

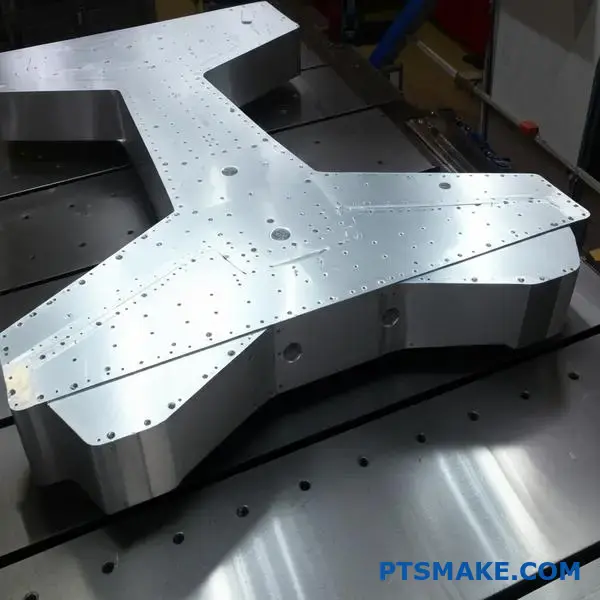
Indkøb af store CNC-bearbejdede dele føles som at navigere i en minegang af potentielle fejl. Ét forkert leverandørvalg, og din produktionslinje kan stå over for dyre forsinkelser, præcisionsproblemer eller dele, der simpelthen ikke passer til dine kritiske samlinger.
Stor del CNC-bearbejdning kræver specialudstyr, avancerede fikseringssystemer og dokumenteret ekspertise for at opretholde snævre tolerancer på overdimensionerede komponenter, samtidig med at der sikres ensartet kvalitet og levering til tiden for kritiske applikationer.

Jeg har arbejdet med indkøbsteams, der har lært disse lektioner på den hårde måde. Denne omfattende guide vil føre dig igennem alle beslutningspunkter, der betyder noget, når du indkøber store CNC-bearbejdede dele, fra at verificere leverandører til at undgå almindelige faldgruber, der sporer projekter.
Den komplette guide til indkøb af store CNC-bearbejdede dele
Sourcing af store CNC-bearbejdede dele udgør unikke udfordringer. Det er ikke som at bestille standardkomponenter. Du skal overveje maskinkapacitet og logistik.
Kompleksiteten af CNC-bearbejdning af store dele vokser med størrelsen. Hver detalje, fra materialevalg til endelig inspektion, kræver særlig opmærksomhed.
Vigtige overvejelser ved sourcing
At finde den rigtige partner er afgørende. Din leverandør skal have det rigtige udstyr og erfaring til sourcing af store bearbejdede dele.
Her er de primære faktorer, der skal evalueres:
| Overvejelser | Indvirkning på sourcing |
|---|---|
| Delens størrelse og vægt | Kræver CNC-maskiner med stor seng og tunge kraner. |
| Snævre tolerancer | Sværere at vedligeholde over store overflader. |
| Materialetype | Påvirker værktøj, bearbejdningstid og omkostninger. |
| Logistik | Forsendelse af store, tunge dele er kompleks og dyr. |

Ved håndtering af indkøb CNC proces for store dele er detaljerne alt. Den rene skala forstørrer ethvert potentielt problem, fra materialestabilitet til endelig måling.
Dybdegående kig på kompleksiteter
Tænk på termisk udvidelse. En lille temperaturændring kan skubbe en stor del ud af tolerance. Dette er et almindeligt problem, som mange overser under den indledende designfase.
Overvej også de interne spændinger i råmaterialet. For store emner eller smedninger kan forkert håndtering eller bearbejdning få delen til at slå sig. En god leverandør ved, hvordan man håndterer dette.
Vi har lært, at en fler-trins bearbejdningsproces ofte er nødvendig. Den involverer grovbearbejdning, varmebehandlinger til spændingsaflastning og derefter endelig finish for at sikre stabilitet og præcision. Verificeringen af disse store dele kræver specialiseret metrologi1 udstyr.
Materiale- og logistiske forhindringer
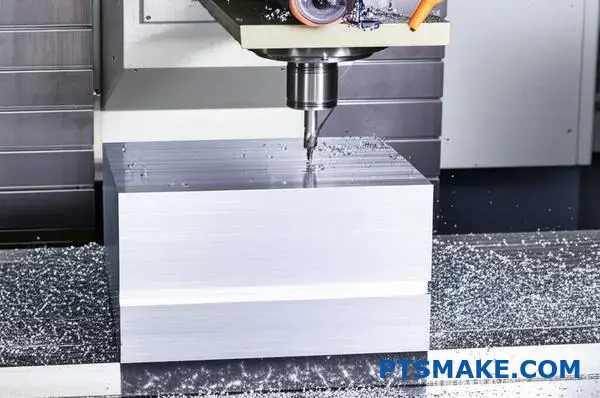
Valg af det rigtige materiale er kun begyndelsen. Sikring og håndtering af store blokke af aluminium eller stål er en udfordring i sig selv.
| Faktor | Udfordring for store dele | Løsning |
|---|---|---|
| Materialehåndtering | Risiko for beskadigelse eller deformation under bevægelse. | Specialiserede kraner og fiksturer. |
| Maskinopsætning | Kræver længere opsætningstider og brugerdefinerede armaturer. | Erfarne maskinarbejdere og ingeniører. |
| Forsendelse og kasseemballage | Dele kræver brugerdefinerede, robuste kasser til transport. | Samarbejd med erfarne logistikfirmaer. |
| Inspektion | Standard CMM'er kan være for små. | Brug laser trackere eller bærbare CMM-arme. |
Denne proces kræver en leverandør, der ikke kun er en maskinarbejder, men en projektpartner. Hos PTSMAKE fokuserer vi på at håndtere disse kompleksiteter fra start til slut.
Indkøb af store CNC-dele indebærer unikke udfordringer ud over standardbearbejdning. Succes afhænger af evaluering af leverandørernes kapaciteter, materialehåndtering og avancerede inspektionsmetoder til at håndtere kompleksiteten af størrelse og præcision. Omhyggelig planlægning er essentiel for en gnidningsfri indkøbsproces.
Hvorfor tolerancer for store dele kan skabe eller bryde kritiske samlinger
I missionskritiske samlinger forstørrer størrelsen enhver fejl. En lille fejl på en lille del kan være ubetydelig. Men på en stor komponent kan den samme lille fejl forårsage total systemfejl. Dette er den centrale udfordring.
