

يواجه العديد من المهندسين صعوبة في الحصول على تشطيبات أنودية واضحة عالية الجودة ومتسقة على الأجزاء المصنوعة من الألومنيوم. تبدو العملية بسيطة، ولكن المتغيرات الدقيقة في اختيار السبائك والمعالجة المسبقة والتحكم في العملية يمكن أن تحدث فرقًا بين تشطيب لامع وقائي ونتيجة مخيبة للآمال ومتقطعة لا تفي بالمواصفات.
الأنودة الشفافة هي عملية كهروكيميائية تخلق طبقة شفافة من أكسيد الألومنيوم على أسطح الألومنيوم، مما يعزز مقاومة التآكل وصلابة السطح مع الحفاظ على المظهر الطبيعي للمعدن من خلال الأكسدة المتحكم فيها في محلول كهربائي حمضي.

يغطي هذا الدليل كل شيء بدءًا من اختيار السبائك ومتغيرات العملية وحتى مراقبة الجودة والتطبيقات العملية. ستتعلم كيفية تحديد التشطيب المناسب لمشروعك، وتجنب العيوب الشائعة، والعمل بفعالية مع مورد الأكسدة لتحقيق النتائج التي تريدها.
كيف يختلف الأكسدة الشفافة عن الأكسدة الملونة؟
عند اختيار تشطيب للأجزاء المصنوعة من الألومنيوم، يطرح سؤال شائع. ما هو الفرق الحقيقي بين الطلاء الشفاف والطلاء الملون؟
العملية الأساسية متطابقة تقريبًا. لكن الأهداف النهائية مختلفة تمامًا.
الهدف الأساسي
يهدف الطلاء الأنود الشفاف إلى حماية القطعة. فهو يعزز مقاومة التآكل مع الحفاظ على المظهر المعدني الطبيعي للألمنيوم.
يضيف الطلاء الملون عن طريق الأكسدة عنصراً بصرياً. ويستخدم الصبغة للحصول على لون معين للعلامة التجارية أو الترميز الوظيفي.
فيما يلي ملخص سريع لأغراضها الرئيسية.
| نوع الطلاء بأكسيد الألومنيوم | الهدف الأساسي | النتيجة الجمالية |
|---|---|---|
| طلاء بأكسيد شفاف | الحماية والمتانة | لمعان معدني طبيعي |
| أنودة الألوان | الحماية، الجماليات | ألوان محددة ومتسقة |
غالبًا ما يعتمد هذا الاختيار على تصميم منتجك واحتياجاته الوظيفية.

تبدأ كلتا العمليتين بنفس الخطوة الكهروكيميائية. نقوم بإنشاء طبقة أكسيد متينة ومسامية على سطح الألومنيوم. هذه الطبقة هي مفتاح خصائص الحماية التي يتمتع بها الأكسدة. يحدث الاختلاف الحقيقي مباشرة بعد تكوين هذه الطبقة.
مرحلة الصباغة: الفرق الرئيسي
مع الأكسدة الملونة، يتم غمر الجزء في حوض صبغ. المسامية طبقة أكسيد أنودي1 يمتص الصبغة. هكذا نحصل على تلك الألوان الزاهية والدائمة. يمكن التحكم في عمق اللون من خلال وقت الغمر وتركيز الصبغة.
بعد الصباغة، يتم إغلاق الجزء. هذه الخطوة الحاسمة تغلق المسام، وتحبس الصبغة بشكل دائم. مما يجعل اللون جزءًا لا يتجزأ من السطح.
مسار الأجزاء المؤكسدة الشفافة
الأجزاء المؤكسدة الشفافة تتخطى مرحلة الحمام الصبغي بالكامل. بعد تكوين طبقة الأكسيد، تنتقل مباشرة إلى مرحلة الختم. هذه العملية تختم الطبقة المسامية غير الملونة.
يوفر نفس المقاومة الممتازة للتآكل والتلف. لكنه يحافظ على المظهر الخام والمشغول للآلومنيوم. وهذا غالبًا ما يكون مطلوبًا في التصميمات الصناعية أو البسيطة.
تسلط خطوات العملية الضوء على هذا الاختلاف الوحيد، ولكن المهم.
| الخطوة رقم | عملية الأكسدة الشفافة | عملية الطلاء بالألوان |
|---|---|---|
| 1 | المعالجة المسبقة (التنظيف/الحفر) | المعالجة المسبقة (التنظيف/الحفر) |
| 2 | الأنودة (نمو طبقة الأكسيد) | الأنودة (نمو طبقة الأكسيد) |
| 3 | الشطف | الشطف |
| 4 | الختم | الصباغة |
| 5 | - | الشطف |
| 6 | - | الختم |
يؤثر الاختيار على كل من الجانب الجمالي ووقت الإنتاج.
يكمن الاختلاف الأساسي في خطوة واحدة. يعطي الأكسدة الشفافة الأولوية للحماية مع الحفاظ على المظهر الطبيعي للمعدن. تضيف الأكسدة الملونة مرحلة صباغة لدمج اللون في الطبقة السطحية قبل الختم، مما يوفر الحماية والجماليات المحددة.
ما هي سبائك الألومنيوم الأفضل للأنودة الشفافة؟
يعد اختيار سبائك الألومنيوم المناسبة أمراً بالغ الأهمية للحصول على تشطيب أنود ناجح. تؤثر عناصر السبائك بشكل مباشر على المظهر النهائي.
العناصر مثل النحاس والسيليكون هي السبب الرئيسي. يمكن أن تسبب لونًا غائمًا أو رماديًا أو مصفرًا بعد عملية الأنودة.
هذا هو السبب في أن بعض السبائك أكثر ملاءمة من غيرها.
ملاءمة السبائك للأنودة الشفافة
تعد سلسلتا 5xxx و 6xxx خيارات ممتازة. فهي تنتج طبقة أنودية شفافة وموحدة بالفعل.
ومع ذلك، فإن سلسلتي 2xxx و 7xxx تمثلان تحديًا. فمحتواهما العالي من النحاس والزنك يؤدي إلى تغير اللون.
إليك دليل سريع:
| سلسلة السبائك | عنصر السبائك الأساسي | ملاءمة الأكسدة الشفافة |
|---|---|---|
| 5xxx | المغنيسيوم (Mg) | ممتاز |
| 6xxx | المغنيسيوم (Mg) والسيليكون (Si) | ممتاز |
| 2xxx | النحاس (النحاس) | فقير / صعب |
| 7xxx | الزنك (Zn) | فقير / صعب |

نظرة أعمق على علم المعادن
يكمن الاختلاف في بنية المعدن. في عملنا في PTSMAKE، نتحقق دائمًا من مواصفات المواد أولاً. تمنع هذه الخطوة حدوث أخطاء مكلفة في وقت لاحق.
السبائك الصعبة: سلسلة 2xxx و 7xxx
السبائك التي تحتوي على نسبة عالية من النحاس (2xxx) أو الزنك (7xxx) صعبة. تشكل هذه العناصر مركبات بين الفلزات2 داخل مصفوفة الألومنيوم.
لا تتأكسد هذه الجسيمات بشكل موحد مع الألومنيوم المحيط بها. فهي إما تتأكسد بمعدل مختلف أو لا تتأكسد على الإطلاق. وينتج عن ذلك سطح غير موحد وغالبًا ما يكون مشوه اللون. على سبيل المثال، غالبًا ما يتحول لون سبيكة 2024 إلى رمادي باهت.
سبائك ممتازة: سلسلة 5xxx و 6xxx
في المقابل، تعتبر سبائك سلسلة 5xxx و 6xxx مثالية للحصول على تشطيب أنود واضح. عناصرها الأساسية، المغنيسيوم والسيليكون، أكثر قابلية للذوبان في الألومنيوم.
وهذا ينتج مادة أكثر تجانسًا. أثناء عملية الأكسدة، تنمو طبقة الأكسيد بشكل موحد، مما ينتج عنه تشطيب واضح ومتسق ووقائي. ولهذا السبب، تعتبر سبيكة 6061 خيارًا شائعًا.
| مجموعة السبائك | السلوك المعدني | نتيجة واضحة مؤكسدة |
|---|---|---|
| ممتاز (5xxx، 6xxx) | العناصر المكونة للسبائك مذابة جيدًا. | طبقة أكسيد موحدة وشفافة. |
| صعب (2xxx، 7xxx) | تشكل جزيئات معدنية غير متجانسة. | تغير اللون، أو ظهور غشاوة، أو لون رمادي. |
يعد اختيار السبائك العامل الأكثر أهمية للحصول على تشطيب أنود عالي الجودة. تسبب عناصر السبائك مثل النحاس والزنك تغير اللون، بينما توفر السلاسل 5xxx و 6xxx أفضل درجة من الوضوح والاتساق بفضل خصائصها المعدنية.
ما هي الخصائص الأساسية للطلاء المؤكسد الشفاف؟
لا يقتصر دور الطلاء المؤكسد الشفاف على الحماية فحسب، بل إنه يعزز الخصائص الأساسية للألمنيوم بشكل جذري. تنتج هذه العملية طبقة واقية من أكسيد الألمنيوم شديدة الصلابة.
هذه الطبقة ليست طلاءً؛ إنها جزء من المعدن. وهي تحسن أداء الأجزاء الوظيفية بشكل كبير.
مقاومة محسنة للتآكل
طبقة أكسيد الألومنيوم مستقرة كيميائياً. وهي تعمل كحاجز قوي. وهذا يحمي الألومنيوم الموجود تحتها من الرطوبة والملح والعناصر المسببة للتآكل الأخرى.
زيادة صلابة السطح
هذه الطبقة الجديدة صلبة للغاية أيضًا. هذه الميزة تعزز بشكل مباشر مقاومة التآكل والخدش.
| الممتلكات | ألومنيوم خام | ألومنيوم شفاف مؤكسد |
|---|---|---|
| التآكل | مقاومة منخفضة | مقاومة عالية |
| الصلابة | ناعم | صعب جداً |
| ارتدِ | عرضة للخدوش | مقاومة للتآكل |
وهذا يجعلها مثالية للأجزاء التي تتعرض للاتصال أو الاستخدام المنتظم.

