | Garante a resistência, a durabilidade e a segurança de utilização da peça. |
| Acabamento da superfície | Melhora a aparência e o desempenho funcional. |

Conseguir estes atributos é um ato de equilíbrio delicado. Tudo se resume ao controlo preciso da pressão, da temperatura e da velocidade do metal fundido. Pense neles como as três alavancas que accionamos para obter o resultado perfeito. Se uma delas estiver desligada, toda a peça pode ficar comprometida.
O Triângulo de Controlo: Pressão, temperatura e velocidade
Dominar a velocidade e a pressão de injeção
A velocidade a que injectamos o metal é crítica. Demasiado lenta, e o metal pode solidificar antes de preencher a cavidade, causando defeitos. Demasiado rápido, corremos o risco de prender o ar, o que cria porosidade de gás. A fase de pressão final compacta o metal, minimizando a contração.
O papel da temperatura
Temos de gerir as temperaturas do metal fundido e do molde. As temperaturas corretas garantem que a liga flui suavemente em todos os detalhes do molde. Um controlo inadequado pode levar a tensões, fissuras ou fragilidades compostos intermetálicos2 que enfraquecem o componente final. Este é um ponto de falha comum.
Nos nossos projectos no PTSMAKE, vemos frequentemente como um pequeno desvio nestes parâmetros conduz a problemas de qualidade significativos. É um jogo de precisão.
| Desequilíbrio de variáveis | Potencial defeito de fundição |
|---|---|
| Velocidade de injeção excessiva | Porosidade do gás, intermitência |
| Baixa temperatura do metal/molde | Frio desliga, falha |
| Pressão final insuficiente | Encolhimento Porosidade, afundamentos |
Essencialmente, uma peça fundida de qualidade superior é definida pela sua exatidão, solidez interna e qualidade da superfície. Estes resultados não são acidentais; resultam diretamente do controlo especializado da pressão de injeção, da temperatura e da velocidade ao longo do processo de fundição a alta pressão.
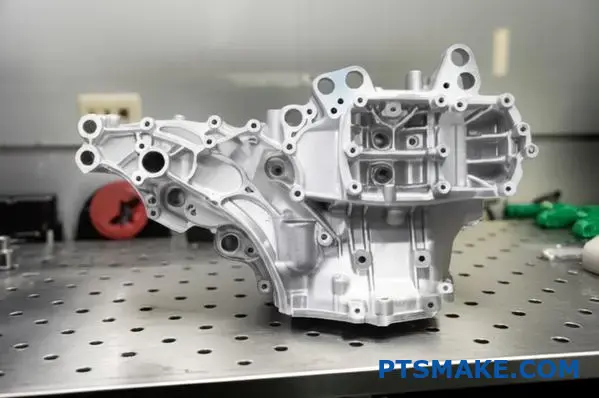
Quais são as principais fases de um ciclo completo de HPDC?
O processo de fundição injectada a alta pressão é uma sequência precisa. Cada etapa baseia-se diretamente na anterior. Saltar ou apressar uma etapa pode comprometer todo o lote.
Pense nisso como uma dança bem coreografada. Começa com a preparação do material e do molde.
Os primeiros passos: A preparação é fundamental
Primeiro, fundimos a liga metálica em bruto. É aquecida até atingir um estado fundido específico. De seguida, o metal líquido é transferido para a máquina.
Ao mesmo tempo, o molde da matriz é preparado. É pulverizado um lubrificante nas superfícies do molde. Isto ajuda a controlar a temperatura e assegura que a peça final se liberta facilmente.
| Estágio | Objetivo |
|---|---|
| Fusão e transferência | Preparar a liga metálica para injeção. |
| Preparação da matriz | Arrefecer, lubrificar e limpar o molde. |

O ciclo do núcleo: Do líquido ao sólido
Uma vez fechado o molde, inicia-se a fase de injeção. O metal fundido é forçado a entrar na cavidade da matriz sob uma pressão imensa. Isto acontece em duas fases: uma injeção lenta para encher a "manga de injeção", seguida de um êmbolo de alta velocidade. Esta velocidade é fundamental para criar peças pormenorizadas e de paredes finas.
O metal arrefece e solidifica no interior da matriz. O controlo deste processo de arrefecimento é essencial. Uma má gestão da temperatura pode introduzir defeitos internos como porosidade3, o que enfraquece o componente final. Na PTSMAKE, concentramo-nos fortemente na gestão térmica para garantir a integridade da peça.
Após a solidificação, a matriz abre-se e os pinos ejectores empurram a peça fundida para fora. A peça pode então ser arrefecida num banho líquido. Este arrefecimento rápido permite obter as propriedades mecânicas desejadas.
Acabamento da peça
A fase final é o corte. O material em excesso, tal como as corrediças, as portas e qualquer brilho, é removido da peça fundida. Isto pode ser feito utilizando um molde de corte ou outros métodos mecânicos. Agora, a peça está completa.
| Estágio | Objetivo |
|---|---|
| Injeção | Encher a cavidade do molde com metal fundido. |
| Arrefecimento | Deixar o metal solidificar na forma da peça. |
| Ejeção | Retirar a peça de fundição solidificada do molde. |
| Têmpera | Arrefecer rapidamente a peça para melhorar as propriedades. |
| Aparar | Retirar o material em excesso da peça final. |
Desde a fusão do metal bruto até ao corte da peça final, cada fase do ciclo HPDC é vital. O controlo preciso ao longo desta sequência garante que o componente final cumpre todas as especificações de resistência, acabamento e precisão dimensional.
