

Pri pohľade na vaše výrobné výzvy ste sa pravdepodobne stretli s frustrujúcou voľbou medzi estetickým vzhľadom a funkčným výkonom pri výbere povrchových úprav. Mnohí manažéri obstarávania príliš neskoro zistia, že nimi zvolená povrchová úprava spôsobuje nočné mory pri čistení, problémy s koróziou alebo nespĺňa priemyselné normy.
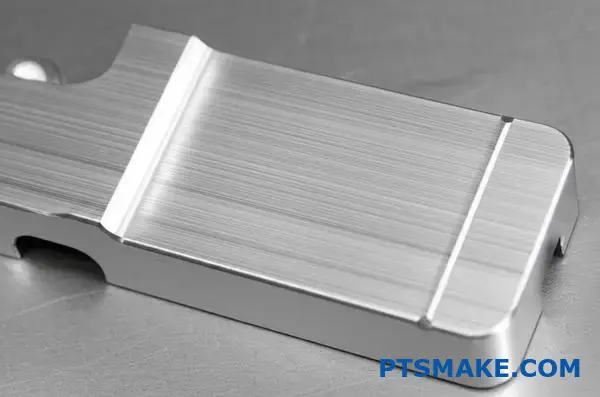
Povrchová úprava z brúsenej nehrdzavejúcej ocele kombinuje odolnosť, čistiteľnosť a profesionálnu estetiku a zároveň spĺňa prísne požiadavky na toleranciu pre presné výrobné aplikácie v leteckom, lekárskom a robotickom priemysle.

Skutočná výzva sa začína, keď je potrebné vyvážiť viacero faktorov výkonu - normy drsnosti povrchu, odolnosť proti korózii, kompatibilitu so zváraním a náklady na dlhodobú údržbu. Prevediem vás technickými úvahami a požiadavkami špecifickými pre dané odvetvie, ktoré určujú, kedy kartáčované povrchové úpravy prekonávajú alternatívy, ako sú zrkadlové alebo saténové úpravy.
Najdôležitejšie odvetvia, v ktorých kartáčovaná nehrdzavejúca oceľ prekonáva iné povrchové úpravy
Pri výbere povrchovej úpravy materiálu často prevažuje funkčnosť nad estetikou. Platí to najmä v priemyselných odvetviach, kde sa kladú vysoké nároky. Ukážkovým príkladom je povrchová úprava z brúsenej nehrdzavejúcej ocele.
Poskytuje odolný, nereflexný povrch, ktorý dobre zakrýva drobné škrabance. To z neho robí najlepšiu voľbu tam, kde je spoľahlivosť rozhodujúca.
Kľúčové odvetvia použitia
Táto povrchová úprava vyniká vo viacerých náročných oblastiach. Stretávame sa s ňou v leteckom priemysle, zdravotníckych zariadeniach a zariadeniach na spracovanie potravín. Jeho vlastnosti sa využívajú aj v robotike a architektúre. Každé odvetvie využíva jeho jedinečné výhody.
| Funkcia | Leštený povrch | Leštený povrch |
|---|---|---|
| Viditeľnosť | Nízke oslnenie | Vysoká odrazivosť |
| Nosiť | Skrýva škrabance | Ukazuje škvrny |
| Údržba | Ľahko sa čistí | Vyžaduje leštenie |

Výber povrchovej úpravy z brúsenej nehrdzavejúcej ocele je zriedkavo náhodný. Je to vypočítané rozhodnutie založené na potrebách výkonu. V priemyselných odvetviach, kde sa používa kartáčovaná nehrdzavejúca oceľ, sa kladie dôraz na dlhú životnosť a bezpečnosť.
Veda za povrchom
Odolnosť nehrdzavejúcej ocele voči korózii vyplýva z obsahu chrómu. Ten pri kontakte s kyslíkom vytvára tenkú, neviditeľnú ochrannú vrstvu. Proces brúsenia túto praktickú vlastnosť ešte zvyšuje. Vytvára rovnomernú štruktúru, ktorá rozptyľuje svetlo a znižuje oslnenie.
To je pre chirurgov na operačných sálach veľmi dôležité. Je to dôležité aj pre pilotov v kokpite. Neodrazová povaha zabraňuje rozptyľovaniu zraku. Okrem toho je povrch menej náchylný na zobrazovanie odtlačkov prstov a šmúh. Tým sa zachováva čistý vzhľad v sterilných prostrediach. Proces Pasivácia1 sa často aplikuje na ďalšie zvýšenie jeho ochranných vlastností, najmä v lekárstve a potravinárstve. V spoločnosti PTSMAKE usmerňujeme klientov, kedy je tento dodatočný krok rozhodujúci pre výkonnosť dielu.
Výhody kartáčovanej povrchovej úpravy podľa odvetvia
| Priemysel | Primárna výhoda | Príklad aplikácie |
|---|---|---|
| Letecký priemysel | Odolnosť a nízke oslnenie | Prístrojové panely v kokpite |
| Lekárske | Hygiena a sterilizácia | Chirurgické nástroje, podnosy |
| Potravinárske zariadenia | Odolnosť proti korózii | Miešacie nádoby, dosky |
| Robotika | Skrývanie nosenia | Robotické ramená, podvozky |
Povrchová úprava z brúsenej nehrdzavejúcej ocele je vybraná pre svoje vynikajúce funkčné vlastnosti v kritických priemyselných odvetviach. Vďaka svojej odolnosti, nízkej odrazivosti a jednoduchej údržbe je spoľahlivou voľbou tam, kde nemožno znižovať výkon.
Ako ovplyvňuje brúsená povrchová úprava tolerancie a prispôsobenie CNC obrábania
Čistenie zubov nie je len kozmetickou záležitosťou. Je to abrazívny proces. To znamená, že fyzicky odstraňuje materiál z povrchu vášho dielu.
Aj keď je táto suma nepatrná, má priamy vplyv na rozmery. V prípade vysoko presných komponentov to môže byť rozdiel medzi dokonalým uložením a neúspešnou montážou.
Abrazívna povaha kefovania
Každý prechod brúsneho pásu alebo kotúča odoberá materiál. To je kľúčový faktor pri obrábaní s brúseným povrchom. Odstránené množstvo závisí od niekoľkých faktorov.
| Faktor | Typický úber materiálu (na stranu) |
|---|---|
| Hrubosť zrna | 0,005 mm - 0,015 mm |
| Tlak | 0,002 mm - 0,010 mm |
| Tvrdosť materiálu | Výrazne sa líši |
Táto malá zmena môže posunúť kritický rozmer mimo špecifikácie.
V spoločnosti PTSMAKE vždy počítame s odstránením tohto materiálu. Upravujeme počiatočné rozmery obrábania. Tým sa zabezpečí, že konečný diel bude v rámci tolerancie po je nanesená kartáčovaná povrchová úprava.
Vplyv na styčné plochy a uloženie
Vplyv tolerancie na kartáčované nehrdzavejúce diely sa stáva kritickým pre spájajúce sa komponenty. Odstránenie aj niekoľkých mikrónov môže zmeniť navrhnuté uloženie.
Z tesného interferenčného uloženia sa môže stať voľné prechodové uloženie. Presné lícovanie by sa mohlo stať nedbalým. To ovplyvňuje výkon a životnosť.
Účtovanie posunu
Kľúčové je pochopiť, ako konečná povrchová úprava mení rozmery. Musíme o tom informovať už vo fáze návrhu. Je to kľúčová súčasť nášho procesu.
Smerové drážky z kefovania môžu tiež ovplyvniť spôsob, akým sa diely k sebe približujú. To súvisí s vedou tribológia2, ktorá skúma trenie a opotrebovanie medzi povrchmi.
Nižšie je uvedené, ako môže čistenie zubov zmeniť štandardné uloženie.
| Typ Fit | Navrhnutý klírens | Účinok po rozdrvení |
|---|---|---|
| Odbavenie | Pozitívne | Väčšia vôľa, voľnejšie uloženie |
| Prechod | Blízko nuly | Môže sa stať, že bude voľná vôľa |
| Interferencia | Negatívne | Znížená interferencia, slabší kĺb |
Spolupracujeme s klientmi na definovaní tolerancií po dokončení. Tým sa zabráni nákladným prekvapeniam počas montáže. Správne zohľadnenie obrábania pre kartáčovanú povrchovú úpravu je pre nás neoddiskutovateľné.
Brúsenie je abrazívny proces, pri ktorom sa odstraňuje materiál, čo priamo ovplyvňuje konečné rozmery. V prípade prísnych tolerancií a súčiastok, ktoré sa spájajú, sa musí tento úber materiálu zohľadniť v počiatočnom pláne obrábania, aby sa zabezpečilo požadované prispôsobenie a funkčnosť.
Protokoly čistenia brúsenej nehrdzavejúcej ocele pre vysoko výkonné prostredia
V sterilnom alebo priemyselnom prostredí nie je čistenie kartáčovanej nehrdzavejúcej ocele len o vzhľade. Ide o bezpečnosť a prevádzkovú integritu. Štandardné metódy sú tu často nedostatočné.
Prečo štandardné čistenie zlyháva
V produkčných prostrediach je stávka vyššia. Kontaminácia môže zničiť celé šarže alebo ohroziť bezpečnostné normy. To si vyžaduje štruktúrovaný, vedecký prístup.
Ciele pre vysoko výkonné prostredia
Správny protokol pre povrchovú úpravu z brúsenej nehrdzavejúcej ocele zabezpečuje kontrolu mikróbov. Zabraňuje tiež hromadeniu zvyškov chemikálií a chráni samotný materiál pred koróziou.
| Aspekt | Všeobecné čistenie | Vysoko výkonné čistenie |
|---|---|---|
| Cieľ | Vizuálna čistota | Sterilita, bez zvyškov |
| Metóda | Utieranie mydlom/vodou | Overené chemické protokoly |
| Frekvencia | Podľa potreby | Naplánované, zdokumentované |

