

Pracujem v oblasti presnej výroby a vidím, ako sa spoločnosti borí s projektmi zlatého eloxovania, ktoré nespĺňajú ich očakávania v oblasti kvality. A čo je najhoršie? Väčšina problémov vyplýva z nepochopenia základnej elektrochémie a premenných procesu, ktoré ovplyvňujú konečný výsledok.
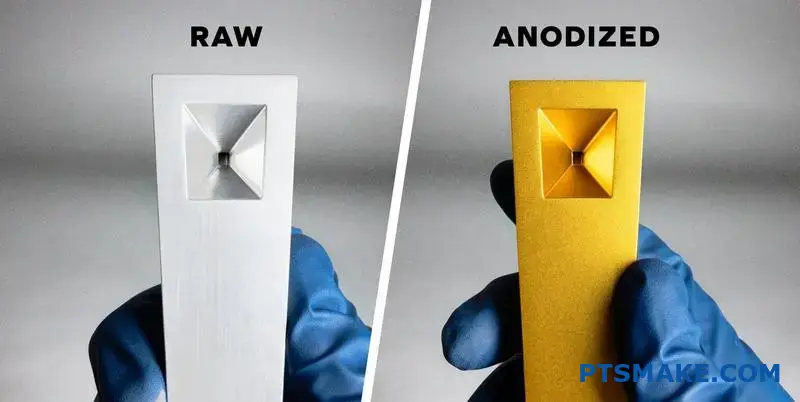
Anodizácia zlatom je elektrochemický proces, pri ktorom vzniká porézna vrstva oxidu hlinitého, ktorá sa následne vyplní farbivami alebo kovovými usadeninami, aby sa dosiahli rôzne odtiene zlata. Na rozdiel od pozlátenia sa tento konverzný povlak stáva neoddeliteľnou súčasťou hliníkovej časti, čím poskytuje vynikajúcu odolnosť a priľnavosť.
Tento komplexný sprievodca rieši viac ako 40 dôležitých otázok, s ktorými sa stretávam od inžinierov a manažérov nákupu. Od výberu správnej zliatiny hliníka až po kontrolu konzistencie farieb vo všetkých výrobných sériach získate praktické informácie, ktoré vám pomôžu predísť nákladným chybám a oneskoreniam projektov.
Aká je elektrochemická podstata eloxovania zlata?
Premýšľali ste niekedy nad vedeckým princípom, ktorý stojí za krásnym a odolným povrchom zlatého eloxovaného hliníka? Nie je to len povlak. Ide o elektrochemickú transformáciu samotného povrchu hliníka.
V podstate je eloxovanie procesom kontrolovanej oxidácie. Hliníkovú časť ponoríme do elektrolytického kúpeľa a prechádzame ňou elektrický prúd. Hliníková časť funguje ako anóda, alebo kladná elektróda.
Toto nastavenie spôsobuje, že povrch vytvorí odolnú vrstvu oxidu hlinitého. Táto vrstva je ideálnym základom pre zlatú farbu.
| Komponent | Úloha pri eloxovaní |
|---|---|
| Hliníková časť | Anóda (+) |
| Elektrolyt | Vodí prúd |
| Napájanie | Riadi reakciu |
Tento kontrolovaný proces je to, čo robí konečnú úpravu tak odolnou.

Aby sme skutočne pochopili tento proces, musíme sa pozrieť na reakcie, ktoré prebiehajú na anóde. Je to fascinujúca rovnováha chémie a fyziky.
Reakcia anódy
Keď je pripojené napätie, hliník (Al) na povrchu uvoľňuje elektróny. Stáva sa kladne nabitými hliníkovými iónmi (Al³⁺).
Súčasne sa rozkladá voda (H₂O) z kyslej elektrolytickej látky. Tým vznikajú záporné ióny kyslíka (O²⁻). Tieto ióny sú priťahované k kladne nabitému povrchu hliníka. Spájajú sa a vytvárajú oxid hlinitý (Al₂O₃), práve tú vrstvu, ktorú chceme vytvoriť.
Úloha elektrolytu
Elektrolyt, zvyčajne kyselina sírová, nielenže vedie elektrinu, ale vďaka svojej kyslosti pomaly rozpúšťa časť novo vytvoreného oxidu.
Toto rozpustenie je kľúčové. Vytvára mikroskopické póry v oxidovej vrstve. Tieto póry neskôr zadržia zlatú farbu, čím získame konečný výsledok. zlatý eloxovaný hliník vzhľad. Bez týchto pórov by farbenie nebolo možné.
Ovládanie procesných premenných je miesto, kde prichádzajú na rad zručnosti. Parametre ako napätie a prúdová hustota1 sú kritické. Určujú hrúbku, tvrdosť a poréznosť oxidovej vrstvy.
V našej práci v spoločnosti PTSMAKE presne riadime tieto faktory, aby sme splnili presné špecifikácie.
| Variabilné | Vplyv na oxidovú vrstvu |
|---|---|
| Napätie | Ovplyvňuje tvrdosť vrstvy a rýchlosť rastu. |
| Teplota elektrolytu. | Ovplyvňuje veľkosť pórov a hustotu vrstiev. |
| Hustota prúdu | Ovláda rýchlosť reakcie. |
Základom skvelého povrchu je zvládnutie tejto elektrochemickej fázy.
Elektrochemický proces eloxovania premení jednoduchú hliníkovú súčasť na komponent s odolnou poréznou oxidovou vrstvou. Táto vrstva je nevyhnutná pre následný proces farbenia, ktorý vytvára konečnú zlatú povrchovú úpravu. Ovládanie tohto procesu vyžaduje presnú kontrolu elektrických a chemických parametrov.
Ako sa v tomto procese vlastne vytvára ‘zlatá’ farba?
Vytvorenie zlatého povrchu nie je žiadna mágia. Je to presná veda. Kľúčom je porézna vrstva, ktorá vzniká počas eloxovania. Máme dva hlavné spôsoby, ako pridať farbu.
Jednou z metód je farbenie. Pri tejto metóde namočíme diel do farbivového roztoku. Farba jednoducho vyplní prázdne póry. Je to jednoduchý proces.
Druhým spôsobom je elektrolytické farbenie. Táto metóda je zložitejšia, ale ponúka lepšie výsledky. Spočíva v ukladaní kovových solí hlboko do pórov. Tým sa vytvára farba iným spôsobom.
| Metóda farbenia | Ako to funguje | Bežné používanie |
|---|---|---|
| Farbenie | Póry sú vyplnené organickými/anorganickými farbivami. | Dekoratívne časti, menej náročné prostredie. |
| Elektrolytické | Kovové soli usadené na dne pórov. | Architektonické aplikácie s vysokou odolnosťou. |

Pozrime sa na tieto metódy podrobnejšie. Ich pochopenie je kľúčové pre výber správneho povrchového úpravy pre váš projekt.
Prístup k farbeniu
Farbenie je podobné ako morenie dreva. Po eloxovaní sa diel ponorí do nádrže s rozpusteným farbivom. Porézna oxidová vrstva absorbuje farbivo. Táto metóda ponúka širokú škálu farebných možností. Mnohé organické farbivá však môžu časom vyblednúť v dôsledku vystavenia UV žiareniu.
Výhoda elektrolytického farbenia
Pre dosiahnutie skutočného, odolného povrchu z eloxovaného hliníka často uprednostňujeme elektrolytické farbenie. Ide o dvojfázový proces. Najskôr hliník eloxujeme. Potom ho ponoríme do druhej kúpeľovej lúhu obsahujúcej kovové soli, napríklad cín.
Striedavé napätie ukladá tieto soli na dne pórov. Farba nie je farbivo. Vzniká optickým efektom. Veľkosť a rozloženie týchto kovových častíc ovplyvňuje spôsob, akým interagujú so svetlom. Tento proces vytvára veľmi svetlostále farby.
Výsledná farba závisí od použitej kovovej soli a dĺžky spracovania. Vďaka tejto presnej kontrole vytvárame konzistentné zlaté odtiene. Farba pochádza z rozptyl svetla2 z malých kovových usadenín.
| Krok | Proces | Účel |
|---|---|---|
| Krok 1 | Štandardné eloxovanie | Vytvorte jasnú, poréznu oxidovú vrstvu. |
| Krok 2 | Elektrolytické nanášanie | Vložte kovové soli do základu pórov. |
| Krok 3 | Tesnenie | Zatvorte póry, aby sa farba udržala. |
Vďaka tejto metóde si architektonický hliník zachováva svoju farbu po celé desaťročia. V spoločnosti PTSMAKE ju používame na diely, ktoré vyžadujú maximálnu odolnosť a farebnú stabilitu.
Vytváranie farieb pri eloxovaní zahŕňa buď vyplnenie pórov farbivom, alebo nanesenie kovových solí. Elektrolytické farbenie využíva kovové soli a fyzikálne vlastnosti svetla na vytvorenie mimoriadne odolných a stabilných farieb, ako je napríklad obľúbená zlatá povrchová úprava, ktorá je ideálna pre vysokovýkonné aplikácie.
Ako výber zliatiny hliníka ovplyvňuje zlatú povrchovú úpravu?
Zliatina, ktorú si vyberiete, nie je len konštrukčným rozhodnutím, ale aj kozmetickým. "Tajné prísady" – legujúce prvky – priamo ovplyvňujú konečný vzhľad zlatého povrchu.
Prvky ako meď, kremík a zinok sú kľúčové. Určujú, ako povrch reaguje počas eloxovania. Táto reakcia ovplyvňuje čistotu a konzistenciu farby. Pre dokonalý zlatý eloxovaný hliníkový diel je základný materiál všetkým.
| Séria zliatin | Primárne prvky | Výsledok eloxovania zlata |
|---|---|---|
| Séria 6000 | Horčík, kremík | Jasný, čistý, konzistentný |
| Séria 7000 | Zinok, meď | Tlmený, často zakalený |
Porozumenie metalurgii je kľúčom k predpovedaniu konečného výsledku. Rôzne zliatiny majú jedinečné chemické zloženie, ktoré sa v anodizačnej nádrži správa odlišne.
Prečo je séria 6000 vynikajúca pre dekoratívne povrchové úpravy
Zliatiny ako 6061 a 6063 sú obľúbené z dobrého dôvodu. Ich hlavné legujúce prvky, horčík a kremík, tvoria zlúčeninu, ktorá sa počas procesu eloxovania rovnomerne rozpúšťa.
Vytvára to vysoko poréznu a číru anodickú vrstvu. Táto číra štruktúra je dokonalým podkladom. Umožňuje rovnomerné preniknutie zlatého farbiva, čo vedie k živému, konzistentnému a brilantnému povrchu. V našich projektoch v PTSMAKE dôsledne odporúčame sériu 6000 pre prémiové kozmetické diely.
Výzva so zliatinami radu 7000
Naopak, zliatiny série 7000, známe svojou výnimočnou pevnosťou, sú zložité na dekoratívne povrchové úpravy. Ich vysoký obsah zinku, často v kombinácii s meďou, vytvára nerovnomerný povrch. intermetalické zlúčeniny3.
Tieto zlúčeniny reagujú na proces eloxovania inak ako okolité hliníkové materiály. To vedie k nerovnomernému oxidovému povlaku, ktorý môže pôsobiť zakaleným alebo matným dojmom. Výsledkom je často matná, niekedy zakalená zlatá farba, ktorej chýba požadovaný lesk.
| Legujúci prvok | Vplyv na eloxovanie zlata |
|---|---|
| Meď (Cu) | Môže spôsobiť zakalenie alebo matný povrch. |
| Kremík (Si) | Vo veľkých množstvách môže spôsobiť sivý alebo špinavý vzhľad. |
| Zinok (Zn) | Vysoké hladiny ovplyvňujú čistotu farieb, čo vedie k zakaleným odtieňom. |
| Horčík (Mg) | Všeobecne pozitívne, pomáha vytvárať jasnú oxidovú vrstvu. |
Legujúce prvky sú rozhodujúcim faktorom pre konečnú farbu. Pre jasný, dekoratívny zlatý povrch sú najlepšie zliatiny série 6000. Pevnosť zliatin série 7000 je dosiahnutá na úkor kozmetickej čistoty kvôli obsahu zinku a medi.
Aké sú kľúčové vlastnosti povrchu eloxovaného zlatom?
Zlaté eloxovanie ponúka viac než len krásny povrch. Vytvára povrch s významnými funkčnými vylepšeniami. Tento proces transformuje vonkajšiu vrstvu hliníka. Stáva sa oveľa tvrdšou a odolnejšou.
Nie je to len povlak, ale integrálna súčasť kovu. Výkonnostné zisky sú podstatné. Sú kľúčové pre náročné aplikácie v mnohých odvetviach priemyslu.
Kľúčové funkčné výhody
Zlatý eloxovaný povrch poskytuje vynikajúcu ochranu. Chráni hliník pred opotrebením a vplyvmi prostredia.
| Vlastníctvo | Vylepšenie |
|---|---|
| Tvrdosť | Výrazne zvýšený |
| Odolnosť proti korózii | Vynikajúce |
| Odolnosť proti opotrebovaniu | Výrazne vylepšené |
| Elektrická izolácia | Vysoká |
Táto povrchová úprava je najlepšou voľbou pre vysoko výkonné diely. Zaisťuje spoľahlivosť a dlhšiu životnosť komponentov.

