

Systemy kolejowe stają przed rosnącym wyzwaniem związanym z niezawodnością przezroczystych kolektorów. Te krytyczne komponenty kontrolują przepływ płynów w układach smarowania, chłodzenia i pneumatycznych, jednak wiele z nich ulega awarii z powodu niskiej precyzji obróbki i degradacji materiału.
Obróbka CNC zapewnia dokładność wymiarową i przejrzystość optyczną wymaganą dla przezroczystych kolektorów w zastosowaniach kolejowych. Właściwy dobór narzędzi, wykończenie powierzchni i wiedza o materiałach zapewniają, że te komponenty spełniają wymagające standardy branży kolejowej, jednocześnie zachowując możliwości wizualnego monitorowania.

Ten przewodnik obejmuje wszystko, od wyboru materiału po procesy kontroli jakości, które zapobiegają kosztownym awariom. Podzielę się praktycznymi wskazówkami dotyczącymi uzyskiwania wykończeń klasy optycznej i zasadami projektowania, które przedłużają żywotność kolektorów w trudnych warunkach kolejowych.
Dlaczego przezroczyste kolektory są ważne w nowoczesnych systemach kolejowych
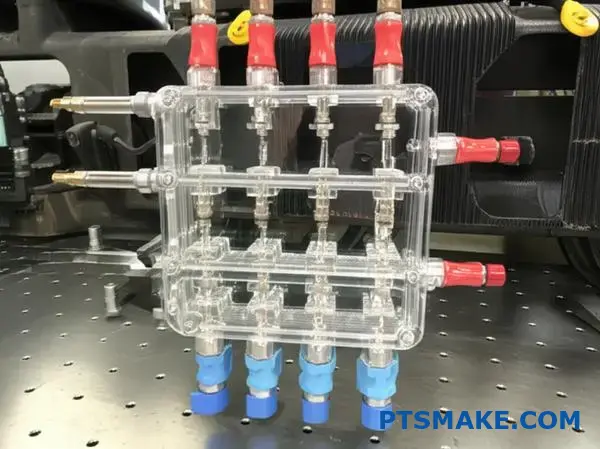
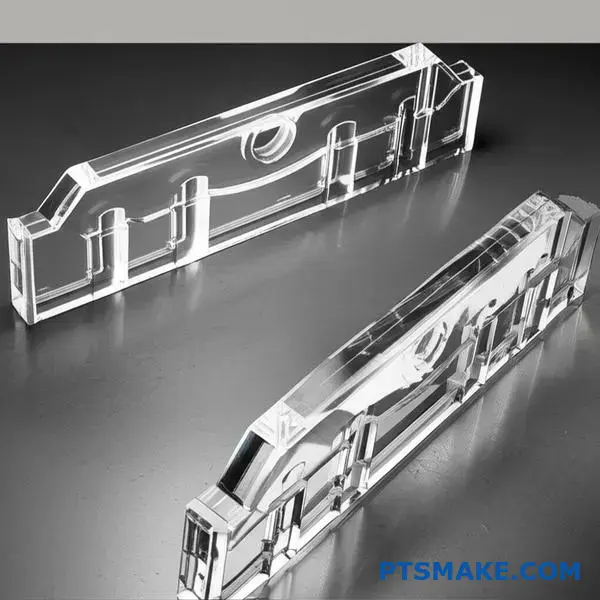
W nowoczesnych systemach kolejowych kluczowe znaczenie mają wydajność i bezpieczeństwo. Dlatego też w krytycznych operacjach coraz częściej widzimy przezroczyste rozdzielacze kolejowe.
Te komponenty oferują wyraźny wgląd w dynamikę płynów. Pozwala to na natychmiastową inspekcję wizualną i proaktywne utrzymanie.
Kluczowe aplikacje
Rozdzielacze płynów dla pociągów są kluczowe dla kilku systemów. Zarządzają wszystkim, od smarowania po pneumatykę, zapewniając płynne działanie. Możliwość zajrzenia do wnętrza tych systemów zmienia zasady gry.
| System | Funkcja | Korzyść z przejrzystości |
|---|---|---|
| Smarowanie | Dystrybuuje olej/smar | Weryfikuj przepływ, wykrywaj zatory |
| Przepływ chłodziwa | Reguluje temperaturę silnika | Sprawdzaj pęcherzyki powietrza, wycieki |
| Pneumatyka | Zasila hamulce, drzwi | Monitoruj pod kątem zanieczyszczeń |
Przezroczyste rozdzielacze w systemach kolejowych nie są już nowością. Stają się one niezbędnym narzędziem diagnostycznym w nowoczesnych lokomotywach i taborze kolejowym.
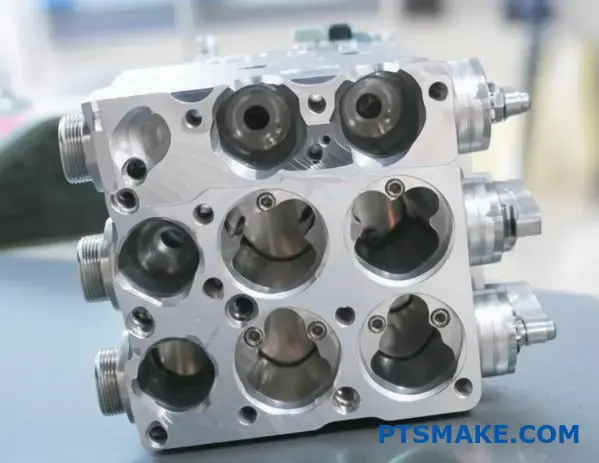
Wyzwanie produkcyjne
Chociaż korzyści są oczywiste, produkcja tych części jest złożona. Przejście na materiały przezroczyste wprowadza znaczące przeszkody, których nie było w przypadku tradycyjnych rozdzielaczy metalowych. Precyzja jest wszystkim.
Integralność i przejrzystość materiału
Głównym wyzwaniem jest utrzymanie przejrzystości optycznej podczas i po produkcji. Standardowa obróbka skrawaniem może powodować mikropęknięcia i naprężenia wewnętrzne. To zamglenie lub zmętnienie niweczy cel przezroczystej części. Po analizie stwierdziliśmy, że częstymi przyczynami są niewłaściwe prędkości narzędzia lub nagrzewanie.
Naprężenia te wpływają nie tylko na widoczność, ale także na integralność strukturalną. Mogą prowadzić do przedwczesnego uszkodzenia w warunkach silnych wibracji, typowych dla eksploatacji kolejowej. Materiał może początkowo wyglądać dobrze, ale wewnętrzne dwójłomność1 może ujawnić ukryte punkty naprężeń, które naruszają długoterminową trwałość.