Vi taler om industrier, hvor der ikke er plads til fejl. Luftfart, bilindustri og robotteknologi kræver perfektion. For store dele med snævre tolerancer, kan selv en afvigelse på mikronniveau føre til katastrofale resultater. Jo større delen er, desto større er effekten af enhver ufuldkommenhed.
| Industriel sektor | Potentiel indvirkning af små tolerancefejl |
|---|---|
| Luft- og rumfart | Fejljustering af vinge-til-skrog samling |
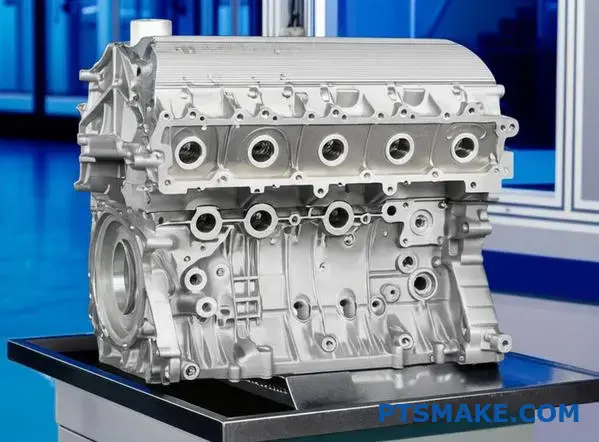
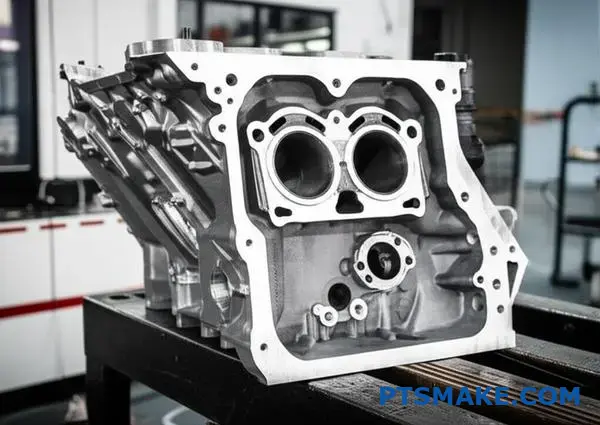
| Biler | Motorblokforvridning og fejl |
| Robotteknologi | Unøjagtig armpositionering og funktionsfejl |
Dette er ikke blot teoretiske risici. Det er virkelige konsekvenser, som vi hos PTSMAKE arbejder på at forhindre hver dag.
Forstærkningseffekten af fejl
Hvorfor forårsager små fejl på store dele så store problemer? Det handler om gearing og akkumulering. En mindre vinkelafvigelse i den ene ende af en lang konstruktionsbjælke resulterer i en større positionsfejl i den anden.
Dette problem er især kritisk for missionskritiske komponenter. Tænk på en vingespids på et fly. En lille uoverensstemmelse, hvor den samles med flykroppen, kan kompromittere hele vingens strukturelle integritet over tusindvis af flyvetimer.
Eksempel: Motorblokke til biler
I bilproduktion skal en stor motorblok være perfekt flad. En lille afvigelse kan forårsage en forkert tætning med topstykket. Dette fører til pakningsfejl, kompressionstab og i sidste ende motorstop. Vi har set, hvordan præcisions CNC-bearbejdning er den eneste måde at opnå dette krævede niveau af fladhed på.
Problemet koger ofte ned til, hvordan individuelle fejl lægges sammen. Dette er et koncept kendt som stabling af tolerancer2. I en kompleks samling kan den acceptable variation af hver del kombineres og skabe en samlet afvigelse, der overskrider designgrænserne.
| Komponenttype | Fælles tolerance-udfordring | Konsekvens af fejl |
|---|---|---|
| Robotarmsegment | Positionel nøjagtighed over længde | Manglende evne til at udføre præcise opgaver |
| Satellitramme | Termisk ekspansionsmismatch | Komponentstress og fejl |
| Bilchassis | Justering af monteringspunkter | Dårlig håndtering og komponent slid |
Jo større delen er, desto mere kritisk bliver præcis termisk styring og materialestabilitet under CNC-bearbejdning af store dele proces.
Små afvigelser i store dele forstørres, hvilket fører til fejlagtig justering, stress og potentiel fejl i kritiske samlinger. Præcis fremstilling er ikke en luksus; det er en absolut nødvendighed for at sikre sikkerhed og funktionalitet i højrisikoapplikationer.
De skjulte omkostninger bag billige tilbud på stor CNC-bearbejdning
Når du får et tilbud på CNC-bearbejdning af store dele, er den laveste pris ikke altid den bedste handel. Jeg har set mange projekter gå over budget på grund af faktorer, der ikke er angivet i det oprindelige tilbud. Disse skjulte omkostninger kan hurtigt forvandle et godt tilbud til en stor udgift.
Den attraktive lave pris skjuler ofte potentielle problemer. Det er afgørende at se dybere. De reelle bearbejdningsomkostninger omfatter mere end blot timelønnen. Det dækker hele processen, fra start til slut.
Udpakning af tilbuddet
Lad os nedbryde, hvad der ofte mangler.
| Skjult faktor | Lavpris tilbudsimplikation | Realistisk indvirkning |
|---|---|---|
| Opsætningstid | Ofte undervurderet eller udeladt. | Komplekse opsætninger til store dele tilføjer timer. |
| Slid på værktøj | Ikke medregnet i den oprindelige pris. | Hurtig slitage på store opgaver øger omkostningerne. |
| Skrotprocent | Forudsætter et perfekt, fejlfri kørselsforløb. | Ét kasserede store del udsletter besparelser. |

Når du evaluerer en leverandør, især til komplekse opgaver, skal du dissekere deres tilbud. Det indledende tal er blot et udgangspunkt. Risici ved billig bearbejdning dukker ofte op på områder, der kræver ekspertise og investering, som budgetværksteder måske mangler.
Opsætningstider og fiksering
For CNC-bearbejdning af store komponenter er opsætning ikke trivielt. Det kræver specialiserede fikseringer og omhyggelig justering. Et lavt tilbud kan betyde, at leverandøren planlægger at bruge en mindre end ideel opsætning, hvilket øger risikoen for fejl og længere cyklustider.
Maskinnedbrud og pålidelighed
Hvilken slags maskiner vil blive brugt? Ældre udstyr er billigere at køre pr. time, men er mere tilbøjeligt til uventede nedetider. Dette er en betydelig risiko. En forsinkelse på blot én dag kan have en dominoeffekt på hele din produktionsplan. Verificering af den endelige del kræver præcision metrologi3 for at sikre, at alle dimensioner er korrekte.
Skrotpriser og materialespild
With large and expensive raw material blocks, a single scrapped part is a huge financial hit. A supplier with a low quote may not have the robust quality control processes we implement at PTSMAKE. This leads to higher scrap rates. After our internal testing, we found that a disciplined process can reduce material waste by a noticeable margin.
| Omkostningsfaktor | Why It Matters for Large Parts | Potential Cost Increase |
|---|---|---|
| Nedetid for maskiner | Delays entire project timeline. | Can add 10-20% in rush fees/penalties. |
| High Scrap Rate | Wastes expensive raw material. | Cost of material + rework time. |
| Excessive Tool Wear | Frequent tool changes add time/cost. | Increases tooling budget significantly. |
Evaluating a quote requires looking past the surface price. The true machining cost is a combination of the quoted price plus the risks of downtime, scrap, and other hidden factors. A thorough evaluation protects your project’s budget and timeline.