Vizuálna príťažlivosť eloxovania zlatom je nepopierateľná. Jeho skutočná hodnota však spočíva v merateľnom zlepšení výkonu. Tieto vlastnosti nie sú len kvalitatívne; môžeme ich kvantifikovať pomocou špecifických testov podľa priemyselných noriem. Tieto údaje pomáhajú inžinierom prijímať informované rozhodnutia.
Kvantifikácia tvrdosti
Tvrdosť je hlavnou výhodou. Typická eloxovaná vrstva typu II môže dosiahnuť tvrdosť 60-70 na stupnici Rockwell C. To je oveľa tvrdšie ako neupravené hliníkové zliatiny. Vďaka tomu je povrch vysoko odolný voči poškriabaniu a oteru.
Metriky odolnosti proti korózii
Na overenie odolnosti proti korózii často používame testy so soľným postrekom. Správne utesnená časť z eloxovaného hliníka môže vydržať viac ako 336 hodín vystavenia soľnému postreku (podľa ASTM B117) bez známok korózie. To je kľúčový faktor pre časti používané v náročných podmienkach. V spoločnosti PTSMAKE naše testy potvrdzujú tieto vynikajúce výsledky.
| Vlastníctvo | Typická hodnota/štandard | Aplikácia Benefit |
|---|---|---|
| Tvrdosť | 60-70 Rockwell C | Odolnosť proti poškriabaniu a opotrebeniu |
| Korózia | 336+ hodín (ASTM B117) | Odolnosť v náročných podmienkach |
| Dielektrická pevnosť | ~30–40 V/µm | Elektrická izolácia |
Elektrické vlastnosti a odolnosť proti opotrebeniu
Anodická vrstva je vynikajúci elektrický izolant. Jej dielektrická pevnosť4 je kľúčovou vlastnosťou pre elektronické skrine a komponenty. Zabraňuje skratom. Okrem toho je pozoruhodná odolnosť proti oderu, ktorá chráni diely pred trením a mechanickým opotrebením po dlhú dobu.
Zlatá eloxovaná povrchová úprava ponúka merateľné zlepšenie tvrdosti, odolnosti proti korózii a elektrickej izolácie. Pochopenie týchto kľúčových parametrov je nevyhnutné pre určenie správnej povrchovej úpravy, aby bola zaručená spoľahlivosť a životnosť komponentov v ich zamýšľanom použití.
V čom sa líši eloxovanie zlatom od pozlátenia?
Voľba medzi eloxovaním a pozlátením nie je len otázkou vzhľadu. Je to dôležité technické rozhodnutie. Tieto dva procesy vytvárajú zlatý povrch veľmi odlišnými spôsobmi.
Jeden proces sa stáva súčasťou kovu. Druhý zostáva na povrchu. To ovplyvňuje všetko, od trvanlivosti až po cenu. Kľúčové je pochopiť tento zásadný rozdiel.
Rýchle porovnanie
| Funkcia | Zlaté eloxovanie | Pozlátenie |
|---|---|---|
| Proces | Konverzný náter | Aditívna vrstva |
| Adhézia | Integrálna časť | Mechanická väzba |
| Najlepšie pre | Hliníkové diely | Rôzne kovy |
| Trvanlivosť | Vysoká | Mierne |

Keď klienti žiadajú "zlatú povrchovú úpravu", moja prvá otázka sa vždy týka aplikácie. Podstatnejší ako farba je samotný proces.
Mechanizmus: Integrálny vs. Aditívny
Zlaté eloxovanie je elektrochemický proces. Premieňa povrch hliníka na odolnú, poréznu vrstvu oxidu hlinitého. Zlatá farba sa potom uzavrie do týchto pórov. Povrchová úprava vyrastá zo základného materiálu.
Pozlátenie je však aditívny proces. Na povrch dielu sa nanáša vrstva pravého zlata. Vytvára sa tak nová, samostatná vrstva na povrchu podkladu.
Trvanlivosť a priľnavosť
Keďže eloxovaná vrstva je súčasťou hliníka, nebude sa odlupovať, šúpať ani lúpať. Vďaka tomu zlatý eloxovaný hliník nesmierne odolný a odolný proti korózii.
Pokovovanie závisí od pevného spojenia s povrchom. Hoci je toto spojenie dobré, môže sa pod tlakom alebo nárazom poškodiť. Vynikajúce priľnavosť substrátu5 eloxovania je jednou z jeho najväčších výhod v náročných aplikáciách.
Cena a vzhľad
| Faktor | Zlaté eloxovanie | Pozlátenie |
|---|---|---|
| Náklady na materiál | Nižšie (farby) | Vyššia (skutočné zlato) |
| Náklady na proces | Všeobecne nižšia | Môže byť vyššia |
| Vzhľad | Bohatý, matný/saténový | Jasný, kovový lesk |
| Vodivosť | Nevodivý | Vodivé |
V spoločnosti PTSMAKE často odporúčame eloxovanie hliníkových dielov, ktoré vyžadujú odolný a nákladovo efektívny kozmetický povrch. Pokovovanie sa používa v prípadoch, keď je potrebná elektrická vodivosť alebo špecifický kovový lesk.
V konečnom dôsledku zlaté eloxovanie vytvára integrálnu, odolnú vrstvu premenou povrchu kovu. Pozlátenie pridáva na povrch odlišnú, samostatnú vrstvu. Váš výber závisí od toho, či uprednostňujete odolnosť, cenu alebo špecifické vlastnosti, ako je vodivosť.
Aké premenné ovplyvňujú konkrétny odtieň a hĺbku zlata?
Dosiahnutie dokonalého zlatého eloxovaného hliníkového povrchu je veda. Nie je to otázka šťastia. Je to otázka presnej kontroly nad viacerými kľúčovými faktormi. Každý parameter musí byť starostlivo riadený.
Tým sa zaručuje, že konečná farba spĺňa presné špecifikácie pre každú časť.
Kľúčové parametre farbenia eloxovaním
Koncentrácia farbiva
Množstvo farbiva v kúpeli priamo ovplyvňuje sýtosť farby. Vyššie koncentrácie zvyčajne poskytujú hlbšie a bohatšie zlaté odtiene.
Čas ponorenia
Dlhšie namáčanie umožňuje väčšie vstrebávanie farbiva do poréznej oxidovej vrstvy, čo má za následok tmavší odtieň.
| Parameter | Vplyv na farbu |
|---|---|
| Nízka koncentrácia | Svetlejšia, bledo zlatá farba |
| Vysoká koncentrácia | Hlbšia, bohatá zlatá farba |
| Krátke ponorenie | Svetlejší odtieň |
| Dlhé ponorenie | Tmavší odtieň |
Kontrola odtieňa a hĺbky zlatého eloxovaného hliníka presahuje rámec farbenia a času. V našich projektoch v PTSMAKE sme zistili, že teplota a pH sú rovnako dôležité pre dosiahnutie konzistentných výsledkov vysokej kvality.
Úloha podmienok kúpania
Regulácia teploty
Teplota farbiaceho kúpeľa ovplyvňuje rýchlosť absorpcie farby. Teplejší kúpeľ môže tento proces urýchliť. Ak je však príliš teplý, môže to neskôr ovplyvniť kvalitu tesnenia.
Hodnota pH farbiacej kúpeľa
Hodnota pH musí byť udržiavaná v veľmi úzkom rozmedzí stanovenom výrobcom farbiaceho prostriedku. Odchýlka od tohto rozmedzia môže zmeniť odtieň zlata. Môže dokonca zabrániť správnemu usadeniu farbiaceho prostriedku.
Pre elektrolytické farbenie
Táto metóda používa namiesto organických farbív kovové soli. Farba pochádza z kovových častíc usadených v póroch.
Kontrolné premenné sú tu odlišné.
| Elektrolytický parameter | Primárny účinok |
|---|---|
| Napätie | Kontroluje veľkosť a farbu častíc |
| Čas v soľnej kúpeli | Ovplyvňuje hĺbku a tmavosť |
| Typ vlny | Ovplyvňuje konečný odtieň a povrchovú úpravu |
Tento proces často vytvára farby, ktoré sú odolnejšie voči svetlu. Tie sú ideálne pre architektonické aplikácie. V spoločnosti PTSMAKE často odporúčame túto metódu pre diely, ktoré vyžadujú extrémnu odolnosť. Presné galvanostatický6 kontrola umožňuje výnimočné zosúladenie farieb medzi rôznymi výrobnými sériami, čo je pre našich klientov kľúčové.
Zvládnutie zlatého eloxovania vyžaduje presnú kontrolu koncentrácie farbiva, doby ponorenia, teploty kúpeľa a pH. Pri elektrolytických metódach sú kľúčové napätie a čas. Tieto premenné spolupracujú, aby vytvorili presne špecifikovanú farbu, čím zabezpečujú konzistentnosť a kvalitu každého hotového dielu.
Aké sú bežné odtiene zlatého eloxovania?
Keď klienti požadujú "zlatý eloxovaný hliník", moja prvá otázka znie: "Aký odtieň zlata?" Spektrum je oveľa širšie, ako si väčšina ľudí myslí. Nie je to len jedna farba.
Odtiene sa pohybujú od svetlého šampanského až po tmavú, sýtu bronzovú farbu. Každý odtieň dodáva vášmu produktu osobitý charakter. Táto variabilita umožňuje presné estetické zladenie.
Porozumenie týmto možnostiam je kľúčom k dosiahnutiu vášho zámeru pri navrhovaní. Pozrime sa na niektoré z najbežnejších odtieňov, ktoré vidíme v projektoch.
| Názov odtieňa | Všeobecný popis |
|---|---|
| Šampanské zlato | Veľmi svetlá, jemná zlatá farba so striebornými odtieňmi. |
| Svetlo zlatá (svetlo zlatá) | Jemná, klasická farba žltého zlata. |
| Mosadz | Hlbšia, starožitnejšia žltá farba s hnedými odtieňmi. |
| Bronz | Tmavá, sýta zlatá farba s výraznými hnedými odtieňmi. |