السحر وراء هذه المزايا هو طبقة أكسيد الألومنيوم نفسها. يتم إنشاء هذه الطبقة من خلال عملية كهروكيميائية. وهي تنمو بشكل أساسي مباشرة من الجزء الأساسي المصنوع من الألومنيوم.
كيف تعمل طبقة الأكسيد
على عكس الطلاء، لا يمكن أن يتقشر أو يتلف. الطبقة مسامية بطبيعتها ولها بنية منظمة للغاية. بعد العملية الرئيسية، نقوم عادةً بإغلاق هذه المسام. هذه الخطوة تحافظ على الخصائص الوقائية.
في المشاريع السابقة في PTSMAKE، رأينا مدى أهمية وجود مانع تسرب مناسب. فهو يضمن أقصى مقاومة للتآكل في التطبيقات الصعبة.
يؤدي هذا الأكسدة المتحكم بها إلى تكوين سطح أكثر صلابة من الألومنيوم الأصلي. وتأتي الصلابة من كثافته البلورية., هيكل عمودي سداسي3. هذه البنية هي مفتاح متانته.
فهم قوة العزل الكهربائي
ومن المزايا الرئيسية الأخرى العزل الكهربائي. فالألمنيوم الخام موصّل ممتاز للكهرباء. لكن طبقة أكسيد الألمنيوم تعتبر عازلًا كهربائيًا ممتازًا. وهذا ما يُسمى بالقوة العازلة العالية.
| الميزة | التأثير على الأداء |
|---|---|
| طبقة متكاملة | لن يتقشر أو يتكسر |
| مسام مغلقة | يزيد من مقاومة التآكل |
| البنية البلورية | يوفر صلابة عالية ومقاومة للتآكل |
| طبيعة الأكسيد | يوفر عزلًا كهربائيًا ممتازًا |
هذه الخاصية تجعل الطلاء المؤكسد الشفاف مثالياً للأغلفة الإلكترونية. فهو يمنع حدوث قصر الدائرة الكهربائية ويحمي المكونات الداخلية الحساسة.
توفر طبقة أكسيد الألومنيوم ثلاث مزايا وظيفية. فهي توفر مقاومة استثنائية للتآكل، وصلابة فائقة للسطح لحمايته من التآكل، وعزل كهربائي موثوق، مما يعزز متانة القطعة وأدائها.
كيف يتم تحديد ومراقبة ‘وضوح’ النهاية؟
تحقيق الوضوح المثالي في التشطيب ليس محض صدفة. إنه نتيجة لخطوات يتم التحكم فيها بعناية. يعتمد المظهر النهائي بشكل كبير على سطح المادة الخام.
يبدأ الجزء بنسيج معين. فكر في النسيج المصقول أو المصقول بالفرشاة أو غير اللامع.
المعالجة المسبقة تحدد المظهر
قبل عملية الأكسدة، نقوم بإعداد السطح. يمكن للمعالجات الكيميائية إما حفر السطح للحصول على مظهر غير لامع أو تلميعه للحصول على مظهر عاكس. الاختيار هنا مهم للغاية للحصول على النتيجة النهائية للأكسدة الشفافة.
| المعالجة المسبقة | التأثير على السطح | الوضوح الناتج |
|---|---|---|
| الحفر الكيميائي | يخلق خشونة دقيقة | منتشر، غير لامع |
| تفتيح | ينعم السطح | عالي، عاكس |
هذه المرحلة الأولية تضع الأساس لكل ما سيأتي بعدها.

الوضوح الحقيقي هو نتيجة لعواملين. نقاء طبقة أكسيد الألومنيوم وملمس المعدن الموجود تحتها. الخطوة الأولى هي الحصول على ركيزة خالية من العيوب.
العلم وراء اللمعان
تؤدي عملية الأكسدة إلى تكوين طبقة أكسيد شفافة. إذا كانت هذه الطبقة نقية وموحدة، فإنها تظهر بوضوح السطح الموجود تحتها. أي شوائب أو تباينات ستؤدي إلى تعتيم السطح، مما يقلل من جاذبيته البصرية. يعتمد المظهر النهائي بشكل كبير على كيفية تفاعل الضوء مع السطح، وهو مبدأ يُعرف باسم انعكاس عاكس4.
التحكم من أجل إنهاء مثالي
في PTSMAKE، ندير كل المتغيرات. يبدأ ذلك باختيار سبائك الألومنيوم المناسبة. بعض السبائك، مثل 6063، تعطي تشطيبًا أكثر وضوحًا من غيرها، مثل تلك التي تحتوي على نسبة عالية من السيليكون.
كما أننا نتحكم بدقة في معالجة ما قبل المعالجة الكيميائية ومعلمات الأكسدة. وهذا يضمن نمو طبقة الأكسيد بشكل مثالي. تتطلب النتائج المتسقة هذا المستوى من الدقة.
| عامل التحكم | التأثير على الوضوح | نهج PTSMAKE |
|---|---|---|
| اختيار السبائك | عالية؛ بعض السبائك أكثر وضوحًا | توجيه العملاء إلى السبائك المثلى |
| إعداد السطح | عالية؛ تحدد الملمس | حمامات كيميائية يتم التحكم فيها بدقة |
| عملية الأكسدة | عالية؛ تؤثر على نقاء الأكسيد | مراقبة صارمة للمعلمات |
من خلال التحكم في هذه العوامل، نتمكن من توفير تشطيبات أنودية واضحة عالية الجودة ويمكن التنبؤ بها لعملائنا في كل مرة.
الوضوح في التشطيب هو نتيجة هندسية، وليس مصادفة. إنه محصلة من ركيزة معدة مسبقًا، ومعالجة مسبقة دقيقة، وعملية أنودة يتم التحكم فيها بشكل مثالي. المظهر النهائي هو انعكاس مباشر للعناية الدقيقة التي يتم إيلاؤها في كل مرحلة من مراحل الإنتاج.
المعيار المرجعي: فهم MIL-A-8625
عند مناقشة عملية الأكسدة الشفافة، هناك معيار واحد يعلو على كل المعايير الأخرى: MIL-A-8625.
هذه مواصفة عسكرية أمريكية. ومع ذلك، فهي المعيار العالمي الفعلي للأنودة. وهي توفر لغة واضحة ومشتركة.
للحصول على تشطيب أنود واضح، نركز على جزأين رئيسيين. هما النوع II والفئة 1. وهذا يضمن أن الجميع على نفس الصفحة.
| المواصفات | الوصف | الاستخدام الشائع |
|---|---|---|
| MIL-A-8625 | المواصفات العسكرية للطلاءات الأنودية | معيار الصناعة |
| النوع الثاني | أنودة حمض الكبريتيك | الزخرفية والحمائية |
| الفئة 1 | غير مصبوغ (لمسة نهائية طبيعية) | طلاء بأكسيد شفاف |
هذا الإطار يمنع سوء الفهم. وهو أمر بالغ الأهمية لتحقيق نتائج متسقة.

