

Máte pred sebou zložitú konštrukciu hliníkového dielu a potrebujete ho rýchlo a čisto opracovať. Nesprávny výber hliníka môže váš projekt premeniť na nočnú moru plnú pokazených nástrojov, zlých povrchových úprav a nedodržaných termínov. Každý obrábač vie, že výber triedy hliníka môže rozhodnúť o vašej práci na CNC.
Hliník 6061-T6 je najjednoduchší hliník na CNC obrábanie vďaka svojej vynikajúcej obrobiteľnosti, vyváženej tvrdosti a šetrným rezným vlastnostiam, ktoré dobre fungujú so štandardnými nástrojmi a parametrami.

Denne obrábam hliníkové diely v spoločnosti PTSMAKE a videl som, ako správny výber materiálu šetrí čas aj peniaze. 6061-T6 ponúka dokonalú rovnováhu pre väčšinu aplikácií, ale existujú aj iné triedy, ktoré stoja za zváženie na základe vašich špecifických potrieb. Dovoľte mi, aby som vás oboznámil s tým, prečo sú niektoré zliatiny hliníka vhodnejšie pre CNC ako iné, aby ste si mohli vybrať najlepšiu možnosť pre svoj ďalší projekt.
Aké triedy hliníka sú najlepšie na CNC obrábanie?
Vybrali ste si niekedy pre projekt hliníkovú triedu, aby ste zistili, že pod tlakom zlyhala alebo neočakávane skorodovala? Výber nesprávneho materiálu môže narušiť celý časový plán výroby.
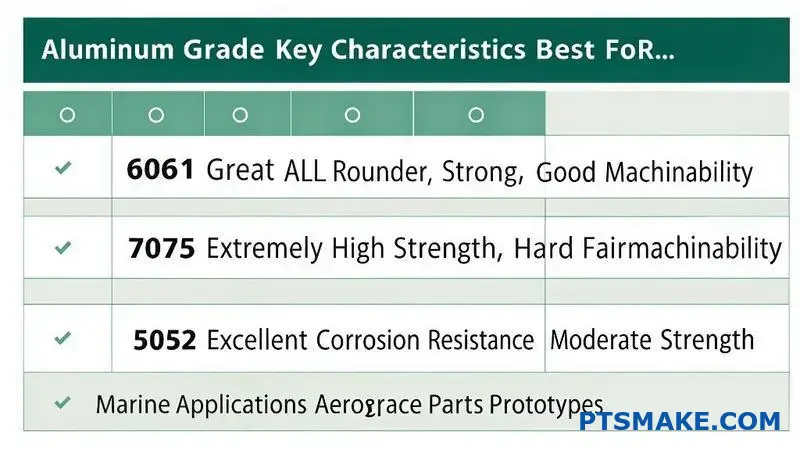
Najobľúbenejšou a najvšestrannejšou triedou hliníka na všeobecné CNC obrábanie je 6061, ktorá je cenená pre svoju vynikajúcu obrobiteľnosť, dobrú pevnosť a odolnosť proti korózii. Pre vysoko namáhané aplikácie vyžadujúce vynikajúcu pevnosť je najlepšou voľbou 7075, zatiaľ čo 5052 je ideálny pre plechové diely vyžadujúce vynikajúcu odolnosť proti korózii.
Výber "najlepšej" triedy nie je o jedinej správnej odpovedi, ale o nájdení vhodnej triedy pre vašu konkrétnu aplikáciu. Optimálny výber závisí od rovnováhy niekoľkých kľúčových faktorov. V spoločnosti PTSMAKE vedieme našich klientov pri tomto rozhodovaní tak, že hodnotíme výkonnosť materiálu v porovnaní s jedinečnými požiadavkami ich projektu. Proces CNC obrábania hliníka je výrazne ovplyvnený vnútornými vlastnosťami materiálu. Pochopenie týchto vlastností je prvým krokom k úspechu. Vlastnosti materiálu tepelná spracovateľnosť1 môže výrazne zmeniť jeho konečné mechanické vlastnosti, čo je pri konštrukčných komponentoch veľmi dôležité.
Kľúčové faktory pre výber triedy
Obrábateľnosť vs. pevnosť
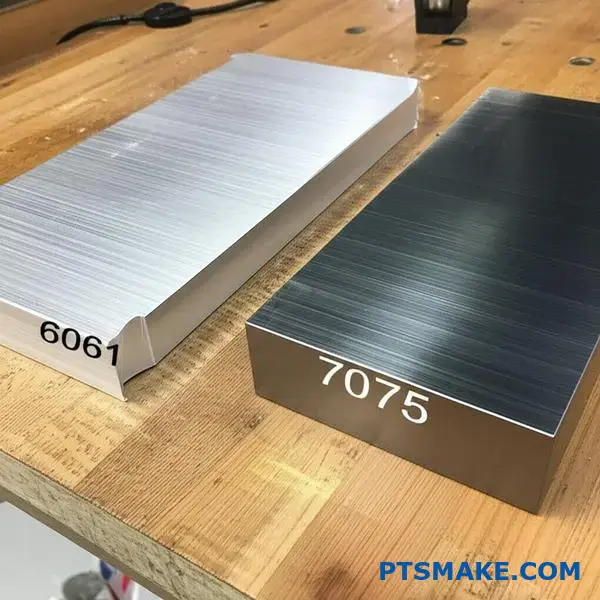
Často je to kompromis. Mäkšie zliatiny sa ľahšie obrábajú, ale majú nižšiu pevnosť. Tvrdšie zliatiny, ako napríklad 7075, poskytujú neuveriteľnú pevnosť, ale ich obrábanie môže byť náročnejšie a nákladnejšie.
Odolnosť proti korózii
Pre diely vystavené vlhkosti alebo drsným chemikáliám sú vynikajúcou voľbou triedy ako 5052 alebo 6061.

