

Železničné systémy čelia rastúcej výzve v oblasti spoľahlivosti priehľadných potrubných rozdeľovačov. Tieto kritické komponenty riadia prietok tekutín v mazacích, chladiacich a pneumatických systémoch, napriek tomu mnohé zlyhávajú kvôli nízkej presnosti obrábania a degradácii materiálu.
CNC obrábanie poskytuje rozmerovú presnosť a optickú čistotu potrebnú pre priehľadné potrubné rozdeľovače v železničných aplikáciách. Správny výber nástrojov, povrchová úprava a odborné znalosti materiálov zabezpečujú, že tieto komponenty spĺňajú náročné normy železničného priemyslu a zároveň si zachovávajú schopnosť vizuálneho monitorovania.

Tento sprievodca pokrýva všetko od výberu materiálu až po procesy kontroly kvality, ktoré predchádzajú nákladným poruchám. Budem zdieľať praktické poznatky o dosahovaní optických povrchových úprav a dizajnových princípoch, ktoré predlžujú životnosť potrubných rozdeľovačov v náročných železničných prostrediach.
Prečo sú priehľadné potrubné rozdeľovače dôležité v moderných železničných systémoch
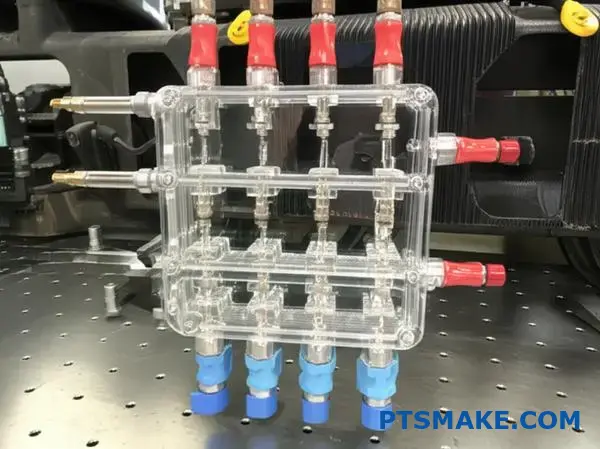
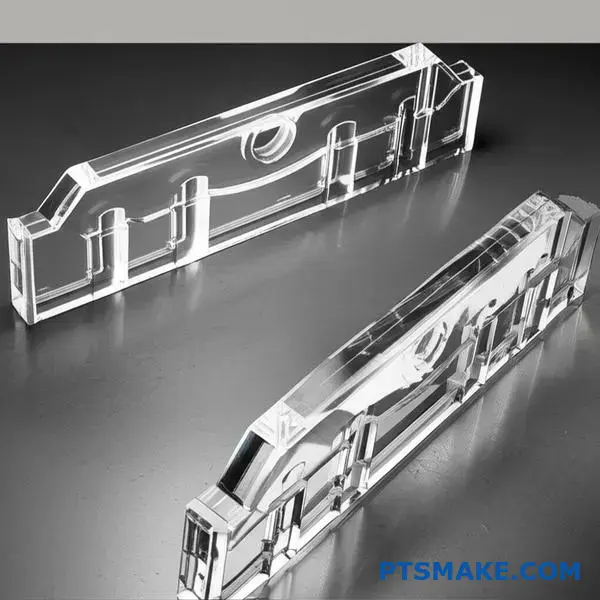
V moderných koľajnicových systémoch sú účinnosť a bezpečnosť prvoradé. Preto vidíme viac priehľadných koľajnicových rozdeľovačov v kritických prevádzkach.
Tieto komponenty ponúkajú jasný pohľad na dynamiku tekutín. To umožňuje okamžitú vizuálnu kontrolu a proaktívnu údržbu.
Kľúčové aplikácie
Rozdeľovače tekutín pre vlaky sú kľúčové pre niekoľko systémov. Zvládajú všetko od mazania po pneumatiku, čím zabezpečujú hladkú prevádzku. Schopnosť vidieť dovnútra týchto systémov mení pravidlá hry.
| Systém | Funkcia | Výhody priehľadnosti |
|---|---|---|
| Mazanie | Distribuuje olej/mazivo | Overte prietok, identifikujte upchatia |
| Prietok chladiacej kvapaliny | Reguluje teplotu motora | Skontrolujte vzduchové bubliny, netesnosti |
| Pneumatika | Poháňa brzdy, dvere | Monitorujte kontamináciu |
Priehľadné rozdeľovače v koľajnicových systémoch už nie sú novinkou. Stávajú sa nevyhnutným diagnostickým nástrojom na moderných lokomotívach a koľajových vozidlách.
Výrobná výzva
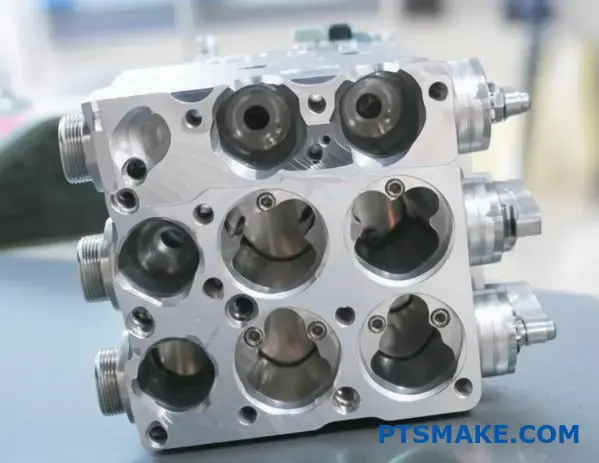
Hoci výhody sú zrejmé, výroba týchto dielov je zložitá. Prechod na priehľadné materiály prináša významné prekážky, ktoré pri tradičných kovových rozdeľovačoch neexistovali. Presnosť je všetko.
