

Att välja rätt brons för ditt maskinbearbetningsprojekt kan vara frustrerande komplicerat. Med dussintals tillgängliga legeringar, var och en med olika egenskaper och bearbetbarhetsklasser, är det lätt att välja ett material som slösar tid, slöar ut verktyg i förtid eller inte uppfyller dina applikationskrav. Jag har sett många ingenjörer kämpa med det här beslutet.
Den bästa bronsen för maskinbearbetning är vanligtvis C954 aluminiumbrons för allmänna tillämpningar, C642 aluminiumbrons för slitstyrka och C360 mässing för höghastighetsbearbetning. Dessa legeringar erbjuder utmärkt bearbetbarhet, goda mekaniska egenskaper och relativt lågt verktygsslitage jämfört med andra bronssammansättningar.
Jag har arbetat med otaliga bronslegeringar under min karriär och jag kan berätta att valet av rätt legering gör hela skillnaden i din bearbetning. Den perfekta bronslegeringen kan minska produktionstiden, förlänga verktygens livslängd och ge överlägsna detaljprestanda. Låt mig berätta vad jag har lärt mig om dessa anmärkningsvärda legeringar och hjälpa dig att göra det bästa valet för dina specifika applikationsbehov.
Är brons lättare att bearbeta än stål?
Har du någonsin funderat på om brons är smidigare att bearbeta i verkstaden jämfört med stål? Eller kanske frågat dig om den allmänna uppfattningen om brons bearbetbarhet alltid stämmer för alla legeringar och tillämpningar?
Ja, i allmänhet anses brons vara lättare att bearbeta än de vanligaste stålsorterna. Detta beror främst på bronsens lägre hårdhet, bättre värmeledningsförmåga och den vanligtvis mer hanterbara spånbildning som den ger upphov till, vilket leder till snabbare bearbetning och längre verktygslivslängd.
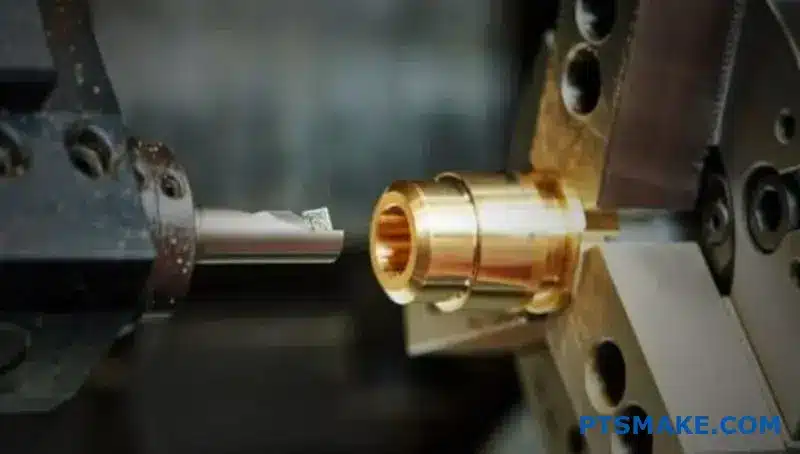
När vi talar om maskinbearbetning är det viktigt att det är lätt att skära i ett material. Det påverkar allt från arbetets hastighet till slitaget på våra skärverktyg. På PTSMAKE arbetar vi ofta med både brons och stål, och skillnaderna i bearbetbarhet är tydliga i den dagliga verksamheten.
Förståelse för maskinbearbetning: Brons vs. stål
Maskinbearbetbarhet är inte bara en enkel "ja"- eller "nej"-kvalitet. Det är en kombination av faktorer. Låt oss gå igenom varför brons ofta får beröm för att vara lättare att arbeta med, särskilt i cnc-bearbetning brons1 applikationer.
Nyckelfaktorer som påverkar bearbetbarheten
- Hårdhet och styrka: Stål, särskilt legerat stål eller stål som har värmebehandlats, är normalt mycket hårdare och starkare än brons. Högre hårdhet innebär att det krävs mer kraft för att skära i materialet, vilket innebär större påfrestningar på skärverktyget och maskinen. Bronslegeringar, även om de är olika, ligger i allmänhet lägre på hårdhetsskalan.
- Termisk konduktivitet: Bronslegeringar har vanligtvis utmärkt värmeledningsförmåga. Det innebär att de avleder värme från skärzonen mer effektivt än många stålsorter. Mindre värmeuppbyggnad innebär svalare verktyg, vilket kan förlänga verktygets livslängd avsevärt och möjliggöra högre skärhastigheter.
- Chipformation: Detta är en mycket viktig aspekt. Brons ger ofta små, hanterbara spånor som bryts lätt och rensas bort från skärområdet utan större besvär. Många stål, särskilt mjukare och mer sega stål, kan ge upphov till långa, trådiga spånor som kan trassla in sig i verktyget eller arbetsstycket, vilket leder till dålig ytfinish och eventuellt verktygsbrott.