Wymagania dotyczące precyzji i trwałości
Zastosowania kolejowe wymagają ekstremalnej trwałości i ścisłych tolerancji. Wewnętrzne kanały muszą być idealnie gładkie, aby zapewnić nieograniczony przepływ płynu. Jakakolwiek niedoskonałość powierzchni może powodować turbulencje lub zatrzymywać zanieczyszczenia.
Oto kluczowe wyzwania, na których skupiamy się w PTSMAKE podczas realizacji projektów obróbki CNC przezroczystych kolektorów kolejowych:
| Wyzwanie | Wpływ na wydajność | Rozwiązanie produkcyjne |
|---|---|---|
| Naprężenie materiału | Zmniejszona przejrzystość i trwałość | Specjalistyczne narzędzia, kontrola klimatu |
| Złożone geometrie | Niewydajny przepływ płynu | Zaawansowana obróbka CNC 5-osiowa |
| Wykończenie powierzchni | Gromadzenie się zanieczyszczeń, wycieki | Polerowanie parowe, zoptymalizowane cięcie |
| Stabilność wymiarowa | Słabe uszczelnienie, awaria systemu | Procesy wyżarzania odprężającego |
Osiągnięcie tego poziomu jakości wymaga głębokiego zrozumienia nauki o polimerach i zaawansowanych technik obróbki CNC. Jest to równowaga między precyzyjną inżynierią a wiedzą z zakresu obróbki materiałów.
Przezroczyste kolektory zapewniają kolejarzom kluczowe informacje operacyjne. Jednak ich produkcja wymaga pokonania znaczących wyzwań związanych z przejrzystością materiału, precyzyjną obróbką i długoterminową trwałością, aby zapewnić ich niezawodne działanie w trudnych warunkach.
Ukryty koszt niedokładnych kolektorów w transporcie kolejowym
Niska dokładność wymiarowa kolektorów prowadzi do długoterminowych awarii operacyjnych. Nie chodzi o natychmiastowe uszkodzenie. To powolny proces degradacji.
Drobne niedoskonałości prowadzą do chronicznych wycieków i spadków ciśnienia. Problemy te obciążają cały system w czasie.
Wpływ wadliwych tolerancji
Komponenty zużywają się szybciej. Uszczelki ulegają degradacji. Rezultatem są nieoczekiwane i kosztowne konserwacje. Przestoje te bezpośrednio wpływają na harmonogramy usług i rentowność.
Obróbka CNC jako rozwiązanie
Dokładność CNC dla części kolejowych jest odpowiedzią. Wysokoprecyzyjne kolektory ze ścisłą kontrolą tolerancji zapewniają idealne dopasowanie. Ta precyzja zapobiega wyciekom i utrzymuje integralność systemu. Znacząco skraca czas przestojów konserwacyjnych.
| Źródło niedokładności | Konsekwencje |
|---|---|
| Słaba kontrola tolerancji | Stopniowe wycieki płynu lub powietrza |
| Niedoskonałości powierzchni | Przedwczesna awaria uszczelnienia |
| Niewspółosiowe kanały | Niewydajne ciśnienie w systemie |

Głębsze spojrzenie na awarie operacyjne
Niedokładny kolektor w systemie hamulcowym lub hydraulicznym kolei to tykająca bomba. Awaria nie jest nagła, lecz stopniowa, co utrudnia jej zdiagnozowanie, dopóki nie stanie się krytyczna.
Niewielkie niedopasowanie w porcie może ograniczać przepływ. Zmusza to pompy i siłowniki do cięższej pracy. Po miesiącach to dodatkowe obciążenie prowadzi do przedwczesnego uszkodzenia komponentów, znacznie przed zaplanowanym okresem eksploatacji. Jest to ukryty koszt, który narasta.
Jak precyzja zapobiega przestojom
Tutaj staje się jasna wartość precyzyjnych rozdzielaczy. Obróbka CNC zapewnia wymagany poziom kontroli tolerancji. Nie chodzi tylko o wykonanie jednej dobrej części. Chodzi o wykonanie każdej części identycznie w granicach mikronów.
Ta spójność eliminuje zmienne, które powodują stopniowe zużycie. Kiedy każdy rozdzielacz działa dokładnie tak, jak został zaprojektowany, cały system działa wydajniej. Problem często sprowadza się do zarządzania układanie tolerancji2. W PTSMAKE używamy zaawansowanego programowania CNC, aby zminimalizować te kumulatywne błędy.
| Jakość rozdzielaczy | Cykl konserwacji | Niezawodność systemu |
|---|---|---|
| Niska dokładność | Nieplanowane, częste naprawy | Nieprzewidywalny, niski |
| Wysoka precyzja (CNC) | Planowana, przewidywalna obsługa | Spójny, wysoki |
Niedokładne rozdzielacze prowadzą do kaskady długoterminowych awarii operacyjnych, zwiększając przestoje i koszty konserwacji. Precyzyjna obróbka CNC zapewnia niezbędną kontrolę tolerancji, zapewniając niezawodność systemu i drastycznie zmniejszając potrzebę nieplanowanych napraw w transporcie kolejowym.
Kompletny podział materiałów dla przezroczystych kolektorów obrabianych CNC
Wybór odpowiedniego materiału jest najważniejszą decyzją w projektowaniu rozdzielaczy. Bezpośrednio wpływa na wydajność, żywotność i koszt. Twój wybór określa, jak część wytrzymuje ciśnienie, chemikalia i uderzenia.
Kluczowe przezroczyste polimery
Pracujemy głównie z trzema rodzajami przezroczystych polimerów. Każdy z nich ma wyraźne zalety dla konkretnych zastosowań. Kluczowy jest odpowiedni dobór materiału kolektora.
Porównanie Twoich głównych opcji
Oto szybki przegląd, który opracowaliśmy na podstawie naszych wyników testów. Pomaga to klientom w podejmowaniu wstępnych decyzji.
| Materiał | Główne cechy | Najlepsze dla |
|---|---|---|
| Poliwęglan (PC) | Wysoka wytrzymałość na uderzenia | Wymagające środowiska o wysokim ciśnieniu |
| Akryl (PMMA) | Doskonała przejrzystość optyczna | Inspekcja wizualna, części estetyczne |
| Kopolimery (np. PETG) | Doskonała odporność chemiczna | Przetwórstwo medyczne lub chemiczne |
To wstępne porównanie upraszcza pierwszy krok.