Integrita a priehľadnosť materiálu
The primary challenge is maintaining optical clarity during and after manufacturing. Standard machining can introduce micro-fractures and internal stress. This haziness, or clouding, defeats the purpose of a transparent part. After some analysis, we found that improper tool speeds or heat buildup are common culprits.
This stress not only impacts visibility but also structural integrity. It can lead to premature failure under the high-vibration conditions typical of railway operations. The material might look fine initially, but internal birefringence1 can reveal hidden stress points that compromise long-term durability.
Precision and Durability Demands
Railroad applications demand extreme durability and tight tolerances. The internal channels must be perfectly smooth to ensure unrestricted fluid flow. Any surface imperfection can create turbulence or trap contaminants.
Here are the core challenges we focus on at PTSMAKE when tackling railroads transparent manifolds cnc machining projects:
| Výzva | Vplyv na výkon | Manufacturing Solution |
|---|---|---|
| Materiálové napätie | Reduced clarity and durability | Specialized tooling, climate control |
| Komplexné geometrie | Inefficient fluid flow | Advanced 5-axis CNC machining |
| Povrchová úprava | Contaminant buildup, leaks | Vapor polishing, optimized cutting |
| Rozmerová stabilita | Poor sealing, system failure | Stress-relief annealing processes |
Achieving this level of quality requires a deep understanding of polymer science and advanced CNC machining techniques. It’s a balance of precision engineering and material handling expertise.
Transparent manifolds offer vital operational insights for railroads. However, their production demands overcoming significant challenges in material clarity, precision machining, and long-term durability to ensure they perform reliably under harsh conditions.
Skryté náklady na nepresné potrubné rozdeľovače v železničnej doprave
Poor dimensional accuracy in manifolds creates long-term operational failures. It’s not about immediate breakdown. It’s a slow decay.
Small imperfections lead to chronic leaks and pressure drops. These issues stress the entire system over time.
The Impact of Flawed Tolerances
Components wear out faster. Seals degrade. The result is unexpected and costly maintenance. This downtime directly impacts service schedules and profitability.
CNC Machining as a Solution
CNC accuracy for rail parts is the answer. High-precision manifolds with strict tolerance controls ensure perfect fits. This precision prevents leaks and maintains system integrity. It reduces maintenance downtime significantly.
| Inaccuracy Source | Dôsledky |
|---|---|
| Poor Tolerance Control | Gradual fluid or air leaks |
| Nedokonalosti povrchu | Predčasné zlyhanie tesnenia |
| Misaligned Channels | Inefficient system pressure |

A Deeper Look at Operational Failures
An inaccurate manifold in a rail braking or hydraulic system is a ticking clock. The failure isn’t sudden but gradual, making it harder to diagnose until it’s critical.
Malá nesúososť v porte môže obmedziť prietok. To núti čerpadlá a akčné členy pracovať tvrdšie. Počas mesiacov toto dodatočné namáhanie vedie k predčasnému zlyhaniu komponentov, oveľa skôr, ako je plánovaná životnosť. Toto sú skryté náklady, ktoré sa hromadia.
Ako presnosť predchádza prestojom
Tu je jasná hodnota vysoko presných rozdeľovačov. CNC obrábanie poskytuje požadovanú úroveň kontroly tolerancií. Nejde len o výrobu jedného dobrého dielu. Ide o výrobu každého dielu identicky v rámci mikrónov.
Táto konzistencia eliminuje premenné, ktoré spôsobujú postupné opotrebovanie. Keď každý rozdeľovač funguje presne podľa návrhu, celý systém pracuje efektívnejšie. Problém často spočíva v riadení stohovanie tolerancií2. V spoločnosti PTSMAKE používame pokročilé CNC programovanie na zmiernenie týchto kumulatívnych chýb.
| Kvalita rozdeľovača | Cyklus údržby | Spoľahlivosť systému |
|---|---|---|
| Nízka presnosť | Nenačítané, časté opravy | Nepredvídateľné, nízke |
| Vysoká presnosť (CNC) | Plánovaný, predvídateľný servis | Konzistentné, vysoké |
Nepresné rozdeľovače vedú k kaskáde dlhodobých prevádzkových porúch, čím sa zvyšujú prestoje a náklady na údržbu. Vysoko presné CNC obrábanie poskytuje potrebné kontroly tolerancií, čím zabezpečuje spoľahlivosť systému a dramaticky znižuje potrebu neplánovaných opráv v železničnej doprave.
Kompletný rozpis materiálov pre CNC obrábané priehľadné potrubné rozdeľovače
Výber správneho materiálu je najkritickejším rozhodnutím pri návrhu rozdeľovača. Priamo ovplyvňuje výkon, životnosť a náklady. Vaša voľba určuje, ako bude diel odolávať tlaku, chemikáliám a nárazom.
Kľúčové priehľadné polyméry
Predovšetkým pracujeme s tromi typmi priehľadných polymérov. Každý má zreteľné výhody pre konkrétne aplikácie. Správny výber materiálu pre rozvádzač je kľúčový.
Porovnanie vašich hlavných možností
Tu je rýchly prehľad, ktorý sme vyvinuli na základe našich výsledkov testovania. Pomáha klientom pri počiatočných rozhodnutiach.
| Materiál | Kľúčová funkcia | Najlepšie pre |
|---|---|---|
| Polykarbonát (PC) | Vysoká nárazová pevnosť | Náročné prostredia s vysokým tlakom |
| Akryl (PMMA) | Vynikajúca optická priehľadnosť | Vizuálna kontrola, estetické diely |
| Kopolyméry (napr. PETG) | Vynikajúca chemická odolnosť | Lekárske alebo chemické spracovanie |
Toto počiatočné porovnanie zjednodušuje prvý krok.

Hlbší ponor do vlastností materiálov
Výber najlepšieho materiálu presahuje jednoduchú tabuľku. Každý polymér predstavuje jedinečné výzvy a výhody pri obrábaní priehľadných polymérov. Špecifiká vašej aplikácie, ako napríklad priehľadné rozvádzače pre železnice vyžadujúce CNC obrábanie, si vyžadujú starostlivé zváženie.