V minulých projektoch spoločnosti PTSMAKE sme zistili, že priradenie aplikácie priamo k triede materiálu zjednodušuje proces výberu. Častou chybou je nadmerné inžinierstvo pri výbere drahej zliatiny s vysokou pevnosťou, keď by sa dokonale osvedčila cenovo výhodnejšia trieda. Ak začnete s ohľadom na konečné použitie, môžete sa vyhnúť zbytočným nákladom a výrobným komplikáciám.
Bežné aplikácie a odporúčané triedy
Tu je jednoduché rozdelenie, ktoré často používame, aby sme našim klientom pomohli pri prvotnom výbere:
| Typ aplikácie | Odporúčaná trieda | Kľúčový prínos |
|---|---|---|
| Všeobecné použitie, Prototypy | 6061-T6 | Najlepšie všestranné vyváženie |
| Letecký priemysel, vysoko namáhané diely | 7075-T6 | Najvyššia pevnosť |
| Morské plavidlá, vystavenie chemickým látkam | 5052-H32 | Vynikajúca odolnosť proti korózii |
| Automobilové komponenty | 6061-T6 / 6082-T6 | Dobrá pevnosť a zvariteľnosť |
Táto tabuľka slúži ako skvelý východiskový bod pre akúkoľvek diskusiu o službách CNC obrábania hliníka.

Výber najlepšej triedy hliníka na CNC obrábanie zahŕňa vyváženie obrobiteľnosti, pevnosti a odolnosti proti korózii s potrebami vašej aplikácie. Zatiaľ čo 6061 je vynikajúci všestranný materiál a 7075 vyniká v úlohách s vysokým namáhaním, optimálnu voľbu vždy diktuje konečná funkcia a prostredie súčiastky.
Ako tenký môže byť hliník na CNC?
Už ste niekedy navrhli elegantnú, ľahkú hliníkovú súčiastku, ktorá sa potom na stroji zdeformovala alebo roztrhla? Posúvanie hraníc tenkosti bez jasného usmernenia môže byť frustrujúce a nákladné.
Všeobecne platí, že pri väčšine projektov CNC obrábania hliníka je možné dosiahnuť hrúbku steny 0,020 palca (0,5 mm). So špecializovanými nástrojmi, strategickým upínaním a optimalizovanými reznými parametrami sme však pre špecifické aplikácie úspešne opracovali steny tenké až 0,010 palca (0,25 mm).

Kľúčové faktory ovplyvňujúce hrúbku steny
Najtenšia možná hrúbka nie je jediné číslo, ale výsledok viacerých vzájomne sa ovplyvňujúcich faktorov. Správne rozhodnutia v tejto oblasti sú rozdielom medzi úspešnou súčiastkou a kusom šrotu.
Výber hliníkovej zliatiny
V prvom rade je potrebné zvážiť typ hliníka. Mäkšie zliatiny, ako napríklad 6061, sú bežné, ale môžu byť "gumovité", zatiaľ čo tvrdšie zliatiny, ako napríklad 7075, sú čistejšie a umožňujú tenšie steny. Počiatočná forma materiálu - či už ide o liaty blok alebo valcovaný plech - tiež prináša premenné, ako napr. anizotropné vlastnosti2 ktoré ovplyvňujú stabilitu počas obrábania.
Geometria dielu
Jednoduchá, plochá stena sa ľahšie opracováva ako zložitá, zakrivená stena. Záleží aj na celkovej veľkosti súčiastky; malý tenký prvok je stabilnejší ako veľká tenká stena bez podpery, ktorá je veľmi náchylná na vibrácie.
| Faktor | Vplyv na minimálnu hrúbku |
|---|---|
| Tvrdosť zliatiny | Tvrdšie zliatiny vo všeobecnosti umožňujú tenšie steny. |
| Zložitosť časti | Jednoduchšie geometrie podporujú tenšie prvky. |
| Nepodporovaná oblasť | Väčšie nepodporované plochy si vyžadujú hrubšie steny. |