Głębsze spojrzenie na właściwości materiałów
Wybór najlepszego materiału wykracza poza prostą tabelę. Każdy polimer stawia unikalne wyzwania i oferuje korzyści w obróbce przezroczystych polimerów. Specyfika Twojego zastosowania, na przykład w przypadku przezroczystych kolektorów kolejowych wymagających obróbki CNC, wymaga starannego przemyślenia.
Poliwęglan (PC)
Poliwęglan jest moim wyborem ze względu na wytrzymałość. Jego odporność na uderzenia jest wyjątkowa, co czyni go idealnym do zastosowań przemysłowych. Na przykład, kolektory poliwęglanowe do zastosowań kolejowych muszą wytrzymać ciągłe wibracje i potencjalne uderzenia. To sprawia, że PC jest tam oczywistym wyborem. Jednakże, może być podatny na pękanie naprężeniowe3 pod wpływem niektórych chemikaliów.
Akryl (PMMA)
Kiedy absolutna przejrzystość jest niepodważalna, polecam Akryl. Oferuje on przejrzystość przypominającą szkło, co jest idealne do monitorowania płynów. Jego obróbka wymaga specyficznych technik, aby uniknąć spękań. Jest mniej odporny na uderzenia niż PC, ale bardziej opłacalny.
Kopolimery
Kopolimery, takie jak PETG lub specjalistyczne przezroczyste PVC, oferują zrównoważony profil. Często zapewniają lepszą odporność chemiczną niż PC lub akryl. Dzięki temu nadają się do kolektorów obsługujących różne płyny. Nasze doświadczenie w PTSMAKE pokazuje, że przy odpowiednich narzędziach można je czysto obrabiać.
| Własność | Poliwęglan (PC) | Akryl (PMMA) | Kopolimery (PETG) |
|---|---|---|---|
| Siła uderzenia | Doskonały | Uczciwy | Dobry |
| Przejrzystość | Bardzo dobry | Doskonały | Dobry |
| Odporność chemiczna | Uczciwy | Dobry | Doskonały |
| Maksymalna temperatura pracy. | ~120°C (248°F) | ~80°C (176°F) | ~70°C (158°F) |
Ostateczny wybór zawsze zależy od szczegółowej analizy projektu.
Wybór materiału to sztuka kompromisu. Potrzeby Twojej aplikacji dotyczące wytrzymałości (poliwęglan), przejrzystości (akryl) lub odporności chemicznej (kopolimery) pomogą w dokonaniu najlepszego wyboru. Każdy materiał stawia unikalne wyzwania i oferuje korzyści w obróbce przezroczystych polimerów, które należy dokładnie rozważyć w celu uzyskania optymalnej wydajności.
Sekrety uzyskiwania przejrzystości optycznej w kolektorach obrabianych CNC
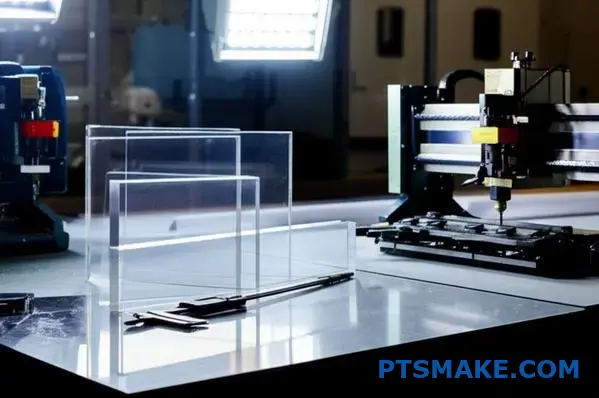
Uzyskanie wykończenia przypominającego szkło na kolektorze obrabianym CNC to nie tylko polerowanie. Droga do optycznej przejrzystości zaczyna się w momencie, gdy frez dotyka materiału. To precyzyjna nauka.
Sukces zależy od kontroli każdej zmiennej. Obejmuje to wybór narzędzia, prędkość posuwu i głębokość cięcia. Każdy wybór bezpośrednio wpływa na ostateczną przejrzystość.
Opanowanie parametrów obróbki
Właściwy dobór narzędzia jest kluczowy. W przypadku materiałów takich jak poliwęglan lub akryl używamy niezwykle ostrych frezów jednogniazdowych lub V-kształtnych przeznaczonych do tworzyw sztucznych. Minimalizuje to ciepło i zapobiega topieniu. Świetne wykończenie powierzchni CNC dla poliwęglanu zaczyna się tutaj.
| Parametr | Zalecenie dla poliwęglanu | Wpływ na przejrzystość |
|---|---|---|
| Typ narzędzia | Jednogardzielowy, wznoszący | Redukuje ciepło, czyste cięcie |
| Prędkość wrzeciona | 18 000 – 24 000 obr./min | Zapobiega topnieniu, gładkie cięcie |
| Prędkość podawania | 100 – 300 cali/min | Zapobiega powstawaniu śladów narzędzia, jednorodne wykończenie |
| Płyn chłodzący | Sprężone powietrze / alkohol izopropylowy | Usuwa wióry, zmniejsza tarcie |
Kontrolowanie tych parametrów jest kluczowe dla każdego projektu obróbki optycznej.

Pierwsze przejście obróbcze przygotowuje grunt pod ostateczne polerowanie. Wszelkie niedoskonałości, niezależnie od tego, jak małe, będą widoczne. Dążymy do uzyskania powierzchni, która jest już gładka i pozbawiona śladów drgań, zanim jeszcze rozpocznie się jakiekolwiek polerowanie.
Od obróbki do polerowania
Powszechnym błędem jest zbytnie poleganie na polerowaniu w celu naprawienia słabego wykończenia powierzchni. W PTSMAKE postrzegamy polerowanie jako etap udoskonalania, a nie korekty. Prawdziwa praca wykonywana jest na maszynie CNC. Takie podejście jest kluczowe w przypadku złożonych elementów, takich jak przezroczyste kolektory, gdzie spójna przejrzystość jest niepodważalna.
Obejmuje to wieloetapowy proces. Zaczynamy od bardzo drobnoziarnistego szlifowania, aby usunąć subtelne ślady narzędzia pozostawione nawet przez najdokładniejszą obróbkę. Ten etap musi być wykonany ostrożnie, aby zachować dokładność geometryczną części. Celem jest uzyskanie jednolitego, matowego wyglądu. Staje się to podstawą do polerowania przezroczystych części za pomocą metod CNC lub ręcznych.
| Etap polerowania | Metoda/Materiał | Cel |
|---|---|---|
| Etap 1: Szlifowanie | Papier ścierny na mokro o gradacji 400-800 | Usuń linie obróbcze |
| Etap 2: Wygładzanie | 1000-2000 Grit Wet Sandpaper | Create a uniform frosted finish |
| Stage 3: Polishing | Buffing Wheel with Compound | Achieve initial transparency |
| Stage 4: Finishing | Vapor Polishing / Manual Buff | Attain final optical clarity |
After sanding, we move to buffing with specialized compounds. The process removes the fine scratches from sanding, bringing out the material’s inherent transparency. Internal stresses can cause issues like dwójłomność4, so controlled, low-heat techniques are essential. It’s a delicate balance of pressure and speed.
