

Mnohí výrobcovia zápasia s čiernymi eloxovanými hliníkovými povrchmi, ktoré blednú, vyzerajú nejednotne alebo nespĺňajú presné špecifikácie. Pravdepodobne ste už zažili frustráciu z dodania dielov s nerovnomerným sfarbením, nízkou odolnosťou alebo povrchovou úpravou, ktorá jednoducho nezodpovedá vašim dizajnovým zámerom.
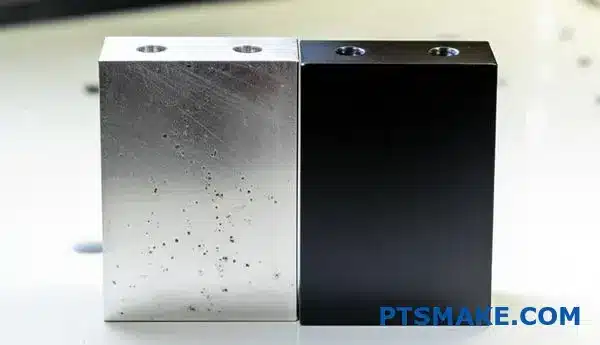
Čierny eloxovaný hliník je elektrochemický proces, ktorý transformuje povrch kovu na odolnú, korózii odolnú oxidovú vrstvu, ktorá je trvalo zafarbená na čierno a ponúka vynikajúcu tvrdosť a životnosť v porovnaní s lakom alebo práškovým náterom.

Na dosiahnutie správneho čierneho eloxovaného povrchu je potrebné porozumieť viacerým premenným – od výberu zliatiny cez chemické zloženie farby až po metódy predbežnej úpravy. Táto príručka obsahuje technické podrobnosti, ktoré sú dôležité pre váš ďalší projekt, a pomôže vám presne špecifikovať, čo potrebujete, a efektívne komunikovať so svojím výrobným partnerom.
Ktoré zliatiny hliníka sú najlepšie pre hlbokú čiernu povrchovú úpravu?
Dosiahnutie skutočne hlbokej čiernej povrchovej úpravy hliníka je bežným cieľom. Najdôležitejším faktorom je však výber konkrétnej zliatiny. Má priamy vplyv na kvalitu a konzistenciu konečnej farby.
Niektoré zliatiny sa jednoducho lepšie eloxujú ako iné. Správny výber zaručuje jednotný, sýty čierny vzhľad vašich dielov.
Rýchle porovnanie zliatin
Nižšie nájdete stručného sprievodcu. Ukazuje, ktoré série zliatin sa najlepšie hodia na dosiahnutie hlbokej čiernej farby.
| Séria zliatin | Vhodnosť pre Deep Black |
|---|---|
| 5xxx, 6xxx, 7xxx | Vynikajúce |
| 2xxx, 3xxx | Slabá až primeraná |
Toto je kľúčový prvý krok pri navrhovaní dielov, ktoré vyžadujú vysokokvalitnú povrchovú úpravu z čierneho eloxovaného hliníka.

Prečo sú legujúce prvky dôležité
Tajomstvo dokonalého čierneho eloxovaného povrchu spočíva v chémii zliatiny. Výsledok závisí od prvkov zmiešaných s hliníkom. Nejde len o proces, ale aj o výber správneho materiálu.
Problém so sériami 2xxx a 3xxx
Zliatiny zo série 2xxx obsahujú vysoký obsah medi. Podobne, séria 3xxx má vysoký obsah mangánu. Pri eloxovaní môžu tieto prvky spôsobiť problémy.
Tieto prvky môžu tvoriť intermetalické častice1 ktoré sa správne neanodizujú. To často vedie k nevzhľadnému, nerovnomernému alebo zakalenému vzhľadu namiesto skutočnej, hlbokej čiernej farby. V spoločnosti PTSMAKE často odporúčame klientom, aby sa týmto materiálom vyhýbali, ak chcú dosiahnuť kozmetický čierny povrch.
Prevaha sérií 5xxx, 6xxx a 7xxx
Tieto série sú najlepšou voľbou pre čierny eloxovaný hliník. Ich primárnymi legujúcimi prvkami sú horčík (5xxx), horčík a kremík (6xxx) alebo zinok a horčík (7xxx).
