

Trovare il giusto produttore di getti di rame è un'impresa ardua quando il progetto richiede precisione e affidabilità. Si tratta di scegliere leghe complesse, di prendere decisioni sui processi e di soddisfare requisiti di qualità che possono determinare le prestazioni del componente.
PTSMAKE è specializzata nella fusione di rame personalizzata con processi avanzati di colata in sabbia, colata a iniezione e stampo permanente. Forniamo componenti di precisione in rame dal prototipo alla produzione, servendo i produttori di apparecchiature aerospaziali, automobilistiche, elettroniche e industriali con qualità affidabile e consegne puntuali.

Ho lavorato con molti team di ingegneri alle prese con decisioni sulla fusione del rame. La complessità tecnica è profonda: dalla scelta tra l'ottone C83600 e il bronzo alluminato C95400 alla selezione del metodo di colata giusto per la vostra geometria. Questa guida illustra le conoscenze essenziali di cui avete bisogno per prendere decisioni informate e lavorare efficacemente con il vostro fornitore di colata.
Quando scegliere la colata in sabbia rispetto alla microfusione per le leghe di rame?
La scelta del giusto metodo di fusione del rame è fondamentale. Ha un impatto sulla qualità, sul costo e sui tempi di consegna del pezzo. Sia la colata in sabbia che la microfusione sono molto diffuse per le leghe di rame.
Tuttavia, essi eccellono in aree diverse. La scelta migliore dipende interamente dalle esigenze specifiche del progetto.
Li confronteremo in base a criteri pratici. Tra questi, la finitura superficiale, la precisione dimensionale e il costo degli utensili. La comprensione di queste differenze vi aiuterà a fare la scelta giusta per i vostri componenti in rame.
| Caratteristica | Colata in sabbia | Colata a iniezione |
|---|---|---|
| Il migliore per | Pezzi grandi, volume basso | Parti complesse, alta finitura |
| Costo degli utensili | Basso | Alto |
| Finitura superficiale | Grezzo | Liscio |

La scelta giusta inizia con la comprensione dei compromessi. Non si tratta di un processo "migliore" in generale. Si tratta di trovare la soluzione migliore per la vostra specifica applicazione in lega di rame.
Analisi dei fattori di produzione principali
Analizziamo i fattori critici che guidano la decisione. Questi elementi influenzano le prestazioni e il budget del pezzo finale. Noi di PTSMAKE guidiamo i clienti attraverso queste domande.
Finitura superficiale e precisione dimensionale
La microfusione offre una finitura superficiale superiore. Questa qualità spesso riduce o elimina la necessità di una lavorazione secondaria. La colata in sabbia, per sua natura, produce una struttura superficiale più ruvida che può richiedere una lavorazione successiva.
La precisione dimensionale segue la stessa logica. I nostri test dimostrano che la microfusione consente di ottenere tolleranze più strette.
| Parametro | Colata in sabbia | Colata a iniezione |
|---|---|---|
| Finitura superficiale (Ra) | 12,5 - 25 µm | 1,6 - 3,2 µm |
| Tolleranza tipica | ±0,8 mm | ±0,15 mm |
Bilanciare costi, volumi e complessità
Gli utensili per la colata in sabbia sono semplici e meno costosi. Per questo è ideale per i prototipi e per i bassi volumi di produzione. La microfusione richiede stampi complessi e costosi.
Per i grandi volumi, tuttavia, il costo più elevato degli utensili della microfusione è giustificato. I costi per pezzo sono più bassi grazie alla riduzione della manodopera e della finitura. Anche i pezzi complessi con dettagli intricati sono un chiaro vantaggio per la microfusione. Il rapporto sabbia/metallo1 è una delle tante variabili che analizziamo nella colata in sabbia per ottimizzare qualità e costi.
La scelta tra la fusione in sabbia e la microfusione per le leghe di rame è un equilibrio strategico. È necessario soppesare i costi iniziali di attrezzaggio rispetto ai costi per pezzo, alla finitura superficiale desiderata e alla complessità del pezzo. Ogni progetto ha una soluzione ottimale unica.
Quali sono i compromessi pratici tra le diverse leghe per colata di rame?
La scelta della giusta lega di rame implica un bilanciamento delle proprietà chiave. Confrontiamo tre scelte comuni per i progetti di fusione del rame. Ognuna di esse ha uno scopo diverso nella produzione.