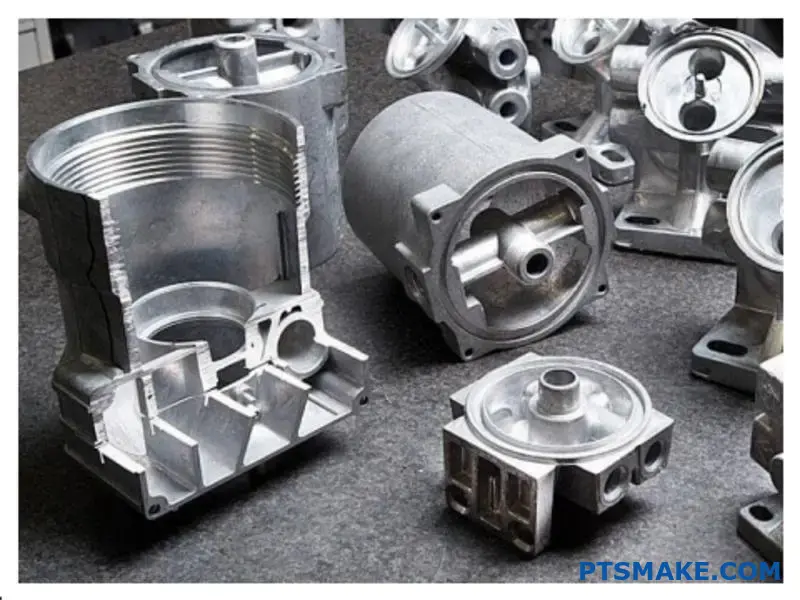
Quais são as famílias mais comuns de ligas de fundição sob pressão?
Na fundição injectada a alta pressão, a escolha da liga é fundamental. Ela define as propriedades finais da peça. As três principais famílias são o alumínio, o zinco e o magnésio. Cada uma oferece uma mistura única de caraterísticas.
Isto torna-os adequados para diferentes aplicações. Na PTSMAKE, orientamos os clientes para o melhor ajuste. Vejamos as suas principais caraterísticas.
| Família Alloy | Caraterísticas principais | Utilização comum |
|---|---|---|
| Alumínio | Leve e resistente | Peças para automóveis |
| Zinco | Alta ductilidade e acabamento | Hardware, Eletrónica |
| Magnésio | Ultra-leve | Aeroespacial, Portáteis |
Esta tabela fornece uma visão geral rápida. Podemos agora explorá-los com mais pormenor para compreender as suas aplicações práticas.

Ligas de alumínio
O alumínio é o cavalo de batalha da fundição injectada. Oferece uma excelente combinação de resistência e baixo peso. A sua resistência à corrosão é também bastante boa para muitos ambientes, tornando-o versátil.
Propriedades principais
O mais comum é o A380. A sua temperatura de fundição é de cerca de 660°C. Esta temperatura elevada afecta a vida útil das ferramentas. Compreender as caraterísticas da liga ponto eutéctico4 é crucial para controlar a solidificação e a estrutura final do grão para um desempenho ótimo da peça.
Ligas de zinco
As ligas de zinco, como o ZAMAK 3, são conhecidas pela sua fluidez. Isto permite paredes finas e pormenores intrincados. São fundidas a temperaturas mais baixas, cerca de 420°C, o que constitui uma vantagem significativa.
Pontos fortes e pontos fracos
Esta temperatura mais baixa significa uma vida útil mais longa da matriz, um custo-benefício que discutimos frequentemente com os clientes no PTSMAKE. O zinco tem uma excelente resistência, mas é mais pesado do que o alumínio. A sua resistência à corrosão é moderada sem acabamento secundário.
Ligas de magnésio
O magnésio é o metal estrutural mais leve disponível para fundição injectada. A sua relação resistência/peso é extraordinária. É perfeito para aplicações em que cada grama conta, como na indústria aeroespacial ou na eletrónica de ponta.
Considerações sobre a fundição
A sua temperatura de fundição é semelhante à do alumínio. No entanto, o magnésio requer um manuseamento especial devido à sua reatividade. Os protocolos de segurança adequados para a fundição de magnésio a alta pressão não são negociáveis nas nossas instalações.
| Caraterística | Alumínio (A380) | Zinco (ZAMAK 3) | Magnésio (AZ91D) |
|---|---|---|---|
| Temperatura de fundição (°C) | ~660 | ~420 | ~650 |
| Resistência ao peso | Excelente | Bom | Superior |
| Resistência à corrosão | Bom | Moderado | Razoável (necessita de revestimento) |
A escolha da liga correta é um compromisso. O alumínio oferece equilíbrio, o zinco fornece detalhes e acabamentos, enquanto o magnésio proporciona o melhor desempenho em termos de leveza. As necessidades específicas do seu projeto em termos de resistência, peso e ambiente determinarão a escolha do material ideal.
