

Poświęcasz cenny czas na radzenie sobie z niespójnymi wynikami cynkowania, tolerancjami wymiarowymi i problemami jakościowymi, które spowalniają cykle produkcyjne. Wyzwania związane z powlekaniem powodują opóźnienia, zwiększają koszty i obciążają relacje z zespołami montażowymi.
Cynkowanie galwaniczne to proces elektrochemiczny polegający na nakładaniu cienkiej warstwy cynku na części obrabiane CNC w celu zapewnienia odporności na korozję, poprawy estetyki i wydłużenia żywotności części przy jednoczesnym zachowaniu opłacalności produkcji wielkoseryjnej.

Niniejszy przewodnik obejmuje szczegóły techniczne potrzebne do podejmowania świadomych decyzji dotyczących specyfikacji cynkowania, metod kontroli jakości i wyboru dostawcy. Dowiesz się, jak uniknąć typowych pułapek wpływających na tolerancje wymiarowe i odkryjesz sprawdzone strategie osiągania spójnych wyników dla różnych geometrii części.
Ukryte korzyści cynkowania części precyzyjnych
Wielu inżynierów postrzega cynkowanie jako podstawowe wykończenie. Takie podejście jest jednak zbyt proste. Prawdziwe zalety cynkowania sięgają znacznie głębiej.
Więcej niż zwykła powłoka
Zapewnia silną ochronę przed rdzą. Nadaje również częściom czysty, profesjonalny wygląd. To sprawia, że jest to mądry wybór dla precyzyjnych komponentów.
Dlaczego cynkowanie ma znaczenie
To wykończenie ma kluczowe znaczenie zarówno dla wydajności, jak i wyglądu.
| Cecha | Wpływ na części precyzyjne |
|---|---|
| Osłona antykorozyjna | Wydłuża żywotność części. |
| Estetyczne wykończenie | Zapewnia czysty i spójny wygląd. |
| Efektywność kosztowa | Zmniejsza długoterminowe koszty wymiany. |
Zrozumienie tych punktów pokazuje, dlaczego cynkowanie ma znaczenie w produkcji.

Cynkowanie jest często wybieranym sposobem zapobiegania rdzy. Jednak sposób, w jaki działa, jest bardziej złożony niż zwykła bariera. To aktywny system ochronny.
Nauka o ochronie
Powłoka cynkowa części CNC działa jak anoda protektorowa1 dla metalu bazowego, takiego jak stal. Oznacza to, że warstwa cynku koroduje jako pierwsza. Poświęca się, aby chronić część znajdującą się pod spodem. Jest to krytyczna cecha w przypadku części używanych w trudnych warunkach.
Estetyka i dodatkowa ochrona
Proces nie kończy się na galwanizacji. Często stosujemy chromianową powłokę konwersyjną. Ta dodatkowa warstwa dodaje koloru i znacznie zwiększa odporność na korozję. Pozwala to na dostosowanie funkcjonalne i wizualne.
| Chromowane wykończenie | Wskazówka wizualna | Zwiększenie wydajności |
|---|---|---|
| Przezroczysty (niebieski) | Jasny srebrny | Dobra ochrona |
| Żółty | Opalizujące złoto | Doskonała ochrona |
| Czarny | Głęboka czerń | Bardzo dobra ochrona |
Mądra decyzja ekonomiczna
Prawdziwą wartością cynkowania jest jego długoterminowa wydajność. Początkowy koszt jest niski, ale prawdziwe oszczędności wynikają ze zmniejszonych potrzeb w zakresie konserwacji i wymiany. W PTSMAKE często doradzamy to wykończenie ze względu na doskonałą równowagę między kosztami, wydajnością i niezawodnością.
Cynkowanie zapewnia aktywną, a nie tylko pasywną ochronę przed korozją. Oferuje wszechstronne estetyczne wykończenia, które również zwiększają trwałość. Ta kombinacja zapewnia wyjątkową długoterminową wartość i niezawodność precyzyjnych części, co czyni ją naprawdę opłacalnym rozwiązaniem.
Cynkowanie galwaniczne vs. Cynkowanie ogniowe: Co lepiej pasuje do Twojego projektu?
Przy porównywaniu cynkowania z galwanizacją kluczowa jest wydajność. Nie chodzi tylko o odporność na korozję. Wykończenie powierzchni i precyzja wymiarowa są równie ważne dla funkcjonalności części.
Poziomy ochrony przed korozją
Cynkowanie ogniowe tworzy znacznie grubszą warstwę ochronną. Zapewnia to doskonałą odporność na korozję w trudnych warunkach. Cynkowanie galwaniczne zapewnia cieńszą, ale skuteczną barierę.
Porównanie wykończenia powierzchni
Cynkowanie zapewnia gładką, jasną i jednolitą powierzchnię. Dzięki temu idealnie nadaje się do zastosowań estetycznych. Galwanizacja pozostawia bardziej szorstkie, bardziej użytkowe wykończenie.
| Cecha | Cynkowanie galwaniczne | Cynkowanie ogniowe |
|---|---|---|
| Zakończenie | Gładki, jasny | Szorstki, matowy szary |
| Jednolitość | Wysoki | Niższy, może być nierówny |
| Najlepsze dla | Estetyka, użytkowanie w pomieszczeniach | Trudne warunki otoczenia |
Ta tabela pokazuje podstawową różnicę między cynkowaniem a galwanizacją.