Top 10 spørgsmål at stille, før du vælger en leverandør af stor del CNC
Finding a supplier is easy. Finding the right one for large parts is hard. You need to look beyond the sales pitch. Dig into their technical capabilities.
A mismatch here leads to delays and costly errors. I’ve seen it happen. This is why a solid vetting process is essential.
Core Technical Capabilities
Your potential partner must have the right tools. For large part CNC machining, this is non-negotiable. Ask about their machine work envelope. Ensure it can handle your part’s dimensions.
Spørg også om deres aksekapacitet. Komplekse geometrier kræver ofte 5-aksel maskiner.
Software og kvalitetssystemer
Moderne produktion kører på data. Hvor godt integrerer de med dine CAD/CAM-filer? Problemfri integration forhindrer oversættelsesfejl.
Gennemgå endelig deres kvalitetskontrol. Hvordan ser deres inspektionsproces ud? Dette er en kritisk del af enhver tjekliste for leverandører af store CNC-dele.
| Vurderingsområde | Nøglespørgsmål | Hvorfor det er vigtigt |
|---|---|---|
| Maskinstørrelse | Hvad er din største maskines bevægelse (X, Y, Z)? | Sikrer, at de fysisk kan producere din del. |
| Aksekapacitet | Har I 3, 4 og 5-aksel maskiner? | Bestemmer deres evne til at håndtere komplekse geometrier. |
| CAD/CAM | Hvilke softwareversioner er I kompatible med? | Forhindrer datatab og sikrer designpræcision. |
| Inspektion | Hvad er dit CMM's målevolumen? | Bekræfter, at de kan inspicere og verificere din store del. |
Når jeg evaluerer en leverandør, fokuserer jeg meget på deres kvalitetskontrolinfrastruktur. Det handler ikke kun om at have maskinerne. Det handler om at have de dokumenterede processer til at verificere arbejdet. Dette er især sandt for store, værdifulde komponenter, hvor omarbejde er utroligt dyrt.
Et af de mest kritiske trin er Første artikelinspektion (FAI)4. Spørg ikke bare, om de gør det. Bed dem om at gennemgå deres FAI-rapport fra et lignende projekt. Dette fortæller dig, hvor grundige de er. En god FAI-proces fanger problemer, før de bliver produktionsproblemer.
Inspektion Kapacitet og Rapportering
For CNC-bearbejdning af store dele skal du verificere deres inspektionskapacitet. Har de en koordinatmålemaskine (CMM), der er stor nok til din del? Hvordan er den kalibreret?
Vi lærte hos PTSMAKE, at gennemsigtig rapportering opbygger tillid. Bed om prøveinspektionsrapporter. Disse dokumenter viser deres engagement i kvalitet og giver en klar registrering af overholdelse af dine specifikationer.
| Inspektionsmetode | Bedste brugssag | Begrænsning |
|---|---|---|
| CMM | Højpræcisions, komplekse geometrier | Begrænset af maskinens fysiske størrelse. |
| Laserscanning | Store overflader, omvendt konstruktion | Lavere nøjagtighed end CMM for snævre tolerancer. |
| Manuelle målere | Simple dimensioner, hurtige kontroller | Udsat for menneskelige fejl, ikke til komplekse dele. |
Grundig vurdering af en leverandørs tekniske kapaciteter er afgørende. Vurder deres maskineri, softwareintegration og kvalitetskontrolprocesser. Denne omhu forhindrer dyre produktionsproblemer og sikrer, at dine store dele fremstilles efter specifikationerne fra starten.
Hemmeligheder til skalering fra prototype til produktion inden for stor delbearbejdning
Overgangen fra prototype til produktion er et kritisk trin. Dette er især sandt inden for CNC-bearbejdning af store dele. Din succes afhænger i høj grad af dit leverandørpartnerskab.
Valget af den rigtige partner gør hele forskellen.
They will help you focus on scalability from the start. This collaborative approach, starting with Design for Manufacturability (DFM), prevents costly errors when moving from CNC prototyping to mass production.
From One-Off to Full-Scale Production
Your focus must shift as you scale. The initial prototype is about function. Full production is about efficiency and consistency.
| Scene | Vigtigt fokus |
|---|---|
| Udvikling af prototyper | Proof of concept, functionality |
| Produktion | Repeatability, cost-efficiency, speed |
Core Competencies of a Scalable Supplier
Not every machine shop is ready for scaling CNC production. When you’re vetting partners for large part machining, look for three core competencies. These are crucial for a smooth transition from a single unit to thousands.
Applying DFM for Large Precision Parts
A true partner provides actionable DFM feedback early. For large components, this analysis is vital. It influences everything from material selection to toolpath efficiency.
At PTSMAKE, our DFM for large precision parts process identifies potential issues before any metal is cut. This proactive step saves immense time and cost later. It ensures the design is optimized for manufacturing at scale.
Leveraging Adaptive Tooling and Fixturing
Large parts present unique workholding challenges. A scalable supplier invests in adaptive tooling and modular fixturing. This reduces setup times between jobs and ensures consistency across large production runs.
This capability is not just about holding a part. It is about creating a stable, repeatable process that minimizes variation and maximizes throughput.
Implementing Repeatable QC Processes
Quality must be identical from the first part to the ten-thousandth. This requires robust, documented, and repeatable quality control systems.
Dette går ud over den endelige inspektion. Det involverer procesinterne kontroller og CMM-rapporter. Videnskaben om Metrologi5 understøtter hele vores kvalitetsikringsramme og garanterer, at hver stor del opfylder præcise specifikationer.
| QC-metode | Bedst til | Fordel |
|---|---|---|
| CMM-inspektion | Endelig verifikation | Høj nøjagtighed, detaljerede rapporter |
| Procesinterne målinger | Under bearbejdning | Tidlig fejldetektering |
| Statistisk proceskontrol | Højvolumenkørsler | Overvåger processtabilitet |
En vellykket opskalering afhænger af en leverandørs tekniske kapaciteter. Prioriter partnere, der tilbyder proaktiv DFM, intelligente værktøjsløsninger og stringent, gentagelig QC. Dette fundament er essentielt for opskalering af CNC-bearbejdning af store dele uden at gå på kompromis med kvalitet eller deadlines.
Undgå materialeforvrængning i overdimensionerede CNC-bearbejdede dele
Kontrol af materialeforvrængning i overdimensionerede dele er afgørende. Det er en udfordring, der kræver en mangefacetteret tilgang. Vi stoler ikke kun på ét trick.
Succes afhænger af fire nøgleområder. Disse er materialevalg, spændingsaflastning, smart fiksering og en bevidst bearbejdningsstrategi.
At få disse rigtigt sikrer stabilitet i store materialer. Dette forhindrer dyrt omarbejde og skrot. Det handler om proaktiv kontrol, ikke reaktive løsninger.
Fundamentet: Materiale og spænding
Korrekt valg af dit basismateriale er det første skridt. Nogle legeringer er iboende mere stabile end andre efter behandling.