Tieto prvky vytvárajú jednotnejšiu a poréznejšiu vrstvu anodického oxidu. Táto štruktúra ľahko a rovnomerne absorbuje čierne farbivo. Výsledkom je konzistentný, sýty a odolný čierny povrch, ktorý spĺňa vysoké kozmetické štandardy.
| Séria zliatin | Primárne legujúce prvky | Výsledok eloxovania (čierna) |
|---|---|---|
| 2xxx | Meď (Cu) | Často vedie k nečistému, nerovnomernému výsledku. |
| 3xxx | Mangán (Mn) | Môže mať sivastý alebo nerovnomerný vzhľad. |
| 5xxx | Horčík (Mg) | Dobrá, konzistentná čierna povrchová úprava. |
| 6xxx | Horčík (Mg) a kremík (Si) | Vynikajúca, hlboká čierna farba. Najlepšia voľba. |
| 7xxx | Zinok (Zn) a horčík (Mg) | Vynikajúca, veľmi tmavá čierna povrchová úprava. |
Pre dokonalý čierny povrch je výber zliatiny mimoriadne dôležitý. Séria 5xxx, 6xxx a 7xxx je ideálna vďaka svojim zliatinovým prvkom, ktoré tvoria jednotnú oxidovú vrstvu. Táto štruktúra zabezpečuje hlbokú a konzistentnú absorpciu čierneho farbiva, na rozdiel od problematických sérií 2xxx a 3xxx.
Ako eloxovanie mení povrchové vlastnosti hliníka?
Eloxovanie je oveľa viac ako len farebná úprava. Zásadným spôsobom mení povrch hliníka. Tento proces vytvára tvrdú ochrannú vrstvu oxidu. Tento nový povrch je neoddeliteľnou súčasťou dielu.
Táto vrstva výrazne zvyšuje odolnosť. Nie je to povlak, ktorý sa môže odlupovať alebo šúpať. Ide o kontrolovanú oxidáciu, ktorá zvyšuje prirodzenú pevnosť kovu.
Kľúčové vylepšenia nehnuteľností
Premena je významná. Vidíme výrazné zlepšenia v niekoľkých kľúčových oblastiach výkonu.
| Vlastníctvo | Surový hliník | eloxovaný hliník |
|---|---|---|
| Tvrdosť | Mäkký, ľahko poškriabateľný | Prístupy z tvrdenej ocele |
| Korózia | Náchylný na oxidáciu | Vysoko odolný |
| Oter | Rýchlo sa opotrebováva | Vynikajúca odolnosť proti opotrebovaniu |
Nad rámec základov: Funkčné vylepšenia
Funkčné výhody sú tým, čím eloxovanie skutočne vyniká pre inžinierov. Zvýšená tvrdosť povrchu je hlavnou výhodou. Tento anodický film je mimoriadne odolný. Poskytuje robustnú ochranu proti poškriabaniu a opotrebeniu.
V minulých projektoch spoločnosti PTSMAKE to bolo kľúčové. V prípade komponentov v mechanických zostavách s vysokou mierou opotrebenia táto dodatočná odolnosť výrazne predlžuje životnosť produktu.
Korózia a elektrické vlastnosti
Odolnosť proti korózii je tiež výrazne zlepšená. Nepórovitá bariéra vytvorená eloxovaním chráni základný hliník pred vplyvmi prostredia. Tým sa zabraňuje korózii a degradácii v priebehu času. Časť, ako je puzdro pre vonkajšiu elektroniku, často špecifikovaná ako čierny eloxovaný hliník2, závisí od tejto ochrany.
