

Jak mocny jest aluminiowy kanał?
Zastanawiasz się nad wytrzymałością aluminiowych ceowników w swoim projekcie? Widziałem wielu klientów sfrustrowanych, gdy ich materiały zawodziły pod obciążeniem, co prowadziło do kosztownych przeprojektowań i opóźnień w produkcji. Wybór odpowiedniej wytrzymałości materiału ma kluczowe znaczenie dla zastosowań konstrukcyjnych, zwłaszcza gdy liczy się bezpieczeństwo i wydajność.
Kanały aluminiowe mają zazwyczaj wytrzymałość na rozciąganie od 20 000 do 45 000 PSI w zależności od stopu i temperamentu. Stop 6061-T6, powszechnie używany w zastosowaniach konstrukcyjnych, oferuje doskonały stosunek wytrzymałości do masy przy wytrzymałości na rozciąganie około 35 000 PSI.

Pracowałem z setkami klientów, którzy musieli zrozumieć wytrzymałość aluminiowych ceowników w swoich projektach. Pozwól mi podzielić się tym, czego dowiedziałem się o tych wszechstronnych elementach konstrukcyjnych. Odpowiedni profil aluminiowy może odmienić Twój projekt, oferując idealną równowagę między wytrzymałością, wagą i kosztami. Sprawdźmy, co sprawia, że profile te są wytrzymałe i jak wybrać ten właściwy.
Ile jest rodzajów szyn aluminiowych?
Czy kiedykolwiek zdarzyło Ci się zagubić w opcjach przy wyborze kanału aluminiowego? Wybór niewłaściwego profilu może naprawdę opóźnić harmonogram i budżet projektu, wpływając negatywnie na efekt końcowy.
Nie ma jednej ostatecznej liczby dla typów kanałów aluminiowych. Różnią się one znacznie w zależności od kształtu (np. U, C, Hat, Z), rozmiaru, stopu (np. 6061, 6063) i wykończenia. Konkretne zastosowanie zwykle określa najbardziej odpowiedni typ.

Kiedy ludzie pytają o "rodzaje" kanałów aluminiowych, zwykle mają na myśli różne dostępne kształty lub profile. Zrozumienie tych kształtów jest kluczowe, ponieważ każdy z nich oferuje unikalne właściwości strukturalne i korzyści z zastosowania. Podzielmy się kilkoma typowymi kategoriami, które można napotkać.
Typowe kształty szyn aluminiowych
Kształt jest często głównym wyróżnikiem. Decyduje on o tym, w jaki sposób kanał rozkłada obciążenie i jak można go zamontować lub zintegrować z zespołem.
Kanał U
Jest to jeden z najbardziej podstawowych i powszechnie używanych kształtów. Posiada płaską podstawę (środnik) i dwie prostopadłe nogi o równej długości. Kanały w kształcie litery U są wszechstronne i często wykorzystywane do tworzenia ram, szyn, krawędzi ochronnych i ogólnych konstrukcji. Ich prosta geometria sprawia, że są łatwe w produkcji wytłaczanie1.
Kanał C (lub kanał strukturalny)
Podobne do kanałów U, ale kanały C często mają wewnętrzne kołnierze lub wargi na końcach nóg. Zwiększa to sztywność i zapewnia dodatkowe powierzchnie do mocowania. Są one powszechnie używane w zastosowaniach konstrukcyjnych, takich jak ramy budynków, wsporniki i podstawy maszyn, gdzie wymagana jest zwiększona sztywność w porównaniu do standardowego ceownika.
| Cecha | Kanał U | Kanał C (strukturalny) |
|---|---|---|
| Kształt | Płaska wstęga, dwie nogi | Płaska sieć, dwie nogi, usta |
| Sztywność | Dobry | Bardzo dobry (ze względu na usta) |
| Wspólne użytkowanie | Obrzeża, gąsienice, obramowanie | Podpory konstrukcyjne, ramy |
| Mocowanie | Sieć i nogi | Sieć, nogi, wewnętrzne usta |
Kanał czapkowy (lub kanał bruzdowy)
Nazwany ze względu na podobieństwo do kapelusza, profil ten ma płaską podstawę, dwie pionowe nogi i dwa skierowane na zewnątrz poziome kołnierze. Kanały kapeluszowe są często używane w budownictwie do montażu powierzchni takich jak płyty gipsowo-kartonowe lub siding, tworząc szczelinę powietrzną dla izolacji lub drenażu.

Więcej niż standardowe kształty: Niestandardowe profile aluminiowe
Podczas gdy standardowe kształty zaspokajają wiele potrzeb, czasami projekt wymaga unikalnego profilu. W tym miejscu z pomocą przychodzą niestandardowe profile aluminiowe. W PTSMAKE często współpracujemy z klientami przy projektowaniu i produkcji niestandardowych kanałów dostosowanych dokładnie do ich specyficznych wymagań funkcjonalnych i estetycznych, wykorzystując wszechstronność procesu wytłaczania aluminium. Mogą to być zarówno niewielkie modyfikacje standardowych kształtów, jak i całkowicie nowatorskie projekty dla wyspecjalizowanych branż, takich jak lotnictwo czy elektronika.
Do czego służy kanał T?
Czy kiedykolwiek zmagałeś się z budową solidnej ramy, która musi być również łatwo regulowana lub rekonfigurowana? Wybór standardowego kanału może wiązać się z koniecznością wywiercenia wielu otworów, co może negatywnie wpłynąć na integralność i elastyczność konstrukcji.
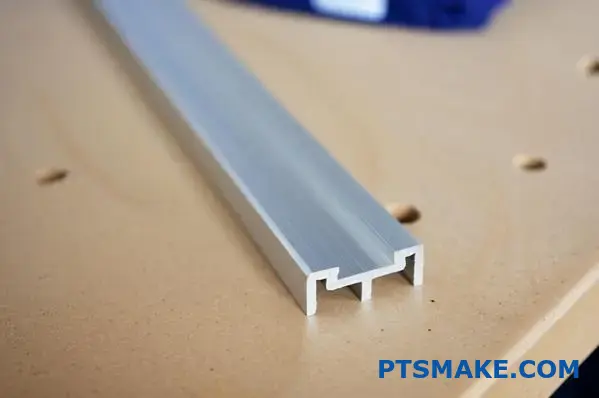
Kanały T, często nazywane profilami aluminiowymi z rowkiem T, są wykorzystywane głównie do tworzenia modułowych ram konstrukcyjnych. Ich kluczowa cecha, szczelina w kształcie litery "T" wzdłuż ich długości, pozwala na łatwe mocowanie, zmianę położenia lub usuwanie komponentów, elementów złącznych i akcesoriów bez spawania lub rozległego wiercenia.