Vi prioriterer også spændingsaflastning. Dette gælder især for materialer med høj intern spænding fra fremstilling, som f.eks. valsede aluminiumsplader. Varmebehandling eller vibration kan neutralisere disse kræfter, før det første snit foretages.
| Behandling | Bedst til | Vigtige fordele |
|---|---|---|
| Termisk udglødning | Most Metals (Aluminum, Steel) | Maximizes internal stress reduction |
| Kryogenisk | High-Performance Steels, Tool Steels | Forbedrer den dimensionelle stabilitet |
| Vibratory | Large Weldments, Castings | Fast, on-machine stress relief |

Advanced Control Strategies
Preventing distortion in CNC machining goes beyond initial prep. Your strategy on the machine floor is just as important. Oversized part material problems often arise from incorrect clamping or aggressive cutting.
Fixturing Philosophy
How you hold the part matters. We avoid excessive clamp pressure, which can induce stress. Instead, we use multiple, lower-pressure clamping points. This distributes force evenly without warping the workpiece. A custom fixture is often the best investment for a complex large part.
Intelligent Machining Paths
Machining itself releases material stress. We plan our toolpaths to manage this release gradually. This often means roughing material from both sides in stages. It prevents the part from bowing as internal stresses are removed from one side. We’ve seen that balancing material removal is key. This careful process is central to large part cnc machining. The goal is to maintain equilibrium within the part’s structure throughout the process. A large amount of Restspænding6 can ruin a part if not managed carefully. We also use sharp tools and optimized feeds to minimize cutting forces and heat input.
Managing these factors is fundamental to achieving precision. A well-planned process, from material selection to the final pass, ensures the part remains true to the design.
Effective strategies for preventing material distortion require a holistic view. It involves careful material selection, proper stress relief, intelligent fixturing, and a balanced machining approach. These elements work together to ensure stability and precision in large parts.
Sådan minimeres leveringstider for brugerdefinerede store CNC-dele
For at opnå hurtig levering af store CNC-dele, skal vi se ud over maskinen. Smart, proaktiv planlægning er den mest effektive strategi til at reducere leveringstider. Det transformerer fremstillingsprocessen.
Proaktiv ordrehåndtering
Strategisk planlægning
Planlægning af ordrer i partier muliggør effektiv maskinopsætning. Planlægning af maskintid på forhånd udjævner også hele produktionsflowet og forhindrer flaskehalse.
Materialelager
Brug af almindelige, lagerførte materialer undgår lange ventetider på specialordrer. Dette enkle valg forkorter leveringstiderne for CNC-bearbejdningsprojekter betydeligt.
| Materialestrategi | Typisk indkøbstid | Indvirkning på gennemløbstiden |
|---|---|---|
| Brug lagerført materiale | 1-2 dage | Minimal forsinkelse |
| Bestil specialmateriale | 2-4 uger | Betydelig forsinkelse |
Denne tilgang er afgørende for enhver hurtig levering af specialbearbejdning.
Kraften i forudsigeligt værktøj
Forudsigeligt værktøj går ud over blot at udskifte værktøj, før det går i stykker. Det involverer analyse af præstationsdata fra tidligere opgaver. Dette hjælper os med at forudsige værktøjsslitage for specifikke store CNC-bearbejdningsoperationer, hvilket forhindrer dyre, uventede nedetider under en kritisk produktionskørsel.
Denne datadrevne tilgang betyder, at vi udskifter værktøj på det optimale tidspunkt. Det sikrer maskintilgængelighed og opretholder delkonsistens uden at afbryde arbejdsgangen. Det er en lille ændring med en enorm indvirkning.
Integration af din tidsplan med vores
Ægte partnerskab er nøglen til hastighed. Når kunder deler deres produktionsprognoser, kan vi tilpasse vores ressourcer langt mere effektivt. Dette giver os mulighed for at forudbestille materialer og reservere maskinkapacitet.
Denne kollaborative planlægning afspejler principperne for Just-in-Time (JIT) planlægning7, hvilket minimerer spild og ventetid. Baseret på vores tests med kunder kan en sådan tilpasning af tidsplaner reducere ventetiderne betydeligt.
| Planlægningsmetode | Tilgængelighed af materialer | Tildeling af maskiner | Påvirkning af gennemløbstid |
|---|---|---|---|
| Reaktiv bestilling | Forsinket | Konkurrencedygtig | Høj variabilitet |
| Deling af prognoser | Forudbestilt | Reserveret | Reduceret & forudsigelig |
Denne simple kommunikation giver en klar vej til en hurtig levering af specialbearbejdede dele.
Strategisk planlægning, brug af lagerførte materialer, forudsigelig værktøjsstyring og kollaborativ planlægning er afgørende. Implementering af disse proaktive skridt kan dramatisk reducere produktionsforsinkelser og forkorte leveringstiderne for dine specialfremstillede store CNC-dele, hvilket sikrer, at dit projekt forbliver på sporet.
Ingeniørens håndbog til design af CNC-klare store komponenter
Kapitel 8: Smarte designvalg for lettere bearbejdning
Design for fremstillingsvenlighed er afgørende for store dele. Simple ændringer kan dramatisk reducere bearbejdningstid og omkostninger. Dette er en nøglekomponent i at skabe et CNC-klart design.
We often see complex designs that are difficult to machine. A few smart adjustments make all the difference for successful large part cnc machining.
Key Simplification Strategies
| Complex Approach | Simplified Alternative |
|---|---|
| Organic, freeform curves | Straight lines and simple arcs |
| Multiple small features | Consolidated, larger features |
| Custom hole sizes | Standard borestørrelser |
Focusing on these design tips for large parts will streamline your project. It makes engineering for manufacturability CNC a practical reality.

Thinking Beyond Geometry
Optimizing a large component goes beyond its shape. Material choice and tolerances are just as important for large part CNC machining.
Material Selection and Stability
Choosing the right material is the first step. Some materials are more stable and easier to machine in large sections. For instance, cast aluminum tool plate (like MIC-6) is a great choice. It has low internal stress.
Releasing internal Restspænding8 under bearbejdning kan forårsage, at store emner slår sig. Dette er et almindeligt problem, vi løser hos PTSMAKE. Vi udvælger omhyggeligt materialer og planlægger bearbejdnings trin for at håndtere det. Dette sikrer nøjagtighed af det endelige emne.
Tolerancering med hensigt
Stramme tolerancer øger omkostningerne, især på store overflader. Angiv kun stramme tolerancer, hvor de er funktionelt nødvendige. Dette er et kerneprincip inden for ingeniørkunst for fremstillingsvenlighed CNC.
Overvej følgende tilgang til tolerancering:
| Funktionstype | Anbefalet tolerance |
|---|---|
| Ikke-kritiske overflader | +/- 0,5 mm eller løsere |
| Sammenføjningsgrænseflader | +/- 0,05 mm |
| Lejebøsninger | +/- 0,01 mm |
Denne gennemtænkte tilgang til designtips til store emner reducerer bearbejdningstid og sænker risikoen for skrot. Det er en win-win for både ingeniøren og maskinværkstedet.
Kort sagt indebærer optimering af store komponenter til CNC-bearbejdning forenkling af geometri, valg af stabile materialer til håndtering af indre spændinger og strategisk anvendelse af tolerancer. Disse CNC-klar designprincipper reducerer kompleksitet, omkostninger og leveringstid, hvilket sikrer en glattere produktionsproces.
