

Du väljer material till din nästa produkt och hälsofrågorna håller dig vaken om nätterna. Kommer dina kunder att bli sjuka av att använda delar som är tillverkade av fel material? Insatserna känns otroligt höga när du är ansvarig för att välja material som kommer i kontakt med livsmedel, medicintekniska produkter eller konsumentprodukter som människor använder varje dag.
Rostfritt stål är i allmänhet hälsosammare än anodiserat aluminium för de flesta tillämpningar. Rostfritt stål läcker inte ut kemikalier och motstår korrosion bättre, medan anodiserat aluminium kan frigöra små mängder aluminiumjoner över tid.
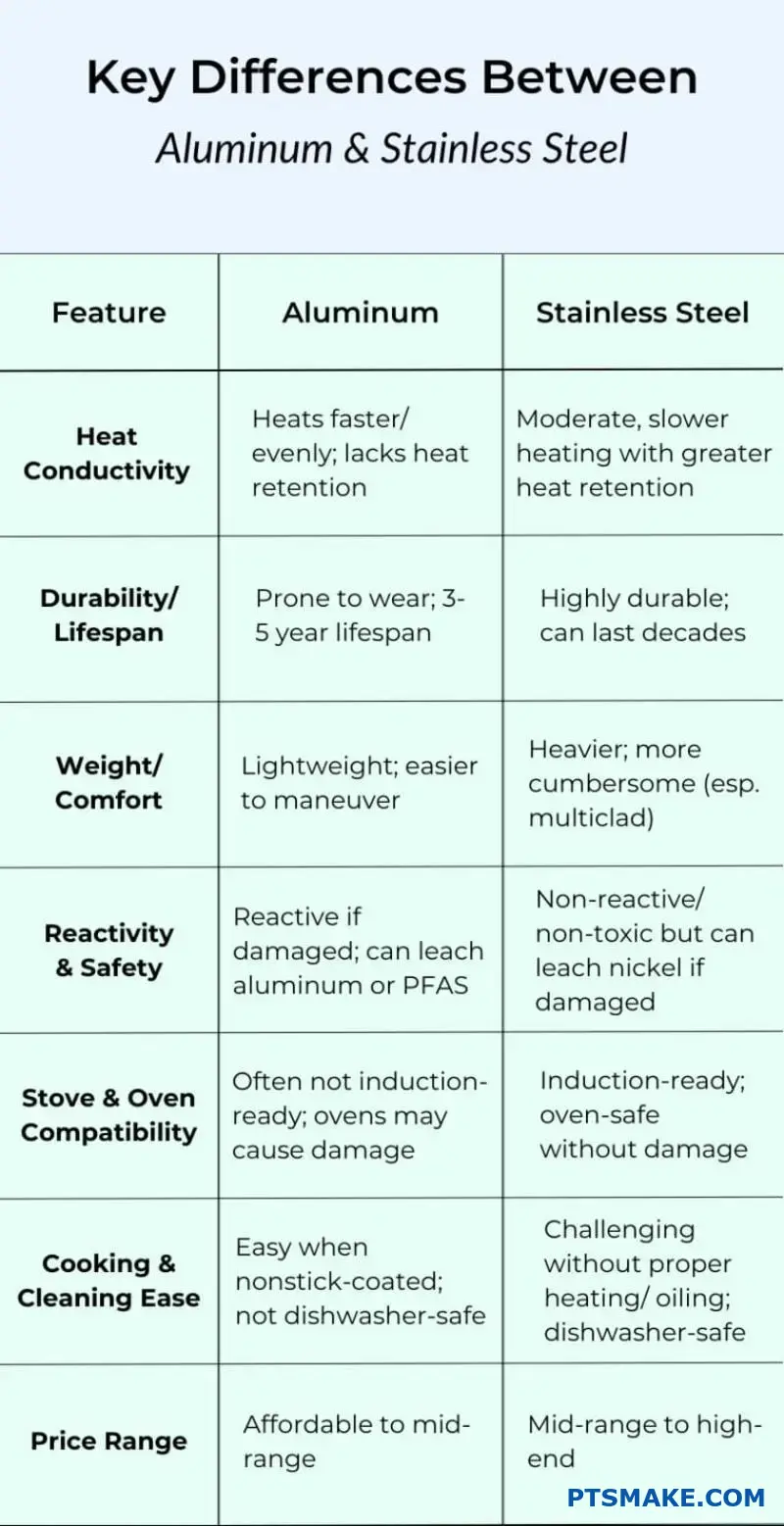
Jag får den här frågan från kunder på PTSMAKE nästan varje vecka. Ingenjörer och produktchefer vill göra rätt val för sina användares säkerhet. Den goda nyheten är att båda materialen kan vara säkra när de används på rätt sätt. Den verkliga frågan är vilket som passar din specifika applikation bäst. Låt mig gå igenom vad jag har lärt mig om dessa material och deras hälsoeffekter, så att du kan fatta det bästa beslutet för ditt projekt.
Vilka är fördelarna och nackdelarna med anodiserat aluminium?
Har du någonsin specificerat en ytbehandling för en aluminiumdel, bara för att se den misslyckas i fält? Det är ett frustrerande bakslag som kan äventyra produktens prestanda och utseende.
Anodiserad aluminium erbjuder exceptionell hållbarhet, överlägsen korrosions- och slitstyrka samt en dekorativ, färgstabil finish. De största nackdelarna är dock att ytan är hård men spröd och lätt spricker, att det är svårt att reparera repor och att vissa färgämnen kan blekna under långvarig UV-exponering.
Den positiva sidan: De viktigaste fördelarna med anodisering