MIL-A-8625 ليس مجرد وثيقة. إنه الأساس للتواصل الواضح. إنه يزيل التخمين من العملية. عندما يحدد المهندس "مطلي بالأنود الشفاف"، فإن هذا المعيار يحدد ما يعنيه ذلك من الناحية الفنية.
وهذا يمنع حدوث أخطاء مكلفة. ويضمن أن الجزء النهائي يتطابق مع التصميم الأولي المقصود. في PTSMAKE، نعتمد على هذا المعيار يوميًا.
أنواع الطلاءات الأنودية
تحدد MIL-A-8625 عدة أنواع من الطلاء. بالنسبة للطلاء الشفاف، نركز على النوع II. يستخدم هذا النوع حمض الكبريتيك لإنشاء طبقة طلاء متوسطة السماكة. وهو مثالي لمقاومة التآكل والحصول على مظهر نظيف.
وهو يختلف عن النوع الثالث، أو الطلاء الصلب بالأنودة. النوع الثالث يخلق طبقة أكثر سمكًا وصلابة للتطبيقات عالية التآكل.
فئات الطلاءات الأنودية
يحدد المعيار أيضًا فئتين. وهنا يأتي دور كلمة "واضح".
- الفئة 1: هذا يعني أن الطلاء غير مصبوغ. سيحتفظ بالمظهر الطبيعي والواضح للطبقة الأنودية. هذه هي المواصفات الخاصة بالطلاء الأنودي الشفاف الحقيقي.
- الفئة 2: تتضمن هذه الفئة إضافة أصباغ ملونة إلى الطلاء بعد التخميل الإلكتروليتي5 العملية.
فيما يلي تحليل بسيط:
| التعيين | المعنى | النتيجة |
|---|---|---|
| MIL-A-8625 النوع II، الفئة 1 | حمض الكبريتيك، غير مصبوغ | الطلاء القياسي الشفاف المؤكسد. |
| MIL-A-8625 النوع II، الفئة 2 | حمض الكبريتيك، مصبوغ | طلاء ملون مؤكسد. |
لذا، فإن تحديد "MIL-A-8625، النوع II، الفئة 1" هو الطريقة الأكثر دقة لطلب قطعة قياسية مطلية بالأنود الشفاف. فهي لا تترك مجالاً للتفسير.
باختصار، MIL-A-8625 هو المعيار الأساسي. إن تحديد النوع II للعملية والفئة 1 للطلاء النهائي يضمن طلاء أنود عالي الجودة وغير مصبوغ. هذه الدقة أمر بالغ الأهمية للحصول على نتائج تصنيع يمكن التنبؤ بها، وهو مبدأ نتبعه بدقة في PTSMAKE.
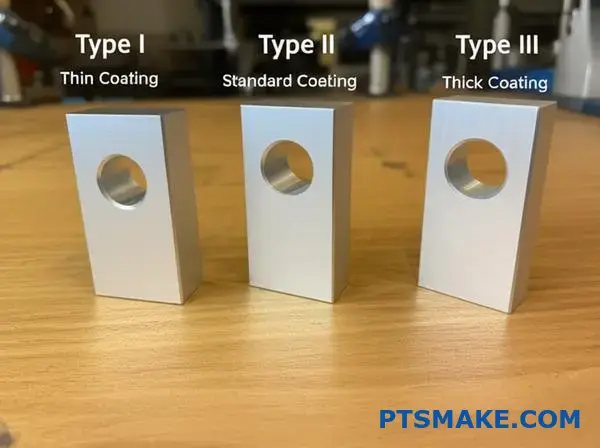
ما هي الأنواع الرئيسية لعمليات الأكسدة الشفافة؟
عندما نتحدث عن الأكسدة الشفافة، فإنها ليست عملية واحدة تناسب الجميع. يحدد المعيار الصناعي MIL-A-8625 الأنواع الرئيسية. يمكن لكل منها إنتاج تشطيب شفاف أو شبه شفاف.
ومع ذلك، فإن خصائصها وأفضل استخداماتها تختلف بشكل كبير. اختيار النوع المناسب أمر بالغ الأهمية لأداء الجزء الخاص بك.
دعونا نلقي نظرة على الأنواع الأساسية التي يمكن أن تؤدي إلى مطلي بالأنود الشفاف طلاء.
| نوع الطلاء بأكسيد الألومنيوم | الاسم الشائع | الميزة الرئيسية |
|---|---|---|
| النوع الأول | أنودة حمض الكروميك | أرق فيلم، يحافظ على مقاومة التعب |
| النوع الثاني | أنودة حمض الكبريتيك | زخرفة قياسية، مقاومة جيدة للتآكل |
| النوع الثالث | طلاء بأكسيد الصلب | أسمك فيلم، أقصى صلابة |
فهم الاختلافات هو المفتاح لاتخاذ القرار الصحيح لمشروعك. في PTSMAKE، نوجه عملائنا يوميًا خلال عملية الاختيار هذه. يتعلق الأمر بتحقيق التوازن بين الجماليات والمتطلبات الوظيفية.
النوع الثاني: الخيار القياسي
النوع الثاني، أو أنودة حمض الكبريتيك، هو العملية الأكثر شيوعًا للزخرفة. مطلي بالأنود الشفاف الإنهاء. ينتج عنه طبقة أكسيد مسامية توفر مقاومة جيدة للتآكل. وهو مثالي للأجهزة الإلكترونية الاستهلاكية والمكونات المعمارية.
النوع الثالث: الخيار المتين
النوع الثالث، أو الطلاء الصلب المؤكسد، يعطي الأولوية للوظيفة على الشكل. على الرغم من أنه غالبًا ما يكون مصبوغًا باللون الأسود، إلا أن لونه الطبيعي هو لون شفاف أو رمادي أو برونزي. يعتمد اللون على سبائك الألومنيوم وسماكة الطلاء. ميزته الرئيسية هي الصلابة الشديدة ومقاومة التآكل. وهذا يجعله مثاليًا للأجزاء الصناعية عالية التآكل.
النوع الأول: اختيار المتخصص
النوع الأول، أو أنودة حمض الكروميك، ينتج أرق طبقة أنودية. وهذا أمر بالغ الأهمية للأجزاء ذات التفاوتات الدقيقة وفي التطبيقات الفضائية. وله تأثير ضئيل على مقاومة المواد للتعب. تستخدم العملية طريقة مختلفة المحلول الإلكتروليتي6 مقارنة بالنوعين الثاني والثالث.
فيما يلي مقارنة سريعة استنادًا إلى خبرتنا في المشاريع:
| الميزة | النوع الأول (حمض الكروميك) | النوع الثاني (حمض الكبريتيك) | النوع III (معطف صلب) |
|---|---|---|---|
| السُمك النموذجي | 0.00005" - 0.0001" | 0.0002" - 0.001" | 0.001" - 0.004" |
| الاستخدام الأساسي | الفضاء الجوي، قطع غيار دقيقة | زخرفي، للاستخدام العام | مكونات عالية التآكل |
| المظهر | شفاف إلى رمادي | واضح | شفاف، رمادي، أو برونزي |
يعتمد اختيار عملية الأكسدة الشفافة المناسبة — النوع I أو II أو III — بشكل كامل على احتياجات التطبيق الخاص بك، بدءًا من المظهر الجمالي وحتى المقاومة الشديدة للتآكل. يوفر كل نوع توازنًا فريدًا من الخصائص لضمان أداء الجزء الخاص بك على النحو المطلوب.
كيف تؤثر سلاسل السبائك المختلفة على المظهر النهائي؟
اختيار سبائك الألومنيوم المناسبة أمر بالغ الأهمية. وهذا ينطبق بشكل خاص على مطلي بالأنود الشفاف الانتهاء. يخبرك رقم السلسلة بما تم مزجه. هذه الإضافات تغير المظهر النهائي.
الفاصل بين الوضوح والغموض
بعض السبائك تعطي لمسة نهائية لامعة ونقية. بينما تبدو بعضها الآخر مصفرة أو رمادية. هذا الاختلاف أساسي في اختيارك للتصميم.
| مجموعة السبائك | المظهر النموذجي للأكسدة |
|---|---|
| 1xxx، 3xxx، 5xxx، 6xxx | ساطعة وواضحة |
| 2xxx، 7xxx | مصفر، رمادي، أقل وضوحًا |
فهم هذا الانقسام الأساسي هو الخطوة الأولى. فهو يساعد في إدارة التوقعات بشأن مظهر المنتج النهائي.

الفرق يكمن في الكيمياء. تتفاعل عناصر السبائك بشكل فريد أثناء عملية الأكسدة. وهذا ما يخلق الاختلافات البصرية.
سبائك مثالية للأنودة الشفافة
تعد سلسلة 6xxx، وخاصة 6061 و6063، خيارًا شائعًا. في PTSMAKE، غالبًا ما نوصي بها للأجزاء التجميلية. ينتج عن محتواها من المغنيسيوم والسيليكون تشطيب متناسق ولامع.
وبالمثل، فإن سلسلة 5xxx (المغنيسيوم) وسلسلة 3xxx (المنغنيز) تتأكسد بشكل جيد للغاية. أما سلسلة 1xxx، فهي عبارة عن ألومنيوم نقي تقريبًا، وتوفر أفضل تشطيب ممكن.
السبائك التي تشكل تحديات
أما سلسلتا 2xxx و 7xxx فهما قصة أخرى. فهما من السبائك عالية القوة. وغالبًا ما تستخدمان في الأجزاء الهيكلية التي لا يهم فيها المظهر.
يمكن أن يتسبب النحاس الموجود في سبائك سلسلة 2xxx في ظهور لون مائل إلى الأصفر أو حتى البني بعد عملية الأنودة. أما الزنك الموجود في سبائك سلسلة 7xxx فيميل إلى إعطاء مظهر رمادي أو أحيانًا أصفر باهت. تشكل هذه العناصر مجهرية مركبات بين الفلزات7 التي لا تتأكسد بشكل موحد.
فيما يلي تفصيل أكثر دقة بناءً على خبرتنا في هذا المشروع.
| سلسلة السبائك | عنصر السبائك الأساسي | شائع مطلي بالأنود الشفاف النتيجة | أفضل حالة استخدام للمظهر |
|---|---|---|---|
| 1xxx | لا يوجد (99%+Al) | واضح للغاية، مشرق | أسطح زخرفية عاكسة |
| 3xxx | المنغنيز (Mn) | وضوح جيد جدًا، ساطع | للأغراض العامة، أواني الطهي |
| 5xxx | المغنيسيوم (Mg) | وضوح ممتاز، ساطع | أجزاء بحرية ومعمارية |
| 6xxx | المغنيسيوم (Mg) والسيليكون (Si) | وضوح ممتاز، ساطع | البثق، الأجزاء التجميلية |
| 2xxx | النحاس (النحاس) | لون مائل إلى الأصفر/البني، عكر | لا يستخدم في الطلاءات الشفافة التجميلية |
| 7xxx | الزنك (Zn) | لون رمادي/أصفر، عكر | لا يستخدم في الطلاءات الشفافة التجميلية |
لهذا السبب نناقش دائمًا الاستخدام النهائي مع عملائنا. فهذا يضمن أن المواد المختارة تلبي الاحتياجات الميكانيكية والجمالية على حد سواء.
اختيار السبائك غير قابل للتفاوض من حيث المظهر. للحصول على مظهر لامع،, مطلي بالأنود الشفاف اللمسة النهائية، استخدم سلسلة 1xxx أو 3xxx أو 5xxx أو 6xxx. سلسلة 2xxx و7xxx قوية ولكنها ستعطي نتيجة ملونة وأقل وضوحًا.
كيف يتم تصنيف عيوب الأكسدة الشائعة؟
لحل المشكلات بفعالية، نقوم بتصنيف العيوب إلى فئات. وهذا يساعدنا على تحديد السبب الجذري بسرعة. كما أنه يساعدنا على تجنب التخمين ويوفر الوقت.
فهم هذه المجموعات أمر أساسي. فهو يبسط عملية التشخيص لأي جزء مطلي بالأنود. الفئات الرئيسية تتعلق بالعملية والمعالجة والمواد نفسها.
فئات العيوب الرئيسية
| الفئة | أمثلة شائعة |
|---|---|
| متعلق بالعملية | احتراق، طلاء ناعم، تنقر |
| المتعلقة بالتعامل | الخدوش، علامات الخدوش، بصمات الأصابع |
| المتعلقة بالمواد | خطوط، تغير اللون، خطوط عرضية |
تصنيف العيوب يبسط عملية مراقبة الجودة لدينا. في PTSMAKE، نستخدم هذا الإطار لضمان أن كل جزء يفي بالمواصفات. إنه نهج عملي لعملية معقدة.
العيوب المتعلقة بالعملية
تنشأ هذه المشكلات أثناء دورة الأكسدة نفسها. عادةً ما تكون العوامل مثل درجة الحرارة غير الصحيحة أو كثافة التيار أو تركيزات المواد الكيميائية هي السبب في ذلك. على سبيل المثال، يمكن أن يؤدي التيار الزائد إلى "حرق" الجزء، مما يؤدي إلى ظهور سطح داكن وخشن.
العيوب المتعلقة بالمناولة
تحدث هذه العيوب قبل أو بعد عملية الأكسدة. ومن الأمثلة الشائعة على ذلك الخدوش الناتجة عن التخزين غير السليم أو علامات الرفوف الظاهرة. ورغم أن بعض علامات الرفوف لا يمكن تجنبها، فإن موضعها أمر بالغ الأهمية ويتم التخطيط له مسبقًا مع العميل.
العيوب المتعلقة بالمواد
يمكن أن تتسبب سبائك الألومنيوم الخام أيضًا في ظهور عيوب. يمكن أن تظهر مشكلات مثل خطوط البثق أو الاختلافات في تكوين السبائك بعد عملية الأكسدة. بعض الشوائب في المعدن، مثل الجسيمات بين الفلزية8, ، يمكن أن يتسبب في حدوث ثقوب أو فراغات صغيرة. ولهذا السبب فإن اختيار المواد أمر بالغ الأهمية منذ البداية.
| أصل العيب | السبب الرئيسي | دليل تشخيصي |
|---|---|---|
| العملية | معلمات الخزان غير صحيحة | العيب موحد أو منتظم في جميع الدفعات |
| المناولة | الاتصال الجسدي | علامات عشوائية غير متكررة مثل الخدوش |
| المواد | تركيب السبائك/الشوائب | يتبع اتجاه الحبيبات أو البثق |
يعد تصنيف العيوب إلى فئات متعلقة بالعملية والمعالجة والمواد أمرًا بالغ الأهمية. فهو يوفر خارطة طريق منطقية لاستكشاف الأخطاء وإصلاحها، مما يضمن حلولًا أسرع وأكثر دقة لتحقيق تشطيب أنود مثالي وواضح. يقلل هذا النهج المنهجي من النفايات ويحسن الاتساق في كل مشروع.
ما هي مقاييس الأداء الرئيسية لهذا الإنجاز؟
اللمسة النهائية هي أكثر من مجرد سطح جميل. تكمن قيمتها الحقيقية في أدائها. يجب أن نعتمد على البيانات الموضوعية، وليس فقط على المظهر.
توفر المقاييس الرئيسية تلك البيانات. فهي تخبرنا عن مدى صمود الطلاء في العالم الواقعي. وهذا أمر بالغ الأهمية لضمان الموثوقية.
السمات الأساسية للجودة
نحن نركز على أربعة مجالات رئيسية. يتم قياس كل مجال من خلال اختبارات محددة وفقًا لمعايير الصناعة. وهذا يضمن الحصول على نتائج متسقة وموثوقة لكل جزء.
| متري | اختبار مشترك | الغرض |
|---|---|---|
| السُمك | تيار دوامي/ميكرومتر | يضمن الحماية المناسبة |
| التآكل | رذاذ الملح (ASTM B117) | يتنبأ بالعمر الافتراضي في البيئات القاسية |
| التآكل | اختبار تابر | قياس مقاومة التآكل |
| الختم | اختبار بقع الصبغة | يتحقق من سلامة الطلاء |