Ďalšou kľúčovou zmenou je elektrická izolácia. Vrstva oxidu hlinitého je slabý vodič elektriny. Táto vlastnosť je pre elektronické skrine veľmi dôležitá. Zabraňuje skratom a chráni citlivé komponenty. Na základe našich testov je izolačná schopnosť vrstvy spoľahlivá.
| Funkcia | Výhody pre inžinierov |
|---|---|
| Zvýšená tvrdosť | Chráni pred škrabancami a hrdzou |
| Odolnosť proti opotrebovaniu | Predlžuje životnosť častí v pohyblivých zostavách |
| Elektrická izolácia | Zabraňuje skratu v skriniach |
| Konzistentný povrch | Zaručuje vysokú kvalitu vzhľadu |
Eloxovanie zásadným spôsobom mení povrch hliníka a vytvára tvrdú vrstvu odolnú proti korózii. Tento proces poskytuje dôležité funkčné výhody, ako je odolnosť proti opotrebeniu a elektrická izolácia, vďaka čomu je ideálny pre náročné technické aplikácie, ktoré presahujú len estetické hľadisko.
Aké sú bežné typy používaných čiernych farbív?
Pri výbere čierneho farbiva sa zvyčajne zameriavame na dva hlavné typy: organické a anorganické. Ich chemické zloženie je úplne odlišné. Tento rozdiel výrazne ovplyvňuje výkonnosť.
Je veľmi dôležité urobiť správne rozhodnutie. Zabezpečí to, že finálne diely budú spĺňať požadované špecifikácie, pokiaľ ide o vzhľad aj dlhodobú životnosť.
Organické vs. anorganické farbivá
Organické farbivá sú založené na uhlíkových zlúčeninách. Anorganické farbivá sú vytvorené z kovových solí. Toto základné rozlíšenie riadi náš výberový proces pre projekty zákazníkov.
| Typ farbiva | Primárna základňa |
|---|---|
| Organické | Uhlíkové zlúčeniny |
| Anorganický | Kovové soli |
Porozumenie týmto základom nám pomáha vybrať perfektnú povrchovú úpravu. Je to prvý krok k dosiahnutiu požadovaného výsledku.

Hlbšie ponorenie: výhody a nevýhody
Správne farbivo nie je len o farbe. Je to o výkone v konečnom prostredí dielu. Musíme zohľadniť faktory ako vystavenie slnečnému žiareniu, teplo a celkové opotrebenie. Toto je téma, o ktorej denne diskutujem so zákazníkmi.
Organické farbivá: Živé, ale citlivé
Organické farbivá často vytvárajú hlbšiu a sýtejšiu čiernu farbu. Táto vizuálna príťažlivosť je veľkou výhodou. Pre mnoho projektov sú tiež často nákladovo efektívnejšou voľbou.
Avšak, pod UV žiarením alebo pri vysokej teplote nemajú takú dobrú výkonnosť. To znamená, že pri používaní vonku môžu časom vyblednúť. Najvhodnejšie sú pre interiérové produkty, kde je estetika najvyššou prioritou.
Anorganické farbivá: trvalá voľba
Keď je trvácnosť nevyhnutná, používame anorganické farbivá. Ponúkajú vynikajúcu svetlostálosť3 a vydrží oveľa vyššie teploty bez poškodenia.
Vďaka tomu sú ideálnou voľbou pre čierny eloxovaný hliník súčiastky v automobilovom priemysle, leteckom priemysle alebo vo vonkajšom vybavení. Farba môže byť o niečo menej intenzívna, ale výkon je bezkonkurenčný pre náročné aplikácie.
| Funkcia | Organické farbivá | Anorganické farbivá |
|---|---|---|
| UV stabilita | Nižšie | Vynikajúce |
| Tepelná odolnosť | Mierne | Vynikajúce |
| Náklady | Všeobecne nižšia | Všeobecne vyššia |
| Najlepšie pre | Vnútorné, kozmetické časti | Vonkajšie časti s vysokou mierou opotrebenia |
Výber správneho farbiva je kľúčovým krokom vo výrobnom procese. Voľba závisí výlučne od zamýšľaného použitia dielu a prostredia, v ktorom bude používaný. Ide o rovnováhu medzi estetickým vzhľadom, výkonom a cenou.
Čo odlišuje čierne eloxovanie typu II od typu III?
Voľba medzi čiernym eloxovaním typu II a typu III je dôležité rozhodnutie. Má priamy vplyv na výkon a vzhľad vašej súčiastky. Považujte to za voľbu medzi estetikou a čistou odolnosťou.