Ci concentreremo su C83600, C95400 e C17200. Si tratta di leghe con cui lavoriamo spesso all'PTSMAKE.
I loro compromessi in termini di costo, resistenza e colabilità sono significativi. La loro comprensione previene costosi errori di produzione. Questa conoscenza è fondamentale per ottenere risultati di successo.
Approfondiamo gli aspetti pratici. L'ottone rosso al piombo C83600 è il cavallo di battaglia. Il suo contenuto di piombo migliora la lavorabilità, ma può creare problemi ambientali. È affidabile per applicazioni non critiche come valvole e raccordi.
Il bronzo all'alluminio C95400 è una bestia diversa. La sua forza è impressionante, spesso paragonata a quella dell'acciaio. Questa lega ha anche un'eccellente resistenza galla2 sotto carichi pesanti. Tuttavia, può essere più difficile da fondere a causa del suo strato di ossido di alluminio, che richiede tecniche di fonderia specializzate.
Il rame al berillio C17200 è una scelta eccellente. Dopo il trattamento termico, la sua resistenza non ha eguali tra le leghe di rame. Ma queste prestazioni hanno un costo elevato. La manipolazione della polvere di berillio richiede inoltre protocolli di sicurezza rigorosi, aggiungendo complessità alla produzione.
Ecco un rapido confronto basato sulla nostra esperienza di progetto:
| Lega | Vantaggio chiave | Svantaggio principale | Applicazione tipica |
|---|---|---|---|
| C83600 | Eccellente colabilità, basso costo | Resistenza inferiore, contenuto di piombo | Idraulica, ferramenta generale |
| C95400 | Alta resistenza, resistenza all'usura | Difficile da fondere/saldare | Cuscinetti, parti marine |
| C17200 | Massima resistenza e conduttività | Costi elevati, problemi di sicurezza | Aerospaziale, elettronica |
Questa tabella aiuta i clienti a visualizzare rapidamente i compromessi. La scelta dipende sempre dai requisiti specifici di ingegneria e di budget del progetto.
Ogni lega di rame offre un equilibrio distinto. L'ottone rosso al piombo è conveniente e facile da lavorare. Il bronzo alluminato offre forza e resistenza all'usura. Il rame berillio offre prestazioni di alto livello, ma a un costo superiore e con una maggiore complessità di produzione.
Come si classificano i processi di fusione del rame in base al materiale dello stampo e allo scopo?
Il modo principale per classificare i metodi di fusione del rame è il tipo di stampo. Possiamo dividerli in due gruppi fondamentali. Questa scelta iniziale determina i costi, i dettagli e la velocità di produzione.
Stampi sacrificabili
Questi stampi vengono utilizzati una sola volta. Dopo che il metallo si è solidificato, lo stampo viene rotto per recuperare il pezzo. È l'ideale per geometrie complesse e prototipi.
Stampi permanenti
Come suggerisce il nome, questi stampi sono riutilizzabili. In genere sono realizzati in metallo e possono produrre migliaia di pezzi. Si tratta di stampi ideali per la produzione di grandi volumi.
| Tipo di stampo | Riutilizzabilità | Vantaggio chiave |
|---|---|---|
| Spendibile | Uso singolo | Libertà di progettazione |
| Permanente | Multiuso | Velocità di produzione |
Comprendere questa divisione di base è il primo passo per selezionare il processo di fusione migliore.

Scomponiamo ulteriormente queste categorie. Ogni sottoprocesso offre compromessi unici. La scelta giusta in anticipo è un aspetto che noi di PTSMAKE sottolineiamo sempre. In questo modo si evitano costose riprogettazioni successive.
Uno sguardo più da vicino agli stampi sacrificabili
Questi metodi sono noti per la loro versatilità.
Colata in sabbia
Si tratta di un processo di fusione del rame molto diffuso. Si forma uno stampo con sabbia mescolata a un legante. È eccellente per pezzi di grandi dimensioni. Tuttavia, la finitura superficiale è più ruvida. La sabbia permeabilità3 è un fattore chiave, in quanto consente la fuoriuscita dei gas e previene i difetti.
Stampaggio a conchiglia
Questo metodo utilizza un guscio sottile e indurito di sabbia e resina. Produce pezzi con una finitura più liscia e una migliore precisione dimensionale rispetto alla colata in sabbia standard. È un'ottima via di mezzo.