Odporúčané čistiace prostriedky a techniky
Pri čistení kartáčovanej nehrdzavejúcej ocele je rozhodujúci výber prostriedku. Nesprávna chemikália môže poškodiť povrchovú úpravu alebo zanechať zvyšky, ktoré ohrozujú sterilitu.
Vždy používajte prostriedky schválené pre konkrétne odvetvie, ako je spracovanie potravín alebo výroba zdravotníckych pomôcok. Tieto prostriedky sú vyvinuté tak, aby boli účinné a nepoškodzovali oceľ.
Proces sanitácie
Kľúčovou technikou je vždy utierať rovnobežne so štruktúrou kartáčovaného povrchu z nehrdzavejúcej ocele. Tým sa odstránia nečistoty z mikroskopických drážok namiesto toho, aby sa zatlačili hlbšie.
Použite neabrazívnu handričku, ktorá nepúšťa vlákna. Naneste dezinfekčný prostriedok a nechajte ho pôsobiť odporúčaný čas, aby sa zabezpečilo jeho správne pôsobenie. Tento krok je rozhodujúci pre účinnú dezinfekciu kartáčovaných povrchov vo výrobe. Po dezinfekcii je často potrebné záverečné opláchnutie deionizovanou vodou, aby sa odstránili všetky zvyšky, čím sa ochráni oceľ pasivácia povrchu3 a zabezpečiť skutočne čistý povrch.
| Čistiaci prostriedok | Najlepšie pre | Dôležitá poznámka |
|---|---|---|
| 70% Izopropylalkohol | Dezinfekcia povrchov | Vysoko účinný, rýchlo sa vyparuje |
| Kvartérny amónium | Všeobecná dezinfekcia | Dôsledne dodržiavajte miery riedenia |
| Kyselina peroxooctová | Sterilizácia na vysokej úrovni | Vyžaduje si správne osobné ochranné prostriedky a manipuláciu |
| Deionizovaná voda | Záverečné oplachovanie | Zabraňuje tvorbe minerálnych usadenín a škvŕn |
V spoločnosti PTSMAKE usmerňujeme našich partnerov pri zachovávaní integrity komponentov, ktoré vyrábame. Správna starostlivosť zaručuje dlhú životnosť a výkon.
Účinné čistenie brúsenej nehrdzavejúcej ocele v sterilných podmienkach presahuje rámec jednoduchého utierania. Vyžaduje si špecifické prostriedky, správne techniky, ako napríklad sledovanie zrna, a dodržiavanie validovaných protokolov. Tým sa zabezpečí bezpečnosť, zabráni sa kontaminácii a zachová sa integrita materiálu.
Rozdelenie noriem drsnosti povrchu pre kartáčované nerezové komponenty
Kvantitatívne určenie povrchu je kľúčové. Nemôžeme sa spoliehať len na vzhľad. Tu vstupujú do hry parametre drsnosti povrchu. Poskytujú nám objektívne čísla.
Kľúčové metriky drsnosti: Ra a Rz
Dve najbežnejšie metriky, s ktorými sa stretnete, sú Ra a Rz. Merajú rôzne aspekty profilu povrchu.
Ra alebo priemer drsnosti je aritmetický priemer vrcholov a údolí profilu. Je to skvelý všeobecný ukazovateľ.
Na druhej strane Rz meria priemernú vzdialenosť medzi piatimi najvyššími vrcholmi a piatimi najnižšími údoliami. Je citlivejšia na škrabance.
| Metrické | Popis | Najlepšie pre |
|---|---|---|
| Ra | Aritmetický priemer odchýlok profilu | Všeobecná kontrola kvality |
| Rz | Priemer 5 najvyšších vrcholov a 5 najnižších údolí | Zisťovanie izolovaných chýb |
Ich pochopenie pomáha pri jasnej komunikácii o akýchkoľvek drsnosť povrchu kartáčovaný povrch.