Achieving optical clarity depends on precise CNC parameters and a systematic multi-stage polishing process. The initial surface finish from the machine is the most critical factor, dictating the quality of the final transparent part.
Najczęstsze wady konstrukcyjne prowadzące do awarii kolektorów w zastosowaniach kolejowych
In manifold design for rail, minor oversights often lead to major failures. The system’s integrity frequently depends on details missed during the initial CAD phase. These seemingly small errors can have significant consequences down the line.
Three common design flaws consistently appear. These are inconsistent wall thickness, poorly routed internal channels, and improperly finished sealing surfaces. Each flaw introduces a unique and preventable failure mode.
Addressing these CNC design flaws early is critical. It ensures the safety and reliability required in demanding railroad applications.
| Wada konstrukcyjna | Główna konsekwencja |
|---|---|
| Inconsistent Wall Thickness | Stress concentration, potential cracks |
| Zablokowane/Ostre kanały | Spadki ciśnienia, nieefektywny przepływ |
| Złe powierzchnie uszczelniające | Krytyczne wycieki płynu, awaria systemu |
Krytyczne znaczenie grubości ścianki
Jednolita grubość ścianki jest fundamentalna. Gdy ścianki gwałtownie zmieniają grubość, tworzą punkty koncentracji naprężeń. Pod wpływem ciągłych wibracji podczas eksploatacji kolejowej, punkty te mogą łatwo stać się źródłem pęknięć i awarii.
Dobra praktyka CAD obejmuje wykorzystanie narzędzi analitycznych. Mogą one symulować ciśnienie i naprężenia, uwidaczniając słabe obszary, zanim zostanie przecięty jakikolwiek materiał. Ten prewencyjny krok jest kluczową częścią naszego procesu przeglądu projektów w PTSMAKE, zapobiegając takim wadom projektowym CNC.
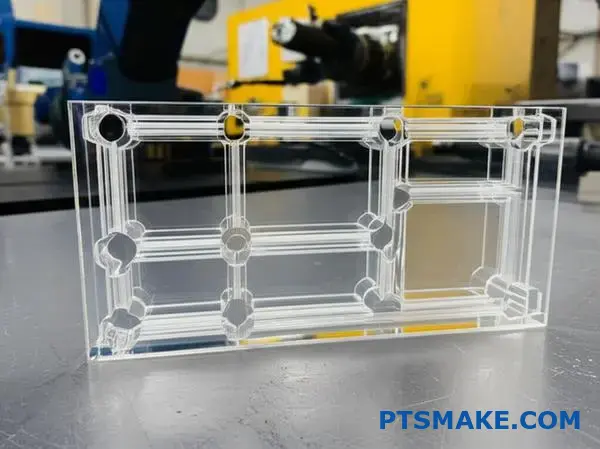
Optymalizacja kanałów wewnętrznych
Ścieżki wewnątrz kolektora są jego tętnicami. Ostre, 90-stopniowe zakręty tworzą turbulencje. Zakłóca to przepływ i powoduje znaczące spadki ciśnienia, zmniejszając wydajność systemu. Tutaj podstawowe zrozumienie Dynamika płynów5 staje się nieocenione dla projektantów tworzących przezroczyste kolektory.
Wizualizacja ścieżki przepływu pomaga w projektowaniu gładkich zakrętów. Jedną z najlepszych wskazówek dotyczących projektowania CAD przezroczystych kolektorów jest priorytetowe traktowanie łagodnych krzywizn zamiast ostrych kątów. Zoptymalizowane kanały zapewniają płynniejszy przepływ i utrzymują ciśnienie w systemie. Nasze wewnętrzne badania potwierdzają, że znacznie poprawia to ogólną wydajność.
Doskonalenie powierzchni uszczelniających
Kolektor jest tak dobry, jak jego uszczelnienia. Powierzchnie dla O-ringów lub uszczelek wymagają specyficznego wykończenia. Jeśli powierzchnia uzyskana w procesie obróbki CNC jest zbyt szorstka, tworzy mikroskopijne ścieżki wycieku, prowadząc do ostatecznej awarii.
| Przykład wady | Lepsze podejście projektowe | Korzyści |
|---|---|---|
| Grubość ścianki | Nagłe zmiany grubości | Stopniowe przejścia, jednolite ściany |
| Kanały | Ostre narożniki wewnętrzne | Zaokrąglone narożniki, gładkie zgięcia |
| Powierzchnia uszczelniająca | Szorstkie lub nierówne wykończenie | Określona wartość Ra, gładkie wykończenie |
Dbałość o szczegóły na etapie projektowania CAD zapobiega kosztownym awariom fizycznym. Jednolite ściany, gładkie kanały i precyzyjne powierzchnie uszczelniające są niepodlegające negocjacjom w celu uzyskania niezawodnych rozdzielaczy kolejowych. Właściwe projektowanie pod kątem produkcji (DFM) stanowi podstawę udanej, trwałej części.
Przewodnik inżyniera po obrabialności przezroczystych tworzyw sztucznych
Obróbka skrawaniem przezroczystych tworzyw sztucznych to sztuka równowagi. Potrzebna jest precyzja bez powodowania naprężeń, pęknięć lub topnienia. Sukces zależy od opanowania szczegółów.
Zrozumienie sił skrawania
Niższe siły skrawania są kluczowe. Zapobiegają one ugięciu i naprężeniom wewnętrznym. Jest to niezbędne do zachowania przejrzystości optycznej w końcowej części.
Zarządzanie zużyciem narzędzi
Przezroczyste tworzywa sztuczne mogą być ścierne. Zużycie narzędzi prowadzi do słabego wykończenia. Ostre, specjalistyczne narzędzia nie są opcjonalne; są one wymogiem jakości.
| Parametr | Akryl (PMMA) | Poliwęglan (PC) |
|---|---|---|
| Wrażliwość na ciepło | Wysoki | Bardzo wysoka |
| Szybkość zużycia narzędzia | Umiarkowany | Wysoki |
Kontrola ciepła i ewakuacja wiórów jest kluczowa. Bez odpowiedniego chłodzenia materiał może stopić się na narzędziu. Niszczy to zarówno część, jak i frez.
