

Všimli ste si niekedy, ako niektoré hliníkové výrobky časom nadobúdajú nerovnomernú, flekatú bronzovú farbu, čo úplne kazí ich profesionálny vzhľad? Nevhodná špecifikácia a vykonanie bronzového eloxovania môže premeniť váš prémiový výrobok na nevzhľadný produkt, čo vás bude stáť tisíce na opravách a poškodí reputáciu vašej značky.
Bronzový eloxovaný hliník dosahuje svoju charakteristickú farbu prostredníctvom dvojstupňového elektrolytického procesu, pri ktorom sa kovové soli, ako je síran cínu, ukladajú do anodických pórov, čím sa vytvára odolný povrch so zvýšenou odolnosťou proti korózii a konzistentným sfarbením, ak je správne špecifikovaný.
V spoločnosti PTSMAKE pracujem s eloxovaním bronzu už viac ako 15 rokov a pomáham klientom vyhnúť sa nákladným chybám a dosiahnuť dokonalé povrchové úpravy. Táto príručka pokrýva všetko od chémie farieb až po analýzu porúch a poskytuje vám znalosti potrebné na úspešné špecifikovanie a riadenie projektov eloxovania bronzu.
Ako sa chemicky vytvára ‘bronzová’ farba počas eloxovania?
Premýšľali ste niekedy nad tým, čo je tá bohatá, odolná bronzová povrchová úprava na hliníkových dieloch? Nie je to farba. Je to sofistikovaný chemický proces.
Dvojfázové farbenie Magic
Túto krásnu farbu vytvárame pomocou dvojstupňovej elektrolytickej metódy farbenia. Tým je zaručená konzistentná a trvalá povrchová úprava.
Proces najskôr vytvorí poréznu vrstvu. Potom sa do týchto pórov nanesú kovové soli, ktoré vytvárajú farbu. Výsledkom je veľmi odolný povrch z eloxovaného hliníka v bronzovej farbe.
| Faktor | Vplyv na farbu |
|---|---|
| Doba usadzovania | Dlhší čas ztmavuje odtieň |
| Napätie | Vyššie napätie stmavuje odtieň |
Bližšie pohľad na elektrolytické farbenie
Skutočné umenie spočíva v druhom kroku. Po vytvorení čistej anodickej vrstvy vložíme hliníkovú časť do kyslej roztoku. Tento kúpeľ je naplnený kovovými soľami, zvyčajne síranom cínatým.
Potom na časť aplikujeme striedavý prúd (AC). V tomto kroku je pre konečnú farbu nevyhnutná presná kontrola.
Úloha kovových solí
Striedavé napätie vytláča drobné kovové ióny z roztoku síranu cínatého. Tieto ióny sa usadzujú hlboko na dne pórov, ktoré vznikli v prvom kroku. Nie sú povrchovou vrstvou, ale stávajú sa integrálnou súčasťou anodickej vrstvy. Preto je farba tak odolná voči opotrebeniu a UV žiareniu.
Kontrola konečného odtieňa
Dosiahnutie konkrétneho odtieňa bronzu, od svetlého šampanského po tmavý bronz, je otázkou presnosti. Tmavosť farby priamo závisí od množstva naneseného kovu.
Toto nanášanie kontrolujeme riadením času a napätia. Dlhší čas v kúpeli alebo vyššie napätie vedie k väčšiemu množstvu kovových častíc, čím vzniká tmavší povrch. Povrch dielu impedancia1 tiež zohráva kľúčovú úlohu v tom, ako rovnomerne je prúd distribuovaný.
| Ovládanie parametrov | Svetlý bronz | Stredná bronzová | Tmavá bronzová |
|---|---|---|---|
| Doba usadzovania | Krátky | Stredné | Dlhé |
| Striedavé napätie | Nízka | Stredné | Vysoká |
V našich projektoch v PTSMAKE sme tento proces kalibrovali tak, aby zabezpečoval presnú farebnú konzistenciu pri veľkých výrobných sériach.
Bronzová farba sa vytvára pomocou dvojstupňového elektrolytického procesu. Najskôr sa vytvorí počiatočná vrstva oxidu a potom sa do jej pórov presne nanesú kovové soli. Konečný odtieň sa starostlivo kontroluje úpravou napätia a doby nanášania, aby sa dosiahla trvalá povrchová úprava.
Aké sú základné vlastnosti povrchovej úpravy eloxovaného bronzu?
Bronzová eloxovaná povrchová úprava nie je len farebným doplnkom. Vytvára nový, integrálny povrch na hliníku. Tento proces výrazne zvyšuje výkonnosť materiálu. Ide o skutočné funkčné vylepšenie.
Táto ochranná vrstva je oveľa tvrdšia a odolnejšia ako surový hliník pod ňou. V minulých projektoch v PTSMAKE sme videli, ako to zlepšuje životnosť dielov.
Pozrime sa na priame porovnanie.
| Vlastníctvo | Surový hliník | Bronzový eloxovaný hliník |
|---|---|---|
| Tvrdosť | Mäkký (≈ 2,5 Mohs) | Veľmi tvrdý (≈ 9 Mohs) |
| Korózia | Náchylné | Vysoko odolné |
| Vzhľad | Matný, náchylný na škrabance | Sýta farba, odolná proti oderu |
Rozbalenie zvýšenia výkonu
Výhody bronzového eloxovaného povrchu presahujú rámec počiatočnej estetiky. Tieto vylepšené vlastnosti sú kľúčové pre komponenty v náročných prostrediach, s ktorými sa často stretávame.
Vynikajúca tvrdosť a odolnosť proti opotrebeniu
Proces eloxovania premieňa povrch hliníka na oxid hlinitý. Táto vrstva je neuveriteľne tvrdá a svojou tvrdosťou sa blíži k tvrdosti diamantu na Mohsovej stupnici.
Vďaka tomu je povrch vysoko odolný voči poškriabaniu a oderu. Je to obrovská výhoda oproti surovému hliníku, ktorý je pomerne mäkký a ľahko sa poškodí. Táto odolnosť je kľúčová pre funkčné časti.
Environmentálna odolnosť
Odolnosť proti korózii je výrazne zlepšená. V našich testoch bronzové eloxované hliníkové diely vydržali stovky hodín testovania soľným sprejom bez poškodenia. Surový hliník by za podobných podmienok rýchlo zlyhal.
Bronzová farba je tiež vysoko odolná voči UV žiareniu. Farba je zakomponovaná do poréznej oxidovej vrstvy, čím sa zabraňuje vyblednutiu a kredenciu, ktoré sa vyskytujú u farieb. To zaručuje dlhotrvajúci, konzistentný vzhľad pri vonkajšom použití.
Unikátne elektrické vlastnosti
Vrstva oxidu hlinitého je vynikajúci elektrický izolant. Táto vlastnosť, známa ako vysoká dielektrická pevnosť2, je nevyhnutná pre elektronické skrine. Zabraňuje náhodným skratom medzi skriňou a vnútornými komponentmi. Táto ochranná funkcia je hlavným dôvodom, prečo zákazníci špecifikujú povrchovú úpravu z bronzového eloxovaného hliníka pre svoje elektronické výrobky.