Ako meriame drsnosť povrchu
Na získanie hodnôt Ra a Rz používame špecializované nástroje. Najbežnejším je profilometer. Ten ťahá stylus s jemným hrotom po povrchu a zaznamenáva vertikálny pohyb. Tieto údaje vytvárajú 2D profil.
Medzi pokročilejšie metódy patria optické profilometre. Na mapovanie povrchu používajú svetlo. Tento spôsob je bezkontaktný a môže byť rýchlejší. Metóda stylusu je však stále priemyselným štandardom pre väčšinu meranie z brúsenej nehrdzavejúcej ocele Ra.
Triedy dokončenia a ich význam
Inžinieri často špecifikujú povrchové úpravy pomocou tried "N" (podľa normy ISO 1302). Každý stupeň zodpovedá špecifickému rozsahu hodnôt Ra. To zjednodušuje výkresové výkresy.
A povrchová úprava z brúsenej nehrdzavejúcej ocele má jedinečné vlastnosti. Keďže všetky línie štetca sú v jednom smere, povrch má anizotropia4. To znamená, že údaje o drsnosti sa menia v závislosti od toho, či meriate so zrnom alebo proti nemu.
Vždy si s klientmi vyjasníme smer merania. Meranie kolmo na línie štetca poskytuje najpresnejšiu hodnotu drsnosti.
Tu je stručný odkaz na bežné povrchové úpravy:
| Ukončenie výzvy | Typické Ra (µm) | Vzhľad |
|---|---|---|
| N7 | 1.6 | Viditeľné linky stroja |
| N6 | 0.8 | Hladké, jemne opracované |
| N5 | 0.4 | Pozemné, poloreflexné |
V spoločnosti PTSMAKE zabezpečujeme, aby náš proces kontroly kvality zohľadňoval túto smerovú závislosť. Zabraňuje tak nezrovnalostiam medzi našimi meraniami a meraniami našich klientov.
Pochopenie metrík ako Ra a Rz je kľúčové pre špecifikáciu a overovanie povrchových úprav. Používanie správnych nástrojov a uvedomenie si smerovej povahy brúsenej povrchovej úpravy zabezpečuje, že diely dôsledne spĺňajú požiadavky na dizajn a funkčné potreby.
Kedy zvážiť zrkadlový, saténový alebo kartáčovaný povrch: Rozhodovacia matica
Výber správnej povrchovej úpravy z nehrdzavejúcej ocele je viac než len estetické rozhodnutie. Má priamy vplyv na výkon a životnosť. Výber zahŕňa kompromis.
Musíte nájsť rovnováhu medzi funkčnosťou, vzhľadom a prevádzkovým prostredím. Zrkadlový povrch je ideálny na hygienické použitie.
Ale povrchová úprava z brúsenej nehrdzavejúcej ocele vynikne na miestach s vysokou návštevnosťou. Táto tabuľka zjednodušuje diskusiu o kartáčovanom vs. saténovom vs. zrkadlovom povrchu a pomáha vám urobiť praktický výber.
| Faktor | Zrkadlo | Satén | Brúsené |
|---|---|---|---|
| Funkcia | Reflexné, ľahko sa čistia | Mierna krycia sila | Skrýva opotrebenie, nereflexný |
| Estetika | Luxusné, špičkové | Mäkké, s nízkym leskom | Moderné, priemyselné |
| Životné prostredie | Kontrolované, čisté | Všeobecný účel | Priemyselné oblasti s vysokou intenzitou dopravy |

Rozdelenie logiky rozhodovania
Pri výbere správnej nerezovej povrchovej úpravy je rozhodujúca hlbšia analýza. Každá povrchová úprava má jedinečné vlastnosti, ktoré presahujú jej prvotný vzhľad. Našich partnerov v spoločnosti PTSMAKE týmito špecifickými úvahami denne sprevádzame.
Funkčný účel
Funkcia by mala byť vždy na prvom mieste. Zrkadlový povrch je neporézny a neuveriteľne hladký. Vďaka tomu je ideálny na použitie v zdravotníctve alebo potravinárstve, kde je hygiena veľmi dôležitá. Ľahko sa sterilizuje.
Povrchová úprava z brúsenej nehrdzavejúcej ocele je však pracovným koňom. Jeho jemné paralelné línie výborne zakrývajú drobné škrabance, odtlačky prstov a každodenné opotrebovanie. Vďaka tomu je ideálny na panely spotrebičov, výklopné dosky a architektonické prvky. Satin ponúka kompromis, poskytuje hladký povrch s lepším zakrývaním nedokonalostí ako zrkadlový povrch. Smerovanie vlákien prispieva k jeho vizuálnemu anizotropia5, čo je kľúčovým faktorom jeho vzhľadu.
Forma a estetika
Na vizuálnej identite vášho produktu záleží. Zrkadlová povrchová úprava vyjadruje luxus a precíznosť. Často sa používa na ozdobné lišty a špičkové príslušenstvo.
Brúsená povrchová úprava pôsobí moderným, technickým alebo priemyselným dojmom. Rozptyľuje svetlo, čím znižuje oslnenie. Satin je univerzálna voľba, ktorá ponúka jemný, elegantný lesk, ktorý dopĺňa mnohé vzory bez toho, aby bol príliš reflexný.
Vystavenie životnému prostrediu
Zvážte, kde bude diel umiestnený. Zrkadlový povrch na frekventovanom verejnom priestranstve predstavuje problém s údržbou. Je na ňom vidieť každú šmuhu a škrabanec.
Naopak, povrchová úprava z brúsenej nehrdzavejúcej ocele je pre takéto prostredie ako stvorená. Odolá kontaktu a časom si zachová svoj vzhľad. Pri vonkajších alebo pobrežných aplikáciách môže hladšia povrchová úprava, ako je saténová alebo zrkadlová, odolávať korózii o niečo lepšie, pretože je v nej menej drážok, v ktorých sa zachytávajú nečistoty.
| Úvaha | Najlepšia voľba | Prečo? |
|---|---|---|
| Skrývanie škrabancov | Brúsené | Rovnobežné línie účinne maskujú drobné poškodenia. |
| Ľahké čistenie | Zrkadlo | Neporézny povrch zabraňuje rastu baktérií. |
| Zníženie oslnenia | Brúsený / saténový | Rozptýlené odrazy sú príjemné na pohľad. |
| Špičkový vzhľad | Zrkadlo | Jeho čistá odrazivosť signalizuje prémiovú kvalitu. |
Vaša konečná voľba je strategickou rovnováhou. Rozhodnutie medzi zrkadlovou, saténovou alebo kartáčovanou povrchovou úpravou z nehrdzavejúcej ocele by sa malo riadiť zamýšľaným použitím dielu, estetickými cieľmi a podmienkami prostredia, aby sa zabezpečil optimálny výkon a trvanlivosť.
Pochopenie úlohy veľkosti zrna pri konečnej kvalite kartáčovaného povrchu
Výber správnej zrnitosti brúsiva je základom. Priamo určuje konečnú kvalitu brúseného povrchu. Každý stupeň vytvára osobitý vzhľad a dojem.
Toto rozhodnutie má vplyv na všetko od estetiky až po funkčnosť. Pozrime sa na najbežnejšie možnosti.
Bežné stupne zrnitosti a ich účinky
Rôzne veľkosti zrnitosti vytvárajú rôzne hĺbky čiar a textúry. Kľúčovým krokom je výber správnej zrnitosti brúsiva pre povrchovú úpravu z brúseného nerezu.
| Veľkosť zrna | Typ povrchovej úpravy | Kľúčové charakteristiky | Typický prípad použitia |
|---|---|---|---|
| 120 | Hrubé | Hlboké, viditeľné, dlhé línie zrna | Prvotná príprava povrchu, spotrebiče pre náročné použitie |
| 180 | Stredné | Definované, ale menej agresívne línie | Architektonické prvky, povrchové úpravy na všeobecné použitie |
| 320 | Jemné | Mäkký, jemný, saténový povrch | Dekoratívne predmety, spotrebná elektronika |
Nižšie číslo znamená hrubšiu zrnitosť. Vyššie číslo znamená jemnejšiu zrnitosť, ktorá vedie k hladšiemu povrchu.