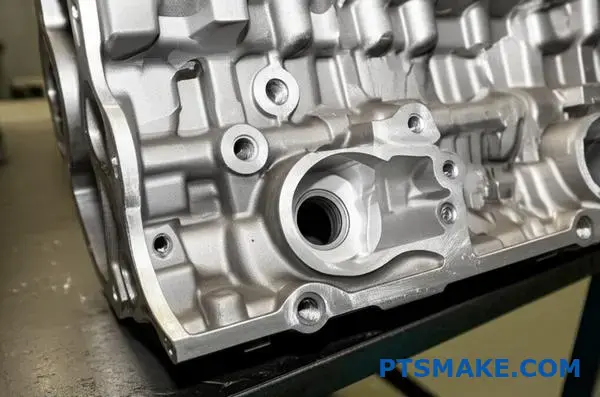
Quais são as operações típicas de pós-fundição e as suas finalidades?
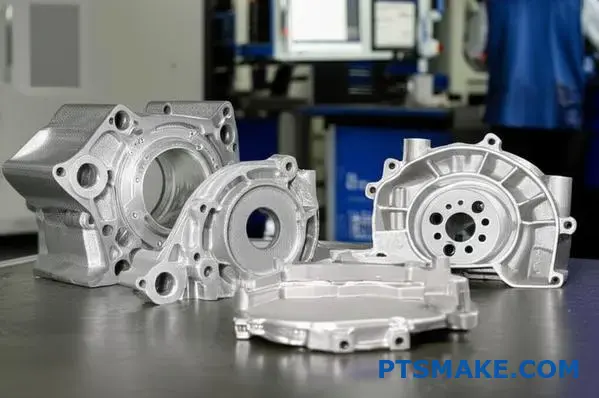
Uma peça de fundição em bruto raramente é o produto final. As operações de pós-fundição são etapas essenciais. Elas refinam a peça, tornando-a pronta para a sua aplicação final.
Estes processos garantem que a peça cumpre as especificações do projeto. Vão desde a simples limpeza até à maquinação de alta precisão.
Processos a jusante comuns
Cada operação tem um objetivo específico e crucial. Trabalham em conjunto para criar o componente final.
| Funcionamento | Objetivo primário |
|---|---|
| Aparar | Remover o excesso de material indesejado |
| Jateamento | Limpeza e preparação da superfície |
| Maquinação | Atingir tolerâncias críticas e apertadas |
| Acabamento | Acrescentar proteção e melhorar a estética |
Porque é que cada passo não é negociável
Os processos de pós-fundição não são opcionais. São parte integrante do fabrico de uma peça fiável. Saltar um passo pode comprometer a integridade e a função da peça.
Do bruto ao pronto: Aparar e jatear
O corte é o primeiro passo. Retira o excesso de material, como rebarbas, ranhuras e portões deixados pelo processo de fundição. Isto é crucial para um ajuste correto e segurança.
Segue-se a granalhagem. Utiliza meios abrasivos para limpar a superfície da peça. Isto remove quaisquer incrustações ou óxidos. Também cria uma textura uniforme, que é uma base ideal para a pintura ou o revestimento.
O passo da precisão: Maquinação CNC
É aqui que nós, no PTSMAKE, acrescentamos frequentemente um valor significativo. Enquanto um processo como fundição injectada a alta pressão é muito preciso, a maquinagem é necessária para caraterísticas com as tolerâncias mais apertadas.
Isto inclui orifícios roscados, superfícies de contacto e ranhuras de anéis em O. A maquinagem assegura que estas caraterísticas críticas são perfeitamente dimensionadas. Por vezes, pode revelar porosidade do subsolo5, que é vital para a identificação de peças de elevado desempenho.
O toque final: Operações de acabamento
O acabamento é a fase final. Protege a peça e confere-lhe o aspeto desejado. A escolha depende do ambiente de aplicação e dos requisitos estéticos.
| Tipo de acabamento | Benefício chave | Aplicação típica |
|---|---|---|
| Revestimento em pó | Alta durabilidade, escolha da cor | Peças para automóveis, caixas de proteção |
| Pintura | Estética versátil, baixo custo | Eletrónica de consumo |
| Anodização | Resistência à corrosão e ao desgaste | Aeroespacial, dispositivos médicos |
As operações de pós-fundição transformam uma fundição em bruto num componente acabado e funcional. Estas etapas essenciais, desde o corte e a granalhagem até à maquinação de precisão e ao revestimento final, garantem que a peça cumpre todas as especificações de desempenho, ajuste e aspeto.
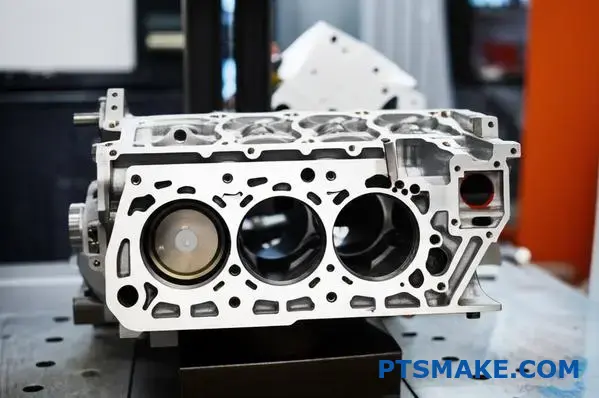
Como é que se resolve sistematicamente o problema da porosidade numa peça fundida?