Ako sa dosahujú rôzne odtiene zlata?
Dosiahnutie konkrétneho odtieňa zlata závisí od kontroly procesu. Konečná farba závisí vo veľkej miere od koncentrácie farbiva v eloxovacom kúpeli. Dôležitá je aj dĺžka ponorenia dielu.
Dlhšie namáčanie alebo vyššia koncentrácia farbiva zvyčajne vedie k hlbšej, tmavšej farbe. V minulých projektoch v PTSMAKE sme sa naučili tieto parametre dôkladne dokumentovať. Týmto spôsobom môžeme zaručiť, že v budúcich výrobných sériach budeme môcť reprodukovať presne ten istý odtieň.
Veľmi dôležitá je aj kvalita samotného organického farbiva. Kľúčové vlastnosti, ako napríklad farbivo svetlostálosť7 určiť, ako dobre farba odolá vyblednutiu pri dlhodobom vystavení UV žiareniu. Farby vyberáme na základe prostredia, v ktorom sa diel bude používať.
Používanie farebných kódov pre konzistentnosť
Aby sme eliminovali dohady, spoliehame sa na farebné kódy. Väčšina dodávateľov má svoje vlastné systémy označovania. Niektorí môžu používať krížové odkazy na štandardy, ako je Pantone, aby vám poskytli známy východiskový bod.
Najlepšou praxou je však vždy schváliť fyzickú vzorku farby. Tento krok zaručuje, že to, čo vidíte, je to, čo dostanete. V tabuľke nižšie je uvedené, ako premenné procesu ovplyvňujú konečný vzhľad.
| Premenná procesu | Vplyv na farbu | Dôležitosť kontroly |
|---|---|---|
| Koncentrácia farbiva | Vyššia = tmavšia | Vysoká |
| Čas ponorenia | Dlhšie = tmavšie | Vysoká |
| Teplota kúpeľa | Ovplyvňuje rýchlosť absorpcie farbiva | Stredné |
| Hrúbka anodického filmu | Ovplyvňuje farebnú hĺbku | Vysoká |
Škála odtieňov zlatého eloxovania je široká, od šampanského po bronz. Dosiahnutie konkrétnej farby vyžaduje presnú kontrolu koncentrácie farbiva a dĺžky ponorenia. Použitie farebných kódov a fyzických vzoriek je kľúčové pre zabezpečenie dokonalého a opakovaného konzistentného výsledku pre vaše diely.
Aké sú hlavné typy procesov na dosiahnutie zlatej farby?
Výber správnej metódy na povrchovú úpravu zlatom je veľmi dôležitý. Ovplyvňuje trvanlivosť, vzhľad a cenu. Existujú tri hlavné priemyselné metódy, ktoré často zvažujeme.
Každý z nich má svoje výhody pre konkrétne aplikácie. Ich pochopenie vám pomôže pri rozhodovaní o vašom projekte.
Rýchle porovnanie metód farbenia zlata
| Metóda | Odolnosť voči UV žiareniu | Náklady | Zložitosť |
|---|---|---|---|
| Organické farbenie | Nízka | Nízka | Nízka |
| Anorganické farbenie | Stredné | Stredné | Stredné |
| Elektrolytické farbenie | Vysoká | Vysoká | Vysoká |
Táto tabuľka poskytuje jednoduchý prehľad. Najlepšia voľba vždy závisí od konečného použitia produktu a prostredia.