När vi arbetar med projekt på PTSMAKE, från flyg- och rymdkomponenter till konsumentelektronik, kommer samtalet ofta in på ytbehandling. Anodisering är en toppkandidat för aluminiumdelar, och det av goda skäl. Den främsta fördelen är att man skapar en otroligt hård och hållbar yta. Till skillnad från färg är det anodiserade skiktet en integrerad del av själva aluminiumet och skapas genom en elektrolytisk passivering1 process som ökar det naturliga oxidskiktet. Detta gör den mycket mer motståndskraftig mot nötning och slitage. Denna förbättring är inte bara ytlig; den förlänger avsevärt detaljens livslängd, särskilt i miljöer med högt slitage. Enligt vår erfarenhet kan korrekt anodiserad aluminium överträffa obehandlade delar med en betydande marginal.
| Funktion | Standard aluminium | Anodiserad aluminium |
|---|---|---|
| Hårdhet på ytan | Relativt mjuk | 60-70 Rockwell C |
| Korrosion | Känslig | Mycket motståndskraftig |
| Avsluta | Rå metall | Dekorativ, färgbar |
Nackdelen: Potentiella begränsningar att ta hänsyn till
Ingen process är dock perfekt. Samma hårdhet som gör anodiseringen så hållbar medför också en viktig nackdel: sprödhet. Den hårda anodbeläggningen är mindre formbar än det aluminiumsubstrat som ligger under den. Om en anodiserad del böjs, utsätts för stötar eller termiska cykler kan beläggningen få mikrosprickor, vilket kan leda till att dess skyddande egenskaper försämras med tiden. En annan viktig faktor är reparerbarheten. Om en anodiserad aluminiumyta får en djup repa kan du inte bara bättra på den. Hela delen måste avlägsnas från sin beläggning och anodiseras på nytt, vilket kan vara kostsamt och tidskrävande. Detta är en kritisk faktor för delar som sannolikt kommer att utsättas för hårdhänt hantering under sin livslängd.
| Begränsning | Beskrivning | Bästa applikationen för att undvika problem |
|---|---|---|
| Skörhet | Den hårda beläggningen kan spricka under påfrestning. | Statiska strukturella eller kosmetiska delar. |
| Reparerbarhet | Repor kräver fullständig avskalning och nyanodisering. | Interna komponenter, skyddade kapslingar. |
| UV-stabilitet | Organiska färgämnen kan blekna med tiden. | För inomhusbruk eller använd UV-stabila färgämnen. |