Bronzová eloxovaná povrchová úprava transformuje hliník, čím sa stáva mimoriadne tvrdým, odolným a odolným voči korózii a UV žiareniu. Vďaka svojim vynikajúcim elektrickým izolačným vlastnostiam je tiež najlepšou voľbou na ochranu citlivej elektroniky a ponúka spoľahlivé a dlhotrvajúce riešenie.
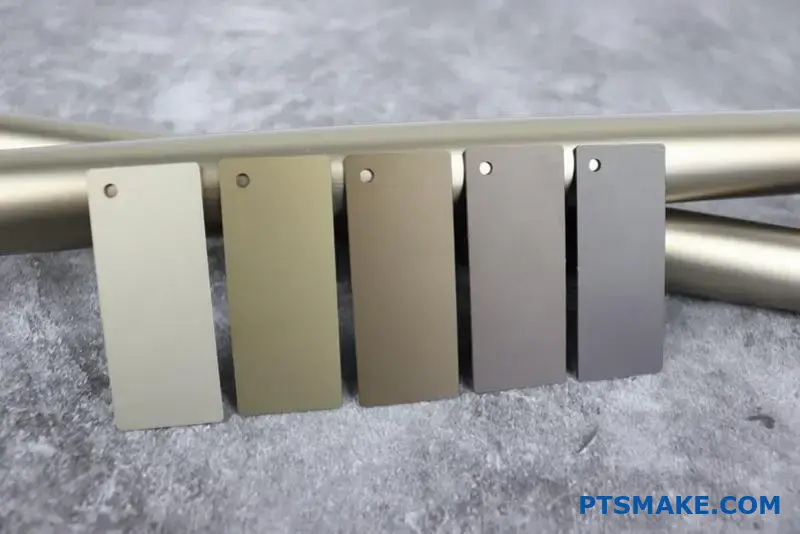
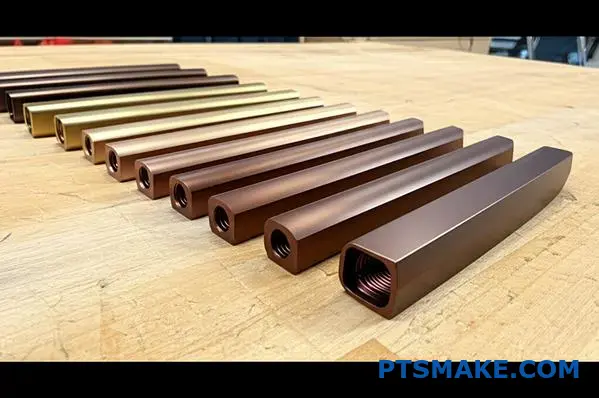
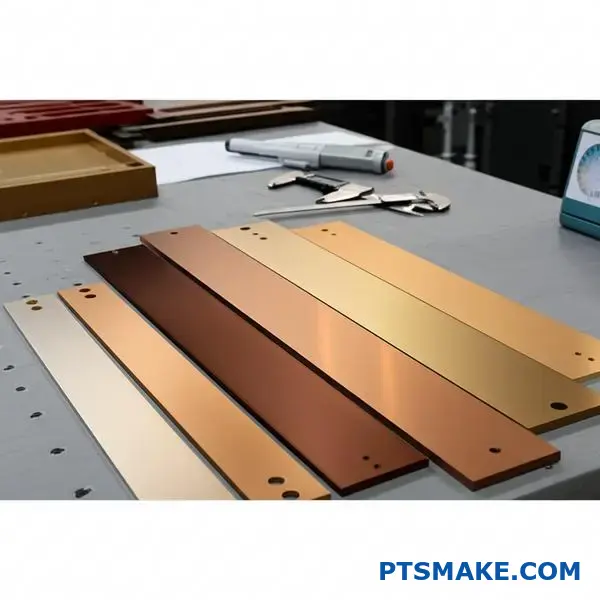
Aké je celé spektrum dostupných odtieňov eloxovaného bronzu?
Kategorizácia palety bronzových eloxovaných farieb
Bronzové eloxovanie ponúka bohatú škálu farieb, nie len jednu farbu. Odtiene sa pohybujú od svetlej šampanskej až po tmavú, takmer čiernu. Táto variabilita umožňuje značnú flexibilitu pri dizajne.
Tieto povrchové úpravy sú zvyčajne kategorizované pre väčšiu prehľadnosť. V spoločnosti PTSMAKE často spolupracujeme s klientmi pri výbere ideálneho odtieňa pre ich projekt. Prvým krokom je pochopenie týchto bežných kategórií.
| Kategória odtieňov | Všeobecný popis | Typická aplikácia |
|---|---|---|
| Svetlý bronz | Šampanské, svetlo zlatý odtieň | Architektonické obklady, spotrebná elektronika |
| Stredná bronzová | Klasický, teplý hnedý odtieň | Okná, dekoratívne panely |
| Tmavá bronzová | Hlboká čokoládová hnedá | Špičkové svietidlá, značenie |
| Socha z bronzu | Takmer čierna, veľmi tmavá | Monumentálne a umelecké diela |
Ako dosahujeme konkrétne odtiene
Dosiahnutie konkrétneho odtieňa bronzu je presná veda. Nejde len o ponorenie hliníka do nádrže. Kontrolujeme niekoľko kľúčových premenných procesu, aby sme dosiahli konzistentné, opakované výsledky pre každú šaržu.
Špecifikácia a kontrola
Klienti špecifikujú odtieň pomocou kontrolných vzoriek alebo priemyselných farebných kódov. Našou úlohou je preložiť tento cieľ do presného výrobného receptu. Tým sa zabezpečí, že bronzové eloxované hliníkové diely budú dokonale ladieť.
Kľúčom je riadenie samotného procesu eloxovania. Farba pochádza z anorganických solí usadených v póroch vrstvy oxidu hlinitého. Množstvo a rozloženie týchto usadenín určuje konečný odtieň.
Kľúčové premenné procesu
Hĺbku a konzistenciu konečnej farby ovplyvňujú tri hlavné faktory. Na základe našich testov aj malé zmeny môžu ovplyvniť výsledok. Starostlivo sledujeme dobu ponorenia vo farbiacej nádrži, elektrické prúdová hustota3, a chemická koncentrácia farbivového roztoku.
Dlhšie doby ponorenia a vyššie hustoty prúdu zvyčajne vedú k tmavším odtieňom.
| Premenná procesu | Vplyv na odtieň | Naša metóda kontroly |
|---|---|---|
| Čas ponorenia | Dlhší čas = tmavšia farba | Automatické časovače a riadenie procesov |
| Hustota prúdu | Vyššia hustota = hlbšia farba | Presné monitorovanie napájania |
| Chémia roztokov | Koncentrácia ovplyvňuje sýtosť farieb | Pravidelné chemické analýzy a úpravy |
Vďaka zvládnutiu týchto premenných dodávame presne taký odtieň bronzu, aký ste si predstavovali.
Kľúčové je pochopiť spektrum bronzu a premenné procesu. To umožňuje presné zladenie farieb. Tým sa zaručí, že vaše finálne diely spĺňajú presné estetické a funkčné požiadavky, od prototypu až po výrobu.