Stratégia obrábania a nástroje
Aj v prípade dokonalého materiálu a konštrukcie spôsobí nesprávny prístup k obrábaniu poruchu. Úspech pri CNC obrábaní hliníka, najmä pri tenkých stenách, spočíva v detailoch samotného procesu.
Obrábanie je všetko
Čo nedokážete bezpečne uchopiť, nemôžete obrábať. V prípade veľmi tenkých dielov môžu štandardné zveráky spôsobiť deformáciu. V minulých projektoch spoločnosti PTSMAKE sme často používali vlastné upínacie prípravky, vákuové skľučovadlá alebo techniku "cibuľovej šupky", pri ktorej sa posledná tenká vrstva ponecháva až na úplný koniec, aby sa zachovala tuhosť.
Rezné nástroje a parametre
Ostré, vysokokvalitné frézy sú neoddiskutovateľné. Používanie nástrojov s vysokým uhlom špirály pomáha účinne odvádzať triesky a znižuje rezné sily. Starostlivo vyvažujeme otáčky vretena a rýchlosť posuvu - príliš agresívne a diel sa ohne; príliš pomalé a vzniká teplo, ktoré spôsobuje deformácie.
| Technika | Výhody pre tenké steny |
|---|---|
| Prispôsobenie výstroja na mieru | Poskytuje maximálnu oporu a zabraňuje deformácii pri upínaní. |
| Ostré nástroje s vysokou čepeľou | Znižuje rezný tlak a zlepšuje odvod triesok. |
| Optimalizované používanie chladiacej kvapaliny | Riadi akumuláciu tepla, aby sa zabránilo tepelnému deformovaniu. |

Dosiahnutie ultratenkých hliníkových dielov je náročné na rovnováhu. Hoci 0,020" je bezpečný východiskový bod, rozhodujúce sú faktory ako výber zliatiny a geometria. Úspech nakoniec závisí od presného riadenia procesu, od špecializovaného upínania až po optimalizované nástroje a rezné parametre.
Aké rýchlosti rezania sú najlepšie pre hliníkové CNC?
Už sa vám niekedy stalo, že ste donekonečna upravovali nastavenia, len aby ste dosiahli nekvalitný povrch alebo pokazený nástroj? Nájsť ten správny bod pre hliník sa môže zdať ako hra na hádanie.
Pre väčšinu hliníkových zliatin, ako je 6061, je dobrým východiskovým bodom pre rýchlosť rezania 800 až 1 500 povrchových stôp za minútu (SFM). Optimálna rýchlosť však vo veľkej miere závisí od konkrétnych možností stroja, nástrojov, presnej zliatiny a hĺbky rezu.

Prvým krokom je pochopenie základných parametrov. Dve najkritickejšie hodnoty sú rezná rýchlosť a otáčky vretena (ot/min). Hoci spolu súvisia, nie sú rovnaké. Rezná rýchlosť (SFM alebo m/min) je relatívna rýchlosť medzi reznou hranou nástroja a obrobkom. V našich predchádzajúcich projektoch v spoločnosti PTSMAKE sme zistili, že správne určenie tejto hodnoty je kľúčom k predchádzaniu problémom, ako napr. Vybudovaný okraj3 na nástroji.
Kľúčové faktory ovplyvňujúce rýchlosť
Hliníková zliatina
Rôzne zliatiny majú rôzne stupne obrobiteľnosti. Napríklad hliník 7075 je tvrdší ako 6061 a zvyčajne si vyžaduje o niečo nižšie otáčky, aby sa efektívne zvládlo teplo a opotrebovanie nástroja.
| Hliníková zliatina | Odporúčaný počiatočný SFM | Poznámky |
|---|---|---|
| 6061-T6 | 1000 - 2000 | Veľmi bežný, výborne opracovateľný. |
| 7075-T6 | 800 - 1500 | Ťažšie, silnejšie, vyžaduje si väčšiu kontrolu. |
| 2024-T3 | 600 - 1200 | Gumový, môže byť náročný. |