Praktická príručka o veľkosti zrnitosti kartáčovanej povrchovej úpravy
Výber zrnitosti presahuje rámec vzhľadu. Ovplyvňuje to, ako súčiastka odoláva odtlačkom prstov, odráža svetlo a je príjemná na dotyk. Je to dôležitá súčasť návrhu výrobku.
Pre klasickú brúsenú povrchovú úpravu z nehrdzavejúcej ocele sa často používa zrnitosť 180. Ponúka skvelú rovnováhu medzi štruktúrou a hladkosťou. Široko sa používa na kuchynské spotrebiče a architektonické panely.
Prispôsobenie zrnitosti vašej aplikácii
Na diely, ktoré potrebujú skryť opotrebenie, je účinná hrubšia zrnitosť 120. Hlboké línie môžu zakryť drobné škrabance z každodenného používania.
Naopak, pre špičkovú elektroniku alebo dekoratívne obloženie poskytuje zrnitosť 320 jemnejší a luxusnejší dojem. Konečný drsnosť povrchu6 je oveľa nižšia, čo vytvára hladký a čistý vzhľad.
V spoločnosti PTSMAKE často vytvárame vzorky povrchových úprav na mieru. To pomáha našim klientom predstaviť si výsledok ešte predtým, ako sa zaviažu k úplnej výrobe.
Kľúčom je dôslednosť
Dosiahnutie konzistentného kartáčovaného povrchu si vyžaduje viac než len správnu zrnitosť. Starostlivo kontrolujeme aj tlak, rýchlosť a smer nanášania. Tým sa zabezpečí rovnomernosť na každom jednotlivom diele.
Rozhodujúci je výber správnej zrnitosti - hrubej (120), strednej (180) alebo jemnej (320). Táto voľba priamo určuje konečnú štruktúru, odrazivosť a celkovú estetiku vášho kartáčovaného kovového dielu, najmä v prípade kartáčovanej nehrdzavejúcej ocele.
Je brúsená nehrdzavejúca oceľ vhodná na použitie v zdravotníckych zariadeniach?
Pri výbere povrchovej úpravy pre zdravotnícke pomôcky sú rozhodujúce tri faktory: biokompatibilita, čistiteľnosť a estetika. Povrchová úprava z brúsenej nehrdzavejúcej ocele ponúka kombináciu výhod a výziev.
Biokompatibilita je kľúčová
Základný materiál, často nehrdzavejúca oceľ 316L, je biokompatibilný. Proces kefovania túto prirodzenú vlastnosť nemení. Takže kartáčovaný nerez pre zdravotnícke pomôcky je vo všeobecnosti bezpečný pre kontakt s pacientom.
Otázka čistiteľnosti
Hlavným bodom diskusie je čistiteľnosť. Jemné drážky kartáčovaného povrchu môžu potenciálne zachytávať nečistoty. Sterilizácia je tak v porovnaní s hladšími povrchmi zložitejšia.
Profesionálna estetika
Z estetického hľadiska poskytuje kartáčovaná povrchová úprava profesionálny, neodrazový vzhľad. Ten sa často uprednostňuje v chirurgickom prostredí, aby sa znížilo oslnenie.
| Funkcia | Brúsená nehrdzavejúca oceľ | Úvahy |
|---|---|---|
| Biokompatibilita | Vynikajúce (v závislosti od materiálu) | Kľúčovým faktorom je základná zliatina. |
| Čistiteľnosť | Mierne | V drážkach sa môžu nachádzať mikróby. |
| Estetika | Profesionálne, s nízkym odleskom | Ideálne pre mnohé klinické pracoviská. |