En snabb jämförelse
För att ge dig en tydligare bild följer här en förenklad jämförelse baserad på allmänna egenskaper. Kom ihåg att specifika legeringar inom både brons- och stålfamiljerna kan variera mycket.
| Funktion | Brons (allmän) | Stål (vanligt kol/legerat) |
|---|---|---|
| Hårdhet | Lägre | Högre |
| Termisk konduktivitet | Högre | Lägre |
| Chip-karakteristik | Ofta små, spröda | Kan vara lång, trådig |
| Verktygsslitage | Generellt lägre | Generellt högre |
| Skärhastigheter | Kan vara högre | Ofta lägre |
| Behov av smörjning | Kan vara mindre krävande | Ofta mer krävande |
Vår erfarenhet på PTSMAKE är att när en kund har en design som potentiellt kan använda båda materialen och enkel bearbetning är en betydande kostnads- eller tidsfaktor, är brons ofta en enklare väg att gå. Det är dock viktigt att komma ihåg att "stål" är en stor kategori. Vissa stål för fribearbetning är utformade för enklare skärning, och vissa specialiserade bronslegeringar kan vara svårare att arbeta med.

Det handlar inte bara om hur snabbt du kan kapa. Kvaliteten på den färdiga ytan och den uppnådda måttnoggrannheten är också en del av bearbetbarhetsekvationen. Brons ger vanligtvis utmärkt ytfinish med mindre ansträngning. Det innebär mindre tidsåtgång för efterbearbetning, vilket kan vara en verklig fördel i produktionsmiljöer.
Vad är skillnaden mellan 932 och 954 brons?
Har du fastnat mellan 932 och 954 brons för din nästa del? Att göra fel val kan verkligen påverka prestanda och kostnader, eller hur?
932 brons, eller lagerbrons, är utmärkt när det gäller slitstyrka för bussningar och lager. 954 aluminiumbrons erbjuder å andra sidan högre hållfasthet och korrosionsbeständighet, vilket gör den lämplig för mer krävande strukturella och marina applikationer. Det är sammansättningen som ger dessa olika fördelar.

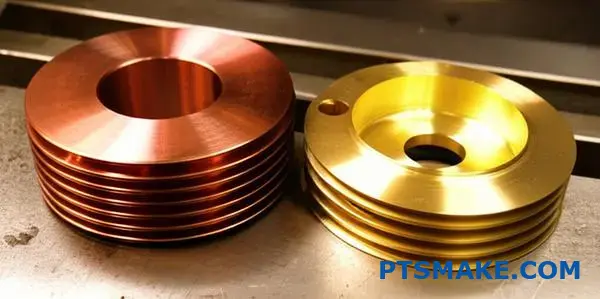
När man tittar på bronslegeringar dyker ofta 932 och 954 upp, men de tjänar helt olika syften. Det är inte bara en subtil variation; deras grundläggande sammansättning leder till distinkta prestandaegenskaper. På PTSMAKE har vi bearbetat båda i stor omfattning, och att förstå dessa skillnader är nyckeln till framgångsrik komponenttillverkning.
Skillnader i kärnans sammansättning
Den primära skillnaden ligger i deras legeringselement.
C932 brons (lagerbrons)
C932, ofta kallad SAE 660, är en tennbrons. Dess typiska sammansättning omfattar koppar, tenn, bly och zink. Blyhalten, som vanligtvis ligger runt 7%, är avgörande eftersom den avsevärt förbättrar bearbetbarheten och ger utmärkta lageregenskaper. Detta gör den till en favorit för applikationer där friktion är ett problem.
C954 brons (aluminiumbrons)
C954 är å andra sidan en aluminiumbrons. Den består främst av koppar och aluminium (ca 10-11%), med tillsats av järn och ibland nickel. Denna sammansättning ger C954 överlägsen styrka och anmärkningsvärd korrosionsbeständighet, särskilt mot havsvatten.
Prestanda- och applikationsutmaning
Låt oss jämföra dem sida vid sida inom viktiga områden:
| Funktion | C932 (lagerbrons) | C954 (aluminiumbrons) |
|---|---|---|
| Primär användning | Lager, bussningar, brickor | Struktur, slitdelar, marin |
| Styrka | Måttlig | Hög |
| Motståndskraft mot korrosion | Bra | Utmärkt (särskilt mot havsvatten) |
| Motståndskraft mot slitage | Bra (friktionsfri) | Mycket bra (nötningsbeständighet) |
| Bearbetbarhet | Utmärkt | Lagom till bra (kan vara nötande) |
| Värmebehandlingsbar | Nej | Ja (för förbättrade egenskaper) |
När vi närmar oss en cnc-bearbetning brons2 projekt påverkar dessa egenskaper direkt materialvalet. Om en kund t.ex. behöver höghållfasta komponenter för marin miljö är 954 ofta den självklara vinnaren. Om applikationen innebär glidande kontakt och måttliga belastningar är 932 vanligtvis lämpligare och mer kostnadseffektivt att bearbeta. Vi har sett projekt där valet av 932 för en högbelastad applikation ledde till förtida haveri, helt enkelt för att man förbisåg styrkan hos 954.