Quando a porosidade aparece, não se deve adivinhar. É fundamental adotar uma abordagem sistemática. O primeiro passo é sempre a identificação. Trata-se de porosidade de gás ou de retração? Este diagnóstico inicial dita todo o caminho de resolução de problemas, poupando-lhe tempo e recursos.
Esta simples distinção ajuda-o a concentrar-se. Pode reduzir imediatamente as causas potenciais. Evita que se ajustem os parâmetros errados.
Um fluxograma lógico começa com esta pergunta.
| Tipo de porosidade | Pergunta-chave | Próxima etapa |
|---|---|---|
| Gás | Os poros são lisos e esféricos? | Investigar as fontes de gás |
| Retração | Os poros são irregulares e angulosos? | Analisar a solidificação e a alimentação |
Uma vez identificado o tipo, é possível seguir um caminho lógico até à causa principal. Este método estruturado é essencial, especialmente em processos complexos como a fundição injectada a alta pressão. Vamos decompor os dois ramos principais do nosso fluxograma de resolução de problemas.
Resolução de problemas de porosidade do gás
A porosidade do gás provém do ar preso ou do gás libertado do metal fundido. A chave é descobrir de onde vem o gás e porque não está a sair. A sua investigação deve centrar-se no fluxo e na ventilação.
| Causa potencial | Ação corretiva |
|---|---|
| Ventilação inadequada | Acrescentar ou aumentar os respiradouros; assegurar que os respiradouros estão limpos. |
| Turbulência elevada | Ajustar a velocidade do portão para promover o fluxo laminar. |
| Excesso de lubrificante | Otimizar o ciclo e a quantidade de pulverização; utilizar um agente desmoldante de alta qualidade. |
| Humidade no metal/chapéu | Assegurar que o material de carga está seco e pré-aquecer corretamente as conchas. |
Resolução de problemas de porosidade de retração
A porosidade de contração é um défice de volume. Ocorre quando o metal líquido não consegue alimentar uma secção que está a solidificar. Isto ocorre frequentemente em secções mais espessas ou em áreas isoladas da porta. A pressão adequada e a gestão térmica são vitais. Isto impede a alimentação adequada à medida que o metal solidifica, levando frequentemente a dendrítico6 vazios.
| Causa potencial | Ação corretiva |
|---|---|
| Baixa pressão de intensificação | Aumentar a pressão da fase final para alimentar a peça fundida. |
| Alimentação inadequada | Redesenhar o corredor e o portão para alimentar as secções grossas em último lugar. |
| Geometria da peça (pontos quentes) | Modificar o desenho da peça para obter uma espessura de parede uniforme. |
| Arrefecimento incorreto | Adicionar linhas de arrefecimento perto de pontos quentes ou ajustar o tempo de ciclo. |
Este fluxograma simplifica a resolução de problemas. Ao identificar primeiro o tipo de porosidade, pode abordar sistematicamente as causas potenciais. Esta abordagem direcionada poupa tempo e reduz o desperdício, conduzindo sempre a peças consistentes e de alta qualidade.
Como é que se pode reduzir o tempo de ciclo sem sacrificar a qualidade da peça?
Uma abordagem equilibrada é crucial neste domínio. Reduzir o tempo de ciclo não se trata de uma única solução mágica. É necessário analisar todo o processo.
Temos de analisar cuidadosamente cada passo. O objetivo é a melhoria sem compromissos.
Uma estratégia de otimização multifacetada
Concentramo-nos em várias áreas-chave. Estas incluem o tempo de pulverização da matriz e a eficiência do arrefecimento. Também optimizamos os percursos de automatização dos robôs.
Principais domínios a melhorar
Cada área oferece poupanças de tempo significativas. Mas a qualidade é sempre a nossa principal prioridade. No PTSMAKE, este é o nosso princípio fundamental.
| Fase do processo | Potencial de poupança de tempo |
|---|---|
| Otimização da pulverização da matriz | 1-3 segundos |
| Arrefecimento melhorado da matriz | 2-5 segundos |
| Afinação de trajectórias robóticas | 1-2 segundos |
Analisar as vantagens e desvantagens críticas
Cada ajuste envolve um compromisso. Por exemplo, reduzir a pulverização da matriz poupa tempo. No entanto, pode também acelerar o desgaste da matriz. Isto leva a custos mais elevados a longo prazo. Temos de encontrar o equilíbrio ideal.
Melhorar a eficiência da refrigeração da matriz
O arrefecimento mais rápido é um objetivo primordial. Reduz diretamente o tempo de solidificação. Isto é especialmente crítico na fundição injectada a alta pressão. Precisamos que o material atinja equilíbrio termodinâmico7 rapidamente, mas de forma uniforme.
No nosso trabalho, sugerimos frequentemente canais de arrefecimento conformes. Estes seguem o contorno da peça. Isto garante uma extração de calor mais rápida e uniforme. Evita defeitos nas peças, como deformações.
Automação de robôs de ajuste fino
As trajectórias dos robôs são frequentemente ignoradas. Uma trajetória normal pode ter movimentos bruscos. Analisamos e suavizamos estas trajectórias.