Okrem nastavenia hlavných otáčok musíte zohľadniť rýchlosť posuvu a zaťaženie triesky. Rýchlosť posuvu je rýchlosť, akou sa nástroj pohybuje cez materiál, zatiaľ čo zaťaženie trieskou je hrúbka materiálu, ktorý sa odstráni každou reznou hranou (drážkou) nástroja. Vyššie zaťaženie trieskou môže zlepšiť čas cyklu, ale zvyšuje rezné sily. Pre úspešné CNC obrábanie hliníka, ich vyváženie je nevyhnutné. Pomalý posuv pri vysokých otáčkach môže spôsobiť trenie namiesto rezania, generovanie nadmerného tepla a viesť k predčasnému zlyhaniu nástroja.
Optimalizácia parametrov nástroja a rezu
Výber nástrojov
Správny nástroj je veľmi dôležitý. Pre hliník sú zvyčajne najlepšie vysokošpirálové leštené frézy s 2 alebo 3 drážkami, ktoré pomáhajú účinne odvádzať triesky.
| Počet drážok nástroja | Odporúčané použitie | Evakuácia čipov |
|---|---|---|
| 2-fľaša | Hrubovanie, drážkovanie | Vynikajúce |
| 3-fľaša | Všeobecné použitie, dokončovacie práce | Dobrý |
| 4+ Flétna | Len dokončovacie práce | Spravodlivé (riziko vzniku triesky) |

Optimálna rýchlosť rezania hliníka nie je jedno číslo. Je to vyvážený rozsah určený zliatinou, nástrojmi a nastavením stroja. Začnite s odporúčanými hodnotami SFM a potom dolaďte rýchlosť posuvu a zaťaženie trieskou, aby ste dosiahli najlepší povrch a životnosť nástroja.
Koľko stojí profesionálne CNC obrábanie hliníka?
Mali ste niekedy problém s odhadom konečných nákladov na obrábané diely? Neočakávané výdavky môžu narušiť aj tie najlepšie naplánované rozpočty, čo vedie k frustrujúcim oneskoreniam a ťažkým otázkam.
Konečná cena za profesionálne CNC obrábanie hliníka nie je jedno číslo. Je určená faktormi, ako je trieda materiálu, čas obrábania, zložitosť súčiastky, tolerancie a následné spracovanie. Jednoduchý diel stojí oveľa menej ako diel so zložitými prvkami a prísnymi špecifikáciami.

Pochopenie základných faktorov ovplyvňujúcich náklady
Základom každej ponuky na CNC obrábanie hliníka sú dva základné faktory: surovina a čas, počas ktorého je CNC stroj v prevádzke. Konkrétna hliníková zliatina, ktorú si vyberiete, má priamy vplyv na cenu. Napríklad hliník 7075 je pevnejší, ale drahší a ťažšie sa obrába ako bežnejšia zliatina 6061. Táto náročnosť sa premieta do dlhšieho času obrábania a zvýšeného opotrebovania nástrojov, čo ďalej zvyšuje náklady. Jednoduchosť rezania materiálu alebo Obrábateľnosť4, je rozhodujúcou veličinou, ktorá priamo ovplyvňuje sadzbu za strojovú hodinu a celkové náklady.
| Funkcia | Hliník 6061 | Hliník 7075 |
|---|---|---|
| Relatívne náklady | Nižšie | Vyššie (~20-40% viac) |
| Obrábateľnosť | Vynikajúce | Spravodlivé |
| Bežné používanie | Všeobecný účel | Vysoký stres, letecký a kozmický priemysel |
Vedľajšie faktory, ktoré ovplyvňujú konečnú cenu
Okrem základných položiek váš rozpočet významne ovplyvňuje niekoľko ďalších prvkov. Zložitosť súčiastky je hlavným z nich; zložitejšie geometrie so zložitými krivkami a hlbokými vreckami si vyžadujú viac programovania, špecializované nástroje a dlhší čas chodu. Podobne prísnejšie tolerancie si vyžadujú presnejšie nastavenie stroja a prísnu kontrolu kvality, čo zvyšuje náklady na prácu a stroj. V našich projektoch v spoločnosti PTSMAKE často usmerňujeme klientov, ako môžu kroky následného spracovania, ako je eloxovanie alebo lakovanie, tiež zvýšiť konečné náklady na projekt CNC obrábania hliníka o značné percento.
| Úroveň tolerancie | Vplyv na náklady | Prístup k obrábaniu |
|---|---|---|
| Štandardné (±0,1 mm) | Základné údaje | Štandardné nastavenie, rýchlejší cyklus |
| Tesné (±0,025 mm) | +25% až +100% | Pomalšie rýchlosti, časté kontroly |
| Veľmi tesné (<±0,01 mm) | +100% až +300% | Špecializované nástroje, klimatizácia |