من الضروري فهم هذه المقاييس بالتفصيل. فهي تساعدك على تحديد ما تحتاجه بالضبط لتطبيقك. دعنا نحلل أهمية كل اختبار.
سمك الطلاء (ميكرون أو مل)
السماكة هي عملية توازن. إذا كانت رقيقة جدًا، فإن القطعة تفتقر إلى الحماية. إذا كانت سميكة جدًا، فإنها قد تصبح هشة أو تغير أبعاد القطعة المهمة. بالنسبة لـ مطلي بالأنود الشفاف جزء، السماكة الدقيقة تضمن ملاءمته تمامًا في التجميع.
مقاومة التآكل (ساعات رش الملح)
اختبار رش الملح (ASTM B117) هو اختبار تسريع للتآكل. وهو يحاكي سنوات من التعرض لظروف بيئية قاسية في غضون بضع مئات من الساعات فقط. استنادًا إلى اختباراتنا، فإن تحديد الساعات المطلوبة أمر بالغ الأهمية للأجزاء المستخدمة في الهواء الطلق أو في بيئات تآكلية.
مقاومة التآكل (اختبار تابر)
يقيس هذا الاختبار المتانة ضد التآكل والاحتكاك. تدور عجلة كاشطة مزودة بوزن على السطح. نحسب الدورات حتى يتم كشف الركيزة. هذه البيانات مهمة لفهم الخصائص القبلية9 للطلاء النهائي، خاصة للأجزاء المتحركة.
| معلمة الاختبار | الوصف |
|---|---|
| حمل الاختبار | الوزن (بالجرام) المطبق على العجلات الكاشطة. |
| نوع العجلة | العجلة الكاشطة المحددة المستخدمة (على سبيل المثال، CS-10، H-18). |
| الدورات | عدد الدورات قبل الفشل أو التقييم. |
جودة الختم (اختبار بقع الصبغة)
الطلاءات المؤكسدة مسامية. الإغلاق يحكم إغلاق هذه المسام. اختبار بقعة الصبغة يكشف عن أي عيوب في الإغلاق. الإغلاق السيئ يجعل الجزء عرضة للتآكل، بغض النظر عن سماكة الطلاء.
تحول هذه المقاييس التقييم الذاتي للجودة إلى بيانات موضوعية وقابلة للتحقق. وهذا يضمن أن المكونات النهائية تعمل بالضبط كما تم تصميمها، مما يوفر الموثوقية والعمر الطويل للمنتج النهائي.
ما هي المتغيرات التي تتحكم في مظهر السطح غير اللامع مقابل السطح اللامع؟
المظهر النهائي للجزء المؤكسد ليس من قبيل الصدفة. إنه نتيجة لسلسلة من الخيارات المدروسة. يمكننا تقسيم هذه الخيارات إلى فئتين رئيسيتين.
أولاً، تلعب المادة نفسها دوراً كبيراً. ثانياً، العمليات الكيميائية التي نطبقها لا تقل أهمية.
خصائص الركيزة
تعتبر الحالة الأولية للألمنيوم أساسية. تحدد السبيكة وتشطيب سطحها الأولي الشكل النهائي.
خيارات العملية
تحدد الطريقة التي نعالج بها المادة كيميائياً النتيجة النهائية. تعتبر عمليات الحفر والتلميع خطوات أساسية تحدد الملمس النهائي واللمعان.
| العامل | يساهم في ماتي | يساهم في الإشراق |
|---|---|---|
| الركيزة | تشطيب أولي خشن | تشطيب أولي ناعم |
| العملية | حفر قلوي طويل | غمس كيميائي لتفتيح البشرة |

دعونا نتعمق أكثر في كيفية عمل هذه المتغيرات. لتحقيق اللمعة المثالية أو النهاية اللامعة، يجب التحكم في كل من المادة والعملية.
الركيزة: نقطة البداية
اختيار السبائك
تتفاعل سبائك الألومنيوم المختلفة بشكل مختلف. على سبيل المثال، تميل سبيكة 6061 إلى إنتاج تشطيب أقل لمعانًا من سبيكة سلسلة 5xxx بعد عملية الأكسدة. ويرجع ذلك إلى محتواها من السيليكون.
تشطيب السطح الأولي
الجزء الذي يتم صقله ميكانيكياً قبل أي معالجة كيميائية سيؤدي بطبيعة الحال إلى الحصول على تشطيب أكثر لمعاناً. على العكس من ذلك، فإن السطح الذي يتم صقله بالخرز سيؤدي إلى مظهر غير لامع. الملمس الأولي هو المفتاح. وهذا ينطبق بشكل خاص على التشطيب المؤكسد الشفاف.
العملية: اللمسة الكيميائية
طريقة تحضير السطح قبل عملية الأكسدة أمر بالغ الأهمية. يمكن أن يؤدي استخدام الحمام الكيميائي المناسب إلى تغيير شكل السطح تمامًا.
يعد الحفر القلوي خطوة أساسية. فكلما طالت مدة الحفر، زادت انتشار الضوء على السطح، مما ينتج عنه مظهر غير لامع. تعمل هذه العملية على إزالة المواد بشكل دقيق لخلق خشونة دقيقة.
للحصول على لمعة لامعة، غالبًا ما نستخدم مادة كيميائية محددة لتلميع السطح. تعمل هذه العملية على تنعيم السطح على المستوى المجهري. كلما كان السطح أكثر نعومة، زادت انعكاس عاكس10, ، والتي تراها أعيننا على أنها مشرقة أو شبيهة بالمرآة.
| خطوة العملية | التأثير على السطح | النتيجة البصرية |
|---|---|---|
| حفر طويل | يزيد من الخشونة الدقيقة | ماتي |
| حفر قصير | الحد الأدنى من التغيير | يحافظ على اللمعة الأولية |
| غمضة مشرقة | يقلل من الخشونة الدقيقة | لامع / شبيه بالمرآة |
| لا غمس | لا يوجد تلميع كيميائي | يعتمد على الركيزة |
في مشاريعنا في PTSMAKE، نوازن بعناية بين هذه المتغيرات. نحن نعمل مع العملاء لمطابقة السبائك والعمليات مع المظهر الجمالي الذي يرغبون فيه، مما يضمن نتائج متسقة من النموذج الأولي إلى الإنتاج.
إن الحصول على لمسة نهائية مطفية أو لامعة معينة ليس بالأمر السحري. إنه نتيجة محسوبة للتحكم في خصائص المواد الخام والعمليات الكيميائية المطبقة، بدءًا من الملمس الأولي للسطح وحتى مدة الحفر القلوي واستخدام عمليات التلميع.
كيف تختار المعالجات المسبقة للحصول على النتيجة المرجوة؟
اختيار المعالجة المسبقة المناسبة ليس مجرد خطوة أولية. إنه الأساس الذي تقوم عليه اللمسة النهائية. يؤثر الاختيار بشكل مباشر على الشكل الجمالي والوظيفة. هدفك النهائي هو الذي يحدد المسار.
لإطلالة مشرقة ورائعة
إذا كنت بحاجة إلى سطح لامع يشبه المرآة، فإن التلميع الكيميائي هو الطريقة المحددة. تعمل هذه العملية على تنعيم السطح على المستوى المجهري، مما يزيد من انعكاسيته.
للحصول على لمسة نهائية ساتانية غير لامعة
للحصول على مظهر موحد وغير عاكس، يعتبر الحفر القلوي مثالياً. فهذا يخلق مظهراً ناعماً وسلساً يخفي العيوب الطفيفة في السطح بشكل فعال.
عندما تكون التفاصيل مهمة
إذا كان الحفاظ على الحواف الحادة والتفاصيل المعقدة الناتجة عن المعالجة الآلية أمرًا بالغ الأهمية، فمن الأفضل إجراء حفر خفيف أو تنظيف بسيط. وهذا يتجنب إزالة المواد الزائدة.
| اللمسة النهائية المرغوبة | العلاج المسبق الموصى به |
|---|---|
| مشرق، عاكس | تفتيح كيميائي |
| زي موحد، ساتان غير لامع | الحفر القلوي |
| التفاصيل المحفوظة | تنظيف / حفر خفيف |