Polykarbonát (PC)
Polykarbonát je moja voľba pre húževnatosť. Jeho odolnosť proti nárazu je výnimočná, čo ho robí ideálnym pre priemyselné prostredia. Napríklad polykarbonátové rozvádzače pre železničné aplikácie musia vydržať neustále vibrácie a potenciálne nárazy. To z neho robí zrejmú voľbu tam. Môže však byť náchylný na praskanie vplyvom pnutia3 s určitými chemikáliami.
Akryl (PMMA)
Keď je absolútna priehľadnosť nevyhnutná, odporúčam akrylát. Ponúka priehľadnosť podobnú sklu, ktorá je ideálna na monitorovanie tekutín. Jeho obrábanie si vyžaduje špecifické techniky, aby sa zabránilo praskaniu. Je menej odolný proti nárazu ako PC, ale nákladovo efektívnejší.
Kopolyméry
Kopolyméry ako PETG alebo špecializované číre PVC ponúkajú vyvážený profil. Často poskytujú lepšiu chemickú odolnosť ako PC alebo akryl. Vďaka tomu sú vhodné pre rozvádzače, ktoré manipulujú s rôznymi kvapalinami. Naše skúsenosti v PTSMAKE ukazujú, že sa dajú čisto obrábať so správnym nástrojom.
| Vlastníctvo | Polykarbonát (PC) | Akryl (PMMA) | Kopolyméry (PETG) |
|---|---|---|---|
| Pevnosť pri náraze | Vynikajúce | Spravodlivé | Dobrý |
| Clarity | Veľmi dobré | Vynikajúce | Dobrý |
| Chemická odolnosť | Spravodlivé | Dobrý | Vynikajúce |
| Maximálna prevádzková teplota | ~120°C (248°F) | ~80°C (176°F) | ~70°C (158°F) |
Konečná voľba vždy závisí od podrobnej revízie projektu.
Výber materiálu je balančný akt. Potreba vašej aplikácie pre pevnosť (polykarbonát), priehľadnosť (akryl) alebo chemickú odolnosť (kopolyméry) vás nasmeruje k najlepšej voľbe. Každý materiál predstavuje jedinečné výzvy a výhody pri obrábaní priehľadných polymérov, ktoré sa musia starostlivo zvážiť pre optimálny výkon.
Tajomstvá dosiahnutia optickej čistoty v CNC obrábaných potrubných rozdeľovačoch
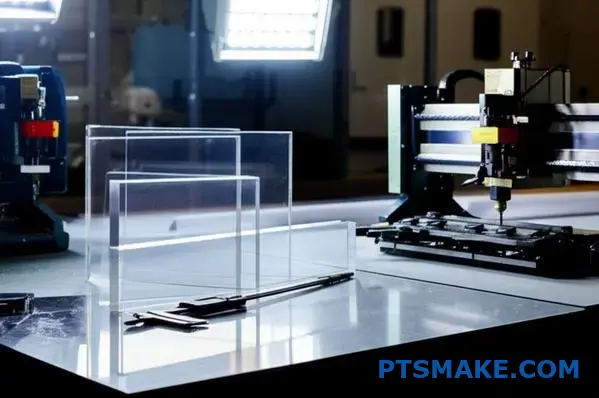
Dosiahnutie skleneného povrchu na CNC obrábanom rozvádzači nie je len o leštení. Cesta k optickej priehľadnosti začína v momente, keď sa fréza dotkne materiálu. Je to presná veda.
Úspech závisí od kontroly každej premennej. To zahŕňa výber nástroja, rýchlosť posuvu a hĺbku rezu. Každá voľba priamo ovplyvňuje konečnú priehľadnosť.
Zvládnutie parametrov obrábania
Správny výber nástroja je kľúčový. Pre materiály ako polykarbonát alebo akryl používame extrémne ostré, jednohrotové alebo V-drážkové frézy určené pre plasty. Tým sa minimalizuje teplo a predchádza sa topeniu. Skvelý CNC povrch pre polykarbonát začína tu.
| Parameter | Odporúčanie pre polykarbonát | Vplyv na jasnosť |
|---|---|---|
| Typ nástroja | Jednohrotový, nahor idúci | Znižuje teplo, čisté strihanie |
| Otáčky vretena | 18 000 – 24 000 ot./min | Zabraňuje roztaveniu, hladký rez |
| Rýchlosť podávania | 100 – 300 palcov/min | Zabraňuje stopám po nástroji, rovnomerný povrch |
| Chladiaca kvapalina | Stlačený vzduch / Izopropylalkohol | Odstraňuje triesky, znižuje trenie |
Kontrola týchto parametrov je kľúčová pre akýkoľvek projekt obrábania optickej kvality.

Počiatočný priechod obrábania pripravuje pôdu pre konečné leštenie. Každá nedokonalosť, bez ohľadu na to, aká malá, bude viditeľná. Cieľom je povrch, ktorý je už hladký a bez vibrácií ešte pred začatím akéhokoľvek leštenia.
Od obrábania k lešteniu
Bežnou chybou je prílišné spoliehanie sa na leštenie pri oprave zlého povrchu. V spoločnosti PTSMAKE považujeme leštenie za krok zušľachťovania, nie za korekčný krok. Skutočná práca sa vykonáva na CNC stroji. Tento prístup je nevyhnutný pre komplexné komponenty, ako sú priehľadné rozdeľovače, kde je konzistentná priehľadnosť nevyhnutná.