Överväganden om maskinbearbetning
Medan 932 är känd för sin utmärkta bearbetbarhet på grund av blyinnehållet, som fungerar som smörjmedel och spånbrytare, kan 954 aluminiumbrons vara tuffare mot skärverktyg. Dess högre hållfasthet och förekomsten av aluminiumoxider kan göra den mer slipande. Det betyder inte att 954 är svårt att bearbeta; det kräver bara rätt verktyg, hastigheter och matningar. I vår CNC-bearbetning av brons på PTSMAKE justerar vi våra parametrar i enlighet med detta för att säkerställa optimala resultat för båda legeringarna. Till exempel är hårdmetallverktyg ofta att föredra för 954 för att hantera dess slipande natur.
Vilken Rockwell är brons?
Har du någonsin undrat hur ett enkelt tal som ett Rockwell-värde kan avgöra hur det går för din bronsdetalj? Eller kanske känt dig förbryllad när du försökt koppla hårdhetsgraden till prestanda och bearbetbarhet i verkligheten?
Rockwell-hårdhet för brons är ett standardiserat test som mäter dess motståndskraft mot intryckning, vanligtvis uttryckt på B-skalan (HRB). Detta värde anger bronsens relativa hårdhet, vilket direkt påverkar dess slitstyrka, hållfasthet och maskinbearbetningsegenskaper för olika tillämpningar.

Att förstå Rockwells hårdhet är avgörande när du ska välja en bronslegering för en viss applikation. Det är inte bara en abstrakt siffra; det är en praktisk indikator på hur materialet kommer att bete sig. På PTSMAKE hänvisar vi ofta till Rockwell-värden för att vägleda våra kunder mot de bästa materialvalen för deras specifika behov, särskilt när det handlar om precisionskomponenter som kräver specifika mekaniska egenskaper.
Avkodning av Rockwell-hårdhet för bronslegeringar
Så, vad exakt säger ett Rockwell-test om brons? I huvudsak mäter det materialets motståndskraft mot permanent deformation när en specifik intryckskropp trycks in i ytan under en fast belastning. Ju grundare indragningsdjup3desto hårdare är materialet. För de flesta bronslegeringar är Rockwell B-skalan (med en 1/16-tums stålkulindenter och en större belastning på 100 kgf) den vanligaste referensen.
Varför detta nummer är viktigt
Rockwells hårdhetsvärde är direkt korrelerat med flera viktiga prestandaattribut:
- Motståndskraft mot slitage: Hårdare bronser (högre HRB-värden) ger i allmänhet bättre motståndskraft mot abrasivt slitage. Detta är avgörande för delar som lager, bussningar och kugghjul.
- Styrka: Även om det inte är ett direkt mått på drag- eller sträckgräns, finns det ofta en positiv korrelation. Hårdare bronser tenderar att vara starkare.
- Bearbetbarhet: Det är här det blir intressant. Extremt hårda bronser kan vara mer utmanande att bearbeta, vilket kan leda till ökat verktygsslitage och långsammare produktionstider. Omvänt kan mycket mjuka bronser resultera i gummiaktiga spånor och dålig ytfinish. Det finns en gyllene punkt, och att förstå Rockwell-värdet hjälper till att hitta den för
cnc-bearbetning bronsprojekt.

Typiska Rockwell-intervall för vanliga bronser
Olika bronslegeringar uppvisar olika Rockwell-hårdhetsvärden på grund av sina unika kemiska sammansättningar och, i vissa fall, värmebehandlingar. Här är en allmän idé för några populära val som vi ofta arbetar med på PTSMAKE:
| Bronslegering | Typisk Rockwell B (HRB) | Viktiga egenskaper relaterade till hårdhet |
|---|---|---|
| C932 (lagerbrons) | 55-65 | Goda friktionshämmande egenskaper, måttlig slitstyrka |
| C954 (aluminiumbrons) | 85-100 | Hög hållfasthet, utmärkt slitage- och korrosionsbeständighet |
| C863 (manganbrons) | 80-95 | Mycket hög hållfasthet, bra för tunga belastningar, rimligt slitage |
| C510 (fosforbrons) | 70-85 | Bra fjädringsegenskaper, bra utmattningshållfasthet |
| C63000 (Nickel Al. Brons) | 90-100 (ofta HRB/HRC) | Mycket hög hållfasthet, utmärkt korrosionsbeständighet |
Denna tabell ger en ögonblicksbild. Det är viktigt att konsultera specifika datablad för den exakta kvalitet du överväger, eftersom värdena kan variera något mellan tillverkare och materialförhållanden (t.ex. gjutna kontra smidda, eller värmebehandlade tillstånd för legeringar som C954). Efter att ha jämfört våra testresultat på olika batcher har vi funnit att dessa intervall är ganska konsekventa.

