

Het inkopen van grote CNC-bewerkte onderdelen voelt als het navigeren door een mijnenveld van potentiële mislukkingen. Eén verkeerde leverancierskeuze en uw hele productielijn kan te maken krijgen met kostbare vertragingen, precisieproblemen of onderdelen die simpelweg niet passen in uw kritieke samenstellingen.
Grote CNC-bewerking vereist gespecialiseerde apparatuur, geavanceerde klemsystemen en bewezen expertise om nauwe toleranties te handhaven over oversized componenten, terwijl consistente kwaliteit en tijdige levering voor missiekritieke toepassingen wordt gegarandeerd.

Ik heb samengewerkt met inkoopteams die deze lessen op de harde manier hebben geleerd. Deze uitgebreide gids leidt u door elk beslissingspunt dat ertoe doet bij het inkopen van grote CNC-bewerkte onderdelen, van het screenen van leveranciers tot het vermijden van veelvoorkomende valkuilen die projecten ontsporen.
De Complete Gids voor het Inkopen van Grote CNC-bewerkte Onderdelen
Het inkopen van grote CNC-bewerkte onderdelen brengt unieke uitdagingen met zich mee. Het is niet zoals het bestellen van standaardcomponenten. U moet rekening houden met machinecapaciteit en logistiek.
De complexiteit van CNC-bewerking van grote onderdelen groeit met de grootte. Elk detail, van materiaalkeuze tot eindinspectie, vereist speciale aandacht.
Belangrijke Inkoopoverwegingen
Het vinden van de juiste partner is cruciaal. Uw leverancier heeft de juiste apparatuur en ervaring nodig voor het inkopen van grote bewerkte onderdelen.
Hier zijn de belangrijkste factoren om te evalueren:
| Overweging | Impact op Inkoop |
|---|---|
| Onderdeelgrootte en -gewicht | Vereist CNC-machines met grote bedden en zware kranen. |
| Strenge toleranties | Moeilijker te handhaven over grote oppervlakken. |
| Type materiaal | Beïnvloedt gereedschap, bewerkingstijd en kosten. |
| Logistiek | Het verzenden van grote, zware onderdelen is complex en duur. |

Bij het afhandelen van het inkoopproces voor CNC van grote onderdelen, zijn de details alles. De pure schaal vergroot elk potentieel probleem, van materiaalstabiliteit tot eindmeting.
Diepere Duik in Complexiteiten
Denk aan thermische uitzetting. Een kleine temperatuurverandering kan een groot onderdeel buiten de tolerantie duwen. Dit is een veelvoorkomend probleem dat velen over het hoofd zien tijdens de initiële ontwerpfase.
Houd ook rekening met de interne spanningen in het ruwe materiaal. Voor grote knuppels of smeedstukken kan onjuiste hantering of bewerking ervoor zorgen dat het onderdeel kromtrekt. Een goede leverancier weet hoe hiermee om te gaan.
We hebben geleerd dat een meerstaps bewerkingsproces vaak noodzakelijk is. Het omvat ruw bewerken, spanningsverminderende warmtebehandelingen en vervolgens de definitieve afwerking om stabiliteit en precisie te garanderen. De verificatie van deze grote onderdelen vereist gespecialiseerde metrologie1 apparatuur.
Materiaal- en Logistieke Hobbels
Het kiezen van het juiste materiaal is nog maar het begin. Het verkrijgen en hanteren van grote blokken aluminium of staal is op zich al een uitdaging.
| Factor | Uitdaging voor Grote Onderdelen | Oplossing |
|---|---|---|
| Materiaalverwerking | Risico op schade of vervorming tijdens verplaatsing. | Gespecialiseerde kranen en armaturen. |
| Bewerking Setup | Vereist langere insteltijden en aangepaste armaturen. | Ervaren bewerkers en ingenieurs. |
| Verzending & Verpakking | Onderdelen hebben aangepaste, robuuste kratten nodig voor transport. | Werk samen met ervaren logistieke bedrijven. |
| Inspectie | Standaard CMM's kunnen te klein zijn. | Gebruik lasertrackers of draagbare CMM-armen. |
Dit proces vereist een leverancier die niet alleen een bewerker is, maar een projectpartner. Bij PTSMAKE richten we ons op het beheren van deze complexiteiten van begin tot eind.
Het inkopen van grote CNC-onderdelen brengt unieke uitdagingen met zich mee die verder gaan dan standaard bewerking. Succes hangt af van het evalueren van de capaciteiten van de leverancier, materiaalbehandeling en geavanceerde inspectiemethoden om de complexiteit van grootte en precisie te beheersen. Zorgvuldige planning is essentieel voor een soepel inkoopproces.
Waarom toleranties van grote onderdelen kritieke assemblages maken of breken
In kritieke assemblages vergroot de grootte elke fout. Een kleine fout op een klein onderdeel kan verwaarloosbaar zijn. Maar op een groot onderdeel kan dezelfde kleine fout leiden tot een totale systeemstoring. Dit is de centrale uitdaging.
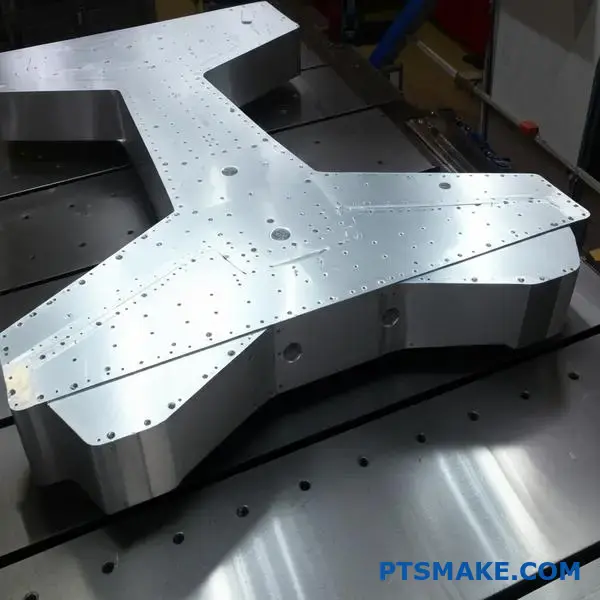
We hebben het over industrieën waar geen ruimte is voor fouten. Luchtvaart, automotive en robotica eisen perfectie. Voor grote onderdelen met krappe toleranties, kan zelfs een afwijking op micronniveau leiden tot catastrofale gevolgen. Hoe groter het onderdeel, hoe groter de impact van elke imperfectie.
| Sector | Potentiële impact van kleine tolerantiefout |
|---|---|
| Ruimtevaart | Verkeerde uitlijning van de vleugel-rompverbinding |
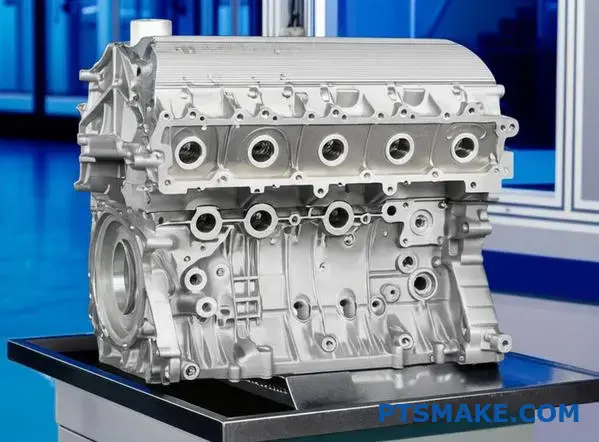
| Automotive | Vervorming en falen van het motorblok |
| Robotica | Onnauwkeurige plaatsing en storing van de arm |
Dit zijn geen theoretische risico's. Het zijn real-world gevolgen die wij bij PTSMAKE elke dag proberen te voorkomen.