Ak chcete efektívne využiť rozpočet na CNC obrábanie hliníka, nepozerajte sa len na povrch. Konečné náklady sú zmesou výberu materiálu, strojových hodín, zložitosti dielu, požadovaných tolerancií a dokončovacích služieb. Pochopenie týchto kľúčových faktorov je kľúčové pre presné predpovedanie projektu a predchádzanie neočakávaným výdavkom.
Aké tolerancie možno dosiahnuť pri CNC obrábaní hliníka?
Zadali ste niekedy pre hliníkový diel prísnu toleranciu, len aby ste čelili neočakávanému prekročeniu nákladov alebo oneskoreniu výroby? Tento bežný problém môže narušiť časový harmonogram projektu a rozpočet.
Pri štandardnom CNC obrábaní hliníka sa zvyčajne dosahujú tolerancie ±0,005 palca (±0,127 mm). V prípade potreby vysokej presnosti je možné dosiahnuť oveľa väčšie tolerancie, napríklad ±0,001 palca (±0,025 mm) alebo dokonca až ±0,0005 palca (±0,013 mm) pomocou pokročilých strojov a procesov.
Kľúčové je pochopenie faktorov, ktoré ovplyvňujú tieto výsledky. Konečná tolerancia nie je len číslo, ktoré vyberiete, ale je výsledkom viacerých vzájomne sa ovplyvňujúcich prvkov.
Kľúčové faktory ovplyvňujúce tolerancie
Základom je kvalita a kalibrácia samotného stroja CNC. Pevný, dobre udržiavaný 5-osový stroj vždy prekoná menej robustný 3-osový stroj. Okrem toho záleží na konkrétnej hliníkovej zliatine. Napríklad zliatina 6061-T6 je pracovný kôň známy svojou dobrou obrobiteľnosťou, zatiaľ čo zliatina 7075-T6, hoci je pevnejšia, môže byť náročnejšia na obrábanie s extrémne prísnymi toleranciami kvôli vnútorným napätiam. Správne upínanie a používanie ostrých, vysokokvalitných rezných nástrojov sú tiež neodmysliteľnou podmienkou presnosti. Tieto prvky spolu vytvárajú systém, v ktorom najslabší článok určuje konečnú Geometrické dimenzovanie a tolerovanie5 schopnosť.
Hliníková zliatina vs. dosiahnuteľná tolerancia
| Hliníková zliatina | Spoločný temperament | Obrábateľnosť | Typická štandardná tolerancia |
|---|---|---|---|
| 6061 | T6 | Dobrý | ±0,005" (±0,127 mm) |
| 7075 | T6 | Spravodlivé | ±0,005" (±0,127 mm) |
| 2024 | T3 | Dobrý | ±0,004" (±0,102 mm) |
| 5052 | H32 | Spravodlivé | ±0,005" (±0,127 mm) |

Hoci je technicky možné dosiahnuť veľmi tesné tolerancie, nie vždy je to praktické alebo nákladovo efektívne. Každé desatinné miesto pridané k špecifikácii tolerancie môže mať významný vplyv na konečnú cenu súčiastky.
Cena presnosti
Presadzovanie väčších tolerancií, ako je funkčne potrebné, je bežným inžinierskym nedopatrením, ktoré výrazne zvyšuje náklady. Dosiahnutie vyššej presnosti pri CNC obrábaní hliníka si totiž vyžaduje pomalšie otáčky stroja, častejšie výmeny nástrojov, špecializované kontrolné zariadenia a často aj viacero dokončovacích operácií. V našich projektoch v spoločnosti PTSMAKE často spolupracujeme s klientmi na revíziách DFM (Design for Manufacturability). Tento proces pomáha identifikovať prvky, pri ktorých je možné zmierniť tolerancie bez toho, aby to ovplyvnilo funkciu súčiastky, čo vedie k značným úsporám nákladov a času. Vždy sa pýtajte, či prísnejšia tolerancia skutočne prináša pridanú hodnotu.
Tolerancia vs. relatívne náklady
| Úroveň tolerancie | Relatívne zvýšenie nákladov | Proces obrábania a kontroly |
|---|---|---|
| Štandardné (±0,005") | Základná hodnota (1x) | Štandardné rýchlosti, základné kontroly kvality |
| Tesné (±0,001") | 2x - 4x | Pomalšie rýchlosti, kontrola CMM |
| Vysoká presnosť (±0,0005") | 5x - 10x+ | Viacero nastavení, pokročilá metrológia |

