

يواجه العديد من المصنعين صعوبات في التعامل مع تشطيبات الألومنيوم المؤكسد باللون الأسود التي تتلاشى أو تبدو غير متناسقة أو لا تفي بمواصفاتها الدقيقة. ربما تكون قد واجهت الإحباط عند استلام قطع غيار ذات ألوان غير متناسقة أو متانة رديئة أو تشطيبات لا تتوافق مع تصميمك المقصود.
الألمنيوم المؤكسد باللون الأسود هو عملية كهروكيميائية تحول سطح المعدن إلى طبقة أكسيد متينة ومقاومة للتآكل ومصبوغة باللون الأسود بشكل دائم، مما يوفر صلابة وعمرًا أطول مقارنة بالطلاء أو الطلاء بالمسحوق.

للحصول على اللون الأسود المؤكسد المناسب، يجب فهم العديد من المتغيرات - من اختيار السبائك إلى كيمياء الصبغ إلى طرق المعالجة المسبقة. يغطي هذا الدليل التفاصيل الفنية المهمة لمشروعك القادم، مما يساعدك على تحديد ما تحتاجه بالضبط والتواصل بفعالية مع شريكك في التصنيع.
ما هي سبائك الألومنيوم الأفضل للحصول على تشطيب أسود غامق؟
تحقيق تشطيب أسود حقيقي وعميق على الألومنيوم هو هدف مشترك. ومع ذلك، فإن السبائك المحددة التي تختارها هي العامل الأكثر أهمية. فهي تؤثر بشكل مباشر على جودة واتساق اللون النهائي.
بعض السبائك تكون أكثر قابلية للتأكسد من غيرها. الاختيار الصحيح يضمن مظهرًا أسود موحدًا وغنيًا لأجزاءك.
مقارنة سريعة بين السبائك
فيما يلي دليل سريع. يوضح الدليل سلسلة السبائك الأفضل للحصول على تشطيب أسود غامق.
| سلسلة السبائك | ملاءمة اللون الأسود الغامق |
|---|---|
| 5xxx، 6xxx، 7xxx | ممتاز |
| 2xxx، 3xxx | ضعيف إلى مقبول |
هذه خطوة أولى حاسمة في تصميم الأجزاء التي تتطلب تشطيبًا عالي الجودة من الألومنيوم المؤكسد باللون الأسود.

لماذا تعتبر عناصر السبائك مهمة
يكمن سر الحصول على تشطيب أنود أسود مثالي في كيمياء السبائك. فالعناصر المخلوطة مع الألومنيوم هي التي تحدد النتيجة. لا يتعلق الأمر بالعملية فحسب، بل بالبدء بالمواد المناسبة.
مشكلة سلسلة 2xxx و 3xxx
تحتوي السبائك من سلسلة 2xxx على مستويات عالية من النحاس. وبالمثل، تحتوي سلسلة 3xxx على نسبة عالية من المنغنيز. أثناء عملية الأنودة، يمكن أن تسبب هذه العناصر مشاكل.
يمكن أن تشكل هذه العناصر الجسيمات بين الفلزية1 التي لا تخضع لعملية أنودة بشكل صحيح. وغالبًا ما ينتج عن ذلك مظهرًا قذرًا أو غير متساوٍ أو غائمًا بدلاً من اللون الأسود الحقيقي والعميق. في PTSMAKE، غالبًا ما ننصح العملاء بتجنب استخدام هذه المواد في التشطيبات التجميلية باللون الأسود.
تفوق سلسلة 5xxx و 6xxx و 7xxx
هذه السلسلة هي الخيار الأفضل للألمنيوم المؤكسد باللون الأسود. عناصر السبائك الأساسية فيها هي المغنيسيوم (5xxx) والمغنيسيوم والسيليكون (6xxx) أو الزنك والمغنيسيوم (7xxx).
تخلق هذه العناصر طبقة أكسيد أنودي أكثر اتساقًا ومسامية. تمتص هذه البنية الصبغة السوداء بسهولة وبشكل متساوٍ. والنتيجة هي طبقة نهائية سوداء متسقة وغنية ومتينة تلبي المعايير التجميلية العالية.
| سلسلة السبائك | العناصر المكونة للسبائك الأساسية | نتيجة عملية الأكسدة (أسود) |
|---|---|---|
| 2xxx | النحاس (النحاس) | غالبًا ما ينتج عنه تشطيب غير متناسق وغير لائق. |
| 3xxx | المنغنيز (Mn) | قد تبدو رمادية أو غير متساوية. |
| 5xxx | المغنيسيوم (Mg) | طلاء أسود جيد ومتناسق. |
| 6xxx | المغنيسيوم (Mg) والسيليكون (Si) | ممتاز، أسود غامق. خيار ممتاز. |
| 7xxx | الزنك (Zn) والمغنيسيوم (Mg) | ممتاز، لون أسود غامق للغاية. |
للحصول على تشطيب أسود خالٍ من العيوب، فإن اختيار السبائك أمر بالغ الأهمية. تعد سلاسل 5xxx و 6xxx و 7xxx مثالية بسبب عناصر السبائك التي تشكل طبقة أكسيد موحدة. تضمن هذه البنية امتصاصًا عميقًا ومتسقًا للصبغة السوداء، على عكس سلاسل 2xxx و 3xxx التي تنطوي على مشاكل.
كيف يغير الأكسدة خصائص سطح الألومنيوم؟
الأنودة هي أكثر بكثير من مجرد معالجة لونية. فهي تعيد هندسة سطح الألومنيوم بشكل جذري. تنتج هذه العملية طبقة أكسيد صلبة واقية. هذا السطح الجديد هو جزء لا يتجزأ من القطعة.
تزيد هذه الطبقة من المتانة بشكل كبير. فهي ليست طبقة طلاء يمكن أن تتشقق أو تتقشر. إنها عملية أكسدة محكومة تعزز القوة الطبيعية للمعدن.
التحسينات الرئيسية للممتلكات
التحول كبير. نرى تحسينات كبيرة في عدة مجالات رئيسية من الأداء.
| الممتلكات | ألومنيوم خام | ألومنيوم مؤكسد |
|---|---|---|
| الصلابة | ناعم، يسهل خدشه | مقاربات الفولاذ المقوى |
| التآكل | عرضة للأكسدة | مقاومة عالية |
| التآكل | يتآكل بسرعة | مقاومة ممتازة للتآكل |
ما وراء الأساسيات: تحسينات وظيفية
تكمن الفوائد الوظيفية في المكان الذي يبرز فيه الأكسدة الحقيقية للمهندسين. زيادة صلابة السطح هي ميزة أساسية. هذا الفيلم الأنودي صلب للغاية. يوفر حماية قوية ضد الخدوش والتآكل.
في المشاريع السابقة في PTSMAKE، كان هذا الأمر بالغ الأهمية. بالنسبة للمكونات في التجميعات الميكانيكية عالية التآكل، تعمل هذه الصلابة الإضافية على إطالة عمر المنتج بشكل كبير.
التآكل والخصائص الكهربائية
كما تم تحسين مقاومة التآكل بشكل كبير. الحاجز غير المسامي الناتج عن عملية الأكسدة يحمي الألومنيوم الأساسي من العوامل البيئية. وهذا يمنع الصدأ والتلف بمرور الوقت. جزء مثل غلاف الأجهزة الإلكترونية الخارجية، غالبًا ما يوصف بأنه ألومنيوم أسود مؤكسد2, ، يعتمد على هذه الحماية.
تغيير آخر مهم هو العزل الكهربائي. طبقة أكسيد الألومنيوم هي موصّل كهربائي ضعيف. هذه الخاصية مهمة جدًا للأغلفة الإلكترونية. فهي تمنع حدوث قصر في الدائرة الكهربائية وتحمي المكونات الحساسة. بناءً على اختباراتنا، فإن قدرة الطبقة على العزل موثوقة.
| الميزة | فوائد للمهندسين |
|---|---|
| زيادة الصلابة | يحمي من الخدوش والانبعاجات |
| مقاومة التآكل | يطيل عمر الأجزاء في التجميعات المتحركة |
| العزل الكهربائي | يمنع حدوث قصر الدائرة الكهربائية في العلب |
| تشطيب متناسق | يضمن مظهرًا عالي الجودة |
يؤدي عملية الأكسدة الكهربائية إلى تغيير جذري في سطح الألومنيوم، حيث تخلق طبقة صلبة ومقاومة للتآكل. توفر هذه العملية مزايا وظيفية مهمة مثل مقاومة التآكل والعزل الكهربائي، مما يجعلها مثالية للتطبيقات الهندسية الصعبة التي تتجاوز مجرد الجانب الجمالي.
ما هي أنواع الأصباغ السوداء الشائعة المستخدمة؟
عند اختيار صبغة سوداء، ننظر عمومًا إلى نوعين رئيسيين: العضوية وغير العضوية. تختلف تركيبتهما الكيميائية تمامًا. ويؤثر هذا الاختلاف بشكل كبير على الأداء.
اتخاذ القرار الصحيح أمر بالغ الأهمية. فهو يضمن أن الأجزاء النهائية تفي بالمواصفات المطلوبة من حيث المظهر والمتانة على المدى الطويل.
الأصباغ العضوية مقابل الأصباغ غير العضوية
تستند الأصباغ العضوية إلى مركبات الكربون. أما الأصباغ غير العضوية فتُصنع من أملاح المعادن. ويُوجه هذا التمييز الأساسي عملية اختيارنا لمشاريع العملاء.
| نوع الصبغة | القاعدة الأولية |
|---|---|
| عضوي | مركبات الكربون |
| غير عضوي | أملاح معدنية |
فهم هذه الأساسيات يساعدنا في اختيار التشطيب المثالي. إنها الخطوة الأولى لتحقيق النتيجة المرجوة.