Het amplificatie-effect van fouten
Waarom veroorzaken kleine fouten op grote onderdelen zulke grote problemen? Het is een kwestie van hefboomwerking en accumulatie. Een kleine hoekafwijking aan het ene uiteinde van een lange structurele balk resulteert in een grote positionele fout aan het andere uiteinde.
Dit probleem is vooral kritiek voor kritieke componenten. Denk aan een vliegtuigvleugelspar. Een kleine mismatch waar deze aansluit op de romp kan de structurele integriteit van de hele vleugel aantasten gedurende duizenden vlieguren.
Case in Point: Automotive motorblokken
In de automotive productie moet een groot motorblok perfect vlak zijn. Een kleine afwijking kan leiden tot een onjuiste afdichting met de cilinderkop. Dit leidt tot falen van de pakking, verlies van compressie en uiteindelijk tot vastlopen van de motor. We hebben gezien hoe precisie CNC-bewerking is de enige manier om dit vereiste niveau van vlakheid te bereiken.
Het probleem komt vaak neer op de manier waarop individuele fouten zich opstapelen. Dit is een concept dat bekend staat als tolerantie stapelen2. In een complexe assemblage kunnen de acceptabele afwijkingen van elk onderdeel zich combineren, waardoor een totale afwijking ontstaat die de ontwerplimieten overschrijdt.
| Type onderdeel | Veelvoorkomende tolerantie-uitdaging | Gevolg van falen |
|---|---|---|
| Robotarmsegment | Positionele nauwkeurigheid over lengte | Onvermogen om precieze taken uit te voeren |
| Satellietframe | Thermische uitzettingsmismatch | Componentstress en falen |
| Automobielchassis | Uitlijning van montagepunten | Slechte hantering en slijtage van componenten |
Hoe groter het onderdeel, hoe belangrijker nauwkeurig thermisch beheer en materiailstabiliteit worden tijdens de CNC-bewerking van grote onderdelen proces.
Kleine afwijkingen in grote onderdelen worden vergroot, wat leidt tot verkeerde uitlijning, spanning en uiteindelijk falen in kritieke samenstellingen. Nauwkeurige productie is geen luxe; het is een absolute noodzaak om veiligheid en functionaliteit te garanderen in toepassingen met hoge inzet.
De verborgen kosten achter goedkope offertes voor grote CNC-bewerkingen
Wanneer u een offerte ontvangt voor CNC-bewerking van grote onderdelen, is de laagste prijs niet altijd de beste deal. Ik heb veel projecten gezien die buiten het budget vielen vanwege factoren die niet op de initiële offerte stonden vermeld. Deze verborgen kosten kunnen een koopje snel veranderen in een grote uitgave.
De aantrekkelijke lage prijs verbergt vaak potentiële problemen. Het is cruciaal om dieper te kijken. De werkelijke bewerkingskosten omvatten meer dan alleen het uurtarief. Het omvat het hele proces, van begin tot eind.
De offerte ontleden
Laten we eens kijken naar wat er vaak ontbreekt.
| Verborgen factor | Implicatie van goedkope offerte | Realistische impact |
|---|---|---|
| Installatietijd | Vaak onderschat of weggelaten. | Complexe opstellingen voor grote onderdelen voegen uren toe. |
| Slijtage gereedschap | Niet meegenomen in de initiële prijs. | Snelle slijtage bij grote klussen verhoogt de kosten. |
| Schrootpercentage | Gaat uit van een perfecte, foutloze productie. | Eén afgekeurd groot onderdeel heft de besparingen op. |

Bij het evalueren van een leverancier, vooral voor complexe klussen, moet u hun offerte ontleden. Het initiële getal is slechts een beginpunt. Risico's van goedkope bewerkingen komen vaak naar voren op gebieden die expertise en investeringen vereisen, waar budgetwinkels mogelijk aan ontbreken.
Insteltijden en Fixturing
Voor grootschalige CNC-bewerking van onderdelen is de instelling niet triviaal. Het vereist gespecialiseerde armaturen en zorgvuldige uitlijning. Een lage offerte kan betekenen dat de leverancier van plan is een minder dan ideale instelling te gebruiken, wat het risico op fouten en langere cyclustijden vergroot.
Machine Stilstand en Betrouwbaarheid
Welke machines worden gebruikt? Oudere apparatuur is goedkoper per uur, maar is gevoeliger voor onverwachte stilstand. Dit is een aanzienlijk risico. Een vertraging van slechts één dag kan een rimpeleffect hebben op uw gehele productieschema. Het verifiëren van het eindproduct vereist precisie metrologie3 om ervoor te zorgen dat elke afmeting correct is.
Afvalpercentages en Materiaalverspilling
Met grote en dure blokken ruw materiaal is één afgekeurd onderdeel een enorme financiële klap. Een leverancier met een lage offerte heeft mogelijk niet de robuuste kwaliteitscontroleprocessen die wij implementeren bij PTSMAKE. Dit leidt tot hogere afvalpercentages. Na onze interne tests hebben we vastgesteld dat een gedisciplineerd proces materiaalverspilling met een merkbare marge kan verminderen.
| Kostenfactor | Waarom het ertoe doet voor grote onderdelen | Potentiële kostenstijging |
|---|---|---|
| Stilstand van de machine | Vertraagt de gehele projecttijdlijn. | Kan 10-20% aan spoedkosten/boetes toevoegen. |
| Hoge afvalpercentages | Verspilt duur ruw materiaal. | Kosten van materiaal + herbewerkingstijd. |
| Overmatige gereedschapsslijtage | Frequente gereedschapswissels voegen tijd/kosten toe. | Verhoogt het gereedschapsbudget aanzienlijk. |
Het evalueren van een offerte vereist verder kijken dan de oppervlakkige prijs. De werkelijke bewerkingskosten zijn een combinatie van de geoffreerde prijs plus de risico's van stilstand, afval en andere verborgen factoren. Een grondige evaluatie beschermt het budget en de tijdlijn van uw project.
Top 10 vragen om te stellen voordat u een leverancier voor grote CNC-onderdelen kiest
Het vinden van een leverancier is gemakkelijk. Het vinden van de juiste voor grote onderdelen is moeilijk. U moet verder kijken dan de verkooppraatjes. Duik in hun technische capaciteiten.
Een mismatch hier leidt tot vertragingen en kostbare fouten. Ik heb het zien gebeuren. Daarom is een solide screeningproces essentieel.
Kerntechnische capaciteiten
Uw potentiële partner moet de juiste gereedschappen hebben. Voor CNC-bewerking van grote onderdelen is dit niet onderhandelbaar. Vraag naar hun machine-werkbereik. Zorg ervoor dat het de afmetingen van uw onderdeel aankan.
Vraag ook naar hun ascapaciteiten. Complexe geometrieën vereisen vaak 5-assige machines.
Software en Kwaliteitssystemen
Moderne productie draait op data. Hoe goed integreren ze met uw CAD/CAM-bestanden? Naadloze integratie voorkomt vertaalfouten.