نظرة أعمق على منهجية اتخاذ القرار
اتخاذ القرار الصحيح لا يقتصر على الجانب الجمالي فحسب. يجب أن تأخذ في الاعتبار مادة القطعة وتطبيقها النهائي والتفاوتات في الأبعاد. على سبيل المثال، يوفر الحفر القوي لمسة نهائية غير لامعة رائعة ولكنه يزيل بعض المواد. وقد يمثل ذلك مشكلة بالنسبة للقطع ذات التفاوتات الدقيقة.
في PTSMAKE، نوجه العملاء خلال هذه العملية. نبدأ بالنتائج المرجوة ونعمل بشكل عكسي. وهذا يضمن أن المعالجة المسبقة تعزز الجزء، بدلاً من المساس بتصميمه. الهدف هو تحقيق التوازن بين الجاذبية البصرية والمتطلبات الوظيفية.
على سبيل المثال، جزء يتطلب متانة مطلي بالأنود الشفاف قد يخضع السطح النهائي لعملية حفر محددة لضمان التصاق الطلاء بشكل مثالي ومظهر جمالي متناسق. هذه العملية تتطلب توازناً دقيقاً. يؤدي تفاعل المحلول الكيميائي مع سطح المعدن إلى نوع معين من انتشار الضوء أو انعكاس عاكس11, ، وتحديد شكله النهائي.
| العامل | لمسة نهائية لامعة | لمسة نهائية غير لامعة | الحفاظ على التفاصيل |
|---|---|---|---|
| الهدف الأساسي | انعكاسية عالية | انعكاس ضوء منخفض، توحيد | الحفاظ على التفاوتات |
| الطريقة الشائعة | تبييض كيميائي | الحفر القلوي | تنظيف خفيف / إزالة الأكسدة |
| المخاطر | يمكن أن يكشف العيوب | إزالة المواد الطفيفة | لا يجوز إخفاء العيوب |
اختيار المعالجة المسبقة هو قرار استراتيجي. فهو يوازن بين الهدف البصري ووظيفة القطعة. إن مواءمة التشطيب — سواء كان لامعًا أو غير لامع أو مفصلًا — مع الطريقة الصحيحة أمر بالغ الأهمية لتحقيق نتيجة ناجحة.
كيف يمكن إجراء اختبار غير متلف لسمك الطلاء؟
استخدام مقياس التيار الدوامي أمر بسيط. وهو المعيار الصناعي لقياس الطلاءات غير الموصلة. ويشمل ذلك الطلاءات مثل الطلاء أو الطبقة المؤكسدة الشفافة على المعدن غير الحديدي.
إليك كيف نقوم بذلك في PTSMAKE.
الخطوة 1: المعايرة
أولاً، نقوم بمعايرة المقياس. وهذا يضمن دقة قراءاتنا منذ البداية. ونستخدم لهذا الغرض جزءاً غير مطلي أو معايير معتمدة.
الخطوة 2: القياس
بعد ذلك، نضع المسبار على السطح. يجب أن يكون ثابتًا ومتعامدًا. هذا الإجراء البسيط يمنع الحصول على نتائج منحرفة.
الخطوة 3: حساب المتوسط
أخيرًا، نقوم بأخذ قراءات متعددة. نقيس عدة نقاط رئيسية ثم نحسب متوسط النتائج للحصول على قيمة سماكة نهائية موثوقة.
| الخطوة | الإجراء | الغرض |
|---|---|---|
| 1 | معايرة المقياس | ضمان الدقة |
| 2 | ضع المسبار بشكل صحيح | الحصول على قراءة حقيقية |
| 3 | متوسط القراءات | احصل على سمك إجمالي موثوق به |

أهمية الدقة في كل خطوة
الحصول على قياس موثوق لا يقتصر فقط على وضع مسبار على السطح. فكل خطوة مهمة للغاية بالنسبة لمراقبة الجودة. وينطبق هذا بشكل خاص على الأجزاء ذات التفاوتات الدقيقة حيث كل ميكرون مهم.
لماذا المعايرة غير قابلة للتفاوض
تحدد المعايرة الأساس الدقيق للدقة. في PTSMAKE، نقوم دائمًا بالمعايرة على نفس الركيزة التي يتم اختبار القطعة عليها. قد تختلف قراءة المقياس الذي تمت معايرته على سبيكة ألومنيوم معينة عن قراءته على سبيكة أخرى. يمكن أن تؤثر درجة الحرارة أيضًا على القراءات، لذلك نقوم بتكييف القطع والمقاييس.
تعتمد هذه العملية على مبدأ الحث الكهرومغناطيسي12. يولد المسبار مجالًا مغناطيسيًا متغيرًا. وهذا يؤدي إلى توليد تيارات دوامة في الركيزة المعدنية. تؤثر سماكة الطلاء على قوة هذه التيارات، والتي يقيسها المقياس.
إتقان وضع المجس
طريقة وضع المسبار مهمة للغاية. على الأسطح المنحنية، قد تكون هناك حاجة إلى محول خاص لضمان الثبات. كما يجب تجنب القياس بالقرب من الحافة. فقد يؤدي ذلك إلى تشويه المجال المغناطيسي وإعطاء قراءات خاطئة.
| الخطأ الشائع | العواقب | أفضل الممارسات |
|---|---|---|
| مسبار مائل | قراءة منخفضة غير دقيقة | ضعه بثبات وبشكل عمودي |
| قياس الحافة | قراءة غير دقيقة للارتفاع/الانخفاض | ابق على بعد عدة مليمترات من الحواف |
| سطح خشن | قراءات غير مستقرة | متوسط النقاط المتعددة من مسافة قريبة |
أسباب حساب المتوسط
قد تكون القراءة الواحدة مضللة. قد توجد اختلافات طفيفة في الطلاء المؤكسد على السطح. من خلال إجراء عدة قياسات على مناطق مهمة وحساب متوسطها، نحصل على تمثيل حقيقي لسمك الطبقة الإجمالي، مما يضمن مطابقة الجزء للمواصفات.
يتطلب استخدام مقياس التيار الدوامي معايرة دقيقة ووضع المسبار بدقة وحساب متوسط القراءات المتعددة. يضمن اتباع هذه الخطوات قياسًا دقيقًا وغير متلف لسمك الفيلم، وهو أمر بالغ الأهمية لضمان الجودة في التصنيع وتلبية مواصفات العملاء.
كيف يمكنك تقدير تكلفة عملية الأنودة بدقة؟
دعونا نكشف النقاب عن تكلفة عملية الأكسدة. إنها ليست فنًا سريًا. إنها صيغة عملية تستند إلى عوامل واضحة وملموسة. يمكننا تبسيطها للحصول على تقدير دقيق.
عوامل التكلفة الأساسية
يتم تحديد السعر بشكل أساسي بناءً على عاملين رئيسيين. وهما وقت المعالجة ومساحة سطح القطعة. فكر في الأمر على أنه مثل طلاء جدار.
تكلفة طلاء الجدران الكبيرة أعلى. فطبقة الطلاء السميكة تتطلب وقتًا ومواد أكثر. يعمل الأكسدة على مبدأ مشابه جدًا.
الصيغة الأساسية
فيما يلي طريقة بسيطة لتصور التكلفة:
| العامل | الوصف | التأثير على التكلفة |
|---|---|---|
| مساحة السطح | المساحة الإجمالية للجزء المراد طلاؤه. | أعلى |
| الوقت في الخزان | مدة بقاء القطعة في حوض الطلاء بالأنودة. | أعلى |
| المناولة | تعقيد عملية تثبيت القطعة بشكل آمن. | أعلى |
يساعدك هذا الإطار البسيط على فهم أي عرض أسعار تتلقاه.
لنجعل هذه الصيغة أكثر عملية. التفاصيل داخل هذه العوامل هي التي تحدد بالفعل السعر النهائي الذي ستدفعه مقابل المكونات.
حساب مساحة السطح
بالنسبة للأشكال البسيطة مثل الكتل أو الألواح، فإن الأمر سهل. ما عليك سوى استخدام الهندسة الأساسية. بالنسبة للأجزاء الأكثر تعقيدًا، فإن برنامج CAD الخاص بك هو أفضل أداة. يمكنه حساب المساحة الكلية للسطح بنقرة واحدة. قم دائمًا بتزويد المورد بهذا الرقم للحصول على عرض أسعار دقيق.
سمك ووقت عملية الأكسدة
تؤثر سماكة الطلاء المطلوبة بشكل مباشر على مدة بقاء الخزان. كلما كان الطلاء أكثر سمكًا ومتانة مطلي بالأنود الشفاف يتطلب التشطيب غمرًا أطول. وهذا يستهلك المزيد من الكهرباء والمواد الكيميائية، مما يزيد التكلفة الإجمالية. العلاقة بين التيار والوقت وترسب الطلاء تحكمها قوانين فاراداي للتحليل الكهربائي13.
تأثير التخزين والمناولة
غالبًا ما يكون هذا عاملًا خفيًا في زيادة التكلفة. يجب تثبيت الأجزاء بإحكام على الرفوف لضمان طلاء متساوٍ وتلامس كهربائي. قد يكون من الصعب جدًا وضع الأشكال المعقدة على الرفوف.
تؤدي هذه الصعوبة إلى زيادة تكاليف العمالة المباشرة. والأهم من ذلك، أن سوء الترتيب يمكن أن يؤدي إلى ظهور علامات التلامس أو عيوب أخرى في الجودة.
فيما يلي فكرة عامة عن كيفية تأثير التعقيد على التكلفة:
| تعقيد التخزين | مثال على ذلك | مضاعف التكلفة |
|---|---|---|
| بسيطة | ألواح مسطحة، كتل صلبة | 1.0x |
| معتدل | الأجزاء التي تحتوي على بعض الثقوب أو المنحنيات | 1.2x – 1.5x |
| مجمع | هندسة معقدة، تجاويف عميقة | 1.5x – 2.0x+ |
في عملنا في PTSMAKE، غالبًا ما نصمم رفوفًا مخصصة للمشاريع المعقدة لضمان الجودة وتحسين التكاليف.
لتقدير تكاليف عملية الأنودة، ركز على ثلاثة متغيرات رئيسية. احسب المساحة الإجمالية للسطح، وضع في اعتبارك الوقت اللازم للحصول على السماكة المطلوبة، وقم بتقييم مدى تعقيد التعامل مع القطعة عند وضعها على الرفوف. هذه العوامل هي المحركات الرئيسية للسعر النهائي.
ما هي أفضل الممارسات للحفاظ على الأسطح المؤكسدة؟
صيانة الألمنيوم المؤكسد أمر بسيط للغاية. لا تحتاج إلى مواد كيميائية قوية أو فرك قوي. المفتاح هو التنظيف اللطيف والمنتظم.
يحافظ هذا النهج على الطبقة الأنودية الواقية. ويضمن الحفاظ على مظهر الأجزاء ووظيفتها لسنوات عديدة. العناية المناسبة تمنع الاستبدال المكلف في المستقبل. نحن نقدم دائمًا هذه الإرشادات للأجزاء التي ننتجها.
النهج اللطيف
ابدأ دائمًا بأقل طريقة تنظيف قوة. عادةً ما يكفي محلول بسيط من الصابون المعتدل والماء لإزالة معظم الأوساخ والغبار.
الاتساق هو المفتاح
التنظيف المنتظم يمنع تراكم الملوثات. وهذا يجعل كل عملية تنظيف أسهل وأكثر فعالية. كما أنه يحمي سلامة السطح على المدى الطويل.