Anodisering ger aluminium en robust och estetisk yta som ökar dess hårdhet och korrosionsbeständighet. Det är dock viktigt att väga dessa fördelar mot begränsningarna, t.ex. beläggningens sprödhet och svårigheten att reparera repor, för att säkerställa att det är rätt val för din applikation.
Är anodiserat aluminium säkert?
Har du någonsin tittat på en elegant produkt i anodiserat aluminium och undrat över dess säkerhet? Denna osäkerhet är vanlig, särskilt när det gäller produkter för kök eller medicintekniska produkter där säkerheten inte är förhandlingsbar.
Ja, anodiserat aluminium är överväldigande säkert för de flesta konsument- och industritillämpningar. Anodiseringsprocessen skapar en stabil, icke-reaktiv och hållbar förseglad yta som förhindrar att det råa aluminiumet urlakas eller interagerar med sin omgivning, inklusive livsmedel.

Säkerheten hos anodiserat aluminium kommer från det skyddande skikt som skapas under anodiseringsprocessen. Detta är ett elektrokemisk2 Process som omvandlar metallytan till en slitstark, korrosionsbeständig, anodisk oxidfinish.
Det anodiska oxidskiktet
Det här skiktet är inte en beläggning som färg, utan det är integrerat direkt i aluminiumet. Det betyder att det inte kommer att flisas eller flagna, vilket säkerställer att den råa metallen förblir säkert förseglad. Denna inerta yta är giftfri och stabil.
Applikationssäkerhet vid PTSMAKE
I våra projekt på PTSMAKE anpassar vi alltid anodiseringstypen till produktens slutanvändning för att garantera säkerhet och prestanda.
| Tillämpning | Viktig säkerhetsfaktor | Vår rekommendation |
|---|---|---|
| Köksredskap | Motståndskraft mot sura livsmedel och repor | Typ III (hård) anodisering |
| Elektronik | Elektrisk isolering, användarsäkerhet | Anodisering typ II |
| Medicintekniska produkter | Biokompatibilitet och sterilisering | Anodisering av medicinsk kvalitet |
Även om anodiserat aluminium i allmänhet är säkert, kan dess skyddande egenskaper äventyras under vissa förhållanden. Det primära problemet är integriteten hos själva den anodiserade ytan.
Risken för djupa repor
Om det anodiserade skiktet är djupt repat eller urholkat kan det råa aluminiumet på undersidan blottas. För de flesta föremål är detta inget problem. Men för köksredskap kan denna exponering potentiellt leda till mindre metalläckage när de används med mycket sura livsmedel som tomater eller citrusfrukter.
Betydelsen av kvalitetskontroll
Alla anodiseringsprocesser ger inte samma kvalitet. En dålig process kan resultera i en ofullständig eller porös tätning, vilket motverkar syftet. Det är därför som rigorösa kvalitetskontroller av skikttjocklek och tätningsintegritet är en standarddel av vårt tillverkningsprotokoll, vilket säkerställer att varje del vi levererar är helt säker och hållbar.

Anodiserat aluminium anses vara mycket säkert eftersom den förseglade, icke-reaktiva ytan förhindrar urlakning av metaller. Nyckeln till dess säkerhet ligger i kvaliteten på anodiseringsprocessen och att upprätthålla integriteten hos detta skyddande skikt, eftersom djupa repor kan exponera den råa metallen under.
Är anodiserat aluminium ohälsosamt?
Har du någonsin tittat på en vackert färdig produkt och undrat om dess beläggning kan utgöra en hälsorisk? Säkerheten för material som anodiserad aluminium är en vanlig fråga för många designers.
Nej, anodiserat aluminium anses i allmänhet vara säkert och giftfritt för daglig användning. Anodiseringsprocessen skapar ett hårt, stabilt och inert lager av aluminiumoxid som inte är reaktivt och som inte läcker ut skadliga ämnen under normala förhållanden.