To zahŕňa viacstupňový proces. Začíname brúsením s veľmi jemným zrnom, aby sme odstránili jemné stopy po nástroji, ktoré zanecháva aj ten najpresnejší obrábací proces. Tento krok sa musí vykonať opatrne, aby sa zachovala geometrická presnosť dielu. Cieľom je rovnomerný, matný vzhľad. Toto sa stáva základom pre leštenie priehľadných dielov pomocou CNC alebo manuálnych metód.
| Fáza leštenia | Metóda/Materiál | Účel |
|---|---|---|
| Fáza 1: Brúsenie | Brúsny papier na mokré brúsenie so zrnitosťou 400-800 | Odstráňte obrábacie linky |
| Fáza 2: Jemné doladenie | Brúsny papier na mokré brúsenie zrnitosti 1000-2000 | Vytvorte jednotný matný povrch |
| Fáza 3: Leštenie | Leštiaci kotúč s pastou | Dosiahnite počiatočnú priehľadnosť |
| Fáza 4: Dokončovanie | Leštenie parou / Ručné leštenie | Dosiahnite konečnú optickú čistotu |
Po brúsení prechádzame k lešteniu špecializovanými pastami. Proces odstraňuje jemné škrabance z brúsenia a odhaľuje prirodzenú priehľadnosť materiálu. Vnútorné pnutia môžu spôsobiť problémy ako birefringence4, preto sú nevyhnutné kontrolované techniky s nízkou teplotou. Je to jemná rovnováha tlaku a rýchlosti.
Dosiahnutie optickej čistoty závisí od presných parametrov CNC a systematického viacstupňového leštiaceho procesu. Počiatočná povrchová úprava zo stroja je najkritickejším faktorom, ktorý určuje kvalitu konečného priehľadného dielu.
Hlavné konštrukčné chyby, ktoré vedú k poruchám potrubných rozdeľovačov v železničných aplikáciách
V konštrukcii potrubí pre koľajové vozidlá často drobné prehliadky vedú k vážnym poruchám. Integrita systému často závisí od detailov prehliadnutých počas počiatočnej fázy CAD. Tieto zdanlivo malé chyby môžu mať v budúcnosti významné následky.
Konzistentne sa objavujú tri bežné konštrukčné chyby. Sú to nekonzistentná hrúbka steny, zle navrhnuté vnútorné kanály a nesprávne dokončené tesniace povrchy. Každá chyba predstavuje jedinečný a predvídateľný spôsob zlyhania.
Včasné riešenie týchto konštrukčných chýb CNC je kľúčové. Zabezpečuje bezpečnosť a spoľahlivosť potrebnú v náročných aplikáciách v železničnej doprave.
| Chybný dizajn | Primárny dôsledok |
|---|---|
| Nekonzistentná hrúbka steny | Koncentrácia napätia, potenciálne praskliny |
| Blocked/Sharp Channels | Pressure drops, inefficient flow |
| Poor Sealing Surfaces | Critical fluid leaks, system failure |
The Criticality of Wall Thickness
Uniform wall thickness is fundamental. When walls vary abruptly in thickness, they create stress concentration points. Under the constant vibration of railroad operations, these points can easily become the origin of cracks and failures.
Good CAD practice involves using analysis tools. These can simulate pressure and stress, highlighting weak areas before any material is cut. This preemptive step is a core part of our design review process at PTSMAKE, preventing such CNC design flaws.
Optimizing Internal Channels
The pathways inside the manifold are its arteries. Sharp, 90-degree turns create turbulence. This disrupts flow and causes significant pressure drops, reducing system efficiency. This is where a basic grasp of Dynamika tekutín5 becomes invaluable for designers creating transparent manifolds.
Visualizing the flow path helps in designing smooth bends. One of the best transparent manifold CAD tips is to prioritize gentle curves over sharp angles. Optimized channels ensure smoother flow and maintain system pressure. Our internal research confirms this greatly improves overall performance.
Perfecting Sealing Surfaces
A manifold is only as good as its seals. Surfaces for O-rings or gaskets require a specific finish. If the surface from the CNC machining process is too rough, it creates microscopic leak paths, leading to eventual failure.
| Flaw Example | Better Design Approach | Benefit |
|---|---|---|
| Hrúbka steny | Náhle zmeny hrúbky | Postupné prechody, rovnomerné steny |
| Kanály | Ostré vnútorné rohy | Zaoblené rohy, hladké ohyby |
| Tesniaci povrch | Hrubý alebo nerovný povrch | Špecifická hodnota Ra, hladký povrch |
Pozornosť venovaná detailom vo fáze CAD predchádza nákladným fyzickým zlyhaniam. Rovnomerné steny, hladké kanály a presné tesniace povrchy sú nevyhnutné pre spoľahlivé železničné rozdeľovače. Správny návrh pre výrobu (DFM) je základom úspešného a odolného dielu.
Sprievodca pre inžinierov k obrábateľnosti priehľadných plastov
Obrábanie priehľadných plastov je balančná úloha. Potrebujete presnosť bez toho, aby ste spôsobili napätie, praskliny alebo roztavenie. Úspech závisí od zvládnutia detailov.
Pochopenie rezných síl
Nižšie rezné sily sú kľúčové. Predchádzajú deformácii a vnútornému napätiu. Toto je životne dôležité pre udržanie optickej priehľadnosti konečného dielu.
Riadenie opotrebenia nástrojov
Priehľadné plasty môžu byť abrazívne. Opotrebenie nástrojov vedie k zlým povrchovým úpravám. Ostré, špecializované nástroje nie sú voliteľné; sú požiadavkou na kvalitu.
| Parameter | Akryl (PMMA) | Polykarbonát (PC) |
|---|---|---|
| Citlivosť na teplo | Vysoká | Veľmi vysoká |
| Miera opotrebovania nástroja | Mierne | Vysoká |
Riadenie tepla a odvádzanie triesok je kritické. Bez správneho chladenia sa materiál môže roztaviť na nástroj. To ničí ako diel, tak aj frézu.
Stratégie odvádzania triesok a chladenia
Efektívne odvádzanie triesok je nevyhnutné. Lepkavé triesky z materiálov ako polykarbonát môžu upchať drážky. To okamžite generuje nadmerné teplo, čím riskujete zlyhanie dielu.
We recommend compressed air for acrylic. It cools and clears chips without chemical interaction. For polycarbonate, a minimal quantity lubrication (MQL) system often works best. It prevents melting without causing thermal shock.