Bekijk ten slotte hun kwaliteitscontrole. Hoe ziet hun inspectieproces eruit? Dit is een cruciaal onderdeel van elke checklist voor leveranciers van grote CNC-onderdelen.
| Beoordelingsgebied | Sleutelvraag | Waarom het belangrijk is |
|---|---|---|
| Machinegrootte | Wat is de slag (X, Y, Z) van uw grootste machine? | Zorgt ervoor dat ze uw onderdeel fysiek kunnen produceren. |
| As-capaciteit | Heeft u 3-, 4- en 5-assige machines? | Bepaalt hun vermogen om complexe geometrieën te hanteren. |
| CAD/CAM | Met welke softwareversies bent u compatibel? | Voorkomt gegevensverlies en zorgt voor ontwerpnauwkeurigheid. |
| Inspectie | Wat is het meetvolume van uw CMM? | Bevestigt dat ze uw grote onderdeel kunnen inspecteren en verifiëren. |
Bij het evalueren van een leverancier focus ik sterk op hun kwaliteitscontrole-infrastructuur. Het gaat niet alleen om het hebben van de machines. Het gaat om het hebben van de bewezen processen om het werk te verifiëren. Dit geldt met name voor grote, waardevolle componenten waarbij nabewerking ongelooflijk duur is.
Een van de meest kritieke stappen is de Eerste artikelinspectie (FAI)4. Vraag niet alleen of ze het doen. Vraag hen om u door hun FAI-rapport van een vergelijkbaar project te leiden. Dit vertelt u hoe grondig ze zijn. Een goed FAI-proces vangt problemen op voordat ze productieproblemen worden.
Inspectiecapaciteit en rapportage
Voor CNC-bewerking van grote onderdelen moet u hun inspectiecapaciteit verifiëren. Hebben ze een Coördinaatmeetmachine (CMM) die groot genoeg is voor uw onderdeel? Hoe wordt deze gekalibreerd?
We hebben bij PTSMAKE geleerd dat transparante rapportage vertrouwen opbouwt. Vraag om voorbeeldinspectierapporten. Deze documenten tonen hun toewijding aan kwaliteit en bieden een duidelijk verslag van de naleving van uw specificaties.
| Inspectiemethode | Beste gebruikscasus | Beperking |
|---|---|---|
| CMM | Hoogwaardige, complexe geometrieën | Beperkt door de fysieke grootte van de machine. |
| Laserscannen | Grote oppervlakken, reverse engineering | Lagere nauwkeurigheid dan CMM voor krappe toleranties. |
| Handmatige meters | Eenvoudige afmetingen, snelle controles | Gevoelig voor menselijke fouten, niet voor complexe onderdelen. |
Het grondig toetsen van de technische capaciteiten van een leverancier is cruciaal. Beoordeel hun machines, software-integratie en kwaliteitscontroleprocessen. Deze zorgvuldigheid voorkomt kostbare productieproblemen en zorgt ervoor dat uw grote onderdelen vanaf het begin volgens specificatie worden vervaardigd.
Geheimen om op te schalen van prototype naar productie in de bewerking van grote onderdelen
De overgang van prototype naar productie is een kritieke stap. Dit geldt met name voor CNC-bewerking van grote onderdelen. Uw succes hangt sterk af van uw leverancierspartnerschap.
Het kiezen van de juiste partner maakt het verschil.
Zij helpen u vanaf het begin te focussen op schaalbaarheid. Deze collaboratieve aanpak, beginnend met Design for Manufacturability (DFM), voorkomt kostbare fouten bij de overgang van CNC-prototyping naar massaproductie.
Van eenmalig tot volledige productie
Uw focus moet verschuiven naarmate u opschaalt. Het initiële prototype gaat over functie. Volledige productie gaat over efficiëntie en consistentie.
| Stadium | Belangrijkste focus |
|---|---|
| Prototyping | Proof of concept, functionaliteit |
| Productie | Herhaalbaarheid, kosteneffectiviteit, snelheid |
Kerncompetenties van een schaalbare leverancier
Niet elke machinefabriek is klaar voor het opschalen van CNC-productie. Wanneer u partners beoordeelt voor het bewerken van grote onderdelen, let dan op drie kerncompetenties. Deze zijn cruciaal voor een soepele overgang van een enkele eenheid naar duizenden.
DFM toepassen voor grote precisieonderdelen
Een echte partner biedt vroegtijdig bruikbare DFM-feedback. Voor grote componenten is deze analyse essentieel. Het beïnvloedt alles, van materiaalkeuze tot efficiëntie van toolpaths.
Bij PTSMAKE identificeert ons DFM-proces voor grote precisieonderdelen potentiële problemen voordat er metaal wordt gesneden. Deze proactieve stap bespaart enorm veel tijd en kosten achteraf. Het zorgt ervoor dat het ontwerp is geoptimaliseerd voor productie op schaal.
Gebruik maken van adaptieve tooling en fixturing
Grote onderdelen vormen unieke uitdagingen op het gebied van werkholding. Een schaalbare leverancier investeert in adaptieve tooling en modulaire fixturing. Dit vermindert insteltijden tussen opdrachten en zorgt voor consistentie over grote productiebatches.
Deze mogelijkheid gaat niet alleen over het vasthouden van een onderdeel. Het gaat om het creëren van een stabiel, herhaalbaar proces dat variatie minimaliseert en de doorvoer maximaliseert.
Implementeren van herhaalbare QC-processen
Kwaliteit moet identiek zijn van het eerste tot het tienduizendste onderdeel. Dit vereist robuuste, gedocumenteerde en herhaalbare kwaliteitscontrolesystemen.
Dit gaat verder dan de eindinspectie. Het omvat in-process controles en CMM-rapporten. De wetenschap van Metrologie5 vormt de basis van ons gehele kwaliteitsborgingskader, waardoor elk groot onderdeel voldoet aan precieze specificaties.
| QC-methode | Beste voor | Voordeel |
|---|---|---|
| CMM inspectie | Eindcontrole | Hoge nauwkeurigheid, gedetailleerde rapporten |
| In-process metingen | Tijdens het bewerken | Vroege foutdetectie |
| Statistische procesbeheersing | High-volume runs | Monitort processtabiliteit |
Een succesvolle opschaling hangt af van de technische capaciteiten van een leverancier. Geef prioriteit aan partners die proactieve DFM, intelligente toolingoplossingen en rigoureuze, herhaalbare QC bieden. Deze basis is essentieel voor het opschalen van CNC-bewerking van grote onderdelen zonder concessies te doen aan kwaliteit of deadlines.
Voorkomen van materiaalvervorming in oversized CNC-bewerkte onderdelen
Het beheersen van materiaalvervorming in oversized onderdelen is cruciaal. Het is een uitdaging die een veelzijdige aanpak vereist. We vertrouwen niet op één trucje.
Succes hangt af van vier belangrijke gebieden. Dit zijn materiaalkeuze, spanningsvermindering, slimme fixturing en een doelbewuste bewerkingsstrategie.
Het correct uitvoeren hiervan zorgt voor materiaalstabiliteit van grote onderdelen. Dit voorkomt kostbare nabewerking en afval. Het gaat om proactieve controle, niet om reactieve oplossingen.
De basis: Materiaal en spanning
Het correct selecteren van uw basismateriaal is de eerste stap. Sommige legeringen zijn inherent stabieler dan andere na verwerking.
We geven ook prioriteit aan spanningsvermindering. Dit geldt met name voor materialen met hoge interne spanningen van de productie, zoals gewalste aluminiumplaten. Warmtebehandeling of trillingen kunnen deze krachten neutraliseren voordat de eerste snede wordt gemaakt.
| Behandeling | Beste voor | Belangrijkste voordeel |
|---|---|---|
| Thermische gloeiing | De meeste metalen (aluminium, staal) | Maximaliseert interne spanningsvermindering |
| Cryogeen | Hoogwaardige staalsoorten, gereedschapsstaal | Verbetert de dimensionale stabiliteit |
| Vibrerend | Grote lasconstructies, gietstukken | Snelle, on-machine spanningsvermindering |

Geavanceerde besturingsstrategieën
Het voorkomen van vervorming bij CNC-bewerking gaat verder dan de initiële voorbereiding. Uw strategie op de machinevloer is net zo belangrijk. Problemen met te grote materiaalafmetingen ontstaan vaak door onjuiste klemming of agressief snijden.