För att förstå dess säkerhet måste vi först titta på själva processen. Anodisering är en elektrokemisk process3 som förtjockar det naturligt förekommande skyddande oxidskiktet på ytan av aluminiumdelar. Till skillnad från färg är detta skikt integrerat i aluminiumet, så det kan inte flisas eller skalas av. I tidigare projekt på PTSMAKE har vi visat kunderna hur detta integrerade skikt effektivt förseglar basaluminiumet och förhindrar all potentiell interaktion med miljön. Detta är en viktig anledning till att anodiserat aluminium ofta används för både konsumentelektronik och köksutrustning.
Jämförelse av materialstabilitet
| Funktion | Rå aluminium | Anodiserad aluminium |
|---|---|---|
| Yta | Reaktiv, kan oxidera | Inert, stabilt oxidskikt |
| Risk för urlakning | Låg, men möjlig | Extremt låg till ingen |
| Hållbarhet | Mjukare, benägen att repa | Hård, reptålig |

De viktigaste hälsodiskussionerna kretsar ofta kring aluminiumexponering. Det aluminiumoxidskikt som skapas under anodiseringen är dock kemiskt stabilt och icke-poröst efter försegling. Det innebär att det fungerar som en robust barriär. Baserat på våra testresultat är den mängd aluminium som eventuellt kan migrera från en korrekt anodiserad och förseglad yta försumbar och långt under de säkerhetsgränser som fastställts av hälsomyndigheter som FDA.
Faktorer som påverkar säkerheten
Tätningskvalitet
Ett viktigt sista steg i anodiseringen är försegling. Denna process stänger de mikroskopiska porerna i oxidskiktet. Felaktig eller ofullständig försegling kan teoretiskt sett äventyra barriären, men detta är en fråga om kvalitetskontroll och inte ett inneboende fel i materialet. På PTSMAKE säkerställer vi att varje del uppfyller stränga tätningsstandarder.

Anodiserat aluminium är överväldigande säkert tack vare sitt stabila, integrerade oxidskikt. Anodiseringsprocessen skapar en icke-reaktiv barriär, och med korrekt kvalitetskontroll vid försegling elimineras praktiskt taget alla risker för aluminiumexponering, vilket gör det till ett tillförlitligt val för otaliga applikationer.
Hur länge håller anodiserat aluminium?
Har du någonsin specificerat en anodiserad aluminiumdel, bara för att se den brytas ned snabbare än väntat? Detta förtida fel kan äventyra hela projektets integritet och rykte.
Korrekt specificerad anodiserad aluminium kan hålla i 10 till 20 år, och arkitektonisk anodisering av hög kvalitet håller ännu längre. Den slutliga livslängden bestäms dock av beläggningstypen, dess tjocklek, tätningskvalitet och den hårda servicemiljön.

Miljön där en komponent befinner sig är den största faktorn för dess livslängd. En komponent som används inomhus, skyddad från hårda element, kommer att se ny ut i årtionden. Men utomhusapplikationer introducerar variabler som kan förkorta livslängden avsevärt. I tidigare projekt på PTSMAKE har vi sett att konsekvent exponering för UV-strålning kan få färgämnen att blekna, medan luftföroreningar och surt regn långsamt kan fräta bort det skyddande skiktet. Kustnära eller marina miljöer är särskilt aggressiva på grund av saltstänk, som påskyndar nedbrytningen. Det är viktigt att förstå detta innan man specificerar en ytbehandling, eftersom det förhindrar kostsamma fel. Risken för galvanisk korrosion4 ökar också när den anodiserade delen är i kontakt med andra metaller i en fuktig miljö.
Stressfaktorer i miljön
| Miljö | Typisk livslängd | Primärt intresse |
|---|---|---|
| Inomhus/kontrollerad | 20+ år | Nötning, repor |
| Urban utomhus | 10-20 år | UV-blekning, föroreningar |
| Hav/kust | 5-15 år | Saltkorrosion |
| Industriell | 5-10 år | Kemisk exponering |