يؤدي عملية الأكسدة إلى تكوين طبقة أكسيد صلبة ومسامية. على الرغم من متانة هذه الطبقة، إلا أنها عرضة للتأثر ببعض المواد الكيميائية. يمكن أن تؤدي المنظفات القوية إلى إزالة هذا الطلاء الواقي.
يمكن أن يؤدي هذا التلف إلى تغير اللون والتآكل. بمجرد تلف الطبقة الأنودية، يتعرض الألومنيوم الموجود تحتها للتلف. غالبًا ما يكون التلف غير قابل للإصلاح دون إعادة طلاء الجزء بالكامل بالأنود.
فهم التأثير الكيميائي
فكر في الطبقة الأنودية على أنها درع. الأحماض القوية والقلويات تشبه المطارق بالنسبة لهذا الدرع. فهي تهاجم أكسيد الألومنيوم كيميائياً وتذوبه. وهذا هو السبب في أن مقياس الأس الهيدروجيني14 منظفك مهم جدًا. درجة الحموضة المحايدة هي الأكثر أمانًا.
في PTSMAKE، نركز على العناية بعد الإنتاج. مصنوع بشكل جميل و مطلي بالأنود الشفاف يستحق هذا الجزء صيانة مناسبة. فهو يضمن أن يعكس التشطيب معايير الجودة الخاصة بنا طوال فترة خدمته.
| المنظفات الموصى بها | المنظفات التي يجب تجنبها |
|---|---|
| صابون أو منظف معتدل | المساحيق الكاشطة أو الفوط الكاشطة |
| ماء (يفضل أن يكون مقطرًا) | منظفات تحتوي على أحماض قوية (درجة حموضة منخفضة) |
| مذيبات مثل الكيروسين أو التربنتين | منظفات تحتوي على قلويات قوية (درجة حموضة عالية) |
| قطعة قماش ناعمة أو إسفنجة | الصوف الفولاذي أو الفرشاة الخشنة الأخرى |
يساعد هذا المخطط البسيط عملائنا على تجنب الأخطاء الشائعة. اتباع هذه القواعد يحمي استثماراتهم ويضمن الأداء على المدى الطويل.
صيانة الأسطح المؤكسدة أمر سهل. استخدم صابونًا معتدلًا وماءً للتنظيف المنتظم. تجنب استخدام المواد الكيميائية الكاشطة أو شديدة الحموضة أو القلوية. ستحافظ هذه الروتين البسيط للعناية على الطبقة الواقية، مما يضمن المتانة واللمسة النهائية الدائمة لمكوناتك.
كيف يمكن إصلاح سطح مؤكسد تالف بشكل فعال؟
يعتقد الكثير من الناس أنه يمكنك ببساطة "ترميم" سطح مؤكسد تالف. هذا اعتقاد خاطئ شائع. الإصلاح الحقيقي هو ترميم كامل، وليس طلاء سريع.
الحل الوحيد الحقيقي
الطريقة الصحيحة الوحيدة لإصلاح الضرر هي البدء من الصفر. وهذا يتطلب إزالة الطبقة القديمة بالكامل. ثم نقوم بإعادة طلاء السطح قبل إعادة طلاء الجزء بالكامل.
أسطورة الإصلاح مقابل الواقع
| أسطورة | الواقع |
|---|---|
| أقلام الترميم تعمل. | إنها تغطي الأضرار فقط، ولا تقوم بإصلاحها. |
| إنها حل سريع. | إنها عملية دقيقة تتكون من عدة خطوات. |
| الإصلاحات الجزئية مقبولة. | وهذا يؤدي إلى نتيجة غير متساوية وضعيفة. |
تضمن هذه العملية الكاملة الحصول على تشطيب موحد ومتين.

إصلاح سطح مؤكسد هو عملية أكثر تعقيدًا مما يبدو. لا يمكن للدهانات البسيطة أن تترابط كيميائيًا مع أكسيد الألومنيوم. وهذا يؤدي إلى إصلاح ضعيف ومؤقت سوف يتقشر بسرعة.
الخطوة 1: إزالة المواد الكيميائية
أولاً، يتم غمر الجزء في حمام كيميائي. تمت صياغة هذا المحلول لإذابة الأجزاء التالفة. طبقة أنودية15 دون الإضرار بالركيزة الأساسية المصنوعة من الألومنيوم. هذه الخطوة مهمة للغاية لإنشاء أساس نظيف للطلاء الجديد.
الخطوة 2: إعادة صقل السطح
بعد إزالة الطلاء، نقوم بفحص الألومنيوم المكشوف. إذا كانت هناك خدوش أو شقوق عميقة، فيجب إزالتها ميكانيكياً. قد يتطلب ذلك صنفرة خفيفة أو تلميع أو سفع بالخرز لاستعادة سطح أملس وموحد. من الضروري أن يكون السطح مناسباً.
الخطوة 3: إعادة طلاء الجزء بالكامل بالأنود
أخيرًا، يخضع الجزء لعملية الأكسدة الكاملة مرة أخرى. وهذا يضمن أن تكون الطبقة الواقية الجديدة متسقة على كامل السطح. وهذا أمر حيوي للحماية والجماليات على حد سواء، خاصة بالنسبة لـ مطلي بالأنود الشفاف الإنجاز حيث يكون التوحيد أمراً بالغ الأهمية.
| خطوة العملية | الغرض | الاعتبارات الرئيسية |
|---|---|---|
| شريط كيميائي | إزالة الطبقة القديمة المؤكسدة | استخدم المواد الكيميائية الصحيحة لتجنب إتلاف الألومنيوم |
| إعادة طلاء السطح | إزالة العيوب الجسدية | يجب أن يتطابق مع نسيج السطح الأصلي |
| إعادة الطلاء بالأنود | تطبيق طبقة واقية جديدة | يضمن سماكة ومظهرًا موحدين |
في PTSMAKE، هذه هي الطريقة الوحيدة التي نثق بها للحصول على نتيجة خالية من العيوب وكأنها جديدة.
إصلاح السطح المؤكسد بشكل فعال ليس مجرد عملية ترميم بسيطة. بل يتطلب عملية كاملة من ثلاث خطوات: إزالة الطبقة القديمة كيميائيًا، وإعادة طلاء المعدن الأساسي، ثم إعادة أكسدة الجزء بالكامل لضمان الحصول على تشطيب متين وموحد تمامًا.
لماذا تم اختيار الطلاء الأنود الشفاف لأغلفة الأجهزة الإلكترونية الاستهلاكية؟
لننظر إلى شيء مألوف: جهاز كمبيوتر محمول فاخر. لماذا يبدو غلافه المعدني جميلاً للغاية ونظيفاً للغاية؟ الجواب هو غالباً عملية الأكسدة الواضحة.
هذا التشطيب ليس فقط من أجل المظهر. إنه خيار هندسي ذكي. فهو يحافظ على اللمعان المعدني الطبيعي للألمنيوم. ولكنه يضيف طبقة واقية متينة. يجمع هذا الخيار بين الأناقة والقوة الواقعية.
التوازن المثالي بين الشكل والوظيفة
قرار استخدام طلاء أنود مطلي باللون الشفاف جاء نتيجة موازنة بين احتياجات متعددة. يريد المصممون مظهرًا أنيقًا وعصريًا. أما المهندسون فيحتاجون إلى أن يكون متينًا وعمليًا.
| الميزة | ألومنيوم خام | ألومنيوم شفاف مؤكسد |
|---|---|---|
| انظر | باهت، عرضة للبقع | معدني لامع وعالي الجودة |
| تحسس | ناعم، يسهل خدشه | سطح صلب وناعم |
| الاتساق | يمكن أن يختلف | موحد ونظيف |
هذه العملية توفر أفضل ما في العالمين.
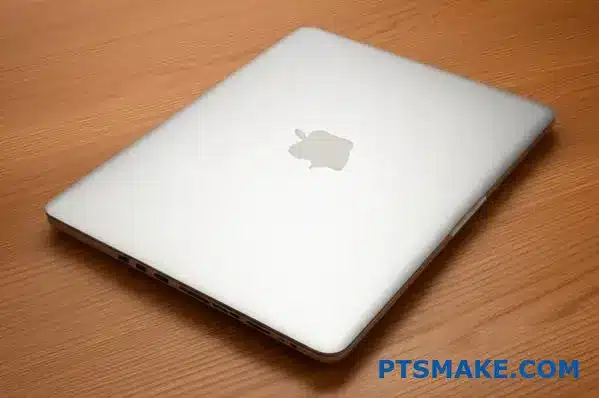
فكر مرة أخرى في ذلك الكمبيوتر المحمول. الهيكل المصنوع من الألومنيوم يجعله خفيف الوزن للغاية ويساعد على تبديد الحرارة. لكن الألومنيوم الخام ناعم، ويتعرض للخدش بسهولة، ويوصل الكهرباء. وهنا يأتي دور عملية الطلاء بالأنودة الشفافة.
تنتج هذه العملية طبقة صلبة من أكسيد الألومنيوم تشبه السيراميك على السطح. هذه الطبقة مدمجة في المعدن، وليست مجرد طبقة مطلية على السطح. لذلك، لن تتقشر أو تتلف مثل الطلاء.
المتانة تلتقي بالسلامة الكهربائية
تحسن هذه الطبقة الصلبة مقاومة الخدش بشكل كبير. في الاختبارات التي أجريناها في PTSMAKE، لاحظنا أنها تتحمل التآكل اليومي بشكل أفضل بكثير من الألومنيوم غير المعالج. فهي تحافظ على مظهر الجهاز جديدًا لفترة أطول.
ومن المزايا الهامة الأخرى العزل الكهربائي. طبقة أكسيد الألومنيوم هي عازل كهربائي ممتاز. فهي تشكل طبقة خارجية غير موصلة للكهرباء.
هذا يمنع حدوث قصر في الدائرة الكهربائية إذا لامست الأسلاك الداخلية الغلاف. كما أنه يحمي المستخدم. المواد عالية الجودة قوة العزل الكهربائي16 هي ميزة أمان أساسية، خاصة في التصميمات الإلكترونية المدمجة.
| الممتلكات | فوائد للإلكترونيات |
|---|---|
| مقاومة الخدش | يحافظ على مظهره الفاخر مع مرور الوقت |
| خفيف الوزن | يحسن قابلية النقل وتجربة المستخدم |
| غير موصلة | يمنع حدوث قصر كهربائي ويضمن السلامة |
هذا المزيج من القوة الخفيفة والمتانة والسلامة الكهربائية يجعل الألومنيوم المؤكسد الشفاف الخيار الأفضل. إنه قرار يستند إلى الأداء وتجربة المستخدم، وهو أمر نوليه الأولوية في المكونات التي نصنعها.
يوفر الطلاء الأنود الشفاف ثلاث ميزات مثالية للأجهزة الإلكترونية: ملمس فاخر، ومتانة عالية ضد الخدوش، وسطح غير موصل للكهرباء لضمان السلامة. وهذا يجعله الخيار المثالي للأغلفة المصنوعة من الألومنيوم خفيف الوزن، حيث يجمع بين الجماليات والحماية الوظيفية الأساسية للمكونات الداخلية.
حدد أفضل تشطيب أنود للهندسة المعمارية الخارجية.
يعد اختيار التشطيب المناسب للألمنيوم المعماري الخارجي أمرًا بالغ الأهمية. فأنت بحاجة إلى حل يتحمل أشعة الشمس والمطر وتغيرات درجات الحرارة لعقود من الزمن. والهدف هو تحقيق أقصى قدر من المتانة.
إذن، ما هو الخيار الأفضل؟ عليك إعطاء الأولوية للاستقرار ضد الأشعة فوق البنفسجية ومقاومة التآكل قبل أي شيء آخر. قد لا يكون التشطيب القياسي بالأنودة كافياً.
استنادًا إلى خبرتنا في مشروع PTSMAKE، هناك مجموعة محددة من العوامل التي توفر أفضل أداء على المدى الطويل. سنقوم بتفصيل هذه المواصفات لك.