Tillämpa Rockwell-kunskap på ditt projekt
Det räcker inte att bara känna till Rockwell-talet. Nyckeln är att tolka det i förhållande till kraven i din applikation. Om du ska konstruera ett högbelastat lager är en legering som C954 eller C863 med högre HRB-värden att föredra. För bussningar för allmänna ändamål där bearbetbarhet också är en nyckelfaktor kan C932 vara ett mer balanserat val. Under mina mer än 15 års erfarenhet av precisionstillverkning har jag sett att ett välinformerat materialval, där hårdhet beaktas tillsammans med andra egenskaper som korrosionsbeständighet eller värmeledningsförmåga, är avgörande för ett lyckat projekt.
Vad är ASTM för brons?
Har du någonsin känt dig vilse i ett hav av koder och undrat vilken ASTM-standard som faktiskt reglerar den brons du behöver för din design? Eller kanske oroat dig för att om du förbiser rätt specifikation kan det äventyra hela ditt projekt?
ASTM International publicerar en omfattande uppsättning standarder för bronslegeringar, som definierar deras kemiska sammansättning, mekaniska egenskaper, former (som gjutna eller smidda produkter) och testprocedurer. Viktiga specifikationer inkluderar ASTM B505 för stränggjutna legeringar och ASTM B22/B584 för sandgjutning, vilket säkerställer jämn kvalitet.

Att förstå dessa standarder är mer än bara en övning i att kryssa i en ruta; det är grundläggande för att uppnå tillförlitliga och förutsägbara resultat i dina ingenjörsprojekt.
Varför ASTM-standarder är din vän
Tänk på ASTM-standarder som ett universellt språk för material. När du specificerar en bronslegering enligt en ASTM-beteckning kommunicerar du exakta krav på dess kemiska sammansättning, hur den ska fungera mekaniskt och ofta även hur den tillverkas och testas. Detta hjälper alla, från gjuteriet till maskinverkstaden som vi på PTSMAKE, att vara på samma sida. Det säkerställer att du får den materialprestanda du förväntar dig och hjälper till att förhindra kostsamma misstag eller materialfel i slutändan. Enligt min erfarenhet sparar det mycket huvudvärk att följa dessa standarder från början.
Avkodning av vanliga ASTM-bronsspecifikationer
ASTM-standarder för metaller börjar vanligtvis med bokstaven "B", följt av ett nummer. För brons finns det många specifikationer, ofta anpassade till tillverkningsprocessen (gjuten eller smidd) och den specifika legeringsfamiljen.
Standarder för gjutna bronser
Gjutna bronskomponenter formas genom att smält brons hälls i en form. Några allmänt använda ASTM-standarder inkluderar:
- ASTM B505/B505M: Detta omfattar stränggjutna kopparlegeringar i form av stång, rör och profiler. Många vanliga lagerbronser som C93200 eller C95400 faller under detta när de är stränggjutna. Den specificerar kemiska krav och typiska mekaniska egenskaper.
- ASTM B22/B22M: Denna specifikation avser sandgjutgods av kopparlegering för broar och vändskivor, ofta för mycket tunga tillämpningar.
- ASTM B584: Detta är en viktig bok för allmän ingenjörskonst, som omfattar sandgjutgods i kopparlegeringar för allmänna tillämpningar. Den innehåller en lista över många vanliga legeringar, inklusive tennbronser, blyhaltiga tennbronser, högblyhaltiga tennbronser och aluminiumbronser.