التعمق أكثر: المزايا والعيوب
الصبغة المناسبة لا تتعلق باللون فحسب. بل تتعلق بالأداء في البيئة النهائية للجزء. علينا أن نأخذ في الاعتبار عوامل مثل التعرض لأشعة الشمس والحرارة والتآكل العام. هذه محادثة أجريها مع العملاء يوميًا.
الأصباغ العضوية: زاهية ولكنها هشة
غالبًا ما تنتج الأصباغ العضوية لونًا أسود أعمق وأكثر ثراءً. هذا الجاذبية البصرية هي ميزة كبيرة. كما أنها غالبًا ما تكون خيارًا أكثر فعالية من حيث التكلفة للعديد من المشاريع.
ومع ذلك، فإنها لا تعمل بشكل جيد تحت أشعة الشمس فوق البنفسجية أو الحرارة العالية. وهذا يعني أنها قد تتلاشى بمرور الوقت إذا تم استخدامها في الهواء الطلق. وهي الأفضل للمنتجات الداخلية حيث تكون الجماليات هي الأولوية القصوى.
الأصباغ غير العضوية: الخيار المتين
عندما تكون المتانة غير قابلة للتفاوض، نلجأ إلى الأصباغ غير العضوية. فهي توفر جودة فائقة ثبات الضوء3 ويمكنها تحمل درجات حرارة أعلى بكثير دون أن تتلف.
وهذا يجعلها الخيار المفضل لـ ألومنيوم أسود مؤكسد أجزاء في السيارات أو الطائرات أو المعدات الخارجية. قد يكون اللون أقل كثافة قليلاً، ولكن الأداء لا مثيل له في التطبيقات الصعبة.
| الميزة | الأصباغ العضوية | الأصباغ غير العضوية |
|---|---|---|
| ثبات الأشعة فوق البنفسجية | أقل | ممتاز |
| مقاومة الحرارة | معتدل | ممتاز |
| التكلفة | أقل بشكل عام | أعلى بشكل عام |
| الأفضل لـ | أجزاء داخلية وتجميلية | الأجزاء الخارجية المعرضة للتآكل الشديد |
يعد اختيار الصبغة المناسبة خطوة حاسمة في عملية التصنيع. يعتمد الاختيار كليًا على الغرض من استخدام القطعة والبيئة التي ستتعرض لها. إنه توازن بين الجمال والأداء والتكلفة.
ما الذي يميز الأكسدة السوداء من النوع الثاني عن النوع الثالث؟
يعد الاختيار بين الأنودة السوداء من النوع الثاني والنوع الثالث قرارًا بالغ الأهمية. فهو يؤثر بشكل مباشر على أداء ومظهر قطعتك. فكر في الأمر على أنه اختيار بين الجمال والمتانة الخالصة.
النوع الثاني هو المعيار القياسي للجاذبية التجميلية. فهو يوفر لمسة نهائية سوداء جميلة ومتناسقة. كما أنه يوفر مقاومة معتدلة للتآكل والتلف.
النوع الثالث، أو الطلاء الصلب، مصمم ليكون متينًا. فهو يخلق طبقة أكثر سمكًا وصلابة. وهذا يجعله مثاليًا للاستخدامات الصناعية عالية التآكل.
إليك مقارنة سريعة:
| الميزة | النوع الثاني (قياسي) | النوع III (معطف صلب) |
|---|---|---|
| الهدف الأساسي | المظهر التجميلي | مقاومة التآكل |
| سُمك الطبقة | أرق (حتى 25 ميكرومتر) | أكثر سمكًا (25-150 ميكرومتر) |
| الصلابة | معتدل | عالية جدًا (روكويل 60-70C) |
| الاستخدام الشائع | العلب والألواح | المكابس، التروس، الآلات |
الاختيار أعمق من مجرد المظهر مقابل القوة. في مشاريعنا في PTSMAKE، نوجه العملاء من خلال المفاضلات الهندسية المحددة الخاصة بهم. ألومنيوم أسود مؤكسد المكونات.
النوع الثاني: الاختيار الجمالي
يعتبر الأكسدة من النوع الثاني مثالية للأجزاء التي تتطلب تشطيبًا بصريًا نقيًا. فكر في أغطية الأجهزة الإلكترونية الاستهلاكية أو العناصر المعمارية أو زخارف السيارات. تقبل طبقة الأكسيد المسامية الصبغة السوداء بسهولة، مما ينتج عنه لون عميق وغني وموحد يصعب مطابقته.
ومع ذلك، فإن طبقتها الرقيقة لا توفر سوى حماية معتدلة ضد الخدوش والتآكل. وهي مناسبة للاستخدام اليومي ولكنها غير مناسبة للبيئات الميكانيكية القاسية.
النوع الثالث: القوة الوظيفية
يتم إنشاء الطلاء الصلب من النوع الثالث باستخدام طريقة مختلفة عملية التحليل الكهربائي4. تظهر اختباراتنا أنه ينتج طبقة أكسيد الألومنيوم أكثر كثافة وسماكة. وهذا يجعله مقاومًا بشكل لا يصدق للتآكل والتلف والتآكل.
إنه الخيار الأمثل لمكونات الطيران والعتاد العسكري وقطع غيار الآلات عالية الأداء. ما هي المفاضلة الرئيسية؟ إن الحصول على لون أسود غامق وحقيقي أكثر صعوبة. فالطبقة الكثيفة تمتص الصبغة بشكل أقل انتظامًا، مما يؤدي أحيانًا إلى الحصول على لون رمادي فحمي أو أسود برونزي.
| المعلمة | الطلاء بأكسيد الألمنيوم من النوع الثاني | الطلاء بأكسيد الألمنيوم الصلب من النوع III |
|---|---|---|
| درجة حرارة العملية | ~21 درجة مئوية (70 درجة فهرنهايت) | ~0 درجة مئوية (32 درجة فهرنهايت) |
| الكثافة الحالية | أقل | أعلى |
| امتصاص الصبغة | ممتاز | مقبول إلى جيد |
| الميزة الأساسية | جماليات فائقة | أقصى قدر من المتانة |
باختصار، يعطي الطلاء الأسود من النوع الثاني الأولوية لإنهاء تجميلي فائق الجودة لمعظم الأجزاء. أما النوع الثالث فيوفر صلابة ومقاومة للتآكل لا مثيل لهما، مما يجعله ضروريًا للتطبيقات الهندسية الصعبة التي تكون فيها الوظيفة أكثر أهمية من الحصول على لون أسود فاحم مثالي.
كيف يتم تصنيف التشطيبات المؤكسدة باللون الأسود وفقًا لمعايير الصناعة؟
عندما تحتاج إلى تشطيب موثوق، فإن معايير الصناعة هي المفتاح. وأهمها هو MIL-A-8625. إنه مواصفة عسكرية، ولكنه يستخدم الآن في العديد من الصناعات.
يوفر هذا المعيار إطارًا واضحًا. فهو يساعدنا على تحديد ما يجب أن يكون عليه بالضبط الطلاء الأسود المؤكسد. وهذا يضمن الاتساق والجودة لكل جزء. دعونا نلقي نظرة على التصنيفات الرئيسية.
شرح الأنواع والفئات
يستخدم المعيار "الأنواع" و"الفئات". يشير النوع إلى طريقة الأكسدة. تشير الفئة إلى اللون أو عدم وجوده.
| المواصفات | الوصف |
|---|---|
| النوع الثاني | أنودة حمض الكبريتيك |
| النوع الثالث | الأنودة الصلبة |
| الفئة 2 | تشطيب مصبوغ (على سبيل المثال، أسود) |
فهم هذه الأمور أمر بالغ الأهمية في مجال المشتريات. فهو يضمن حصولك على النتيجة التي تتوقعها.