Keď vytvárame zlatú povrchovú úpravu, nielen pridávame farbu. Vyberáme proces, ktorý definuje dlhodobú výkonnosť a vzhľad dielu. Rozložme si možnosti.
Organické farbenie
Táto metóda je najbežnejšia a najúspornejšia. Funguje tak, že eloxovaná časť sa ponorí do horúceho roztoku organického farbiva. Farba sa absorbuje do poréznej anodickej vrstvy.
Jeho hlavnou slabosťou je však nízka odolnosť voči UV žiareniu. Farby môžu časom vyblednúť v dôsledku vystavenia slnku. Vďaka tomu je ideálny pre interiérové produkty, ale nie pre vonkajšie použitie.
Anorganické farbenie
Anorganické farbenie ponúka vyššiu odolnosť. Namiesto organických molekúl používa kovové soli, ktoré sa usadzujú v póroch. Tento proces poskytuje lepšiu odolnosť voči svetlu ako organické farbivá.
Farebná škála je obmedzenejšia, ale stabilita je výrazne lepšia, čo z neho robí solídnu voľbu strednej triedy.
Elektrolytické farbenie
Ide o prémiovú voľbu z hľadiska trvácnosti. Táto metóda, známa aj ako dvojstupňové farbenie, spočíva v nanášaní kovových solí na dno pórov prostredníctvom elektrického procesu striedavého prúdu. Táto metóda vytvára mimoriadne svetlostále farby.
Farba nie je farbivo, ale integrálna súčasť povrchovej úpravy. Vďaka tomu je elektrolytické farbenie, ktoré sa používa na výrobu vysoko kvalitného zlatého eloxovaného hliníka, ideálne pre architektonické a automobilové exteriérové diely. Tento proces vyžaduje presné riadenie a špecializované zariadenia, čo sa odráža v jeho vyšších nákladoch. impregnácia8 kovových solí zabezpečuje, že farba je hlboko zakotvená a chránená.
| Funkcia | Organické farbenie | Anorganické farbenie | Elektrolytické farbenie |
|---|---|---|---|
| Princíp | Absorpcia molekúl farbiva | Zrážanie kovových solí | Elektrolytické nanášanie kovov |
| UV stabilita | Slabá až primeraná | Dobrý | Vynikajúce |
| Najlepšie pre | Vnútorné, spotrebné výrobky | Všeobecné použitie, čiastočne vonkajšie | Architektonické, vonkajšie |
| Rozsah farieb | Veľmi široký | Obmedzené | Obmedzená (bronzová, zlatá, čierna) |
Výber správneho procesu zlatého farbenia zahŕňa vyváženie nákladov, zložitosti a požadovanej odolnosti. Najlepšiu metódu určuje konkrétna aplikácia, či už ide o jednoduchý interiérový komponent alebo odolný architektonický panel vystavený pôsobeniu poveternostných vplyvov po celé desaťročia.
Ako povrchové textúry interagujú so zlatým eloxovaním?
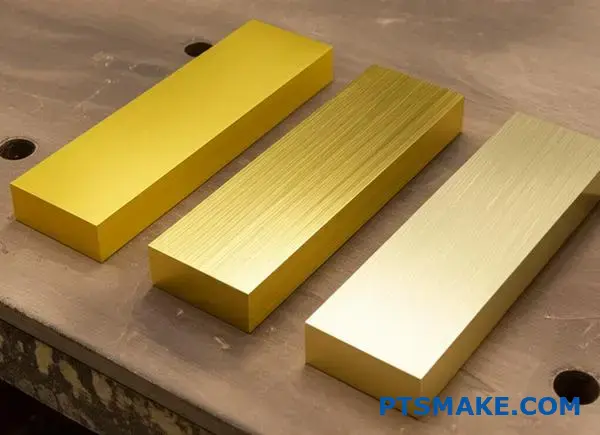
Konečný vzhľad zlatého eloxovaného dielu nie je daný len farbou. V skutočnosti záleží na povrchovej štruktúre surového hliníka. Rôzne povrchové úpravy pred spracovaním vytvárajú jedinečné východiskové body pre farbu.
Tieto povrchové úpravy menia spôsob, akým sa svetlo odráža od povrchu. To výrazne mení vzhľad zlatej farby. Hladký, leštený povrch bude vyzerať úplne inak ako drsný, matný povrch.
| Predbežná úprava | Výsledná textúra | Zlatý eloxovaný vzhľad |
|---|---|---|
| Leštenie | Hladký, odrazový | Jasný, lesklý |
| Tryskanie korálkami | Matný, jednotný | Mäkká, saténová |
| Čistenie | Podšitý, smerový | Pruhované, textúrované |
Pozrime sa, ako tieto povrchové úpravy vytvárajú odlišný vzhľad. Mechanické leštenie vyhladzuje povrch a dodáva mu zrkadlový lesk. Výsledkom je jasný, bohatý zlatý povrch. Umožňuje vysokú zrkadlový odraz9, vďaka čomu farba pôsobí hlboko a živo.
Keď sa hliník leští, vzniká na ňom lineárna zrnitá štruktúra. Vďaka tomu má zlatý eloxovaný hliník jedinečný smerový vzhľad. Farba a lesk sa môžu meniť v závislosti od uhla pohľadu. Dodáva to pocit hĺbky a vizuálnej textúry.
Pri tryskání sa používajú jemné médiá, ktoré vytvárajú rovnomerný, nereflektívny matný povrch. Je to vynikajúce na dosiahnutie jemného saténovo zlatého vzhľadu. Je to tiež veľmi praktické na skrytie odtlačkov prstov a drobných povrchových nedokonalostí.
Veľkú úlohu zohrávajú aj chemické úpravy. Pri leptaní sa používa žieravý roztok, ktorý vytvára čistý, matný povrch. Je to opak chemického leštenia, ktoré pred eloxovaním vyhladzuje a rozjasňuje hliník.
| Liečba | Povrchový efekt | Finálny zlatý vzhľad |
|---|---|---|
| Chemické leštenie | Rozjasňuje a vyhladzuje | Vysoko lesklý, žiarivý |
| Leptanie | Matuje a čistí | Rozptýlený, s nízkym leskom |
Takže leptaná časť bude mať jemný, tlmený zlatý odtieň. Chemicky leštená časť bude lesklá a žiarivá. V minulých projektoch v PTSMAKE sme klientom pomáhali vybrať perfektnú predbežnú úpravu pre dosiahnutie požadovaného estetického vzhľadu.
Stručne povedané, kľúčová je počiatočná povrchová úprava. Tá určuje konečný vzhľad vašej zlatej eloxovanej hliníkovej súčiastky. Či už si vyberiete leštenú, kefovanú alebo matnú textúru, zásadným spôsobom to ovplyvní hĺbku farby, lesk a celkový charakter.
Ako sa klasifikujú zlaté povrchové úpravy pre rôzne použitia?
Nie všetky zlaté povrchové úpravy sú rovnaké. Správny výber závisí výlučne od použitia. Pomôže vám systém, ktorý ich klasifikuje podľa konečného použitia. Zabráni tak nákladným chybám.
Zaraďujeme ich do kategórií. Tým sa zaručuje, že povrchová úprava spĺňa špecifické požiadavky na výkonnosť. Zohľadňujeme odolnosť, vystavenie vplyvom prostredia a estetiku.
Bežné klasifikačné úrovne
Tu je jednoduchý prehľad hlavných tried. Táto štruktúra pomáha pri výbere materiálu od začiatku.
| Trieda | Primárna aplikácia |
|---|---|
| Architektonická trieda I | Vonkajšie konštrukcie s vysokou expozíciou |
| Architektonická trieda II | Interiérové dekoratívne prvky |
| Automobilové obloženie | Exteriérové a interiérové diely automobilov |
| Spotrebná elektronika | Puzdrá a komponenty zariadení |
| Dekoratívne šperky | Estetické a kozmetické výrobky |
Tento systematický prístup je kľúčový.
Pozrime sa bližšie na to, čo tieto triedy znamenajú pre výkonnosť. Je to viac než len označenie. Je to sľub trvácnosti a funkčnosti. Každá trieda je spojená s konkrétnymi technickými normami.
Výkonnostné štandardy podľa tried
Skutočný rozdiel spočíva v špecifikáciách. Napríklad vonkajšie architektonické povrchové úpravy musia odolávať nepriaznivým poveternostným podmienkam. Naopak, elektronika sa zameriava na vzhľad a dojem.
V spoločnosti PTSMAKE sprevádzame klientov pri týchto rozhodnutiach. Týmto spôsobom zabezpečujeme, že konečný produkt, ako napríklad zlatý eloxovaný hliník plášť, funguje perfektne. Kľúčom je prispôsobenie vlastností povrchovej úpravy prostrediu.
| Trieda | Min. hrúbka povlaku (μm) | Kľúčové výkonnostné štandardy |
|---|---|---|
| Architektonický I | 18+ | Vysoká odolnosť proti UV žiareniu, >3000 hodín v soľnej hmle |
| Architektúra II | 10-18 | Stredná odolnosť proti opotrebeniu, farebná stabilita |
| Automobilový priemysel | 12-25 | Vysoká odolnosť proti poškriabaniu a chemikáliám |
| Elektronika | 5-12 | Estetická konzistentnosť, mierne opotrebenie |
| Šperky | 1-5 | Lesk, špecifické farebné zladenie |
Porozumenie týmto detailom je veľmi dôležité. Na overenie farby a lesku často používame pokročilé nástroje. Napríklad konzistentnosť farby sa často meria pomocou spektrofotometria10. To zaručuje, že všetky diely vo výrobnej sérii vyzerajú identicky. Výber nesprávnej triedy môže viesť k predčasnému zlyhaniu. Tenká dekoratívna povrchová úprava nevydrží na vonkajšej budove.
Klasifikácia zlatých povrchových úprav podľa konečného použitia je nevyhnutná. Tento systém spája aplikácie, od architektúry po elektroniku, s jasnými výkonnostnými normami, ako je hrúbka povlaku a odolnosť. Zabezpečuje, že zvolená povrchová úprava je vhodná na daný účel a bude trvácna.
Aká je typická štruktúra nákladov na eloxovanie zlata?
Porozumenie nákladov na zlaté eloxovanie nie je otázkou jednej ceny. Je to kombinácia viacerých faktorov. Každá časť je jedinečná. Jej veľkosť, tvar a zložitosť priamo ovplyvňujú konečné náklady.
Veľkú úlohu zohráva aj typ hliníkovej zliatiny. Niektoré zliatiny sa ťažšie eloxujú. To si vyžaduje viac času a zdrojov.
Kľúčové faktory nákladov
Veľkosť a zložitosť dielu
Väčšie diely vyžadujú viac priestoru v nádrži. Zložité diely s hlbokými vreckami alebo otvormi sú náročné na manipuláciu. To zvyšuje pracovnú náročnosť a čas spracovania.
Veľkosť dávky
Väčšie série často znižujú jednotkové náklady. Je to kvôli efektívnosti nastavenia a spracovania. Malé, zákazkové série budú mať vyššiu individuálnu cenu.
Tu je rýchly pohľad na to, ako faktory ovplyvňujú cenu.
| Faktor | Nižšie náklady | Vyššie náklady |
|---|---|---|
| Zložitosť | Jednoduché, rovné povrchy | Komplexné geometrie |
| Veľkosť dávky | Veľký objem | Jeden prototyp |
| Typ zliatiny | Hliník 6061 | Séria 2000 alebo 7000 |
| Hrúbka | Štandardný náter | Husté ochranné vrstvy |

Na presné rozpočtovanie projektu zo zlatého eloxovaného hliníka potrebujete jasný rámec. Premenné, o ktorých sme hovorili, sú len začiatkom. V spoločnosti PTSMAKE sprevádzame našich klientov týmto procesom. Zabezpečujeme, aby nedošlo k žiadnym prekvapeniam.
Rámec pre odhad nákladov
Celkové náklady si predstavte ako súčet niekoľkých kľúčových oblastí. Najväčšou zložkou sú často náklady na pracovnú silu. Zahŕňajú montáž dielov, monitorovanie procesu a kontrolu kvality.
Ďalej sú materiály. Patrí sem chemikálie, farbivá a elektrina. Ich náklady sa môžu meniť. Napríklad udržiavanie správnej Koncentrácia elektrolytov11 je kľúčové pre kvalitu, ale vyžaduje starostlivé riadenie zdrojov.
Regály a náradie
Je dôležité, ako je diel umiestnený v eloxovacej nádrži. Pre neobvyklé tvary môže byť potrebné vyrobiť špeciálne regály. To znamená jednorazové náklady na nástroje. Vždy to vopred preberieme.
Špecifikácie kvality
Prísnejšie tolerancie konzistencie farieb alebo hrúbky vyžadujú väčšiu kontrolu. To znamená intenzívnejšie kroky zabezpečenia kvality. Tieto kroky zvyšujú celkové náklady projektu.
Tu je typické rozdelenie nákladov v percentách, ktoré sme zaznamenali v minulých projektoch.
| Zložka nákladov | Typické percento |
|---|---|
| Práca a nastavenie | 40% – 50% |
| Materiály (chemikálie, farbivá) | 20% – 30% |
| Služby (elektrina) | 10% – 15% |
| Nástroje a regály | 5% – 10% |
| Kontrola kvality | 5% – 10% |
Náklady na eloxovanie zlata sú zložitou skladačkou. Hlavnými faktormi sú zložitosť dielov, typ zliatiny, veľkosť série a požiadavky na kvalitu. Jasné pochopenie týchto faktorov pomáha pri vytváraní realistického rozpočtu a predchádzaní neočakávaných výdavkov.
Ktoré zliatiny hliníka sú najvhodnejšie na eloxovanie zlata?
Výber správnej zliatiny hliníka je veľmi dôležitý. Je to najdôležitejší krok pre dosiahnutie krásneho zlatého eloxovaného povrchu. Nie všetky zliatiny sú pre tento proces rovnako vhodné.
Konečná farba a kvalita závisia vo veľkej miere od zloženia zliatiny. Niektoré zliatiny vytvárajú lesklé, jednotné zlato. Iné môžu mať matný alebo nerovnomerný vzhľad.
Tu je stručný sprievodca kompatibilitou, ktorý používame v PTSMAKE.
| Séria zliatin | Vhodnosť pre zlaté eloxovanie |
|---|---|
| 6xxx (napr. 6061) | Vynikajúce |
| 5xxx (napr. 5052) | Vynikajúce |
| 1xxx (napr. 1100) | Dobrý |
| 7xxx (napr. 7075) | Dobrý (s opatrnosťou) |
| 2xxx / 3xxx | Chudobný |
Táto tabuľka poskytuje východiskový bod. Najlepšia voľba vždy závisí od konkrétneho použitia a kozmetických požiadaviek.