Standarder för smidda bronser
Smidesbronser bearbetas mekaniskt till sin slutliga form (t.ex. valsas, dras, strängpressas). Denna process förbättrar ofta deras mekaniska egenskaper. Vanliga standarder här är:
- ASTM B139/B139M: Denna standard gäller för stång och formar av fosforbrons. Fosforbronser är kända för sin styrka, seghet och goda slitstyrka.
- ASTM B150/B150M: Detta omfattar stång och profiler av aluminiumbrons. Dessa legeringar är utmärkta för sin höga hållfasthet och korrosionsbeständighet, särskilt i marina miljöer. När vi gör
cnc-bearbetning bronsFör krävande applikationer används ofta material som specificeras enligt ASTM B150.
Nyckelinformation inom en ASTM Bronze Standard
Så vad exakt hittar du när du slår upp en av dessa ASTM-specifikationer? De är ganska detaljerade, och av goda skäl. Vanligtvis hittar du:
| Informationskategori | Typiska detaljer som omfattas |
|---|---|
| Omfattning | Legeringstyper/UNS-nummer, former (gjutgods, stång, plåt), användningsområden |
| Refererade dokument | Andra ASTM-standarder för testmetoder etc. |
| Terminologi | Definitioner av termer som används i standarden |
| Beställningsinformation | Vad ska anges vid inköp |
| Kemisk sammansättning | %-gränser för varje legeringselement (t.ex. Cu, Sn, Zn, Al, Pb) |
| Mekaniska egenskaper | Krav på draghållfasthet, sträckgräns, töjning, hårdhet |
| Mått & toleranser | Tillåtna variationer i storlek och form |
| Utförande, finish och utseende | Kvalitetsförväntningar på materialets yta |
| Provtagning och testning | Procedurer för provtagning och genomförande av tester |
| Certifiering | Krav på materialprovningsrapporter |
Förståelse för dessa metallurgisk4 och dimensionella detaljer är avgörande. När en kund anger en ASTM-klass använder vi på PTSMAKE standarden för att verifiera inkommande råmaterial och se till att våra tillverkningsprocesser uppfyller alla specifika krav, vilket garanterar att de slutliga delarna uppfyller den avsedda designprestandan. Det är en kritisk del av vår kvalitetssäkring.
Vad är likvärdigt med C84400 Bronze?
Har du någonsin kämpat för att hitta ett perfekt substitut för C84400 brons när det inte finns tillgängligt eller inte är idealiskt för en specifik aspekt av ditt projekt? Det kan vara svårt att hitta den balansen, eller hur?
Även om ingen enskild legering erbjuder en exakt identisk matchning, anses C83600 (SAE 40) allmänt vara den närmaste funktionella motsvarigheten till C84400-brons. Detta beror på deras mycket liknande kemiska sammansättningar, jämförbara mekaniska egenskaper, goda bearbetbarhet och korrosionsbeständighet.

C84400, ofta känd som halvröd mässing eller blyhaltig halvröd mässing, är ett populärt val för allmänna VVS-armaturer, fixturer och lågtrycksventiler. Dess attraktionskraft kommer från en bra kombination av måttlig styrka, anständig korrosionsbeständighet och utmärkt bearbetbarhet, främst på grund av dess blyinnehåll. Det uppstår dock situationer där ett alternativ är nödvändigt, kanske på grund av tillgänglighet, specifika myndighetskrav (som strängare blygränser i vissa applikationer) eller en önskan om något annorlunda prestandaegenskaper.
Förståelse för den viktigaste konkurrenten: C83600 (SAE 40)
C83600, som också ofta kallas 85-5-5-5-brons (vilket indikerar dess nominella sammansättning av 85% koppar, 5% tenn, 5% bly och 5% zink), ligger mycket nära C84400. Den metallurgiska egenskaper5 av dessa två legeringar är ganska lika. På PTSMAKE, när kunder letar efter ett alternativ till C84400 för allmänna cnc-bearbetning brons applikationer är C83600 ofta vår första rekommendation.
Här är en snabb jämförelse baserad på typiska egenskaper:
| Fastighet | C84400 (typiskt) | C83600 (typiskt) |
|---|---|---|
| Koppar (Cu) | ~81% | ~85% |
| Tenn (Sn) | ~3% | ~5% |
| Bly (Pb) | ~7% | ~5% |
| Zink (Zn) | ~9% | ~5% |
| Draghållfasthet | 241 MPa (35 ksi) | 255 MPa (37 ksi) |
| Utbyteshållfasthet | 117 MPa (17 ksi) | 124 MPa (18 ksi) |
| Maskinbearbetningsgrad | 80 (Fri skärande mässing=100) | 90 (Friskärande mässing=100) |
Som du kan se från våra interna data och industristandarder erbjuder C83600 i allmänhet något högre hållfasthet och ännu bättre bearbetbarhet. Det lägre blyinnehållet i C83600 kan också vara en fördel i regioner med strängare miljö- eller hälsobestämmelser.

Andra överväganden och potentiella alternativ
Även om C83600 är den närmaste allround-ekvivalenten kan andra legeringar övervägas beroende på den mest kritiska egenskapen för din applikation:
Om förbättrade bärande egenskaper behövs:
- C93200 (SAE 660 Bearing Bronze): Denna legering har högre blyhalt (typiskt 6-8%) och tennhalt (6,3-7,5%), vilket gör den överlägsen för lager- och bussningsapplikationer där slitstyrka och friktionsskyddande egenskaper är av största vikt. Den totala mekaniska hållfastheten är dock jämförbar med eller något lägre än för C84400/C83600.
Om högre hållfasthet krävs (och viss bearbetbarhet kan offras):
- C86300 (manganbrons): Detta ger betydligt högre drag- och sträckgräns men är svårare att bearbeta. Det är inte en direkt motsvarighet men ett steg upp i styrka om det behövs.
Under mina mer än 15 år på PTSMAKE har vi väglett många kunder genom dessa nyanser i materialvalet. Det viktigaste är att identifiera de mest kritiska prestandakraven. Om exempelvis trycktäthet är det viktigaste för en rörkomponent fungerar både C84400 och C83600 bra. Om det är en del som kommer att utsättas för mer dynamiska belastningar eller slitage kan vi efter en diskussion om avvägningarna välja en något annorlunda legering.