MIL-A-8625 هو دليل إرشادي لعملية الأكسدة. إنه يزيل التخمينات. كما يضمن أن يكون الجميع، من المصمم إلى المصنع، على نفس الصفحة. في PTSMAKE، نرجع إلى هذه المواصفات يوميًا لضمان تحقيق النتائج لعملائنا.
النوع الثاني: المتعدد المواهب
يستخدم الأكسدة من النوع الثاني حمام حمض الكبريتيك. وهو يخلق طبقة واقية مثالية لمعظم التطبيقات. عملية الأكسدة هي التخميل الإلكتروليتي5 تقنية. تزيد من سماكة طبقة الأكسيد الطبيعية على سطح الأجزاء المعدنية.
تركيبته المسامية ممتازة لامتصاص الأصباغ. وهذا يجعله مثالياً للحصول على طلاء أسود عميق ومتناسق. يوفر مقاومة جيدة للتآكل ومظهر جمالي رائع. يعمل بشكل جيد مع الأجزاء التي لا تتعرض لتآكل شديد.
النوع الثالث: الطلاء الصلب شديد التحمل
النوع الثالث، أو الطلاء الصلب، مختلف. فهو يستخدم عملية أكثر كثافة، غالبًا في درجات حرارة أبرد. والنتيجة هي طبقة أنودية أكثر سمكًا وصلابة.
وهذا يجعل السطح متينًا للغاية ومقاومًا للتآكل. غالبًا ما نستخدمه في الأجزاء عالية الأداء في مجال الطيران والروبوتات. لا يزال الطلاء الأكثر كثافة قابلًا للصباغة، ولكن العملية تتطلب مزيدًا من التحكم للحصول على لون أسود موحد.
لمحة سريعة عن الاختلافات الرئيسية
| الميزة | النوع الثاني (كبريتي) | النوع III (معطف صلب) |
|---|---|---|
| السُمك | عادةً ما يتراوح بين 0.0002 بوصة و 0.001 بوصة" | عادةً ما يتراوح بين 0.001 بوصة و 0.004 بوصة" |
| الصلابة | 300-400 فيكرز | 600-700 فيكرز |
| الاستخدام الأساسي | الجماليات، التآكل | مقاومة التآكل، المتانة |
الدرجة 2: إضافة اللون
الفئة 2 تعني ببساطة أن القطعة يتم صبغها بعد عملية الأكسدة. بالنسبة لقطعة الألمنيوم المطلية باللون الأسود، يعني ذلك غمرها في حمام صبغة عضوية سوداء. الخطوة الأخيرة هي الختم، الذي يحافظ على اللون ويغلق المسام.
MIL-A-8625 هو المعيار الأساسي للأنودة. النوع II هو الأفضل للطلاء التجميلي، بينما يوفر النوع III متانة فائقة. تعني تسمية الفئة 2 ببساطة أن القطعة مصبوغة لتحقيق مظهر الألومنيوم الأنود الكلاسيكي الأسود.
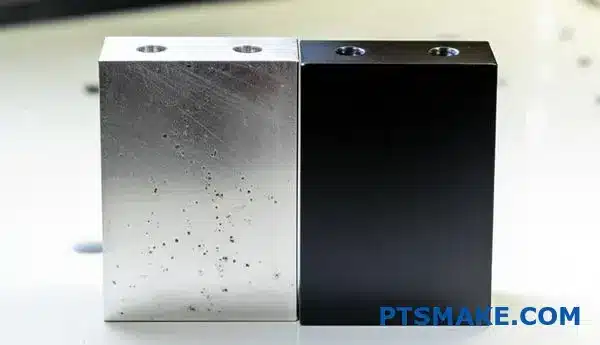
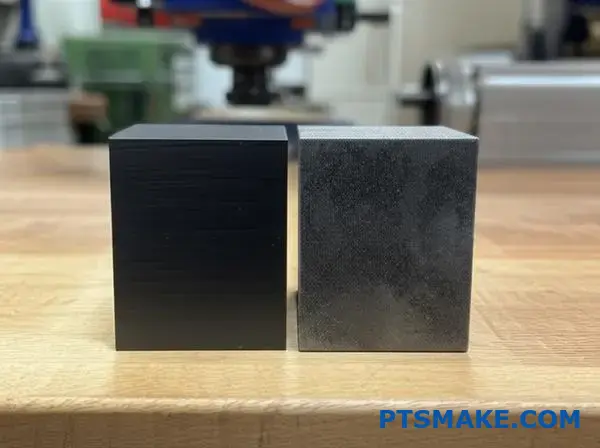
ما هي الاختلافات البصرية بين التشطيبات غير اللامعة واللامعة؟
هناك اعتقاد شائع بأن عملية الأكسدة الكيميائية هي التي تخلق الطلاء النهائي. هذا ليس صحيحًا تمامًا. المفتاح الحقيقي هو عملية المعالجة المسبقة التي يتم تطبيقها على الألومنيوم.
تم تعيين نسيج السطح قبل يدخل الجزء إلى خزان الأكسدة.
مؤسسة الفنلنديين
يتم تحديد المظهر النهائي للجزء في وقت مبكر. سواء كنت تريد مظهرًا غير لامع أو لامعًا ألومنيوم أسود مؤكسد جزء، كل شيء يبدأ بإعداد السطح.
| المعالجة المسبقة | نتيجة التشطيبات النهائية |
|---|---|
| الحفر الكاوية | غير لامع / غير عاكس |
| التلميع | لامع / عاكس |
تحدد هذه الخطوة الأولية كيفية تفاعل الضوء مع السطح المؤكسد النهائي.

كيف يخلق المعالجة المسبقة المظهر
طبقة الأكسدة نفسها شفافة. فهي تتبع ببساطة خطوط سطح الألومنيوم الموجود تحتها. وهذا يعني أن خطوة المعالجة المسبقة هي التي تحدد الشكل الجمالي النهائي.
الحصول على سطح غير لامع
للحصول على تشطيب غير عاكس ومطفي، نستخدم عملية تسمى الحفر الكاوي. هذا الحمام الكيميائي يجعل سطح الألومنيوم خشنًا بشكل مجهري، مما يخلق نسيجًا منتشرًا.
عندما يضرب الضوء هذا السطح غير المستوي، فإنه يتشتت في اتجاهات عديدة بدلاً من أن ينعكس. وهذا يزيل الوهج ويمنح الجزء مظهره الناعم غير اللامع، وهو أمر ممتاز لإخفاء بصمات الأصابع.
إنشاء سطح لامع
للحصول على لمعة نهائية، نحتاج إلى أن يكون السطح أملس قدر الإمكان قبل عملية الأكسدة. ويتم ذلك عادةً من خلال التلميع الميكانيكي أو الغمس الكيميائي.
يستخدم التلميع الميكانيكي مواد كاشطة لتنعيم الجزء مادياً. الغمس اللامع هو عملية كيميائية تعمل على تنعيم الألومنيوم على المستوى المجهري، مما ينتج عنه تشطيب يشبه المرآة. كلتا الطريقتين تقللان من طبوغرافية السطح6 لضمان انعكاس الضوء المباشر.
تسمح هذه القاعدة الناعمة للطبقة الشفافة المؤكسدة بالظهور بعمق وعاكسة.
| الطريقة | العملية | النتيجة البصرية |
|---|---|---|
| الحفر الكاوية | التخشين الكيميائي | منتشر، غير لامع |
| طلاء ميكانيكي | التنعيم الكاشطة | عاكس، لامع |
| غمضة مشرقة | التنعيم الكيميائي | عالي الانعكاس، شبيه بالمرآة |
لذلك، يمكن أن تسفر عملية الأكسدة نفسها عن مظاهر مختلفة تمامًا بناءً على هذه المرحلة التحضيرية الحاسمة.
لا يتحدد مستوى اللمعان النهائي للجزء المؤكسد من خلال عملية الأكسدة نفسها، بل من خلال المعالجة المسبقة. ينتج عن الحفر الكاوي سطح غير لامع، بينما ينتج عن التلميع الميكانيكي أو الكيميائي سطح لامع وعاكس.
ما هي إيجابيات وسلبيات أنظمة الصبغ الأسود المختلفة؟
اختيار الصبغة السوداء المناسبة أمر بالغ الأهمية. فهي تحدد المظهر النهائي والأداء والعمر الافتراضي للأجزاء. وهذا ينطبق بشكل خاص على الأجزاء عالية المواصفات. ألومنيوم أسود مؤكسد المكونات.
يجب أن تتوافق نظام الصبغة مع الاستخدام. فالأجزاء الخارجية تحتاج إلى خصائص مختلفة عن الأجزاء الداخلية.
دعونا نحلل ثلاثة أنواع شائعة من الأصباغ. سنقارن أداءها لمساعدتك في اتخاذ قرار مستنير لمشروعك القادم.