Magia kanału T tkwi tak naprawdę w tym charakterystycznym rowku. W przeciwieństwie do prostych kanałów U lub C, które oferują głównie płaskie powierzchnie lub krawędzie, rowek T jest specjalnie zaprojektowany do wzajemnych połączeń i możliwości adaptacji. Dzięki temu jest niezwykle popularny w zastosowaniach, w których najważniejsza jest elastyczność i łatwość montażu. Przyjrzyjmy się, gdzie zazwyczaj można znaleźć te wszechstronne profile.
Podstawowa zaleta: Mechanizm T-Slot
Sam rowek teowy jest podciętym rowkiem biegnącym wzdłuż jednej lub więcej powierzchni wytłoczenia. Specjalne nakrętki teowe lub śruby teowe są przeznaczone do wsuwania w ten kanał, a następnie obracania o 90 stopni w celu zablokowania na miejscu. Tworzy to bezpieczny, nietrwały punkt mocowania w dowolnym miejscu wzdłuż szczeliny. System ten jest podstawą modułowość2 i kluczowym powodem jego powszechnego stosowania.

Kluczowe obszary zastosowań
Możliwość adaptacji rowka T aluminiowe profile kanałowe sprawia, że nadają się one do szerokiego zakresu zastosowań:
Modułowe ramy i stacje robocze
Jest to prawdopodobnie najbardziej powszechne zastosowanie. T-kanały są jak przemysłowe klocki konstrukcyjne. Umożliwiają szybki montaż niestandardowych stołów warsztatowych, osłon maszyn, obudów bezpieczeństwa, regałów na sprzęt i wózków. Jeśli wymagania ulegną zmianie, ramę można łatwo zdemontować, zmodyfikować lub rozbudować. W PTSMAKE pomogliśmy klientom zaprojektować solidne, ale adaptowalne ramy dla różnych środowisk produkcyjnych przy użyciu tych profili.
Automatyka i robotyka
W zautomatyzowanych systemach, komponenty takie jak czujniki, kamery, siłowniki i przenośniki często wymagają precyzyjnego pozycjonowania, które może wymagać regulacji podczas konfiguracji lub pracy. Rowki teowe zapewniają idealną platformę montażową, umożliwiając inżynierom precyzyjne dostosowanie rozmieszczenia komponentów bez konieczności ponownego wiercenia lub stosowania skomplikowanych wsporników.
Systemy wystawiennicze i ekspozycyjne
W przypadku targów lub ekspozycji detalicznych kanały T umożliwiają tworzenie lekkich, wytrzymałych i łatwych w montażu konstrukcji. Panele graficzne, półki i oświetlenie można bezproblemowo przymocować za pomocą systemu rowków teowych, a całą konstrukcję można szybko rozłożyć do transportu.

Wybór odpowiedniego kanału T
Nie wszystkie kanały T są sobie równe. Kluczowe czynniki, które należy wziąć pod uwagę obejmują:
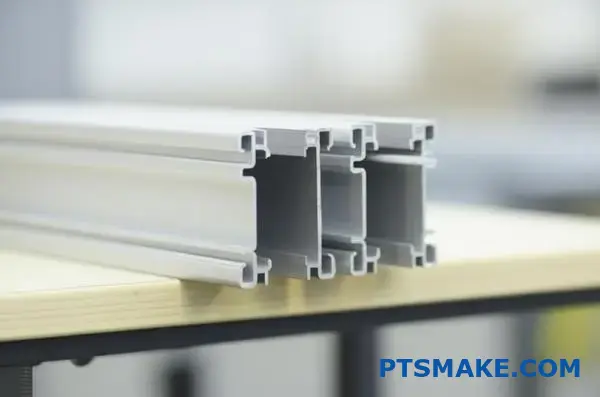
- Seria/rozmiar profilu: Profile teowe występują w różnych seriach (np. seria 20, seria 30, seria 40, często w oparciu o wymiary metryczne, takie jak 20 mm x 20 mm). Większe profile generalnie oferują większą wytrzymałość i sztywność przy większych obciążeniach.
- Rozmiar gniazda: Szerokość rowka teowego określa kompatybilny osprzęt (nakrętki teowe, śruby). Typowe rozmiary to 6 mm, 8 mm i 10 mm.
- Stop i temperatura: Podobnie jak inne stopy wyciskane, 6061-T6 i 6063-T5 są popularnymi stopami oferującymi dobrą równowagę między wytrzymałością, wytłaczalnością i odpornością na korozję. Bazując na naszym doświadczeniu, 6061-T6 jest często preferowany do zastosowań o większej nośności.
Oto szybkie porównanie typowych serii:
| Cecha | Seria 20 (np. 2020) | Seria 40 (np. 4040) |
|---|---|---|
| Rozmiar profilu | Typowa podstawa 20 mm | Typowa podstawa 40 mm |
| Rozmiar gniazda | Często 6 mm | Często 8 mm lub 10 mm |
| Siła | Lżejsze obciążenie | Średnie i duże obciążenie |
| Wspólne użytkowanie | Małe obudowy, lekkie ramy, drukarki 3D | Stoły warsztatowe, ramy maszyn, linie automatyzacji |
Wybór odpowiedniego profilu teowego ma zasadnicze znaczenie dla zapewnienia, że konstrukcja będzie działać zgodnie z przeznaczeniem, równoważąc wytrzymałość, wagę i łatwość montażu zgodnie z konkretnymi potrzebami projektu.
Czy wytłaczana szyna aluminiowa może być spawana?
Zastanawiasz się nad połączeniem wytłaczanych kanałów aluminiowych w swojej konstrukcji? Martwisz się, czy spawanie nie wpłynie negatywnie na wytrzymałość lub wykończenie materiału, potencjalnie powodując problemy w przyszłości?
Tak, wytłaczany kanał aluminiowy może być spawany. Sukces zależy jednak w dużej mierze od wyboru odpowiedniego stopu aluminium, zastosowania właściwej techniki spawania (np. TIG lub MIG) i odpowiedniego przygotowania ze względu na unikalne właściwości aluminium.