A redução de milissegundos em cada movimento é significativa numa produção. Um percurso direto e fluido é sempre mais rápido.
| Técnica | Método tradicional | Abordagem optimizada |
|---|---|---|
| Arrefecimento da matriz | Tubos de arrefecimento com furação reta | Canais de arrefecimento conformes |
| Trajetória do robô | Deslocações lineares ponto a ponto | Trajectórias de arco contínuas e suavizadas |
| Matriz em spray | Pulverização de duração fixa | Aplicação variável e direcionada |
Uma estratégia bem sucedida integra spray de matriz optimizado, refrigeração avançada e automação refinada. Esta visão holística reduz o tempo de ciclo, mantendo a qualidade da peça e protegendo a vida útil da ferramenta, criando um processo de fabrico mais eficiente e fiável do início ao fim.
Analisar um caso de um defeito de bolha recorrente numa peça fundida.
Um cliente deparou-se recentemente com um problema persistente. Apareceram bolhas na superfície da sua peça fundida após a pintura. Este é um clássico quebra-cabeças de fabrico.
O desafio é identificar a causa exacta. Terá sido gás retido no processo de fundição? Ou talvez excesso de lubrificante? Pode até ser humidade oculta.
Desenvolvemos um plano claro para investigar. Esta abordagem ajuda a evitar conjecturas. Elimina sistematicamente as possibilidades para encontrar a verdadeira causa principal.
Um plano de investigação passo a passo
O nosso primeiro passo é sempre uma verificação visual minuciosa. Examinamos o tamanho, a forma e a localização das bolhas na peça. Isto dá-nos as primeiras pistas.
De seguida, mergulhamos nos dados do processo. Uma pequena alteração nos parâmetros pode ter um grande impacto. Isto é especialmente verdadeiro num processo como a fundição sob pressão.
Revisão dos parâmetros do processo
Verificamos tudo, desde a velocidade de injeção à temperatura da matriz. Comparamos as definições dos bons lotes com as dos maus. Os dados contam frequentemente uma história.
Distinguir as causas potenciais
Para o reduzir, procuramos sinais específicos. Cada causa deixa uma impressão digital diferente. Por exemplo, oculto porosidade8 é uma fonte comum de bolhas relacionadas com o gás que aparecem após o aquecimento ou a pintura.
Eis uma repartição simples que utilizamos no PTSMAKE:
| Origem do defeito | Aspeto típico da bolha | Localização |
|---|---|---|
| Gás retido | Liso, redondo, frequentemente brilhante no interior | Secções mais grossas ou as últimas a serem preenchidas |
| Problema com o lubrificante | Forma irregular, pode ter resíduos | Perto de pinos ejectores, áreas complexas |
| Humidade | Varia, pode ser pequeno e numeroso | Pode estar em qualquer ponto da superfície |
Por fim, podemos seccionar uma peça defeituosa. A observação ao microscópio fornece uma prova definitiva. Isto confirma se existem bolsas de gás logo abaixo da superfície.
Este plano sistemático é fundamental. Vai para além das suposições. Através de uma inspeção cuidadosa, da análise de dados e da comparação de provas, podemos identificar com confiança a causa principal da formação de bolhas. Isto assegura que a correção correta é aplicada, prevenindo futuras recorrências.
Como efetuar uma análise de custos de um trabalho de casting?
A verdadeira redução de custos não tem a ver com a compressão das margens dos fornecedores. Trata-se de criar um processo mais eficiente. Os princípios comerciais inteligentes devem orientar as decisões técnicas.
Na fundição injectada a alta pressão, concentramo-nos em quatro factores de custo principais. Estas são as áreas em que pequenas alterações técnicas podem ter um grande impacto financeiro.
A melhoria destes factores conduz a poupanças sustentáveis. É uma situação em que todos ganham, tanto o cliente como o fabricante.
Vejamos os principais domínios de análise.
| Fator de custo | Impacto primário |
|---|---|
| Rendimento do metal | Resíduos de materiais |
| Tempo de ciclo | Eficiência da máquina e da mão de obra |
| Morre a vida | Amortização de ferramentas |
| Consumo de energia | Custos gerais |
A sua otimização é fundamental para uma estratégia de redução de custos bem sucedida.
Para reduzir verdadeiramente os custos, é necessário aprofundar os pormenores técnicos. Trata-se de tornar o próprio processo mais barato, e não apenas de comprar materiais mais baratos. Na PTSMAKE, trabalhamos em parceria com os clientes para analisar estas áreas.
Otimização do rendimento do metal
Um custo importante é a matéria-prima que não acaba na peça final. Concentramo-nos fortemente na conceção dos canais e das comportas. Utilizando software de simulação de fluxo, podemos frequentemente reduzir o material no sistema de canais em 10-15%, o que representa uma poupança direta.
Reduzir o tempo de ciclo
Ciclos mais rápidos significam maior produção e custos mais baixos por peça. Analisamos os canais de arrefecimento da matriz para garantir um arrefecimento rápido e uniforme. Também optimizamos os percursos de extração dos robôs e as aplicações de pulverização da matriz. Cada segundo poupado é muito importante num ciclo de produção.