Tajomstvo dokonalého zlatého eloxovaného hliníkového dielu spočíva v chémii kovu. Špecifické prvky zmiešané s hliníkom priamo ovplyvňujú výsledok.
Prečo sú čistejšie zliatiny lepšie
Ideálne sú zliatiny ako série 5xxx a 6xxx. Obsahujú predovšetkým horčík a kremík. Tieto prvky sa dajú čisto eloxovať.
Tvoria jasnú, poréznu anodickú vrstvu. Táto štruktúra ľahko prijíma zlatú farbu. Výsledkom je konzistentný, živý a dekoratívny povrch. To je to, čo väčšina našich klientov požaduje pre svoje špičkové produkty.
Výzva s inými prvkami
Naopak, zliatiny s vysokým obsahom medi, ako napríklad séria 2xxx, sú problematické. Meď sa neanodizuje rovnomerne s hliníkom.
To vytvára mikroskopické intermetalické zlúčeniny12 na povrchu. To môže viesť k vzniku čiernych škvŕn alebo zakalenému, nejednotnému sfarbeniu. To kazí kozmetický vzhľad. Podobné problémy majú aj odliatkové zliatiny s vysokým obsahom kremíka, ktoré často vytvárajú sivastý podtón.
Na základe našich testov uvádzame, ako hlavné prvky ovplyvňujú výsledný vzhľad.
| Prvok | Vplyv na eloxovanie zlata | Výsledný vzhľad |
|---|---|---|
| Horčík (Mg) | Vynikajúca absorpcia farbiva | Jasná, konzistentná zlatá farba |
| Kremík (Si) | Dobrá (nízka %), Zlá (vysoká %) | Číra (nízky obsah Si), sivastá/kalná (vysoký obsah Si) |
| Meď (Cu) | Slabá absorpcia farbiva | Tmavé škvrny, nerovnomerná farba |
| Zinok (Zn) | Spravodlivé, môže spôsobiť žltý odtieň | Môže zmeniť odtieň zlata |
Pre dokonalý dekoratívny zlatý povrch je výber zliatiny mimoriadne dôležitý. Zliatiny ako 6061 a 5052 sú najlepšou voľbou vďaka svojmu čistému zloženiu, ktoré umožňuje rovnomernú a živú absorpciu farby. Vyhnite sa zliatinám s vysokým obsahom medi, aby ste predišli kozmetickým vadám.
Aké sú najčastejšie chyby pri eloxovaní zlata?
Anodizovanie zlatom ponúka úžasný a ochranný povrch. Dosiahnutie dokonalosti však vyžaduje prísnu kontrolu procesu. Ak sa niečo pokazí, môžu sa objaviť chyby.
Tieto chyby ovplyvňujú vzhľad aj funkčnosť. Môžu mať rôzny rozsah, od miernych zmien farby až po vážne poškodenie povrchu.
Bežné vizuálne chyby
Najčastejšie problémy sú vizuálneho charakteru. Tie sa dajú ľahko spozorovať, ale ich riešenie môže byť zložité.
| Defekt | Bežný vzhľad |
|---|---|
| Nesúlad farieb | Rozdielne odtiene zlata medzi jednotlivými šaržami |
| Prašný povrch | Matný, kriedový pocit namiesto hladkého povrchu |
Okrem zjavných vizuálnych problémov môže dôjsť k viacerým poruchám súvisiacim s procesom. Tieto poruchy môžu ohroziť integritu ochranného vrstvy na vašich zlatých eloxovaných hliníkových dieloch.
Poruchy spôsobené procesom
Tieto chyby často poukazujú na konkrétne problémy v rámci procesu eloxovania.
Stopy po regáloch sú malé, nepokryté oblasti. Zanechávajú ich upínadlá, ktoré držia diel počas spracovania. V spoločnosti PTSMAKE sa zameriavame na inteligentný dizajn upínadiel, aby boli tieto stopy čo najmenšie a čo najmenej nápadné.
Vytváranie dierok a spálenie sú závažnejšie. Dierky sa prejavujú ako drobné dutiny na povrchu. Spálenie vytvára tmavú, drsnú oblasť, kde je poškodený povlak. Často je to spôsobené nadmerným prúdová hustota13 na určitých miestach.
Dôležitosť správneho utesnenia
Po farbení sa póry povlaku uzavrú. Ak tento krok nie je dokončený, vedie to k nedostatočnému utesneniu. To môže spôsobiť vyblednutie alebo zmenu farby a znížiť odolnosť proti korózii.
| Defekt | Primárna príčina | Hlavná oblasť záujmu |
|---|---|---|
| Značky po regáloch | Upínadlo na diely | Konštrukcia a umiestnenie regálov |
| Pitting | Chemická nerovnováha | Monitorovanie kúpeľového roztoku |
| Burning | Vysoký elektrický prúd | Ovládanie napájania |
| Zlé tesnenie | Nesprávna teplota alebo čas | Parametre tesniacej kúpeľa |
Na dosiahnutie bezchybného zlatého eloxovaného povrchu je potrebné zabrániť vizuálnym aj procesným chybám. Problémy ako farebné odchýlky, spálenie a nekvalitné utesnenie poukazujú na potrebu prísnejšej kontroly procesu eloxovania od začiatku až do konca.
Aké aplikácie používajú rôzne triedy eloxovania zlatom?
Zlaté eloxovanie nie je univerzálnym riešením. Správna trieda závisí výlučne od konečného použitia produktu. Kozmetická časť vyžaduje inú povrchovú úpravu ako priemyselná súčiastka.
Často pomáhame klientom vybrať si tú najlepšiu voľbu. Tým zabezpečujeme vizuálnu atraktívnosť a dlhodobú výkonnosť ich zlatých eloxovaných hliníkových dielov.
Dekoratívne vs. funkčné potreby
Pre čisto estetické časti je vhodný tenší náter. Patrí sem napríklad kozmetické obaly alebo ocenenia.
Funkčné časti kladú vyššie nároky. Potrebujú hrubšie a tvrdšie povlaky, aby boli odolné voči opotrebeniu a korózii. Spomeňte si napríklad na vysoko výkonné komponenty bicyklov.
Tu je stručný návod:
| Aplikácia | Primárna potreba | Typická trieda |
|---|---|---|
| Kozmetické balenie | Vizuálna príťažlivosť | Trieda II |
| Architektonické obklady | Odolnosť voči UV žiareniu | Trieda I alebo II |
| Audio kryty | Trvanlivosť a vzhľad | Trieda II |
| Komponenty bicyklov | Odolnosť proti opotrebovaniu | Trieda I |

Výber správnej triedy eloxovania je veľmi dôležitý. Priamo ovplyvňuje životnosť, vzhľad a výkonnosť produktu. V našej práci v spoločnosti PTSMAKE prispôsobujeme vlastnosti povrchovej úpravy skutočným požiadavkám danej aplikácie.
Zladenie povrchovej úpravy s funkciou
Pozrime sa na niekoľko konkrétnych príkladov. Predné panely high-end audio zariadení vyžadujú odolný povrch, ktorý je odolný voči poškriabaniu a zároveň vyzerá luxusne. V tomto prípade je ideálnym riešením eloxovanie zlatom triedy II. Ponúka skvelú rovnováhu.
Architektonické okenné rámy sú neustále vystavené slnku a dažďu. Potrebujú povrchovú úpravu triedy I alebo hrubú povrchovú úpravu triedy II. Táto úprava poskytuje vynikajúcu odolnosť proti UV žiareniu a ochranu proti korózii. Dôraz sa kladie na dlhú životnosť, nie len na počiatočný vzhľad. Tento proces vytvára ochrannú vrstvu prostredníctvom elektrolytická pasivácia14.
Smartfóny sa používajú každý deň. Ich telá vyžadujú povrchovú úpravu, ktorá odoláva odtlačkom prstov, škrabancom a menším nárazom. Špeciálna povrchová úprava triedy II poskytuje túto odolnosť bez výrazného zvýšenia hmotnosti alebo hrúbky.
Špecifikácie riadené aplikáciami
Rozhodnutie vždy závisí od konečného použitia. Vyhodnocujeme jedinečné prostredie a stresové faktory každého projektu. Tým sa zabezpečí, že zvolená povrchová úprava bude fungovať podľa očakávaní po mnoho rokov.
| Príklad produktu | Kľúčová požiadavka | Prečo práve tento kurz? |
|---|---|---|
| Telo smartfónu | Odolnosť proti poškriabaniu | Každodenná manipulácia vyžaduje odolný povrch |
| Okná | Odolnosť proti UV žiareniu/korózii | Musí odolávať vonkajším poveternostným podmienkam |
| Vysoko výkonný rozbočovač | Odolnosť proti oderu | Odoláva treniu a mechanickému namáhaniu |
Výber správnej triedy eloxovania zlata je otázkou rovnováhy. Je potrebné zohľadniť prostredie, v ktorom sa produkt používa, jeho použitie a požadovaný vzhľad. Od dekoratívnych ozdôb až po komponenty s vysokou mierou opotrebenia, každá aplikácia si vyžaduje ideálnu povrchovú úpravu z hľadiska výkonu a životnosti.
Ako sa procesy eloxovania zlata porovnávajú z hľadiska životného prostredia?
Výber správneho procesu eloxovania zlata zahŕňa viac ako len estetiku. Veľký vplyv má aj dopad na životné prostredie. Rôzne metódy majú jedinečné chemické a energetické požiadavky.
Kľúčové environmentálne faktory
Každý proces zanecháva stopu. Musíme zohľadniť použité chemikálie, vyprodukovaný odpad a spotrebovanú energiu. To nám pomáha robiť zodpovedné rozhodnutia.
Procesná chémia je dôležitá
Typ použitej kyseliny a farbiva je veľmi dôležitý. Bežne sa používa kyselina sírová, ale jej likvidácia si vyžaduje starostlivé zaobchádzanie. To má priamy vplyv na celkovú udržateľnosť vytvárania krásneho zlatého eloxovaného hliníkového povrchu.
| Metóda eloxovania | Primárna chemikália | Kľúčové environmentálne otázky |
|---|---|---|
| Kyselina sírová (typ II) | Kyselina sírová | Neutralizácia kyselín v odpadových vodách |
| Elektrolytické farbenie | Kovové soli (napr. cín) | Ťažké kovy v odpadových vodách |
| Organické farbenie | Organické farbivá | Závisí od farbiva; niektoré sú nebezpečné |