Typ II je štandardom pre kozmetický vzhľad. Poskytuje krásny, jednotný čierny povrch. Ponúka tiež strednú odolnosť proti korózii a opotrebeniu.
Typ III, alebo tvrdý povlak, je navrhnutý pre odolnosť. Vytvára oveľa hrubšiu a tvrdšiu vrstvu. Vďaka tomu je ideálny pre priemyselné aplikácie s vysokou mierou opotrebenia.
Tu je rýchle porovnanie:
| Funkcia | Typ II (štandardný) | Typ III (tvrdý náter) |
|---|---|---|
| Primárny cieľ | Kozmetický vzhľad | Odolnosť proti opotrebovaniu |
| Hrúbka vrstvy | Tenkší (až 25 µm) | Hrubší (25–150 µm) |
| Tvrdosť | Mierne | Veľmi vysoká (Rockwell 60-70C) |
| Bežné používanie | Kryty, panely | Piesty, ozubené kolesá, stroje |
Voľba je hlbšia než len vzhľad verzus pevnosť. V našich projektoch v PTSMAKE sprevádzame klientov konkrétnymi technickými kompromismi pre ich čierny eloxovaný hliník komponenty.
Typ II: Estetická voľba
Eloxovanie typu II je ideálne pre diely, kde je najdôležitejší dokonalý vizuálny vzhľad. Napríklad kryty spotrebnej elektroniky, architektonické prvky alebo automobilové obklady. Porézna oxidová vrstva ľahko prijíma čierne farbivo, čo vedie k hlbokej, sýtej a jednotnej farbe, ktorú je ťažké napodobniť.
Jeho tenšia vrstva však poskytuje len strednú ochranu proti poškriabaniu a oderu. Je vhodný na každodenné používanie, ale nie do náročných mechanických podmienok.
Typ III: Funkčná sila
Tvrdý povlak typu III sa vytvára pomocou inej technológie. elektrolytický proces4. Naše testy preukázali, že vytvára oveľa hustejšiu a hrubšiu vrstvu oxidu hlinitého. Vďaka tomu je neuveriteľne odolný voči opotrebeniu, oderu a korózii.
Je to ideálna voľba pre komponenty v leteckom priemysle, vojenský hardvér a vysoko výkonné strojové súčiastky. Hlavná nevýhoda? Dosiahnutie hlbokej, pravej čiernej farby je náročnejšie. Hustá vrstva absorbuje farbu menej rovnomerne, čo niekedy vedie k uhlovo šedému alebo bronzovo čiernemu povrchu.
| Parameter | Eloxovanie typu II | Eloxovanie tvrdým náterom typu III |
|---|---|---|
| Procesná teplota | ~21 °C (70 °F) | ~0 °C (32 °F) |
| Hustota prúdu | Nižšie | Vyššie |
| Absorpcia farbiva | Vynikajúce | Slušný až dobrý |
| Primárna výhoda | Vynikajúca estetika | Maximálna odolnosť |
Stručne povedané, čierne eloxovanie typu II uprednostňuje vynikajúci kozmetický povrch pre väčšinu dielov. Typ III poskytuje bezkonkurenčnú tvrdosť a odolnosť proti opotrebeniu, čo ho robí nevyhnutným pre náročné technické aplikácie, kde je funkčnosť dôležitejšia ako dosiahnutie perfektnej čiernej farby.
Ako sú čierne eloxované povrchy klasifikované podľa priemyselných noriem?
Ak potrebujete spoľahlivú povrchovú úpravu, kľúčové sú priemyselné normy. Najdôležitejšia z nich je MIL-A-8625. Ide o vojenskú špecifikáciu, ktorá sa však v súčasnosti používa v mnohých odvetviach.
Táto norma poskytuje jasný rámec. Pomáha nám presne definovať, ako by mala vyzerať čierna eloxovaná povrchová úprava. Tým sa zabezpečuje konzistentnosť a kvalita každej súčiastky. Pozrime sa na hlavné klasifikácie.