Prolongamento da vida útil da matriz
As ferramentas são um grande investimento. Quanto maior for a duração de uma matriz, menor será o custo amortizado por peça. Uma das principais causas de falha da matriz é fadiga térmica9. Uma gestão térmica adequada, juntamente com revestimentos avançados e o aço para ferramentas correto, pode aumentar drasticamente a vida operacional de uma matriz.
A nossa análise mostra frequentemente que um revestimento de matriz ligeiramente mais caro pode duplicar a vida útil da ferramenta.
| Condutor | Melhoria técnica |
|---|---|
| Rendimento do metal | Redesenhar o canal e as comportas; otimizar o transbordo |
| Tempo de ciclo | Melhorar os circuitos de refrigeração; automatizar a extração |
| Morre a vida | Aplicar revestimentos avançados; melhorar o tratamento térmico |
| Energia | Melhorar o isolamento do forno; otimizar os estados de inatividade da máquina |
Reduzir o consumo de energia
A energia é uma despesa direta. Analisamos tudo, desde a eficiência do forno até à utilização de energia da própria máquina de fundição. O equipamento moderno e com boa manutenção consome menos energia por peça produzida.
A verdadeira análise de redução de custos na fundição é um exercício de engenharia. Ao concentrarmo-nos em factores técnicos como o rendimento do metal, o tempo de ciclo, a vida útil do molde e a utilização de energia, conseguimos poupanças reais e sustentáveis que vão muito além de simples negociações de preços.
Desenvolver uma estratégia abrangente para maximizar a vida útil do dado.
Criar um plano a longo prazo não é apenas uma questão de manutenção. Começa muito antes. Uma estratégia abrangente integra todas as fases do ciclo de vida da matriz.
Desenho inicial da matriz
A conceção correta é a sua primeira linha de defesa. Raios generosos e transições suaves evitam concentrações de tensão desde o início.
Tratamento e preparação
O tratamento térmico e o pré-aquecimento são fundamentais. Preparam o aço para as condições intensas de produção.
Uma estratégia bem sucedida equilibra estes domínios-chave:
| Pilar da estratégia | Ação-chave | Objetivo principal |
|---|---|---|
| Conceção | Utilizar raios generosos | Reduzir os pontos de stress |
| Tratamento térmico | Seguir protocolos precisos | Obter uma dureza óptima |
| Pré-aquecimento | Aumento da temperatura de controlo | Minimizar o choque térmico |
| Manutenção | Programar controlos regulares | Evitar uma falha catastrófica |

Uma abordagem holística do ciclo de vida
Uma estratégia verdadeiramente eficaz liga todas as fases. Concentrar-se apenas na manutenção reactiva é um erro comum. A base para uma longa vida útil da matriz é estabelecida durante a fase de projeto. No PTSMAKE, damos ênfase a isso desde o primeiro dia.
Integrar o design com o processo
As escolhas de design têm um impacto direto na forma como a matriz lida com o stress. Por exemplo, um sistema de canais de refrigeração bem concebido ajuda a gerir as cargas térmicas. Isto reduz o risco de tensão intergranular10 acumulada ao longo de milhares de ciclos. A otimização destes parâmetros é crucial na fundição injectada a alta pressão.
Manutenção proactiva vs. reactiva
Um programa de manutenção planeado é sempre melhor do que esperar por uma avaria. Evita períodos de inatividade não programados e reparações mais dispendiosas. Nos nossos projectos, verificámos que os planos proactivos aumentam significativamente a vida útil das matrizes.
Esta comparação ilustra a diferença:
| Aspeto | Manutenção proactiva | Manutenção reactiva |
|---|---|---|
| Tempo | Intervalos programados | Após a ocorrência de uma falha |
| Custo | Mais baixo, previsível | Elevado, imprevisível |
| Tempo de inatividade | Planeado, mínimo | Não planeado, extenso |
| Morre a vida | Maximizado | Redução significativa |
Um plano de soldadura também deve fazer parte deste plano proactivo. As pequenas reparações regulares são muito mais eficazes do que as grandes revisões. Esta abordagem mantém a ferramenta em condições óptimas.
Uma estratégia global associa a conceção inicial, tratamentos precisos, processos optimizados e manutenção regular. Este plano integrado é essencial para maximizar a vida operacional e o valor da sua matriz.
Como é que se faz a ponte entre a simulação e a realidade?
As simulações constituem um poderoso ponto de partida. Mas não são a palavra final. A verdadeira magia acontece quando ligamos o modelo digital ao chão de fábrica físico. É uma via de dois sentidos.
Começar com a simulação
Utilizamos simulações de fluxo e térmicas para orientar a nossa configuração inicial. Isto dá-nos uma base sólida e baseada em dados. Ajuda-nos a prever potenciais problemas antes que eles aconteçam. Isto poupa tempo e custos de material.
Parâmetros iniciais do processo
| Parâmetro | Diretrizes de simulação | Definição inicial da máquina |
|---|---|---|
| Temperatura de fusão | 680°C | 685°C |
| Temperatura do molde | 220°C | 225°C |
| Velocidade de injeção | 2,5 m/s | 2,4 m/s |
| Pressão | 100 MPa | 105 MPa |
Esta tabela mostra como as nossas definições iniciais seguem de perto as recomendações da simulação.
Criar o ciclo de feedback
A configuração inicial é apenas o começo. O próximo passo crucial é refinar a simulação. Utilizamos dados do mundo real das primeiras execuções de produção para melhorar o modelo. Este processo iterativo transforma uma boa simulação numa excelente.