Klemmingsfilosofie
Hoe u het onderdeel vasthoudt, is belangrijk. We vermijden overmatige klemdruk, die spanning kan veroorzaken. In plaats daarvan gebruiken we meerdere klempunten met lagere druk. Dit verdeelt de kracht gelijkmatig zonder het werkstuk te vervormen. Een op maat gemaakte mal is vaak de beste investering voor een complex groot onderdeel.
Intelligente bewerkingspaden
Het bewerken zelf geeft materiaalspanning vrij. We plannen onze gereedschapspaden om deze vrijgave geleidelijk te beheren. Dit betekent vaak dat materiaal in fasen van beide zijden wordt afgeruwd. Dit voorkomt dat het onderdeel kromtrekt naarmate interne spanningen van één kant worden verwijderd. We hebben gezien dat het balanceren van materiaalverwijdering de sleutel is. Dit zorgvuldige proces is essentieel voor het CNC-bewerken van grote onderdelen. Het doel is om gedurende het hele proces evenwicht te handhaven binnen de structuur van het onderdeel. Een grote hoeveelheid Restspanning6 kan een onderdeel verpesten als het niet zorgvuldig wordt beheerd. We gebruiken ook scherpe gereedschappen en geoptimaliseerde voedingen om snijkrachten en warmte-inbreng te minimaliseren.
Het beheersen van deze factoren is fundamenteel voor het bereiken van precisie. Een goed gepland proces, van materiaalkeuze tot de laatste bewerking, zorgt ervoor dat het onderdeel trouw blijft aan het ontwerp.
Effectieve strategieën voor het voorkomen van materiaalvervorming vereisen een holistische kijk. Het omvat zorgvuldige materiaalkeuze, juiste spanningsvermindering, intelligente klemming en een gebalanceerde bewerkingsaanpak. Deze elementen werken samen om stabiliteit en precisie in grote onderdelen te garanderen.
Hoe de doorlooptijden voor op maat gemaakte grote CNC-onderdelen te minimaliseren
Om een snelle levering van grote CNC-onderdelen te realiseren, moeten we verder kijken dan de machine. Slimme, proactieve planning is de meest effectieve strategie om de doorlooptijden te verkorten. Het transformeert het productieproces.
Proactief orderbeheer
Strategische planning
Het plannen van orders in batches maakt een efficiënte machine-instelling mogelijk. Het vooraf plannen van machine-tijd maakt ook de gehele productieflow soepeler en voorkomt knelpunten.
Materiaalbevoorrading
Het gebruik van gangbare, op voorraad liggende materialen vermijdt lange wachttijden voor op maat gemaakte bestellingen. Deze eenvoudige keuze verkort de doorlooptijden voor CNC-bewerkingsprojecten aanzienlijk.
| Materiaalstrategie | Typische inkooptijd | Invloed op doorlooptijd |
|---|---|---|
| Gebruik materiaal op voorraad | 1-2 Dagen | Minimale vertraging |
| Bestel materiaal op maat | 2-4 Weken | Aanzienlijke vertraging |
Deze aanpak is cruciaal voor elke snelle doorlooptijd van op maat gemaakte bewerkingen.
De Kracht van Voorspellend Gereedschap
Voorspellend gereedschap gaat verder dan simpelweg gereedschap vervangen voordat het kapot gaat. Het omvat het analyseren van prestatiegegevens van eerdere opdrachten. Dit helpt ons de gereedschapsslijtage te voorspellen voor specifieke CNC-bewerkingsoperaties van grote onderdelen, waardoor kostbare, onverwachte stilstand tijdens een kritieke productie wordt voorkomen.
Deze datagestuurde aanpak betekent dat we gereedschap op het optimale moment vervangen. Het zorgt voor machinebeschikbaarheid en handhaaft de consistentie van onderdelen zonder de workflow te onderbreken. Het is een kleine verandering met een enorme impact.
Uw Planning Integreren met de Onze
Ware samenwerking is de sleutel tot snelheid. Wanneer klanten hun productieprognoses delen, kunnen we onze middelen veel effectiever afstemmen. Hierdoor kunnen we materialen vooraf bestellen en machinecapaciteit reserveren.
Deze collaboratieve planning weerspiegelt de principes van Just-in-Time (JIT) planning7, waardoor verspilling en wachttijden worden geminimaliseerd. Op basis van onze tests met klanten kan het op deze manier afstemmen van planningen de wachttijden aanzienlijk verkorten.
| Planningsmethode | Beschikbaarheid materiaal | Machinetoewijzing | Invloed van doorlooptijd |
|---|---|---|---|
| Reactieve Bestelling | Uitgesteld | Concurrerend | Hoge Variabiliteit |
| Prognose Delen | Vooraf Besteld | Gereserveerd | Verminderd & Voorspelbaar |
Deze eenvoudige communicatie biedt een duidelijk pad naar een snelle levering van op maat gemaakte bewerkingen.
Strategische planning, gebruik van voorraadmaterialen, voorspellend gereedschapsbeheer en collaboratieve planning zijn cruciaal. Het implementeren van deze proactieve stappen kan productievertragingen drastisch verminderen en de doorlooptijden voor uw op maat gemaakte grote CNC-onderdelen verkorten, zodat uw project op schema blijft.
Het Handboek van de Ingenieur voor het Ontwerpen van CNC-Klaar Grote Componenten
Hoofdstuk 8: Slimme Ontwerpkeuzes voor Eenvoudigere Bewerking
Ontwerpen voor maakbaarheid is cruciaal voor grote onderdelen. Eenvoudige wijzigingen kunnen de bewerkingstijd en kosten drastisch verlagen. Dit is een belangrijk onderdeel van het creëren van een CNC-klaar ontwerp.
We zien vaak complexe ontwerpen die moeilijk te bewerken zijn. Een paar slimme aanpassingen maken het verschil voor succesvolle CNC-bewerking van grote onderdelen.
Belangrijke Vereenvoudigingsstrategieën
| Complexe Aanpak | Vereenvoudigd Alternatief |
|---|---|
| Organische, vrije vormen | Rechte lijnen en eenvoudige bogen |
| Meerdere kleine kenmerken | Geconsolideerde, grotere kenmerken |
| Aangepaste gatmaten | Standaard boormaten |
Door u te concentreren op deze ontwerp-tips voor grote onderdelen, stroomlijnt u uw project. Het maakt engineering voor maakbaarheid CNC een praktische realiteit.

Denken Voorbij Geometrie
Het optimaliseren van een groot component gaat verder dan de vorm. Materiaalkeuze en toleranties zijn net zo belangrijk voor het CNC-bewerken van grote onderdelen.
Materiaalkeuze en Stabiliteit
Het kiezen van het juiste materiaal is de eerste stap. Sommige materialen zijn stabieler en gemakkelijker te bewerken in grote secties. Gietaluminium plaat (zoals MIC-6) is bijvoorbeeld een uitstekende keuze. Het heeft weinig interne spanning.
Het vrijkomen van interne restspanning8 tijdens het bewerken kan ervoor zorgen dat grote onderdelen kromtrekken. Dit is een veelvoorkomend probleem dat we bij PTSMAKE oplossen. We selecteren zorgvuldig materialen en plannen bewerkingsstappen om dit te beheersen. Dit garandeert de nauwkeurigheid van het eindproduct.
Tolerantie met Intentie
Strakke toleranties verhogen de kosten, vooral op grote oppervlakken. Specificeer strakke toleranties alleen waar ze functioneel noodzakelijk zijn. Dit is een kernprincipe van engineering voor maakbaarheid CNC.