Colata a iniezione
Spesso chiamato fusione a cera persa, questo processo offre la massima precisione. È perfetto per creare pezzi di rame molto intricati con eccellenti finiture superficiali. Il compromesso è un costo unitario più elevato.
Uno sguardo più da vicino agli stampi permanenti
Sono progettati per l'efficienza della produzione di massa.
Colata a gravità
Il rame fuso viene versato in uno stampo metallico riutilizzabile, riempiendolo per gravità. Questo processo consente di ottenere buone proprietà meccaniche ed è adatto a un'ampia gamma di leghe di rame.
Pressofusione
Si tratta di iniettare metallo fuso in uno stampo ad alta pressione. È estremamente veloce, ma è meno comune per le leghe di rame a causa delle loro elevate temperature di fusione, che possono causare una rapida usura dello stampo.
| Processo | Beneficio primario | Applicazione comune |
|---|---|---|
| Colata in sabbia | Basso costo dell'utensile | Valvole e giranti di grandi dimensioni |
| Colata a iniezione | Dettaglio elevato | Componenti piccoli e complessi |
| Colata a gravità | Buon equilibrio | Raccordi idraulici, ferramenta |
La fusione del rame non è una soluzione unica. Ogni progetto ha esigenze uniche.
La classificazione principale per la colata di rame si basa sulla scelta tra stampi permanenti e stampi sacrificabili. Questa scelta ha un impatto diretto sul costo del progetto, sulla complessità del pezzo e sul volume di produzione. La scelta del giusto sottoprocesso è fondamentale per soddisfare i requisiti specifici di progettazione delle leghe di rame.
Qual è il sistema di classificazione dei comuni difetti di fusione del rame?
Per risolvere i problemi, è necessario innanzitutto comprenderli. Un sistema chiaro è fondamentale. Ci aiuta a diagnosticare i problemi senza fare congetture.
Nella fusione del rame, raggruppiamo i difetti in quattro tipi principali. Questo approccio strutturato ci aiuta a trovare più rapidamente la causa principale. Evita di correggere le cose sbagliate.
Categorie di difetti principali
Classifichiamo i difetti in base alla loro origine. Questo ci dice dove cercare la soluzione.
| Categoria di difetti | Esempi comuni |
|---|---|
| Relativo al riempimento | Corse sbagliate, chiusure a freddo |
| Relativo alla solidificazione | Restringimento, lacerazioni da caldo |
| Legato al gas | Porosità, fori di soffiaggio |
| Materiale a base di muffa | Inclusioni di sabbia, croste |
Questo quadro è la base per una risoluzione efficace dei problemi.

Un approccio sistematico trasforma l'analisi dei difetti. Si passa da soluzioni casuali a soluzioni mirate. Si tratta di un aspetto cruciale per i pezzi di fusione in rame di alta qualità. Alla PTSMAKE ci affidiamo a questa logica per garantire che ogni pezzo sia conforme alle specifiche. Si tratta di controllo del processo.
Il potere diagnostico della categorizzazione
Ogni categoria indica una fase diversa del processo di fusione. È un problema di riempimento? Controlliamo il design dei canali e la temperatura di colata. È un difetto di gas? Controlliamo il trattamento della colata e la permeabilità dello stampo.
Questo metodo aiuta a distinguere tra difetti che sembrano simili. Ad esempio, la porosità da gas e la porosità da ritiro possono essere confuse. Ma le loro cause sono completamente diverse. Comprendere la formazione di porosità interdendritica4 è un esempio perfetto di questa analisi approfondita.
Dalla diagnosi alla soluzione
Identificando correttamente il gruppo del difetto, possiamo risalire alla sua origine. In questo modo si crea un percorso chiaro verso la giusta soluzione. Si risparmiano tempo e materiali.
| Area della causa principale | Categoria di difetti | Soluzione potenziale |
|---|---|---|
| Progettazione del sistema di gateway | Relativo al riempimento | Regolare la dimensione del canale, aumentare la velocità di versamento |
| Composizione della lega | Relativo alla solidificazione | Modificare la lega, migliorare il sistema di alimentazione |
| Manipolazione del materiale fuso | Legato al gas | Degasare correttamente il metallo fuso |
| Condizione di muffa | Materiale a base di muffa | Migliorare la qualità della sabbia, utilizzare un rivestimento migliore |
Questo modo di pensare strutturato previene i problemi ricorrenti. Crea un processo di produzione più affidabile.