Utöver miljön är själva anodiseringsprocessen lika kritisk. Valet mellan olika typer av anodisering har en direkt inverkan på hållbarheten. För de flesta kommersiella delar ger anodisering av typ II en bra balans mellan korrosionsbeständighet och estetiska alternativ. Men för komponenter som behöver extrem hårdhet och slitstyrka rekommenderar vi ofta typ III-anodisering, eller "hardcoat"-anodisering. Denna process skapar ett mycket tjockare och tätare oxidskikt. Lika viktigt är förseglingssteget. En dålig försegling gör det porösa oxidskiktet sårbart för fläckar och korrosion, vilket dramatiskt minskar detaljens livslängd. Att säkerställa att din tillverkningspartner, som PTSMAKE, har robust kvalitetskontroll för både beläggnings- och tätningsprocessen är inte förhandlingsbart för långvariga delar.
Jämförelse av anodiseringstyp
| Funktion | Typ II (svavelsyra) | Typ III (hård beläggning) |
|---|---|---|
| Typisk tjocklek | 0.0002" - 0.001" | 0.001" - 0.004" |
| Hårdhet | 60-70 Rockwell C | > 70 Rockwell C |
| Primär användning | Estetik, korrosion | Motståndskraft mot slitage |

Livslängden för anodiserat aluminium är inte en fast siffra. Det är ett dynamiskt resultat som påverkas av servicemiljön - från UV-strålning och föroreningar till saltstänk - och tillverkningsprocessens detaljer, inklusive anodiseringstyp och kvaliteten på den slutliga förseglingen.
Är anodiserat aluminium mer korrosionsbeständigt än stål?
Har du någonsin specificerat ett material baserat på dess förmodade styrka, bara för att se det försämras av oväntad korrosion? Detta är ett vanligt och kostsamt förbiseende inom produktdesign.
Ja, i de flesta vanliga miljöer erbjuder anodiserat aluminium överlägsen korrosionsbeständighet jämfört med många typer av stål, särskilt icke-rostfria varianter. Anodiseringsprocessen skapar ett hållbart, icke-reaktivt oxidskikt som fungerar som en kraftfull sköld mot korrosion i omgivningen.

Skyddsmekanismen är den centrala skillnaden. Stålets naturliga försvar är järnoxid, eller rost, som är poröst och flagnar bort, vilket gör att ny metall utsätts för ytterligare korrosion. Anodiserat aluminium har däremot ett konstruerat aluminiumoxidskikt som är integrerat i substratet. Detta skikt är mycket hårdare och mer stabilt. I våra projekt på PTSMAKE betonar vi att detta inte bara är en beläggning, utan en kontrollerad omvandling av metallens yta. Om det här skiktet är djupt repat måste man vara försiktig med kontakt med andra metaller för att undvika potentiella Galvanisk korrosion5.
Jämförelse av skyddslager
| Funktion | Anodiserat aluminium (Al₂O₃) | Stål (Fe₂O₃ - rost) |
|---|---|---|
| Natur | Konstruerat, integrerat lager | Naturligt, flagnande lager |
| Adhesion | Utmärkt, en del av metallen | Dålig, flagnar lätt av |
| Porositet | Låg, mycket kontrollerad | Hög, släpper igenom fukt |
| Stabilitet | Mycket stabil, icke-reaktiv | Instabil, bidrar till mer rost |

Men svaret är inte alltid enkelt. Ståltypen och den specifika miljön spelar en stor roll. Rostfritt stål innehåller t.ex. krom, som bildar ett eget passivt, korrosionsbeständigt skikt. I vissa kemiska miljöer eller miljöer med hög kloridhalt kan specifika kvaliteter av rostfritt stål vara bättre än anodiserat aluminium. Vi råder alltid våra kunder att ta hänsyn till applikationens hela livscykel. En komponent för marin miljö står inför andra utmaningar än en komponent i en steril medicinsk miljö. Våra tester visar att anodiserat aluminium fungerar utmärkt i saltvattenspray, men direkt kemisk exponering kräver noggranna materialval.
Miljöprestanda - ögonblicksbild
| Miljö | Anodiserad aluminium | Kolstål | Rostfritt stål (316) |
|---|---|---|---|
| Saltvatten | Utmärkt | Dålig | Mycket bra |
| Industriell (surt regn) | Bra | Dålig | Utmärkt |
| Allmänt Urban | Utmärkt | Rättvist | Utmärkt |
| Alkaliska kemikalier | Dålig | Bra | Medelgod till god |
Sammanfattningsvis ger anodiserat aluminiums konstruerade oxidskikt i allmänhet ett bättre korrosionsskydd än rostfritt stål. Valet blir mer nyanserat när man jämför med specifika rostfria stålkvaliteter eller när man överväger tuffa kemiska miljöer, där materialvalet är avgörande för produktens livslängd.
Kan anodiserat aluminium enkelt CNC-bearbetas?
Har du någonsin designat en perfekt anodiserad aluminiumdel, bara för att inse att en funktion måste läggas till eller modifieras efter färdigställandet? Detta kan kännas som ett stort bakslag som riskerar hela komponenten.
Ja, anodiserat aluminium kan CNC-bearbetas, men det är inte lika enkelt som att bearbeta råaluminium. Det hårda, slipande oxidskiktet kräver specifika verktyg, tekniker och noggrann parameterkontroll för att undvika att detaljen skadas eller att skärverktygen slits ut för mycket.