Overweeg de volgende benadering voor toleranties:
| Type kenmerk | Aanbevolen tolerantie |
|---|---|
| Niet-kritische oppervlakken | +/- 0,5 mm of losser |
| Passende interfaces | +/- 0,05 mm |
| Lagerboringen | +/- 0,01 mm |
Deze doordachte aanpak van ontwerptips voor grote onderdelen vermindert de bewerkingstijd en verlaagt het risico op afval. Het is een win-win voor zowel de ingenieur als de machinefabriek.
Kortom, het optimaliseren van grote componenten voor CNC-bewerking omvat het vereenvoudigen van geometrie, het kiezen van stabiele materialen om interne spanning te beheersen en het strategisch toepassen van toleranties. Deze CNC-klare ontwerpprincipes verminderen complexiteit, kosten en doorlooptijd, wat zorgt voor een soepeler productieproces.
Top Bewerkings Taktieken om Consistente Kwaliteit in Grote Onderdelen te Garanderen
Het waarborgen van consistentie in grote onderdelen is een grote uitdaging. Het gaat niet alleen om het halen van toleranties op een enkel stuk. Het gaat erom dat succes elke keer wordt herhaald.
Succes is afhankelijk van een gedisciplineerd proces. Dit omvat slimme toolpathstrategieën om spanning te beheersen. Het betekent ook constante in-proces inspectie.
Fixturing stabiliteit is niet-onderhandelbaar voor succes. Ten slotte biedt grondige QC-documentatie het bewijs en de traceerbaarheid die onze klanten in de luchtvaart en automotive eisen. Dit is de sleutel tot effectieve bewerkingskwaliteitscontrole.
| Tactiek | Belangrijkste focus |
|---|---|
| Gereedschapsbaan | Spanning & Warmtebeheer |
| Inspectie | Vroege Foutdetectie |
| Opspannen | Vibratie & Bewegingscontrole |
| Documentatie | Traceerbaarheid & Herhaalbaarheid |

Het bereiken van consistentie van grote onderdelen vereist een diepe focus op de details. Het gaat veel verder dan simpelweg een machine programmeren en op ‘start’ drukken. CNC-bewerkingen met hoge precisie vereisen een meer geïntegreerde aanpak.
Geavanceerde Tool Path Strategie
Het juiste toolpath doet meer dan materiaal verwijderen. Voor grote onderdelen gebruiken we strategieën zoals trochoïdale frezen. Dit vermijdt scherpe bochten en handhaaft een consistente gereedschapsingrijping. Dit minimaliseert gereedschapsslijtage en vermindert warmteopbouw, een belangrijke oorzaak van kromtrekken in grote componenten. We gebruiken geavanceerde software om deze paden te simuleren. Dit garandeert optimale prestaties voordat er een enkele chip wordt gesneden. Het gebruik van deze gegevens helpt bij het aanpassen van factoren zoals volumetrische compensatie9 voor de machine zelf.
Verificatie tijdens proces
We wachten niet tot het einde om te inspecteren. We gebruiken on-machine probing gedurende het hele proces. Na een voorbewerkingsgang kan een meetklok kritieke referentiepunten controleren. Hierdoor kunnen we corrigeren voor kleine verschuivingen of gereedschapsslijtage voordat de nabewerkingsgangen plaatsvinden. Dit is een kernonderdeel van onze kwaliteitscontrole voor bewerkingen.
| Inspectiefase | Doel |
|---|---|
| Voorbewerken | Controleer materiaal en klemminglocatie |
| Halverwege het proces | Controleer kritieke kenmerken na voorbewerking |
| Na nabewerking | Definitieve verificatie voor verwijdering |
Klemming en Documentatie
Een stabiele klemming is de basis. Voor het CNC-bewerken van grote onderdelen bouwen we vaak aangepaste klemmingen. We zorgen ervoor dat ze het werkstuk ondersteunen zonder vervorming te veroorzaken.
Tot slot wordt elke stap gedocumenteerd. Materiaalcertificaten, gereedschaplijsten, inspectierapporten - alles wordt bijgehouden. Dit creëert een volledige geschiedenis voor elk onderdeel.
Het beheersen van CNC-bewerking van grote onderdelen vereist de integratie van slimme gereedschapspaden, continue procescontroles, robuuste klemmingen en nauwkeurige documentatie. Deze tactieken werken samen om ervoor te zorgen dat elk onderdeel voldoet aan de hoogste normen van kwaliteit en consistentie voor onze klanten bij PTSMAKE.
Wanneer te kiezen voor CNC-bewerking boven gieten voor grote componenten
De keuze tussen CNC en gieten voor grote onderdelen is een cruciale beslissing. Het heeft invloed op de kosten, de doorlooptijd en de uiteindelijke kwaliteit. Het debat van ‘CNC versus gieten van grote onderdelen’ is niet eenvoudig.
Elk proces heeft duidelijke voordelen. Ik begeleid klanten vaak bij deze keuze. We kijken naar belangrijke factoren om de beste oplossing voor hun project te vinden.
Hier is een snelle vergelijking:
| Functie | CNC-bewerking | Gieten |
|---|---|---|
| Precisie | Zeer hoog | Matig |
| Complexiteit | Hoog | Zeer hoog (intern) |
| Doorlooptijd | Korter (geen gereedschap) | Langer (gereedschap) |
| Afwerking oppervlak | Uitstekend | Ruw naar Goed |
Deze tabel helpt bij het kaderen van de discussie voor bewerkte versus gegoten componenten, vooral bij het overwegen van de schaal van het werk.
Kosten- en doorlooptijd analyse
Voor grote componenten verschillen de initiële kosten sterk. Gieten vereist duur gereedschap - de mal. Dit maakt het geschikt voor productie met een hoog volume, waarbij de gereedschapskosten kunnen worden verspreid over duizenden eenheden.
CNC-bewerking, een vorm van subtractieve productie10, heeft geen gereedschapskosten. Dit maakt het ideaal voor prototypes en kleine series. De kosten per onderdeel blijven relatief constant. Voor het CNC-bewerken van grote onderdelen is de initiële opzet veel sneller.
De doorlooptijd volgt een vergelijkbaar patroon. Gieten omvat malontwerp, creatie en testen. Dit proces kan weken of zelfs maanden duren voordat het eerste onderdeel is geproduceerd. CNC-bewerking kan vrijwel onmiddellijk beginnen nadat het CAD-bestand is voltooid en geprogrammeerd.
Geometrie, toleranties en afwerking
Wanneer precisie niet-onderhandelbaar is, is CNC de duidelijke winnaar. Het is een van de beste alternatieven met hoge precisie voor gieten. We kunnen extreem nauwe toleranties aanhouden, wat cruciaal is voor grote, complexe onderdelen die perfect in een assemblage moeten passen.
| Factor | CNC-bewerking | Gieten |
|---|---|---|
| Tolerantie | ±0,025 mm of beter | ±0,5 mm typisch |
| Oppervlakteafwerking (Ra) | Zo laag als 0,4 μm | 3,2 – 12,5 μm typisch |
| Geometrische complexiteit | Uitstekend voor externe kenmerken | Het beste voor complexe interne holtes |
Gieten worstelt vaak met het bereiken van scherpe hoeken en consistente dunne wanden. De oppervlakteafwerking van gieten is ook inherent ruwer en vereist meestal secundaire bewerkingen. Dit voegt extra kosten en tijd toe, waardoor CNC-bewerking een directere weg naar een afgewerkt onderdeel is.