Strategie usuwania wiórów i chłodzenia
Skuteczne usuwanie wiórów jest niepodlegające negocjacjom. Lepkie wióry z materiałów takich jak poliwęglan mogą zatykać rowki. Natychmiast generuje to nadmierne ciepło, ryzykując awarię części.
Zalecamy sprężone powietrze do akrylu. Chłodzi i usuwa wióry bez interakcji chemicznej. W przypadku poliwęglanu często najlepiej sprawdza się system minimalnego smarowania (MQL). Zapobiega topieniu bez powodowania szoku termicznego.
Porównanie materiałów: Obróbka CNC Akryl vs. Poliwęglan
Te dwa są powszechne, ale obrabiają się bardzo różnie. Akryl jest twardy i kruchy. Czysto się odpryskuje przy odpowiednich parametrach. Poliwęglan jest twardszy i bardziej miękki. Ma tendencję do deformacji i tworzenia długich, nitkowatych wiórów. Jego struktura amorficzna6 przyczynia się do tego zachowania.
| Cecha | Akryl (PMMA) | Poliwęglan (PC) |
|---|---|---|
| Formowanie wiórów | Kruche, małe wióry | Gumowate, długie wióry |
| Geometria narzędzia | Wysoki kąt natarcia dodatni | Kąt natarcia neutralny do niskiego |
| Potrzeby chłodzenia | Powietrze, minimalna ilość płynu | MQL, chłodzenie strumieniowe |
| Najlepsze dla | Klarowność optyczna, wyświetlacze | Wysoka odporność na uderzenia, obudowy |
Obróbka specyficzna dla zastosowania
W przypadku zastosowań takich jak obróbka przezroczystych tworzyw sztucznych do szyn komponentów, udarność jest najważniejsza. To sprawia, że poliwęglan jest częstym wyborem, pomimo jego wyzwań. W przypadku systemów przepływowych, wybór najlepszego tworzywa sztucznego do kolektorów często prowadzi do akrylu ze względu na jego stabilność i przejrzystość. Unikalne wymagania dotyczące obróbki CNC przezroczystych kolektorów kolejowych wymagają głębokiego zrozumienia tych kompromisów materiałowych dla niezawodnej wydajności.
Opanowanie obróbki przezroczystego tworzywa sztucznego wymaga kontroli ciepła, używania ostrych narzędzi i zarządzania usuwaniem wiórów. Zrozumienie odrębnych właściwości akrylu i poliwęglanu jest kluczowe dla uzyskania wysokiej jakości, przezroczystych części do każdego zastosowania, od kolektorów po komponenty kolejowe.
Skracanie czasu realizacji niestandardowych kolektorów kolejowych dzięki wydajności CNC
W sektorze kolejowym czas to pieniądz. Długie terminy realizacji niestandardowych części stanowią poważne wąskie gardło. Obróbka CNC bezpośrednio rozwiązuje to wyzwanie.
Umożliwia szybkie prototypowanie CNC do testowania i walidacji. Jest to kluczowe dla złożonych komponentów, takich jak niestandardowe kolektory.
Od pliku cyfrowego do części fizycznej
Nasz proces rozpoczyna się od Twojego cyfrowego projektu. Przyspiesza to wszystko, od wyceny po produkcję. Ta wydajność jest kluczowa dla krótkich serii przezroczystych kolektorów i ich obróbki CNC.
| Etap | Metoda tradycyjna | Obróbka CNC |
|---|---|---|
| Cytowanie | 3-5 dni | < 24 Godziny |
| Prototypowanie | 4-6 Weeks | 5-7 Dni |
| Produkcja | 8-12 Tygodni | 2-4 tygodnie |

Cyfrowy przepływ pracy jest podstawą naszej szybkości. Pojedynczy model CAD 3D jest jedynym źródłem prawdy. Steruje wyceną, programowaniem i samą maszyną CNC. Eliminuje to błędy komunikacyjne i ręczne wprowadzanie danych, co jest częstym problemem, który widziałem.
Potęga szybkiego prototypowania
Szybkie prototypy CNC pozwalają inżynierom testować formę, dopasowanie i funkcjonalność. Mogą trzymać fizyczną część w ciągu dni, a nie tygodni. Jest to niezbędne do udoskonalenia niestandardowych przezroczystych kolektorów kolejowych przed rozpoczęciem produkcji na pełną skalę.
Ta szybkość pozwala na szybkie iteracyjny projekt7, gdzie inżynierowie mogą szybko udoskonalać swoje koncepcje w oparciu o rzeczywiste opinie. Pomaga to uniknąć kosztownych zmian w późniejszym terminie.
Krótkie serie produkcyjne bez kar
Czas realizacji CNC jest również krótki w przypadku produkcji niskoseryjnej. Nie musimy tworzyć drogich form ani narzędzi. Dzięki temu produkcja nawet kilkudziesięciu niestandardowych przezroczystych kolektorów jest ekonomicznie opłacalna i szybka.
| Zaleta cyfrowego przepływu pracy | Wpływ na czas realizacji |
|---|---|
| Zautomatyzowane wyceny z CAD | Skraca czas wyceny z dni do godzin. |
| Bezpośrednie programowanie CAM | Eliminuje błędy programowania ręcznego. |
| Symulacja cyfrowa | Zapobiega kosztownym poprawkom fizycznym. |
| Centralny plik projektu | Zapewnia kontrolę wersji i dokładność. |
Obróbka CNC zmienia harmonogram produkcji. Jej cyfrowy przepływ pracy umożliwia szybkie prototypowanie CNC i wydajną produkcję krótkoseryjną. Znacząco skraca to czas realizacji CNC dla niestandardowych przezroczystych kolektorów kolejowych, dostarczając krytyczne części szybciej.
Wybór odpowiedniego partnera CNC dla projektów przezroczystych kolektorów
Znalezienie odpowiedniego partnera CNC jest kluczowe. Jest to szczególnie prawdziwe w przypadku projektów przezroczystych kolektorów. Jakość końcowej części zależy całkowicie od jego umiejętności.
Zły wybór może prowadzić do nieudanych projektów. Musisz dokładnie sprawdzić jego możliwości. Zapewnia to sukces Twojego projektu.
Kluczowe kryteria weryfikacji
Oto obszary, które musisz zbadać. Każdy z nich jest kluczowy dla obróbki tworzyw sztucznych.
| Zdolność | Znaczenie | Na co zwrócić uwagę |
|---|---|---|
| Wykończenie powierzchni | Wysoki | Stałe wartości Ra, umiejętność polerowania |
| Doświadczenie z polimerami | Krytyczny | Specyficzna wiedza materiałowa (PC, akryl) |
| Zapewnienie jakości | Niezbędny | Udokumentowane procesy, raporty z inspekcji |
Wybór Twojego szyna wyboru dostawcy CNC wymaga staranności. Nie pomijaj tych niezbędnych kontroli.