دعونا نلخص ذلك في مواصفات واضحة. بالنسبة لأي تطبيق معماري خارجي، نوصي باستخدام تشطيب يتوافق مع معيار MIL-A-8625. على وجه التحديد، نقترح النوع II، الفئة 1.
النوع الثاني يستخدم حمض الكبريتيك، مما يخلق طبقة واقية قوية. الفئة 1 تعني أنه غير مصبوغ. هذا هو ما يُعرف عمومًا باسم مطلي بالأنود الشفاف اللمسة النهائية. نظرًا لعدم وجود أصباغ عضوية، فلا يوجد ما يتلاشى تحت التعرض للأشعة فوق البنفسجية القاسية. وهذه ميزة كبيرة.
ومع ذلك، فإن السر الحقيقي لطول العمر هو السماكة. قد يكون الطلاء القياسي بالأنودة رقيقًا جدًا. نوصي باستخدام طلاء بسماكة تتراوح بين 18 و25 ميكرون. وهذا يتوافق مع معيار AAMA 611 للاستخدام المعماري. هذا الطلاء الأكثر سماكة أكسيد الألومنيوم المسامي17 توفر الطبقة حماية فائقة ضد التآكل والتآكل.
أخيرًا، تعتبر عملية الإغلاق أمرًا بالغ الأهمية. حيث يتم إغلاق المسام تمامًا عن طريق إجراء إغلاق عالي الجودة من خطوتين، غالبًا ما يتضمن إغلاقًا بالماء الساخن يتبعه إغلاق كيميائي، مما يضمن إغلاق المسام تمامًا ومنع أي تدخل بيئي.
| المواصفات | التوصية | السبب |
|---|---|---|
| قياسي | MIL-A-8625 | يضمن الجودة والاتساق. |
| النوع | النوع الثاني | مقاومة ممتازة للتآكل. |
| الفئة | الفئة 1 (مؤكسد شفاف) | ثبات فائق للأشعة فوق البنفسجية، لا يتلاشى. |
| السُمك | 18-25 ميكرون | يتوافق مع معيار AAMA 611 من حيث المتانة. |
| الختم | خطوتان عاليتا الجودة | يوفر أقصى حماية ضد التآكل. |
بالنسبة للأجزاء المعمارية الخارجية، فإن الخيار الأمثل هو MIL-A-8625 من النوع II، الفئة 1 (مطلي بالأنود الشفاف). تأكد من سمك 18-25 ميكرون وختم من خطوتين لتحقيق أقصى قدر من الاستقرار ضد الأشعة فوق البنفسجية ومقاومة التآكل، مما يضمن الأداء على المدى الطويل.
هل يمكن تكييف عملية الأنودة الشفافة لتطبيقات الزرع الطبي؟
استخدام الطلاء الأنود الشفاف في الغرسات الطبية هو مفهوم متقدم. وهو ليس ممارسة معتادة. وذلك لأن متطلبات الأجهزة الطبية عالية للغاية. فالجسم البشري بيئة حساسة.
النقاء هو كل شيء
يجب أن تكون المواد الكيميائية المستخدمة في العملية نقية تمامًا. أي تلوث قد يتسبب في رد فعل سلبي لدى المريض. وهذا يتطلب ضوابط صارمة على العملية.
طبقة الأكسيد
يجب أن تكون الطبقة المؤكسدة مثالية أيضًا. لا يجب أن تحتوي على أي شقوق أو عيوب. فقد تصبح هذه العيوب مواقع للتآكل أو نمو البكتيريا.
| المواد | التحدي الرئيسي للزرع | الاستخدام الطبي النموذجي |
|---|---|---|
| ألومنيوم | الترشيح الأيوني المحتمل | الأجهزة الخارجية، العلب |
| تيتانيوم | المعيار المعمول به | الغرسات الداخلية والمفاصل |

استكشاف الألومنيوم المؤكسد الشفاف للاستخدام في الغرسات يوسع الحدود. التحدي الأساسي هو ضمان السلامة التامة للمريض. وهذا يتجاوز مجرد مقاومة التآكل. الشواغل الرئيسية هي نقاء المادة وسلامة السطح النهائي.
التوافق الحيوي والإحكام
طبقة أكسيد الألومنيوم عادة ما تكون خاملة. لكن مواد الإغلاق المستخدمة لإغلاق المسام يمكن أن تشكل مشكلة. العديد من مواد الإغلاق الشائعة ليست آمنة للاستخدام الداخلي. التوافق الحيوي18 هو العامل الأكثر أهمية. يجب أن نثبت أن السطح النهائي لن يضر الأنسجة البشرية.
التباين مع أنودة التيتانيوم
التيتانيوم هو المعيار الصناعي المستخدم في الغرسات. ومن المعروف أن طبقة أكسيده، التي غالباً ما يتم إنتاجها من خلال عملية أنودة من النوع الثاني، تتميز بدرجة عالية من التوافق الحيوي والاستقرار. وعلى عكس أنودة الألومنيوم، لا تتطلب هذه العملية عادةً خطوة إحكام منفصلة، مما يزيل أحد المصادر الرئيسية للتلوث المحتمل.
في PTSMAKE، نحن نفهم التحكم في العمليات. بالنسبة لأي تطبيق عالي المواصفات، يتم توثيق كل خطوة بدءًا من الحصول على المواد الكيميائية وحتى الفحص النهائي والتحقق منها.
| الميزة | ألومنيوم شفاف مؤكسد | التيتانيوم من النوع الثاني المطلي بالأنود |
|---|---|---|
| المادة الأساسية | سبائك الألومنيوم | سبائك التيتانيوم (على سبيل المثال، Ti-6Al-4V) |
| خطوة الختم | مطلوب عادةً | غير مطلوب |
| التوافق الحيوي | مشكوك فيه (يعتمد على مادة السد) | ممتاز، راسخ |
| التحدي الأساسي | إثبات سلامة مانع التسرب والطبقة | اتساق العملية |
يعد تكييف عملية الأكسدة الشفافة للزراعات الطبية تحديًا كبيرًا. تتطلب هذه العملية نقاءً مطلقًا وسطحًا خاليًا من العيوب ومتوافقًا بيولوجيًا، وهو ما يمثل عقبة كبيرة مقارنة بسلامة عملية أكسدة التيتانيوم.
كيف يمكن جعل عملية الأكسدة أكثر استدامة؟
يتطلب تجاوز الامتثال الأساسي الابتكار. يمكننا تقليل الأثر البيئي لعملية الأكسدة بشكل كبير.
وهذا يعني كيمياء أكثر ذكاءً وكفاءة في استخدام الطاقة وإدارة أفضل للموارد. دعونا نلقي نظرة على بعض الإجراءات الرئيسية التي يمكننا اتخاذها.
المجالات الرئيسية للابتكار المستدام
يوضح الجدول أدناه بعض التغييرات ذات التأثير الكبير. هذه التغييرات تدفعنا نحو تصنيع أكثر صداقة للبيئة.
| المنطقة | الطريقة التقليدية | حل مستدام |
|---|---|---|
| إزالة الأكسدة | الكروم سداسي التكافؤ | مزيلات الأكسدة غير الكروم |
| الختم | بخار عالي الحرارة | أختام متوسطة الحرارة |
| الشطف | خزانات ثابتة | الشطف بالرش/الشطف المعاكس |
| استخدام الأحماض | التخلص | الاستعادة وإعادة التدوير |