Pozrime sa bližšie na konkrétne vplyvy farbiacich chemikálií. Voľba medzi elektrolytickým farbením a organickými farbivami predstavuje významný kompromis z hľadiska životného prostredia. Je to téma, o ktorej často diskutujeme s klientmi v spoločnosti PTSMAKE.
Elektrolytické farbenie: Trvanlivosť vs. odpad
Elektrolytické farbenie využíva anorganické kovové soli. Táto metóda ukladá kovy, ako je cín, do anodických pórov. Výsledkom je mimoriadne odolný povrch odolný voči UV žiareniu.
Tento proces však spôsobuje, že sa do oplachovej vody dostávajú ťažké kovy. To odpadová voda15 vyžaduje rozsiahle a nákladné čistenie odpadových vôd. Správne zaobchádzanie je nevyhnutné, aby sa zabránilo kontaminácii životného prostredia.
Organické farbivá: jednoduchosť verzus stabilita
Organické farbenie je jednoduchšie. Spočíva v ponorení časti do horúceho farbivového roztoku. Táto metóda ponúka širokú škálu farieb.
Hlavným problémom je povaha farbív. Niektoré sú neškodné, zatiaľ čo iné môžu obsahovať znečisťujúce látky alebo prchavé organické zlúčeniny (VOC). Stabilita a biologická rozložiteľnosť týchto farbív sa veľmi líšia.
Spotreba energie
Všetky procesy eloxovania sú energeticky náročné. Vyžadujú značné množstvo elektrickej energie pre usmerňovač a chladenie kyslého kúpeľa. Na základe našich testov dlhšie časy eloxovania pre hrubšie povlaky priamo zvyšujú spotrebu energie.
| Metóda farbenia | Zložitosť odpadových vôd | Spotreba energie | Riziko pre zdravie/bezpečnosť |
|---|---|---|---|
| Elektrolytické | Vysoká (ťažké kovy) | Mierne až vysoké | Stredná (kovové soli) |
| Organické farbivo | Nízka až stredne vysoká | Nízka až stredne vysoká | Rôzne (chémia farbív) |
Pri výbere procesu eloxovania zlata je potrebné vyvážiť odolnosť a zodpovednosť voči životnému prostrediu. Kľúčovými faktormi sú chemický odpad, najmä ťažké kovy z elektrolytického farbenia, a celková spotreba energie. Každá metóda má jedinečnú uhlíkovú stopu, ktorú je potrebné starostlivo riadiť.
Ako je štruktúrovaný dodávateľský reťazec pre eloxovanie zlata?
Zaujímalo vás niekedy, ako sa z návrhu stane hotový zlatý eloxovaný diel? Je to veľmi štruktúrovaný proces. Kľúčom je jasný pracovný postup.
Tento proces zaručuje, že konečný produkt spĺňa všetky špecifikácie. Zúčastňuje sa na ňom niekoľko kľúčových hráčov, z ktorých každý má od začiatku do konca dôležitú úlohu. Pozrime sa na typický priebeh.
Počiatočné fázy pracovného postupu
Pochopenie prvých krokov pomáha predísť nákladným chybám v budúcnosti. Všetko začína jasným plánom.
| Etapa | Kľúčový hráč | Primárna akcia |
|---|---|---|
| 1. Návrh a špecifikácia | OEM / Návrhár | Vytvárajte výkresy, definujte farby a špecifikácie |
| 2. Výroba dielov | Strojárska dielňa | Strojové spracovanie surového hliníka podľa špecifikácií |
Tento štruktúrovaný prístup je základom úspechu.

Bližšie pohľad na každú úlohu
Úspešný výsledok závisí od každého článku v dodávateľskom reťazci. Jasná komunikácia a jasne definované zodpovednosti sú nevyhnutné pre výrobu vysoko kvalitných zlatých eloxovaných hliníkových dielov. Každá fáza priamo nadväzuje na predchádzajúcu.
OEM/dizajnér: architekt
Cesta začína u výrobcu originálneho zariadenia (OEM) alebo dizajnéra. Tí vytvoria návrh. Ten obsahuje rozmery dielov, tolerancie a presné špecifikácie pre eloxovanú povrchovú úpravu. Určujú farbu, hrúbku povlaku a všetky požiadavky na výkon, ako je odolnosť proti korózii.
Výrobná dielňa: Staviteľ
Tu prichádzajú na rad partneri ako my v spoločnosti PTSMAKE. Z surového hliníka vyrobíme komponent podľa presných špecifikácií konštruktéra. Kvalita povrchovej úpravy je v tejto fáze kľúčová. Zlá povrchová úprava sa nedá zakryť eloxovaním.
Anodizačná dielňa: Dokončovač
Obrábaná časť sa potom odošle do špecializovanej dielne na eloxovanie. Tam vykonajú elektrolytická pasivácia16 procesom, aby vytvorili odolnú oxidovú vrstvu. Následne nanesú špecifické zlaté farbivo, aby splnili farebný štandard OEM. Ich odbornosť sa týka výlučne povrchovej úpravy.
Kontrola kvality: The Guardian
Kontrola kvality nie je len jeden krok, ale nepretržitý proces. Pred odoslaním dielov na eloxovanie vykonávame kontroly. Eloxovač overuje svoju vlastnú prácu. Nakoniec komplexná kontrola zabezpečuje, že diel spĺňa všetky špecifikácie, než sa dostane ku konečnému používateľovi.
| Hráč | Kľúčová zodpovednosť | Overovací bod |
|---|---|---|
| OEM/Dizajnér | Stanovovanie jasných špecifikácií | Konečné hodnotenie produktu |
| Výrobná dielňa | Presné obrábanie, príprava povrchu | Kontrola pred eloxovaním |
| Anodizačná dielňa | Aplikácia povrchovej úpravy podľa špecifikácie | Kontroly po eloxovaní |
| QC laboratóriá | Nezávislé overenie | Počas celého procesu |
Cesta od digitálneho návrhu k fyzickej súčiastke zahŕňa viacero dôležitých fáz. Každý účastník projektu, od výrobcu OEM, ktorý stanovuje špecifikácie, až po tím kontroly kvality, ktorý vykonáva záverečné kontroly, je zodpovedný za úspech projektu a kvalitu konečného produktu.
Popíšte postup krokov pri eloxovaní časti na zlatú farbu.
Vytvorenie konzistentnej povrchovej úpravy z eloxovaného hliníka vyžaduje presný a opakovatelný proces. V spoločnosti PTSMAKE sa spoliehame na podrobný diagram. Tým sa zaručuje, že každá časť spĺňa špecifikácie.
Cesta od surového dielu k hotovému výrobku je systematická. Každá fáza nadväzuje na predchádzajúcu.
Pracovný postup eloxovania
Tento pracovný postup je našim plánom pre dosiahnutie kvality. Zaručuje jednotnosť a trvácnosť všetkých komponentov, ktoré vyrábame.
| Etapa | Primárny účel |
|---|---|
| Čistenie a odmasťovanie | Odstráňte všetky oleje a nečistoty. |
| Leptanie | Vytvorte jednotný, matný povrch. |
| Odmasťovanie | Po leptaní odstráňte zvyšky zliatiny. |
| Eloxovanie | Vytvorte anodickú oxidovú vrstvu. |
| Farbenie | Dodajte požadovanú zlatú farbu. |
| Tesnenie a sušenie | Uzavrite póry a vytvrďte povrchovú úpravu. |
Tento štruktúrovaný prístup je pre úspech nevyhnutný.
Procesný diagram je viac ako zoznam úloh. Je to náš primárny dokument na kontrolu kvality. Každý krok má špecifické parametre, ktoré dôsledne monitorujeme. Akákoľvek odchýlka môže ohroziť konečný výsledok.
Kritické kontrolné body
Čistenie považujte za základ. Ak zostanú oleje alebo nečistoty, vrstva eloxovania bude nerovnomerná. To spôsobuje škvrny v konečnej zlatej farbe. Toto sme sa naučili už na začiatku našich projektov.
Anodizačná nádrž je srdcom celého procesu. Kontrolujeme napätie, teplotu a [elektrolyt]().17 koncentráciu s extrémnou presnosťou. Tieto premenné priamo ovplyvňujú hrúbku a tvrdosť oxidovej vrstvy.
Od procesu k dokonalosti
Dokonca aj fáza odstraňovania nečistôt je kritická. Ak ju vynecháte alebo vykonáte nesprávne, zanechá to kovové zvyšky. Tieto "nečistoty" zabránia rovnomernému prenikaniu farby do pórov.
Tu je príklad toho, ako malé chyby v procese môžu viesť k veľkým problémom.
| Vydanie | Fáza potenciálnej príčiny |
|---|---|
| Slabá priľnavosť farby | Neúplné odstránenie nečistôt |
| Biele alebo práškovité škvrny | Nesprávne utesnenie |
| Tenká vrstva | Nesprávny čas/napätie eloxovania |
| Nekonzistentná farba | Kontaminovaná farbiaca vaňa |
Nakoniec, krok utesnenia zafixuje farbu. Zaisťuje tiež dôležitú odolnosť proti korózii pre časť z eloxovaného hliníka. Zlé utesnenie znamená krátku životnosť. Je to jednoduchý, ale dôležitý záverečný krok.
Podrobný diagram je základom pre kvalitné eloxovanie zlata. Každý krok, od počiatočného čistenia až po konečné utesnenie, je kritickým kontrolným bodom. Dodržiavanie tohto postupu zaručuje trvalý a vizuálne dokonalý povrch každej jednej súčiastky.
Ktoré parametre je potrebné kontrolovať, aby bola farba konzistentná?
Plán riadenia procesu (PCP) je vaším cestovným plánom. Zabezpečuje, aby všetky časti vyzerali rovnako. Bez neho môžete len hádať.
Pri povrchových úpravách, ako je zlatý eloxovaný hliník, je to veľmi dôležité. Musíte definovať a monitorovať každú premennú. Plán sa delí na tri základné fázy.
Tri piliere kontroly farieb
Každá fáza má špecifickú úlohu. Eloxovanie vytvára základ. Farbenie dodáva odtieň. Tesnenie chráni konečnú povrchovú úpravu.
| Etapa | Primárny cieľ |
|---|---|
| Eloxovanie | Vytvorte poréznu oxidovú vrstvu |
| Farbenie | Vložte farbu do pórov |
| Tesnenie | Uzavrite póry, aby sa farba udržala |
Kontrola týchto krokov je jediným spôsobom, ako dosiahnuť skutočnú konzistenciu farieb.