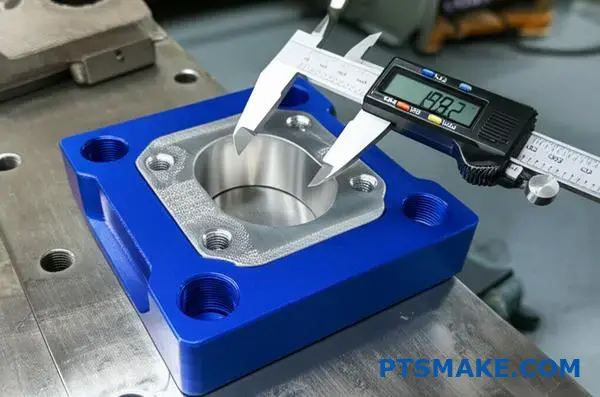
Krytyczna rola tolerancji wymiarów
Wybór ten ma duży wpływ na ostateczne wymiary części. Jest to kluczowy szczegół w przypadku precyzyjnych komponentów. Tolerancje po powlekaniu mogą spowodować lub zepsuć montaż.
Cynkowanie galwaniczne tworzy bardzo cienką powłokę. Zazwyczaj jej grubość wynosi zaledwie 5-25 mikrometrów. Dzięki temu idealnie nadaje się do części o wąskich tolerancjach, takich jak elementy złączne lub elementy współpracujące. Proces ten zapewnia przewidywalne rezultaty.
Cynkowanie ogniowe jest inne. Tworzy grubą powłokę, często 50-100 mikrometrów lub więcej. Warstwa ta jest również mniej jednolita. Może wypełniać gwinty i zmieniać krytyczne wymiary, często wymagając obróbki końcowej, takiej jak ponowne gwintowanie.
Zrozumienie obligacji
Mechanizm ochrony również się różni. Cynkowanie tworzy metalurgiczne połączenie ze stalą. Tworzy to trwałą, odporną na ścieranie warstwę stopu.
Z drugiej strony, cynkowanie przylega poprzez wiązanie elektrochemiczne. Warstwa cynku działa jak anoda protektorowa2. Najpierw koroduje, aby chronić leżącą pod spodem stal. Jest to kluczowa różnica między cynkowaniem a galwanizacją. Metoda ta zapewnia niezawodną ochronę w wielu zastosowaniach.
Ostatecznie, decyzja powinna równoważyć precyzję i ochronę. Cynkowanie galwaniczne wyróżnia się kontrolą wymiarów i oferuje kosmetyczne wykończenie. Cynkowanie ogniowe zapewnia solidną, długotrwałą odporność na korozję kosztem jednorodności powierzchni i wąskich tolerancji.
Jak uniknąć zakleszczenia gwintu po cynkowaniu galwanicznym
Cynkowanie zwiększa odporność na korozję. Ale zwiększa również grubość. Powoduje to często zacinanie się gwintów w elementach złącznych i częściach CNC.
Projektanci muszą zaplanować tę dodatkową warstwę. Jest to częste niedopatrzenie, które prowadzi do awarii montażu.
W PTSMAKE doradzamy naszym klientom w trzech kluczowych obszarach. Są to maskowanie, tolerancje gwintów i regulacje po powlekaniu.
Proaktywne wybory projektowe
Właściwe planowanie ma kluczowe znaczenie. Zajęcie się potencjalnymi problemami na etapie projektowania pozwala zaoszczędzić czas i koszty w późniejszym czasie. Jest to kluczowe dla Cynkowanie części gwintowanych.
Oto krótkie spojrzenie na opcje maskowania:
| Typ maskowania | Najlepszy przypadek użycia | Rozważania |
|---|---|---|
| Zaślepki/wtyczki | Wątki zewnętrzne/wewnętrzne | Wielokrotnego użytku, spójne |
| Taśmy | Nieregularne powierzchnie | Pracochłonność |
| Lakiery | Złożone geometrie | Wymaga czystego usunięcia |
Myślenie z wyprzedzeniem pomaga unikanie problemów z pasowaniem gwintów.

Aby zapobiec problemom z dopasowaniem gwintu, należy uwzględnić grubość poszycia przed rozpoczęciem produkcji. Nie jest to coś, co można naprawić później.
Zaawansowane strategie maskowania
Dla skuteczności Maskowanie gwintowanych części CNC, wybierz odpowiednią metodę. Silikonowe nakładki i korki oferują czyste rozwiązanie wielokrotnego użytku dla standardowych gwintów. Zapewniają ostrą linię powlekania.
W przypadku bardziej złożonych obszarów dobrze sprawdzają się taśmy wysokotemperaturowe. Wymagają one jednak precyzyjnej aplikacji i mogą być pracochłonne. Płynne maskowanie to kolejna opcja, ale usuwanie musi być dokładne, aby uniknąć zanieczyszczenia.
Regulacja tolerancji gwintów
Najważniejszym krokiem jest dostosowanie tolerancji gwintów. Należy określić gwinty, które mają być przycięte poniżej rozmiaru, aby pomieścić warstwę cynku.
Na przykład, jeśli planujesz grubość powłoki cynkowej 0,0003 cala (8 µm), wymiary gwintu przed powlekaniem muszą zostać odpowiednio zmniejszone. Zapobiega to przewymiarowaniu końcowej części. Niezastosowanie się do tego zalecenia może spowodować takie problemy jak żółknięcie3 podczas montażu.
Często zalecamy określone korekty w oparciu o klasę poszycia.
Grubość poszycia i tolerancja
| Klasa poszycia | Typowa grubość | Zalecane działanie |
|---|---|---|
| Klasa 1 (5µm) | ~0.0002" | Niewymiarowe gwinty wewnętrzne |
| Klasa 2 (8µm) | ~0.0003" | Znaczne niedowymiarowanie |
| Klasa 3 (12 µm) | ~0.0005" | Wymaga specjalnego oprzyrządowania |
Regulacje po powlekaniu
Czasami konieczna jest obróbka po galwanizacji. Lekkie nacinanie gwintów za pomocą matrycy lub gwintownika może usunąć niewielkie nagromadzenia. Wypiekanie części po powlekaniu ma również kluczowe znaczenie dla zapobiegania kruchości wodorowej. Proces ten może czasami wpływać na ostateczne dopasowanie.
Właściwy projekt jest kluczem do uniknięcia zakleszczenia gwintu. Obejmuje to wybór odpowiedniej techniki maskowania, dokładne określenie tolerancji gwintów przed powlekaniem i planowanie wszelkich niezbędnych korekt po powlekaniu. Zapewnia to pomyślny wynik projektów cynkowania.
Jak cynkowanie wpływa na tolerancje wymiarowe w ściśle dopasowanych zespołach
Cynkowanie dodaje warstwę ochronną, ale także zwiększa ilość materiału. Jest to krytyczny szczegół w przypadku ściśle dopasowanych zespołów. The wpływ tolerancji cynkowania może być znacząca.
Każdy wymiar części zmieni się po powlekaniu. To nie tylko powłoka; to zmiana wymiarów.
Zrozumienie gromadzenia się powłoki
Dodatkowa grubość cynku wynosi zazwyczaj od 5 do 25 mikrometrów (µm). Wydaje się to niewielką wartością, ale może z łatwością spowodować przekroczenie tolerancji przez precyzyjną część.
Wyzwanie jednolitości
Grubość nie jest idealnie równa. Powłoka ma tendencję do gromadzenia się bardziej na ostrych zewnętrznych narożnikach i krawędziach. Jest to kluczowy problem dla Części CNC z powłoką cynkową.
| Typ funkcji | Oczekiwany wzrost |
|---|---|
| Płaskie powierzchnie | Grubość nominalna |
| Narożniki zewnętrzne | 1,5x - 2,0x wartość nominalna |
| Narożniki wewnętrzne | 0,5x - 0,75x wartość nominalna |
| Otwory | Zmniejszona grubość |
To nierównomierne narastanie oznacza, że zwykłe przesunięcie nie wystarczy. Musimy uwzględnić efekty geometryczne.
Cynkowanie galwaniczne składa się z więcej niż jednej warstwy. Po nałożeniu cynku dodawana jest chromianowa powłoka konwersyjna zapewniająca dodatkową odporność na korozję i kolor. Powłoka ta również zwiększa całkowitą grubość.
Rola chromianowych folii konwertujących
Chociaż warstwa chromianu jest bardzo cienka, często zaledwie 0,1 do 0,5 µm, stanowi ona część ostatecznego wymiaru. W przypadku bardzo wąskich tolerancji nawet ten niewielki dodatek ma znaczenie. Całkowita Zmiana wymiarów po galwanizacji jest sumą warstw cynku i chromianu.
Strategie kontroli wymiarów
W PTSMAKE radzimy sobie z tym poprzez planowanie z wyprzedzeniem. Często obrabiamy części nieco niewymiarowe. Kompensuje to materiał dodany podczas procesu cynkowania.
Wymaga to precyzyjnych obliczeń i jasnej komunikacji między naszym zespołem obróbki skrawaniem a naszymi partnerami zajmującymi się galwanizacją. Proces osadzanie elektrochemiczne4 można kontrolować, ale wymaga to specjalistycznej wiedzy. Określamy nie tylko ostateczny wymiar, ale także docelową grubość powłoki.
Na przykład, wał zaprojektowany na 20,00 mm po powlekaniu może zostać wcześniej obrobiony do 19,98 mm. Odpowiada to docelowej grubości poszycia wynoszącej 10 µm na promieniu.
| Wymiar | Specyfikacja | Pre-Plating (Target) | Po powlekaniu (wynik) |
|---|---|---|---|
| Średnica wału | 20,00 mm ±0,01 | 19,98 mm | 20,00 mm |
| Średnica otworu | 15,00 mm ±0,01 | 15,02 mm | 15,00 mm |
To proaktywne podejście ma zasadnicze znaczenie dla zapewnienia, że Części CNC z powłoką cynkową idealnie pasują do ich ostatecznego montażu.
Cynkowanie dodaje przewidywalną, ale zmienną grubość. To narastanie, wraz z warstwą chromianu, bezpośrednio wpływa na ostateczne wymiary. Sukces w ciasno dopasowanych zespołach wymaga starannego zaprojektowania wymiarów przed galwanizacją, aby skompensować ten dodatek, co jest kluczową częścią naszego procesu w PTSMAKE.
Sekrety projektowania dla maksymalizacji jednorodności cynkowania na złożonych częściach
Osiągnięcie jednolitego wykończenia cynkowania na złożonych częściach CNC jest częstym wyzwaniem. Geometria części ma bezpośredni wpływ na wynik.
Niektóre cechy mogą blokować prąd elektryczny potrzebny do powlekania. Powoduje to nierównomierną grubość powłoki.
Kluczowe kwestie dotyczące geometrii
Myślenie o powłoce galwanicznej w fazie projektowania ma kluczowe znaczenie. Niewielkie zmiany mogą mieć ogromny wpływ na końcową jakość i spójność.
| Cecha | Wpływ na poszycie | Zalecenie |
|---|---|---|
| Ostre narożniki wewnętrzne | Słaba przyczepność | Użyj promienia/piłki |
| Głębokie, wąskie otwory | Cienka powłoka lub jej brak | Poszerzenie lub ponowna ocena |
| Duże płaskie powierzchnie | Skłonność do gromadzenia się | Dodaj lekką koronę |
Prawidłowy montaż jest równie ważny jak sama konstrukcja. Zapewnia on optymalny przepływ prądu.