Hoci biokompatibilita podkladovej nehrdzavejúcej ocele nie je spochybnená, štruktúra povrchu vytvorená kefovaním prináša dôležité aspekty pre lekárske aplikácie. Hlavná obava sa týka sterilizácie a potenciálneho rastu mikroorganizmov.
Textúra povrchu a sterilizácia
Mikroskopické úžľabiny v kartáčovanom povrchu môžu vytvárať miesta, kde sa môžu uchytiť baktérie a vytvoriť ochrannú vrstvu. Táto vrstva, tzv. biofilm7, môžu byť odolné voči štandardným metódam čistenia a sterilizácie. Riziko je vyššie pri pomôckach, ktoré sú v priamom a dlhodobom kontakte s telesnými tekutinami.
Pri mnohých chirurgických aplikáciách s kartáčovanou povrchovou úpravou je toto riziko zvládnuté. Nástroje ako rukoväte alebo vonkajšie kryty sú menej kritické ako implantáty. Tu estetické a hmatové výhody často prevažujú nad miernou výzvou čistenia. V spoločnosti PTSMAKE usmerňujeme klientov pri výbere správnej povrchovej úpravy na základe konkrétneho prípadu použitia prístroja.
Porovnanie s inými povrchovými úpravami
Je užitočné porovnať povrchovú úpravu z brúsenej nehrdzavejúcej ocele s inými bežnými možnosťami v lekárskej oblasti.
| Typ povrchovej úpravy | Čistiteľnosť | Biokompatibilita | Primárny prípad použitia |
|---|---|---|---|
| Brúsené | Mierne | Vynikajúce | Vonkajšie kryty, rukoväte prístrojov |
| Leštené (zrkadlo) | Vynikajúce | Vynikajúce | Opakovane použiteľné chirurgické nástroje, implantáty |
| Elektricky leštené | Superior | Vynikajúce | Implantáty, súčasti dráhy tekutín |
| Pasivované | Dobrý | Superior | Väčšina zdravotníckych pomôcok z nehrdzavejúcej ocele |
Naše testovanie potvrdilo, že v prípade nekritických komponentov sa správne udržiavaný kartáčovaný povrch osvedčil. V prípade vnútorných zariadení alebo zariadení s vysokým počtom kontaktov je však často bezpečnejšou a spoľahlivejšou voľbou elektrolytická alebo zrkadlová povrchová úprava.
Povrchová úprava z brúsenej nehrdzavejúcej ocele je biokompatibilná a ponúka profesionálny estetický vzhľad. Jeho štruktúrovaný povrch však predstavuje problém pri čistení, preto je vhodnejší pre vonkajšie komponenty alebo nekritické nástroje než pre implantáty, kde je sterilita prvoradá.
Koroduje brúsený nerez ľahšie ako leštený povrch?
Textúra povrchu nie je len o vzhľade. Priamo ovplyvňuje odolnosť súčiastky voči korózii. Kartáčovaný povrch má drobné drážky a údolia. Tie sú voľným okom neviditeľné.
Tieto prvky zväčšujú celkovú plochu. Vytvárajú tiež miesta, kde sa môžu ukryť nečistoty. To je rozhodujúci faktor pre dlhodobú životnosť. Porovnajme vlastnosti povrchu.
| Funkcia | Leštený povrch | Leštený povrch |
|---|---|---|
| Textúra | Jednosmerné drážky | Hladké, neporézne |
| Plocha povrchu | Vyššie | Nižšie |
| Lapače kontaminantov | Mnohé | Málo až žiadne |
Leštený povrch je oveľa hladší. Poskytuje menej úkrytov pre korozívne látky.

Mikroskopické drážky v povrchovej úprave z brúsenej nehrdzavejúcej ocele fungujú ako "lapače korózie". V týchto drobných údoliach sa môže udržať vlhkosť, chloridy, prach a iné častice. Tu sa začína problém.
Keď sa tieto nečistoty zachytia, zostanú v kontakte s oceľou. Tento dlhodobý kontakt vytvára ideálne prostredie pre lokalizovanú koróziu, ako je napríklad jamková korózia. Pasívna vrstva sa môže v týchto malých miestach rozpadnúť.
V spoločnosti PTSMAKE to často vysvetľujeme pomocou jednoduchej analógie. Predstavte si, že sa snažíte vyčistiť hladkú pracovnú dosku v porovnaní s drsnou, štruktúrovanou doskou. Hladký povrch sa dá ľahko utrieť. Textúrovaný si vyžaduje viac úsilia na odstránenie nečistôt z jeho štrbín. Rovnaký princíp platí aj pre povrchy z nehrdzavejúcej ocele.
Stránka topológia povrchu8 kartáčovaného povrchu je pre čistiace prostriedky ťažšie dosiahnuť a odstrániť všetky nečistoty. Ak chcete správne porovnať leštenú a kartáčovanú koróziu, musíte zohľadniť prevádzkové prostredie.
| Typ povrchovej úpravy | Jednoduchosť čistenia | Riziko koróznej pasce |
|---|---|---|
| Brúsené | Ťažšie | Vysoká |
| Leštený | Easy | Nízka |
V prípade dielov v drsnom alebo pobrežnom prostredí je tento rozdiel v odolnosti proti korózii z brúsenej nehrdzavejúcej ocele veľmi dôležitý. Leštená povrchová úprava často poskytuje dlhšiu životnosť pri menšej údržbe.
Textúra kartáčovaného povrchu vytvára mikroskopické pasce. Tieto pasce zadržiavajú vlhkosť a nečistoty, čím zvyšujú riziko korózie v porovnaní s hladkým, lešteným povrchom. Preto je prostredie kľúčovým faktorom pri výbere správnej povrchovej úpravy z hľadiska odolnosti.
Automatizované a ručne brúsené nerezové povrchy: Ktoré sú lepšie?
Pri výbere povrchovej úpravy z brúsenej nehrdzavejúcej ocele je dôležitý spôsob. Je to klasický prípad remeselnej zručnosti verzus strojovej presnosti. Toto rozhodnutie ovplyvňuje konzistenciu, rýchlosť a náklady.
Konzistentnosť a škálovateľnosť
Automatické kefovanie zakaždým zabezpečí rovnomerný povrch. To je kľúčová výhoda pri veľkých výrobných sériách, kde je rozhodujúca konzistencia. Ručné kefovanie je síce umelecké, ale môže sa líšiť od dielu k dielu.
Kompromisy v oblasti nákladov
Ručná práca umožňuje vyhnúť sa vysokým počiatočným nákladom na stroje. Pri sériovej výrobe však automatizácia výrazne znižuje náklady na jednotku, takže je z dlhodobého hľadiska hospodárnejšia.
| Faktor | Ručne brúsené | Strojovo brúsené |
|---|---|---|
| Konzistentnosť | Variabilné | Vysoká |
| Škálovateľnosť | Nízka | Vysoká |
| Náklady (vo veľkom meradle) | Vysoká | Nízka |
Rozhodovanie medzi ručne brúsenou a strojovo brúsenou nerezovou povrchovou úpravou si vyžaduje dôkladné preskúmanie špecifických potrieb vášho projektu. Každá metóda ponúka odlišné výhody a predstavuje rôzne kompromisy.
Hlboký ponor do kompromisov pri dokončovaní
Automatické systémy udržiavajú konštantný tlak a rýchlosť. Tým sa odstráni ľudská chyba a každý kus má identickú povrchovú úpravu z brúsenej nehrdzavejúcej ocele. Túto úroveň presnosti si v spoločnosti PTSMAKE pri výrobe dielov našich klientov veľmi ceníme.
V prípade jednorazových prototypov alebo architektonických diel na zákazku môže byť jedinečnosť ručne brúsenej povrchovej úpravy žiaducou vlastnosťou. Dodáva ľudský dotyk, ktorý stroj nedokáže zopakovať.
Pri rozšírení z prototypu na tisíc kusov sú však výhody automatického čistenia nesporné. Proces je rýchlejší, spoľahlivejší a v konečnom dôsledku aj nákladovo efektívnejší. Rovnomerný smer zrna z automatizácie vytvára predvídateľný anizotropia9, čo má vplyv na to, ako sa svetlo odráža od povrchu rovnomerne vo všetkých častiach.
Hodnotenie štruktúry nákladov
Finančný výpočet je jednoduchý. Buď investujete do strojov vopred, alebo platíte za priebežnú prácu.
| Hľadisko nákladov | Ručne brúsená povrchová úprava | Strojovo brúsená povrchová úprava |
|---|---|---|
| Počiatočná investícia | Nízka | Vysoká |
| Práca na jednotku | Vysoká a pevná | Nízka a klesajúca |
| Najlepší prípad použitia | Prototypy, zákazkové úlohy | Veľkoobjemová výroba |
Automatizované dokončovanie vyniká konzistentnosťou a škálovateľnosťou, takže je vynikajúcou voľbou pre výrobné série, pri ktorých sú najdôležitejšie náklady na jednotku a jednotnosť. Ručné kefovanie si zachováva svoju hodnotu pri zákazkových projektoch s nízkym objemom, kde je hlavným obmedzením počiatočná investícia.
Prečo je brúsená nehrdzavejúca oceľ obľúbená v dizajne robotiky a automatizácie
V robotike a automatizácii je dôležitý každý detail. Povrchová úprava súčiastky je viac než len kozmetická. Ovplyvňuje výkon, trvanlivosť a dokonca aj bezpečnosť.
Často odporúčam povrchovú úpravu z brúsenej nehrdzavejúcej ocele. Ponúka praktickú rovnováhu, ktorú je ťažké prekonať v náročných priemyselných prostrediach.
Výkonnostné a estetické výhody
Táto povrchová úprava poskytuje čistý, moderný vzhľad. Čo je však dôležitejšie, prináša hmatateľné prevádzkové výhody. Pozrime sa na rýchle porovnanie.
| Funkcia | Leštený povrch | Leštený povrch |
|---|---|---|
| Oslnenie | Vysoká | Nízke / rozptýlené |
| Škrabance | Vysoko viditeľné | Maskované |
| Estetika | Reflexné | Jemne textúrované |
Už len vďaka zníženému oslneniu je kartáčovaný povrch pre automatizačné diely lepšou voľbou, najmä v okolí optických senzorov.