Na dosiahnutie konkrétneho odtieňa zlata je nevyhnutný podrobný plán PCP. Ten presúva kontrolu kvality z konečnej kontroly na proaktívny systém v priebehu výroby. V spoločnosti PTSMAKE vytvárame tieto plány spolu s našimi klientmi. Tým sa zaručuje, že prvá časť zodpovedá poslednej.
Parametre procesu eloxovania
Tento počiatočný krok vytvára porézny anodický film. Štruktúra tohto filmu priamo ovplyvňuje spôsob, akým prijíma farbivo. Kontrola Hustota prúdu18 je obzvlášť dôležitý pre rovnomernosť vrstvy.
| Parameter | Prijateľné okno (príklad Gold) |
|---|---|
| Teplota | 18–22 °C (64–72 °F) |
| Napätie / Prúd | 12–18 V / 12–15 A/ft² |
| Kyselina sírová | 180–200 g/l |
| Doba eloxovania | 30-45 minút |
Parametre farbenia (farbenia)
Tu farba vyplňuje póry, ktoré vznikli počas eloxovania. Aj malé zmeny môžu spôsobiť výrazné zmeny farby. Na základe našich testov sú čas a teplota najcitlivejšie premenné pre zlaté farby.
| Parameter | Prijateľné okno (príklad Gold) |
|---|---|
| Koncentrácia farbiva | 5–10 g/l |
| Úroveň pH | 5,0 – 6,0 |
| Teplota | 55–65 °C (131–149 °F) |
| Čas ponorenia | 5–10 minút |
Parametre tesnenia
Tesnenie uzatvára póry, zachováva farbu a poskytuje odolnosť proti korózii. Nesprávne tesnenie môže viesť k vyblednutiu alebo zafarbeniu farby.
| Parameter | Prijateľné okno (príklad Gold) |
|---|---|
| Typ tesnenia | Hydrotermálne pri strednej teplote |
| Teplota | 85–95 °C (185–203 °F) |
| Úroveň pH | 5,5 – 6,5 |
| Doba tesnenia | 15-20 minút |
Podrobný plán riadenia procesu je nevyhnutný. Definuje presné prevádzkové okná pre eloxovanie, farbenie a tesnenie. Tento metodický prístup transformuje konzistenciu farieb z umenia na opakovateľnú vedu, čím zabezpečuje predvídateľné výsledky pri každej výrobnej sérii.
Špecifikujte celý proces pre špičkové elektronické zariadenie.
Vytvorenie bezchybného zlatého povrchu na vlajkovej lodi medzi smartfónmi nie je žiadna mágia. Je to čisto technická precíznosť. Vyžaduje si to podrobnú špecifikáciu už od samého začiatku.
Tento dokument slúži ako náš plán. Usmerňuje každý krok k dosiahnutiu dokonalého kozmetického vzhľadu. Tento proces zaručuje konzistentnosť miliónov jednotiek.
Kľúčové fázy špecifikácie
Proces začína výberom materiálu. Pokračuje prípravou povrchu a nakoniec eloxovaním a farbením. Počas celého procesu je nevyhnutná prísna kontrola kvality.
| Etapa | Kľúčové úvahy |
|---|---|
| Výber zliatiny | Reakcia eloxovania a konečná farba |
| Predbežná úprava | Textúra povrchu a čistota |
| Eloxovanie | Hrúbka vrstvy a odolnosť |
| Kontrola kvality | Kozmetická a fyzická dokonalosť |

Príprava zliatiny a povrchu
Základom je výber hliníkovej zliatiny. Pre prémiovú povrchovú úpravu z eloxovaného hliníka v zlatej farbe zvyčajne odporúčam sériu 6000, konkrétne 6063. Jej zloženie umožňuje jasné a konzistentné farbenie.
Séria 7000 je síce pevnejšia, ale môže mať matnejší, nažltlý odtieň. Je to spôsobené vyšším obsahom zinku. Pre luxusný produkt to nie je ideálne.
Príprava povrchu je rovnako dôležitá. Špecifický postup vytvára požadovaný hmatový dojem a vzhľad. Zabezpečuje tiež, že povrch je dokonale čistý pre eloxovanie. V jednom z našich minulých projektov sme zistili, že jemné tryskacie čistenie nasledované ľahkým chemickým leptaním poskytuje prvotriedny matný povrch. To minimalizuje odraz svetla a skryje odtlačky prstov.
Parametre eloxovania a farbenia
Proces eloxovania vytvára odolnú, poréznu oxidovú vrstvu. Táto vrstva je potom napustená organickým farbivom, aby sa vytvorila zlatá farba. Presná kontrola je tu veľmi dôležitá. Spoliehame sa na prísne galvanostatická regulácia19 udržať konštantnú hustotu prúdu.
Tým sa zabezpečuje rovnomerný rast vrstvy na zložitých geometrických tvaroch. Akákoľvek odchýlka môže spôsobiť viditeľné farebné rozdiely.
| Parameter | Špecifikácia | Tolerancia |
|---|---|---|
| Kyselina sírová koncentrovaná. | 180 g/l | ±10 g/l |
| Teplota kúpeľa | 20 °C | ±1°C |
| Hustota prúdu | 1,5 A/dm² | ±0,1 A/dm² |
| Koncentrácia farbiva | 5 g/l | ±0,5 g/l |
| Doba tesnenia | 30 minút | ±2 minúty |
Touto prísnou kontrolou zaručujeme, že každý jednotlivý diel vyzerá a pôsobí identicky. Je to neoddeliteľná súčasť výroby špičkových produktov.
Dokonalá povrchová úprava z eloxovaného hliníka je výsledkom starostlivo naplánovaného procesu. Od výberu konkrétnej zliatiny až po presnú prípravu povrchu a prísne kontrolované parametre eloxovania, každý detail je dôležitý. Špecifikácia je kľúčom k dosiahnutiu tejto opakovatelnej dokonalosti.
Nezmeniteľný plán kontroly kvality
Silná špecifikácia je bez prísneho plánu kontroly kvality, ktorý by ju presadzoval, zbytočná. V prípade prémiových zariadení nie je kontrola kvality len záverečnou kontrolou. Prebieha v každej fáze procesu.
Náš plán kontroly kvality sa zameriava na kozmetické aj výkonnostné ukazovatele. Nenechávame priestor na chyby.
Kozmetická kontrola
Vizuálna dokonalosť je prvoradá. Na kontrolu prípadných chýb používame automatizovanú aj manuálnu kontrolu za kontrolovaných svetelných podmienok.
- Jednotnosť farieb: Na meranie farby v porovnaní s referenčnou vzorkou používame spektrofotometer. Hodnota Delta E musí byť nižšia ako 1,0.
- Povrchové vady: Kontrolujeme, či nie sú na povrchu škrabance, jamky alebo iné vady. Naším štandardom je nulový počet viditeľných chýb zo vzdialenosti 30 cm.
Fyzické testovanie
Povrchová úprava musí byť tiež odolná. Musí vydržať každodenné používanie.
- Hrúbka povlaku: Na overenie, či je anodická vrstva v rámci špecifikácie 12–15 mikrónov, používame testovanie vírivými prúdmi.
- Odolnosť proti oderu: Test Taber zaručuje, že povrch odolá opotrebeniu a poškodeniu, pričom simuluje dlhodobé používanie.
Tento mnohostranný prístup k kontrole kvality zaručuje, že každé telo smartfónu spĺňa luxusný štandard, ktorý spotrebitelia očakávajú.
Často kladené otázky
Prečo sa pre zlatú povrchovú úpravu uprednostňuje hliníková zliatina 6063?
Zliatina 6063 má nižší obsah prvkov ako meď a zinok v porovnaní s inými sériami, napríklad 7000. Tieto prvky môžu ovplyvňovať proces eloxovania a často spôsobujú zakalenú alebo nerovnomernú farbu. Zliatina 6063 poskytuje jasnejšiu a svetlejšiu základňu pre farbenie.
Môže povrchová štruktúra ovplyvniť konečnú farbu zlata?
Určite. Hrubšia textúra, napríklad po silnom tryskaní guľôčkami, rozptyľuje svetlo viac. Vďaka tomu môže zlatá farba pôsobiť svetlejšie a matnejšie. Hladší, leštený povrch bude mať za následok odrazivejšiu, hlbšiu zlatú farbu. Predbežná úprava musí byť konzistentná.
Od špecifikácie k realite
Podrobná špecifikácia je základným plánom na dosiahnutie prvotriedneho povrchového úpravy z eloxovaného hliníka. Skutočnou výzvou je však realizácia tohto plánu s absolútnou presnosťou a konzistentnosťou, diel po dieli.
V spoločnosti PTSMAKE vynikáme v premene týchto náročných špecifikácií na hmatateľné, bezchybné komponenty. Vďaka našim hlbokým znalostiam v oblasti presného CNC obrábania a povrchovej úpravy pomáhame našim partnerom uvádzať na trh ich špičkové elektronické zariadenia a zabezpečujeme, aby každý produkt spĺňal najvyššie štandardy kvality a kozmetickej dokonalosti.
Kedy by ste uprednostnili eloxovanie pred zlatým PVD alebo farbou?
Výber správnej zlatej povrchovej úpravy je veľmi dôležitý. Ovplyvňuje vzhľad, pocit a výkon. Eloxovanie, PVD a lakovanie ponúkajú jedinečné výhody. Toto rozhodnutie môže byť zložité.
Mojím cieľom je to pre vás zjednodušiť. Použijeme prehľadnú rozhodovaciu maticu. Pomôže vám vybrať najlepšiu možnosť pre vaše konkrétne potreby v oblasti produktov. Rozložme si kľúčové faktory, ktoré je potrebné zohľadniť.
| Dokončenie | Najlepšie pre | Kľúčová vlastnosť |
|---|---|---|
| Eloxovanie | Hliníkové diely | Kovový pocit |
| Zlatá PVD | Vysoko opotrebovateľné položky | Trvanlivosť |
| Farba | Nízkonákladové položky | Rozmanitosť farieb |
Tento rámec vám pomôže pri výbere. Zabezpečí, že váš produkt bude nielen skvele vyzerať, ale aj perfektne fungovať.