Weryfikacja potencjalnego partnera produkcyjnego kolektorów szynowych wykracza poza ich listę maszyn. Potrzebujesz dowodów ich wiedzy, zwłaszcza w przypadku przezroczystych tworzyw sztucznych. Zawsze zaczynam od prośby o próbki ich wcześniejszych prac na podobnych polimerach.
Ocena spójności wykończenia powierzchni
Prawdziwy ekspert od obróbki przezroczystych tworzyw sztucznych rozumie wykończenie powierzchni. Poproś o raporty chropowatości powierzchni (Ra) z poprzednich projektów. Niespójne wykończenia mogą powodować zniekształcenia optyczne. Jest to główny punkt awarii w przezroczystych kolektorach. Niezawodny partner będzie miał jasny, powtarzalny proces osiągania przejrzystości optycznej.
Ocena doświadczenia z polimerami
Obróbka poliwęglanu różni się od obróbki akrylu. Każdy materiał ma unikalne właściwości. Twój partner musi wiedzieć, jak unikać pękania naprężeniowego i krakingu. Odkryliśmy, że specyficzne narzędzia tnące i strategie chłodzenia są niezbędne. Zapytaj ich o ich podejście do obróbki CNC przezroczystych kolektorów kolejowych. Ich odpowiedź ujawni głębię ich wiedzy.
Weryfikacja zapewnienia jakości
Zapewnienie jakości to nie tylko kontrola końcowa. Powinno być częścią całego procesu. Kluczowym aspektem jest identyfikowalność materiałów8. Musisz znać pochodzenie i partię surowca.
Oto szybkie porównanie na podstawie tego, czego szukam:
| Kontrola jakości | Silny partner zapewnia | Słaby partner zapewnia |
|---|---|---|
| Certyfikaty materiałowe | Pełne certyfikaty dla każdej partii | Niejasna lub brak dokumentacji |
| Kontrole w toku | Udokumentowane kontrole wymiarowe | Tylko końcowa kontrola "wizualna" |
| Raporty końcowe | Raporty CMM, testy przejrzystości optycznej | Prosta ocena zalicz/nie zalicz |
Poproś o wgląd w ich dokumentację QA. Jest to etap negocjowalny w moim procesie selekcji w PTSMAKE.
Weryfikacja możliwości dostawcy jest kluczowa. Skup się na spójności wykończenia powierzchni, doświadczeniu w pracy z konkretnymi polimerami i udokumentowanych krokach zapewnienia jakości. Ta staranność zapewnia znalezienie niezawodnego partnera dla Twoich krytycznych projektów przezroczystych kolektorów.
Jak niska jakość kontroli kolektorów wpływa na bezpieczeństwo na torach
Wady w kolektorach kolejowych nie są drobnymi usterkami. Stanowią bezpośrednie zagrożenie dla bezpieczeństwa operacyjnego. Ukryte pęknięcie lub niewielkie zablokowanie może doprowadzić do katastrofalnej awarii systemu na torach.
Niska kontrola jakości podczas obróbki CNC może wprowadzić te niewidzialne zagrożenia. Problemy te naruszają integralność całego systemu.
Typowe tryby awarii
Pęknięcia wewnętrzne mogą powodować nagłe spadki ciśnienia. Zablokowania kanałów zakłócają przepływ płynów, a zniekształcenia optyczne w przezroczystych częściach mogą uniemożliwić dokładne kontrole wizualne.
| Typ wady | Potencjalny wpływ na systemy kolejowe |
|---|---|
| Pęknięcia wewnętrzne | Awaria systemu hydraulicznego lub pneumatycznego |
| Zablokowanie kanału | Niespójne hamowanie lub reakcja sygnału |
| Zniekształcenie optyczne | Niedokładne odczyty poziomu płynu lub czujników |
To sprawia, że rygorystyczna kontrola jakości jest niezbędna.
Nie możemy doczekać się awarii rozdzielacza w terenie. Proaktywne zapobieganie poprzez zaawansowaną inspekcję jest jedynym odpowiedzialnym podejściem w zastosowaniach kolejowych. Dotyczy to szczególnie obróbki CNC przezroczystych kolektorów kolejowych, gdzie kluczowa jest zarówno integralność strukturalna, jak i wizualna.
Krytyczne techniki inspekcji
W PTSMAKE polegamy na wieloetapowym procesie inspekcji, aby wyeliminować ryzyko, zanim część opuści nasz zakład. Jest to kluczowe dla naszej kontroli jakości rozdzielaczy.
CMM dla integralności kanałów
Współrzędnościowa maszyna pomiarowa (CMM) weryfikuje, czy wewnętrzne kanały są obrabiane zgodnie z dokładnymi specyfikacjami. Zapobiega to ograniczeniom przepływu lub całkowitym blokadom, które mogłyby uniemożliwić działanie krytycznych funkcji. Zapewnia, że każda ścieżka jest czysta i ma odpowiedni rozmiar.
Testy szczelności dla integralności strukturalnej
Testy szczelności i ciśnienia mogą wykryć mikropęknięcia, które są całkowicie niewidoczne. Te drobne pęknięcia mogą rozszerzać się pod wpływem naprężeń operacyjnych, prowadząc do wycieków. Stopniowa utrata ciśnienia może nie być od razu oczywista, ale może prowadzić do awarii systemu.
Zapobieganie wadom optycznym
W przypadku przezroczystych rozdzielaczy, słaba obróbka może powodować naprężenia wewnętrzne. Może to powodować efekt optyczny znany jako dwójłomność9, który zniekształca światło i utrudnia inspekcję wizualną. Przeprowadzamy szczegółowe inspekcje części przezroczystych , aby zapewnić doskonałą przejrzystość.
| Metoda inspekcji | Zapobieganie wadom |
|---|---|
| Kontrola CMM | Blokada kanału, błąd wymiarowy |
| Testy szczelności i ciśnienia | Mikropęknięcia, awaria uszczelnienia |
| Kontrole wizualne i optyczne | Zniekształcenia optyczne, wady powierzchni |
Bezbłędne kolektory wymagają więcej niż tylko precyzyjnej obróbki; wymagają bezkompromisowej kontroli. Drobne wewnętrzne wady mogą prowadzić do poważnych zagrożeń bezpieczeństwa na torach. Techniki takie jak CMM, testy szczelności i kontrole optyczne są niezbędne do zagwarantowania niezawodności i bezpieczeństwa każdego komponentu.