Material Showdown: CNC Machinability Acrylic vs. Polycarbonate
These two are common but machine very differently. Acrylic is hard and brittle. It chips cleanly with the right parameters. Polycarbonate is tougher and softer. It tends to deform and create long, stringy chips. Its amorfná štruktúra6 contributes to this behavior.
| Funkcia | Akryl (PMMA) | Polykarbonát (PC) |
|---|---|---|
| Tvorba čipov | Brittle, small chips | Gummy, long chips |
| Geometria nástroja | High positive rake | Neutral to low rake |
| Coolant Needs | Air, minimal fluid | MQL, flood coolant |
| Najlepšie pre | Optical clarity, displays | High impact, housings |
Application-Specific Machining
For applications like machining clear plastics for rail komponenty, odolnosť proti nárazu je prvoradá. Vďaka tomu je polykarbonát častou voľbou, napriek jeho výzvam. Pre fluidné systémy, výber najlepšieho plastu pre potrubné rozvádzače často vedie k akrylátu kvôli jeho stabilite a priehľadnosti. Jedinečné požiadavky na CNC obrábanie priehľadných potrubných rozvádzačov pre železnice si vyžadujú hlboké pochopenie týchto materiálových kompromisov pre spoľahlivý výkon.
Zvládnutie obrábania priehľadných plastov si vyžaduje kontrolu tepla, používanie ostrých nástrojov a riadenie odvodu triesok. Pochopenie odlišných vlastností akrylátu a polykarbonátu je kľúčové pre dosiahnutie vysokokvalitných, priehľadných dielov pre akúkoľvek aplikáciu, od potrubných rozvádzačov po komponenty pre železnice.
Skrátenie dodacích lehôt pri zákazkových železničných potrubných rozdeľovačoch pomocou efektivity CNC
V železničnom sektore je čas peniaze. Dlhé dodacie lehoty na zákazkové diely sú hlavným obmedzením. CNC obrábanie tento problém priamo rieši.
Umožňuje rýchle CNC prototypy na testovanie a validáciu. To je dôležité pre zložité komponenty, ako sú zákazkové potrubné rozvádzače.
Z digitálneho súboru na fyzickú časť
Náš proces začína vaším digitálnym návrhovým súborom. To urýchľuje všetko od cenovej ponuky po výrobu. Táto efektivita je kľúčová pre krátke série priehľadných potrubných rozvádzačov a ich CNC obrábanie.
| Etapa | Tradičná metóda | CNC obrábanie |
|---|---|---|
| Citujem | 3-5 dní | < 24 hodín |
| Vytváranie prototypov | 4-6 týždňov | 5-7 dní |
| Výroba | 8-12 týždňov | 2-4 týždne |

Digitálny pracovný postup je jadrom našej rýchlosti. Jediný 3D CAD model je jediným zdrojom pravdy. Riadi cenové ponuky, programovanie a samotný CNC stroj. Tým sa eliminujú komunikačné chyby a manuálne zadávanie údajov, čo je bežný problém, ktorý som videl.
Sila rýchleho prototypovania
Rýchle CNC prototypy umožňujú vašim inžinierom testovať tvar, osadenie a funkciu. Môžu držať fyzický diel v rukách za dni, nie týždne. To je nevyhnutné pre dokonalé prispôsobenie priehľadných potrubných rozvádzačov pre železnice pred začatím plnohodnotnej výroby.
This speed allows for rapid iterative design7, where engineers can refine their concepts quickly based on real-world feedback. It helps avoid costly changes down the line.
Short-Run Production without Penalties
CNC lead times are also short for low-volume production runs. We don’t need to create expensive molds or tooling. This makes producing even a few dozen custom transparent manifolds economically viable and fast.
| Digital Workflow Advantage | Vplyv na čas realizácie |
|---|---|
| Automated Quoting from CAD | Reduces quoting from days to hours. |
| Direct CAM Programming | Eliminates manual programming errors. |
| Digital Simulation | Prevents costly physical rework. |
| Centralized Design File | Ensures version control and accuracy. |
CNC machining transforms the manufacturing timeline. Its digital workflow enables fast CNC prototypes and efficient short-run production. This drastically reduces CNC lead times for custom railroad transparent manifolds, getting critical parts to you faster.
Výber správneho CNC partnera pre projekty priehľadných potrubných rozdeľovačov
Finding the right CNC partner is crucial. This is especially true for transparent manifold projects. The quality of the final part depends entirely on their skill.
Zlé rozhodnutie môže viesť k neúspešným projektom. Musíte dôkladne preveriť ich schopnosti. Týmto zabezpečíte úspech vášho projektu.
Kľúčové kritériá preverovania
Tu sú oblasti, ktoré musíte preskúmať. Každá z nich je životne dôležitá pre obrábanie čírych plastov.
| Schopnosti | Význam | Na čo sa zamerať |
|---|---|---|
| Povrchová úprava | Vysoká | Konzistentné Ra hodnoty, zručnosť pri leštení |
| Skúsenosti s polymérmi | Kritické | Špecifické znalosti materiálov (PC, akrylát) |
| Zabezpečenie kvality | Základné | Dokumentované procesy, správy z inšpekcií |
Výber vášho koľajnicového výberu CNC dodávateľa si vyžaduje starostlivosť. Nepreskočte tieto základné kontroly.

Preverovanie potenciálneho výrobného partnera pre koľajnicové rozdeľovače presahuje ich zoznam strojov. Potrebujete dôkaz ich odbornosti, najmä pri čírych plastoch. Vždy začínam žiadosťou o vzorky ich predchádzajúcej práce na podobných polyméroch.