Pri CNC obrábaní hliníka je možné dosiahnuť tolerancie od štandardných ±0,005" až po vysoko presné ±0,0005". To je ovplyvnené kvalitou stroja a materiálu. Prísnejšie tolerancie však zvyšujú náklady, preto je preskúmanie návrhu pre vyrobiteľnosť nevyhnutné na dosiahnutie rovnováhy medzi presnosťou a rozpočtom.
Ako ovplyvňujú dokončovacie práce a následné spracovanie časovú os CNC obrábania hliníka?
Stalo sa vám niekedy, že dokonale opracovaný diel sa oneskoril o niekoľko týždňov len kvôli dokončovacím prácam? Je frustrujúce, keď sa posledné úpravy stanú najväčšou prekážkou a ohrozia termíny vášho projektu.
Následné spracovanie a konečná úprava môžu predĺžiť celkový čas spracovania hliníka CNC o niekoľko hodín až niekoľko týždňov. Presné trvanie závisí vo veľkej miere od typu povrchovej úpravy, zložitosti procesu a od toho, či sa vykonáva vo vlastnej réžii alebo externe.

Cesta hliníkového dielu sa nekončí, keď sa CNC stroj zastaví. Následné spracovanie je kritickou fázou, ktorá môže výrazne ovplyvniť konečný termín dodania. Výber povrchovej úpravy priamo ovplyvňuje čas aj výkonnosť súčiastky.
Bežné možnosti povrchovej úpravy
Jednoduché mechanické úpravy, ako je odihlovanie alebo otryskávanie korálkami, môžu pridať len niekoľko hodín. Zložitejšie chemické úpravy sú však iný príbeh. Napríklad štandardný proces, ako je Eloxovanie6 môže časový harmonogram predĺžiť o niekoľko dní, pretože sa počíta s uskladnením, spracovaním a sušením. Špecializovanejšie povrchové úpravy si vyžadujú ešte viac času.
| Dokončovacie práce | Typické pridanie času | Kľúčové úvahy |
|---|---|---|
| Ako obrobené | 0 dní | Najrýchlejšia možnosť, môže mať viditeľné stopy po nástroji. |
| Tryskanie korálkami | 0,5 - 1 deň | Vytvára jednotný matný povrch. |
| Eloxovanie (typ II) | 2 - 4 dni | Dodáva odolnosť proti korózii a farbu. |
| Práškové lakovanie | 3 - 5 dní | Poskytuje odolný, hrubý, dekoratívny povrch. |

Okrem konkrétneho procesu zohráva veľkú úlohu aj logistika. V spoločnosti PTSMAKE zvládame mnohé dokončovacie procesy priamo vo firme, čo zefektívňuje pracovný postup a znižuje oneskorenia. Keď sa proces musí zadať externému dodávateľovi, musíte počítať so skrytými časovými únikmi.
Skryté oneskorenia: Logistika a kontrola kvality
Preprava dielov k dodávateľovi tretej strany a späť predlžuje čas prepravy. A čo je dôležitejšie, vaše diely sa dostanú do ich výrobného frontu, čo môže znamenať čakanie za inými úlohami.
Riadenie externých dokončovacích prác
Ďalším faktorom je kontrola kvality. Čo ak sa dávka vráti z finišera s chybami? Môže byť potrebné diely rozobrať a znovu spracovať, čo spôsobí značné oneskorenie. Preto je spoľahlivý partner, ktorý riadi celý dodávateľský reťazec vrátane kvalifikovaných finišerov, neoceniteľný pre každého CNC obrábanie hliníka projekt.
| Potenciálne oneskorenie | Vplyv času | Stratégia zmierňovania |
|---|---|---|
| Tranzit k predajcovi/od predajcu | 2 - 5 dní | Použite dodávateľa z jedného zdroja s vlastnými kapacitami. |
| Čas fronty predajcu | 1 - 10+ dní | Spolupracujte s výrobcom, ktorý má silné vzťahy s dodávateľmi. |
| Prepracovanie/odmietnutie | 3 - 7 dní | Vykonávanie prísnych vstupných a výstupných kontrol kvality. |

Dokončovacie práce sú dôležitou, ale často podceňovanou časťou časového harmonogramu CNC obrábania hliníka. Zohľadnenie špecifických procesov, potenciálnych logistických oneskorení a krokov kontroly kvality od začiatku je nevyhnutné na predchádzanie neočakávaným prekážkam a zabezpečenie včasného dodania vašich dielov.
Aké povrchové úpravy sú k dispozícii pre CNC hliník?
Zadali ste niekedy povrchovú úpravu pre hliníkový diel, aby ste zistili, že nespĺňa vaše požiadavky na odolnosť alebo estetiku? Tento nesúlad môže viesť k nákladnému prepracovaniu a oneskoreniu projektu.
Najbežnejšie povrchové úpravy pre hliníkové diely CNC sú opracovanie, tryskanie, eloxovanie (typ II a III), práškové lakovanie, lakovanie a chemická konverzná vrstva. Každá povrchová úprava ponúka jedinečné výhody z hľadiska ochrany, vzhľadu a funkčnosti vašich hliníkových dielov na CNC obrábanie.