Odblokowanie oszczędności dzięki projektowaniu pod kątem obróbki CNC (DFM)
DFM dla przezroczystych kolektorów
Podczas obróbki przezroczystych kolektorów złożoność zwiększa koszty. Każde dodatkowe ustawienie lub złożona ścieżka narzędzia dodaje czasu i kosztów. Niezbędny jest inteligentny projekt CNC dla przezroczystych części.
Oznacza to uproszczenie geometrii tam, gdzie to możliwe. Oznacza to również od początku myślenie o tym, jak część jest mocowana i obrabiana.
Stosowanie tych zasad DFM dla kolektorów może drastycznie obniżyć koszty. Celem jest zmniejszenie liczby operacji maszynowych i skrócenie czasu cyklu, zwłaszcza w przypadku projektów wymagających wysokiej przejrzystości.
Kluczowe obszary skupienia dla DFM kolektorów
| Zasada | Wpływ na koszty |
|---|---|
| Zmniejszenie liczby ustawień | Obniża czas pracy i czas przestoju maszyny |
| Uproszczenie ścieżek narzędzia | Skraca czas programowania i obróbki |
| Standaryzacja funkcji | Umożliwia stosowanie standardowych, szybszych narzędzi |

Minimalizacja złożoności ustawień
Głównym kosztem obróbki CNC jest czas ustawienia. Za każdym razem, gdy zmieniamy orientację części, kosztuje to pieniądze. W przypadku przezroczystych kolektorów jest to kluczowe. Wiele ustawień grozi niewspółosiowością i uszkodzeniem przezroczystych powierzchni.
Projektując części, które można obrabiać z mniejszej liczby stron, zmniejszamy te ryzyka. Na przykład grupowanie cech na jednej płaszczyźnie jest prostą, ale skuteczną strategią. Takie podejście jest kluczowe dla przezroczystych kolektorów, od medycznych systemów przepływu płynów po złożone systemy monitorowania, w tym te stosowane w branżach takich jak kolejnictwo.
Uproszczenie złożoności ścieżki narzędzia
Długie, skomplikowane ścieżki narzędzia oznaczają dłuższy czas pracy maszyny. Bezpośrednio zwiększa to koszt końcowej części. Projektowanie wewnętrznych kanałów z gładkimi krzywiznami zamiast ostrych kątów jest doskonałym przykładem inteligentnego DFM.
To nie tylko przyspiesza obróbkę, ale także poprawia dynamikę płynów wewnątrz kolektora. Efektywna optymalizacja ścieżki narzędzia10 może prowadzić do znaczących oszczędności. Po przejrzeniu projektów z naszymi klientami zaobserwowaliśmy, że to podejście zmniejsza czas obróbki nawet o 30%.
Redukcja kosztów poprzez uproszczenie projektu
| Zmiana projektu | Potencjalna oszczędność czasu |
|---|---|
| Konsolidacja cech po jednej stronie | 15-25% redukcja liczby ustawień |
| Użyj standardowych promieni narożników | 10-20% szybsze ścieżki narzędzia |
| Otwory wiercone prosto w porównaniu do kątowych | 20-30% redukcja złożoności |
Inteligentne DFM dla przezroczystych kolektorów polega na redukcji liczby ustawień i upraszczaniu ścieżek narzędzia. Te zmiany bezpośrednio obniżają czas obróbki i koszty pracy, prowadząc do znaczących oszczędności bez kompromisów w zakresie funkcji lub przejrzystości części. To jest redukcja kosztów CNC w praktyce.
Równoważenie wytrzymałości i przejrzystości w inżynierii kolektorów kolejowych
W inżynierii kolektorów kolejowych kluczowym wyzwaniem jest zrównoważenie trwałości z dostępem wizualnym. Potrzebujesz części, które wytrzymają trudne warunki. Jednocześnie musisz widzieć wnętrze w celu inspekcji.
Tworzy to bezpośredni kompromis. Mocniejsze materiały lub grubsze ścianki często zmniejszają przejrzystość optyczną. Znalezienie właściwej równowagi jest kluczowe.
Wybór materiału
Wybór między przezroczystymi a mocnymi tworzywami sztucznymi jest fundamentalny. Każdy materiał oferuje inny zestaw właściwości. Ta decyzja wpływa zarówno na wydajność, jak i żywotność.
| Materiał | Siła uderzenia | Przejrzystość optyczna |
|---|---|---|
| Poliwęglan | Bardzo wysoka | Dobry do bardzo dobrego |
| Akryl (PMMA) | Średni | Doskonały |
| PETG | Wysoki | Doskonały |
W przypadku wymagających zastosowań kolejowych wytrzymałość poliwęglanu jest często punktem wyjścia. Zapewnia niezbędną odporność na uderzenia dla bezpieczeństwa i niezawodności.
Grubość ścianki i przejrzystość
Grubsze ścianki zwiększają wytrzymałość, ale mogą zmniejszać przejrzystość. Jest to kluczowy kompromis w obróbce CNC. Więcej materiału może zniekształcać przechodzące przez kolektor światło.
Przy projektowaniu przezroczystych kolektorów kolejowych celem jest znalezienie optymalnego punktu. Materiał i jego grubość muszą spełniać zarówno wymagania mechaniczne, jak i wizualne. Nie chodzi tylko o wybór materiału; chodzi o zaprojektowanie kompletnego rozwiązania. W PTSMAKE pomagamy klientom w podejmowaniu tych kluczowych decyzji.
Wpływ obróbki CNC na przejrzystość
Precyzja obróbki CNC jest niezbędna. Jednak sam proces może wpływać na wykończenie powierzchni i naprężenia wewnętrzne materiału. Ma to bezpośredni wpływ na przejrzystość optyczną. Ścieżki narzędzia, prędkości posuwu i płyny chłodzące odgrywają rolę. Źle obrobiona powierzchnia, nawet w przypadku przezroczystego materiału, takiego jak akryl, będzie wyglądać na zamgloną.
Ponadto obróbka może wprowadzać naprężenia wewnętrzne. Naprężenia te mogą powodować subtelne zniekształcenia optyczne. Zjawisko to jest znane jako dwójłomność11, co może być problemem w zastosowaniach optycznych o wysokiej precyzji.