Top bearbejdningstaktikker til at sikre ensartet kvalitet i store dele
Sikring af konsistens i store emner er en stor udfordring. Det handler ikke kun om at overholde tolerancer på et enkelt stykke. Det handler om at gentage den succes hver gang.
Succes afhænger af en disciplineret proces. Dette inkluderer smarte værktøjsbanestrategier til håndtering af spændinger. Det betyder også konstant kontrol under processen.
Fixtur stabilitet er uundværlig for succes. Endelig giver grundig QC-dokumentation beviset og sporbarheden, som vores kunder i luftfart og bilindustrien efterspørger. Dette er nøglen til effektiv bearbejdningskvalitetskontrol.
| Taktik | Vigtigt fokus |
|---|---|
| Værktøjsbane | Spændings- og varmestyring |
| Inspektion | Tidlig fejldetektion |
| Fastgørelse | Vibrations- og bevægelseskontrol |
| Dokumentation | Sporbarhed & Gentagelighed |

Opnåelse af stor delkonsistens kræver et dybt fokus på detaljerne. Det går langt ud over blot at programmere en maskine og trykke på ‘start’. Højpræcisions CNC-operationer kræver en mere integreret tilgang.
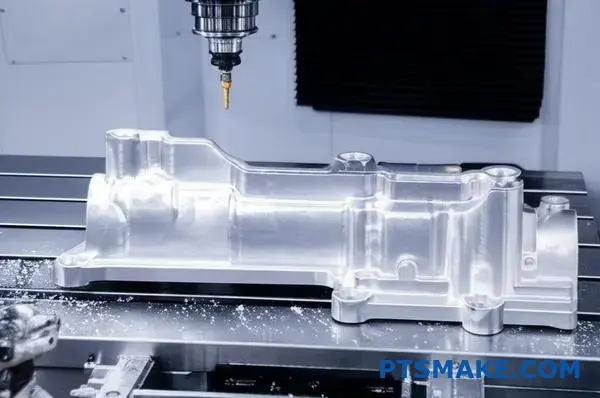
Avanceret værktøjsbanestrategi
Den rigtige værktøjsbane gør mere end blot at fjerne materiale. For store dele bruger vi strategier som trokoidal fræsning. Dette undgår skarpe drejninger og opretholder en ensartet værktøjsengagement. Dette minimerer værktøjsslitage og reducerer varmeopbygning, en væsentlig årsag til deformation i store komponenter. Vi bruger avanceret software til at simulere disse baner. Dette sikrer optimal ydeevne, før der skæres en eneste spån. Brug af disse data hjælper med at justere for faktorer som volumetrisk kompensation9 for selve maskinen.
Verifikation undervejs i processen
Vi venter ikke til slutningen med at inspicere. Vi bruger on-machine-probing gennem hele processen. Efter en grovbearbejdning kan en probe kontrollere kritiske referencer. Dette giver os mulighed for at justere for eventuelle mindre forskydninger eller værktøjsslitage, før finbearbejdningen. Dette er en kerne del af vores bearbejdningskvalitetskontrol.
| Inspektionsfase | Formål |
|---|---|
| Forbearbejdning | Verificer lager- og fixturposition |
| Midt-proces | Kontroller kritiske funktioner efter grovbearbejdning |
| Efter finbearbejdning | Endelig verifikation før fjernelse |
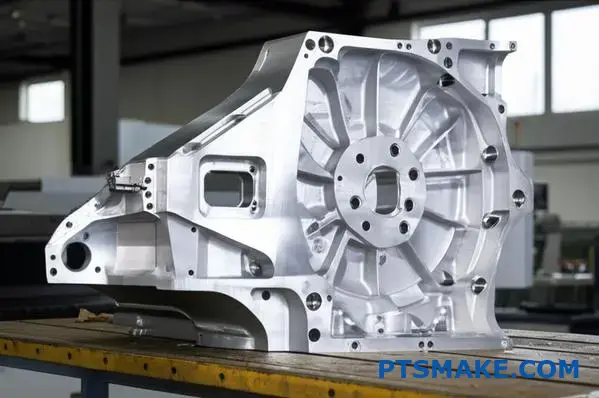
Fixturering og dokumentation
En stabil fixtur er fundamentet. Til CNC-bearbejdning af store dele bygger vi ofte specialfremstillede fixturer. Vi sikrer, at de understøtter emnet uden at forårsage deformation.
Endelig dokumenteres hvert trin. Materialecertifikater, værktøjslister, inspektionsrapporter – alt spores. Dette skaber en fuld historik for hver del.
Beherskelse af CNC-bearbejdning af store dele kræver integration af smarte værktøjsbaner, kontinuerlige in-process-kontroller, solide fixturer og omhyggelig dokumentation. Disse taktikker arbejder sammen for at sikre, at hver komponent opfylder de højeste standarder for kvalitet og konsistens for vores kunder hos PTSMAKE.
Hvornår skal man vælge CNC-bearbejdning frem for støbning til store komponenter
Valget mellem CNC og støbning til store dele er en kritisk beslutning. Det påvirker omkostninger, leveringstid og den endelige kvalitet. Debatten om ‘CNC vs. støbning af store dele’ er ikke enkel.
Hver proces har tydelige fordele. Jeg guider ofte kunder gennem dette valg. Vi ser på nøglefaktorer for at finde den bedste løsning til deres projekt.
Her er en hurtig sammenligning:
| Funktion | CNC-bearbejdning | Støbning |
|---|---|---|
| Præcision | Meget høj | Moderat |
| Kompleksitet | Høj | Meget Høj (Intern) |
| Gennemløbstid | Kortere (Ingen værktøjer) | Længere (Værktøjer) |
| Overfladefinish | Fremragende | Grov til God |
Denne tabel hjælper med at indramme diskussionen for bearbejdede vs. støbte komponenter, især når man overvejer arbejdets omfang.
Omkostnings- og leveringstidsanalyse
For store komponenter varierer de indledende omkostninger meget. Støbning kræver dyre værktøjer – formen. Dette gør det velegnet til produktion i store mængder, hvor værktøjsomkostningerne kan fordeles over tusindvis af enheder.
CNC-bearbejdning, en form for subtraktiv fremstilling10, har ingen værktøjsomkostninger. Dette gør det ideelt til prototyper og produktion i små serier. Omkostningen pr. del forbliver relativt konstant. For CNC-bearbejdning af store dele er den indledende opsætning meget hurtigere.
Leveringstiden følger et lignende mønster. Støbning involverer formdesign, fremstilling og test. Denne proces kan tage uger eller endda måneder, før den første del er produceret. CNC-bearbejdning kan starte næsten øjeblikkeligt, efter at CAD-filen er færdiggjort og programmeret.