Ako sú bronzové eloxované povrchy klasifikované podľa priemyselných noriem?
Pri orientácii v oblasti povrchových úprav z eloxovaného bronzu je potrebné porozumieť kľúčovým normám. Nie sú to len pravidlá, ale spoločný jazyk kvality. Zabezpečujú, aby všetci, od dizajnéra po výrobcu, boli na jednej vlne.
Hlavné normalizačné orgány stanovujú referenčné hodnoty. Každý z nich má iné zameranie. To určuje výkonnosť a vzhľad konečného produktu.
Kľúčové normalizačné organizácie
- AAMA: Predovšetkým pre architektonické aplikácie.
- Qualanod: Európska norma kvality.
- MIL-A-8625: Prísna vojenská špecifikácia USA.
Pozrime sa na ich hlavné použitie.
| Štandard | Primárne zameranie | Geografická oblasť |
|---|---|---|
| AAMA | Architektonický hliník | Severná Amerika |
| Qualanod | Architektonická kvalita | Európa |
| MIL-A-8625 | Vojenské a obranné | Spojené štáty americké |
Porozumenie týchto rozdielov je prvým krokom. Pomáha pri výbere správneho povrchového úpravy pre potreby vášho projektu.

AAMA: Architektonický benchmark
Pre architektonické projekty sú nevyhnutné normy Americkej asociácie výrobcov architektonických prvkov (AAMA). Najrelevantnejšou špecifikáciou je AAMA 611. Opisuje vlastnosti eloxovaného hliníka.
Táto norma definuje dve triedy. Trieda I má hrubšiu anodickú vrstvu (0,7 mil alebo 18 mikrónov). Trieda II má tenšiu vrstvu (0,4 mil alebo 10 mikrónov). Pre vonkajší bronzový eloxovaný hliník je trieda I nevyhnutná pre dosiahnutie trvácnosti.
Qualanod: Európsky znak kvality
V Európe poskytuje Qualanod značku kvality pre eloxovanie. Ide o komplexný systém, ktorý zahŕňa kontrolu procesov, zariadenia a testovanie konečných výrobkov.
Qualanod zaručuje konzistentnú kvalitu naprieč rôznymi anodizérmi. To je kľúčové pre veľké projekty s viacerými dodávateľmi. Špecifikuje hrúbku povlaku, kvalitu tesnenia a odolnosť proti oderu. V spoločnosti PTSMAKE často odkazujeme na Qualanod pre klientov s projektmi na európskom trhu, čím zabezpečujeme súlad a kvalitu. Pomáha definovať očakávanú životnosť povrchovej úpravy, čo je kľúčový faktor pri materiáloch. tribológia4.
MIL-A-8625: Vojenská norma
Najnáročnejšou normou je norma MIL-A-8625 amerických ozbrojených síl. Týka sa eloxovania pre obranné a letecké aplikácie.
Špecifikuje dva hlavné typy: typ I (kyselina chrómová) a typ II (kyselina sírová). Bronzové povrchové úpravy patria do typu II. Táto norma má tiež dve triedy: trieda 1 (nefarbená) a trieda 2 (farbená). Pre bronz sa používa trieda 2 s prísnymi požiadavkami na jednotnosť farby a odolnosť proti korózii.
| Špecifikácia | Kľúčová požiadavka | Typická aplikácia |
|---|---|---|
| AAMA 611 trieda I | hrúbka ≥18 µm | Exteriérová architektúra |
| Qualanod AA 20 | Priemerná hrúbka 20 µm | Architektúra s vysokou odolnosťou proti opotrebeniu |
| MIL-A-8625 typ II | Odolnosť proti korózii a opotrebovaniu | Letecký priemysel, obranné súčiastky |
Výber správnej normy je veľmi dôležitý. Priamo ovplyvňuje životnosť, vzhľad a cenu vašej súčiastky.
AAMA, Qualanod a MIL-A-8625 ponúkajú odlišné rámce pre klasifikáciu bronzových eloxovaných povrchov. Každá norma zaručuje kvalitu a výkon prispôsobený konkrétnym aplikáciám, od architektonických exteriérov až po náročné vojenské komponenty, a usmerňuje výber a spracovanie materiálov.
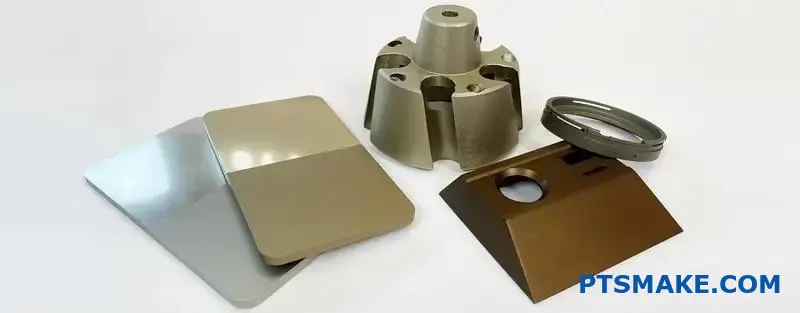
Aké sú bežné povrchové textúry kombinované s eloxovaním bronzu?
Pred nanesením bronzového eloxovania je kľúčová povrchová štruktúra dielu. Táto predmechanická úprava určuje konečný vzhľad. Ovplyvňuje, ako sa svetlo odráža od povrchu.
Predstavte si to ako plátno pre farbu.
Leštený povrch
Kefovaná povrchová úprava vytvára jemné, paralelných línie. To dodáva bronzu saténový, kovový lesk. Je skvelý na zakrytie drobných nedokonalostí.
Leštený povrch
Leštenie vytvára zrkadlový, odrazový povrch. Pri eloxovanom bronze to vedie k hlbokej, sýtej farbe. Vysoký lesk dáva dielu výrazný vzhľad.
Povrchová úprava tryskaním guľôčkami
Tryskanie guľôčkami vytvára jednotnú, matnú, nesmerovú textúru. V prípade bronzového eloxovaného hliníka to vytvára jemný, nereflektívny povrch. Má moderný, tlmený vzhľad.
Tu je rýchle porovnanie:
| Typ povrchovej úpravy | Vizuálny efekt | Bežný prípad použitia |
|---|---|---|
| Brúsené | Lineárny, saténový lesk | Architektonické panely, spotrebiče |
| Leštený | Zrkadlový, vysoký lesk | Dekoratívne obklady, luxusný tovar |
| Tryskané | Matný, nereflektujúci | Elektronické skrine, high-tech súčiastky |
Táto počiatočná textúra je kľúčovým rozhodnutím. Úplne mení charakter bronzovej eloxovanej časti.

Interakcia medzi textúrou a svetlom je miestom, kde sa deje mágia. Nejde len o farbu, ale o to, ako je táto farba vnímaná. Napríklad leštený povrch vytvára silný zrkadlový odraz5, vďaka čomu bronzová farba pôsobí v určitých uhloch tmavšie a sýtejšie.
Naopak, textúra vytvorená tryskáním guľôčkami rozptyľuje svetlo. Výsledkom je veľmi konzistentná farba zo všetkých uhlov pohľadu. Bronz pôsobí mäkšie a teplejšie, bez ostrého oslnenia. Je to voľba, ktorú v PTSMAKE často odporúčame pre komponenty používateľského rozhrania, aby sa znížilo namáhanie očí.