مقارنة مباشرة
الخيار الأفضل يعتمد دائمًا على الاستخدام. فالقطع المستخدمة في الأماكن المغلقة لها احتياجات مختلفة عن تلك المعرضة لأشعة الشمس يوميًا. كما أن التكلفة عامل مهم في الإنتاج.
فيما يلي جدول مقارنة سريع نستخدمه غالبًا في PTSMAKE. يساعد هذا الجدول في توجيه عملائنا نحو التشطيب المناسب لأجزائهم.
| الميزة | عالية الثبات للضوء عضوية | عضوي للأغراض العامة | ملح معدني غير عضوي |
|---|---|---|---|
| مقاومة الأشعة فوق البنفسجية | ممتاز | ضعيف إلى مقبول | متفوقة |
| ثبات الحرارة | جيد | مقبول إلى جيد | ممتاز |
| سهولة الاستخدام | عالية | عالية | معتدل |
| التكلفة | عالية | منخفضة | معتدل |
| عمق اللون | ممتاز (أسود غامق) | جيد (يختلف) | جيد (أسود فاحم) |
فهم المفاضلات
تعتبر الأصباغ عالية المقاومة للضوء مثالية للأجزاء الميكانيكية أو المعمارية. فهي مقاومة للبهتان الناتج عن أشعة الشمس، ولكنها تأتي بتكلفة أعلى. وتعد هذه الأصباغ استثمارًا مفيدًا للمنتجات التي تحتاج إلى الحفاظ على مظهرها الجيد لسنوات في الهواء الطلق.
تعتبر الأصباغ العضوية العامة الاستخدام مثالية للأجهزة الإلكترونية الاستهلاكية. لا تتعرض هذه الأجزاء عادةً لأشعة فوق بنفسجية قوية أو حرارة عالية. وهي توفر حلاً فعالاً من حيث التكلفة للتطبيقات الداخلية.
الأصباغ غير العضوية متينة للغاية. يتم إنشاء اللون من خلال تلوين كهربائي7, ، مما يجعلها جزءًا من طبقة الأكسيد نفسها. هذه الطريقة شائعة في الأجزاء العسكرية والفضائية حيث الأداء هو الأولوية القصوى. هذه العملية أكثر تعقيدًا من الغمس البسيط ولكنها تضمن أقصى قدر من المتانة.
في النهاية، الصبغة السوداء المثالية هي التي توازن بين الأداء والتكلفة. قم بتقييم بيئة الاستخدام النهائي لمنتجك بعناية. هذا الاختيار يؤثر بشكل مباشر على جودة وعمر المنتج النهائي. ألومنيوم أسود مؤكسد الأجزاء. اختر بحكمة لتحقيق النجاح على المدى الطويل.
كيف يؤثر اختيار سبائك الألومنيوم على اللون الأسود النهائي؟
اختيار سبائك الألومنيوم المناسبة أمر بالغ الأهمية. فهو يؤثر بشكل مباشر على اللون الأسود النهائي واللمسة النهائية. ليست جميع السبائك متشابهة في هذه العملية.
يكمن السر في عناصر السبائك. هذه العناصر، مثل السيليكون أو النحاس، تتفاعل بشكل مختلف أثناء عملية الأكسدة. وهذا يؤثر على كيفية امتصاص الصبغة السوداء.
السبائك الشائعة ونتائج الأكسدة السوداء
| سلسلة السبائك | العنصر الأساسي | تشطيب أسود نموذجي |
|---|---|---|
| 2xxx | النحاس (النحاس) | خافتة، وأحيانًا غير متساوية |
| 4xxx | السيليكون (Si) | رمادي داكن قذر |
| 6xxx | المغنيسيوم/السيليكون | أسود غني ومتناسق |
| 7xxx | الزنك (Zn) | أسود غامق وغني |
يساعد هذا الدليل البسيط في اختيار أفضل المواد. فهو يضمن حصولك على النتيجة النهائية المرجوة لـ ألومنيوم أسود مؤكسد الأجزاء.

يؤثر اختيار السبيكة بشكل جذري على النتيجة النهائية. هذه مشكلة شائعة نساعد عملاءنا في PTSMAKE على التغلب عليها. هناك عناصر معينة تتداخل مع عملية الأكسدة، مما يمنع الحصول على لون أسود حقيقي وعميق.
تأثير عناصر السبائك المحددة
مشكلة السيليكون والنحاس
تعد سبائك سلسلة 4xxx الغنية بالسيليكون مثالاً بارزًا على ذلك. لا يتم أنودة جزيئات السيليكون بشكل صحيح. وينتج عن ذلك طلاء رمادي غير متجانس ومتسخ بدلاً من اللون الأسود النظيف.
وبالمثل، تحتوي سبائك سلسلة 2xxx على مستويات عالية من النحاس. أثناء عملية الأكسدة، يمكن أن يتسبب النحاس في حدوث مشكلات. هذه مركبات بين الفلزات8 يمكن أن يؤدي إلى تشطيب أسود غير متساوٍ أو باهت. غالبًا ما يفتقر اللون النهائي إلى العمق والغنى المتوقعين.
السبائك المفضلة للون الأسود
استنادًا إلى اختباراتنا، تعتبر سبيكة 6061 هي المعيار. فهي تنتج باستمرار طلاءًا أسود غنيًا وعالي الجودة. وتركيبتها المتوازنة تجعلها مثالية للطلاء الكوزمتيكي.
7075 هو خيار آخر ممتاز. غالبًا ما ينتج لونًا أسود مختلفًا قليلاً وأكثر عمقًا. ويرجع ذلك إلى محتواه من الزنك. يمكن أن يعتمد الاختيار بين 6061 و 7075 على المظهر الجمالي المحدد الذي تريد تحقيقه.
| سبيكة | عنصر السبائك الرئيسي | التأثير على الطلاء الأسود المؤكسد |
|---|---|---|
| 2024 | النحاس | امتصاص غير متساوٍ للصبغة، ألوان باهتة |
| 4043 | السيليكون | يخلق لمسة نهائية رمادية داكنة "قذرة" |
| 6061 | المغنيسيوم، السيليكون | ممتاز. لون أسود غني ومتناسق. المعيار الصناعي. |
| 7075 | الزنك | ممتاز. لون أسود غامق جدًا، وأحيانًا يختلف قليلاً. |
يحدد اختيارك للسبائك المظهر النهائي. غالبًا ما تنتج سبائك السيليكون والنحاس لونًا رماديًا أو باهتًا. للحصول على تشطيب أسود حقيقي وعميق، يعتبر 6061 هو المعيار، بينما يمكن أن يوفر 7075 لونًا أعمق لأجزاء الألومنيوم المؤكسد باللون الأسود.
ما هي العلاقة بين سماكة الفيلم وعمق اللون؟
يؤثر سمك الطبقة الأنودية بشكل مباشر على عمق اللون النهائي. وينطبق هذا بشكل خاص على التشطيبات المصبوغة مثل اللون الأسود. فكلما زاد سمك الطبقة، زادت مساحة المسام.
تسمح هذه المساحة الإضافية للمادة بامتصاص المزيد من صبغة الصبغة. والنتيجة هي تشبع لوني أعمق وأكثر ثراءً.
للحصول على تشطيب ألومنيوم مؤكسد أسود حقيقي وعميق، يُفضل دائمًا استخدام طلاء أكثر سمكًا ضمن تصنيف النوع II. ونحن نسعى إلى تحقيق ذلك من خلال نطاق محدد.
| نوع الفيلم | السماكة المثالية للون الأسود | اللون الناتج |
|---|---|---|
| النوع الثاني | 18-25 ميكرون | أسود غامق وغني |
| النوع الثاني | < 15 ميكرون | أخف وزناً وأقل تشبعاً |