Den främsta utmaningen ligger i själva det anodiserade skiktet. Detta skikt består i huvudsak av aluminiumoxid, som är extremt hårt och slipande - ungefär som keramik. För att bearbeta det krävs en annan metod än den som fungerar för det mjukare, råa aluminiumet undertill.
Utmaningen med slipande skikt
När ett skärverktyg kommer i kontakt med en anodiserad yta måste det först bryta igenom den hårda beläggningen innan det kan avlägsna substratmaterialet. Denna initiala kontakt genererar betydande friktion och värme, vilket leder till snabbt verktygsslitage. I tidigare projekt på PTSMAKE har vi konstaterat att standardverktyg av höghastighetsstål (HSS) kan bli slöa nästan omedelbart. Processen kan också orsaka flisor eller flagor längs kanten av den bearbetade detaljen, vilket äventyrar detaljens estetiska och funktionella integritet. Detta gör det mycket svårare att kontrollera kvaliteten på finishen. Det handlar inte bara om att skära metall; det handlar om att noggrant hantera övergången från den hårda beläggningen till den mjuka irriterande6 bas.
Överväganden om verktyg
| Verktygsmaterial | Lämplighet för anodiserat aluminium | Viktiga överväganden |
|---|---|---|
| Höghastighetsstål (HSS) | Rekommenderas ej | Slits ner extremt snabbt. |
| Solid hårdmetall | Bra | Ger mycket bättre slitstyrka. |
| Belagd hårdmetall (TiN, TiAlN) | Bättre | Beläggningen förbättrar smörjförmågan och hårdheten. |
| Diamant (PCD/CVD) | Bästa | Ger den längsta verktygslivslängden och bästa finishen. |
För att lyckas med bearbetningen av anodiserat aluminium måste du anpassa din process. Det är inte bara att "ställa in och glömma". Våra tester visar att det krävs ett strategiskt tillvägagångssätt för att uppnå rena snitt och skona både verktyget och arbetsstycket.
Bästa praxis för maskinbearbetning
Skärparametrar
Du måste justera dina hastigheter och matningar. Ett vanligt misstag är att använda samma parametrar som för rå aluminium. Vi rekommenderar vanligtvis att du sänker skärhastigheten för att minimera värmeutvecklingen vid verktygsspetsen och använder en något högre matningshastighet för att hjälpa verktyget att snabbt komma "under" slipskiktet.
Kylvätska och smörjning
Korrekt applicering av kylvätska är inte förhandlingsbart. Ett jämnt flöde av kylvätska hjälper till att hantera värmen, rensa bort slipspånen och minska risken för att det anodiserade skiktet flagnar. I vissa högprecisionsapplikationer kan ett MQL-system (Minimum Quantity Lubrication) också vara effektivt.
| Parameter | Rekommendation | Motivering |
|---|---|---|
| Skärhastighet | Lägre än för rå aluminium | Minskar värme och verktygsslitage. |
| Matningshastighet | Något högre | Hjälper verktyget att bita under det hårda lagret. |
| Kylvätska | Översvämning eller MQL | Hanterar värme och evakuerar slipspån. |
Sammanfattningsvis går det definitivt att CNC-bearbeta anodiserat aluminium. Det kräver dock noggrann planering med tanke på materialets hårda, slipande yta. För att lyckas måste man välja robusta verktyg som hårdmetall eller diamant och optimera skärparametrarna för att förhindra skador på ytbehandlingen och säkerställa verktygens livslängd.
Vilket underhåll kräver anodiserat aluminium?
Har du valt anodiserat aluminium för dess hållbarhet, men undrar hur du ska få det att se oförändrat ut? Exponering för väder och vind kan försämra finishen och äventyra dina komponenters estetik och funktion.
Anodiserat aluminium kräver minimalt underhåll, främst regelbunden, skonsam rengöring med mild tvål och vatten. Det är mycket viktigt att undvika slipande rengöringsmedel och starka kemikalier, eftersom dessa kan skada det skyddande oxidskiktet permanent och förstöra ytan.