Vysvetlenie typov a tried
Štandard používa "typy" a "triedy". Typ sa vzťahuje na metódu eloxovania. Trieda sa vzťahuje na farbu alebo jej absenciu.
| Špecifikácia | Popis |
|---|---|
| Typ II | Anodizovanie kyselinou sírovou |
| Typ III | Anodizovanie s tvrdým povlakom |
| Trieda 2 | Farbená povrchová úprava (napr. čierna) |
Ich pochopenie je pre obstarávanie kľúčové. Zaručuje vám, že dosiahnete požadovaný výsledok.

MIL-A-8625 je príručka pre eloxovanie. Odstraňuje dohady. Zabezpečuje tiež, aby všetci, od dizajnéra po výrobcu, boli na jednej vlne. V spoločnosti PTSMAKE sa denne odvolávame na túto špecifikáciu, aby sme našim klientom zaručili výsledky.
Typ II: Všeobecný typ
Pri eloxovaní typu II sa používa kúpeľ s kyselinou sírovou. Vytvára ochrannú vrstvu, ktorá je ideálna pre väčšinu aplikácií. Proces eloxovania je elektrolytická pasivácia5 technika. Zvyšuje hrúbku prirodzenej oxidovej vrstvy na povrchu kovových častí.
Jeho porézna štruktúra je vynikajúca na absorpciu farbív. Vďaka tomu je ideálny na dosiahnutie hlbokého, rovnomerného čierneho povrchu. Ponúka dobrú odolnosť proti korózii a skvelý kozmetický vzhľad. Funguje dobre na dieloch, ktoré nie sú vystavené extrémnemu opotrebeniu.
Typ III: Ťažká tvrdá vrstva
Typ III, alebo tvrdý povlak, je odlišný. Používa intenzívnejší proces, často pri nižších teplotách. Výsledkom je oveľa hrubšia a tvrdšia anodická vrstva.
Vďaka tomu je povrch neuveriteľne odolný a odolný proti opotrebeniu. Často ho používame na vysoko výkonné diely v leteckom priemysle alebo robotike. Hustejšia vrstva je stále farbiaca, ale proces vyžaduje väčšiu kontrolu, aby bola farba čierna rovnomerná.
Prehľad hlavných rozdielov
| Funkcia | Typ II (sírový) | Typ III (tvrdý náter) |
|---|---|---|
| Hrúbka | Typicky 0,0002" – 0,001" | Typicky 0,001" – 0,004" |
| Tvrdosť | 300–400 Vickers | 600–700 Vickers |
| Primárne použitie | Estetika, korózia | Odolnosť proti opotrebeniu, trvanlivosť |
Trieda 2: Pridanie farby
Trieda 2 jednoducho znamená, že diel je po eloxovaní farbený. V prípade čierneho eloxovaného hliníkového dielu to znamená ponorenie do kúpeľa s čiernym organickým farbivom. Posledným krokom je utesnenie, ktoré zafixuje farbu a uzavrie póry.
MIL-A-8625 je základná norma pre eloxovanie. Typ II je najvhodnejší pre kozmetické povrchové úpravy, zatiaľ čo typ III ponúka vynikajúcu odolnosť. Označenie triedy 2 jednoducho znamená, že diel je farbený tak, aby dosiahol klasický vzhľad čierneho eloxovaného hliníka.
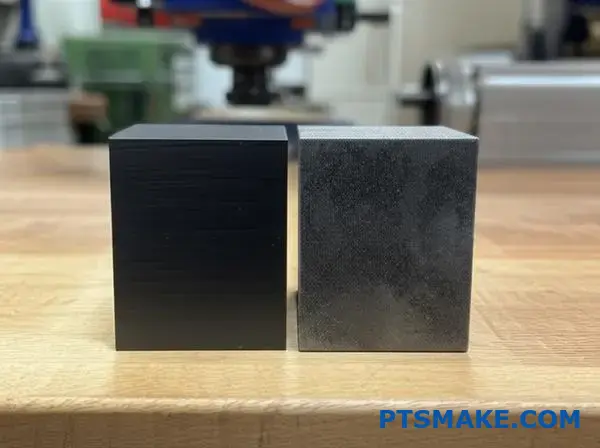
Aké sú vizuálne rozdiely medzi matným a lesklým povrchom?