في حين أن الطبقة السميكة تعتبر مثالية للطلاء المصبوغ من النوع الثاني، فإن الوضع يختلف بالنسبة للأنودة من النوع الثالث، والمعروفة أيضًا باسم الطلاء الصلب. وهذا أمر يسبب إرباكًا شائعًا لعملائنا.
التحدي مع الطلاء الصلب من النوع الثالث
يؤدي الطلاء الصلب بالأنودة إلى تكوين طبقة أكسيد أكثر كثافة وصلابة. هذه الكثافة ممتازة لمقاومة التآكل ولكنها تشكل تحديًا للصباغة. المسام أصغر حجمًا وأقل اتساقًا.
هذا الهيكل المضغوط يجعل من الصعب جدًا على جزيئات الصبغة الكبيرة اختراق الفيلم بشكل فعال ومتساوٍ.
قيود الصباغة والمفاضلات
إذا كان طلاء الصلب من النوع الثالث سميكًا جدًا، يصبح من المستحيل تقريبًا الحصول على لون أسود عميق ومتجانس. قد يبدو اللون باهتًا أو متلطخًا.
يصبح الأمر بمثابة مفاضلة حاسمة. يجب أن توازن بين الحاجة إلى الصلابة القصوى والجمالية المرغوبة للطلاء الأسود الغني. الفيلم مورفولوجيا المسام9 هو العامل المحدد في هذه العملية. في المشاريع السابقة في PTSMAKE، ساعدنا العملاء على تحقيق هذا التوازن الدقيق.
| نوع الطلاء بأكسيد الألومنيوم | المسامية | امتصاص الصبغة | أفضل حالة استخدام للون الأسود |
|---|---|---|---|
| النوع الثاني | عالي / موحد | ممتاز | ألوان زخرفية غنية |
| النوع الثالث | منخفض / كثيف | محدود / صعب | مقاومة عالية للتآكل |
بالنسبة للأجزاء المصنوعة من الألومنيوم المؤكسد باللون الأسود الغني، فإن الطبقة السميكة من النوع II (18-25 ميكرومتر) هي الأفضل. ومع ذلك، مع الطلاء الصلب من النوع III، فإن السماكة الزائدة تعيق امتصاص الصبغة، مما يخلق تناقضًا بين الصلابة وعمق اللون.
ما هي المعالجات المسبقة المتوفرة وكيف تغير المظهر؟
يتم تحديد المظهر النهائي للجزء المؤكسد قبل دخوله إلى خزان الأكسدة بوقت طويل. تعتبر المعالجات المسبقة الخطوة الأولى الحاسمة.
تقوم هذه العمليات بإعداد نسيج سطح الألومنيوم. تحدد هذه المرحلة ما إذا كان الجزء النهائي سيكون بلمسة نهائية غير لامعة أو ساتانية أو لامعة.
المعالجات الميكانيكية المسبقة
هذه الطرق تغير السطح مادياً. فكر فيها على أنها تحضير اللوحة قبل الطلاء. وهي تشمل عمليات مثل السفع والطحن والتلميع. كل عملية منها تخلق نقطة انطلاق فريدة للمظهر النهائي.
المعالجات الكيميائية المسبقة
تستخدم هذه الطرق تفاعلات كيميائية لتعديل السطح. يمكنها إما حفر السطح لإنشاء لمسة نهائية غير لامعة أو صقله كيميائياً للحصول على مظهر عاكس شديد اللمعان.
| الطريقة | النوع | نتيجة التشطيبات النهائية |
|---|---|---|
| التفجير | الميكانيكية | زي موحد غير لامع |
| التلميع | الميكانيكية | لمعان عاكس |
| الحفر القلوي | المواد الكيميائية | ماتي ناعم |
| غمس مشرق | المواد الكيميائية | لمعان شبيه بالمرآة |

دعونا نحلل كيفية عمل هذه العمليات. فهم الآلية الكامنة وراء كل معالجة هو المفتاح لاختيار التشطيب المثالي لمتطلبات مشروعك. في جوهره، يتعلق الأمر بالتحكم في كيفية انعكاس الضوء على السطح على المستوى المجهري.
كيف تشكل الطرق الميكانيكية السطح
تقنيات الكشط للحصول على تشطيبات غير لامعة
يستخدم التفجير والتدوير مواد كاشطة للتأثير على السطح. وهذا يخلق ملايين من الخدوش الصغيرة التي تعمل على تشتيت الضوء بدلاً من عكسه مباشرة. وينتج عن ذلك مظهر غير لامع وموحد للغاية وغير اتجاهي. وهي طريقة ممتازة لإخفاء الخدوش الطفيفة أو خطوط القوالب الناتجة عن البثق.
تنعيم لللمسات النهائية اللامعة
التلميع والصقل يحققان العكس. فهذه الطرق تعمل على تنعيم القمم والوديان المجهرية على سطح القطعة. وهذا يخلق سطحًا أكثر اتساقًا، مما يسمح للضوء بالانعكاس بشكل متناسق. والنتيجة هي لمسة نهائية لامعة ومشرقة.
تأثير المواد الكيميائية على الملمس
إنشاء ماتي باستخدام الحفر القلوي
يؤدي الحفر القلوي إلى إذابة الطبقة الخارجية الرقيقة جدًا من الألومنيوم كيميائيًا. ينتج عن هذا التآكل المتحكم فيه ملمس ناعم يشبه الساتان. وفقًا لخبرتنا في PTSMAKE، يعد هذا خيارًا شائعًا للحصول على مظهر متناسق وعالي الجودة على ألومنيوم أسود مؤكسد الأجزاء.
تحقيق اللمعان باستخدام الغمس الحمضي اللامع
الغمس الحمضي اللامع هو في الأساس عملية تلميع كيميائية. يعمل الخليط الحمضي على تنعيم السطح عن طريق إذابة القمم المجهرية بشكل أسرع من الوديان. وهذا يزيد بشكل كبير من سطح الانعكاسية المرآوية10, ، مما ينتج عنه لمعان لامع يشبه المرآة قبل أن تبدأ عملية الأكسدة.
| المعالجة المسبقة | الآلية الأساسية | الأفضل لـ |
|---|---|---|
| السفع بالخرز | التآكل المادي | إخفاء العيوب، مظهر غير لامع موحد |
| التلميع | التنعيم الفيزيائي | تطبيقات زخرفية عالية اللمعان |
| الحفر القلوي | الانحلال الكيميائي | ساتان غير لامع، يخفي خطوط البثق |
| غمس حامضي لامع | التلميع الكيميائي | طلاء عاكس للغاية يشبه المرآة |
المعالجة المسبقة أمر أساسي للحصول على المظهر النهائي. تعمل الطرق الميكانيكية على كشط أو تنعيم السطح للحصول على تشطيبات غير لامعة أو لامعة. تستخدم المعالجات الكيميائية الحفر للحصول على مظهر ساتاني أو الغمس اللامع للحصول على لمعان مرآة، مما يمهد الطريق قبل نمو الطبقة الأنودية.
كيف يقارن الطلاء بالأنود الأسود بالطلاء بالمسحوق أو الطلاء بالطلاء؟
عند اختيار التشطيب، التفاصيل مهمة. الأمر لا يتعلق بالمظهر فقط. عملية الأكسدة فريدة من نوعها. فهي تصبح جزءًا من الألومنيوم، وليست مجرد طبقة فوقية.
وهذا يخلق التصاقًا فائقًا. كما أنه يحسن نقل الحرارة بشكل كبير.
الطلاء والطلاء بالمسحوق مختلفان. كلاهما عبارة عن طلاءات مطبقة. يوفران مجموعة ألوان أوسع بكثير. كما يمكنهما إخفاء عيوب السطح بشكل أفضل.
فيما يلي جدول مقارنة سريع.
| الميزة | أنودة سوداء | طلاء مسحوق / طلاء |
|---|---|---|
| الالتصاق | جزء لا يتجزأ من المعدن | يمكن أن يتكسر أو يتقشر |
| نقل الحرارة | ممتاز | ضعيف (عازل) |
| خيارات الألوان | محدودة | غير محدود تقريبًا |
| تغطية العيوب | فقير | من جيد إلى ممتاز |