Geometri, tolerancer og finish
Når præcision er ufravigelig, er CNC den klare vinder. Det er et af de bedste højpræcisionsalternativer til støbning. Vi kan opretholde ekstremt snævre tolerancer, hvilket er afgørende for store, komplekse dele, der skal passe perfekt ind i en samling.
| Faktor | CNC-bearbejdning | Støbning |
|---|---|---|
| Tolerance | ±0,025 mm eller bedre | ±0.5mm typical |
| Overfladefinish (Ra) | As low as 0.4 μm | 3.2 – 12.5 μm typical |
| Geometrisk kompleksitet | Excellent for external features | Best for complex internal voids |
Casting often struggles with achieving sharp corners and consistent thin walls. The surface finish from casting is also inherently rougher and usually requires secondary machining operations. This adds extra cost and time, making CNC machining a more direct path to a finished part.
In short, the choice hinges on your priorities. For high precision, superior finish, and faster turnaround on low-volume large parts, CNC machining is the logical option. Casting excels in high-volume production where initial tooling costs can be justified.
Sådan reduceres bearbejdningsspild på store rå blokke
Machining large raw blocks often creates a lot of expensive scrap. This waste directly impacts your bottom line.
But it doesn’t have to be this way. Smart strategies can significantly cut down material loss.
This involves choosing the right starting material and using better machining practices.
Effective raw material optimization is key. Let’s look at how to improve material utilization in CNC.
| Strategi | Impact on Waste |
|---|---|
| Rough Stock Selection | Høj |
| Near-Net Shaping | Meget høj |
| Smart Fixturing | Medium |
Kraften ved næsten-netformning
Næsten-netformning betyder at starte med et emne, der allerede er tæt på den endelige form. Dette er en game-changer for reduktion af spild ved store emner.
I stedet for en solid blok, overvej at bruge støbegods, smedegods eller ekstruderinger.
Dette ene valg kan undertiden reducere materialespild med over 50%. Baseret på vores klientprojekter reducerer det også bearbejdningstiden drastisk.
Smart valg af råmateriale
Valget af det rigtige råmateriale er afgørende. Bestil ikke bare en standard blokstørrelse.
Arbejd sammen med din leverandør. Se om de kan levere en specialskåret størrelse, der efterlader minimalt overskydende materiale. Dette simple trin hjælper med optimering af råmaterialer.
Overvej også materialets egenskaber. Nogle metaller har Anisotropisk11 kvaliteter, der påvirker, hvordan de bearbejdes. Forståelse af dette hjælper med at forhindre uventet spild under produktionen.
Fixturering for bedre materialeudnyttelse
Hvordan du holder emnet betyder noget. Dårlig fixturering kan føre til vibrationer eller bevægelse af emnet.
Dette tvinger ofte operatører til at bruge mere konservative værktøjsbaner. Det efterlader overskydende materiale til senere, mindre effektive trin.
En stiv fixtur muliggør mere aggressiv og effektiv grovbearbejdning. Dette forbedrer direkte materialeudnyttelsen i CNC, især for store emner til CNC-bearbejdningsprojekter.
At starte med næsten-netformer, vælge passende størrelse råmateriale og bruge stive fixturer er nøglen. Disse strategier er essentielle for at reducere materialespild og kontrollere omkostninger i storskala bearbejdningsprojekter. De øger direkte effektiviteten og rentabiliteten.
Den reelle ROI ved at betale mere for en 5-akset CNC-bearbejdet stor del
Det indledende tilbud på et 5-akset job kan virke højt. Men den reelle tilbagebetaling på investeringen i bearbejdning ligger ikke i prisskiltet. Den findes i effektivitet og præcision.
Færre opsætninger, hurtigere levering
Med 5-aksel maskiner får vi adgang til komplekse funktioner fra flere vinkler. Dette sker i en enkelt opspænding. Denne tilgang reducerer opsætningstid og lønomkostninger drastisk.
For store CNC-bearbejdningsdele er dette en game-changer. Det betyder hurtigere levering og lavere samlede projektomkostninger.
| Funktion | 3-akset bearbejdning | 5-akset bearbejdning |
|---|---|---|
| Opsætninger til komplekse dele | 4-6 | 1-2 |
| Risiko for fejl | Højere | Lavere |
Færre opsætninger betyder færre chancer for menneskelige eller maskinelle fejl.

Udbyttet bliver klart, når vi analyserer omkostningerne kontra kompleksiteten i CNC-dynamikken. En del med dybe lommer og vinklede huller er et klassisk eksempel på, hvor denne teknologi skinner.
Adgang til komplekse geometrier
På en 3-aksel maskine kræver hver unik vinkel ofte en ny, brugerdefineret fikstur. Dette tilføjer betydelige omkostninger og tid til projektet.
En 5-aksel maskine roterer simpelthen delen eller værktøjshovedet. Denne kapacitet gør indviklede designs til 5-aksel store CNC-dele mulige og mere overkommelige at producere.
De skjulte omkostninger ved omarbejde
Hver gang en stor del gen-fikstures, er der risiko for fejlagtig justering. Dette kan føre til kasserede dele og dyrt omarbejde, især med stramme tolerancer.
5-aksel bearbejdning minimerer denne risiko. Ved at fuldføre de fleste operationer i én opsætning, maskinens iboende volumetrisk nøjagtighed12 opretholdes gennem hele processen. Vores tests viser, at dette reducerer fejl markant. Dette sikrer, at den første del er lige så god som den sidste.
| Faktor | Indvirkning af færre opsætninger |
|---|---|
| Arbejdsomkostninger | Reduceret markant |
| Gennemløbstid | Forkortet |
| Delnøjagtighed | Øget |
| Skrotprocent | Sænket |
Denne konsistens er, hvor den sande værdi ligger for store, værdifulde komponenter.
Investering i 5-akset bearbejdning til store dele betaler sig ved at reducere opsætninger, arbejdskraft og risiko for omarbejde. Denne tilgang leverer højere nøjagtighed og et bedre samlet afkast, hvilket gør det til en smartere langsigtet strategi for komplekse geometrier.
Valg af den rigtige overfladefinish til store dele med høj funktionalitet
Valg af den rette overfladefinish til store dele handler ikke kun om udseende. Det er en kritisk ingeniørmæssig beslutning. Finishen påvirker direkte ydeevne, holdbarhed og omkostninger.
Korrekte CNC-overfladebehandlinger er essentielle. De sikrer, at din komponent opfylder sine funktionelle overfladespecifikationer. Dette gælder især for CNC-bearbejdning af store dele.
Vigtige funktionelle finishes
Forskellige finishes tjener specifikke formål. For eksempel reducerer en lav Ra-værdi friktion. Anodisering beskytter mod korrosion. Perleblæsning skaber et ensartet mat udseende. Lad os se på deres funktioner.
| Finish Type | Primær funktion | Ideel anvendelse |
|---|---|---|
| RA Mål | Friktions- og slidkontrol | Sammenføjningsflader, tætninger |
| Anodisering | Korrosion og slidstyrke | Dele i barske miljøer |
| Perleblæsning | Ensartet mat tekstur | Reduktion af blænding, æstetik |

Når du angiver en overfladefinish, definerer du delens interaktion med sit miljø. Dette er mere end blot et kosmetisk valg; det er et kerneaspekt af designet for enhver stor, funktionel komponent. At få det rigtigt er afgørende.