Výber povrchovej úpravy priamo ovplyvňuje interakciu stroja s okolím a obsluhou. Vysoko reflexný diel môže rušiť systémy videnia. To môže spôsobiť chyby pri detekcii a pohybe.
Výkon pod tlakom
Neodrazivý povrch kartáčovanej povrchovej úpravy je kľúčovou výkonnostnou výhodou. Jemné paralelné línie svetlo skôr rozptyľujú, než aby ho priamo odrážali. Tým sa minimalizuje oslnenie, čo je rozhodujúce pre roboty, ktoré sa pri navigácii a vykonávaní úloh spoliehajú na kamery a optické senzory. Smerové zrno vytvára efekt tzv. anizotropia10, ktoré predvídateľne rozptyľujú svetlo.
Synergia dizajnu a údržby
Okrem výkonu je estetický vzhľad profesionálny a čistý. Nerezový povrch s brúseným povrchom skrýva odtlačky prstov, šmuhy a drobné škrabance, ktoré sú v priemyselnom prostredí nevyhnutné. To uľahčuje údržbu a udržiava dobrý vzhľad zariadenia počas celej jeho životnosti. V spoločnosti PTSMAKE často odporúčame túto povrchovú úpravu pre diely, ktoré sú funkčné a zároveň viditeľné.
Nasledujúca tabuľka poukazuje na výhody údržby, ktoré sme zaznamenali v projektoch našich klientov.
| Aspekt údržby | Vplyv kartáčovanej povrchovej úpravy |
|---|---|
| Čistenie | Menej častá potreba leštenia |
| Opotrebovanie a opotrebovanie | Menšie odreniny sú menej viditeľné |
| Dlhovekosť | Dlhšie si zachováva konzistentný vzhľad |
Vďaka tejto kombinácii úžitkovej hodnoty a vzhľadu je povrchová úprava z brúsenej nehrdzavejúcej ocele inteligentnou voľbou pre moderný dizajn automatizácie.
Povrchová úprava z brúsenej nehrdzavejúcej ocele ponúka trojicu výhod. Zvyšuje prevádzkový výkon znížením oslnenia, poskytuje čistý estetický vzhľad a zjednodušuje údržbu tým, že účinne zakrýva drobné opotrebenie, čo z neho robí vysoko praktickú a spoľahlivú voľbu.
Dá sa brúsená nehrdzavejúca oceľ zvárať bez narušenia estetiky?
Zváranie kartáčovanej nehrdzavejúcej ocele vždy zanechá stopy. Je to nevyhnutná realita výrobného procesu.
Kľúčom nie je zabrániť vzniku značiek, ale vedieť, ako ich správne odstrániť. Skutočne dôležitá je konečná úprava po zváraní.
Pomocou správnych techník môžete účinne obnoviť pôvodný povrch z brúsenej nehrdzavejúcej ocele. Tým sa zabezpečí, že vizuálna integrita konečného výrobku nebude narušená. Zváranie kartáčovanej nehrdzavejúcej ocele je predovšetkým o povrchovej úprave.

Hlavnou výzvou je, aby zváraná oblasť hladko splynula s okolitým kartáčovaným vzorom. Teplo zo zvárania spôsobuje zmenu farby a narúša štruktúru povrchu materiálu. Táto oblasť si vyžaduje starostlivú a presnú obnovu.
Preskúmanie oblasti zvárania
Stopy po zváraní sú viac než len povrchový problém. Zahŕňajú vyvýšenú zvarovú guľôčku a sfarbený kov okolo nej. Táto okolitá oblasť, tzv. zóna zasiahnutá teplom11, mení vzhľad ocele. Obidve časti sa musia ošetriť, aby sa po zvare zachovala povrchová úprava kefou.
Proces konečnej úpravy po zváraní
Obnovenie brúseného vzhľadu je viacstupňový postup. Začína sa odstránením väčšiny zvarového materiálu. Končí sa starostlivým obnovením kartáčovaného zrna.
| Dokončovací krok | Primárna akcia | Požadovaný výsledok |
|---|---|---|
| 1. Brúsenie | Odstráňte prebytočnú zvarovú guľôčku. | Rovný a rovný povrch. |
| 2. Brúsenie | Používajte postupne jemnejšie brúsne materiály. | Vyrovnajte plochu na zemi. |
| 3. Miešanie | Okraje vybrúsenej časti zošikmte. | Vytvorte postupný, neviditeľný prechod. |
| 4. Opätovné čistenie | Posledné zrno naneste pomocou brúsneho tampónu. | Zodpovedá pôvodnému smeru a hĺbke kefovania. |
Záverečný krok opätovného čistenia je veľmi dôležitý. Vyžaduje si to zručnosť, aby sa prispôsobil smeru a hrubosti pôvodnej povrchovej úpravy. Zo skúseností spoločnosti PTSMAKE vyplýva, že na nezistiteľnú opravu povrchovej úpravy z brúsenej nehrdzavejúcej ocele je nevyhnutný stály tlak a rýchlosť.
Stopy po zváraní sú bežnou súčasťou zvárania brúsenej nehrdzavejúcej ocele. Dôkladný proces po zváraní, ktorý zahŕňa brúsenie, brúsenie a opätovné brúsenie, je veľmi dôležitý. Takto obnovíte pôvodný estetický vzhľad dielu a zachováte bezchybný povrch z brúsenej nehrdzavejúcej ocele.
Brúsená nehrdzavejúca oceľ vo veku udržateľnej výroby
Udržateľnosť je viac než len trend. Je to základný princíp výroby. Povrchová úprava z brúsenej nehrdzavejúcej ocele dokonale zapadá do tohto moderného prístupu. Nejde len o vzhľad.
Pohľad na celý životný cyklus
Musíme zvážiť celú cestu. To zahŕňa suroviny, energiu na výrobu a recykláciu na konci životnosti. Je to kompletný obraz.
Recyklácia a životnosť
Nerezová oceľ je veľmi dobre recyklovateľná. Tým sa znižuje množstvo odpadu a dopyt po nových zdrojoch. To z nej robí najlepšiu voľbu pre ekologickú povrchovú úpravu kovov. Jej trvanlivosť znamená menej častú výmenu.
| Funkcia | Vplyv na udržateľnosť |
|---|---|
| Recyklovateľnosť | Vysoká (nad 80%) |
| Trvanlivosť | Vynikajúce (desaťročia) |
| Údržba | Nízka |