يستخدم الأكسدة الكهروكيميائية11 عملية. هذه العملية تحول سطح الألومنيوم إلى طبقة أكسيد صلبة ومتينة. وهذا هو السبب في أن ألومنيوم أسود مؤكسد الجزء مقاوم للغاية للتآكل والتلف. الطلاء النهائي هو جزء من المكون حرفياً.
الطلاءات والطلاءات المسحوقة هي مواد مضافة. فهي توضع على سطح المعدن. ورغم أن الطلاءات الحديثة متينة، إلا أنها قد تتشقق أو تتقشر تحت الضغط. وهذا يؤدي إلى كشف المعدن الأساسي الموجود تحتها.
أحد الاختلافات الجوهرية التي نلاحظها في PTSMAKE هو تبديد الحرارة. الطبقة المؤكسدة هي جزء من المعدن. وهي تحافظ على موصلية حرارية ممتازة. وهذا أمر حيوي لأجزاء مثل المبددات الحرارية أو العبوات الإلكترونية.
تعمل الطلاءات والطلاءات المسحوقة كعازلات. فهي تحبس الحرارة، وهو ما يمثل مشكلة كبيرة للمكونات الحساسة من حيث الأداء.
ومع ذلك، إذا كان السطح به عيوب تجميلية طفيفة، فإن الطلاء بالطلاء أو المسحوق يعمل بشكل جيد. فهي تغطي الخدوش الصغيرة بسهولة. لن يخفي الأكسدة هذه العيوب.
دليل الاختيار العملي
| التطبيق | التشطيبات الموصى بها | لماذا؟ |
|---|---|---|
| المشتتات الحرارية | أنودة سوداء | تبديد حرارة فائق. |
| الألواح الخارجية | طلاء المسحوق | تنوع ألوان عالي ومتانة. |
| الأجزاء المعرضة للتآكل الشديد | أنودة سوداء | مقاومة ممتازة للتآكل. |
| أغطية تجميلية | الطلاء/الطلاء بالمسحوق | يمكن إخفاء عيوب السطح. |
يعتمد الاختيار كليًا على أولوياتك. يوفر الطلاء بالأنود متانة ونقل حرارة لا مثيل لهما. يوفر الطلاء بالطلاء والمسحوق مرونة تجميلية، حيث يغطي العيوب ويوفر خيارات ألوان لا حصر لها. ستوجه المتطلبات الوظيفية لتطبيقك القرار.
كيف يمكن ضبط المعلمات للحصول على لمعة غير لامعة مقابل لمعة لامعة؟
تحقيق النهاية المثالية يبدأ قبل وقت طويل من الوصول إلى خزان الأكسدة. المفتاح هو مرحلة المعالجة المسبقة. الأمر كله يتعلق بالتحكم في نسيج سطح قطعة الألومنيوم أولاً.
للحصول على تأثيرات بصرية مختلفة، نستخدم طرق تحضير متميزة. اختيارك هنا يؤدي مباشرة إلى الحصول على مظهر غير لامع أو لامع.
إنشاء لمسة نهائية غير لامعة
للحصول على سطح غير عاكس وغير لامع، نستخدم حمام حفر قلوي. زيادة الوقت أو التركيز الكيميائي في هذا الحمام يخلق سطحًا ذو نسيج ناعم. هذا ينشر الضوء، مما ينتج عنه مظهر غير لامع.
الحصول على لمعة نهائية
للحصول على لمعة لامعة وعاكسة، نتخطى عملية الحفر. بدلاً من ذلك، نستخدم غمس كيميائي لامع أو تلميع ميكانيكي. تعمل هذه الخطوة على تنعيم السطح قبل دخوله إلى خط الأكسدة.
| نوع التشطيب | خطوة المعالجة الأولية | معلمة التحكم الرئيسية |
|---|---|---|
| ماتي | الحفر القلوي | الوقت / التركيز |
| لمعان | الغمس اللامع / التلميع | تجاوز خطوة الحفر |

المعالجة المسبقة هي المرحلة التي تحدد فيها الشكل النهائي. يعتقد الكثيرون أن عملية الأكسدة نفسها تتحكم في اللمعان، ولكن هذا اعتقاد خاطئ. عملية الأكسدة تكوّن طبقة أكسيد شفافة على السطح الموجود. لذا، فإن الملمس الذي تصنعه مسبقًا هو ما ستراه في النهاية.
العلم وراء اللمعان
للأسطح غير اللامعة
تعتمد العملية على تفاعل كيميائي محكوم. [الحفر القلوي]()12 تجعل هذه المحلول سطح الألومنيوم خشنًا بشكل مجهري. وهذا يخلق قممًا ووديانًا صغيرة تعمل على تشتيت الضوء بدلاً من عكسه مباشرة. والنتيجة هي لمسة نهائية ناعمة وغير لامعة. وهذا شائع جدًا في أغطية الأجهزة الإلكترونية المصنوعة من الألومنيوم المؤكسد باللون الأسود عالي الجودة.
للأسطح اللامعة
للحصول على تشطيب شبيه بالمرآة، يجب أن نجعل السطح أملس قدر الإمكان. لدينا طريقتان أساسيتان لتحقيق ذلك قبل عملية الأكسدة.
- غمس كيميائي لامع: هذا حمام حمضي. يعمل على تنعيم الألومنيوم على المستوى المجهري عن طريق إذابة العيوب السطحية.
- التلميع الميكانيكي: يتضمن ذلك صقل الجزء فعليًا. ينتج عن ذلك سطح أملس للغاية وعاكس.
وفقًا لخبرتنا في PTSMAKE، يعتمد الاختيار بين هذه الطرق على شكل القطعة ومستوى اللمعان المطلوب.
| طريقة التلميع | الأفضل لـ | النتيجة |
|---|---|---|
| غمس كيميائي لامع | أشكال معقدة، ميزات صغيرة | تشطيب موحد ومشرق وسلس |
| التلميع الميكانيكي | أسطح مسطحة أو منحنية بسيطة | أعلى انعكاسية ممكنة تشبه المرآة |
يتم تحديد المظهر النهائي قبل أن يتم طلاء الجزء بالأنود. يتم الحصول على اللمعة غير اللامعة من خلال حفر السطح، بينما تتطلب اللمعة اللامعة تخطي عملية الحفر واستبدالها بتلميع الجزء أو غمسه في مادة لامعة للحصول على أقصى درجة من النعومة.
ما هي التطبيقات التي يعتبر فيها الألومنيوم المؤكسد باللون الأسود الخيار المثالي؟
اختيار التشطيب المناسب أمر بالغ الأهمية. الألومنيوم المؤكسد باللون الأسود ليس فقط للمظهر. إنه يوفر مزايا وظيفية محددة للتطبيقات الصعبة.
دعونا نحلل أين يبرز هذا المادة حقًا. يتعلق الأمر بمطابقة خصائصها مع الاحتياجات المحددة لتطبيقك.
عوامل القرار الرئيسية
ضع في اعتبارك المتانة والجماليات والخصائص الكهربائية. كل عامل يلعب دورًا في القرار النهائي لاختيار المادة المناسبة.
| التطبيق | الميزة الرئيسية |
|---|---|
| إلكترونيات متطورة | إحساس فاخر |
| المكونات البصرية | انعكاسية منخفضة |
| معدات تكتيكية | المتانة |
| تشطيبات معمارية | مقاومة التآكل |
وهذا يساعد على ضمان أفضل أداء.