Kortom, de keuze hangt af van uw prioriteiten. Voor hoge precisie, superieure afwerking en snellere doorlooptijd op grote onderdelen met een lage productie, is CNC-bewerking de logische optie. Gieten blinkt uit in productie met een hoge productie, waar initiële gereedschapskosten gerechtvaardigd kunnen worden.
Hoe verspilling bij bewerking van grote ruwe blokken te verminderen
Het bewerken van grote ruwe blokken veroorzaakt vaak veel dure schroot. Deze verspilling heeft directe gevolgen voor uw winst.
Maar het hoeft niet zo te zijn. Slimme strategieën kunnen materiaalverlies aanzienlijk verminderen.
Dit omvat het kiezen van het juiste startmateriaal en het toepassen van betere bewerkingspraktijken.
Effectieve optimalisatie van grondstoffen is essentieel. Laten we kijken hoe we het materiaalgebruik in CNC kunnen verbeteren.
| Strategie | Impact op verspilling |
|---|---|
| Selectie van ruw materiaal | Hoog |
| Near-Net Shaping | Zeer hoog |
| Slimme opspanning | Medium |
De kracht van Near-Net Shaping
Near-net shaping betekent beginnen met een werkstuk dat al dicht bij de uiteindelijke vorm is. Dit is een game-changer voor het verminderen van verspilling bij grote onderdelen.
Overweeg in plaats van een massief blok gietstukken, smeedstukken of extrusies te gebruiken.
Deze enkele keuze kan het materiaalverlies soms met meer dan 50% verminderen. Op basis van onze klantprojecten verkort het ook drastisch de bewerkingstijd.
Slimme selectie van ruw materiaal
Het kiezen van de juiste grondstof is cruciaal. Bestel niet zomaar een standaard blokmaat.
Werk samen met uw leverancier. Kijk of ze een op maat gesneden maat kunnen leveren die minimale overtollige voorraad achterlaat. Deze eenvoudige stap helpt bij de optimalisatie van ruw materiaal.
Houd ook rekening met de materiaaleigenschappen. Sommige metalen hebben Anisotroop11 kwaliteiten die van invloed zijn op hoe ze bewerkt worden. Dit begrijpen helpt onverwachte verspilling tijdens de productie te voorkomen.
Opspanning voor beter materiaalgebruik
Hoe u het onderdeel vasthoudt, is belangrijk. Slechte opspanning kan leiden tot trillingen of beweging van het onderdeel.
Dit dwingt operators vaak om conservatievere gereedschapspaden te gebruiken. Het laat overtollig materiaal achter voor latere, minder efficiënte stappen.
Een stijve mal maakt agressievere en efficiëntere ruwbewerking mogelijk. Dit verbetert direct het materiaalgebruik in CNC, vooral voor grote CNC-bewerkingsprojecten.
Beginnen met near-net vormen, het selecteren van de juiste maat ruw materiaal en het gebruik van stijve opspanning zijn essentieel. Deze strategieën zijn essentieel voor het verminderen van materiaalverspilling en het beheersen van de kosten bij grootschalige bewerkingsprojecten. Ze verhogen direct de efficiëntie en winstgevendheid.
De echte ROI van meer betalen voor een 5-assig CNC-bewerkte grote onderdeel
De initiële offerte voor een 5-assige bewerking kan hoog lijken. Maar het werkelijke rendement op investering van de bewerking zit niet in de prijskaart. Het zit in efficiëntie en precisie.
Minder instellingen, snellere doorlooptijd
Met 5-assige machines benaderen we complexe kenmerken vanuit meerdere hoeken. Dit gebeurt in één opspanning. Deze aanpak verkort de insteltijd en arbeidskosten drastisch.
Voor het CNC-bewerken van grote onderdelen is dit een gamechanger. Het betekent snellere levering en lagere totale projectkosten.
| Functie | 3-assig verspanen | 5-assig verspanen |
|---|---|---|
| Opstellingen voor complexe onderdelen | 4-6 | 1-2 |
| Risico op fouten | Hoger | Onder |
Minder instellingen betekenen minder kans op menselijke of machinefouten.

De winst wordt duidelijk wanneer we de dynamiek van kosten versus complexiteit van CNC analyseren. Een onderdeel met diepe holtes en schuine gaten is een klassiek voorbeeld van waar deze technologie uitblinkt.
Toegang tot complexe geometrieën
Op een 3-assige machine vereist elke unieke hoek vaak een nieuwe, aangepaste mal. Dit voegt aanzienlijke kosten en tijd toe aan het project.
Een 5-assige machine roteert eenvoudigweg het onderdeel of de gereedschapskop. Deze mogelijkheid maakt ingewikkelde ontwerpen voor grote 5-assige CNC-onderdelen haalbaar en betaalbaarder om te produceren.
De verborgen kosten van herstelwerkzaamheden
Elke keer dat een groot onderdeel opnieuw wordt gefixt, bestaat het risico op verkeerde uitlijning. Dit kan leiden tot afgekeurde onderdelen en kostbare herstelwerkzaamheden, vooral bij krappe toleranties.
5-assige bewerking minimaliseert dit risico. Door de meeste bewerkingen in één opspanning te voltooien, de inherente volumetrische nauwkeurigheid12 gedurende het hele proces. Onze tests tonen aan dat dit het aantal fouten aanzienlijk vermindert. Dit zorgt ervoor dat het eerste onderdeel net zo goed is als het laatste.
| Factor | Impact van minder instellingen |
|---|---|
| Arbeidskosten | Aanzienlijk verminderd |
| Doorlooptijd | Verkort |
| Onderdeel nauwkeurigheid | Verhoogd |
| Schrootpercentage | Verlaagd |
Deze consistentie is waar de werkelijke waarde ligt voor grote, waardevolle componenten.
Investeren in 5-assige bewerking voor grote onderdelen loont door het verminderen van instellingen, arbeid en risico op herstelwerkzaamheden. Deze aanpak levert hogere nauwkeurigheid en een beter totaalrendement op, waardoor het een slimmere langetermijnstrategie is voor complexe geometrieën.
Kiezen van de juiste oppervlakteafwerking voor functionele grote onderdelen
Het kiezen van de juiste oppervlakteafwerking voor grote onderdelen gaat niet alleen om het uiterlijk. Het is een kritische technische beslissing. De afwerking heeft directe invloed op prestaties, duurzaamheid en kosten.
Juiste CNC-oppervlaktebehandelingen zijn essentieel. Ze zorgen ervoor dat uw component voldoet aan de functionele oppervlaktespecificaties. Dit geldt met name voor het CNC-bewerken van grote onderdelen.
Belangrijke functionele afwerkingen
Verschillende afwerkingen dienen specifieke doelen. Een lage Ra-waarde vermindert bijvoorbeeld wrijving. Anodiseren beschermt tegen corrosie. Bead blasting creëert een uniforme matte uitstraling. Laten we hun functies bekijken.
| Type afwerking | Primaire functie | Ideale toepassing |
|---|---|---|
| RA Doel | Wrijving- en slijtagebeheersing | Passende oppervlakken, afdichtingen |
| Anodiseren | Corrosie- en slijtvastheid | Onderdelen in zware omstandigheden |
| Parelstralen | Gelijkmatige matte textuur | Vermindering van schittering, esthetiek |

Bij het specificeren van een oppervlakteafwerking definieert u de interactie van het onderdeel met zijn omgeving. Dit is meer dan alleen een cosmetische keuze; het is een kernaspect van het ontwerp voor elk groot, functioneel onderdeel. Het correct krijgen is cruciaal.
Diepere Duik: Oppervlakteafwerking en Prestaties
Begrijpen hoe CNC-oppervlaktebehandelingen werken, helpt u betere keuzes te maken. Laten we de drie veelvoorkomende opties voor grote onderdelen uiteenzetten.