Rätt underhållsrutin för anodiserat aluminium beror i hög grad på miljön där det används. För delar som används inomhus räcker det oftast med en enkel avtorkning med en mjuk, fuktig trasa varannan månad. Men för komponenter som utsätts för tuffare förhållanden, som saltstänk vid kusten eller industriella föroreningar, är det viktigt med tätare rengöring för att förhindra korrosiva ansamlingar. I tidigare projekt på PTSMAKE har vi sett problem som uppstått på grund av felaktig montering. Det är viktigt att vara försiktig när anodiserade delar kommer i kontakt med andra metaller, eftersom det kan leda till galvanisk korrosion7 om den inte hanteras på rätt sätt.
Guide för rengöringsmedel
| Typ av rengöringsmedel | Rekommendation | Anledning |
|---|---|---|
| Mild tvål/rengöringsmedel | Rekommenderas | Avlägsnar försiktigt smuts utan att skada oxidskiktet. |
| pH-neutrala rengöringsmedel | Rekommenderas | Säker för den anodiserade ytan; förhindrar kemiska angrepp. |
| Slipande pulver | Undvik | Kan repa och permanent skada lacken. |
| Starka syror/alkalier | Undvik | Angriper kemiskt och kan lösa upp den anodiska filmen. |

Även med bästa möjliga skötsel kan skador uppstå. Vid mindre repor kan en mjuk trasa med ett vaxbaserat rengöringsmedel ibland hjälpa, men det är viktigt att hålla nere förväntningarna. Djupa repor är en annan historia. Till skillnad från en målad yta kan du inte bara "polera bort" en djup repa på en anodiserad yta. Färgen är en integrerad del av det skyddande oxidskiktet, och när det skiktet har brutits är skadan permanent. För svåra fläckar från fett eller andra rester, använd först ett milt lösningsmedel som isopropylalkohol på en testfläck. Vid betydande skador är den enda effektiva restaureringsmetoden att låta en professionell strippa delen och anodisera den på nytt.
Hantering av ojämnheter i ytan
| Typ av skada | Rekommenderad åtgärd | Viktigt att tänka på |
|---|---|---|
| Lätt smuts och smutslager | Tvätta med mild tvål och vatten. | Det säkraste och mest effektiva första steget. |
| Mindre skavmärken | Prova ett vaxbaserat rengöringsmedel. | Detta kan bara minska synligheten, inte ta bort skavningen. |
| Djupa repor | Professionell nyanodisering. | Skadan är på själva oxidskiktet och kan inte poleras bort. |
| Kemiska fläckar | Rådgör med en expert på efterbehandling. | Om du använder fel kemikalie kan skadan förvärras avsevärt. |

Anodiserat aluminium är mycket underhållsvänligt, men inte underhållsfritt. Dess livslängd är beroende av regelbunden, skonsam rengöring med milda rengöringsmedel. Om du vet skillnaden mellan en liten skråma och en djup repa kan du vidta rätt åtgärder för att bevara detaljens finish och integritet.
Hur mycket kostar anodiserat aluminium jämfört med stål?
Har du någonsin valt ett material på grund av dess låga initiala pris, bara för att senare drabbas av högre kostnader för efterbehandling och underhåll? Det är en vanlig fälla när man jämför metaller.
Medan stål vanligtvis har en lägre råvarukostnad per kilo, visar sig anodiserat aluminium ofta vara mer kostnadseffektivt när man ser till projektets totala livscykel. Slutpriset påverkas av maskinbearbetning, ytbehandling, frakt och långsiktig hållbarhet, där aluminiumets fördelar kan leda till betydande totala besparingar.