I slutändan beror den "bästa" motsvarigheten på de specifika kraven för din komponent. C83600 är en utmärkt utgångspunkt och är ofta en direkt ersättare för många C84400-applikationer, särskilt när det gäller enkel cnc-bearbetning brons är en faktor.
Hur förbättrar CNC-bearbetning kvaliteten på bronsdetaljer?
Kämpar du för att få bronsdetaljer som konsekvent uppfyller dina kvalitetsstandarder? Orsakar variationer och defekter huvudvärk och projektförseningar för dig?
CNC-bearbetning förbättrar kvaliteten på bronsdetaljer genom att leverera överlägsen precision, konsekvent repeterbarhet, utmärkt ytfinish och kapacitet för komplexa geometrier, samtidigt som materialets strukturella integritet bibehålls och defekter minimeras.

När vi talar om att tillverka förstklassiga bronsdelar sticker CNC-bearbetning (Computer Numerical Control) verkligen ut. Det är en process som ger en nivå av förfining och tillförlitlighet som äldre metoder ofta inte kan matcha. På PTSMAKE förlitar vi oss starkt på CNC-teknik för att leverera den kvalitet som våra kunder förväntar sig för sina bronskomponenter.
Oöverträffad precision och snäva toleranser
CNC-maskiner följer exakta digitala ritningar. Det innebär att de skulpterar brons med fantastisk noggrannhet. Det minskar verkligen det mänskliga felet. Så på PTSMAKE träffar vi konsekvent snäva toleranser som gamla skolans manuella metoder ofta inte kan nå.
Tänk på att tillverka massor av bronsbussningar för en stor montering. För den här typen av projekt ser CNC-bearbetning till att varje enskild del är nästan exakt likadan. Denna typ av konsistens är ett stort plus för kvaliteten när du gör cnc-bearbetning brons.

Bättre ytfinish och komplexa former
En annan stor vinst är ytfinishen. CNC-maskiner kan göra bronsdelar superlena, direkt från maskinen. Det innebär ofta att mindre tid, eller ingen tid alls, behöver läggas på att polera upp dem efteråt. Det sparar tid och pengar, vilket är något vi alltid strävar efter i våra projekt.
Dessutom är CNC fantastiskt för att skapa komplexa former. Vi har använt den för att skapa några riktigt detaljerade bronsföremål, antingen för konst eller för mycket specifika jobb. Att försöka tillverka dessa med äldre metoder skulle vara otroligt svårt, om inte omöjligt.
Håller bronset starkt och använder mindre material
CNC-bearbetning sker genom att material försiktigt skärs bort. Detta kontrollerade sätt att arbeta hjälper till att skydda bronsens inre styrka, dess metallurgisk integritet6. Vi kan ställa in skärningen precis rätt för att undvika för mycket stress eller värme. Detta är superviktigt för vissa typer av brons som inte gillar att bli för varma.
När man jämför det med något som traditionell gjutning, cnc-bearbetning brons innebär ofta färre dolda brister inuti detaljen, som små luftbubblor. Du får alltså en starkare och mer tillförlitlig del. Att vara så exakt innebär dessutom mindre slöseri med brons. Från vad vi har sett i vårt arbete på PTSMAKE, här är en snabb titt på hur de staplar upp:
| Funktion | CNC-bearbetning brons | Traditionell gjutning av brons |
|---|---|---|
| Precision | Mycket hög | Måttlig till låg |
| Ytfinish | Utmärkt | Medel till Bra (behöver mer arbete) |
| Komplexitet | Hög (invecklade detaljer) | Måttlig (enklare former) |
| Material Avfall | Lägre (effektiv kapning) | Högre (t.ex. grindar, granar) |
| Interna defekter | Sällsynt | Potential för porositet |
Denna förmåga att förfina varje aspekt av bronsdelen, från dess dimensioner till dess yta, är anledningen till att CNC-bearbetning är en hörnsten i modern tillverkning av kvalitetskomponenter.
Vilka toleranser kan uppnås i CNC-bearbetad brons?
Vill du ha ultraexakta dimensioner på dina bronskomponenter? Har du någonsin upplevt att bronslegeringarnas unika natur gör det svårt att uppnå exakta toleransmål?
Vanligtvis kan CNC-bearbetning uppnå toleranser för bronsdelar från ±0,005 tum (±0,127 mm) ner till ±0,001 tum (±0,025 mm). Snävare toleranser är ofta möjliga med specialutrustning, noggrann processkontroll och beror på den specifika bronslegeringen och delens komplexitet.
Att uppnå snäva toleranser i CNC-bearbetad brons handlar inte bara om att ha en bra maskin; det är en kombination av faktorer. Under mina mer än 15 år inom precisionstillverkning har jag lärt mig att förståelse för dessa variabler är nyckeln till framgång. När vi på PTSMAKE närmar oss ett projekt som involverar cnc-bearbetning bronsI vårt arbete med att ta fram en ny produkt tar vi hänsyn till flera viktiga aspekter för att säkerställa att vi uppfyller, och ofta överträffar, våra kunders specifikationer.
Nyckelfaktorer som påverkar toleranser vid bearbetning av brons
Flera faktorer spelar en avgörande roll när det gäller att bestämma den slutliga precisionen hos en bronsdetalj. Att få dessa rätt är grundläggande.
Betydelsen av val av bronslegering
Alla bronslegeringar är inte lika bra när det gäller att hålla snäva toleranser. Vissa, som blyhaltiga bronser (t.ex. C93200), är uppskattade för sin maskinbearbetbarhet, vilket kan bidra till bättre dimensionskontroll. Andra, som aluminiumbronser (t.ex. C95400), är starkare och mer slitstarka men kan vara svårare att bearbeta till extremt fina gränser på grund av sin seghet. Legeringens inneboende stabilitet och hur den reagerar på skärkrafter är viktiga faktorer.