Hodnotenie konzistencie povrchovej úpravy
Skutočný odborník na obrábanie číreho plastu rozumie povrchovej úprave. Vyžiadajte si správy o drsnosti povrchu (Ra) z minulých projektov. Nejednotné povrchové úpravy môžu spôsobiť optické skreslenie. Toto je hlavný bod zlyhania pri priehľadných rozdeľovačoch. Spoľahlivý partner bude mať jasný, opakovateľný proces na dosiahnutie optickej priehľadnosti.
Posudzovanie skúseností s polymérmi
Obrábanie polykarbonátu sa líši od akrylátu. Každý materiál má jedinečné vlastnosti. Váš partner musí vedieť, ako sa vyhnúť praskaniu vplyvom napätia a krakelovaniu. Zistili sme, že špecifické rezné nástroje a stratégie chladenia sú nevyhnutné. Opýtajte sa ich na ich prístup k CNC obrábanie priehľadných potrubných rozvádzačov pre železnice. Ich odpoveď odhalí hĺbku ich znalostí.
Overovanie zabezpečenia kvality
Zabezpečenie kvality nie je len záverečná kontrola. Malo by byť súčasťou celého procesu. Kľúčovým aspektom je vysledovateľnosť materiálu8. Musíte poznať pôvod a šaržu suroviny.
Tu je rýchle porovnanie na základe toho, čo hľadám:
| Kontrola kvality | Silný partner poskytuje | Slabý partner poskytuje |
|---|---|---|
| Materiálové certifikáty | Úplné certifikáty pre každú šaržu | Nejasná alebo žiadna dokumentácia |
| Kontroly v procese | Dokumentované rozmerové kontroly | Len záverečná "vizuálna" kontrola |
| Záverečné správy | Správy CMM, testy optickej priehľadnosti | Jednoduchá poznámka o úspechu/neúspechu |
Požiadajte o ich dokumentáciu QA. Toto je v mojom výberovom procese v PTSMAKE nenegotovateľný krok.
Overenie schopností dodávateľa je nevyhnutné. Zamerajte sa na konzistenciu povrchovej úpravy, špecifické skúsenosti s polymérmi a zdokumentované kroky zabezpečenia kvality. Táto dôkladnosť zaisťuje, že nájdete spoľahlivého partnera pre vaše kritické projekty priehľadných potrubí.
Ako zlá kontrola kvality potrubných rozdeľovačov ovplyvňuje bezpečnosť na tratiach
Chyby v železničných potrubiach nie sú drobné nedostatky. Sú priamou hrozbou pre prevádzkovú bezpečnosť. Skrytá prasklina alebo malé upchatie môže viesť ku katastrofickému zlyhaniu systému na tratiach.
Zlá kontrola kvality počas CNC obrábania môže spôsobiť tieto neviditeľné nebezpečenstvá. Tieto problémy narúšajú integritu celého systému.
Bežné režimy zlyhania
Vnútorné praskliny môžu spôsobiť náhle poklesy tlaku. Upchatie kanálov narúša prietok tekutín a optické skreslenie v priehľadných častiach môže zabrániť presným vizuálnym kontrolám.
| Typ chyby | Potenciálny vplyv na železničné systémy |
|---|---|
| Vnútorné praskliny | Zlyhanie hydraulického alebo pneumatického systému |
| Upchatie kanálov | Nejednotná reakcia bŕzd alebo signálu |
| Optické skreslenie | Nepresné údaje o hladine kvapaliny alebo snímačoch |
To robí prísnu kontrolu kvality nevyhnutnou.
We can’t wait for a manifold to fail in the field. Proactive prevention through advanced inspection is the only responsible approach in railway applications. This is especially true for CNC obrábanie priehľadných potrubných rozvádzačov pre železnice, where both structural and visual integrity are crucial.
Critical Inspection Techniques
At PTSMAKE, we rely on a multi-stage inspection process to eliminate risks before a part ever leaves our facility. This is central to our quality control for manifolds.
CMM for Channel Integrity
A Coordinate Measuring Machine (CMM) verifies that internal channels are machined to exact specifications. This prevents flow restrictions or complete blockages that could disable critical functions. It ensures every pathway is clear and correctly sized.
Leak Testing for Structural Soundness
Leak and pressure testing can detect micro-cracks that are completely invisible. These tiny fractures can expand under operational stress, leading to leaks. A gradual loss of pressure might not be immediately obvious but can result in system failure.
Preventing Optical Flaws
For transparent manifolds, poor machining can create internal stresses. This can cause an optical effect known as birefringence9, which distorts light and hinders visual inspection. We perform detailed transparent part inspection to ensure perfect clarity.
| Metóda kontroly | Zabránenie poruche |
|---|---|
| Kontrola CMM | Channel blockage, dimensional error |
| Leak & Pressure Testing | Mikropraskliny, zlyhanie tesnenia |
| Vizuálne a optické kontroly | Optické skreslenie, povrchové chyby |
Bezchybné potrubia vyžadujú viac než len presné obrábanie; vyžadujú si nekompromisnú kontrolu. Drobné vnútorné chyby môžu viesť k vážnym bezpečnostným rizikám na tratiach. Techniky ako CMM, testovanie tesnosti a optické kontroly sú nevyhnutné na zaručenie spoľahlivosti a bezpečnosti každej súčiastky.
Odomknutie úspor nákladov pomocou dizajnu pre CNC obrábanie (DFM)
DFM pre priehľadné potrubia
Pri obrábaní priehľadných potrubí zložitosť zvyšuje náklady. Každé dodatočné nastavenie alebo zložité dráhy nástroja pridávajú čas a náklady. Inteligentný dizajn CNC pre priehľadné diely je nevyhnutný.
To znamená zjednodušenie geometrie, kde je to možné. Znamená to tiež premýšľať o tom, ako je diel držaný a obrábaný od začiatku.
Aplikácia týchto princípov DFM pre potrubia môže drasticky znížiť náklady. Cieľom je menej obrábacích operácií a rýchlejšie cykly, najmä pri projektoch vyžadujúcich vysokú priehľadnosť.