Głębsze spojrzenie na wyzwania związane z powlekaniem
Podstawowym problemem związanym z powlekaniem złożonej geometrii CNC jest zarządzanie gęstością prądu. Obszary o wysokim natężeniu prądu otrzymują grubą powłokę, podczas gdy obszary o niskim natężeniu prądu pozostają cienkie.
Jest to szczególnie prawdziwe w przypadku części z otworami i wgłębieniami. Obszary te często cierpią z powodu tzw. Efekt klatki Faradaya5, w którym zewnętrzna część elementu osłania jego wnętrze przed polem elektrycznym.
Regały: Więcej niż tylko trzymanie części
Skuteczne regały to nauka. W PTSMAKE projektujemy niestandardowe uchwyty. Zapewniają one, że każda krytyczna powierzchnia jest odpowiednio wystawiona na działanie roztworu galwanicznego i prądu elektrycznego.
Bierzemy również pod uwagę drenaż. Uwięzione roztwory mogą powodować plamy i korozję po powlekaniu. Orientacja regału musi umożliwiać całkowite odprowadzenie wody.
Typowe strefy problemowe i rozwiązania
Zrozumienie, gdzie występują awarie, jest pierwszym krokiem. Po przeanalizowaniu wielu części klientów znaleźliśmy spójne wzorce.
| Obszar problemowy | Problem z poszyciem | Strategia łagodzenia skutków |
|---|---|---|
| Ślepe otwory | Brak poszycia wewnątrz | Używanie anod pomocniczych |
| Kieszenie wpuszczane | Cienka powłoka | Dostosuj kąt stojaka, użyj złodziei prądu |
| Sekcje gwintowane | Nagromadzenie na grzbietach | Maskowanie lub maskowanie po płycie |
Wczesne zastosowanie tych wskazówek dotyczących jednolitego powlekania cynkiem pozwala uniknąć kosztownych przeróbek. Chodzi o projektowanie pod kątem możliwości produkcyjnych, co obejmuje proces wykańczania.
Skuteczne cynkowanie złożonych części wymaga podwójnego skupienia. W fazie projektowania należy wziąć pod uwagę geometrię części i zastosować inteligentne metody stelażowania. Ta połączona strategia zapobiega powszechnym problemom z przyczepnością i jednorodnością, zapewniając wysokiej jakości, spójne wykończenie.
Kompletny przewodnik po opcjach konwersji chromianu cynku
Przy wyborze powłoki konwersji chromianu cynku, kolor jest pierwszą wskazówką co do jej właściwości. Nie chodzi tylko o estetykę. Każdy kolor - niebieski, żółty i czarny - oznacza inny poziom ochrony przed korozją.
Wybór ten ma bezpośredni wpływ na trwałość i wydajność części. Zrozumienie tych różnic jest kluczowe.
Krótki przewodnik po kolorach chromianowych
Możemy podzielić podstawowe typy według ich kluczowych cech. Pomaga to w podjęciu szybkiej i świadomej decyzji dotyczącej projektu.
| Cecha | Niebieski (przezroczysty) chromian | Żółty chromian | Czarny chromian |
|---|---|---|---|
| Wygląd | Jasny, lekko niebieski odcień | Opalizujący, żółtawy | Matowa do błyszczącej czerni |
| Odporność na korozję | Podstawowy (24-48 godzin) | Umiarkowany (96-150 godzin) | Wysoki (150-250+ godzin) |
| Wspólne użytkowanie | Dekoracyjne, wewnętrzne | Ogólne przemysłowe | Motoryzacja, wygląd zewnętrzny |