Chociaż spawanie aluminium jest powszechne, stanowi ono wyjątkowe wyzwanie w porównaniu ze stalą. Aluminium ma trwałą warstwę tlenku i wysoką przewodność cieplną, co wymaga specjalnego podejścia. Prawidłowe wykonanie spawania zapewnia mocne, niezawodne połączenie, które zachowuje integralność konstrukcji. aluminiowe profile kanałowe. W poprzednich projektach w PTSMAKE widzieliśmy, jak zrozumienie tych niuansów jest kluczowe dla udanej produkcji.
Kluczowe czynniki dla spawania szyn aluminiowych
Skuteczne spawanie tych profili wymaga starannego rozważenia kilku czynników. Przeoczenie któregokolwiek z nich może prowadzić do słabych lub nieudanych spoin.
Wybór stopu i odpuszczanie
Nie wszystkie stopy aluminium są sobie równe, jeśli chodzi o spawanie. Stopy z serii 6xxx, takie jak 6061 i 6063 (powszechnie stosowane do wyciskania), są ogólnie uważane za spawalne. Spawanie może jednak wpływać na stan materiału. Dla przykładu, spawanie aluminium o odpuszczalności T6 spowoduje zmiękczenie materiału w obszarze wokół spoiny, znanym jako Strefa wpływu ciepła (HAZ)3. To zmniejszenie wytrzymałości musi być uwzględnione w projekcie.

Przygotowanie powierzchni
Ma to absolutnie krytyczne znaczenie. Aluminium szybko tworzy twardą warstwę tlenku (tlenek aluminium), która topi się w znacznie wyższej temperaturze niż samo aluminium. Ta warstwa tlenku, wraz z wszelkimi olejami, brudem lub wilgocią, musi zostać dokładnie usunięta bezpośrednio przed spawaniem za pomocą szczotki drucianej ze stali nierdzewnej (używanej tylko do aluminium) lub chemicznych środków czyszczących. Czystość nie podlega negocjacjom, jeśli chodzi o solidną spoinę.
Wybór procesu spawania
Wybór procesu spawania znacząco wpływa na wynik. Dwie najpopularniejsze metody spawania aluminium to TIG i MIG.
Popularne metody spawania aluminium
Każda metoda ma swoje wady i zalety w zależności od specyfiki zastosowania, grubości materiału i pożądanego wykończenia.
Spawanie wolframowym gazem obojętnym (TIG)
Spawanie TIG zapewnia doskonałą kontrolę i pozwala uzyskać wysokiej jakości, czyste spoiny, dzięki czemu idealnie nadaje się do cieńszych kanałów aluminiowych lub gdy wygląd ma kluczowe znaczenie. Wykorzystuje nietopliwą elektrodę wolframową i wymaga gazu osłonowego (zwykle argonu). Prąd przemienny (AC) jest zwykle niezbędny do spawania aluminium metodą TIG, aby przebić się przez warstwę tlenku. Jest to generalnie wolniejsza metoda niż spawanie MIG.
Spawanie gazem obojętnym (MIG)
Spawanie MIG jest szybsze niż TIG i często preferowane w przypadku grubszych sekcji aluminiowych ze względu na wyższą szybkość stapiania. Wykorzystuje ona elektrodę z drutu elektrodowego podawanego przez uchwyt spawalniczy, który dostarcza również gaz osłonowy (argon lub mieszankę argonu i helu). Choć szybsze, spawanie aluminium metodą MIG może być trudniejsze do prawidłowego ustawienia, aby uniknąć takich problemów, jak problemy z podawaniem drutu lub porowatość spoiny. Potrzebny może być specjalistyczny sprzęt, taki jak pistolety szpulowe lub systemy push-pull.

Oto krótkie porównanie oparte na spostrzeżeniach zebranych z różnych projektów produkcyjnych:
| Cecha | Spawanie TIG (AC) | Spawanie MIG |
|---|---|---|
| Kontrola | Doskonały, precyzyjny dopływ ciepła | Dobre, ale mniej precyzyjne niż TIG |
| Prędkość | Wolniej | Szybciej |
| Grubość | Idealny dla cienkich i średnich | Lepszy dla średnich i grubych |
| Wygląd | Bardzo czysty, estetyczny wygląd | Może być dobry, potencjalny rozprysk |
| Konfiguracja/umiejętności | Wymaga wyższych umiejętności operatora | Prawidłowa konfiguracja może być skomplikowana |
| Zniekształcenie | Niższy potencjał dzięki kontroli | Wyższy potencjał ze względu na prędkość |
Ostatecznie decyzja o spawaniu wytłaczanych kanałów aluminiowych zależy od konkretnego stopu, wymagań konstrukcyjnych aplikacji, dostępnego sprzętu i wymaganego wykończenia. Czasami mocowanie mechaniczne może być bardziej odpowiednią alternatywą, zwłaszcza jeśli unikanie HAZ ma krytyczne znaczenie.
Jak mierzy się kanał aluminiowy?
Czy zdarzyło Ci się kiedyś wybrać aluminiowe ceowniki na podstawie rysunku, ale po ich dostarczeniu okazało się, że nie do końca do siebie pasują? Drobne niedokładności w pomiarach mogą prowadzić do bólu głowy podczas montażu i marnowania materiałów.
Pomiar kanałów aluminiowych obejmuje określenie kluczowych wymiarów, takich jak całkowita wysokość (nogi), całkowita szerokość (podstawa lub środnik) i grubość materiału. Kluczowa jest również długość. Niezbędne są precyzyjne narzędzia, takie jak suwmiarki do pomiaru krytycznych wymiarów i taśmy miernicze do pomiaru długości.