Kľúčové oblasti zamerania pre DFM potrubí
| Princíp | Vplyv na náklady |
|---|---|
| Zníženie počtu nastavení | Znižuje čas práce a prestoje stroja |
| Zjednodušenie dráh nástroja | Znižuje čas programovania a obrábania |
| Štandardizácia funkcií | Umožňuje použitie bežných, rýchlejších nástrojov |

Minimalizácia zložitosti nastavenia
A major cost in CNC machining is setup time. Each time we re-orient a part, it costs money. For transparent manifolds, this is critical. Multiple setups risk misalignment and damage to the clear surfaces.
By designing parts that can be machined from fewer sides, we reduce these risks. For instance, grouping features on a single face is a simple but effective strategy. This approach is vital for transparent manifolds, from medical fluidics to complex monitoring systems, including those used in industries like railroads.
Streamlining Tool Path Complexity
Long, intricate tool paths mean longer machine run times. This directly increases the final part cost. Designing internal channels with smooth curves instead of sharp angles is a great example of smart DFM.
This not only speeds up machining but also improves fluid dynamics within the manifold. Effective tool path optimization10 can lead to significant savings. After reviewing designs with our clients, we’ve seen this approach reduce machining time by up to 30%.
Cost Reduction Through Simplified Design
| Zmena dizajnu | Potenciálna úspora času |
|---|---|
| Consolidate features to one side | 15-25% reduction in setup |
| Používajte štandardné polomery rohov | 10-20% faster tool paths |
| Straight-drilled holes vs. angled | 20-30% reduction in complexity |
Smart DFM for clear manifolds is about reducing setups and simplifying tool paths. These changes directly lower machining time and labor costs, leading to significant savings without compromising the part’s function or clarity. This is CNC cost reduction in action.
Vyváženie pevnosti a priehľadnosti v inžinierstve železničných potrubných rozdeľovačov
In railroad manifold engineering, a key challenge is balancing durability with visual access. You need parts that can withstand harsh conditions. Yet, you also need to see inside for inspections.
This creates a direct trade-off. Stronger materials or thicker walls often reduce optical clarity. Finding the right balance is crucial.
Výber materiálu
Voľba medzi čírymi a pevnými plastmi pre potrubia je zásadná. Každý materiál ponúka inú kombináciu vlastností. Toto rozhodnutie ovplyvňuje výkon aj životnosť.
| Materiál | Pevnosť pri náraze | Optická čistota |
|---|---|---|
| Polykarbonát | Veľmi vysoká | Dobrý až veľmi dobrý |
| Akryl (PMMA) | Stredné | Vynikajúce |
| PETG | Vysoká | Vynikajúce |
Pre náročné aplikácie v železničnej doprave je pevnosť polykarbonátu často základom. Poskytuje potrebnú odolnosť proti nárazu pre bezpečnosť a spoľahlivosť.
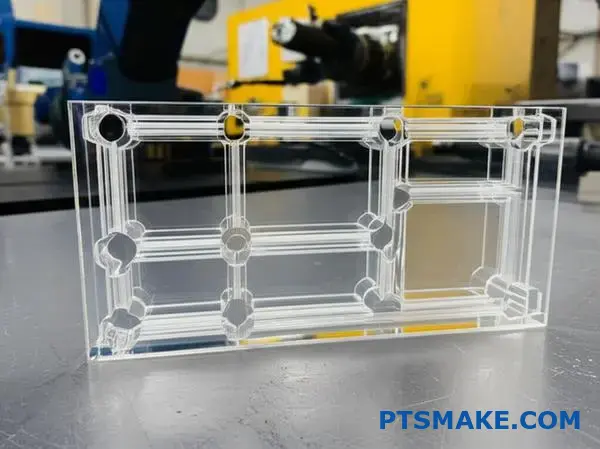
Hrúbka steny a priehľadnosť
Hrubšie steny zvyšujú pevnosť, ale môžu znižovať priehľadnosť. Toto je kritický kompromis CNC. Viac materiálu môže skresľovať svetlo prechádzajúce cez potrubie.
Pri navrhovaní priehľadných potrubí pre železnice je cieľom nájsť optimálny bod. Materiál a jeho hrúbka musia spĺňať mechanické aj vizuálne požiadavky. Nejde len o výber materiálu; ide o navrhnutie kompletného riešenia. V PTSMAKE sprevádzame klientov pri týchto kritických rozhodnutiach.
Vplyv CNC obrábania na priehľadnosť
Presnosť CNC obrábania je nevyhnutná. Samotný proces však môže ovplyvniť povrchovú úpravu a vnútorné pnutie materiálu. To priamo ovplyvňuje optickú priehľadnosť. Dráhy nástrojov, rýchlosti posuvu a rezné kvapaliny zohrávajú úlohu. Zle opracovaný povrch, dokonca aj na čírom materiáli, ako je akryl, bude vyzerať zakalený.
Okrem toho obrábanie môže spôsobiť vnútorné pnutia. Tieto pnutia môžu vytvárať jemné optické skreslenia. Tento jav je známy ako Dvojlomnosť11, čo môže byť problémom pri vysoko presných optických aplikáciách.
Návrh a kompromisy materiálu
Často odporúčame vyvážený prístup. Začína sa analýzou špecifických prevádzkových napätí, ktorým bude potrubie vystavené.
| Hrúbka steny | Odolnosť proti nárazu | Priepustnosť svetla | Čas CNC obrábania |
|---|---|---|---|
| Tenký (napr. 3 mm) | Nižšie | Vyššie | Kratšie |
| Stredný (napr. 6 mm) | Vyvážený | Dobrý | Mierne |
| Hrubý (napr. 12 mm) | Vyššie | Nižšie | Dlhšie |
Na základe našich testov môže dobre zvolený polykarbonát často poskytnúť vynikajúcu pevnosť bez výraznej straty priehľadnosti, najmä ak je správne opracovaný. Kompromis CNC pri priehľadnosti je zvládnuteľný so správnymi odbornými znalosťami a vybavením.