Diving Deeper: Właściwości i zastosowania
Poza podstawową tabelą kolorów, każda powłoka konwersji chromianu cynku ma określone zalety. Wybór odpowiedniej ma kluczowe znaczenie dla długowieczności i niezawodności komponentów. Wybór wpływa nie tylko na odporność na korozję, ale także na przyczepność farby i przewodność elektryczną.
Właściwości żółtego chromianu
Żółty chromian jest często domyślnym wyborem do ogólnych zastosowań przemysłowych. Zapewnia on doskonałą równowagę między kosztem a wydajnością. Właściwości żółtego chromianu obejmują doskonałą przyczepność farby, co czyni go niezawodnym podkładem. Często zalecamy go do części, które wymagają zarówno ochrony, jak i późniejszej powłoki.
Doskonałe wykończenie z czarnego cynku
Czarne wykończenie cynkowe zapewnia najwyższy poziom odporności na korozję. Dzięki temu idealnie nadaje się do części narażonych na trudne warunki pogodowe lub czynniki korozyjne. Jest to powszechny wybór w przypadku części samochodowych, sprzętu wojskowego i sprzętu zewnętrznego. Jego dekoracyjny czarny wygląd jest dodatkowym atutem.
Kiedy używać niebieskiego (bezbarwnego) chromianu?
Niebieski lub przezroczysty chromian zapewnia minimalną ochronę. Jego podstawową rolą jest zapobieganie utlenianiu powłoki cynkowej podczas przechowywania. Jest stosowany, gdy metaliczny wygląd części jest ważny, a środowisko nie jest wymagające. Proces ten tworzy warstwę ochronną poprzez pasywacja6, dzięki czemu powierzchnia jest jasna.
Wybór między niebieskim, żółtym i czarnym chromianem wymaga zrównoważenia odporności na korozję, wyglądu i kosztów. Czarny zapewnia maksymalną ochronę, żółty to uniwersalne rozwiązanie średniej klasy, a niebieski jest idealny do podstawowej ochrony, w której estetyka ma kluczowe znaczenie. Wybór najlepszej opcji zależy od zastosowania.
Zwiększ wydajność pierwszego przejścia dzięki tym standardom jakości cynkowania
Osiągnięcie spójnej kontroli jakości cynkowania to nie magia. Opiera się na ustalonych standardach branżowych. Ramy te zapewniają, że wszyscy mówią tym samym językiem.
Zapewniają one jasne wytyczne dotyczące sukcesu. Takie dostosowanie zapobiega nieporozumieniom między klientem a dostawcą.
Kluczowe standardy branżowe
Dla większości części komercyjnych kluczowa jest norma ASTM B633. Określa ona grubość, typy i klasy cynku nakładanego elektrolitycznie na żelazo i stal. Jest to nasz główny punkt odniesienia w PTSMAKE.
Oto szybkie porównanie wspólnych standardów:
| Standard | Obszar docelowy | Użycie podstawowe |
|---|---|---|
| ASTM B633 | Komercyjne | Przemysł ogólny, motoryzacja, dobra konsumpcyjne |
| MIL-STD-870 | Wojsko | Lotnictwo i kosmonautyka, obronność, aplikacje o wysokiej niezawodności |
| ISO 2081 | Międzynarodowy | Globalny handel, rynki europejskie |
Standardy te stanowią podstawę udanego projektu.

Znajomość standardów to tylko połowa sukcesu. Prawdziwym kluczem do uzyskania wydajności pierwszego przejścia jest proaktywna kontrola jakości w trakcie procesu. Nie można po prostu sprawdzić produktu końcowego. Trzeba monitorować cały proces. Oto jak skutecznie kontrolować cynkowanie.
Kontrole jakości w trakcie procesu
W PTSMAKE kontrole jakości przeprowadzamy na każdym etapie. Monitorujemy skład chemiczny kąpieli, temperaturę i gęstość prądu w czasie rzeczywistym. Zapobiega to powstawaniu usterek przed ich wystąpieniem. Jest to o wiele bardziej wydajne niż znalezienie problemu podczas kontroli końcowej. Takie podejście gwarantuje, że powłoka cynkowa zapewnia spójne ochrona katodowa7 dla metalu nieszlachetnego.
Stosujemy kilka metod weryfikacji jakości w trakcie i po powlekaniu. Nasze ustalenia pokazują, że połączenie testów zapewnia najbardziej wiarygodne wyniki.
| Metoda inspekcji | Cel | Kiedy używać |
|---|---|---|
| Fluorescencja rentgenowska (XRF) | Mierzy grubość poszycia | W toku i końcowe |
| Testowanie przyczepności | Sprawdza wiązanie powłoki | Post-plating |
| Testy w mgle solnej | Weryfikacja odporności na korozję | Ostateczna kwalifikacja |
| Kontrola wzrokowa | Znajduje defekty powierzchni | W trakcie całego procesu |
Poza standardami
Podczas gdy standardy stanowią punkt odniesienia, doświadczenie ma znaczenie. Dobry dostawca wie, jak geometria części wpływa na rozkład powłoki galwanicznej. Dostosowuje parametry, aby zapewnić równomierne pokrycie złożonych kształtów. Ta wiedza jest tym, co naprawdę podnosi jakość.
Przestrzeganie norm takich jak ASTM B633 i wdrażanie rygorystycznych kontroli w trakcie procesu nie podlega negocjacjom. Takie proaktywne podejście do kontroli jakości cynkowania zapewnia zgodność części ze specyfikacją, redukując liczbę przeróbek i znacznie poprawiając wydajność pierwszego przejścia.
Jak długo trwa cynkowanie galwaniczne? Wyjaśnienie testów trwałości w świecie rzeczywistym
Jak przewidzieć żywotność powłoki cynkowej? Branża w dużej mierze opiera się na standardowych testach. Najpopularniejszym z nich jest test mgły solnej.
Test ten stanowi kluczowy punkt odniesienia dla wyników testów korozyjnych. Pomaga nam porównać różne powłoki galwaniczne w kontrolowanych warunkach.
Testy porównawcze w mgle solnej
W tym przyspieszonym teście części są wystawiane na działanie mgły solnej. Mierzymy czas do pojawienia się białej rdzy (korozja cynku) i czerwonej rdzy (korozja stali). Wyniki różnią się w zależności od typu pasywacji.
| Typ pasywacji | Czas odporności na białą rdzę (ASTM B633) | Godziny do czerwonej rdzy |
|---|---|---|
| Przezroczysty (trójwartościowy) | 12-24 godzin | 72 - 120 godzin |
| Żółty (trójwartościowy) | 72 - 96 godzin | 150 - 200 godzin |
| Czarny (trójwartościowy) | 48 - 72 godziny | 120 - 180 godzin |
Liczby te zapewniają znormalizowaną miarę wydajności.