CNC-maskinernas kapacitet och verktyg
Kvaliteten och skicket på själva CNC-maskinen är av yttersta vikt. En väl underhållen maskin med högkvalitativa spindlar, minimalt glapp och en robust konstruktion kommer av naturliga skäl att producera mer exakta detaljer. Skarpa, lämpliga skärverktyg som är utformade för brons, tillsammans med optimerade matningar och hastigheter, minskar skärkrafterna och verktygsavböjningen, vilket leder till bättre toleranskontroll. I tidigare projekt på PTSMAKE har vi sett betydande förbättringar genom att helt enkelt välja den optimala verktygsgeometrin för en specifik bronssort.
Formgivning och geometrisk komplexitet
Utformningen av själva detaljen påverkar i hög grad vilka toleranser som kan uppnås. Funktioner som mycket tunna väggar, djupa och smala fickor eller komplexa inre geometrier kan vara utmanande. Tunna sektioner kan böjas under skärtryck, medan djupa hålrum kan göra det svårt att evakuera spånor, vilket kan påverka ytfinhet och noggrannhet.
Termiska överväganden vid bronsbearbetning
Bronslegeringar, liksom alla metaller, expanderar och drar ihop sig vid temperaturförändringar. Brons Koefficient för termisk expansion7 (CTE) varierar mellan olika bronslegeringar. Under bearbetningen alstras värme och om den inte hanteras på rätt sätt med kylmedel och lämpliga skärparametrar kan det leda till att arbetsstycket expanderar. Om man inte tar hänsyn till denna expansion kan detaljen hamna utanför toleranserna när den har svalnat till omgivningstemperatur. Genom noggrann processutveckling har vi lärt oss hur vi effektivt kan mildra dessa termiska effekter.
Standard- kontra precisionstoleranser för CNC-bearbetad brons
Även om det finns allmänna riktlinjer är den "uppnåeliga" toleransen ofta projektspecifik.
| Tolerans Klass | Typiskt intervall (tum) | Typiskt intervall (mm) | Anteckningar |
|---|---|---|---|
| Standard | ±0.005" - ±0.010" | ±0,127 mm - ±0,254 mm | Lämplig för många allmänna tillämpningar. |
| Precision | ±0.001" - ±0.004" | ±0,025 mm - ±0,102 mm | Kräver noggrann inställning, bra verktyg och processkontroll. |
| Hög precision | < ±0.001" | < ±0,025 mm | Innebär ofta specialiserade maskiner, miljöer och tekniker. |
För att uppnå dessa höga precisionstal, särskilt under ±0,001 tum, krävs ofta sekundära operationer som slipning eller lappning, särskilt om bronslegeringen är mer utmanande att bearbeta. Men för många cnc-bearbetning brons är precisionsområdet väl inom ramen för moderna CNC-centers kapacitet när de används med expertis. På PTSMAKE diskuterar vi alltid toleranskraven i förväg för att anpassa förväntningarna och säkerställa att tillverkningsstrategin är optimerad för kundens behov.
Vilka är begränsningarna med att använda brons i CNC-bearbetning?
Tror du att brons är den perfekta lösningen för alla CNC-jobb? Kan förbiseendet av dess specifika nackdelar leda till oväntade design- eller produktionshinder för dina komponenter?
De viktigaste begränsningarna är den relativt sett högre materialkostnaden jämfört med vissa stål eller aluminium, lägre styrka/vikt-förhållande än vissa alternativ och risk för gnissling i vissa legeringar om bearbetningsparametrarna inte är optimerade. Specifika bronstyper har också specialiserade, inte universella, tillämpningar.