Prawidłowe wykonanie pomiarów od samego początku ma fundamentalne znaczenie. Zapewnia to prawidłowe dopasowanie kanału i spełnienie jego roli strukturalnej lub funkcjonalnej zgodnie z przeznaczeniem. Przeanalizujmy dokładnie, co należy mierzyć i w jaki sposób.
Kluczowe wymiary do zmierzenia
Zrozumienie specyficznych terminów dla każdego wymiaru zapobiega nieporozumieniom podczas zamawiania lub projektowania.
Wysokość całkowita (wysokość nóg)
Jest to pełna wysokość zewnętrzna od podstawy do górnej części nóg. W przypadku płaskiego kanału U lub C jest to wysokość sekcji pionowych.
Szerokość całkowita (szerokość wstęgi)
Odnosi się to do zewnętrznej szerokości podstawy (lub "środnika") kanału. Jest to wymiar łączący nogi.
Grubość materiału
Jest to krytyczny wymiar zarówno dla wytrzymałości, jak i dopasowania, zwłaszcza jeśli kanał jest wpuszczany w inny element. Należy zmierzyć grubość zarówno środnika (podstawy), jak i nóg, ponieważ czasami mogą się one nieznacznie różnić, choć zazwyczaj są one zgodne ze standardem. aluminiowe profile kanałowe.

Narzędzia do precyzyjnych pomiarów
Podczas gdy taśma miernicza jest odpowiednia do pomiaru całkowitej długości, precyzyjne pomiary profilu wymagają lepszych narzędzi.
- Zaciski hamulcowe: Suwmiarki cyfrowe lub noniuszowe są niezbędne do dokładnego pomiaru wysokości, szerokości, a zwłaszcza grubości materiału. Zapewniają one niezbędną precyzję, często z dokładnością do tysięcznych części cala lub setnych części milimetra.
- Taśma miernicza: Najlepiej nadaje się do pomiaru całkowitej długości szyny.
Zrozumienie tolerancji
Ważne jest, aby pamiętać, że wytłaczane części aluminiowe nie są produkowane w idealnych wymiarach. Zawsze są produkowane tolerancje4które określają dopuszczalne odchylenie od określonego wymiaru. Standardowe tolerancje są powszechne, ale w przypadku zastosowań wymagających wysokiej precyzji, takich jak te, które często obsługujemy w PTSMAKE, konieczne mogą być węższe, niestandardowe tolerancje. Zawsze należy sprawdzić specyfikacje producenta lub omówić swoje potrzeby w zakresie tolerancji.

Oto krótki przewodnik po tym, gdzie mierzyć popularne typy kanałów:
| Wymiar | Punkt pomiarowy kanału U | Punkt pomiarowy kanału C |
|---|---|---|
| Wysokość całkowita | Zewnętrzna krawędź wstęgi do górnej części nogi | Zewnętrzna krawędź wstęgi do górnej części nogi |
| Szerokość całkowita | Zewnętrzna krawędź jednej nogi do zewnętrznej krawędzi drugiej nogi | Zewnętrzna krawędź jednej nogi do zewnętrznej krawędzi drugiej nogi |
| Grubość | Sekcja internetowa i sekcja nóg | Sekcja środnika, sekcja nogi i sekcja kołnierza |
| Długość nogi | Wewnętrzna krawędź wstęgi do górnej części nogi | Wewnętrzna krawędź środnika do wnętrza kołnierza |
Dbałość o to, jak i gdzie mierzyć, zapewnia uzyskanie dokładnego profilu kanału aluminiowego wymaganego przez projekt.
Jakie są nośności aluminiowych profili kanałowych?
Czy kiedykolwiek martwiłeś się, czy ten aluminiowy kanał naprawdę wytrzyma wymagany ciężar? Niedoszacowanie nośności może prowadzić do nieoczekiwanego wygięcia, a nawet awarii, zagrażając bezpieczeństwu i powodzeniu całego projektu.
Nośność aluminiowych profili kanałowych jest bardzo zróżnicowana. Nie jest to jedna wartość, ale zależy w dużej mierze od konkretnego stopu (np. 6061, 6063), temperamentu (np. T5 lub T6), kształtu i wymiarów przekroju poprzecznego kanału oraz sposobu przyłożenia obciążenia.

Określenie dokładnej nośności nie zawsze jest proste, ponieważ oddziałuje na nią kilka czynników. To coś więcej niż tylko wybranie kanału z półki; wymaga to zrozumienia, jak te elementy ze sobą współpracują. Przeanalizujmy kluczowe czynniki wpływające na wagę aluminiowe profile kanałowe może faktycznie obsłużyć.
Stop i temperatura: Podstawa materiałowa
Rodzaj stopu aluminium i jego obróbka cieplna (odpuszczanie) określają wytrzymałość materiału bazowego.
- Stopy: Powszechnie stosowane gatunki, takie jak 6061 i 6063, oferują różne właściwości. Bazując na naszym doświadczeniu w PTSMAKE, 6061 jest generalnie mocniejszy i często preferowany do zastosowań konstrukcyjnych wymagających większej nośności. 6063 oferuje lepszą wytłaczalność i wykończenie powierzchni, często wykorzystywane w zastosowaniach architektonicznych.
- Temperament: Oznaczenie odpuszczania (np. T5, T6) wskazuje proces obróbki cieplnej, który znacząco wpływa na granicę plastyczności i wytrzymałość na rozciąganie. Odpuszczanie T6 zazwyczaj zapewnia wyższą wytrzymałość niż odpuszczanie T5 dla tego samego stopu.