Pri výbere povrchovej úpravy je dôležité pozerať sa nielen na vzhľad. Primárna funkcia dielu často určuje najlepšiu voľbu. Pri aplikáciách, ktoré si vyžadujú vysokú trvanlivosť a odolnosť proti korózii, sú nevyhnutné ochranné povrchové úpravy.
Ochranné a funkčné povrchové úpravy
Eloxovanie (typ II a typ III)
Eloxovanie je elektrochemický proces, pri ktorom sa na povrchu hliníka vytvára odolná vrstva oxidu odolná voči korózii. Typ II alebo "číra/farebná" anodizácia je skvelá na estetické účely a poskytuje miernu ochranu. Typ III, známy ako eloxovanie tvrdou vrstvou, vytvára oveľa hrubšiu a hustejšiu vrstvu, ktorá poskytuje vynikajúcu odolnosť proti opotrebovaniu a oderu. V minulých projektoch spoločnosti PTSMAKE sme zistili, že tvrdá povrchová úprava eloxovaním je nevyhnutná pre diely v mechanických zostavách s vysokým opotrebovaním. Je to kritický proces, najmä keď diely musia odolávať potenciálnym galvanická korózia7 pri kontakte s inými kovmi.
| Funkcia | Eloxovanie (typ III) | Chemický film |
|---|---|---|
| Primárne použitie | Odolnosť proti opotrebovaniu | Ochrana proti korózii |
| Hrúbka | Silnejšie (25-125 µm) | Veľmi tenké (<1 µm) |
| Vodivosť | Elektricky izolačné | Elektricky vodivé |
| Vzhľad | Tmavšie, nepriehľadné | Od čírej po žltú/zlatú |

Okrem ochrany sa v mnohých aplikáciách uprednostňuje aj vzhľad a dojem z výsledného produktu. Estetické povrchové úpravy môžu zakryť stopy po obrábaní, dodať farbu a vytvoriť špecifickú štruktúru, čo výrazne zvyšuje vnímanú hodnotu dielu.
Estetické a prípravné povrchové úpravy
Tryskanie korálkami
Pri tryskaní korálikov sa jemné sklenené guľôčky pod vysokým tlakom dostávajú do rovnomerného, nesmerového matného alebo saténového povrchu. Je to vynikajúci spôsob, ako odstrániť drobné povrchové nedokonalosti a stopy po nástrojoch, ktoré zostali po procese CNC obrábania hliníka. Často ho používame ako predbežnú úpravu pred eloxovaním, aby sme dosiahli prvotriedny, nereflexný povrch, ktorý naši klienti milujú.
Práškové lakovanie a maľovanie
Pre farbu a odolnú ochrannú vrstvu sú najlepšou voľbou práškové lakovanie a lakovanie. Práškové lakovanie zahŕňa elektrostatické nanášanie suchého prášku a jeho následné vytvrdzovanie za tepla, čím sa vytvára povrchová úprava, ktorá je zvyčajne odolnejšia ako bežná tekutá farba.
| Funkcia | Tryskanie korálkami | Práškové lakovanie | Maľovanie |
|---|---|---|---|
| Vzhľad | Matná/saténová textúra | Hladké/texturované, Farba | Hladký, lesklý/matný |
| Funkcia | Skrýva stopy po nástrojoch | Farba, odolnosť | Farba, ochrana |
| Ako predbežné ošetrenie | Áno | Niekedy | Často |
Výber správnej povrchovej úpravy pre hliníkové diely CNC zahŕňa vyváženie funkčných potrieb, ako je odolnosť proti opotrebovaniu, s estetickými cieľmi. Možnosti siahajú od ochranných povlakov, ako je eloxovanie a chemická fólia, až po povrchové úpravy zamerané na vzhľad, ako je tryskanie korálkami a práškové lakovanie, čo zaručuje vhodnú voľbu pre každú aplikáciu.
Ktoré odvetvia najviac využívajú CNC obrábanie hliníka?
Zamýšľali ste sa niekedy nad tým, prečo toľko špičkových technologických komponentov vyzerá a pôsobí, akoby boli vyrobené z rovnakého prvotriedneho kovu? Nie je to len kvôli estetike, ale má to aj praktický dôvod.
Najvýznamnejšími používateľmi CNC obrábania hliníka sú letecký priemysel, automobilový priemysel a spotrebná elektronika. Tieto odvetvia sa spoliehajú na hliník pre jeho výnimočný pomer pevnosti a hmotnosti, vynikajúcu odolnosť voči korózii a vynikajúcu tepelnú vodivosť, čo z neho robí ideálny materiál pre vysoko výkonné a ľahké aplikácie.