Bežným mýtom je, že eloxovanie vytvára povrchovú úpravu. To však nie je celkom pravda. Skutočným kľúčom je proces predbežnej úpravy hliníka.
Textúra povrchu je nastavená pred časť vstupuje do eloxovacej nádrže.
Základom je dokončenie
Konečný vzhľad dielu sa rozhoduje vopred. Či už chcete matný alebo lesklý povrch čierny eloxovaný hliník Všetko začína prípravou povrchu.
| Predbežná úprava | Výsledná povrchová úprava |
|---|---|
| Kaustické leptanie | Matný / nereflektívny |
| Leštenie | Lesklý / Reflexný |
Tento počiatočný krok určuje, ako bude svetlo interagovať s konečným eloxovaným povrchom.

Ako predbežná úprava vytvára vzhľad
Samotná eloxovaná vrstva je priehľadná. Jednoducho kopíruje kontúry hliníkového povrchu pod ňou. To znamená, že konečný estetický vzhľad závisí od predbežnej úpravy.
Dosiahnutie matného povrchu
Na dosiahnutie nereflektívneho matného povrchu používame proces nazývaný leptanie hydroxidom. Táto chemická kúpeľ mikroskopicky zdrsňuje povrch hliníka, čím vytvára difúznu textúru.
Keď svetlo dopadne na tento nerovný povrch, rozptýli sa do mnohých smerov namiesto toho, aby sa odrazilo späť. Tým sa eliminuje oslnenie a diel získa jemný matný vzhľad, ktorý je vynikajúci na zakrytie odtlačkov prstov.
Vytvorenie lesklého povrchu
Aby sme dosiahli lesklý povrch, je potrebné, aby bol povrch pred eloxovaním čo najhladší. To sa zvyčajne dosahuje mechanickým leštením alebo chemickým leštením.
Mechanické leštenie používa abrazívne materiály na fyzické vyhladenie povrchu dielu. Leštenie ponorením je chemický proces, ktorý vyhladzuje hliník na mikroskopickej úrovni a vytvára zrkadlový povrch. Obidve metódy znižujú topografia povrchu6 aby sa zabezpečilo priame odrážanie svetla.
Táto hladká základňa umožňuje, aby priehľadná eloxovaná vrstva pôsobila hlboko a odrazovo.
| Metóda | Proces | Vizuálny výsledok |
|---|---|---|
| Kaustické leptanie | Chemické zdrsnenie | Rozptýlené, bez oslnenia |
| Mechanické leštenie | Brúsne vyhladzovanie | Reflexný, lesklý |
| Jasný pokles | Chemické vyhladzovanie | Vysoko odrazový, zrkadlový |
Takže ten istý proces eloxovania môže viesť k veľmi odlišným výsledkom, ktoré závisia výlučne od tejto kľúčovej prípravnej fázy.
Konečná úroveň lesku eloxovanej časti nie je výsledkom samotného eloxovania. Je určená predbežnou úpravou. Žieravé leptanie vytvára matný povrch, zatiaľ čo mechanické alebo chemické leštenie vedie k lesklému, odrazovému povrchu.
Aké sú výhody a nevýhody rôznych systémov čiernych farbív?
Výber správneho čierneho farbiva je veľmi dôležitý. Určuje konečný vzhľad, výkonnosť a životnosť vašich dielov. To platí najmä pre vysoko špecifické čierny eloxovaný hliník komponenty.
Farbu je potrebné prispôsobiť danému použitiu. Vonkajšia časť vyžaduje iné vlastnosti ako vnútorná časť.
Rozdelíme tri bežné typy farbív. Porovnáme ich výkonnosť, aby sme vám pomohli prijať informované rozhodnutie pre váš ďalší projekt.

Priame porovnanie
Najlepšia voľba vždy závisí od použitia. Diel používaný v interiéri má iné požiadavky ako diel vystavený dennému slnečnému žiareniu. Náklady sú tiež dôležitým faktorom pri výrobe.