Kształt i wymiary profilu: Geometria ma znaczenie
Kształt przekroju poprzecznego i rozmiar kanału są prawdopodobnie najbardziej krytycznymi czynnikami po wyborze materiału.
- Kształt dyktuje sztywność: Sposób rozłożenia materiału względem kierunku obciążenia określa jego odporność na zginanie i wyboczenie. Głębsze sekcje (wyższe nogi) generalnie lepiej radzą sobie z obciążeniami zginającymi niż płytsze.
- Grubość ścianki: Zwiększenie grubości ścianek kanału dodaje więcej materiału, zwiększając pole przekroju poprzecznego oraz ogólną wytrzymałość i sztywność.
- Właściwości geometryczne: Inżynierowie używają obliczeń obejmujących pole przekroju poprzecznego profilu i jego moment bezwładności5 aby przewidzieć, jak zachowa się pod określonymi obciążeniami. Wyższy moment bezwładności oznacza większą odporność na zginanie.

Zastosowanie obciążenia i warunki wsparcia
Sposób przyłożenia obciążenia i podparcia kanału są równie ważne jak sam kanał.
- Typ obciążenia: Czy kanał jest rozciągany (ciągnięty), ściskany (pchany), zginany (jak półka) lub skręcany (skręcany)? Kanały zachowują się inaczej pod każdym typem obciążenia. Wytrzymałość na zginanie jest często najważniejsza.
- Długość przęsła: W przypadku obciążeń zginających, odległość między punktami podparcia (rozpiętość) znacząco wpływa na nośność. Dłuższa niepodparta rozpiętość utrzyma znacznie mniejszy ciężar niż krótsza.
- Typ wsparcia: Sposób podparcia końców (stałe, proste podparcie, wspornik) również zmienia rozkład obciążenia i maksymalny udźwig.
Oto uproszczone spojrzenie na kluczowe czynniki wpływające na wyniki:
| Czynnik | Główny wpływ | Kluczowe aspekty |
|---|---|---|
| Stop/Temperatura | Wytrzymałość właściwa materiału (Yield) | 6061-T6 jest generalnie mocniejszy niż 6063-T5 |
| Głębokość profilu | Odporność na zginanie | Wyższe nogi zwiększają sztywność względem obciążeń pionowych |
| Grubość ścianki | Pole przekroju poprzecznego, wytrzymałość ogólna | Grubsze ścianki wytrzymują większe obciążenia |
| Długość przęsła | Zdolność gięcia | Krótsze rozpiętości wytrzymują znacznie większe obciążenia |
| Kierunek obciążenia | Rodzaj naprężenia (zginanie, ściskanie itp.) | Zginanie często dyktuje ograniczenia projektowe |
Obliczenie dokładnej nośności często wymaga analizy inżynieryjnej lub odniesienia do tabel danych producenta, biorąc pod uwagę wszystkie te zmienne. W poprzednich projektach w PTSMAKE pomagaliśmy klientom w wyborze optymalnego rozwiązania. aluminiowe profile kanałowe poprzez dokładną ocenę tych czynników w odniesieniu do konkretnych wymagań aplikacji.
Jak aluminiowe profile kanałowe wypadają w porównaniu do stali w zastosowaniach konstrukcyjnych?
Wybierasz między aluminium a stalą dla kanałów strukturalnych? Martwisz się, że dokonasz wyboru, który doda niepotrzebnej wagi, spowoduje korozję lub obniży wytrzymałość wymaganą przez Twój projekt?
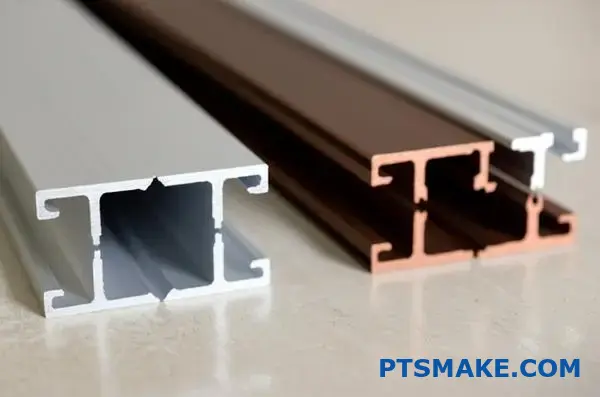
Aluminiowe profile kanałowe oferują doskonały stosunek wytrzymałości do masy, doskonałą odporność na korozję i elastyczność projektowania poprzez wytłaczanie. Kanały stalowe zapewniają wyższą bezwzględną wytrzymałość i sztywność przy niższym koszcie materiału, ale są znacznie cięższe i wymagają ochrony przed rdzą.