Saténový povrch
Saténový povrch je kompromisom. Je menej odrazový ako leštený, ale hladší ako brúsený. Dodáva bronzu sofistikovaný, matný lesk, ktorý je na dotyk príjemný. Poskytuje vyváženú estetiku.
Výber správnej textúry je kľúčovým krokom pri navrhovaní produktu. Podľa našich skúseností je konečné použitie rozhodujúcim faktorom pri výbere. Spotrebná elektronika môže využívať tryskacie čistenie pre dosiahnutie čistého, moderného vzhľadu. Vysokokvalitné architektonické obklady často využívajú kefované povrchové úpravy pre dosiahnutie klasickej elegancie.
Na základe našich testov s klientmi sme zistili, že textúra môže jemne zmeniť vnímaný odtieň bronzového eloxovania.
| Dokončenie | Interakcia svetla | Vnímaný bronzový odtieň | Skryje odtlačky prstov |
|---|---|---|---|
| Leštený | Vysoko odrazový, ostrý | Hlboká, tmavá, bohatá | Chudobný |
| Brúsené | Smerové odrazovanie | Závisí od uhla dopadu svetla | Dobrý |
| Satén | Jemný, rozptýlený lesk | Rovnomerný, jemný lesk | Veľmi dobré |
| Tryskané | Vysoko difúzne, matné | Mäkké, rovnomerné, ľahké | Vynikajúce |
Táto voľba ovplyvňuje nielen estetiku, ale aj funkčné aspekty, ako je odolnosť proti poškriabaniu a viditeľnosť odtlačkov prstov.
Mechanické predúpravy, ako je kefovanie, leštenie a tryskacie čistenie, zásadným spôsobom menia konečný vzhľad bronzových eloxovaných dielov. Každá textúra interaguje so svetlom jedinečným spôsobom, čo ovplyvňuje hĺbku farby a lesk. Táto voľba je kľúčovým dizajnovým faktorom z hľadiska estetiky aj funkčnosti.
Ako sa objektívne stanovuje a meria konzistentnosť farieb?
Ako prekonať pocit, že "vyzerá to správne"? Subjektívne kontroly nie sú spoľahlivé. Pre skutočnú presnosť potrebujeme čísla.
Tu prichádza na rad objektívne meranie farieb. Využívajú sa pri tom vedecké systémy na definovanie a overovanie farieb.
Farebný priestor CIELAB
Používame systém CIELAB alebo Lab*. Každú farbu mapuje pomocou troch hodnôt. To poskytuje univerzálny jazyk pre špecifikáciu farieb.
Definovanie tolerancií pomocou Delta E (ΔE)
Delta E (ΔE) meria "vzdialenosť" medzi dvoma farbami. Nízka hodnota ΔE znamená, že farby sú veľmi podobné. To je kľúčové pre konzistentnosť.
| Metóda merania | Popis | Výhoda |
|---|---|---|
| Vizuálna kontrola | Spolieha sa na ľudské oko a štandardné osvetlenie. | Rýchle a jednoduché pre počiatočné kontroly. |
| CIELAB a ΔE | Používa spektrofotometer pre Lab* údaje. | Kvantitatívne, opakovateľné a objektívne. |
Tento systém zaručuje, že všetky diely dokonale pasujú.

Spoliehať sa len na ľudské oko je recept na nekonzistentnosť. Dvaja ľudia môžu pozerať na tú istú časť a vidieť odlišný odtieň. To platí najmä v prípade zložitých povrchových úprav. Napríklad séria bronzový eloxovaný hliník diely sa môžu mierne líšiť.
Tieto odchýlky môžu byť pre oko neviditeľné, ale môžu byť významné. Farebný priestor CIELAB rieši tento problém priradením presných súradníc každej farbe.
Porozumenie Lab* Hodnoty
Systém pracuje s tromi osami:
- **L***: Predstavuje svetlosť, od 0 (čierna) do 100 (biela).
- **a***: Predstavuje červeno-zelenú os.
- **b***: Predstavuje žlto-modrú os.
Pomocou zariadenia nazývaného spektrofotometer6, meriame tieto hodnoty z hlavnej vzorky. Tá sa stáva našim štandardom. Následne definujeme prijateľnú toleranciu Delta E (ΔE). Ide o maximálny prípustný rozdiel farieb.
Pre každú výrobnú časť meriame jej LaHodnoty b*. Vypočítame ΔE medzi ňou a referenčnou vzorkou. Ak je v rámci tolerancie, prejde. Je to také jednoduché a presné.
| Hodnota Delta E (ΔE) | Percepčná interpretácia | Typický prípad použitia |
|---|---|---|
| < 1.0 | Neviditeľné ľudským okom | Špičkové automobilové panely |
| 1.0 - 2.0 | Vnímané prostredníctvom dôkladného pozorovania | Puzdro pre spotrebnú elektroniku |
| 2,0 – 3,5 | Viditeľné na prvý pohľad | Všeobecné priemyselné diely |
Tento prístup založený na údajoch eliminuje všetky dohady.
Objektívne meranie farieb využíva systém CIELAB a tolerancie Delta E. Táto metóda nahrádza subjektívny názor presnými údajmi, čím zabezpečuje, že každý diel, ktorý vyrábame v spoločnosti PTSMAKE, spĺňa vaše presné špecifikácie farieb a zaručuje konzistentnosť v celom výrobnom cykle.
Ako môžete kontrolovať konzistenciu farieb v rámci veľkého projektu?
Kľúčové je prejsť od teórie k praxi. Na skutočné riadenie farieb potrebujete konkrétne kontrolné mechanizmy. Ide o stanovenie jasných fyzických referenčných hodnôt, ktoré neponechávajú priestor na interpretáciu.
Tento prístup zabraňuje subjektívnym argumentom. Vytvára spoločnú fyzickú realitu pre vás, váš tím a nás v PTSMAKE. Tu sú metódy, na ktoré sa spoliehame.
Vytvorte hlavné farebné štandardy
Najskôr vytvoríme "vzorový" vzor. Ide o jeden dokonalý kus, ktorý definuje cieľovú farbu. Všetky budúce diely sa porovnávajú s týmto jediným štandardom.
Definícia vizuálneho dosahu
Ďalej sa dohodneme na prijateľnom rozsahu. Vytvoríme vzorky, ktoré ukazujú najsvetlejšie a najtmavšie prijateľné odtiene. To je kľúčové pre povrchové úpravy, ako je bronzový eloxovaný hliník.
Správa výrobných sérií
Nakoniec kontrolujeme výrobné šarže. Pokiaľ je to možné, požadujeme diely z tej istej výrobnej šarže. Tým sa minimalizujú premenné v procesoch, ako je eloxovanie alebo lakovanie.
| Metóda | Primárny cieľ | Najlepšie pre |
|---|---|---|
| Majstrovský štandard | Nastaví jediný ideálny farebný cieľ | Požiadavky na vysokú presnosť farieb |
| Vizuálny rozsah | Definuje prijateľné limity svetla/tmy | Povrchová úprava s prirodzenými odchýlkami |
| Hromadné ovládanie | Minimalizuje zmeny súvisiace s procesom | Veľkosériová výroba |

Kontrola farieb nie je tak veľmi otázkou softvéru, ako skôr fyzickej disciplíny. Vyžaduje si jasnú komunikáciu a dohodu ešte predtým, ako sa prvá časť dostane do sériovej výroby.