La classificazione dei difetti di fusione del rame è essenziale. Raggrupparli in problemi di riempimento, solidificazione, gas e muffa fornisce un quadro diagnostico chiaro. Questo metodo sistematico ci aiuta a identificare rapidamente le cause principali e a implementare soluzioni efficaci per una qualità costante.
In che modo la geometria del pezzo determina la scelta del metodo di colata ottimale?
La geometria del pezzo è il fattore più critico. È il progetto che ci dice quale metodo di fusione funzionerà e quale fallirà.
Sfide legate allo spessore della parete
Le pareti sottili sono difficili da riempire completamente. Si raffreddano troppo velocemente e rischiano di presentare difetti. Le sezioni spesse, invece, possono causare problemi di ritiro e porosità.
Complessità: Semplice vs. Intricato
Un semplice blocco ha pochi vincoli. Ma una girante complessa con pale curve richiede un processo in grado di replicare con precisione i dettagli più fini.
| Caratteristica | Blocco semplice | Girante complessa |
|---|---|---|
| Geometria | Di base, solido | Intricato, a pareti sottili |
| Processo | Colata in sabbia | Colata a iniezione |
| Costo | Basso | Alto |

Oltre alla forma di base, le caratteristiche geometriche specifiche restringono ulteriormente le scelte. Ogni dettaglio aggiunge un vincolo che indirizza verso un percorso di produzione ideale. Noi di PTSMAKE analizziamo attentamente questi dettagli.
Cavità e nuclei interni
Se il vostro pezzo ha passaggi interni, avrete bisogno di anime. La colata in sabbia è eccellente per questo scopo. Utilizza anime di sabbia che possono essere facilmente rimosse dopo la colata. Questo metodo funziona bene per i componenti cavi.
La microfusione gestisce anche forme interne complesse. Utilizza un modello di cera che viene fuso, lasciando una cavità per il metallo.
Tolleranze e finitura superficiale
Quanto deve essere preciso il vostro pezzo? Le tolleranze ridotte consentono di utilizzare metodi più semplici come la colata in sabbia. Questo metodo ha un costo inferiore per gli utensili.
Tuttavia, per ottenere tolleranze strette e finiture lisce, la pressofusione o la microfusione sono superiori. Questi metodi consentono di ottenere pezzi di forma quasi netta. Ciò riduce la necessità di lavorazioni secondarie. Alta precisione permeabilità5 del materiale dello stampo.
Dimensioni e peso complessivi
Le dimensioni contano molto nella fusione. I pezzi molto grandi, come i blocchi motore, sono tipicamente realizzati con la colata in sabbia. Il processo è altamente scalabile.
I pezzi più piccoli e ad alto volume sono perfetti per la pressofusione. Questo è comune per materiali come l'alluminio o le leghe di zinco. Per le applicazioni specializzate, come la colata di rame ad alta conduttività, la geometria guiderà ancora una volta la scelta tra sabbia, rivestimento o un altro metodo.
Le caratteristiche geometriche come lo spessore delle pareti, le cavità, le tolleranze e le dimensioni sono decisive. Non si tratta di dettagli secondari. Questi fattori guidano direttamente la scelta del processo di fusione più efficiente e affidabile per trasformare il vostro progetto in un pezzo fisico di successo.
Quali sono le categorie di processi di finitura post-fusione per il rame?
La finitura di una colata di rame grezzo è un processo a più fasi. Ogni fase ha uno scopo specifico. Porta il pezzo dal suo stato grezzo a un prodotto finito.
Raggruppiamo questi processi in categorie chiave. Ciò contribuisce a snellire la produzione e a garantire la qualità.
Fettling: La prima pulizia
La bagnatura rimuove il materiale in eccesso dal getto. Questo include cancelli, rialzi e scossaline. È la prima fase essenziale dopo il raffreddamento del pezzo.
Trattamento della superficie
Successivamente, trattiamo la superficie. In questo modo si pulisce la fusione e la si prepara per le fasi successive. Processi come la granigliatura creano una finitura uniforme e pulita.
| Palcoscenico | Scopo | Attrezzature comuni |
|---|---|---|
| Feticcio | Rimuovere il materiale indesiderato | Seghe, smerigliatrici, utensili da taglio |
| Trattamento della superficie | Pulire e texturizzare la superficie | Granigliatrice o sabbiatrice |
Dopo la pulizia iniziale, si passa al perfezionamento delle proprietà e delle dimensioni del pezzo. Il trattamento termico e la lavorazione finale sono fondamentali. Queste fasi determinano le prestazioni finali e la precisione della fusione di rame. Noi di PTSMAKE controlliamo attentamente queste fasi per ogni progetto.