Tu je rýchla porovnávacia tabuľka, ktorú často používame v spoločnosti PTSMAKE. Pomáha našim klientom vybrať správnu povrchovú úpravu pre ich diely.
| Funkcia | Vysoká svetlostálosť Organické | Všeobecné použitie Organické | Anorganická kovová soľ |
|---|---|---|---|
| Odolnosť voči UV žiareniu | Vynikajúce | Slabá až primeraná | Superior |
| Tepelná stabilita | Dobrý | Slušný až dobrý | Vynikajúce |
| Jednoduchosť používania | Vysoká | Vysoká | Mierne |
| Náklady | Vysoká | Nízka | Mierne |
| Hĺbka farieb | Vynikajúci (hlboká čierna) | Dobré (rôzne) | Dobrá (čierna ako uhoľ) |
Pochopenie kompromisov
Farby s vysokou odolnosťou voči svetlu sú ideálne pre automobilové alebo architektonické diely. Odolávajú vyblednutiu od slnečného žiarenia, ale sú drahšie. Ide o výhodnú investíciu pre výrobky, ktoré musia vyzerať dobre po celé roky vonku.
Univerzálne organické farbivá sú ideálne pre spotrebnú elektroniku. Tieto súčiastky nie sú zvyčajne vystavené silnému UV žiareniu ani vysokým teplotám. Ponúkajú veľmi nákladovo efektívne riešenie pre vnútorné použitie.
Anorganické farbivá sú neuveriteľne odolné. Farba vzniká prostredníctvom elektrolytické farbenie7, čím sa stáva súčasťou samotnej oxidovej vrstvy. Táto metóda je bežná pri vojenských a leteckých súčiastkach, kde je najvyššou prioritou výkon. Proces je zložitejší ako jednoduché máčanie, ale zaručuje maximálnu odolnosť.
V konečnom dôsledku ideálne čierne farbivo vyvažuje výkonnosť a cenu. Pečlivo zvážte prostredie, v ktorom bude váš produkt používaný. Táto voľba priamo ovplyvňuje kvalitu a životnosť vášho konečného produktu. čierny eloxovaný hliník súčiastky. Vyberajte múdro, aby ste dosiahli dlhodobý úspech.
Ako výber zliatiny hliníka ovplyvňuje konečnú čiernu farbu?
Výber správnej zliatiny hliníka je veľmi dôležitý. Má priamy vplyv na konečnú čiernu farbu a povrchovú úpravu. Nie všetky zliatiny sú pre tento proces rovnaké.
Tajomstvo spočíva v legujúcich prvkoch. Tieto prvky, ako napríklad kremík alebo meď, reagujú počas eloxovania odlišne. To ovplyvňuje spôsob, akým sa absorbuje čierne farbivo.
Bežné zliatiny a výsledky čierneho eloxovania
| Séria zliatin | Primárny prvok | Typická čierna povrchová úprava |
|---|---|---|
| 2xxx | Meď (Cu) | Tlmený, niekedy nerovnomerný |
| 4xxx | Kremík (Si) | Špinavá, tmavošedá |
| 6xxx | Horčík/Kremík | Konzistentná, sýta čierna farba |
| 7xxx | Zinok (Zn) | Hlboká, sýta čierna |
Tento jednoduchý sprievodca vám pomôže vybrať ten najlepší materiál. Zabezpečí, že dosiahnete požadovaný výsledok pre vaše čierny eloxovaný hliník diely.

Voľba zliatiny zásadným spôsobom ovplyvňuje výsledok. Ide o bežný problém, s ktorým pomáhame klientom v spoločnosti PTSMAKE. Niektoré prvky narúšajú proces eloxovania a bránia dosiahnutiu skutočnej hlbokej čiernej farby.
Vplyv špecifických legujúcich prvkov
Problém so silikónom a meďou
Zliatiny radu 4xxx, bohaté na kremík, sú toho najlepším príkladom. Častice kremíka sa správne neanodizujú. Výsledkom je nerovnomerný, špinavý sivý povrch namiesto čistej čiernej farby.
Podobne aj zliatiny série 2xxx obsahujú vysoké množstvo medi. Počas procesu eloxovania môže meď spôsobiť problémy. Tieto intermetalické zlúčeniny8 môže viesť k nerovnomernému alebo nevýraznému čiernemu povrchu. Konečná farba často nemá očakávanú hĺbku a sýtosť.