Testy w mgle solnej są niezbędne, ale nie mówią wszystkiego. Reprezentują one "najgorszy scenariusz". Rzeczywista trwałość cynku zależy od wielu innych czynników, których testy te nie są w stanie w pełni zasymulować.
Dane laboratoryjne a rzeczywistość środowiskowa
Stała mgła solna bardzo różni się od codziennej ekspozycji środowiskowej. Rzeczywiste warunki obejmują zmienną wilgotność, cykle temperaturowe i promieniowanie UV. Zmienne te znacząco wpływają na rzeczywistą żywotność powłoki cynkowej.
Podstawowym mechanizmem ochronnym cynku jest korozja galwaniczna8, gdzie cynk poświęca się, aby chronić stal. Szybkość tego poświęcenia zmienia się dramatycznie w zależności od środowiska.
Wydajność w różnych środowiskach
Lokalizacja części jest największym czynnikiem wpływającym na jej żywotność. Nasze doświadczenie pokazuje, że środowisko dyktuje wydajność bardziej niż testy laboratoryjne.
| Środowisko | Typowe warunki | Oczekiwana żywotność (przy odpowiedniej pasywacji) |
|---|---|---|
| Łagodny / do wnętrz | Kontrolowana temperatura, niska wilgotność | 15+ lat |
| Umiarkowany / Miejski | Umiarkowana wilgotność, niektóre zanieczyszczenia | 5 - 10 lat |
| Ciężkie / Morskie | Wysoka wilgotność, ekspozycja na sól, przemysł | 1 - 5 lat |
W PTSMAKE pomagamy klientom wybrać odpowiednie wykończenie. Skupiamy się na ostatecznym zastosowaniu części, zapewniając, że specyfikacja spełnia rzeczywiste wymagania, a nie tylko certyfikat testowy.
Testy w mgle solnej stanowią standardowy punkt odniesienia dla odporności na korozję. Jednak rzeczywista trwałość cynku jest ostatecznie określana przez konkretne środowisko pracy. Dopasowanie specyfikacji powłoki galwanicznej do zastosowania ma kluczowe znaczenie dla osiągnięcia pożądanej żywotności produktu.
Ostateczne porównanie: Cynkowanie bębnowe w porównaniu do cynkowania ogniowego dla części B2B
Wybór między cynkowaniem stojaków i beczek ma bezpośredni wpływ na wyniki finansowe. Jest to klasyczny kompromis między objętością a precyzją.
Beczkowe powlekanie galwaniczne przetwarza ogromne partie na raz. Sprawia to, że jest to niezwykle opłacalne w przypadku odpowiednich części.
Poszycie stelaża obsługuje części indywidualnie. Proces ten kosztuje więcej za sztukę, ale oferuje niezrównaną jakość dla konkretnych potrzeb. Zrozumienie tego jest kluczem do osiągnięcia sukcesu.
| Czynnik | Powlekanie beczkowe | Powlekanie stojaków |
|---|---|---|
| Koszt pracy | Niski | Wysoki |
| Przepustowość | Duża objętość | Niski poziom głośności |
| Koszt jednostkowy | Bardzo niski | Wyższy |

Najlepsze zastosowania i opłacalność
Najlepszy wybór zależy wyłącznie od projektu części i jej ostatecznego zastosowania. Nie ma jednej "lepszej" metody cynkowania.
Koń roboczy: poszycie lufy
W przypadku przetwarzania masowego nic nie przebije powlekania beczek. To idealne rozwiązanie metoda cynkowania małych części. Pomyśl o elementach złącznych, nakrętkach i tłoczonych wspornikach.
Często używamy części CNC do powlekania lufą gdy komponenty są małe i nie mają krytycznych powierzchni kosmetycznych. Części obracają się razem, co jest bardzo wydajne. Może to powodować niewielkie ślady na powierzchni, co wielu klientów akceptuje w przypadku niewidocznych komponentów, których głównym celem jest odporność na korozję.
Specjalista: Rack Plating
Klucz Zalety cynkowania stojaków połysk skomplikowanych części. Ta metoda jest przeznaczona do dużych, delikatnych lub skomplikowanych geometrii, które mogłyby zostać uszkodzone w beczce.
Każda część jest indywidualnie okablowana. Zapewnia to spójne, wysokiej jakości wykończenie bez śladów kontaktu. Proces jest regulowany przez zasady takie jak Prawa Faradaya dotyczące elektrolizy9, zapewniając precyzyjną grubość powłoki. Jest to idealne rozwiązanie dla widocznych komponentów samochodowych lub wysokiej klasy obudów elektronicznych.
W PTSMAKE, oto jak zazwyczaj podejmujemy decyzję:
| Charakterystyka części | Zalecana metoda | Powód |
|---|---|---|
| Mały, prosty, wytrzymały | Powlekanie beczkowe | Najwyższa efektywność kosztowa |
| Duży lub złożony kształt | Powlekanie stojaków | Zapobiega uszkodzeniom, zapewnia zasięg |
| Delikatny, łatwo się plącze | Powlekanie stojaków | Indywidualna obsługa chroni części |
| Wysokie wymagania kosmetyczne | Powlekanie stojaków | Doskonałe, jednolite wykończenie |
Beczkowe powlekanie galwaniczne jest opłacalnym wyborem dla dużych ilości trwałych, małych części. Cynkowanie galwaniczne zapewnia doskonałe wykończenie większych lub delikatnych elementów przy wyższych kosztach. Konkretne wymagania danej części - a nie sama cena - powinny kierować decyzją o cynkowaniu.
Rola wyboru materiału bazowego w przyczepności cynkowania galwanicznego
Materiał bazowy jest podstawą powlekanej części. Jego właściwości mają bezpośredni wpływ na to, jak dobrze będzie przylegać powłoka cynkowa. Nie wszystkie metale nadają się do cynkowania.
Zrozumienie kompatybilności materiałów z powłokami cynkowymi jest kluczowe. Niektóre metale łatwo łączą się z cynkiem. Inne wymagają specjalnych, wieloetapowych przygotowań, aby uzyskać trwałe wykończenie.
Wybór ma wpływ na wszystko. Wpływa na proces, koszty i wydajność końcowej części.
| Metal nieszlachetny | Ogólna trudność powlekania |
|---|---|
| Stal | Niski |
| Mosiądz | Średni |
| Aluminium | Wysoki |
| Stal nierdzewna | Wysoki |
Wybór najlepszych metali nieszlachetnych do cynkowania od samego początku może zaoszczędzić znaczną ilość czasu i zasobów.
Skuteczność cynkowania różni się znacznie w zależności od metalu. Każde podłoże charakteryzuje się unikalnymi właściwościami chemicznymi i metalurgicznymi. Czynniki te wymagają różnych strategii obróbki wstępnej w celu zapewnienia silnej przyczepności. Bez odpowiedniego przygotowania, powlekanie nie powiedzie się.
Stal: Idealny kandydat
Stal węglowa jest najpopularniejszym i najprostszym materiałem do cynkowania. Jej powierzchnia jest chłonna, dzięki czemu przyczepność jest silna przy standardowym czyszczeniu i aktywacji. Jednak powlekanie stali stopowej może być trudniejsze. Pierwiastki stopowe, takie jak chrom lub mangan, mogą zmieniać właściwości powierzchni, czasami wymagając dostosowanej obróbki wstępnej.
Aluminium: Wyzwanie tlenku
Aluminium naturalnie tworzy twardą, cienką warstwę tlenku. Warstwa ta zapobiega bezpośredniej adhezji cynku. Aby pokryć aluminium, musimy najpierw nałożyć powłokę konwersji cynku. Proces ten usuwa tlenek i osadza cienką warstwę cynku, która działa jako baza dla końcowej warstwy galwanicznej.
Stopy mosiądzu i miedzi: Ryzyko dyfuzji
Mosiądz jest stosunkowo łatwy w obróbce. Wyzwaniem jest dyfuzja cynku. Z czasem cynk z mosiądzu może migrować do warstwy galwanicznej. Może to powodować problemy kosmetyczne lub zmniejszać odporność na korozję. Aby temu zapobiec, często najpierw nakłada się warstwę barierową z miedzi lub niklu.
Stal nierdzewna: Pasywny problem
Stal nierdzewna jest trudna w obróbce ze względu na jej warstwa pasywacyjna10 tlenku chromu. Warstwa ta sprawia, że stal jest odporna na korozję, ale także nie jest podatna na powlekanie. Musimy aktywować powierzchnię, często używając specjalistycznej marynaty kwasowej lub uderzenia niklem Woods, aby umożliwić właściwą przyczepność.
| Materiał | Podstawowe wyzwanie | Typowa obróbka wstępna |
|---|---|---|
| Stal | Minimalne; rdza/skala | Czyszczenie alkaliczne, kwaśna marynata |
| Aluminium | Warstwa tlenku | Zanurzenie w cynku |
| Mosiądz | Dyfuzja cynku | Uderzenie miedziane lub niklowe |
| Stal nierdzewna | Powierzchnia pasywna | Woods nickel strike |
Wybór materiału bazowego to nie tylko decyzja projektowa. Jest to krytyczna zmienna procesu. Stal oferuje bezpośrednią ścieżkę do wysokiej jakości cynkowania, podczas gdy aluminium, mosiądz i stal nierdzewna wymagają specjalistycznej wiedzy i etapów pośrednich, aby osiągnąć niezawodną przyczepność i wydajność.
Unikanie różnic kolorystycznych w kosmetycznych częściach ocynkowanych
Osiągnięcie jednolitego wykończenia na kosmetycznych częściach ocynkowanych jest powszechnym wyzwaniem. Niespójności często wynikają z samego procesu galwanizacji.
Skuteczna kontrola dostawców to pierwszy krok. Bez niej będziesz obserwować ciągłe wahania.
Część Orientacja ma znaczenie
Sposób trzymania części podczas powlekania drastycznie wpływa na wynik. Różne orientacje prowadzą do różnych grubości i kolorów. Ma to kluczowe znaczenie dla kontroli wyglądu powłoki cynkowej.
| Czynnik | Wpływ na wykończenie |
|---|---|
| Proces dostawcy | Wysoki |
| Orientacja na część | Wysoki |
| Chemia do kąpieli | Średni |
Wymaga to ścisłej kontroli jakości części kosmetycznych od początku do końca.