Trattamento termico
Il trattamento termico altera la microstruttura delle leghe di rame. Questo migliora le loro proprietà meccaniche, come la resistenza e la durezza. Non è sempre necessario, ma è fondamentale per le applicazioni ad alte prestazioni.
Ricottura
La ricottura ammorbidisce il rame. Migliora la duttilità e allevia le tensioni interne create durante la colata. Il pezzo viene riscaldato a una temperatura specifica e poi raffreddato lentamente.
Risolutivo
Alcune leghe di rame beneficiano di soluzionando6. Ciò comporta il riscaldamento della lega per dissolvere gli elementi di lega in una soluzione solida. Un rapido raffreddamento trattiene poi questi elementi. Questo processo prepara la lega all'indurimento per invecchiamento, che ne aumenta notevolmente la resistenza.
Lavorazione finale
La lavorazione finale è il momento in cui otteniamo le dimensioni precise e le tolleranze ristrette richieste dal progetto. Utilizzando macchine CNC, creiamo la forma finale, le filettature e le caratteristiche con elevata precisione.
| Fase del processo | Metodo specifico | Obiettivo |
|---|---|---|
| Trattamento termico | Ricottura | Aumentare la duttilità, alleviare le sollecitazioni |
| Trattamento termico | Risolutivo | Preparare l'indurimento per invecchiamento |
| Lavorazione finale | Fresatura/Tornitura CNC | Raggiungere le dimensioni finali del pezzo |
La finitura post-fusione prevede quattro fasi fondamentali: la sbavatura, il trattamento superficiale, il trattamento termico e la lavorazione finale. Questo approccio sistematico trasforma una fusione grezza in un componente preciso e funzionale che soddisfa tutte le specifiche e garantisce prestazioni affidabili nell'applicazione finale.
In che modo lo stampo permanente e la pressofusione differiscono per il rame?
L'elevato punto di fusione del rame è il fattore più importante. Esso determina l'intero approccio alla colata del rame. Questa proprietà fondamentale crea una netta divisione tra stampo permanente e pressofusione.
La scelta del metodo influisce direttamente sul materiale dello stampo, sulla pressione e sulla velocità di produzione. La comprensione di queste differenze è fondamentale per qualsiasi progetto che coinvolga componenti in rame fuso. Di seguito è riportato un rapido confronto di questi fattori di differenziazione chiave.
| Caratteristica | Colata di stampi permanenti | Pressofusione |
|---|---|---|
| Pressione | Alimentazione a gravità | Iniezione ad alta pressione |
| Materiale dello stampo | Ferro, acciaio | Metalli refrattari |
| Tasso di produzione | Più basso | Più alto |
| Costo degli utensili | Moderato | Molto alto |
La sfida principale per la pressofusione del rame è il suo punto di fusione di oltre 1080°C (1984°F). Gli acciai per utensili da pressofusione standard, come l'H13, non possono resistere a lungo a questa temperatura estrema. Perdono rapidamente la durezza e sviluppano cricche.
Questa rapida degradazione è un classico caso di rottura del materiale. I cicli di calore intensi e ripetuti causano gravi fatica termica7 nell'acciaio dello stampo. Nei nostri progetti passati all'PTSMAKE, abbiamo visto stampi standard diventare inutilizzabili dopo pochissimi cicli con leghe di rame ad alta temperatura.
Il dilemma del materiale per stampi
Per ovviare a questo problema, la pressofusione del rame richiede stampi realizzati con metalli refrattari. Materiali come il molibdeno e il tungsteno sono necessari perché i loro punti di fusione sono molto più alti. Questa è l'unica soluzione possibile per la produzione di grandi volumi.
Tuttavia, questi materiali sono incredibilmente costosi e difficili da lavorare. Ciò fa lievitare notevolmente il costo degli utensili rispetto alla fusione in stampi permanenti o alla pressofusione di alluminio o zinco.
Pressione, velocità e complessità
La colata in stampo permanente sfrutta la gravità, sottoponendo lo stampo a sollecitazioni molto minori. Ciò consente di utilizzare materiali per stampi più convenzionali ed economici, rendendola adatta a piccole produzioni.