Dokonanie właściwego wyboru między aluminium a stalą ma kluczowe znaczenie dla sukcesu konstrukcyjnego. Oba te materiały mają swoje miejsce, ale ich właściwości znacznie się różnią, wpływając na wydajność, trwałość i ogólny koszt projektu. W poprzednich projektach w PTSMAKE pomogliśmy klientom w podjęciu tej decyzji, starannie rozważając zalety i wady w oparciu o konkretne zastosowanie. Przyjrzyjmy się kluczowym różnicom.
Stosunek siły do wagi: Decydująca różnica
Jest to często główny czynnik decydujący. Stopy aluminium stosowane w wytłoczkach (takie jak 6061-T6) mogą pochwalić się imponującą wytrzymałością w stosunku do ich niskiej gęstości (około jednej trzeciej gęstości stali). To sprawia, że aluminiowe profile kanałowe Idealny do zastosowań, w których minimalizacja wagi ma kluczowe znaczenie - na przykład w przemyśle lotniczym, ram samochodowych lub konstrukcji przenośnych. Stal jest niezaprzeczalnie mocniejsza w przeliczeniu na funt w wartościach bezwzględnych, ale płaci się za to znaczną karę w postaci wagi.
Sztywność (moduł sprężystości)
Stal jest około trzy razy sztywniejsza niż aluminium. Oznacza to, że przy takim samym obciążeniu i identycznej geometrii, aluminiowa szyna ugina się około trzy razy bardziej niż stalowa. Ta nieodłączna sztywność sprawia, że stal jest wybierana do zastosowań wymagających minimalnego ugięcia pod dużym obciążeniem, takich jak duże konstrukcje budowlane lub podstawy ciężkich maszyn. Podczas gdy aluminium jest mniej sztywne, konstrukcja profilu (przy użyciu głębszych profili lub grubszych ścianek) może to zrekompensować, często osiągając wymaganą wydajność strukturalną dzięki sprytnej inżynierii. Często doradzamy klientom w zakresie optymalizacji profili w celu spełnienia wymagań dotyczących sztywności aluminium.

Odporność na korozję
Aluminium naturalnie tworzy pasywną, ochronną warstwę tlenku po wystawieniu na działanie powietrza, co zapewnia mu doskonałą odporność na korozję w wielu środowiskach. Stal, z drugiej strony, łatwo rdzewieje i wymaga powłok ochronnych, takich jak farba, galwanizacja lub malowanie proszkowe, zwłaszcza w zastosowaniach zewnętrznych lub wilgotnych. Zwiększa to koszty i nakłady na konserwację konstrukcji stalowych.
Rozważania dotyczące kosztów
Zazwyczaj stal ma niższy koszt w przeliczeniu na funt surowca. Porównanie nie jest jednak takie proste.
- Waga: Ponieważ aluminium jest znacznie lżejsze, do uzyskania profilu o tym samym rozmiarze może być potrzebna mniejsza waga materiału, co potencjalnie kompensuje pewne różnice w kosztach surowców, zwłaszcza biorąc pod uwagę wysyłkę i obsługę.
- Produkcja: Aluminium jest generalnie łatwiejsze i szybsze w obróbce, cięciu i wytłaczaniu w złożone profile. Sam proces wytłaczania pozwala na uzyskanie skomplikowanych kształtów, które mogą wymagać wielu etapów lub spawania ze stalą, potencjalnie zmniejszając koszty montażu. W PTSMAKE nasza wiedza specjalistyczna w zakresie złożonych profili wyciskanych często zapewnia opłacalne rozwiązania.
- Wykończenie: Stal często wymaga wykończenia antykorozyjnego (malowanie, cynkowanie), co zwiększa koszty. Aluminium może wymagać jedynie estetycznego wykończenia (anodowania) lub nie wymagać go wcale.
| Cecha | Wytłaczanie kanałów aluminiowych (np. 6061-T6) | Szyna stalowa (np. A36) |
|---|---|---|
| Gęstość | Niski (~2,7 g/cm³) | Wysoka (~7,85 g/cm³) |
| Siła | Dobry do wysokiego (w stosunku do wagi) | Bardzo wysoki (bezwzględny) |
| Sztywność (Moduł sprężystości6) | Umiarkowany (~69 GPa) | Wysoki (~200 GPa) |
| Odporność na korozję | Doskonały | Słaby (wymaga powłoki) |
| Koszt (surowiec) | Wyższa za funt | Niższa za funt |
| Wytłaczalność | Doskonały (złożone kształty) | Ograniczony |
| Spawalność | Dobry (wymaga określonych technik) | Doskonały (powszechne metody) |
Właściwości termiczne
Aluminium przewodzi ciepło znacznie lepiej niż stal, a także rozszerza się bardziej wraz ze zmianami temperatury. Czynniki te mogą być istotne w zastosowaniach o znacznych wahaniach temperatury lub tam, gdzie rozpraszanie ciepła jest istotne.
Produkcja i obrabialność
Aluminium jest znacznie łatwiejsze w obróbce niż stal, co prowadzi do szybszego czasu przetwarzania i potencjalnie niższych kosztów obróbki. Jak wspomniano, jego wytłaczalność pozwala na tworzenie złożonych, zintegrowanych projektów. Stal jest twardsza, wymaga solidniejszego oprzyrządowania i wolniejszych prędkości obróbki, ale spawanie stali jest często uważane za prostsze przy użyciu powszechnie stosowanych technik.
Wybór między aluminiowymi i stalowymi profilami kanałowymi zależy od ustalenia priorytetów tych czynników dla konkretnego zastosowania konstrukcyjnego. Oszczędność wagi i odporność na korozję często sprzyjają aluminium, podczas gdy maksymalna wytrzymałość, sztywność i niższy początkowy koszt materiału skłaniają się ku stali.
Jakie metody obróbki powierzchni zwiększają trwałość aluminiowych kanałów wytłaczanych?
Martwisz się, że twoje aluminiowe szyny nie sprostają wymaganiom pracy? Obawiasz się, że gołe aluminium może korodować, zużywać się lub po prostu nie wyglądać profesjonalnie wystarczająco długo w trudnych warunkach?
Kilka rodzajów obróbki powierzchni znacznie zwiększa trwałość wytłaczanych kanałów aluminiowych. Kluczowe opcje obejmują anodowanie zapewniające doskonałą odporność na korozję i zużycie, malowanie proszkowe zapewniające solidną ochronę i różnorodność kolorów oraz malowanie zapewniające opłacalną estetykę i umiarkowaną ochronę.
Chociaż aluminium jest w pewnym stopniu naturalnie odporne na korozję, wiele zastosowań wymaga czegoś więcej. Narażenie na wilgoć, chemikalia, ścieranie, a nawet chęć uzyskania określonego wyglądu często wymaga obróbki powierzchni. Wybór odpowiedniego wykończenia chroni inwestycję i zapewnia aluminiowe profile kanałowe działają niezawodnie przez cały okres użytkowania. Przyjrzyjmy się najskuteczniejszym opcjom, z którymi najczęściej pracujemy w PTSMAKE.
Anodowanie: Elektrochemiczna twierdza
Anodowanie nie jest powłoką taką jak farba; jest to proces elektrochemiczny, który przekształca powierzchnię aluminium w trwałe, odporne na korozję, anodowe wykończenie tlenkowe. Proces ten polega na tworzeniu kontrolowanej, zagęszczonej wersji naturalnej ochronnej warstwy tlenku aluminium. Pasywacja elektrolityczna7.
Znacznie zwiększa to odporność na korozję i zużycie. Powstała porowata warstwa może być również barwiona na różne kolory przed uszczelnieniem, oferując opcje estetyczne. Anodowanie typu II jest powszechne dla ogólnej ochrony i koloru, podczas gdy typ III (twarda powłoka) zapewnia doskonałą odporność na zużycie w wymagających zastosowaniach. Na podstawie naszych testów anodowanie twarde drastycznie zwiększa twardość powierzchni.