Keď hovoríme o hlavných používateľoch, nemožno ignorovať letecký priemysel. Pre lietadlá je dôležitý každý gram. Cieľom je znížiť hmotnosť bez toho, aby sa znížila pevnosť, čo sa priamo premieta do palivovej úspornosti a nosnosti. Pri našej práci v spoločnosti PTSMAKE často obrábame súčiastky pre zákazníkov z oblasti leteckého priemyslu, pri ktorých sa nedá vyjednávať o prísnych toleranciách.
Úloha špecifických zliatin
Rôzne aplikácie si vyžadujú rôzne hliníkové zliatiny. Výber je rozhodujúci pre výkon. Napríklad konštrukčné komponenty si často vyžadujú vysokopevnostné zliatiny, zatiaľ čo diely vystavené vplyvom počasia potrebujú zvýšenú odolnosť proti korózii prostredníctvom procesov, ako sú anodizácia8.
Bežné letecké zliatiny
| Zliatina | Kľúčové charakteristiky | Typická aplikácia |
|---|---|---|
| 6061-T6 | Dobrá pevnosť, zvariteľnosť, odolnosť proti korózii | Kovanie lietadiel, pristávací podvozok |
| 7075-T6 | Veľmi vysoká pevnosť, dobrá odolnosť proti únave | Nosníky krídla, rámy trupu |
| 2024-T3 | Vysoká pevnosť, dobrá odolnosť proti únave | Konštrukčné prvky, šmykové pásy |
Táto presnosť sa dosahuje vďaka pokročilým CNC obrábanie hliníka.

Automobilový priemysel je v tesnom závese za leteckým priemyslom, najmä v súvislosti s nárastom počtu elektrických vozidiel (EV). Ľahšie vozidlá znamenajú dlhší dojazd a lepší výkon, čo z hliníka robí hviezdu. Hliník je nevyhnutný od blokov motorov v tradičných automobiloch až po kryty batérií a komponenty podvozkov v elektrických vozidlách. V minulých projektoch sme klientom pomohli výrazne znížiť hmotnosť ich komponentov prechodom z oceľových na hliníkové diely.
Vplyv na výkon vozidla
Prechod na hliník nie je len o hmotnosti. Jeho tepelné vlastnosti sú dôležité pre riadenie tepla vo vysokovýkonných motoroch a batériových systémoch.
Hliník vs. oceľ v automobilovom priemysle
| Komponent | Výhoda hliníka | Výhoda ocele |
|---|---|---|
| Blok motora | Ľahšie, lepší odvod tepla | Nižšie náklady, vyššia životnosť |
| Podvozok | Zlepšená ovládateľnosť a účinnosť paliva/batérie | Vyššia tuhosť za danú cenu |
| Panely karosérie | Zníženie hmotnosti, odolnosť proti korózii | Nižšie náklady na materiál a opravy |
Vďaka tejto rovnováhe vlastností CNC obrábanie hliníka základný kameň modernej automobilovej výroby.

Letecký, automobilový a elektronický priemysel sú na čele v používaní CNC obrábania hliníka. Jedinečná kombinácia nízkej hmotnosti, vysokej pevnosti a tepelnej vodivosti tohto materiálu je nevyhnutná na vytváranie vysoko výkonných komponentov, ktoré definujú tieto odvetvia, od rámov lietadiel až po kryty batérií pre elektrické vozidlá.
Zistite, ako môže tepelné spracovanie zvýšiť pevnosť a odolnosť hliníka pre vaše komponenty. ↩
Zistite, ako smerovanie materiálu ovplyvňuje pevnosť súčiastky a úspešnosť obrábania tenkostenných komponentov. ↩
Pochopte, čo je Built-up Edge a ako mu predchádzať, aby ste dosiahli vynikajúcu kvalitu dielov. ↩
Kliknutím zistíte, ako hodnotenie obrábateľnosti zliatiny priamo ovplyvňuje časový plán projektu a konečné náklady. ↩
Zistite, ako tento symbolický jazyk zaručuje, že výrobcovia dokonale pochopia váš zámer návrhu, čím sa vyhnete nákladným chybným interpretáciám. ↩
Zistite viac o tomto elektrochemickom procese a o tom, ako môžu rôzne typy ovplyvniť vlastnosti a časový harmonogram vášho dielu. ↩
Získajte viac informácií o prevencii tohto elektrochemického procesu, ktorý môže znehodnotiť rôznorodé kovové zostavy. ↩
Získajte viac informácií o tomto kľúčovom procese povrchovej úpravy, ktorý zvyšuje odolnosť a vzhľad hliníka. ↩