RA-doel (Oppervlakteruwheid)
De RA-waarde, of gemiddelde ruwheid, meet de oppervlaktetextuur. Een lagere RA betekent een gladder oppervlak. Voor grote onderdelen met passende oppervlakken of dynamische afdichtingen is het bereiken van een specifiek RA-doel niet onderhandelbaar. Het minimaliseert wrijving en voorkomt lekkages. De studie van tribologie13 laat ons zien hoe cruciaal dit is.
Anodiseren
Dit elektrochemische proces creëert een duurzame, corrosiebestendige oxidelaag op aluminium onderdelen. Voor grote onderdelen die worden blootgesteld aan vocht of chemicaliën, is anodiseren een uitkomst. Het verbetert ook de slijtvastheid en zorgt voor elektrische isolatie. We raden het vaak aan voor grote chassis en structurele componenten.
Parelstralen
Bead blasting stuwt fijne glaskralen met hoge druk tegen een oppervlak. Dit proces creëert een uniforme, niet-directionele, matte afwerking. Het is geweldig voor het verminderen van schittering op grote panelen. Het kan ook helpen bij het verlichten van oppervlaktespanningen van het bewerkingsproces, waardoor de vermoeiingslevensduur wordt verbeterd.
| Functie | RA Doel | Anodiseren | Parelstralen |
|---|---|---|---|
| Verbetert Slijtage? | Ja | Ja | Minimaal |
| Verbetert Corrosie? | Geen | Ja (Aluminium) | Lichtelijk |
| Esthetische Controle? | Geen | Ja (Kleur) | Ja (Textuur) |
| Hoofddoel | Prestaties | Bescherming | Uniformiteit |
Het kiezen van de juiste oppervlakteafwerking voor grote onderdelen omvat het balanceren van functie, materiaal en omgeving. Deze beslissing heeft directe invloed op de levensduur en betrouwbaarheid van componenten, waardoor het een cruciale stap is in het productieproces voor onderdelen met hoge functionaliteit.
Hoe Grote CNC-onderdelen uit te lijnen binnen ±0,001” tolerantie over meters
Het bereiken van nauwkeurige toleranties bij het bewerken van grote onderdelen is een aanzienlijke uitdaging. Het vereist veel meer dan alleen een capabele CNC-machine.
Succes hangt af van een systematische aanpak. Dit omvat instelling, fixturing en in-proces meting.
Hier deel ik praktische technieken die we gebruiken. Deze methoden zorgen voor nauwkeurige uitlijning over meerdere meters.
Initiële Instelling en Fixturing
Een juiste instelling is de basis van elke precisieklus. We beginnen altijd met een stabiele en geverifieerde machinebasis.
| Stap | Actie | Doel |
|---|---|---|
| 1 | Machine Nivellering | Zorgt voor de geometrische nauwkeurigheid van de machine zelf. |
| 2 | Inrichtingsontwerp | Minimaliseert onderdeelvervorming en biedt rigide ondersteuning. |
| 3 | Initiële Uitlijning | Gebruikt lasers voor grove positionering vóór het bewerken. |
Deze initiële stappen voorkomen dat fouten zich later ophopen. Ze zijn cruciaal voor CNC-technieken met hoge nauwkeurigheid.

Geavanceerde opspanning en in-process metrologie
Voor CNC-bewerking van grote onderdelen is standaard klemming zelden voldoende. Het eigen gewicht van het onderdeel en de gereedschapsdruk kunnen vervorming veroorzaken.
We moeten deze krachten actief tegengaan om de nauwkeurigheid te behouden.
Opspanstrategieën voor stabiliteit
We gebruiken vaak modulaire opspanning met meerdere steunpunten. Deze worden zorgvuldig geplaatst om doorzakken of trillingen te voorkomen.
We staan er ook op om spanningsvrije materialen voor opspanmiddelen te gebruiken. Dit zorgt ervoor dat de opspanmiddelen zelf stabiel blijven gedurende de gehele bewerkingscyclus.
Een sleutelconcept is het bereiken van een deterministische positionering van het werkstuk. Dit is waar Kinematische koppeling14 principes ongelooflijk nuttig worden voor herhaalbare, zeer nauwkeurige positionering. Het beperkt het onderdeel perfect.
De rol van in-process metrologie
Wachten tot de bewerking voltooid is om een groot onderdeel te meten, is een enorm risico. Een enkele fout die aan het einde wordt gevonden, kan betekenen dat het hele onderdeel wordt afgekeurd.
In-process metrologie is ons antwoord op dit probleem. We integreren meettasters rechtstreeks in het CNC-programma.
| Meetinstrument | Toepassing | Voordeel |
|---|---|---|
| On-Machine Tasters | Verifieer kenmerklocaties halverwege het proces. | Corrigeer gereedschapsoffsets dynamisch. |
| Lasertrackers | Meet grote geometrieën in realtime. | Biedt live feedback over de positie van het onderdeel. |
| Thermische sensoren | Monitor temperatuurvariaties. | Maakt compensatie voor thermische uitzetting mogelijk. |
Deze CNC-techniek met hoge nauwkeurigheid stelt ons in staat om onderweg kleine aanpassingen te maken. Het is hoe we precisie-uitlijning over grote afstanden behouden, zodat het eindonderdeel voldoet aan de specificaties zonder nabewerking.
Het beheersen van krappe toleranties op grote onderdelen vereist een holistische aanpak. Succes hangt af van een stabiele opstelling, intelligente opspanning die vervorming controleert, en in-process metrologie voor realtime aanpassingen. Deze elementen werken samen om de uiteindelijke nauwkeurigheid te garanderen.
Geheim van CNC-materiaalselectie voor sterke, stabiele oversized componenten
Het kiezen van het juiste materiaal voor grote CNC-componenten is cruciaal. De verkeerde keuze leidt tot instabiliteit, falen of buitensporige kosten. Het is een balans van eigenschappen.
Laten we de grote drie vergelijken: staal, aluminium en kunststoffen. Elk heeft duidelijke voordelen voor oversized onderdelen. Uw uiteindelijke beslissing hangt volledig af van de eisen van de toepassing.
Belangrijkste materiaaleigenschappen
De materiaalkeuze voor grote CNC-componenten bepaalt de prestaties. We richten ons op drie kerngebieden.
Sterkte en stabiliteit
Staal biedt ongeëvenaarde stijfheid. Het is ideaal voor structurele frames die minimale doorbuiging vereisen. Aluminium biedt een geweldige sterkte-gewichtsverhouding. Hoogwaardige kunststoffen kunnen schokken goed absorberen.
Bewerkbaarheid
Dit beïnvloedt de productietijd en kosten. Sommige materialen zijn gemakkelijker te snijden dan andere. Efficiënte bewerking is essentieel voor CNC-bewerking van grote onderdelen.
| Materiaal | Relatieve dichtheid | Bewerkbaarheid |
|---|---|---|
| Staal | Hoog | Matig |
| Aluminium | Laag | Uitstekend |
| Kunststoffen | Zeer laag | Varieert |
Gewicht
Voor toepassingen in de lucht- en ruimtevaart of de automobielindustrie is gewicht cruciaal. Aluminium en kunststoffen bieden aanzienlijke gewichtsbesparingen ten opzichte van staal. Dit is een belangrijke factor bij materiaalkeuze.

Wanneer we overgaan op legeringen en polymeren voor grote onderdelen, worden de details nog belangrijker. Het gaat niet alleen om staal versus aluminium; het gaat om welke specifieke legering of kwaliteit.
Een Diepere Materiaalvergelijking
Bij PTSMAKE begeleiden we klanten dagelijks bij deze complexe keuzes. Het beste materiaal is niet altijd het sterkste of lichtste. Het is degene die het beste past bij de functionele eisen en het budget.