Úloha fyzických vzoriek
Digitálny farebný kód je skvelý začiatok. Nemôže však zachytiť efekt textúry, lesku alebo materiálu. Fyzický referenčný štandard je nevyhnutný.
V minulých projektoch v PTSMAKE sme videli, ako jediná schválená vzorka ušetrí týždne diskusií. Stáva sa konečným zdrojom pravdy pre všetkých zúčastnených.
Pri materiáloch, ako je bronzový eloxovaný hliník, sa vnímaná farba mení v závislosti od osvetlenia a uhla pohľadu. Preto je tak dôležité definovať prijateľný vizuálny rozsah pomocou fyzických vzoriek.
Stanovenie vzorky "svetlého limitu" a "tmavého limitu". Každá výrobná časť musí spadať medzi tieto dva fyzické referenčné body. Tým sa odstraňuje subjektivita z kontroly kvality. Ide o jednoduchý test úspešnosti alebo neúspešnosti.
Dôležitosť dávkovania
Konzistentnosť farieb je tiež spojená so stabilitou procesu. Pri eloxovaní môžu faktory ako teplota a koncentrácia chemických látok spôsobiť mierne odchýlky medzi jednotlivými šaržami.
Preto často odporúčame vyrábať všetky diely pre jednu montážnu jednotku z rovnakej šarže materiálu a eloxovať ich v jednej dávke. Tým sa minimalizuje riziko viditeľných rozdielov pri montáži komponentov vedľa seba. Neznáme zmeny farby z vyčerpanie eloxovacej kúpeľa7 sú menej viditeľné, ak sa všetky časti posúvajú spoločne. Na základe našich testov je to najúčinnejší spôsob, ako zabezpečiť jednotný vzhľad konečného produktu.
Efektívne riadenie farieb sa opiera o hlavné štandardy, jasné vzorky vizuálneho rozsahu a inteligentnú kontrolu dávok. Tieto praktické kroky eliminujú dohady a zabezpečujú, že konečný produkt spĺňa vaše presné vizuálne špecifikácie.
Ako navrhujete diely, aby ste sa vyhli bežným chybám pri eloxovaní?
Inteligentný dizajn je vašou prvou obrannou líniou. Zabraňuje najčastejším chybám pri eloxovaní ešte skôr, ako k nim dôjde. To je základný princíp dizajnu pre výrobu (DFM).
Jednoduché zmeny môžu mať obrovský vplyv. Vďaka vopred naplánovaným krokom dosiahnete bezchybný výsledok.
Kľúčové aspekty návrhu
Vašu pozornosť si vyžadujú tri oblasti:
- Odvodnenie pre chemikálie
- Zaoblené rohy a hrany
- Umiestnenie kontaktných bodov
Tieto malé detaily šetria čas a peniaze.
DFM pre eloxovanie
Dobre navrhnutá súčasť sa hladko pohybuje cez eloxovaciu linku. To znižuje manuálnu prácu a znižuje riziko defektov.
| Problémová oblasť | Dizajnové riešenie | Zabránenie poruche |
|---|---|---|
| Uväznená kvapalina | Pridajte odtokové otvory | Chemické škvrny a šmuhy |
| Ostré rohy | Používajte veľkorysé polomery | Spálené a holé miesta |
| Viditeľné znaky | Určite body upevnenia regálu | Kontaktné stopy na kozmetických povrchoch |

Pri návrhu je dôležité zohľadniť proces eloxovania. Nie je to len povrchová úprava, ale elektrochemický proces. Každá časť vášho dielu interaguje s chemickými kúpeľmi a elektrickým prúdom.
Polomery nad ostrými rohmi
Ostré vnútorné rohy sú častým zdrojom problémov. Môžu zachytávať kyselinu, čo vedie k vzniku šmúh po utesnení. Ostré vonkajšie rohy môžu tiež spôsobiť problémy.
Elektrický prúd sa koncentruje na ostrých vonkajších hranách. To môže spôsobiť "spálenie", príliš hrubú a krehkú vrstvu oxidu. Použitím veľkých polomerov, odporúčame minimálne 0,5 mm, zabezpečíte rovnomerný tok prúdu. To je obzvlášť dôležité pre jednotný vzhľad, napríklad na bronzový eloxovaný hliník časť.
Dôležitosť odvodnenia
Slepé otvory a hlboké vrecká sú ako poháre. Zachytávajú čistiace roztoky a kyseliny. Keď sa diel presunie do ďalšej nádrže, tieto zachytené tekutiny vytečú a spôsobia škvrny.
Pridaním malých, dobre umiestnených odtokových otvorov umožníte odtok tekutín. Tento jednoduchý krok eliminuje prenášanie chemikálií, čo je hlavná príčina odmietnutia kozmetických výrobkov.
Kontrola bodov regálov
Každá časť musí byť upevnená na stojane, aby mohla prijímať elektrický prúd. Tieto kontaktné body nebudú eloxované, čím zostanú malé holé miesta. Vždy by ste mali špecifikovať, kde môžu byť tieto upevňovacie body umiestnené.
Umiestnením na nekritické povrchy sa tieto stopy skryjú. Ignorovanie tohto faktu môže viesť k Efekt Faradayovej klietky8 v niektorých prípadoch spôsobuje nerovnomerné nanesenie náteru. V spoločnosti PTSMAKE s vami spolupracujeme, aby sme už v rannej fáze návrhu určili najlepšie umiestnenie regálov.
| Usmernenie | Prečo je to dôležité | Najlepšia prax |
|---|---|---|
| Veľkorysé polomery | Zabezpečuje rovnomernú hustotu prúdu a zabraňuje zachytávaniu kyseliny. | Minimálny polomer 0,5 mm na všetkých rohoch. |
| Odvodňovacie otvory | Zabraňuje chemickému vytekaniu a škvrnám. | Pridajte malé otvory do vreciek a slepých otvorov. |
| Špecifikované regály | Skryje holé miesta na nekosmetických povrchoch. | Na výkresoch označte prijateľné kontaktné body. |
Efektívne DFM pre eloxovanie zahŕňa jednoduché, ale kritické kroky. Pridaním polomerov, plánovaním odvodnenia a špecifikovaním bodov upevnenia sa zabráni najčastejším chybám. Tým sa zabezpečí konzistentná, vysokokvalitná povrchová úprava a zároveň sa minimalizujú oneskorenia výroby a náklady.