حاويات إلكترونية متطورة
بالنسبة للإلكترونيات الاستهلاكية، المظهر والملمس أمران بالغا الأهمية. يوفر الألومنيوم الأسود المؤكسد لمسة نهائية أنيقة وعالية الجودة تمنح شعوراً رائعاً عند اللمس.
والأهم من ذلك، أن الطبقة الأنودية هي عازل كهربائي. وهذا يمنع حدوث ماس كهربائي داخل الأجهزة مثل أجهزة الكمبيوتر المحمولة أو مكبرات الصوت. إنه خيار عملي وجمالي.
المعدات البصرية والتكتيكية
في علم البصريات، التحكم في الضوء هو كل شيء. السطح الأسود غير اللامع له انعكاسية منخفضة للغاية. وهذا أمر ضروري لغلافات الكاميرات والأجهزة العلمية لمنع الضوء الشارد.
يمكن أن تؤثر الصبغة المستخدمة في العملية بشكل كبير على الحرارة الانبعاثية13. هذه الخاصية مهمة جدًا للمكونات التي تحتاج إلى إدارة الإشعاع الحراري بشكل فعال.
بالنسبة للمعدات التكتيكية، تعد المتانة والتخفي من العوامل الأساسية. السطح الصلب غير العاكس مقاوم للخدوش والتآكل. ولا يلمع في ضوء الشمس، وهو أمر بالغ الأهمية للتطبيقات العسكرية أو تطبيقات إنفاذ القانون.
التطبيقات المعمارية
الألمنيوم الأسود المؤكسد ممتاز أيضًا للاستخدام في الأماكن الخارجية. في PTSMAKE، استخدمناه في إطارات النوافذ والزخارف التزيينية. الطلاء الأنودي يحمي الألمنيوم من التآكل والتلف الناتج عن الأشعة فوق البنفسجية.
فيما يلي مقارنة سريعة لميزاته عبر التطبيقات.
| الميزة | الإلكترونيات | البصريات | تكتيكي | الهندسة المعمارية |
|---|---|---|---|---|
| الحاجة الأساسية | الجماليات والعزل | انعكاسية منخفضة | المتانة والتخفي | مقاومة التآكل |
| مقاومة التآكل | عالية | معتدل | عالية جداً | عالية |
| تأثير التكلفة | معتدل | منخفضة | منخفضة | معتدل |
باختصار، يعتبر الألمنيوم المؤكسد باللون الأسود خيارًا متعدد الاستخدامات. يعتمد اختياره على احتياجات مثل العزل الكهربائي، وانخفاض انعكاس الضوء، والمتانة القوية، أو مقاومة التآكل. يتعلق الأمر بتحقيق التوازن بين الوظيفة والشكل للحصول على الأداء الأمثل في مشروعك.
كيف يجب تصميم القطعة لضمان نجاح عملية الأكسدة؟
يبدأ النجاح في عملية الأكسدة على لوحة الرسم. فهي ليست مجرد عملية تشطيب، بل هي عملية كهروكيميائية. وتؤثر خيارات التصميم بشكل مباشر على الجودة النهائية.
من المهم التفكير في "التصميم من أجل التصنيع" (DFM). يمكن لبعض القواعد البسيطة أن تجنبك متاعب كبيرة في المستقبل. تضمن هذه الخطوات طلاءً متجانسًا ومتينًا.
اعتبارات التصميم الرئيسية
التصميم الجيد يتجنب عيوب الأكسدة الشائعة. ركز على الشكل الهندسي والأسطح ونقاط المناولة. وهذا ينطبق بشكل خاص على المنتجات الخالية من العيوب. ألومنيوم أسود مؤكسد النهاية.
| مساحة التصميم | إرشادات إرشادية |
|---|---|
| الزوايا الداخلية | استخدم نصف قطر كبير، وتجنب الزوايا الحادة. |
| المقاطع المجوفة | أضف فتحات تصريف للسوائل. |
| الأسطح الكبيرة | قم بتفتيتها أو أضف إليها قوامًا. |
| التعامل مع الجزء | حدد المواقع المسموح بها لوضع الرفوف. |
هذه التعديلات الصغيرة تحدث فرقًا كبيرًا. فهي تمنع حدوث مشكلات مثل الاحتراق والتلطيخ وتباين الألوان. في PTSMAKE، نوجه العملاء بشأن هذه النقاط في مرحلة مبكرة.

لنتعمق أكثر ونستكشف أهمية هذه القواعد. يتضمن عملية الأكسدة غمر الأجزاء في حمامات كيميائية وتطبيق تيار كهربائي. ويحدد شكل الجزء كيفية تدفق التيار والسائل.
تجنب الزوايا الداخلية الحادة
تشكل الزوايا الداخلية الحادة مشكلة كبيرة. فهي يمكن أن تمنع وصول التيار الكهربائي بشكل متساوٍ. وهذا يؤدي إلى ظهور بقع رقيقة أو غير مطلية. ويرجع ذلك إلى ما يُعرف باسم تأثير قفص فاراداي14.
على العكس من ذلك، فإن الزوايا الخارجية الحادة تجذب الكثير من التيار. وهذا يمكن أن يتسبب في "احتراق" الطلاء، مما يؤدي إلى تراكم هش ومتغير اللون وكبير الحجم. نوصي باستخدام نصف قطر لا يقل عن 0.5 مم.
تصميم الصرف الصحي
يمكن أن تحتجز الأجزاء المجوفة أو الثقوب العميقة المواد الكيميائية المستخدمة في العملية. إذا لم يتم تصريف هذه السوائل، فسوف تتسرب لاحقًا. وهذا يتسبب في ظهور بقع قبيحة ويفسد الطلاء النهائي.
إضافة فتحات تصريف صغيرة في أماكن استراتيجية تسمح لهذه السوائل بالخروج. هذه الخطوة البسيطة تضمن الحصول على سطح نظيف وموحد بعد المعالجة.
إدارة الأسطح الكبيرة والمسطحة
تشكل الأسطح الكبيرة والمسطحة تحديًا بالنسبة لتوحيد اللون. فهي تضخم حتى التباينات الطفيفة في عملية الأكسدة. وقد يؤدي ذلك إلى ظهور بقع أو خطوط.
لتجنب ذلك، ضع في اعتبارك إضافة نسيج خفيف. كما أن تقسيم السطح بواسطة أخاديد أو أضلاع يساعد أيضًا. فهذا يؤدي إلى تشتيت الضوء ويجعل الاختلافات اللونية أقل وضوحًا.
| ممارسات التصميم السيئة | ممارسات التصميم الجيد |
|---|---|
| زوايا داخلية/خارجية حادة | نصف قطر 0.5 مم على الأقل |
| تجويفات مجوفة مغلقة | فتحات تصريف/تهوية صغيرة |
| وجوه كبيرة وناعمة ومسطحة | الأسطح المزخرفة أو المتكسرة |
| لم يتم تحديد نقطة التخزين | نقاط التثبيت في المناطق غير التجميلية |
من خلال التصميم مع وضع عملية الأكسدة في الاعتبار، يمكنك تجنب الأخطاء الشائعة. تضمن التعديلات البسيطة مثل إضافة نصف قطر، وفتحات تصريف، وتحديد نقاط التثبيت، الحصول على تشطيب عالي الجودة ومتسق. توفر هذه الرؤية المستقبلية الوقت، وتقلل من إعادة العمل، وتخفض التكاليف الإجمالية.
كيف تضمن لونًا متسقًا على الأجزاء الهندسية المعقدة؟
السرقة الحالية هي مشكلة كبيرة. تحدث عندما تأخذ الكهرباء المسار الأسهل. وهذا يترك المناطق المقعرة بطبقة طلاء أرق.
ينتج عن ذلك لون أفتح وغير متناسق. تظهر هذه المشكلة بشكل واضح على الأجزاء ذات الأشكال المعقدة. وينطبق ذلك بشكل خاص على التشطيبات المصنوعة من الألومنيوم المؤكسد باللون الأسود الغامق.
يجب أن نتحكم في مسار التيار. تعتبر الرفوف الاستراتيجية والكاثودات المساعدة عاملاً أساسياً في الحصول على تشطيب موحد.
| التحدي | التأثير على اللون |
|---|---|
| السرقة الحالية | ظلال أفتح وغير متساوية |
| الهندسة المعقدة | يبرز التناقضات |