Dybdegående analyse: Overfladefinish og ydeevne
Forståelse af, hvordan CNC-overfladebehandlinger fungerer, hjælper dig med at træffe bedre valg. Lad os nedbryde de tre almindelige muligheder for store dele.
RA Mål (Overfladeruhed)
RA-værdien, eller ruhedsgennemsnittet, måler overfladetekstur. En lavere RA betyder en glattere overflade. For store dele med samlingsflader eller dynamiske tætninger er det uundgåeligt at opnå et specifikt RA-mål. Det minimerer friktion og forhindrer lækager. Studiet af tribologi13 viser os, hvor kritisk dette er.
Anodisering
Denne elektrokemiske proces skaber et holdbart, korrosionsbestandigt oxidlag på aluminiumdele. For store dele, der udsættes for fugt eller kemikalier, er anodisering en livredder. Det forbedrer også slidstyrken og giver elektrisk isolering. Vi anbefaler det ofte til store chassis og strukturelle komponenter.
Perleblæsning
Perleblæsning projicerer fine glasperler med højt tryk mod en overflade. Denne proces skaber en ensartet, ikke-retningsbestemt, mat finish. Det er fantastisk til at reducere genskin på store paneler. Det kan også hjælpe med at afhjælpe overfladespændinger fra bearbejdningsprocessen, hvilket forbedrer udmattelseslevetiden.
| Funktion | RA Mål | Anodisering | Perleblæsning |
|---|---|---|---|
| Forbedrer slid? | Ja | Ja | Minimalt |
| Forbedrer korrosion? | Nej | Ja (Aluminium) | Lidt |
| Æstetisk kontrol? | Nej | Ja (Farve) | Ja (Tekstur) |
| Hovedmålsætning | Præstation | Beskyttelse | Ensartethed |
Valget af den rette overfladefinish til store dele indebærer en balance mellem funktion, materiale og miljø. Denne beslutning påvirker direkte komponentens levetid og pålidelighed, hvilket gør det til et kritisk trin i fremstillingsprocessen for højtydende dele.
Sådan justeres store CNC-dele inden for ±0,001” tolerance over meter
Opnåelse af store bearbejdningsdele med snævre tolerancer er en betydelig udfordring. Det kræver langt mere end blot en kapabel CNC-maskine.
Succes afhænger af en systematisk tilgang. Dette inkluderer opsætning, fastspænding og måling undervejs.
Her vil jeg dele praktiske teknikker, vi bruger. Disse metoder sikrer præcis justering over flere meter.
Indledende opsætning og fastspænding
En korrekt opsætning er grundlaget for ethvert præcisionsarbejde. Vi starter altid med en stabil og verificeret maskinbase.
| Trin | Handling | Formål |
|---|---|---|
| 1 | Maskinopretning | Sikrer maskinens egen geometriske nøjagtighed. |
| 2 | Design af inventar | Minimerer emnedistorsion og giver stiv understøttelse. |
| 3 | Indledende justering | Bruger lasere til grov positionering før bearbejdning. |
Disse indledende trin forhindrer fejl i at akkumulere senere. De er afgørende for CNC-teknikker med høj nøjagtighed.

Avanceret fastspænding og metrologi under processen
Ved CNC-bearbejdning af store emner er standardspænding sjældent nok. Emnet selvvægt og værktøjstryk kan forårsage forvrængning.
Vi skal aktivt modvirke disse kræfter for at opretholde nøjagtighed.
Fastspændingsstrategier for stabilitet
Vi bruger ofte modulære fastspændingssystemer med flere støttepunkter. Disse er omhyggeligt placeret for at forhindre enhver nedbøjning eller vibration.
Vi insisterer også på at bruge spændingsaflastede materialer til fastspændingssystemer. Dette sikrer, at selve fastspændingssystemerne forbliver stabile under hele bearbejdningscyklussen.
Et nøglekoncept er at opnå en deterministisk placering af emnet. Dette er hvor Kinematisk kobling14 principper bliver utroligt nyttige til gentagelig positionering med høj præcision. Den begrænser delen perfekt.
Rollen af in-process metrologi
At vente, indtil bearbejdningen er afsluttet, for at måle en stor del er en enorm risiko. En enkelt fejl fundet til sidst kan betyde, at hele delen skal kasseres.
In-process metrologi er vores svar på dette problem. Vi integrerer måleprober direkte i CNC-programmet.
| Værktøj til måling | Anvendelse | Fordel |
|---|---|---|
| Prober på maskinen | Verificer funktionens placeringer midt i processen. | Korriger værktøjsoverlap dynamisk. |
| Lasertrackere | Mål store geometrier i realtid. | Giver live feedback om delens position. |
| Termiske sensorer | Overvåg temperaturvariationer. | Tillader kompensation for termisk udvidelse. |
Denne CNC-teknik med høj nøjagtighed giver os mulighed for at foretage små justeringer, efterhånden som vi arbejder. Det er sådan, vi opretholder præcis justering over store afstande og sikrer, at den endelige del opfylder specifikationerne uden omarbejdning.
At mestre snævre tolerancer på store dele kræver en holistisk tilgang. Succes afhænger af et stabilt setup, intelligent fiksering, der kontrollerer forvrængning, og in-process metrologi til justeringer i realtid. Disse elementer arbejder sammen for at sikre den endelige nøjagtighed.
CNC-materialevalgshemmeligheder for stærke, stabile overdimensionerede komponenter
Valget af det rigtige materiale til store CNC-komponenter er kritisk. Det forkerte valg fører til ustabilitet, fejl eller overdrevne omkostninger. Det er en balance af egenskaber.
Lad os sammenligne de tre store: stål, aluminium og plast. Hver har tydelige fordele for overdimensionerede dele. Din endelige beslutning afhænger helt af applikationens krav.
Vigtige materialeegenskaber
Materialevalget for store CNC-komponenter dikterer ydeevnen. Vi fokuserer på tre kerneområder.
Styrke og stabilitet
Stål tilbyder uovertruffen stivhed. Det er ideelt til strukturelle rammer, der kræver minimal afbøjning. Aluminium giver et godt styrke-til-vægt-forhold. Højtydende plast kan absorbere stød godt.
Bearbejdelighed
Dette påvirker produktionstid og omkostninger. Nogle materialer er lettere at skære end andre. Effektiv bearbejdning er nøglen til CNC-bearbejdning af store dele.
| Materiale | Relativ tæthed | Bearbejdelighed |
|---|---|---|
| Stål | Høj | Moderat |
| Aluminium | Lav | Fremragende |
| Plast | Meget lav | Varierer |
Vægt
Til applikationer inden for rumfart eller bilindustrien er vægt afgørende. Aluminium og plast tilbyder betydelige vægtreduktioner i forhold til stål. Dette er en vigtig faktor i materialevalget.

Når vi bevæger os til legeringer og polymerer til overdimensionerede dele, betyder detaljerne endnu mere. Det handler ikke kun om stål versus aluminium; det handler om hvilken specifik legering eller kvalitet.