La pressofusione, invece, utilizza un'immensa pressione per riempire la cavità dello stampo. Ciò consente di creare pezzi complessi con pareti sottili, ma comporta anche un'estrema sollecitazione dei già costosi stampi refrattari.
| Aspetto | Stampo permanente per rame | Pressofusione di rame |
|---|---|---|
| Dimensione tipica del pezzo | Da piccolo a grande | Da piccolo a medio |
| Complessità | Da semplice a moderato | Possibilità di pareti alte e sottili |
| Sfida principale | Tempi di ciclo più lenti | Estrema usura e costi degli stampi |
Le differenze principali sono dovute al calore del rame. La pressofusione è più veloce e produce pezzi complessi, ma richiede costosi stampi in metallo refrattario. La colata in stampo permanente è più lenta e semplice e offre una soluzione di attrezzaggio più economica per volumi inferiori.
Qual è la struttura di un tipico standard di qualità per i getti di rame?
Esaminiamo uno standard tipico, come l'ASTM B824 per le leghe di rame. Fornisce una chiara tabella di marcia. Questo assicura che tutti, dalla fonderia all'utente finale, siano sulla stessa pagina.
Non è solo un documento. È un linguaggio condiviso per la qualità.
Sezioni chiave di uno standard
Uno standard ben strutturato copre tutti gli aspetti critici della produzione. In questo modo si eliminano le congetture e si prevengono le controversie. Di seguito è riportata una struttura comune.
| Sezione | Scopo |
|---|---|
| Ambito di applicazione | Definisce i tipi di lega e di colata coperti. |
| Composizione | Elenca le percentuali di elementi chimici richiesti. |
| Meccanico | Specifica i requisiti di resistenza e durezza. |
| Difetti | Stabilisce i limiti per i difetti visivi e interni. |
| Certificazione | Illustra la documentazione necessaria. |

Uno sguardo più approfondito al quadro di riferimento dello standard
La comprensione di ogni sezione è fondamentale per un approvvigionamento di successo. Vi aiuta a specificare esattamente ciò di cui avete bisogno per la vostra applicazione. Noi di PTSMAKE utilizziamo quotidianamente questi standard. Sono il fondamento di ogni colata di rame di alta qualità che produciamo.
Composizione chimica
Questa sezione è precisa. Descrive le percentuali esatte di rame, stagno, zinco e altri elementi. Una deviazione da questa ricetta può alterare drasticamente le prestazioni e le proprietà del pezzo finale.
Test sulle proprietà meccaniche
In questo caso, lo standard definisce la resistenza del materiale. Impone test di resistenza alla trazione, allo snervamento e all'allungamento. Questi test confermano che il getto è in grado di resistere alle sollecitazioni meccaniche dell'uso previsto.
Difetti ammessi
Nessun lancio è perfetto. Questa sezione stabilisce limiti realistici. Copre i difetti visivi come la porosità superficiale. Si occupa anche dei problemi interni. Gli standard definiscono i livelli di accettabilità per questi difetti, spesso usando standard radiografici8 per la solidità interna.
La tabella mostra un confronto semplificato.
| Tipo di difetto | Metodo di ispezione | Esempi di criteri |
|---|---|---|
| Porosità superficiale | Ispezione visiva | Numero massimo di pori per pollice quadrato. |
| Restringimento interno | Radiografico (raggi X) | Radiografie di riferimento ASTM E446. |
| Crepe | Visivo, colorante penetrante | Non sono ammesse crepe visibili. |
Certificazione e documentazione
Infine, questa parte richiede una prova. Il produttore deve fornire un certificato. Questo documento conferma che la colata di rame soddisfa tutti i requisiti chimici e meccanici specificati, garantendo la piena tracciabilità.
Gli standard come l'ASTM forniscono un progetto completo. Definiscono tutto, dalla composizione chimica ai protocolli di test e ai difetti accettabili. Questa struttura garantisce che ogni pezzo di rame fuso soddisfi gli esatti requisiti ingegneristici per l'affidabilità e le prestazioni nelle applicazioni più esigenti.
Come si seleziona il trattamento termico ottimale per una colata?
La scelta del giusto trattamento termico per una colata di rame è fondamentale. Non si tratta solo di riscaldamento e raffreddamento. Si tratta di ottenere le proprietà specifiche richieste dall'applicazione. Le diverse leghe di rame rispondono in modo molto diverso.