Staallegeringen
Voor maximale stabiliteit in grote armaturen of machinebases is staal vaak de beste keuze. Legeringen zoals 4140 bieden een hoge treksterkte. Hun gewicht verhoogt echter de verzend- en behandelingskosten. Het bewerken van staal is ook langzamer en veroorzaakt meer gereedschapsslijtage. Dit verhoogt de kosten van CNC-bewerking van grote onderdelen.
Aluminiumlegeringen
Legeringen zoals 6061 of 7075 zijn populaire keuzes. Het zijn uitstekende bewerkbare materialen. Hun thermische geleidbaarheid helpt warmte snel af te voeren tijdens het bewerken. Dit vermindert het risico op kromtrekken bij grote, dunne onderdelen. Een belangrijke overweging voor aluminium is de hogere thermische uitzettingscoëfficiënt in vergelijking met staal.
Technische kunststoffen
Kunststoffen zoals PEEK of Delrin bieden unieke voordelen. Ze bieden uitstekende chemische bestendigheid en zijn lichtgewicht. Voor grote onderdelen moet men echter letten op interne spanningen en potentiële kruip15 onder aanhoudende belasting. Onze interne studies tonen aan dat een juiste gloeibehandeling van het materiaal cruciaal is voor stabiliteit.
| Functie | Staal (4140) | Aluminium (6061) | Kunststof (PEEK) |
|---|---|---|---|
| Sterkte/gewicht | Goed | Uitstekend | Goed |
| Stijfheid | Uitstekend | Goed | Eerlijk |
| Kosten | Matig | Matig | Hoog |
| Corrosiebestendigheid | Slecht | Goed | Uitstekend |
Materiaalkeuze voor grote CNC-componenten is een afweging. U moet structurele behoeften, gewichtsbeperkingen en productiekosten balanceren. Staal biedt stabiliteit, aluminium biedt bewerkbaarheid en laag gewicht, terwijl kunststoffen gespecialiseerde eigenschappen bieden voor specifieke omgevingen. De optimale keuze is altijd toepassingsgericht.
De Ultieme Vergelijking: Offshore vs. Binnenlandse Inkoop Voor Grote CNC-bewerkte Onderdelen
Het kiezen van een leverancier voor grote CNC-bewerkte onderdelen is een belangrijke beslissing. Ik begrijp de aarzeling over offshore CNC-bewerking. Veel kopers maken zich zorgen over risico's.
Laten we de belangrijkste verschillen uiteenzetten. We vergelijken binnenlandse versus buitenlandse bewerkingen. Dit helpt u een weloverwogen keuze te maken.
Belangrijke Inkoopfactoren
| Factor | Binnenlandse Inkoop | Offshore Inkoop |
|---|---|---|
| Initiële kosten | Hoger | Onder |
| Communicatie | Eenvoudiger | Kan complex zijn |
| Logistiek | Rechttoe rechtaan | Vereist beheer |
Deze vergelijking zal direct ingaan op uw belangrijkste zorgen.

Bij het overwegen van grootschalige wereldwijde inkoop, is de initiële offerte niet het hele verhaal. Offshore partners, zoals wij bij PTSMAKE, bieden vaak aanzienlijke kostenbesparingen op het onderdeel zelf. U moet echter rekening houden met verzending, tarieven en mogelijk reizen voor kwaliteitscontroles.
Kosten en Levertijd
Binnenlandse leveranciers bieden snellere doorlooptijden. Er is geen zeevracht of douaneafhandeling. Dit is een duidelijk voordeel voor dringende projecten. Voor geplande productie is de langere doorlooptijd van offshore bewerking vaak beheersbaar en levert het kostenvoordelen op.
IP-bescherming en Logistiek
Intellectueel eigendom (IP) is een grote zorg. Samenwerken met een vertrouwde offshore partner met een lange geschiedenis is cruciaal. We hebben robuuste systemen om klantontwerpen te beschermen. Logistiek voor grote onderdelen is complex. Internationale verzending voegt douanepapieren toe, maar ervaren leveranciers handelen dit soepel af. Veel kopers richten zich alleen op de stukprijs, maar het is belangrijk om de Totale eigendomskosten (TCO)16 te begrijpen om de beste beslissing te nemen.
Hier is een overzicht van de afwegingen:
| Aspect | Binnenlands Voordeel | Offshore Voordeel |
|---|---|---|
| Snelheid | Snellere levering | - |
| Stukprijs | - | Doorgaans lager |
| IP-beveiliging | Sterker wettelijk kader | Vereist partneronderzoek |
| Logistiek | Eenvoudiger proces | Verzorgd door ervaren partners |
Kiezen tussen binnenlandse en offshore inkoop voor grote CNC-onderdelen brengt duidelijke afwegingen met zich mee. Het is een balans tussen initiële kosten, doorlooptijd, IP-beveiliging en logistiek. Een zorgvuldige evaluatie van alle factoren, niet alleen de prijs, is essentieel voor een succesvol project.
Ontdek Oplossingen voor CNC-bewerking van Grote Onderdelen met PTSMAKE
Versnel uw inkoopproces en verzeker missiekritiek succes - neem vandaag nog contact op met PTSMAKE voor een concurrerende offerte voor uw project voor CNC-bewerking van grote onderdelen. Ervaar precisie van de volgende generatie, responsieve service en betrouwbare kwaliteit van prototype tot productie. Stuur nu uw RFQ en maak van uitmuntendheid uw standaard!

Leer hoe geavanceerde meetwetenschap ervoor zorgt dat uw grote onderdelen voldoen aan exacte specificaties en kostbare fouten worden vermeden. ↩
Begrijp hoe individuele onderdeel toleranties kunnen accumuleren en leiden tot grote montagefouten. ↩
Ontdek de tools en technieken die worden gebruikt in industriële metingen om de kwaliteit van uw onderdeel te garanderen. ↩
Leer hoe een robuust FAI-proces uw project beschermt tegen kostbare productie fouten. ↩
Leer hoe de wetenschap van meting ervoor zorgt dat uw onderdelen elke keer weer voldoen aan de exacte specificaties. ↩
Lees meer over hoe interne spanningen het materiaalgedrag tijdens bewerking beïnvloeden. ↩
Leer hoe Just-in-Time principes uw toeleveringsketen kunnen stroomlijnen en de totale projecttijdlijnen kunnen verkorten. ↩
Leer hoe interne materiaalspanningen uw grote onderdelen kunnen beïnvloeden en hoe u deze in uw ontwerp kunt beperken. ↩
Begrijp hoe dit het volledige werkbereik van een machine in kaart brengt om positioneringsfouten te corrigeren voor superieure nauwkeurigheid. ↩
Leer hoe dit proces onderdelen creëert door nauwkeurig materiaal te verwijderen uit een massief blok. ↩
Leer hoe directionele materiaaleigenschappen uw bewerkingsresultaten en de uiteindelijke onderdeelkwaliteit kunnen beïnvloeden. ↩
Begrijp hoe deze cruciale metriek de precisie van uw grote, complexe bewerkte onderdelen garandeert. ↩
Leer hoe principes van wrijving, slijtage en smering de prestaties van uw grote bewerkte onderdelen kunnen optimaliseren. ↩
Leer hoe dit klemmingsprincipe zorgt voor perfecte, herhaalbare plaatsing van onderdelen, elke keer weer. ↩
Begrijp hoe dit materiaalgedrag de precisie van uw componenten op lange termijn kan beïnvloeden. ↩
Leer hoe u alle directe en indirecte kosten berekent die gepaard gaan met uw sourcingbeslissing. ↩