Kompromisy projektowe i materiałowe
Często doradzamy zrównoważone podejście. Zaczyna się od analizy specyficznych naprężeń operacyjnych, z jakimi będzie miał do czynienia kolektor.
| Grubość ścianki | Odporność na uderzenia | Przepuszczalność światła | Czas obróbki CNC |
|---|---|---|---|
| Cienkie (np. 3 mm) | Niższy | Wyższy | Krótszy |
| Średni (np. 6 mm) | Zrównoważony | Dobry | Umiarkowany |
| Gruby (np. 12 mm) | Wyższy | Niższy | Dłuższy |
Na podstawie naszych testów, dobrze dobrany poliwęglan może często zapewnić doskonałą wytrzymałość bez znaczącego poświęcenia przejrzystości, zwłaszcza gdy jest prawidłowo obrabiany. Kompromis CNC w zakresie przejrzystości jest możliwy do opanowania przy odpowiedniej wiedzy i sprzęcie.
Wybór odpowiedniego materiału i grubości ścianki to sztuka kompromisu. Wymaga głębokiego zrozumienia nauki o materiałach i procesów produkcyjnych, aby osiągnąć zarówno odporność na uderzenia, jak i niezbędną przejrzystość optyczną do zastosowań kolejowych.
Jak skalować produkcję przezroczystych kolektorów bez utraty precyzji
Przejście od pojedynczego prototypu przezroczystego kolektora do tysięcy sztuk stanowi poważne wyzwanie. Prawdziwym testem jest utrzymanie tej samej precyzji i przejrzystości w każdej pojedynczej części.
Nie chodzi tylko o robienie więcej; chodzi o robienie więcej, doskonale.
Skalowanie bez kompromisów
W PTSMAKE skupiamy się na stałej jakości podczas skalowania CNC dla przezroczystych części. Nasze przepływy pracy są zaprojektowane z myślą o tym przejściu. Zapewniamy, że dziesięciotysięczna część jest identyczna z pierwszą.
| Etap | Kluczowy cel | Wynik |
|---|---|---|
| Prototyp | Wykonalność | Pojedyncza, idealna część |
| Średnia objętość | Stabilność procesu | Stała jakość |
| Duża objętość | Wydajność i koszt | Skalowana precyzja |
Ta struktura pomaga zarządzać oczekiwaniami i jakością.
Skalowanie produkcji wymaga zupełnie innego podejścia niż prototypowanie. Należy zbudować powtarzalny, zweryfikowany proces. Tutaj wiele projektów się załamuje. Nie planują spójności od samego początku.
Budowanie skalowalnych przepływów pracy CNC
W PTSMAKE nasz proces rozpoczyna się od projektowania z myślą o możliwościach produkcyjnych. Następnie tworzymy dedykowane przyrządy i narzędzia do serii produkcyjnych. Ta inwestycja z góry zapobiega błędom na późniejszych etapach i zapewnia, że każdy kolektor jest identyczny. Opieramy się na automatyzacji i rygorystycznych kontrolach jakości na każdym etapie.
W przypadku projektów o dużej objętości wykorzystujemy zaawansowane systemy, takie jak maszynowe centra obróbcze CNC do produkcji masowej. Te konfiguracje zapewniają szybkość i sztywność wymaganą do ciągłej, precyzyjnej obróbki tworzyw sztucznych. Chodzi o stworzenie kolejki produkcyjnej dla Twoich części.
Spójność jest kluczowa
Spójność materiałowa jest również kluczowa. Często wdrażamy przejrzysty, zintegrowany system VMI z naszymi zaufanymi dostawcami materiałów. Zapewnia to, że surowiec dla każdej partii ma dokładnie te same właściwości. Używamy również technik takich jak Programowanie parametryczne12 aby szybko dostosować ścieżki narzędzia do drobnych zmian części bez pełnego przeprogramowania, oszczędzając czas i redukując błędy.
| Czynnik | Podejście prototypowe | Podejście do produkcji masowej |
|---|---|---|
| Oprzyrządowanie | Przyrządy ogólnego przeznaczenia | Niestandardowe, wysokowydajne przyrządy |
| Programowanie | Ręczny kod G | Zautomatyzowane, parametryczne programy |
| Kontrola | Sprawdzenie ręczne 100% | Zautomatyzowane skany CMM i optyczne |
| Materiał | Pojedynczy arkusz/blok | Zapasy zarządzane przez VMI z kontrolą partii |
Takie systematyczne podejście pozwala nam dostarczać precyzję w każdej skali.
Skalowanie produkcji przezroczystych manifoldów wymaga przejścia od doskonałości jednorazowej do powtarzalnej precyzji. Nasze ustrukturyzowane przepływy pracy CNC, zarządzanie materiałami i wykorzystanie zaawansowanych maszyn zapewniają stałą jakość od prototypu do produkcji masowej.
Odblokuj sukces rozdzielacza kolejowego dzięki wiedzy specjalistycznej PTSMAKE
Gotowi zoptymalizować swoje kolejowe przezroczyste manifoldy dzięki precyzji CNC? Zaufaj sprawdzonemu doświadczeniu PTSMAKE, aby dostarczyć komponenty o wysokiej przejrzystości i dokładności, które zapewnią bezpieczne i wydajne działanie Twoich pociągów. Uzyskaj szybką, szczegółową wycenę już teraz – wyślij zapytanie do PTSMAKE już dziś!

Odkryj, jak ta właściwość optyczna wskazuje na naprężenia wewnętrzne w tworzywach sztucznych. ↩
Odkryj, jak niewielkie odchylenia części mogą się kumulować i wpływać na ogólną wydajność zespołu. ↩
Zrozum, jak środowiska chemiczne mogą powodować przedwczesne uszkodzenie naprężonych części. ↩
Zrozum, jak wewnętrzne naprężenia materiału mogą wpływać na wydajność optyczną i integralność części. ↩
Odkryj, jak zasady zachowania płynów mogą drastycznie poprawić wydajność i efektywność Twojego kolektora. ↩
Dowiedz się, jak wewnętrzna struktura materiału determinuje jego zachowanie podczas cięcia i jakość powierzchni. ↩
Odkryj, jak to zwinne podejście pomaga udoskonalać projekty i obniżać koszty rozwoju przed pełną produkcją. ↩
Dowiedz się, dlaczego kompletna historia materiału jest kluczowa dla zapewnienia wydajności i bezpieczeństwa części. ↩
Dowiedz się, jak ta właściwość optyczna może ujawnić ukryte naprężenia w przezroczystych częściach obrabianych CNC. ↩
Dowiedz się, jak zaawansowane strategie oprogramowania CAM mogą drastycznie skrócić czasy cykli i poprawić jakość powierzchni Twojej części. ↩
Odkryj, jak ta właściwość optyczna wpływa na integralność i przejrzystość precyzyjnie obrabianych przezroczystych komponentów. ↩
Odkryj, jak ta metoda programowania usprawnia obróbkę CNC, zapewniając szybsze i bardziej elastyczne serie produkcyjne. ↩