اعتماد كيمياء أكثر ذكاءً
مزيلات الأكسدة غير الكروم
الكروم سداسي التكافؤ مادة مسرطنة معروفة. التحول إلى بدائل غير الكروم أمر حيوي للسلامة والبيئة. هذه الصيغ الحديثة تعمل بشكل جيد دون عبء تنظيمي ثقيل. هذا التغيير يحمي الناس والكوكب على حد سواء.
تعزيز كفاءة الطاقة والمياه
الختم بدرجة حرارة متوسطة
غالبًا ما يستخدم الختم التقليدي الماء المغلي. وهذا يستهلك كمية هائلة من الطاقة. في عملنا في PTSMAKE، وجدنا أن الأختام ذات درجة الحرارة المتوسطة فعالة للغاية.
تعمل في درجات حرارة منخفضة، مما يقلل من تكاليف الطاقة. تعمل بشكل استثنائي مع التشطيبات مثل الألومنيوم المؤكسد الشفاف، وتحافظ على الجودة مع توفير الموارد.
تقنيات الشطف المتقدمة
يمكننا استخدام الرش أو الشطف المعاكس لتقليل استهلاك المياه بشكل كبير. هذا التغيير البسيط يقلل من مياه الصرف الصحي. كما أنه يقلل من تكلفة ومعقدة معالجة المياه.
إغلاق الحلقة مع أنظمة الاسترداد
الاستثمار في استعادة الأحماض هو عامل تغيير قواعد اللعبة. تقنيات مثل غسيل الكلى بالانتشار19 تسمح لنا باستعادة الأحماض وإعادة استخدامها من العملية. تقلل هذه الممارسة من النفايات الكيميائية وتخفض تكاليف الشراء. إنها تحول بشكل فعال مجرى النفايات إلى مورد قيم للمنشأة.
من خلال استخدام مواد إزالة الأكسدة غير الكرومية، وموانع التسرب الموفرة للطاقة، وعمليات الشطف الفعالة، واستعادة الأحماض، نحقق عملية مستدامة بالفعل. وهذا يمثل مكسبًا للبيئة وسلامة العمال وكفاءة التشغيل.
كيفية طلاء الأجزاء بالأنودة من أجل النقش بالليزر لاحقًا؟
يعد الجمع بين عملية الأكسدة والقطع بالليزر خيارًا شائعًا. تتطلب هذه العملية تخطيطًا دقيقًا للحصول على أفضل النتائج. يعمل الليزر عن طريق إزالة الطبقة المؤكسدة. وهذا يكشف عن الألومنيوم الخام الموجود تحتها.
دور سماكة الطلاء
يعد سمك الطبقة المؤكسدة عاملاً أساسياً. فهو يؤثر بشكل مباشر على المظهر النهائي. فكلما زاد سمك الطبقة، زاد التباين. وينطبق ذلك على كل من الطلاءات المؤكسدة الملونة والشفافة.
| السماكة (ميكرون) | نتيجة النقش | التوصية |
|---|---|---|
| < 8 | تباين ضعيف، خطر التلف | غير موصى به |
| 10 – 15 | تباين جيد، خطوط واضحة | النطاق المثالي |
| > 18 | تباين عميق، نقش أبطأ | للاحتياجات الخاصة |
القيام بذلك بشكل صحيح يمنع تلف الجزء نفسه. ويضمن الحصول على علامة حادة وعالية التباين.

دمج عملية الأكسدة والحفر
تتم عملية النقش بالليزر على الألومنيوم من خلال عملية الاستئصال. حيث تعمل طاقة الليزر على تبخير الطبقة المطلية بالأنود. مما يكشف عن الألومنيوم المعدني اللامع. ويؤدي التباين بين الاثنين إلى ظهور علامة دائمة.
إنه توازن دقيق. يجب معايرة قوة الليزر وسرعته. وذلك لإزالة الطلاء فقط. إذا كان الطلاء رقيقًا جدًا، يمكن أن يتلف الليزر الألومنيوم بسهولة. الركيزة20.
لماذا السماكة مهمة
في المشاريع السابقة في PTSMAKE، وجدنا أن الطلاء الرقيق يؤدي إلى مشاكل. يمكن أن يؤدي الليزر إلى صهر أو إتلاف الألومنيوم الموجود أسفله. وهذا يؤدي إلى تشطيب غير احترافي وغير مرتب. كما أنه يضر بسلامة القطعة.
سمك كافٍ، نوصي بأن يكون أكثر من 10 ميكرون، يعمل كحاجز وقائي. وهو يسمح بإزالة اللون أو الطبقة المؤكسدة الشفافة بشكل نظيف. وهذا ينتج علامة واضحة وجذابة بصريًا.
تحقيق تباين عالٍ
كما أن السماكة تحدد العمق البصري للنقش.
| الميزة | طلاء أنود رقيق (<10 ميكرومتر) | طلاء أنود سميك (>10 ميكرومتر) |
|---|---|---|
| التباين | منخفضة إلى متوسطة | عالية وحادة |
| مخاطر الركيزة | عالية | منخفضة |
| نافذة العملية | ضيق | عريض |
| الجمالية | مغسول | نقي وجريء |
لهذا السبب، فإن تحديد سماكة الطلاء المناسبة ليس مجرد اقتراح. بل هو مطلب أساسي للحصول على نتائج نقش ليزر عالية الجودة.
يعمل النقش بالليزر عن طريق إزالة الطبقة المؤكسدة. لتحقيق تباين عالٍ وحماية الجزء المصنوع من الألومنيوم، من الضروري تحديد سماكة طلاء مؤكسد تزيد عن 10 ميكرون. وهذا يضمن الحصول على نتيجة نظيفة واحترافية دون الإضرار بالركيزة.
ارتقِ بمشاريعك المطلية بالأنود الشفاف بفضل خبرة PTSMAKE
هل أنت مستعد للحصول على تشطيبات أنودية شفافة وخالية من العيوب لأجزاءك الدقيقة؟ اتصل بـ PTSMAKE للحصول على عرض أسعار سريع وتنافسي واكتشف لماذا يثق بنا كبار المهندسين والمصنعين. استمتع بوضوح استثنائي وموثوقية مثبتة وتميز حقيقي في التصنيع — من النموذج الأولي إلى الإنتاج. أرسل استفسارك اليوم!

اكتشف علم المواد الكامن وراء بنية سطح الألومنيوم الوقائي والمسامي. ↩
انقر لفهم كيف تؤثر هذه الجزيئات المجهرية على مظهر وأداء منتجك النهائي. ↩
استكشف البنية المجهرية للطبقة المؤكسدة وتأثيرها على أداء المواد. ↩
افهم هذا المبدأ البصري لتحديد النهاية الدقيقة التي يحتاجها مشروعك بشكل أفضل. ↩
استكشف هذه العملية الكهروكيميائية لفهم كيفية تكوّن طبقة الأكسيد الواقية على أسطح الألومنيوم. ↩
تعرف على كيفية تأثير تركيبة هذا المحلول بشكل مباشر على الخصائص النهائية للطلاء الأنودي. ↩
تعرف على كيفية تأثير هذه البنى المجهرية على قوة المواد وتشطيب السطح. ↩
افهم كيف يمكن أن تؤثر هذه العناصر المعدنية المجهرية على تشطيب المنتج النهائي. ↩
تعرف على كيفية توقع دراسات الاحتكاك السطحي والتآكل والتشحيم المتانة الفعلية وعمر الأجزاء. ↩
افهم علم انعكاس الضوء لتحديد النهاية السطحية المطلوبة بشكل أفضل. ↩
فهم كيفية تأثير انعكاس الضوء على تشطيب السطح والجودة المتصورة. ↩
انقر لفهم المبادئ الفيزيائية الأساسية وراء طريقة عمل مقاييس التيار الدوامي. ↩
اطلع على العلم الذي يربط الكهرباء بسماكة الطلاء من أجل التحكم الدقيق في العملية. ↩
تعرف على كيفية تأثير مستويات الحموضة والقلوية بشكل مباشر على متانة الأجزاء المؤكسدة. ↩
تعرف على المزيد حول هذه الطبقة الواقية المهمة وكيف تتشكل لحماية الأجزاء الخاصة بك. ↩
تعرف على أهمية هذه الخاصية في ضمان السلامة الكهربائية لأجهزتك الإلكترونية. ↩
فهم البنية المجهرية للطبقة المؤكسدة وأهميتها للأداء والإحكام. ↩
تعرف على العوامل التي تجعل المادة آمنة للتلامس المباشر مع الأنسجة البشرية والأنظمة البيولوجية. ↩
تعرف على كيفية استعادة الحمض من خلال عملية الترشيح الغشائي، مما يقلل من النفايات وتكاليف المواد الخام في عملياتك. ↩
تعرف على كيفية تأثير خصائص المادة الأساسية على نجاح معالجات الأسطح. ↩