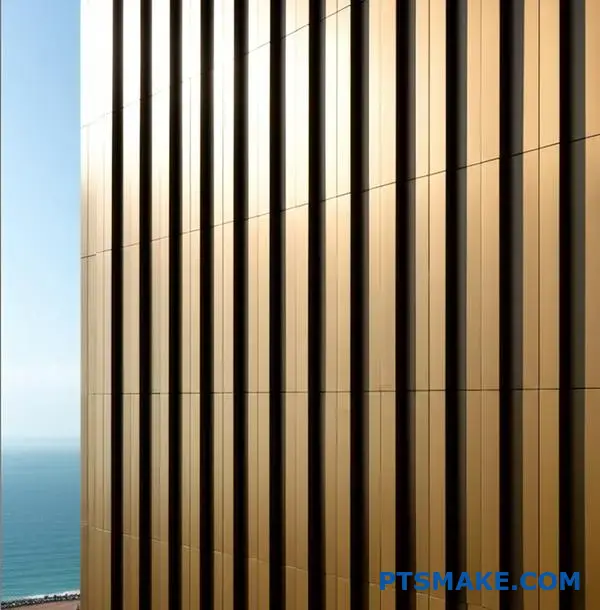
Prípadová štúdia: Špecifikácia povrchovej úpravy fasády pobrežnej výškovej budovy.
Pobrežné projekty predstavujú jedinečné výzvy. Kombinácia slanej hmly, vysokej expozície UV žiareniu a dažďa poháňaného vetrom neúprosne pôsobí na stavebné materiály.
Výber správnej povrchovej úpravy nie je len estetickým rozhodnutím. Je kľúčový pre dlhodobú funkčnosť a odolnosť. Rozložme si špecifikácie úspešnej fasády výškového domu.
Kľúčové environmentálne faktory
Prostredie určuje náš výber materiálov. Každý faktor vyžaduje špecifické opatrenia v špecifikácii povrchovej úpravy.
| Faktor | Primárny vplyv | Špecifikácia odpovede |
|---|---|---|
| Soľný sprej | Korózia a vrypy | Hrubá anodická vrstva |
| Vysoké UV žiarenie | Vyblednutie farieb | Stabilné pigmenty |
| Dážď poháňaný vetrom | Vniknutie vody | Vysoko výkonné tesnenie |
Naším cieľom bol systém, ktorý by fungoval desaťročia.
Odôvodnenie špecifikácie
V minulých projektoch v PTSMAKE sme videli, ako jedna nesprávna voľba môže ohroziť celú fasádu. Každý detail je dôležitý, od základnej zliatiny až po konečné tesnenie. Takto sme vytvorili robustnú špecifikáciu pre toto náročné prostredie.
Základný materiál: plech zo zliatiny 5005
Začali sme s hliníkovou zliatinou 5005. Kým iné zliatiny, ako napríklad 6061, ponúkajú väčšiu konštrukčnú pevnosť, zliatina 5005 poskytuje oveľa kvalitnejší povrch pre eloxovanie. Zaisťuje jednotný, vizuálne konzistentný vzhľad, čo je dôležité pre veľké architektonické povrchy.
Povrchová úprava: AAMA 611 trieda I
Základom ochrany je samotné eloxovanie. Špecifikovali sme architektonickú povrchovú úpravu AAMA 611 triedy I. Tá vyžaduje minimálnu hrúbku 0,7 mil (18 mikrónov). Táto hrubšia Anodická oxidová vrstva9 vytvára silnú bariéru. Je nevyhnutná na ochranu pred koróziou spôsobenou soľami prítomnými vo vzduchu.
Farba a tesnenie
Špecifikovaná tmavá bronzová farba poskytuje vynikajúcu odolnosť voči UV žiareniu. Anorganické pigmenty použité na bronzovo eloxovaný hliník sú vysoko odolné voči vyblednutiu.
Nakoniec, vysokovýkonné tesnenie je nevyhnutné. Uzavrie prirodzené póry v eloxovanej vrstve a zabráni tak prenikaniu korozívnych látok do povrchu.
| Komponent | Špecifikácia | Odôvodnenie využitia pobrežia |
|---|---|---|
| Zliatina | 5005 Hliníkový plech | Vynikajúca rovnomernosť pri eloxovaní. |
| Dokončenie | AAMA 611 trieda I | Hrúbka ≥0,7 mil pre odolnosť proti korózii. |
| Farba | Tmavá bronzová | Vynikajúca odolnosť voči UV žiareniu a zachovanie farieb. |
| Tesnenie | Vysoko výkonné | Zabraňuje absorpcii soli a znečisťujúcich látok. |
Tento kompletný systém spolupracuje na ochrane fasády.
Táto prípadová štúdia ukazuje, že trvanlivá pobrežná fasáda závisí od synergického systému. Zliatina, trieda eloxovania, farba a tesnenie musia byť špeciálne zvolené tak, aby odolávali soli, UV žiareniu a vlhkosti a zabezpečili tak dlhodobú integritu a vzhľad.
Ako by ste riešili spor medzi stranami týkajúci sa nezhody v farbe?
Keď vznikne spor týkajúci sa farby, je potrebné odstrániť subjektivitu. Cieľom je spoliehať sa na objektívne údaje, nie na názory. To je jediná cesta k spravodlivému riešeniu.
Používame jasný proces založený na údajoch. Je to obzvlášť užitočné pri povrchových úpravách, ako je bronzový eloxovaný hliník, kde vzhľad môže byť subjektívny.
Rámec uznesení
Proces zahŕňa porovnanie výrobných dielov s hlavnou vzorkou. Na získanie presných údajov o farbe používame spektrofotometer. Výsledky sú jasné a číselné.
| Krok | Akcia | Výsledok |
|---|---|---|
| 1 | Načítanie hlavnej vzorky | Stanovuje dohodnutý farebný štandard. |
| 2 | Vyberte výrobné diely | Zbiera vzorky zo sporných šarží. |
| 3 | Meranie spektrofotometrom | Získava objektívny cieľ Lab* hodnoty farieb. |
| 4 | Porovnajte hodnoty ΔE | Kvantifikuje rozdiel oproti tolerancii. |
Táto metóda premení nezhodu na jednoduchú kontrolu údajov.
Od názoru k objektívnemu faktu
Základom pre riešenie akéhokoľvek sporu týkajúceho sa farieb je počiatočná dohoda. Pred výrobou sa obe strany musia dohodnúť na farebnom vzorníku a tolerancii Delta E (ΔE). Toto číslo definuje maximálnu prípustnú odchýlku farieb.
Keď dôjde k sporu, použijeme naše nástroje. Vezmeme uchovanú vzorku a niekoľko výrobných dielov. Potom ich zmeriame za kontrolovaných svetelných podmienok. To je kľúčové pre dosiahnutie konzistentných výsledkov.
Rozhodovanie na základe údajov
Spektrofotometer "nevidí" farbu tak ako ľudské oko. Meria spektrálne údaje povrchu, aby vygeneroval presné súradnice. Tieto súradnice existujú v rámci Farebný priestor CIELAB10, trojrozmerný model farby.
Tento proces vypočíta hodnotu ΔE. Ide o jedno číslo, ktoré predstavuje rozdiel medzi farbou vzorky a farbou vzorového vzorku. V prípade série bronzových eloxovaných hliníkových dielov sú výsledky jednoznačné.