Rozważania obejmują niewielką zmianę wymiarów (warstwa tlenku narasta) i potencjalne wyzwania związane z osiągnięciem idealnej spójności kolorów w różnych partiach.
Malowanie proszkowe: Wytrzymały i kolorowy
Metoda ta polega na elektrostatycznym nakładaniu suchego proszku (mieszanki żywic polimerowych, pigmentów i wypełniaczy) na kanał aluminiowy. Część jest następnie podgrzewana, co powoduje, że proszek topi się, płynie i utwardza, tworząc twardą, jednolitą powłokę.
Malowanie proszkowe zapewnia doskonałą odporność na odpryski, zarysowania, blaknięcie i chemikalia. Oferuje szeroką gamę kolorów i tekstur, dzięki czemu jest bardzo wszechstronny pod względem wymagań estetycznych. Jest generalnie grubsza i twardsza niż płynna farba, oferując znaczną ochronę dla aluminiowe profile kanałowe w wymagających środowiskach fizycznych.
Głównymi rzeczami, o których należy pamiętać, są grubość powłoki, która ma większy wpływ na ostateczne wymiary niż anodowanie, oraz potrzeba specjalistycznych pieców do utwardzania.

Malowanie: Wszechstronność i dostępność
Malowanie płynne (przy użyciu pistoletów natryskowych, zanurzanie itp.) to kolejny popularny sposób ochrony i barwienia aluminium. Istnieją różne systemy malarskie, takie jak epoksydy, poliuretany i poliestry, z których każdy oferuje różne poziomy trwałości, odporności na promieniowanie UV i ochrony chemicznej.
Malowanie oferuje dobrą elastyczność estetyczną i może być stosunkowo opłacalne, szczególnie w przypadku mniej wymagających zastosowań. Poprawki są również generalnie łatwiejsze w porównaniu do anodowania lub malowania proszkowego. Jednak odpowiednie przygotowanie powierzchni (czyszczenie i często gruntowanie) jest absolutnie krytyczne dla przyczepności farby do aluminium. Malowane powierzchnie są zazwyczaj bardziej podatne na zarysowania i odpryski w porównaniu do anodowania lub malowania proszkowego.
Inne zabiegi
Powłoki konwersji chemicznej
Obróbki te (takie jak chromianowanie lub alternatywy niechromowe) tworzą cienką warstwę ochronną, która zwiększa odporność na korozję i stanowi doskonałą bazę dla przyczepności farby. Oferują one jednak mniej samodzielną ochronę niż powyższe metody.
Wykończenia mechaniczne
Procesy takie jak szczotkowanie, polerowanie lub piaskowanie są przede wszystkim estetyczne, ale mogą poprzedzać inne zabiegi, takie jak anodowanie, w celu uzyskania określonych efektów wizualnych.
Wybór odpowiedniego leczenia
Najlepszy wybór zależy wyłącznie od zastosowania. Kluczowe czynniki obejmują:
- Środowisko: Czy będzie narażony na słoną wodę, chemikalia, wysoką wilgotność lub promieniowanie UV?
- Nosić: Czy ścieranie lub zadrapanie jest głównym problemem?
- Estetyka: Czy ważny jest kolor, poziom połysku lub tekstura?
- Koszt: Jaki jest budżet na wykończenie?
- Tolerancje: Jak krytyczne są ostateczne wymiary?
Oto proste porównanie:
| Cecha | Anodowanie (typ II) | Malowanie proszkowe | Malowanie (płynne) |
|---|---|---|---|
| Corrosion Res. | Doskonały | Bardzo dobry | Dobry do bardzo dobrego |
| Wear Res. | Dobry (twarda powłoka=Exc) | Doskonały | Uczciwy do dobrego |
| Opcje kolorów | Umiarkowany | Bardzo szeroki | Bardzo szeroki |
| Grubość | Bardzo cienki | Gruby | Umiarkowana do grubej |
| Koszt względny | Umiarkowany | Umiarkowany | Niski do umiarkowanego |
W poprzednich projektach, w PTSMAKE pomagaliśmy klientom wybrać optymalne wykończenie, oceniając te kompromisy w odniesieniu do ich konkretnych potrzeb, zapewniając zarówno trwałość, jak i wydajność.
Czy aluminiowe profile kanałowe można dostosować do złożonych zespołów?
Okazuje się, że standardowe profile aluminiowe po prostu nie integrują się z Twoim skomplikowanym projektem produktu? Stoisz w obliczu wyzwań montażowych, ponieważ gotowe profile stwarzają więcej problemów niż rozwiązują?
Tak, jak najbardziej. Aluminiowe profile kanałowe wyjątkowo dobrze nadają się do personalizacji, umożliwiając tworzenie unikalnych profili precyzyjnie dostosowanych do wymagań geometrycznych, funkcjonalnych i integracyjnych złożonych zespołów.