Una guida rapida alle decisioni
Per le comuni leghe di rame, è l'obiettivo a dettare il processo. Che si tratti di ammorbidire il materiale o di aumentarne significativamente la resistenza, c'è un percorso termico specifico da seguire.
| Famiglia di leghe | Obiettivo primario | Trattamento termico consigliato |
|---|---|---|
| Rame puro / Ottone | Alleviare le sollecitazioni, migliorare la duttilità | Ricottura (riduzione dello stress) |
| Bronzi (ad esempio, bronzo allo stagno) | Migliorare la tenacità, ridurre la durezza | Ricottura |
| Rame berillio (BeCu) | Massimizzare la resistenza e la durezza | Soluzione Trattamento + Invecchiamento |
| Cromo Rame | Migliorare la conduttività e la resistenza | Soluzione Trattamento + Invecchiamento |
Questa guida aiuta a semplificare la scelta iniziale.

Comprendere i processi chiave
Ogni processo di trattamento termico ha uno scopo metallurgico unico. Un'applicazione errata può rovinare una fusione perfettamente buona. Vediamo i metodi più comuni utilizzati da PTSMAKE per le leghe di rame.
Ricottura per ridurre lo stress
La ricottura è essenzialmente un processo di ammorbidimento. Riscaldiamo la colata di rame a una temperatura specifica e la manteniamo tale. Ciò consente alla struttura cristallina interna di riallinearsi, alleviando le tensioni accumulate durante la fusione o la lavorazione.
I vantaggi principali sono:
- Migliore duttilità e formabilità.
- Riduzione del rischio di cricche da stress-corrosione.
- Un materiale più stabile e uniforme.
Trattamento della soluzione e invecchiamento
Questo processo in due fasi è riservato a indurente per precipitazione9 leghe, come il rame berillio (BeCu). È così che otteniamo una notevole resistenza da questi materiali.
Fase 1: trattamento della soluzione
In primo luogo, riscaldiamo la colata ad alta temperatura. In questo modo gli elementi indurenti (come il berillio) si dissolvono uniformemente nel rame, creando una soluzione solida. Poi, lo tempriamo rapidamente per bloccare la struttura.
Fase 2: Invecchiamento (indurimento per precipitazione)
Successivamente, la colata viene riscaldata a una temperatura inferiore per un periodo di tempo prestabilito. In questo modo, gli elementi disciolti precipitano sotto forma di particelle molto fini e dure all'interno della struttura del grano del metallo. Queste particelle agiscono come ostacoli al movimento delle dislocazioni, aumentando notevolmente la resistenza e la durezza della lega.
La scelta del giusto trattamento termico per una colata di rame è fondamentale. La ricottura migliora la duttilità alleviando le tensioni. Per le leghe ad alta resistenza come il BeCu, è necessario un trattamento di solubilizzazione e un processo di invecchiamento in due fasi per ottenere le massime proprietà meccaniche per le applicazioni più esigenti.
Qual è l'approccio metodico al controllo dimensionale di un getto?
Una solida procedura di assicurazione della qualità (AQ) è la base per un'ispezione dimensionale affidabile. Non si tratta di una semplice misurazione, ma di un sistema. Questo garantisce che ogni colata sia conforme alle specifiche richieste.
Il quadro di riferimento per l'AQ
Iniziamo selezionando gli strumenti di misura giusti. Quindi, identifichiamo tutte le dimensioni critiche dal disegno tecnico. Questo processo sistematico riduce al minimo gli errori e garantisce la coerenza.
Fasi essenziali dell'AQ
| Passo | Descrizione | Obiettivo primario |
|---|---|---|
| Selezione dello strumento | Scegliete tra Calibri, CMM, ecc. | Abbinare l'utensile alla tolleranza |
| Definire le dimensioni | Identificare le caratteristiche critiche sul disegno. | Garantire la funzionalità della parte |
| Creare un protocollo | Standardizzare il processo di misurazione. | Ottenere la ripetibilità |
| Risultati del documento | Registrare tutti i dati in modo sistematico. | Abilitazione del controllo di processo |
Questo metodo strutturato è fondamentale per tutti i componenti. È particolarmente importante per i componenti complessi come un colata di rame con tolleranze ristrette.