Porovnanie merania vzoriek
| ID vzorky | Majster Lab* | Časť Lab* | Hodnota ΔE | V špecifikácii (tolerancia < 2,0) |
|---|---|---|---|---|
| Časť 001 | 55, 10, 25 | 55.2, 10.5, 25.1 | 0.55 | Áno |
| Časť 002 | 55, 10, 25 | 54.1, 11.5, 26.0 | 2.02 | Nie |
| Časť 003 | 55, 10, 25 | 55.5, 9.8, 24.5 | 0.73 | Áno |
Rozhodujú za nás údaje. Ak je hodnota ΔE v rámci dohodnutej tolerancie, diel je vyhovujúci. Ak je mimo tolerancie, je nevyhovujúci. Nie je tu priestor na diskusiu. To je profesionálny štandard, ktorý dodržiavame v spoločnosti PTSMAKE.
Na vyriešenie nesúladu farieb je potrebné prejsť od subjektívnych názorov k objektívnym faktom. Použitie spektrofotometra na porovnanie výrobných dielov s referenčnou vzorkou poskytuje jasné hodnoty ΔE. Tento prístup založený na údajoch zaručuje spravodlivý a nesporný záver na základe vopred dohodnutých noriem.
Kedy nie je eloxovanie bronzom správnou voľbou povrchovej úpravy?
Bronzové eloxovanie ponúka odolný a krásny povrch. Nie je to však univerzálne riešenie pre každý projekt. Správna voľba závisí výlučne od konečného použitia vášho produktu.
Niekedy sú jednoducho vhodnejšie iné procesy povrchovej úpravy.
Kľúčové faktory rozhodovania
Farba a estetika
Ak potrebujete konkrétnu farbu, ktorá nie je kovová, napríklad jasne červenú alebo modrú, eloxovanie nebude fungovať. Tento proces je obmedzený na konkrétnu škálu farieb.
Odolnosť voči životnému prostrediu
V prípade častí vystavených pôsobeniu extrémnych chemikálií alebo kyselín môže byť štandardné eloxovanie nedostatočnou ochranou. Môže byť potrebný odolnejší povlak.
Montáž po dokončení
Plánujete zvárať diely po ich dokončení? Eloxovanie vytvára izolačnú vrstvu, ktorá výrazne sťažuje zváranie.
Tu je rýchly sprievodca, ktorý vám pomôže sa rozhodnúť.
| Scenár | Bronzové eloxovanie | Lepšia alternatíva |
|---|---|---|
| Potrebuje jasnú, nekovovú farbu | Nie | Práškové lakovanie |
| Extrémna expozícia chemikáliám | Nie | Povlak PVDF |
| Zváranie po dokončení | Nie | Dokončenie po zváraní |

Hoci bronzovo eloxovaný hliník je skvelou voľbou pre mnohé aplikácie, je dôležité poznať jeho obmedzenia. V spoločnosti PTSMAKE pomáhame klientom pri rozhodovaní, aby sa vyhli nákladným chybám. Pozrime sa, kedy je alternatívna povrchová úprava lepšia.
Bližší pohľad na alternatívne povrchové úpravy
Keď je farebná paleta prioritou
Práškové lakovanie je najlepšou voľbou, pokiaľ ide o široký výber farieb. Používa sa suchý prášok nanášaný elektrostaticky. Tento proces ponúka tisíce farieb, textúr a úrovní lesku. Poskytuje hrubú, odolnú povrchovú úpravu, ktorá je odolnejšia voči odlupovaniu ako tekutá farba.
Pre prostredia s agresívnymi chemikáliami
Keď musí diel odolávať agresívnym chemikáliám, rozpúšťadlám alebo extrémnemu UV žiareniu, je PVDF povlak najlepšou voľbou. Jeho fluoropolymér11 základ ponúka výnimočnú chemickú inertnosť. V minulých projektoch s klientmi v chemickom priemysle sme zistili, že PVDF povlaky výrazne prevyšujú eloxovanie z hľadiska dlhodobej stability a ochrany.
Dokončovanie zvárania
Eloxovanie vytvára tvrdú, nevodivú vrstvu oxidu hlinitého. Táto vrstva sa musí pred zváraním odstrániť brúsením, čo znamená ďalší krok a riziko poškodenia dielu. Omnoho efektívnejšie je vykonať všetky zváracie práce na surovom hliníku a až potom naniesť povrchovú úpravu.
V tejto tabuľke sú uvedené podrobnejšie informácie.
| Funkcia | Bronzové eloxovanie | Práškové lakovanie | Povlak PVDF |
|---|---|---|---|
| Možnosti farieb | Obmedzený rozsah kovov | Takmer neobmedzené | Dobrý dosah, nie tak veľký ako práškový náter |
| Chemická odolnosť | Dobrý | Mierne | Vynikajúce |
| Odolnosť voči UV žiareniu | Veľmi dobré | Dobrý | Vynikajúce |
| Zvariteľnosť | Zlý (musí byť odstránený) | Zlý (musí byť odstránený) | Zlý (musí byť odstránený) |
| Najlepšie pre | Odolnosť, kovový vzhľad | Prispôsobenie farieb | Extrémne prostredia |
Výber správnej povrchovej úpravy nie je len otázkou vzhľadu, ale aj výkonu a efektívnosti výroby. Zohľadnite celý životný cyklus vašej súčiastky. Bronzové eloxovanie má svoje opodstatnenie, ale niekedy sú alternatívy ako práškové lakovanie alebo PVDF rozumnejším technickým a obchodným rozhodnutím.
Analyzujte poruchu: Prečo bronzová povrchová úprava vybledla za 5 rokov?
Klient nám ukázal vyblednutú bronzovú eloxovanú hliníkovú súčasť. Po piatich rokoch používania vonku vyzerala hrozne. Bol to klasický prípad zlyhania.
Rozložme si pravdepodobných vinníkov. Na základe našej analýzy môžeme zúžiť okruh podozrivých na troch hlavných.
Každý z nich predstavuje kritický krok v procese eloxovania. Akýkoľvek omyl v niektorom z nich vedie k tomuto druhu zlyhania.
| Potenciálna príčina | Popis |
|---|---|
| Trieda povrchovej úpravy | Trieda II bola použitá namiesto odolnejšej triedy I. |
| Chudobné tesnenie | Anodická vrstva nebola po farbení riadne utesnená. |
| Nestabilné farbivo | Namiesto kovových solí sa použilo organické farbivo. |

Keď povrchová úprava zlyhá, musíme preskúmať príčinu. Podľa mojich skúseností je to zriedka len jedna vec. Často ide o kombináciu viacerých faktorov. Tu je podrobnejší pohľad na naše tri hypotézy týkajúce sa tejto vyblednutej časti.
Nespecifikovaný povlak
Eloxované povlaky sa v architektúre vyskytujú v dvoch hlavných typoch. Trieda I je určená pre exteriéry a trieda II pre interiéry.
Povlak triedy II je oveľa tenší. Jednoducho nedokáže odolávať silnému UV žiareniu, kyslým dažďom a teplotným výkyvom. Pre vonkajšie použitie je pre dlhodobú odolnosť nevyhnutné špecifikovať povlak triedy I.
Kľúčová úloha tesnenia
Po eloxovaní a farbení hliníkových dielov je povrch porézny. V etape utesňovania sa tieto póry uzavrú, čím sa farebné častice zachytia vo vnútri.