Podczas gdy standardowe profile aluminiowe są wszechstronne w wielu zastosowaniach, złożone zespoły często stanowią wyjątkowe wyzwanie. Mogą one obejmować dopasowanie komponentów do ciasnych przestrzeni, wymagające zintegrowanych funkcji, takich jak punkty montażowe lub kanały kablowe, lub wymagające określonej wydajności strukturalnej w niestandardowym rozmiarze. W tym właśnie tkwi prawdziwa moc wytłaczania aluminium - jego zdolność do tworzenia profili na zamówienie.
Dlaczego standardowe kanały mogą się nie sprawdzić
W przypadku złożonych projektów produktów, standardowe ceowniki lub ceowniki często wymagają znacznych modyfikacji lub dodatkowych wsporników i elementów złącznych. Może to prowadzić do:
- Zwiększona liczba części
- Dłuższy czas montażu
- Potencjalne punkty awarii
- Zmniejszona estetyka lub wydajność przestrzeni
Poleganie wyłącznie na standardowych profilach może ograniczyć innowacyjność projektu w przypadku wysoce zintegrowanych lub nieliniowych systemów.
Potęga personalizacji dzięki wytłaczaniu
Proces wytłaczania aluminium polega na przetłaczaniu podgrzanego kęsa aluminium przez ukształtowany otwór w matrycy. Proces ten jest niezwykle elastyczny, pozwalając na tworzenie skomplikowanych przekrojów dostosowanych do konkretnych potrzeb.

Dopasowane geometrie
Zamiast próbować dostosować standardowy kształt, można zaprojektować niestandardowe wytłoczenie z dokładnymi kątami, krzywiznami i wymiarami wymaganymi przez zespół. Zapewnia to idealne dopasowanie i optymalne wykorzystanie przestrzeni.
Funkcje zintegrowane
Niestandardowe aluminiowe profile kanałowe może zawierać funkcje bezpośrednio w profilu, eliminując potrzebę stosowania oddzielnych części. Przykłady obejmują:
- Otwory na śruby lub kanały do mocowania
- Rowki T dla modułowych przystawek
- Zintegrowane radiatory
- Kanały na okablowanie lub przewody
- Funkcje zatrzaskowe dla współpracujących części
W poprzednich projektach w PTSMAKE pomogliśmy klientom skonsolidować wiele funkcji w jednym niestandardowym wytłoczeniu, znacznie upraszczając ich montaż. Precyzja osiągana dzięki starannemu Konstrukcja matrycy8 jest kluczem do skuteczności tych zintegrowanych funkcji.

Optymalizacja materiałów i wydajności
Personalizacja to nie tylko kształt. Można określić dokładny stop (np. 6061 lub 6063) i temperaturę (np. T5 lub T6), aby uzyskać wymaganą wytrzymałość, odporność na korozję lub właściwości wykończenia. Grubość ścianek można zmieniać w ramach profilu, aby zwiększyć wytrzymałość tylko tam, gdzie jest to potrzebne, optymalizując wagę.
Standardowe vs. niestandardowe dla złożonych zespołów
Oto krótkie porównanie podkreślające zalety niestandardowych profili w skomplikowanych projektach:
| Cecha | Kanały standardowe | Niestandardowe profile aluminiowe |
|---|---|---|
| Dopasowanie | Często wymaga adaptacji | Zaprojektowany dla precyzyjnego dopasowania |
| Integracja | Wymaga dodatkowych części/obróbki | Funkcje mogą być zintegrowane |
| Liczba części | Wyższy | Niższy potencjał |
| Czas montażu | Potencjalnie dłużej | Potencjalnie szybciej |
| Swoboda projektowania | Ograniczone przez dostępne kształty | Wysoki |
| Optymalizacja | Cel ogólny | Zoptymalizowany pod kątem określonej funkcji |
Podczas gdy niestandardowe matryce wymagają początkowej inwestycji w oprzyrządowanie, długoterminowe korzyści w postaci wydajności montażu, zmniejszonej liczby części i doskonałej wydajności często sprawiają, że niestandardowe matryce są bardziej opłacalne. aluminiowe profile kanałowe wysoce efektywne rozwiązanie dla złożonych produktów. W PTSMAKE wypełnianie luki między złożonymi potrzebami projektowymi a możliwymi do wyprodukowania niestandardowymi profilami jest kluczową częścią tego, co robimy.
Dowiedz się więcej o procesie wyciskania i o tym, jak umożliwia on tworzenie złożonych profili aluminiowych. ↩
Dowiedz się, w jaki sposób zasady projektowania modułowego mogą przyspieszyć prototypowanie i czas produkcji. ↩
Kliknij tutaj, aby dowiedzieć się, jak strefa wpływu ciepła wpływa na wytrzymałość spawanego aluminium. ↩
Dowiedz się więcej o tolerancjach wymiarowych i ich znaczeniu w produkcji precyzyjnej. ↩
Kliknij, aby zrozumieć, w jaki sposób właściwości geometryczne, takie jak moment bezwładności, określają sztywność konstrukcji. ↩
Zrozumienie, w jaki sposób moduł sprężystości wpływa na ugięcie konstrukcji i wybór materiału. ↩
Dowiedz się, w jaki sposób ta warstwa ochronna tworzy się na aluminium. ↩
Odkryj, jak precyzyjne projektowanie matryc odblokowuje złożone możliwości wytłaczania aluminium dla Twoich zespołów. ↩