Selezione dei giusti strumenti di misura
La scelta dello strumento di ispezione dipende interamente dalla complessità del pezzo e dai requisiti di tolleranza. Per controlli rapidi e semplici, spesso sono sufficienti calibri digitali o micrometri.
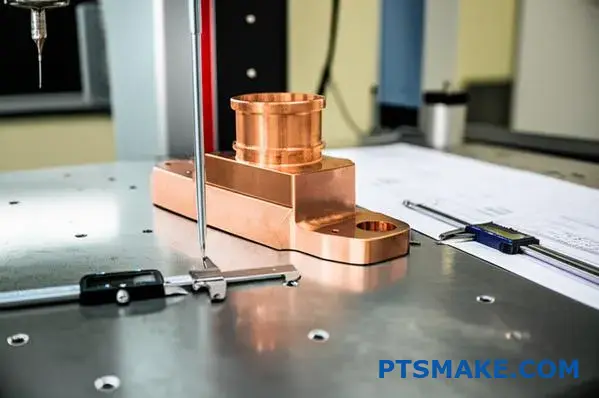
Tuttavia, per le fusioni con geometrie intricate o tolleranze molto strette, una macchina di misura a coordinate (CMM) è indispensabile. Una CMM fornisce punti di dati 3D altamente precisi, offrendo un quadro completo delle dimensioni del pezzo. Noi di PTSMAKE adattiamo sempre lo strumento di ispezione alle esigenze specifiche del progetto.
Dal disegno al protocollo
Il disegno tecnico è la nostra unica fonte di verità. Lo esaminiamo meticolosamente per identificare le dimensioni critiche per la funzione e le relative tolleranze. Sono queste le caratteristiche che hanno un impatto diretto sulle prestazioni del getto nell'assemblaggio finale.
Sulla base di queste caratteristiche critiche, stabiliamo un protocollo di misurazione formale. Questo documento è una guida passo-passo per i nostri ispettori di qualità. Descrive come, dove e in quale sequenza misurare il pezzo. Questo processo dettagliato fa parte di un campo più ampio chiamato metrologia10.
L'importanza della documentazione
Ogni misura viene accuratamente registrata. Questi dati creano qualcosa di più di un semplice rapporto di superamento/errore. Alimentano un ciclo di miglioramento continuo. Utilizziamo questi risultati per monitorare la stabilità del nostro processo di colata e per fornire un feedback attuabile.
Una procedura sistematica di AQ è fondamentale per l'ispezione dimensionale. Essa prevede la selezione degli strumenti giusti, la definizione delle tolleranze critiche dai disegni e il rispetto di un protocollo di misurazione rigoroso. La documentazione completa il processo, garantendo una qualità e un controllo costanti per ogni getto prodotto.
Collaborate con PTSMAKE per soluzioni esperte di fusione del rame
Siete pronti a portare il vostro progetto di fusione del rame al livello successivo? Contattate PTSMAKE per un preventivo rapido e dettagliato: il nostro team è specializzato in soluzioni di precisione su misura per le vostre esigenze. Garantiamo qualità, affidabilità e prezzi competitivi. Inviate subito la vostra richiesta e rendete più efficiente il vostro approvvigionamento con PTSMAKE!

Per saperne di più su questo parametro chiave che influenza la qualità e il costo della colata in sabbia. ↩
Scoprite come le proprietà dei materiali possono prevenire i danni superficiali e i guasti dei componenti nelle applicazioni ad alto carico. ↩
Scoprite come le caratteristiche dello stampo influenzino direttamente la qualità finale e l'integrità dei vostri pezzi in rame fuso. ↩
Comprendere i dettagli microstrutturali di come si forma questo tipo di porosità comune e come prevenirla. ↩
Scoprite come questa proprietà sia fondamentale per prevenire i difetti di gas e garantire una colata di alta qualità. ↩
Scoprite come questo processo termico migliora la resistenza e le prestazioni di specifiche leghe di rame per applicazioni complesse. ↩
Scoprite come i ripetuti cicli di riscaldamento e raffreddamento causano il cedimento del materiale negli stampi di colata. ↩
Scoprite come l'ispezione a raggi X individua i difetti nascosti per garantire l'integrità strutturale dei vostri pezzi fusi. ↩
Scoprite la scienza metallurgica che spiega come queste leghe specializzate raggiungano una resistenza superiore. ↩
Esplorate questo link per comprendere i principi fondamentali della scienza della misurazione e la sua importanza nella produzione. ↩