Výber správneho materiálu a hrúbky steny je otázkou rovnováhy. Vyžaduje si hlboké pochopenie materiálových vied a výrobných procesov na dosiahnutie odolnosti proti nárazu a potrebnej optickej priehľadnosti pre aplikácie v železničnej doprave.
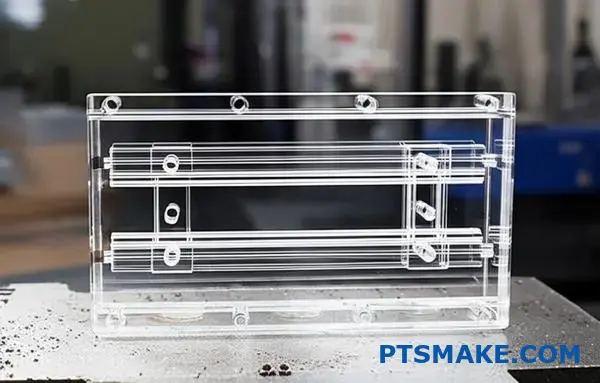
Ako škálovať výrobu priehľadných potrubných rozdeľovačov bez straty presnosti
Prechod transparentného potrubia z jedného prototypu na tisíce kusov je veľkou výzvou. Skutočnou skúškou je zachovanie rovnakej presnosti a priehľadnosti v každom jednom kuse.
Nejde len o výrobu viac; ide o výrobu viac, dokonale.
Škálovanie bez kompromisov
V spoločnosti PTSMAKE sa zameriavame na konzistentnú kvalitu počas CNC škálovania priehľadných dielov. Naše pracovné postupy sú navrhnuté pre tento prechod. Zabezpečujeme, aby desaťtisíci diel bol identický s prvým.
| Etapa | Kľúčové zameranie | Výsledok |
|---|---|---|
| Prototyp | Uskutočniteľnosť | Jeden, dokonalý diel |
| Stredný objem | Stabilita procesu | Konzistentná kvalita |
| Veľkoobjemové | Efektivita a náklady | Škálovaná presnosť |
Táto štruktúra pomáha riadiť očakávania a kvalitu.
Škálovanie výroby si vyžaduje úplne iné myslenie ako prototypovanie. Musíte vybudovať opakovateľný, overený proces. Tu mnohé projekty zlyhávajú. Nepočítajú s konzistenciou od začiatku.
Budovanie škálovateľných CNC pracovných postupov
At PTSMAKE, our process begins with designing for manufacturability. We then create dedicated fixtures and tooling for production runs. This investment upfront prevents downstream errors and ensures every manifold is identical. We rely on automation and robust quality checks at every stage.
For high-volume projects, we use advanced systems like mass production rail CNC machines. These setups provide the speed and rigidity needed for continuous, high-precision machining of clear plastics. It’s about creating a production railroad for your parts.
Kľúčom je dôslednosť
Material consistency is also critical. We often implement a transparent manifold VMI system with our trusted material suppliers. This ensures the raw material for every batch has the exact same properties. We also use techniques like Parametric Programming12 to quickly adapt toolpaths for minor part variations without a full reprogramming effort, saving time and reducing errors.
| Faktor | Prototyping Approach | Mass Production Approach |
|---|---|---|
| Nástroje | General-purpose fixtures | Custom, high-throughput fixtures |
| Programovanie | Manual G-code | Automated, parametric programs |
| Kontrola | 100% manuálna kontrola | Automated CMM & optical scans |
| Materiál | Single sheet/block | VMI-managed batch-controlled stock |
This systematic approach is how we deliver precision at any scale.
Scaling transparent manifold production demands a shift from one-off perfection to repeatable precision. Our structured CNC workflows, material management, and use of advanced machinery ensure consistent quality from prototype to mass production.
Odomknite úspech koľajnicových rozdeľovačov s odbornými znalosťami PTSMAKE
Ste pripravení optimalizovať vaše priehľadné potrubia pre železnice s CNC presnosťou? Dôverujte preukázaným skúsenostiam spoločnosti PTSMAKE pri dodávaní komponentov s vysokou priehľadnosťou a presnosťou, ktoré udržia vaše vlaky v prevádzke bezpečne a efektívne. Získajte rýchlu, podrobnú cenovú ponuku hneď teraz – pošlite svoj dopyt spoločnosti PTSMAKE ešte dnes!

Zistite, ako táto optická vlastnosť indikuje vnútorné pnutie v plastoch. ↩
Zistite, ako sa malé odchýlky dielov môžu hromadiť a ovplyvniť celkový výkon zostavy. ↩
Pochopte, ako chemické prostredia môžu spôsobiť predčasné zlyhanie namáhaných dielov. ↩
Pochopte, ako vnútorné pnutie materiálu môže ovplyvniť optický výkon a integritu dielov. ↩
Zistite, ako princípy správania tekutín môžu drasticky zlepšiť výkon a účinnosť vášho potrubia. ↩
Naučte sa, ako vnútorná štruktúra materiálu určuje jeho rezné vlastnosti a povrchovú úpravu. ↩
Zistite, ako tento agilný prístup pomáha zdokonaľovať návrhy a znižovať náklady na vývoj pred plnou výrobou. ↩
Naučte sa, prečo je kompletná história materiálu nevyhnutná na zabezpečenie výkonu a bezpečnosti dielov. ↩
Naučte sa, ako táto optická vlastnosť môže odhaliť skryté pnutie v priehľadných CNC obrábaných dieloch. ↩
Preskúmajte, ako pokročilé stratégie softvéru CAM môžu drasticky skrátiť časy cyklov a zlepšiť kvalitu povrchu vašich dielov. ↩
Zistite, ako táto optická vlastnosť ovplyvňuje integritu a priehľadnosť presne obrábaných priehľadných komponentov. ↩
Zistite, ako táto programovacia metóda zefektívňuje CNC obrábanie pre rýchlejšie a flexibilnejšie výrobné série. ↩