Keď hovoríme o ‘zelenej povrchovej úprave z brúsenej ocele’, musíme sa pozrieť ďalej ako len na počiatočný proces. Skutočná environmentálna hodnota sa prejavuje počas celej životnosti výrobku. Je to časté prehliadanie.
Energetická rovnica
Samotný proces čistenia spotrebúva energiu. Túto skutočnosť nemožno poprieť. V spoločnosti PTSMAKE sa zameriavame na optimalizáciu tejto fázy. Používame efektívne stroje a zefektívnené pracovné postupy, aby sme minimalizovali našu energetickú stopu na jeden diel. Ide o rozhodujúci krok.
Tento počiatočný vstup energie je však malý v porovnaní s úsporami dosiahnutými v priebehu času. Kľúčom k úspechu je životnosť materiálu. Keďže nehrdzavejúca oceľ odoláva korózii a opotrebovaniu, len zriedkakedy ju treba vymeniť. Jej prirodzená austenitická štruktúra12 prispieva k tejto pozoruhodnej životnosti.
Hodnota počas životného cyklu nad počiatočnými nákladmi
Dôležité je myslieť dlhodobo. Výrobok, ktorý vydrží desaťročia, sa vyhne environmentálnym nákladom na opakovanú výrobu, prepravu a likvidáciu. To je jadro jeho hodnoty.
| Faktor | Brúsená nehrdzavejúca oceľ | Alternatívne povrchové úpravy |
|---|---|---|
| Počiatočná energia | Mierne | Nízka až stredne vysoká |
| Frekvencia výmeny | Veľmi nízka | Vysoká |
| Koniec života | Recyklovateľné | Často skládka |
| Celkový vplyv | Nízka | Vysoká |
Povrchová úprava z brúsenej nehrdzavejúcej ocele ponúka udržateľné riešenie. Jeho recyklovateľnosť a dlhá životnosť sú významným prínosom pre životné prostredie a kompenzujú počiatočnú energiu spotrebovanú pri výrobe. Predstavuje inteligentnú a dlhodobú voľbu.
Brúsená nehrdzavejúca oceľ: Povrchová úprava pre kritické skrinky
V niektorých priemyselných odvetviach nie je skriňa len krabicou. Je to kritický komponent, ktorý chráni citlivú elektroniku. Tieto kritické aplikácie si vyžadujú viac než len pevnosť.
Prostredie v medicíne, letectve a námorníctve je neľútostné. Vyžadujú si materiály, ktoré odolávajú korózii, dajú sa ľahko sterilizovať a vydržia extrémne podmienky. Tieto výzvy spĺňa povrchová úprava z brúsenej nehrdzavejúcej ocele na krytoch. Je to voľba, ktorá sa riadi výkonom, nielen vzhľadom.
V čom sa tieto prostredia líšia.
| Životné prostredie | Primárna výzva | Kľúčová požiadavka |
|---|---|---|
| Lekárske | Sterilita a kontaminácia | Neporézny, ľahko čistiteľný povrch |
| Letecký priemysel | Extrémne teploty | Stabilita a trvanlivosť materiálu |
| Marine | Slaná voda a vlhkosť | Vysoká odolnosť proti korózii |
Tieto kritické aplikácie s kartáčovanou povrchovou úpravou si vyžadujú nekompromisnú kvalitu.

Výber správneho materiálu a povrchovej úpravy je základným technickým rozhodnutím. Skrine z brúsenej nehrdzavejúcej ocele sú v náročných oblastiach štandardom z jasných a praktických dôvodov. Ide o zabezpečenie spoľahlivosti tam, kde zlyhanie neprichádza do úvahy.
Lekárske a laboratórne zariadenia
V lekárskom prostredí je hygiena prvoradá. Povrchová úprava z brúsenej nehrdzavejúcej ocele poskytuje neporézny povrch. Vďaka tomu sa neuveriteľne ľahko čistí a dezinfikuje, čo zabraňuje rastu baktérií. Povrchová úprava tiež zakrýva drobné škrabance spôsobené neustálym utieraním.
Aplikácie v letectve a obrane
Letecké komponenty čelia extrémnym teplotným zmenám a vibráciám. Integrita krytu je veľmi dôležitá. Povrchová úprava sa nesmie odlupovať ani degradovať. Správne nanesená povrchová úprava z brúsenej nehrdzavejúcej ocele je stabilná a odolná a spoľahlivo chráni vnútorné komponenty. Prirodzená húževnatosť materiálu je kľúčová.
Morské prostredie
Pri námorných aplikáciách je najväčším nepriateľom korózia slanou vodou. Tu často odporúčam nehrdzavejúcu oceľ triedy 316. Jej obsah molybdénu poskytuje vynikajúcu odolnosť voči chloridom. Prirodzená ochranná vrstva materiálu sa zvyšuje prostredníctvom procesu tzv. Pasivácia13. Vďaka tomu je ideálny pre morské prostredie.
Tu je rýchle porovnanie bežných tried nehrdzavejúcej ocele.
| Trieda nehrdzavejúcej ocele | Primárne použitie | Odolnosť proti korózii |
|---|---|---|
| 304 | Všeobecný účel | Dobrý |
| 316 | Námorná / chemická doprava | Vynikajúce |
V spoločnosti PTSMAKE klientov pri týchto voľbách sprevádzame. Výber správnej triedy je rozhodujúci pre dlhú životnosť kartáčovaných nerezových skriniek.
V kritických odvetviach, ako je zdravotníctvo, letectvo a námorníctvo, nie je povrchová úprava z brúsenej nehrdzavejúcej ocele estetickým doplnkom. Je to základný prvok, ktorý zabezpečuje trvanlivosť, sterilitu a odolnosť voči korózii a chráni dôležité komponenty v najnáročnejších prostrediach.
Ako PTSMAKE poskytuje opakovateľnú kvalitu brúsenej nehrdzavejúcej ocele vo veľkom meradle
Dosiahnutie konzistentnej povrchovej úpravy z brúsenej nehrdzavejúcej ocele je známou výzvou. Konečný vzhľad do veľkej miery závisí od mnohých malých premenných. Bez prísnej kontroly sa môže kvalita jednotlivých dielov líšiť.
V spoločnosti PTSMAKE tento problém riešime. Vyvinuli sme systematický prístup. Vďaka tomu každý kus zakaždým spĺňa presne rovnaký vysoký štandard. Sme spoľahlivým dodávateľom povrchových úprav z brúsenej ocele s možnosťou opakovania.
Základ konzistencie
Náš proces nie je o šťastí. Je to o kontrole. Riadime kľúčové parametre, aby bol výsledok predvídateľný. To je ústredným prvkom procesu PTSMAKE z brúseného nerezu.
| Parameter | Metóda kontroly | Vplyv na povrchovú úpravu |
|---|---|---|
| Brúsny posyp | Štandardizovaný výber zrna | Definuje hĺbku a hrubosť čiary |
| Rýchlosť nástroja | Kalibrované nastavenia stroja | Zabezpečuje jednotný vzor línií |
| Tlak | Automatizovaná spätná väzba sily | Zabraňuje nerovnomernému opotrebovaniu a vzniku stôp |
| Rýchlosť podávania | Naprogramované riadenie CNC | Zaručuje konzistentné rozstupy medzi riadkami |
Takáto úroveň detailov je spôsob, akým poskytujeme škálovateľnú kvalitu.