En dybere materialesammenligning
Hos PTSMAKE guider vi kunderne gennem disse komplekse valg dagligt. Det bedste materiale er ikke altid det stærkeste eller letteste. Det er det, der bedst passer til de funktionelle krav og budgettet.
Stållegeringer
For maksimal stabilitet i store armaturer eller maskinbaser er stål ofte det foretrukne valg. Legeringer som 4140 tilbyder høj trækstyrke. Deres vægt øger dog forsendelses- og håndteringsomkostningerne. Bearbejdning af stål er også langsommere og forårsager mere værktøjsslid. Dette øger omkostningerne ved CNC-bearbejdning af store dele.
Aluminiumslegeringer
Legeringer som 6061 eller 7075 er populære valg. De er fremragende bearbejdelige materialer. Deres termiske ledningsevne hjælper med hurtigt at aflede varme under bearbejdning. Dette reducerer risikoen for deformation på store, tynde dele. En vigtig overvejelse for aluminium er dets højere termiske udvidelseskoefficient sammenlignet med stål.
Teknisk plast
Plast som PEEK eller Delrin tilbyder unikke fordele. De giver fremragende kemisk resistens og er lette. For store dele skal man dog være opmærksom på interne spændinger og potentiel krybning15 under vedvarende belastning. Vores interne undersøgelser viser, at korrekt udglødning af emnet er afgørende for stabilitet.
| Funktion | Stål (4140) | Aluminium (6061) | Plast (PEEK) |
|---|---|---|---|
| Styrke i forhold til vægt | God | Fremragende | God |
| Stivhed | Fremragende | God | Fair |
| Omkostninger | Moderat | Moderat | Høj |
| Modstandsdygtighed over for korrosion | Dårlig | God | Fremragende |
Materialvalg til store CNC-komponenter er et kompromis. Du skal afveje strukturelle behov, vægtbegrænsninger og produktionsomkostninger. Stål giver stabilitet, aluminium tilbyder bearbejdelighed og lav vægt, mens plast giver specialiserede egenskaber til specifikke miljøer. Det optimale valg er altid applikationsdrevet.
Den ultimative sammenligning: Offshore vs. indenlandsk sourcing til store CNC-bearbejdede dele
Valg af leverandør til store CNC-bearbejdede dele er en stor beslutning. Jeg forstår tøven med hensyn til offshore CNC-bearbejdning. Mange købere bekymrer sig om risici.
Lad os bryde de vigtigste forskelle ned. Vi vil sammenligne indenlandsk vs. oversøisk bearbejdning. Dette hjælper dig med at træffe et informeret valg.
Vigtige indkøbsfaktorer
| Faktor | Indenlandsk indkøb | Oversøisk indkøb |
|---|---|---|
| Oprindelige omkostninger | Højere | Lavere |
| Kommunikation | Enklere | Kan være kompleks |
| Logistik | Lige til at gå til | Kræver styring |
Denne sammenligning vil direkte adressere dine primære bekymringer.

Når du overvejer global indkøb af store dele, er det første tilbud ikke hele historien. Offshore-partnere, som os hos PTSMAKE, tilbyder ofte betydelige omkostningsbesparelser på selve delen. Du skal dog medregne forsendelse, told og potentiel rejse til kvalitetskontrol.
Omkostninger og leveringstid
Indenlandske leverandører tilbyder hurtigere leveringstider. Der er ingen søfragt eller toldklarering. Dette er en klar fordel for presserende projekter. For planlagt produktion er den længere leveringstid for offshore-bearbejdning ofte håndterbar og giver omkostningsfordele.
IP-beskyttelse og logistik
Intellektuel ejendom (IP) er en stor bekymring. Det er afgørende at arbejde med en betroet offshore-partner med en lang historie. Vi har robuste systemer til at beskytte kundedesigns. Logistik for store dele er kompleks. International forsendelse tilføjer toldpapirer, men erfarne leverandører håndterer dette problemfrit. Mange købere fokuserer kun på enhedsprisen, men det er vigtigt at forstå Samlede omkostninger ved ejerskab (TCO)16 for at træffe den bedste beslutning.
Her er et kig på kompromiserne:
| Aspekt | Fordel ved indenlandsk produktion | Fordel ved offshore produktion |
|---|---|---|
| Hastighed | Hurtigere levering | - |
| Enhedspris | - | Typisk lavere |
| IP-sikkerhed | Stærkere juridiske rammer | Kræver partnerverifikation |
| Logistik | Simplere proces | Håndteres af erfarne partnere |
Valget mellem indenlandsk og offshore sourcing til store CNC-dele indebærer klare kompromiser. Det er en balance mellem startomkostninger, leveringstid, IP-sikkerhed og logistik. En omhyggelig evaluering af alle faktorer, ikke kun prisen, er afgørende for et succesfuldt projekt.
Opdag CNC-bearbejdningsløsninger til store dele med PTSMAKE
Superlad din indkøbsproces og sikr succes i kritiske missioner – kontakt PTSMAKE i dag for et konkurrencedygtigt tilbud på dit store CNC-bearbejdningsprojekt. Oplev næste generations præcision, responsiv service og pålidelig kvalitet fra prototype til produktion. Send din RFQ nu og gør ekspertise til din standard!

Lær, hvordan avanceret måleteknologi sikrer, at dine store dele opfylder præcise specifikationer og undgår dyre fejl. ↩
Forstå, hvordan individuelle deltolerancer kan akkumuleres og forårsage store samlingsfejl. ↩
Udforsk de værktøjer og teknikker, der bruges i industriel måling for at sikre kvaliteten af din del. ↩
Lær hvordan en robust FAI-proces beskytter dit projekt mod dyre produktionsfejl. ↩
Lær hvordan måleteknologi sikrer, at dine dele opfylder præcise specifikationer hver eneste gang. ↩
Lær mere om, hvordan interne spændinger påvirker materialets adfærd under bearbejdning. ↩
Lær hvordan Just-in-Time-principper kan strømline din forsyningskæde og reducere den samlede projekttidslinje. ↩
Lær hvordan interne materialespændinger kan påvirke dine store dele, og hvordan du afbøder dem i dit design. ↩
Forstå, hvordan dette kortlægger en maskines hele arbejdsområde for at korrigere positioneringsfejl for overlegen nøjagtighed. ↩
Lær, hvordan denne proces skaber dele ved præcist at fjerne materiale fra en solid blok. ↩
Lær, hvordan retningsbestemte materialegenskaber kan påvirke dine bearbejdningsresultater og den endelige delkvalitet. ↩
Forstå, hvordan denne afgørende metrik sikrer præcisionen af dine store, komplekse bearbejdede dele. ↩
Lær, hvordan principper for friktion, slid og smøring kan optimere ydeevnen af dine store bearbejdede dele. ↩
Lær, hvordan dette fikseringsprincip sikrer perfekt, gentagelig delplacering hver eneste gang. ↩
Forstå, hvordan denne materialeadfærd kan påvirke den langsigtede præcision af dine komponenter. ↩
Lær, hvordan du beregner alle direkte og indirekte omkostninger forbundet med din indkøbsbeslutning. ↩