للتغلب على سرقة التيار، نحتاج إلى أدوات ذكية. تضمن هذه الأدوات توزيع التيار بشكل متساوٍ على كامل الجزء. وهذا أمر ضروري للحصول على تشطيب متناسق.
الرفوف الاستراتيجية هي خط دفاعك الأول
في PTSMAKE، ندرك أن التثبيت على الرفوف هو أكثر من مجرد حمل قطعة ما. فاتجاهها يحدد تدفق التيار. نحن نضع القطع بحيث تقلل المساحات المحمية. وهذا يمنع منطقة ما من "سرقة" التيار من منطقة أخرى. تحصل كل قطعة على حصتها العادلة من الكهرباء.
استخدام الكاثودات المساعدة لتحقيق الدقة
بالنسبة للهندسات المعقدة للغاية، لا يكفي دائمًا استخدام الرفوف. نحن نستخدم ما يسمى الكاثودات المساعدة15. هذه موصلات إضافية توضع بالقرب من المناطق المقعرة. وهي توجه التيار إلى الأماكن التي يصعب الوصول إليها. وهذا يضمن أن تحصل تلك الجيوب العميقة على نفس سماكة الطلاء مثل الأسطح الخارجية.
دور التحريض المستمر
أخيرًا، الحركة أمر بالغ الأهمية. نستخدم التحريك المستمر في كل من خزانات الأكسدة والصبغ. وهذا يحافظ على خلط المواد الكيميائية بشكل متساوٍ. كما يمنع النضوب الموضعي حول الجزء، وهو أمر بالغ الأهمية لامتصاص اللون بشكل موحد.
| التقنية | الوظيفة الأساسية |
|---|---|
| الرفوف الاستراتيجية | تحسين اتجاه الأجزاء لتدفق التيار بشكل متساوٍ |
| الكاثودات المساعدة | توجيه التيار الكهربائي إلى المناطق التي يصعب الوصول إليها |
| تحريك الخزان | الحفاظ على تركيز كيميائي موحد |
تحقيق لون موحد على الأجزاء المعقدة يعني التحكم في التيار الكهربائي. من خلال التخزين الاستراتيجي والكاثودات المساعدة والتحريك المستمر للخزان، نتغلب على سرقة التيار لضمان تشطيب مثالي ومتسق في كل مرة.
ما هي التقنيات الناشئة في مجال تشطيب الألمنيوم الأسود؟
مستقبل تشطيب الألمنيوم الأسود مثير للغاية. نحن نتجاوز طرق الصباغة التقليدية.
تعد التقنيات الجديدة بمزيد من المتانة واستقرار الألوان. وهذا أمر بالغ الأهمية للتطبيقات عالية الأداء.
التقنيات المستقبلية الرئيسية
هناك طريقتان بارزتان: التلوين الكهربائي والأكسدة الكهربائية بالبلازما (PEO). توفر كلتا الطريقتين مزايا فريدة لإنشاء طبقات نهائية سوداء متينة. وهما تمثلان قفزة كبيرة إلى الأمام.
| التكنولوجيا | الميزة الأساسية | نتيجة التشطيبات النهائية |
|---|---|---|
| تلوين كهربائي | مقاومة فائقة للضوء | أسود/برونزي ثابت |
| PEO | صلابة قصوى | طبقة شبيهة بالسيراميك |
هذه التطورات تغير طريقة تعاملنا مع معالجات الأسطح المعمرة.

السعي لتحقيق أداء أفضل يدفع عجلة الابتكار في مجال تشطيب الأسطح. يمكن أن يتلاشى لون الصبغة السوداء القياسية المستخدمة في عملية الأكسدة الكهربائية بمرور الوقت، خاصة عند التعرض للأشعة فوق البنفسجية. هذه مشكلة ساعدنا عملاءنا في التغلب عليها.
التلوين الكهربائي: خطوة إلى الأمام
يحل التلوين الكهربائي، أو الأكسدة الثنائية الخطوة، مشكلة البهتان. بدلاً من الصبغة العضوية، نقوم بإيداع أملاح معدنية مستقرة في مسام الأكسدة. وهذا ينتج لونًا أسودًا يشكل جزءًا من الطلاء نفسه. والنتيجة هي تشطيب مقاوم للضوء بشكل لا يصدق.
الأكسدة الكهربائية بالبلازما (PEO)
للحصول على أقصى درجات الصلابة، نبحث عن عمليات جديدة. واحدة من أكثر العمليات الواعدة هي أكسدة كهربائية بالبلازما16. فهو يحول سطح الألومنيوم إلى طبقة صلبة تشبه السيراميك. في الاختبارات التي أجريناها، أظهر هذا الطلاء مقاومة فائقة للتآكل والتلف مقارنة بالطلاء الصلب التقليدي.
هذه العملية مثالية للمكونات في البيئات الميكانيكية أو الكيميائية القاسية. اللون الأسود الناتج ليس مجرد لون؛ إنه طبقة واقية وظيفية. نعتبره عاملاً مغيراً لقواعد اللعبة بالنسبة للأجزاء الحيوية.
| الميزة | الأنودة الصلبة من النوع الثالث | الأكسدة الكهربائية بالبلازما (PEO) |
|---|---|---|
| الصلابة (HV) | 400-700 | 1200-2000 |
| مقاومة التآكل | جيد | ممتاز |
| العملية | التحليل الكهربائي القياسي | القوس الكهربائي الصغير عالي الجهد |
| الأفضل لـ | قطع الغيار العامة | التآكل الشديد، التطبيقات عالية الحرارة |
تُحدث التقنيات الناشئة ثورة في مجال تشطيب الألومنيوم الأسود. يوفر التلوين الكهربائي استقرارًا لا مثيل له في الأشعة فوق البنفسجية، بينما يخلق PEO سطحًا صلبًا للغاية يشبه السيراميك. توفر هذه الطرق متانة وأداءً فائقين للتطبيقات الصعبة، متجاوزةً تقنيات الصباغة التقليدية.
احصل على عرض أسعار سريع للألومنيوم المؤكسد باللون الأسود | PTSMAKE
هل أنت مستعد لتعزيز مشروعك القادم باستخدام الألومنيوم المؤكسد باللون الأسود؟ اتصل بـ PTSMAKE اليوم للحصول على عرض أسعار سريع ومفصل - من النموذج الأولي إلى الإنتاج. تضمن خبرتنا الدقة والاتساق والموثوقية لمكوناتك الهامة. أرسل استفسارك الآن واستمتع بشراكة تصنيع عالمية المستوى!

اكتشف كيف يمكن لهذه الجزيئات المجهرية أن تؤثر على التشطيب النهائي لمنتجك وأدائه. ↩
اكتشف كيف يتم تحقيق اتساق الألوان في الأجزاء المطلية باللون الأسود من أجل الحصول على تشطيب مثالي. ↩
افهم كيف تؤثر هذه الخاصية على المظهر والمتانة طويلة الأمد للأجزاء المصبوغة. ↩
افهم العلم الكامن وراء عملية الأكسدة الكهربائية لتتمكن من اتخاذ قرارات أكثر استنارة بشأن اختياراتك في مجال تشطيب المواد. ↩
اكتشف كيف تعمل هذه العملية الكهروكيميائية على تحسين خصائص سطح الألومنيوم والمعادن الأخرى بشكل جذري. ↩
افهم كيف تؤثر البنية المجهرية على الخصائص البصرية والوظيفية للأجزاء النهائية. ↩
تعرف على المزيد حول عملية التلوين المتطورة هذه التي توفر متانة فائقة ومقاومة للبهتان. ↩
تعرف على كيفية تأثير هذه الهياكل المعدنية المجهرية على جودة السطح النهائي وأدائه. ↩
فهم البنية المجهرية للأغشية الأنودية وكيفية تأثيرها على خيارات التشطيب. ↩
تعرف على الفيزياء الكامنة وراء التشطيبات الشبيهة بالمرآة وكيف تؤثر على المظهر الجمالي لقطعتك. ↩
افهم العلم الكامن وراء كيفية قيام هذه العملية بإنشاء طبقة أكسيد الألومنيوم الواقية والصلبة للغاية. ↩
تعرف على المزيد حول التفاعلات الكيميائية والضوابط الخاصة بهذه المعالجة السطحية الأساسية. ↩
افهم كيف تؤثر خاصية السطح هذه على إدارة الحرارة في تصميماتك الإلكترونية والبصرية. ↩
تعرف على كيفية تأثير المجالات الكهربائية على الطلاء في الزوايا الضيقة والتجاويف. ↩
تعرف على كيفية تمكين هذه الأدوات المتخصصة من الطلاء الدقيق في عمليات الأكسدة المتقدمة لدينا. ↩
افهم عملية القوس الصغير التي تخلق هذا السطح شديد الصلابة الشبيه بالسيراميك على الألومنيوم. ↩