Správne rozhodnutie si vyžaduje hlbší pohľad. V spoločnosti PTSMAKE denne sprevádzame klientov týmto procesom. Voľba sa netýka len farby, ale aj zosúladenia povrchovej úpravy s požiadavkami aplikácie.
Podrobné porovnanie je najlepším nástrojom. Túto maticu sme vyvinuli na základe údajov z projektov. Zohľadňuje najdôležitejšie faktory, s ktorými sa budete musieť vysporiadať. Proces pre eloxovaný hliník, napríklad, zahŕňa elektrolytická pasivácia20 čo zásadným spôsobom mení povrch.
| Kritérium | Zlaté eloxovanie | Zlatá PVD | Zlatá farba |
|---|---|---|---|
| Trvanlivosť | Vysoká (integrálna) | Veľmi vysoká | Nízka až stredná |
| Náklady | Stredné | Vysoká | Nízka |
| Farba | Dobrý | Vynikajúce | Vynikajúce |
| Kovový pocit | Zachované | Zachované | Stratené |
| Vodivosť | Nízka (izolátor) | Vysoká | Žiadne |
| Životné prostredie | Mierne | Nízka | Vysoká (VOC) |
Odôvodnenie pre konkrétne výrobky
Prípad 1: Vysoko kvalitné audio ovládače
Pre prémiový audio ovládač, eloxovanie zlata je dokonalý. Zachováva svieži, kovový vzhľad opracovaného hliníka. Povrchová úprava je dostatočne odolná na časté používanie a ponúka vynikajúci používateľský zážitok.
Prípad 2: Luxusné puzdrá na hodinky
Tu, Zlatá PVD je víťazom. Poskytuje výnimočnú odolnosť proti poškriabaniu a opotrebeniu. To je dôležité pre predmet, ktorý sa nosí každý deň. Ponúka tiež konzistentnú, bohatú zlatú farbu, ktorá symbolizuje kvalitu.
Prípad 3: Propagačné trofeje na jedno použitie
Pre lacné reklamné predmety, zlatá farba je najpraktickejšou voľbou. Je lacná a umožňuje rýchlu výrobu. Trvanlivosť nie je pri týchto aplikáciách primárnym faktorom.
Táto rozhodovacia matica poskytuje jasnú cestu. Na základe hodnotenia trvanlivosti, ceny, vzhľadu a ďalších faktorov môžete s istotou vybrať ideálnu zlatú povrchovú úpravu. Najlepšia voľba vždy zodpovedá špecifickým funkciám vášho produktu a jeho pozícii na trhu.
Ako môžete zabezpečiť konzistentnosť farieb vo všetkých výrobných sériach?
Robustná stratégia kontroly farieb je vašou najlepšou obranou proti odchýlkam medzi jednotlivými šaržami. Nejde o hádanie, ale o vytvorenie opakovaného procesu založeného na údajoch.
Začína sa to "vzorovou vzorkou". To je vaša referenčná farba.
Nadácia: Váš hlavný vzor
Hlavná vzorka sa stáva referenčným bodom pre všetky budúce výrobné série. Je to jediný kus, o ktorom sa všetci zhodujú, že je správny. Všetky ostatné diely sa musia zhodovať s ním.
Prečo je osvetlenie tak dôležité
Farba môže vyzerať odlišne v rôznych svetelných podmienkach. Preto vždy hodnotíme vzorku a výrobné diely za kontrolovaných a konzistentných svetelných podmienok, aby sme predišli chybám.
| Svetelné podmienky | Vzhľad farby | Riziko konzistencie |
|---|---|---|
| Ovládateľný svetelný box D65 | Skutočná, konzistentná farba | Nízka |
| Kancelária Fluorescentná | Môže sa javiť ako skreslená zelená/modrá | Vysoká |
| Slnečné svetlo (premenné) | Zmeny v priebehu dňa | Vysoká |

Kvantifikácia farieb pomocou technológie
Spoliehať sa len na ľudské oko vedie k nekonzistentnosti. Používame presné nástroje, ktoré premenia farbu na objektívne údaje a odstránia subjektivitu z rovnice. To je veľmi dôležité v prípade materiálov, ako je zlatý eloxovaný hliník, kde môžu byť aj malé zmeny veľmi viditeľné.
A spektrofotometer21 je kľúčovým nástrojom v tomto procese. Meria farbu povrchu a poskytuje presné údaje. Tieto údaje používame na stanovenie prijateľného farebného spektra.
Toto okno je často definované hodnotou CIELAB ΔE. Táto hodnota predstavuje celkový farebný rozdiel medzi výrobnou súčasťou a vzorovou vzorkou. V spoločnosti PTSMAKE spolupracujeme s klientmi na definovaní prijateľnej prahovej hodnoty ΔE.
Implementácia prísnych procesných kontrol
Po stanovení štandardu je jeho dodržiavanie závislé od kontroly procesu. Pri každom procese povrchovej úpravy uzamkneme všetky kritické parametre. Tým sa zabezpečí, že výsledok bude mesiac čo mesiac opakovateľný.
| Parameter na ovládanie | Prečo je to dôležité pre farbu |
|---|---|
| Koncentrácia farbiva | Priamo ovplyvňuje sýtosť farieb |
| Čas ponorenia | Ovplyvňuje farebnú hĺbku a odtieň |
| Teplota kúpeľa | Ovplyvňuje rýchlosť absorpcie farbiva |
| Napätie/prúd (eloxovanie) | Ovplyvňuje hrúbku poréznej vrstvy |
Dokumentovaním a kontrolou týchto premenných zabezpečujeme, aby šarža 20 bola identická so šaržou 1.
Úspešná stratégia sa opiera o fyzickú vzorku, objektívne údaje z nástrojov, ako je spektrofotometer, na definovanie farebného okna (ΔE), a prísne kontroly procesov, aby sa zabezpečilo, že každá šarža spĺňa tento štandard bez odchýlok.
Odomknite odborné riešenia pre eloxovanie zlata s PTSMAKE
Ste pripravení dosiahnuť bezchybné zlaté eloxované hliníkové diely pre váš ďalší projekt? Kontaktujte PTSMAKE ešte dnes a získajte rýchlu a odbornú cenovú ponuku. Náš tím vám poskytne presnosť, kvalitu a včasné výsledky, ktorým môžete dôverovať – bez ohľadu na odvetvie alebo zložitosť. Pošlite svoju požiadavku ešte dnes!

Zistite, ako tento kritický parameter ovplyvňuje kvalitu a konzistenciu konečnej eloxovanej vrstvy. ↩
Zistite, ako fyzikálne vlastnosti svetla vytvárajú stabilné, žiarivé farby, ktoré časom nevyblednú. ↩
Zistite, ako tieto mikroskopické zliatinové štruktúry ovplyvňujú vlastnosti materiálu a konečnú povrchovú úpravu. ↩
Zistite, čo táto elektrická vlastnosť znamená a prečo je dôležitá pre vaše elektronické komponenty. ↩
Zistite, ako povrchové lepenie ovplyvňuje dlhodobú výkonnosť a spoľahlivosť vašich obrábaných dielov. ↩
Zistite, ako táto metóda elektrického riadenia zabezpečuje vynikajúcu konzistenciu farieb vo výrobe. ↩
Zistite, ako táto vlastnosť ovplyvňuje dlhodobú odolnosť a vzhľad vašich eloxovaných komponentov. ↩
Porozumejte mikroskopickému procesu, ako farba vyplňuje póry v eloxovanom hliníku. ↩
Zistite, ako typy odrazu svetla ovplyvňujú vzhľad hotových kovových povrchov. ↩
Zistite, ako tento nástroj zabezpečuje presnú farebnú konzistenciu tisícov vyrobených dielov. ↩
Zistite, ako rovnováha chemického kúpeľa ovplyvňuje povrchovú úpravu eloxovaním, kvalitu a celkové náklady projektu. ↩
Zistite, ako môžu tieto mikroskopické častice ovplyvniť konečný vzhľad a odolnosť vašich eloxovaných dielov. ↩
Zistite, ako koncentrácia elektrického prúdu ovplyvňuje konečnú kvalitu a vzhľad eloxovaného povrchu. ↩
Objavte vedecký princíp, na ktorom je založený proces eloxovania, ktorý vytvára odolný povrch odolný proti korózii. ↩
Zoznámte sa s problémami priemyselných odpadových vôd a kľúčovou úlohou ich čistenia vo výrobe. ↩
Zoznámte sa s vedeckými poznatkami, na ktorých je založený tento elektrochemický proces vytvárajúci pevnú dekoratívnu vrstvu na hliníku. ↩
Porozumejte chemickému roztoku, ktorý umožňuje proces eloxovania a ovláda kľúčové vlastnosti povlaku. ↩
Zistite, ako tento elektrický parameter priamo ovplyvňuje hrúbku, tvrdosť a konečný vzhľad povlaku. ↩
Pochopte, prečo je regulácia elektrického prúdu kľúčová pre dosiahnutie konzistentnej farby a hrúbky povlaku. ↩
Porozumejte vedeckým princípom, na ktorých je založený tento proces zlepšujúci povrchové vlastnosti hliníka. ↩
Zistite, ako tento prístroj kvantifikuje farby oveľa presnejšie, ako je schopné ľudské oko. ↩