Kontrolowanie zmienności wykończenia wymaga dogłębnego zrozumienia procesu cynkowania. Niewielkie zmiany w składzie chemicznym kąpieli, temperaturze lub prądzie elektrycznym mogą powodować widoczne zmiany koloru i jasności.
Opanowanie kontroli dostawców
Potrzebujesz dostawcy, który dokumentuje każdy etap. Obejmuje to obróbkę wstępną, parametry powlekania i procesy chromianowania po obróbce. Współpracujemy z partnerami, którzy zapewniają pełną przejrzystość. Pomaga nam to osiągnąć jednolite wykończenie powierzchni cynkowych.
Orientacja części na stojaku do powlekania jest również krytyczna. Obszary bliżej anody otrzymują więcej prądu, co skutkuje grubszym, czasem jaśniejszym osadem. Ten nierównomierny rozkład gęstości prądu11 jest główną przyczyną niespójności. Często projektujemy niestandardowe regały, aby zminimalizować ten efekt.
Standardy kontroli jakości części kosmetycznych
Ustalenie jasnych standardów wizualnych nie podlega negocjacjom. Używamy zatwierdzonych próbek granicznych, aby zdefiniować dopuszczalne zakresy kolorów.
| Metoda kontroli | Korzyści |
|---|---|
| Dokumentacja procesu | Powtarzalność i identyfikowalność |
| Regały na zamówienie | Jednolita grubość powłoki |
| Próbki graniczne | Jasne kryteria akceptacji |
| Regularne audyty | Proaktywne rozwiązywanie problemów |
Te elementy sterujące są niezbędne w każdym projekcie, w którym wygląd ma kluczowe znaczenie.
Kontrolowanie niespójności wykończenia w cynkowaniu polega na ścisłym zarządzaniu procesem przez dostawcę i strategicznej orientacji części. Ustanowienie jasnych standardów kontroli jakości kosmetyków za pomocą próbek wizualnych jest niezbędne do osiągnięcia pożądanego jednolitego wyglądu i uniknięcia kosztownych przeróbek.
Cynkowanie zespołów: Jak radzić sobie z pasowaniem, gwintami i elementami złącznymi?
W przypadku cynkowania podzespołów kluczowa jest precyzja. Dodatkowa warstwa, choć cienka, może zakłócić idealne dopasowanie. Jest to szczególnie prawdziwe w przypadku elementów gwintowanych.
Zrozumienie grubości poszycia
Grubość powłoki cynkowej ma bezpośredni wpływ na tolerancje wymiarowe. Kilka mikronów może mieć duże znaczenie w przypadku ściśle dopasowanych części. Skuteczne zarządzanie wymiarami zespołów ma kluczowe znaczenie.
Oto krótkie spojrzenie na popularne grubości:
| Klasa | Grubość (mikrony) | Zastosowanie |
|---|---|---|
| Fe/Zn 5 | 5 µm | Łagodny, wewnątrz pomieszczeń |
| Fe/Zn 12 | 12 µm | Umiarkowany, na zewnątrz |
| Fe/Zn 25 | 25 µm | Ciężkie, przemysłowe |
Zarządzanie tymi zmianami zapewnia udany montaż końcowy.