Brons erbjuder många fördelar för CNC-bearbetade komponenter, men det är inte alltid det perfekta materialvalet för alla situationer. Att förstå dess begränsningar är lika viktigt som att känna till dess styrkor. På PTSMAKE tror vi på att ge en balanserad bild för att hjälpa dig att fatta de bästa besluten för dina projekt.
Överväganden om kostnader
En av de främsta begränsningarna kan vara den initiala materialkostnaden.
Pris på råmaterial
I allmänhet tenderar bronslegeringar att vara dyrare per kilo än många vanliga stål- eller aluminiumkvaliteter. Denna skillnad kan vara betydande, särskilt för större delar eller högvolymproduktionskörningar. Det här är en faktor som vi alltid diskuterar med våra kunder när vi undersöker materialalternativ.
Bearbetbarhet för vissa legeringar
Även om många bronslegeringar är kända för god till utmärkt bearbetbarhet, kan vissa höghållfasta eller specialiserade bronser (som vissa aluminiumbronser eller manganbronser) vara hårdare och mer slipande på skärverktyg. Detta kan leda till något lägre bearbetningshastigheter eller ökat verktygsslitage, vilket i sin tur kan öka den totala kostnaden för cnc-bearbetning brons delar.

Styrka-till-vikt-förhållande
När strukturell effektivitet är av största vikt är brons kanske inte alltid det bästa alternativet.
Jämförelse med alternativ
Bronslegeringar ger god hållfasthet, men material som värmebehandlade legerade stål eller vissa aluminiumlegeringar kan ge ett överlägset förhållande mellan hållfasthet och vikt. Om minimering av komponentvikten samtidigt som hållfastheten maximeras är en kritisk konstruktionsfaktor, kan andra material vara mer lämpliga.
Här är en mycket allmän jämförelse:
| Funktion | Brons (typiskt) | Stål (kol/legerat) | Aluminium (legering) |
|---|---|---|---|
| Densitet (ungefärlig) | Högre | Högre | Lägre |
| Hållfasthet (typisk) | Måttlig till hög | Hög till mycket hög | Måttlig till hög |
| Styrka-till-vikt | Lägre | Måttlig till hög | Högre |
Detta är naturligtvis en förenklad bild, eftersom de specifika legeringarna inom varje kategori varierar kraftigt.
Specifika legerings- och bearbetningsutmaningar
Vissa bronslegeringar har sin egen uppsättning överväganden.
Gallring och slitage
Vissa bronslegeringar, särskilt de med lägre hårdhet eller vissa sammansättningar, kan vara benägna att drabbas av galling eller en känslighet för kallsvetsning8 vid glidande kontakt med andra metaller, inklusive skärverktyg om de inte hanteras på rätt sätt. Detta kräver noggrant val av skärparametrar, verktygsbeläggningar och kylvätskor. Vår erfarenhet från tidigare projekt vid PTSMAKE har visat att optimerade inställningar minskar detta på ett effektivt sätt.
Miljö- och applikationsnyanser
Blyhaltiga bronser, som visserligen har utmärkt bearbetbarhet, möter ökande restriktioner i vissa applikationer (som dricksvattensystem eller RoHS-kompatibla produkter) på grund av miljö- och hälsoproblem med bly. Dessutom är inte alla bronslegeringar lämpliga för alla miljöer; vissa kanske inte fungerar bra i mycket sura eller specifika kemiska exponeringar där specialiserade rostfria stål kan utmärka sig. Det handlar om att matcha rätt brons till rätt jobb, en princip som vi följer noga.
Utforska hur specifika bronslegeringar fungerar vid CNC-bearbetning och hur de påverkar hastighet, verktygslivslängd och ytkvalitet. ↩
Läs mer om hur du väljer rätt bronslegering för dina specifika behov och tillämpningar inom CNC-bearbetning. ↩
Förstå hur denna specifika testparameter direkt påverkar materialets lämplighet för olika tekniska behov. ↩
Upptäck varför dessa metallurgiska detaljer är avgörande för materialval och kvalitet. ↩
Utforska hur dessa interna strukturer påverkar materialets styrka, duktilitet och bearbetbarhet. ↩
Lär dig hur materialstrukturen påverkar detaljens prestanda och hållbarhet. ↩
Förstå hur denna materialegenskap kritiskt påverkar precisionen under och efter bearbetningen av bronskomponenter. ↩
Lär dig mer om denna vidhäftningsprocess som är avgörande för att förstå materialkompatibilitet vid maskinbearbetning. ↩