Recolhemos dados de cada disparo. Isto inclui temperaturas, pressões e tempos de ciclo. Também efectuamos verificações detalhadas da qualidade das peças acabadas. Este feedback é essencial para ajustes precisos.
Esta abordagem é especialmente importante para trabalhos complexos. Por exemplo, na fundição injectada a alta pressão, pequenas variações do processo podem ter grandes efeitos. Uma simulação bem ajustada ajuda-nos a gerir estas complexidades de forma eficaz. O nosso objetivo é a melhoria contínua através deste ciclo de feedback.
Calibração com dados do mundo real
O processo de atualização da simulação com os dados de produção é fundamental. Este processo calibração do modelo11 torna as nossas previsões futuras incrivelmente exactas. Garante que o gémeo digital reflecte verdadeiramente o processo físico.
| Tipo de dados | Método de recolha | Ajuste da simulação |
|---|---|---|
| Padrão de preenchimento | Análise de tiro curto | Modificar a localização das comportas ou o caudal |
| Deformação da peça | Inspeção CMM | Ajustar as temperaturas do canal de arrefecimento |
| Porosidade | Inspeção por raios X | Aperfeiçoar o perfil da pressão de injeção |
Com base nos nossos testes, este processo de circuito fechado reduz os tempos de preparação de peças semelhantes até 30%. Constrói uma biblioteca de conhecimentos que beneficia todos os projectos futuros aqui no PTSMAKE.
O verdadeiro valor da simulação é percebido quando ela faz parte de um ciclo de feedback. Utilizamo-la para orientar a nossa configuração inicial e, em seguida, aperfeiçoamo-la com dados de produção do mundo real. Este método assegura a melhoria contínua e a previsibilidade.
Diagnosticar um problema de qualidade com várias causas potenciais.
Lidar com flashes intermitentes e instabilidade dimensional é um dos desafios mais difíceis. O problema aparece e depois desaparece. Isto torna as correcções rápidas quase impossíveis.
O trabalho de adivinhação faz perder tempo e dinheiro. Uma abordagem sistemática é essencial. Utilizamos uma árvore de diagnóstico, como um diagrama de Ishikawa (ou espinha de peixe), para mapear todas as possibilidades. Este método transforma um problema complexo e ambíguo numa investigação estruturada, assegurando que não fica nenhuma pedra por virar.
| Área problemática | Pergunta-chave |
|---|---|
| Máquina | O equipamento é coerente? |
| Matriz (ferramenta) | A integridade do molde está comprometida? |
| Processo | Os parâmetros de funcionamento são estáveis? |
| Material | A matéria-prima é consistente? |
Um diagrama de Fishbone ajuda-nos a visualizar as causas potenciais. Categorizamo-las para resolver o problema de forma metódica. Esta clareza é crucial quando vários factores podem ser os culpados. Na PTSMAKE, começamos por mapear os "ossos" primários do diagrama.
O fator máquina
Em primeiro lugar, analisamos o próprio equipamento. O desempenho inconsistente da máquina é uma fonte comum de problemas intermitentes.
Instabilidade da força de aperto
A força da pinça está a flutuar durante o funcionamento? Uma queda de pressão, mesmo que momentânea, pode permitir a formação de fulgor. Verificamos as pressões hidráulicas e os interruptores mecânicos para detetar qualquer variação.
Paralelismo de placas
Se as placas não estiverem perfeitamente paralelas, a força de aperto será desigual ao longo da face da matriz. Isto também pode levar a problemas de flash e dimensionais.
O fator matriz (ferramentas)
Em seguida, inspeccionamos a matriz. Mesmo as ferramentas mais robustas sofrem desgaste ao longo do tempo, o que pode introduzir defeitos subtis.
| Componente da matriz | Problema potencial | Consequência |
|---|---|---|
| Linha de separação | Desgaste ou danos | Flash |
| Respiros | Entupido ou subdimensionado | Gás preso, tiros curtos |
| Pinos/guias de núcleo | Desalinhamento | Instabilidade dimensional |
O fator processo
Os parâmetros do processo são as variáveis mais dinâmicas. Um ligeiro desvio pode ter um impacto significativo, especialmente em processos sensíveis como a fundição injectada a alta pressão. Analisamos os dados disparo a disparo para encontrar inconsistências. Trata-se de manter um nível estável de Janela de processo12. A temperatura, a pressão e a velocidade devem ser rigorosamente controladas.
Uma árvore de diagnóstico estruturada transforma a ambiguidade num plano de ação. Este método elimina sistematicamente as variáveis, orientando a sua equipa para a verdadeira causa principal. Evita a adivinhação e assegura que é encontrada uma solução permanente de forma eficiente.
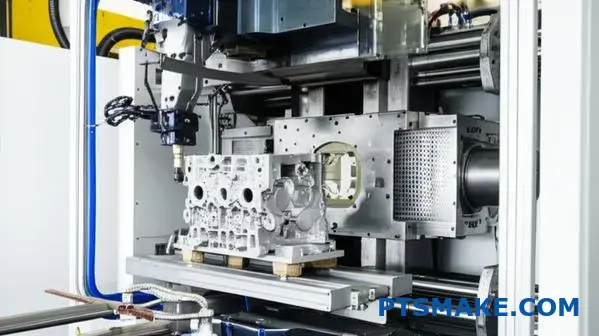
Conceber um projeto para melhorar a eficácia global do equipamento (OEE).