Mnohí dodávatelia sa spoliehajú len na zručnosti jednotlivých technikov. Tento prístup nie je škálovateľný. Často vedie k nezrovnalostiam vo veľkej sériovej výrobe. "Cit" jedného operátora pre proces sa líši od citu iného operátora. To prináša premenné, ktoré sa ťažko kontrolujú.
V spoločnosti PTSMAKE sa zameriavame na inžinierstvo samotného procesu. Tým sa minimalizujú ľudské chyby a zaručuje sa opakovateľnosť.
Náš protokol systematickej povrchovej úpravy
Vytvorili sme viacstupňový systém. Začína sa špecializovanými svietidlami. Tie držia každý diel v presne rovnakej orientácii. Tým sa odstránia chyby polohovania ešte pred začatím procesu. Potom používame vopred naprogramované dráhy pre naše nástroje. Tým sa zabezpečí, že každý povrch bude ošetrený rovnako.
Naše kontroly kvality sú rovnako systematické. Nespoliehame sa len na vizuálnu kontrolu. Na meranie kvality povrchu používame špecializované nástroje. Po rozsiahlom testovaní s našimi klientmi sme zistili, že táto kombinácia automatizácie a Metrológia14 je rozhodujúca. Umožňuje nám objektívne overiť, či povrchová úprava spĺňa presné špecifikácie.
Kontrolný zoznam overovania kvality
| Kontrolný bod | Metóda | Kritériá prijatia |
|---|---|---|
| Vizuálna jednotnosť | Porovnanie s hlavnou vzorkou | Žiadne viditeľné škvrny alebo víry |
| Smer linky | Vizuálna kontrola | Sleduje určený smer zrna |
| Drsnosť povrchu (Ra) | Odčítanie profilometra | V uvedenom mikrónovom rozsahu |
Vďaka tejto metóde založenej na údajoch je náš povrch z brúsenej nehrdzavejúcej ocele skutočne opakovateľný. Je to základná súčasť procesu PTSMAKE brúsenej nehrdzavejúcej ocele.
V spoločnosti PTSMAKE nie je konzistentná kvalita brúsenej nehrdzavejúcej ocele náhoda. Je výsledkom starostlivo navrhnutého procesu, od vlastných prípravkov až po overovanie kvality na základe údajov. Tento systém zabezpečuje škálovateľné a opakovateľné výsledky pre každého klienta.
Odomknite presné výsledky z brúsenej nehrdzavejúcej ocele pomocou PTSMAKE
Hľadáte spoľahlivého partnera pre vysokokvalitnú povrchovú úpravu z brúsenej nehrdzavejúcej ocele v presnej výrobe? Kontaktujte spoločnosť PTSMAKE a získajte rýchlu, na mieru šitú cenovú ponuku - zažite prvotriednu konzistenciu, technickú podporu a včasné dodávky od prototypu až po výrobu. Dosiahnime spolu náročné štandardy vášho projektu.

Zistite, ako tento chemický proces zvyšuje odolnosť dielov z nehrdzavejúcej ocele voči korózii. ↩
Zistite, ako interakcia povrchu ovplyvňuje výkon a životnosť komponentov. ↩
Prečítajte si, ako tento chemický proces chráni nehrdzavejúcu oceľ pred koróziou a kontamináciou. ↩
Zistite, ako môžu smerové vlastnosti ovplyvniť presnosť merania a výkon komponentov. ↩
Pochopte, ako táto optická vlastnosť ovplyvňuje vzhľad a dojem zo smerovo upravených kovov. ↩
Zistite, ako sa technické hodnoty Ra a Rz používajú na presné meranie a kontrolu textúry povrchu. ↩
Zistite, ako môžu tieto mikrobiálne spoločenstvá ovplyvniť sterilizáciu a bezpečnosť pomôcok. ↩
Zistite, ako môžu mikroskopické vlastnosti povrchu ovplyvniť skutočný výkon materiálu. ↩
Pochopte, ako táto smerová vlastnosť ovplyvňuje vizuálnu príťažlivosť a výkon vašich dielov z brúsenej nehrdzavejúcej ocele. ↩
Zistite, ako táto smerová vlastnosť ovplyvňuje odraz svetla a výkon materiálu. ↩
Zistite, ako zváracie teplo štrukturálne a vizuálne mení kov v okolí zvarovej zóny. ↩
Pochopte mikroštruktúrne vlastnosti, ktoré dodávajú nehrdzavejúcej oceli vynikajúcu trvanlivosť a odolnosť proti korózii. ↩
Objavte vedecké poznatky o tom, ako táto neviditeľná vrstva chráni nehrdzavejúcu oceľ pred hrdzou. ↩
Zistite, ako veda o meraní zabezpečuje, aby vaše diely spĺňali presné požiadavky na povrchovú úpravu. ↩