Efekt falowania powłoki galwanicznej
Prawdziwym wyzwaniem nie jest pojedyncza część. Jest nim sposób, w jaki wiele platerowanych części oddziałuje na siebie. Ten skumulowany efekt jest znany jako stos tolerancji12. Każdy platerowany element zwiększa całkowitą wariancję wymiarową.
Może to prowadzić do pasowań interferencyjnych w miejscach, w których zamierzano zastosować pasowanie z prześwitem. W przypadku projektów PTSMAKE zawsze bierzemy to pod uwagę na etapie projektowania.
Interakcje powierzchniowe i żółknięcie
Cynk jest stosunkowo miękkim metalem. Po powlekaniu zmieniają się właściwości powierzchni. Może to czasami prowadzić do zatarcia, szczególnie w przypadku niektórych materiałów mocujących. Warstwa cynku może ścinać i zacierać gwinty podczas dokręcania.
Za sukces cynkowanie elementów złącznych, należy rozważyć zastosowanie smarów po powlekaniu. Oto niektóre z nich wskazówki dotyczące montażu po powlekaniu które uznaliśmy za przydatne:
| Wskazówka | Opis | Korzyści |
|---|---|---|
| Maskowanie | Ochrona krytycznych gwintów przed galwanizacją. | Gwarantuje oryginalne dopasowanie. |
| Niewymiarowość | Nici maszynowe lekko niewymiarowe. | Dostosowuje się do grubości poszycia. |
| Smarowanie | Nałożyć wosk lub środek przeciwzatarciowy. | Zapobiega zacieraniu się podczas montażu. |
Strategie te są podstawą naszych Zespoły zarządzania wymiarami. Zapewniają płynne łączenie części po nałożeniu powłoki.
Cynkowanie zwiększa ilość materiału, co może powodować zacieranie się gwintów i problemy z tolerancją. Proaktywne zarządzanie wymiarami, takie jak dostosowywanie wymiarów przed powlekaniem i stosowanie smarów po powlekaniu, ma zasadnicze znaczenie dla płynnego montażu i zapobiegania problemom powierzchniowym, takim jak zacieranie.
Kiedy wybrać czarny cynk zamiast bezbarwnej lub żółtej powłoki cynkowej?
Wybór odpowiedniej powłoki cynkowej ma kluczowe znaczenie. Wpływa na wydajność, koszt i wygląd. To coś więcej niż tylko wybór koloru. Każde wykończenie oferuje różne zalety dla określonych zastosowań.
Decyzja ta ma bezpośredni wpływ na żywotność części. Porównajmy czarną, przezroczystą i żółtą powłokę cynkową.
Kluczowe czynniki w skrócie
Rozważmy te podstawowe różnice.
| Cecha | Czarny cynk | Żółty cynk | Przezroczysty cynk |
|---|---|---|---|
| Wygląd | Elegancki, matowy/błyszczący | Opalizujący, żółtawy | Jasny, metaliczny |
| Korozja | Umiarkowany do dobrego | Doskonały | Podstawowy |
| Koszt | Wyższy | Umiarkowany | Najniższy |
Zrozumienie tych podstaw pomaga szybko zawęzić opcje. Jest to częsta dyskusja, którą prowadzę z klientami.

Wybierając wykończenie cynkowania, musimy spojrzeć poza powierzchnię. Powłoka konwersji chromianowej zastosowana po powlekaniu galwanicznym definiuje te właściwości. Wybór między nimi wiąże się z kompromisem.
Szczegółowe porównanie: Wydajność a estetyka
Zalety czarnego wykończenia cynkowego są często estetyczne. Zapewnia nieodblaskowe, jednolite czarne wykończenie. Jest to idealne rozwiązanie do wnętrz samochodów lub elektroniki. Zapewnia również dobrą odporność na korozję.
Żółty vs czarny chromian
Żółty chromian zapewnia doskonałą ochronę przed korozją. Wynika to z grubszej warstwy chromu sześciowartościowego. Jednak czarny chromian, często trójwartościowy, jest na drugim miejscu. Spełnia on również wiele norm zgodności RoHS. Wielu naszych klientów z sektora motoryzacyjnego preferuje żółty kolor dla komponentów pod maską.
Porównanie bezbarwnych powłok cynkowych
Bezbarwny cynk oferuje najmniejszą odporność na korozję. Zapewnia głównie czysty, metaliczny wygląd i podstawową ochronę. Nadaje się do części używanych w suchych, wewnętrznych środowiskach. Powłoka pasywacja13 warstwa jest bardzo cienka w porównaniu z żółtą lub czarną.
Odporność na promieniowanie UV i zastosowanie
W naszych testach czarny cynk wykazał lepszą odporność na promieniowanie UV niż barwione przezroczyste lub żółte powłoki. Zapobiega to blaknięciu koloru w częściach narażonych na działanie promieni słonecznych. Żółty to koń pociągowy dla przemysłowych elementów złącznych. Przezroczysty jest powszechny w przypadku towarów konsumpcyjnych, gdzie estetyka ma kluczowe znaczenie.
| Atrybut | Czarny cynk | Żółty cynk | Przezroczysty cynk |
|---|---|---|---|
| Stabilność UV | Dobry | Uczciwy | Słaba (może się odbarwiać) |
| Wspólne użytkowanie | Motoryzacja, Elektronika | Przemysłowe, Zewnętrzne | Wewnętrzne, Dekoracyjne |
| ROHS | Często trójwartościowe (tak) | Sześciowartościowy (Nie) | Trójwartościowy (Tak) |
Wybór odpowiedniej powłoki cynkowej zależy od priorytetów użytkownika. Czarny cynk jest doskonały pod względem estetyki i umiarkowanej ochrony. Żółty cynk jest najlepszym wyborem do pracy w trudnych warunkach. Bezbarwny cynk to ekonomiczna opcja dla podstawowych potrzeb, w których pożądany jest metaliczny wygląd.
Jak geometria części 3D wpływa na pokrycie powłoką cynkową
Geometria 3D części to nie tylko funkcja; bezpośrednio wpływa ona na powodzenie cynkowania. Często zakłada się jednolite powlekanie, ale złożone kształty stanowią prawdziwe wyzwanie.
Obszary takie jak głębokie wgłębienia, ostre narożniki wewnętrzne i zwisy w naturalny sposób opierają się nawet osadzaniu cynku. Może to prowadzić do powstawania cienkich plam, obniżających odporność na korozję. Zrozumienie wpływu geometrii na powłokę jest kluczowe przed rozpoczęciem produkcji.
Typowe wyzwania geometryczne
| Cecha | Wpływ na cynkowanie |
|---|---|
| Głębokie otwory | Słaba siła rzutu do wewnątrz |
| Ostre narożniki | Nadmierne gromadzenie się na krawędziach |
| Duże płaskie obszary | Potencjalnie nierówne wykończenie |
| Strefy zagłębione | Niewystarczająca grubość powłoki |