Melhorar o OEE pode parecer uma tarefa enorme. A chave é começar pequeno. Vamos aplicar o lean manufacturing a uma área.
Vamos conceber um projeto centrado na Disponibilidade. Um ótimo ponto de partida é a redução dos tempos de preparação do equipamento.
Escolha de um projeto-piloto
Para o nosso exemplo, vamos centrar-nos num desafio comum na indústria transformadora. O objetivo é minimizar o tempo de inatividade entre os ciclos de produção.
Foco: Tempo de mudança de ferramentas
A redução do tempo de mudança de ferramentas é um projeto perfeito de pequena escala. Aumenta diretamente a disponibilidade da máquina, um componente essencial do OEE. O sucesso aqui proporciona uma clara vitória.
| Componente OEE | Foco do projeto | Resultados esperados |
|---|---|---|
| Disponibilidade | Reduzir o tempo de mudança de ferramentas | Mais tempo de produção |
| Desempenho | - | (Não visado no presente projeto) |
| Qualidade | - | (Não visado no presente projeto) |

Aplicação dos princípios Lean ao HPDC
Para lidar com a troca de matrizes, usamos uma ferramenta lean chamada SMED. É a sigla para Single-Minute Exchange of Die (Troca de Molde em Um Minuto). O objetivo não é literalmente um minuto. Trata-se de tornar as trocas rápidas e eficientes.
Em projectos anteriores da PTSMAKE, descobrimos que uma abordagem estruturada funciona melhor. Isso é especialmente verdadeiro para processos complexos como fundição injectada a alta pressão.
Um plano de projeto passo a passo
Um plano claro é essencial para o sucesso. Dividimos o projeto em etapas geríveis. Isto assegura que a equipa se mantém concentrada e pode medir o progresso com precisão.
1. Observação e recolha de dados
Primeiro, gravamos em vídeo o processo de mudança atual. A equipa assiste ao vídeo em conjunto. Documentamos cada passo e a sua duração. Isto cria uma base de referência para melhorar.
2. Identificar e separar as tarefas
De seguida, classificamos cada passo. As tarefas são "internas" (a máquina tem de ser parada) ou "externas" (podem ser efectuadas durante a execução).
| Tipo de tarefa | Definição | Exemplo |
|---|---|---|
| Interno | Deve ser efectuado com a máquina desligada | Desbloquear o velho coto |
| Externo | Pode ser efectuado com a máquina ligada | Preparar o próximo dado |
3. Converter e racionalizar
O principal objetivo é converter etapas internas em etapas externas. Também procuramos simplificar ou eliminar etapas. Por exemplo, podemos implementar [Poka-yoke](https://en.wikipedia.org/wiki/Poka-yoke)[^13] medidas para evitar erros durante a configuração, tornando-a mais rápida e segura. A racionalização das restantes tarefas internas é a peça final.
A aplicação dos princípios Lean, como o SMED, permite-nos lançar um projeto orientado. Ao visar o tempo de troca de ferramentas em fundição injectada a alta pressão, Com a ajuda de um sistema de OEE, podemos obter ganhos mensuráveis na disponibilidade das máquinas. Esta pequena vitória cria um impulso para melhorias maiores de OEE em toda a instalação.
Acelere o sucesso da fundição sob pressão com o PTSMAKE
Pronto para otimizar seu próximo projeto de fundição sob alta pressão? Ligue-se à PTSMAKE para obter aconselhamento especializado, orçamentos rápidos e soluções de fabrico de precisão de classe mundial - entregues a tempo, de acordo com as suas especificações exactas. Entre em contato agora para obter sua cotação personalizada e leve sua produção para o próximo nível!

Descubra como este processo de arrefecimento rápido define a resistência final da peça e o acabamento da superfície. ↩
Compreenda como estas estruturas microscópicas podem afetar a resistência e a durabilidade globais das suas peças fundidas sob pressão. ↩
Compreenda como se forma este defeito comum e como o evitamos para maximizar a durabilidade da peça. ↩
Clique para compreender como este comportamento de fusão afecta as propriedades mecânicas e a qualidade da peça final. ↩
Saiba como este defeito interno afecta a integridade da peça e quais os métodos de inspeção que o podem detetar. ↩
Descubra como estas estruturas cristalinas se formam e porque são fundamentais para compreender a contração na fundição de metais. ↩
Compreender a física da forma como os materiais arrefecem e solidificam de forma eficiente. ↩
Saiba como os vazios internos se formam e afectam a qualidade da sua superfície de fundição final. ↩
Descubra como esta tensão do material afecta diretamente o seu orçamento de ferramentas e o tempo de produção. ↩
Compreender como esta tensão microscópica provoca fissuras e conduz à falha da matriz. ↩
Saiba como a calibração de modelos melhora a precisão da previsão e reduz os dispendiosos ensaios físicos. ↩
Explore a forma como esta gama de parâmetros é crucial para alcançar ciclos de produção consistentes e de alta qualidade. ↩