Nedbrytning av den initiala investeringen
En enkel jämförelse av pris per kilogram är missvisande. Vi måste titta på hela bilden av att få en del redo för användning. I våra projekt på PTSMAKE guidar vi kunderna genom dessa initiala kostnadsfaktorer för att hitta det verkliga priset.
Material- och bearbetningskostnader
Även om aluminium är dyrare per vikt innebär dess lägre densitet att du får mer volym för samma vikt. Ännu viktigare är att det är betydligt enklare och snabbare att bearbeta än de flesta stål. Detta minskar CNC-bearbetningstiden och verktygsslitaget, vilket direkt sänker produktionskostnaderna. En komplex del tillverkad av aluminium kan i slutändan bli billigare att tillverka än samma del tillverkad av stål. Dåligt skyddat stål kan också vara känsligt för problem som Galvanisk korrosion8 när den kombineras med andra metaller.
| Kostnadskomponent | Anodiserad aluminium | Stål |
|---|---|---|
| Råmaterial | Högre kostnad per kg | Lägre kostnad per kg |
| Maskinbearbetning | Snabbare, mindre verktygsslitage | Långsammare, mer verktygsslitage |
| Efterbehandling | Integrerad (anodisering) | Separat (t.ex. målning, plätering) |

Långsiktigt värdeerbjudande
Kostnaden för en komponent tar inte slut när den är tillverkad. Att tänka på hela produktens livscykel är avgörande för att fatta ett smart ekonomiskt beslut. De långsiktiga kostnaderna för underhåll, logistik och hållbarhet kan snabbt uppväga eventuella initiala besparingar genom att välja ett billigare material.
Underhåll, vikt och hållbarhet
Den anodiserade ytan på aluminium är otroligt slitstark och korrosionsbeständig. Den varken flisar eller flagnar som färg på stål, vilket innebär mindre underhållsarbete och en längre kosmetisk livslängd. Stål, såvida det inte är rostfritt, kräver ett konsekvent skydd mot rost. Dessutom är aluminiumets låga vikt en enorm fördel. Det minskar fraktkostnaderna och gör installation och hantering enklare och säkrare. För tillämpningar inom flyg- och rymdindustrin, fordonsindustrin eller robotteknik är denna viktbesparing inte bara en kostnadsfördel - det är en kritisk prestandafunktion.
| Livscykelfaktor | Anodiserad aluminium | Stål |
|---|---|---|
| Behov av underhåll | Minimal | Kan vara hög (rostskydd) |
| Frakt & hantering | Lägre kostnader | Högre kostnader |
| Produktens livslängd | Utmärkt korrosionsbeständighet | Bra, men kräver underhåll |
När du ska välja mellan anodiserat aluminium och stål bör du se bortom den initiala prislappen. Även om stål verkar billigare i början, gör aluminiumets lägre kostnader för bearbetning, hantering och långsiktigt underhåll att det ofta är det mer ekonomiska valet under produktens hela livscykel.
Förstå den tekniska processen för hur anodisering förbättrar aluminiumets egenskaper för överlägsen komponentdesign. ↩
Klicka här för att förstå hur anodisering omvandlar aluminium och gör det säkrare och mer hållbart. ↩
Utforska den detaljerade vetenskapen bakom denna process för att bättre förstå dess säkerhet och tillämpningar inom tillverkningen. ↩
Lär dig hur denna elektrokemiska reaktion kan uppstå och hur du kan förhindra den i dina konstruktioner. ↩
Lär dig hur olika metaller kan påskynda korrosion och hur du kan förhindra det i dina konstruktioner. ↩
Förstå hur denna specifika typ av materialuppbyggnad kan förstöra dina delar och hur du kan förhindra det. ↩
Lär dig hur denna elektrokemiska process går till och hur du förhindrar att den skadar dina delar när olika metaller kopplas ihop. ↩
Läs om hur denna elektrokemiska process kan försämra delar och hur du kan förhindra det i dina konstruktioner. ↩