Nekvalitné alebo neúplné utesnenie spôsobuje poškodenie farby. Je to ako nechať otvorené dvere počas búrky. UV žiarenie a vlhkosť prenikajú dovnútra a rozkladajú farbivo. Správne utesnenie chráni poréznosť anodickej vrstvy12 a zafixuje farbu.
Výber správneho farbiva
Kľúčovým faktorom je aj spôsob farbenia. Nie všetky bronzové farby sú rovnaké. Voľba farby má v tomto prípade obrovský význam.
Organické farbivá vs. kovové soli
Mnohí dodávatelia používajú organické farbivá, pretože sú lacnejšie. Majú však slabú odolnosť voči UV žiareniu a na slnku rýchlo blednú.
Kovové soli, nanášané prostredníctvom elektrolytického farbenia, sú oveľa odolnejšie. Tieto anorganické častice sú vysoko odolné voči degradácii UV žiarením.
| Typ farbiva | UV stabilita | Odporúčané použitie |
|---|---|---|
| Organické farbivá | Nízka | Vnútorné aplikácie |
| Kovové soli | Vysoká | Vonkajšie / Architektonické |
Pre dlhotrvajúci bronzový eloxovaný hliníkový povrch sú kovové soli jedinou spoľahlivou voľbou pre vonkajšie použitie.
Predčasné vyblednutie tejto bronzovej časti nebolo náhodné. Bolo spôsobené jasnými chybami v procese: použitím náteru určeného pre interiér, nesprávnym utesnením alebo lacnou organickou farbou. Týmto chybám sa dá predísť správnymi špecifikáciami a kontrolou kvality.
Ako môžete inovovať s použitím bronzového eloxovaného hliníka v dizajne výrobkov?
Bronzový eloxovaný hliník ponúka nadčasovú eleganciu. Skutočná inovácia však znamená prekročiť štandard. Nevyberajte len povrchovú úpravu, ale navrhnite ju.
Premýšľajte o tom, ako svoj produkt odlíšiť od ostatných. Môžete vytvoriť jedinečné vizuálne a hmatové zážitky. Vďaka tomu sa váš dizajn posunie z úrovne dobrého na výnimočný.
Posúvanie hraníc kreativity
Kombinovanie materiálov je skvelý začiatok. Zvážte tiež vytvorenie vlastných vzorov a textúr. Tieto metódy môžu definovať identitu produktu.
| Štandardný prístup | Inovatívny prístup |
|---|---|
| Použitie jediného materiálu | Kombinácia s drevom/oceľou |
| Rovnomerný povrch | Vlastné vzory/textúry |
| Základná kefovaná povrchová úprava | Selektívne maskovacie efekty |

Skutočný rozdiel medzi produktmi spočíva v detailoch. Prekročenie rámca jednoduchého bronzového povrchu otvára mnoho dizajnových možností. Ide o to, aby povrch bol navrhnutý zámerne. V minulých projektoch v PTSMAKE sme tieto individuálne prístupy skúmali spolu s klientmi.
Pokročilé stratégie dokončovania
Kombinovanie materiálov pre kontrast
Kombinácia bronzového eloxovaného hliníka s inými materiálmi vytvára pôsobivý vzhľad. Predstavte si teplo bronzu v kombinácii s prírodným drevom. Alebo kontrast s leštenou nehrdzavejúcou oceľou. Táto technika dodáva každému produktu vizuálny záujem a prémiový pocit.
Vytváranie vzorov pomocou maskovania
Na povrchu môžete vytvoriť neuveriteľne detailné vzory. Dosahujeme to pomocou techník pred krokom eloxovania. Napríklad:, subtraktívne vzorkovanie13 umožňuje použitie loga alebo geometrických vzorov. Časti surového hliníka zostávajú odkryté alebo sú farbené inou farbou, čím vzniká výrazný dvojfarebný efekt.
Vytváranie vlastných textúr
Prečo sa držať štandardnej brúsenej povrchovej úpravy? Môžeme preskúmať aj iné možnosti. Techniky použité pred eloxovaním môžu vytvoriť jedinečné hmatové vnímanie.
| Technika | Výsledný účinok |
|---|---|
| Laserové leptanie | Jemné, presné línie a vzory |
| Tryskanie korálkami | Jednotný, neusmernený matný povrch |
| Mechanické čistenie | Vlastné lineárne alebo kruhové textúry |
Tieto predbežné úpravy menia povrchovú štruktúru a odraz svetla. To dodáva konečnému produktu ďalšiu úroveň sofistikovanosti.
Ak chcete inovovať s bronzovým eloxovaným hliníkom, nepozerajte sa len na farbu. Kombinujte ho s inými materiálmi, použite maskovanie pre jedinečné vzory a vytvorte vlastné textúry. Tieto detaily môžu skutočne definovať váš produkt a vytvoriť nezabudnuteľný zážitok pre používateľov.
Objavte riešenia z bronzového eloxovaného hliníka na PTSMAKE
Ste pripravení vylepšiť svoj projekt pomocou odborného povrchového úpravy z eloxovaného hliníka v bronzovej farbe? Kontaktujte PTSMAKE ešte dnes a získajte rýchlu cenovú ponuku na mieru. Naša presná výroba zaručuje konzistentnú farbu, odolnosť a bezkonkurenčnú spoľahlivosť, na ktorú sa spoliehajú svetové značky. Pošlite svoj dopyt ešte dnes a začnite stavať s istotou!

Zistite, prečo je táto elektrická vlastnosť kľúčová pre dosiahnutie presných a konzistentných farebných výsledkov pri eloxovaní. ↩
Zistite, ako táto vlastnosť môže chrániť vaše citlivé elektronické komponenty pred elektrickou poruchou. ↩
Zistite, ako tento elektrický parameter priamo ovplyvňuje konečnú farbu a kvalitu povlaku. ↩
Porozumejte vede o trení, opotrebení a mazaní povrchov. ↩
Zistite, ako fyzikálne vlastnosti svetla ovplyvňujú vnímanú kvalitu a vzhľad vašich hotových dielov. ↩
Zoznámte sa s prístrojom, ktorý umožňuje objektívne meranie farieb a zabezpečuje kvalitu. ↩
Zistite, ako chemické zmeny v procese eloxovania ovplyvňujú konečnú farbu a povrchovú úpravu vášho výrobku. ↩
Zistite, ako geometria dielov ovplyvňuje elektrické polia, aby sa zabránilo nerovnomerným eloxovaným povlakom. ↩
Porozumejte vedeckému princípu, ako sa táto ochranná vrstva vytvára, a jej kľúčovým vlastnostiam z hľadiska trvácnosti. ↩
Objavte 3D model používaný na presnú a objektívnu komunikáciu farieb vo výrobe. ↩
Zistite, ako tento vysoko výkonný polymér poskytuje vašim dielom vynikajúcu odolnosť voči chemikáliám a UV žiareniu. ↩
Porozumejte, prečo je mikroskopická štruktúra tejto vrstvy kľúčová pre stálosť farieb a odolnosť proti korózii. ↩
Zoznámte sa s technickými detailmi vytvárania zložitých, trvalých vzorov na povrchoch z eloxovaného hliníka. ↩