Przyjrzyjmy się, dlaczego te cechy powodują problemy. Cynkowanie polega na osadzaniu cynku na powierzchni części za pomocą prądu elektrycznego. Prąd ten podąża ścieżką najmniejszego oporu.
Obszary o wysokiej gęstości prądu, takie jak zewnętrzne narożniki i krawędzie, przyciągają więcej jonów cynku, co prowadzi do grubszej powłoki. I odwrotnie, obszary o niskiej gęstości prądu, takie jak wnętrze otworów lub głębokie rowki, otrzymują znacznie mniej jonów.
Powoduje to powstawanie obszarów o niskiej zawartości cynku. W skrajnych przypadkach wnętrze złożonej części działa jak Efekt klatki Faradaya14, skutecznie ekranując wewnętrzne powierzchnie przed polem elektrycznym i zapobiegając osadzaniu się znaczących cząstek. W PTSMAKE doradzamy naszym klientom w zakresie modyfikacji projektu, aby tego uniknąć.
Wskazówki dotyczące powlekania złożonych kształtów
Aby uzyskać jednolite wykończenie, często zalecamy niewielkie zmiany w projekcie. Zmiany te mogą mieć ogromny wpływ na wydajność produkcji i końcową jakość części.
| Modyfikacja projektu | Korzyści z powlekania |
|---|---|
| Dodawanie dużych promieni do narożników | Promuje równomierny przepływ prądu |
| Używaj otworów przelotowych zamiast nieprzelotowych | Umożliwia swobodny przepływ roztworu |
| Minimalizacja głębokich wnęk | Redukuje obszary o niskim poziomie osadów |
| Dodaj anody pomocnicze dla złożonych części | Pomaga dostarczać prąd stały do stref zagłębionych |
Zrozumienie wpływu geometrii na powlekanie to pierwszy krok. Projektując powłoki galwaniczne, można zapobiec nierównomiernemu pokryciu, uniknąć kosztownych przeróbek i upewnić się, że części spełniają specyfikacje odporności na korozję od samego początku.
Ukryte pułapki w outsourcingu cynkowania dla międzynarodowych łańcuchów dostaw
Pozyskiwanie cynkowania za granicą wydaje się opłacalne. Jednak początkowa wycena rzadko mówi wszystko. Nieoczekiwane przeszkody logistyczne mogą szybko zniwelować te oszczędności.
Harmonogram projektu jest zagrożony. Opóźnienia są powszechne.
Prawdziwy koszt odległości
Planując międzynarodową strategię dostaw galwanicznych, należy wziąć pod uwagę koszty wysyłki, cła i komunikacji. Czynniki te często wydłużają czas realizacji o kilka tygodni.
Poruszanie się po globalnym transporcie
Logistyka to nie tylko transport. Obejmują one koordynację w różnych strefach czasowych. Prosty błąd w dokumentacji może spowodować poważne komplikacje.
| Etap | Przewidywany czas | Potencjalny rzeczywisty czas |
|---|---|---|
| Produkcja | 10 dni | 12 dni |
| Fracht morski | 25 dni | 35+ dni |
| Cła | 2 dni | 7+ dni |
Myślenie o pozyskiwaniu cynku za granicą wymaga realistycznego spojrzenia na całkowitą oś czasu.

W przypadku globalnych problemów z dostawcami powłok, komunikacja jest największym wyzwaniem i najlepszym narzędziem. Opóźniona odpowiedź z powodu różnic czasowych może wstrzymać produkcję lub wysyłkę na cały dzień. Problem ten szybko narasta.
Przerwy w komunikacji i ich wpływ
Nieporozumienia dotyczące specyfikacji cynkowania są powszechne. Bariery językowe mogą zmienić proste zapytanie techniczne w poważny problem jakościowy. Nie są to tylko niedogodności; mają one bezpośredni wpływ na wyniki finansowe.
Labirynt celny
Odprawa celna jest głównym wąskim gardłem. Nieprawidłowa dokumentacja jest częstym winowajcą. Części mogą być przetrzymywane tygodniami w oczekiwaniu na prawidłową dokumentację. To nieprzewidywalnie wydłuża czas realizacji zamówień.
Obliczanie prawdziwej Wyładowany koszt15 jest krytyczna. Obejmuje ona cenę części oraz wszystkie opłaty logistyczne, celne i ubezpieczeniowe. Wiele firm znacznie zaniża tę wartość.
Solidna międzynarodowa strategia zaopatrzenia musi obejmować bufory na wypadek takich zdarzeń.
| Ukryty czynnik kosztów | Potencjalny wpływ na całkowity koszt |
|---|---|
| Portowe opłaty za przestój | +5-10% |
| Fracht lotniczy (w celu przyspieszenia) | +20-40% |
| Zmiana z powodu błędnej komunikacji | +15-25% |
| Opłaty za pośrednictwo celne | +2-5% |
W PTSMAKE pomagamy klientom budować łańcuchy dostaw, które przewidują te kwestie, zapewniając płynniejszą dostawę.
Logistyka, cła i luki komunikacyjne stanowią istotne ryzyko w cynkowaniu za granicą. Te ukryte zmienne mogą zawyżać koszty i opóźniać projekty, zamieniając pozorne oszczędności w znaczne straty, jeśli nie są zarządzane za pomocą strategii eksperckiej.
Precyzja PTSMAKE pozwoli Ci jeszcze bardziej rozwinąć swoje projekty cynkowania galwanicznego
Doładuj swoje części obrabiane CNC lub formowane wtryskowo dzięki niezawodnemu cynkowaniu! Wyślij zapytanie ofertowe do PTSMAKE i uzyskaj fachową poradę, szybką realizację i światowej klasy jakość, której zaufały wiodące firmy na całym świecie. Poproś o wycenę niestandardowego cynkowania już dziś i doświadcz produkcji bez kompromisów!

Odkryj elektrochemiczne podstawy tego, jak ta powłoka chroni metal bazowy przed korozją. ↩
Dowiedz się, w jaki sposób anoda protektorowa zapewnia elektrochemiczną ochronę metalu podstawowego przed korozją. ↩
Zrozumienie, w jaki sposób występuje ten specyficzny rodzaj uszkodzenia materiału i jego wpływ na połączenia gwintowe. ↩
Dowiedz się, w jaki sposób jony metali tworzą stałą, ochronną powłokę na powierzchni części w tym kontrolowanym procesie. ↩
Zrozumienie tej zasady elektrycznej pozwala ulepszyć projekty części w celu uzyskania lepszych wyników powlekania. ↩
Dowiedz się, jak ten proces chemiczny tworzy niereaktywną warstwę powierzchniową, znacznie zwiększając odporność części na korozję. ↩
Dowiedz się, w jaki sposób cynk chroni stal przed korozją, nawet gdy powłoka jest porysowana. ↩
Zrozumienie, w jaki sposób ten proces elektrochemiczny chroni stalowy metal podstawowy. ↩
Zrozumienie zasad naukowych kontrolujących grubość powłoki i wydajność procesów cynkowania. ↩
Dowiedz się więcej o niewidocznej warstwie ochronnej, która sprawia, że niektóre metale są odporne zarówno na korozję, jak i galwanizację. ↩
Zrozumienie, w jaki sposób ta zasada elektryczna bezpośrednio wpływa na jednorodność i jakość cynkowanego wykończenia. ↩
Dowiedz się, jak obliczać i kontrolować skumulowany efekt tolerancji w swoich projektach. ↩
Dowiedz się, jak ten proces chemiczny zwiększa odporność na korozję ocynkowanych części. ↩
Dowiedz się, jak to zjawisko ekranowania elektrycznego może wpłynąć na jakość i wydajność powłoki końcowej części. ↩
Dowiedz się, jak obliczyć całkowity koszt części ocynkowanych poza ceną dostawcy. ↩