Najobľúbenejšie zliatiny pre čiernu farbu
Na základe našich testov je zliatina 6061 referenčným štandardom. Vždy poskytuje vysokokvalitný, sýty čierny povrch. Vďaka vyváženému zloženiu je ideálna na kozmetické eloxovanie.
7075 je ďalšia vynikajúca voľba. Často poskytuje o niečo odlišný, ešte hlbší odtieň čiernej. Je to kvôli obsahu zinku. Voľba medzi 6061 a 7075 môže závisieť od konkrétneho estetického efektu, ktorý chcete dosiahnuť.
| Zliatina | Kľúčový legujúci prvok | Vplyv na čierne eloxovanie |
|---|---|---|
| 2024 | Meď | Nerovnomerné vstrebávanie farby, nevýrazné farby |
| 4043 | Kremík | Vytvára "špinavý" tmavošedý povrch |
| 6061 | Horčík, kremík | Výborné. Konzistentná, sýta čierna farba. Štandard v odvetví. |
| 7075 | Zinok | Výborné. Veľmi hlboký, niekedy mierne odlišný odtieň čiernej. |
Váš výber zliatiny určuje konečný vzhľad. Zliatiny kremíka a medi často vytvárajú sivú alebo tlmenú farbu. Pre skutočne hlbokú čiernu povrchovú úpravu je štandardom zliatina 6061, zatiaľ čo zliatina 7075 môže poskytnúť ešte hlbší odtieň pre vaše čierne eloxované hliníkové diely.
Aký je vzťah medzi hrúbkou filmu a farebnou hĺbkou?
Hrúbka anodického filmu priamo ovplyvňuje konečnú farebnú hĺbku. To platí najmä pre farbené povrchy, ako je čierna farba. Hrubší film má poréznejší priestor.
Tento dodatočný priestor umožňuje materiálu absorbovať viac farbivového pigmentu. Výsledkom je oveľa hlbšia a bohatšia sýtosť farieb.
Pre dosiahnutie skutočne hlbokej čiernej eloxovanej hliníkovej povrchovej úpravy sa takmer vždy uprednostňuje hrubšia vrstva v rámci klasifikácie typu II. Na dosiahnutie tohto cieľa sa zameriavame na špecifický rozsah.
| Typ filmu | Ideálna hrúbka pre čiernu farbu | Výsledná farba |
|---|---|---|
| Typ II | 18–25 mikrónov | Hlboká, sýta čierna |
| Typ II | < 15 mikrónov | Ľahší, menej nasýtený |

Zatiaľ čo hrubšia vrstva je ideálna pre povrchové úpravy typu II, situácia je odlišná v prípade eloxovania typu III, známeho aj ako tvrdý povlak. Pre našich klientov je to častý zdroj nejasností.
Výzva s tvrdým povlakom typu III
Anodizácia s tvrdým povlakom vytvára výrazne hustejšiu a tvrdšiu vrstvu oxidu. Táto hustota je vynikajúca z hľadiska odolnosti proti opotrebeniu, ale predstavuje výzvu pre farbenie. Póry sú menšie a menej rovnomerné.
Táto kompaktná štruktúra veľmi sťažuje účinné a rovnomerné preniknutie veľkých častíc farbiva do filmu.
Obmedzenia farbenia a kompromisy
Ak je tvrdý povlak typu III príliš hrubý, dosiahnutie hlbokej, jednotnej čiernej farby je takmer nemožné. Farba môže pôsobiť vyblednutá alebo fľakatá.
Stáva sa to kritickým kompromisom. Musíte vyvážiť potrebu extrémnej tvrdosti s požadovanou estetikou bohatého čierneho povrchu. Film morfológia pórov9 je rozhodujúcim faktorom v tomto procese. V minulých projektoch v PTSMAKE sme pomáhali klientom nájsť túto presnú rovnováhu.
| Typ eloxovania | Pórovitosť | Absorpcia farbiva | Najlepší prípad použitia pre čiernu farbu |
|---|---|---|---|
| Typ II | Vysoká / Jednotná | Vynikajúce | Dekoratívne, sýte farby |
| Typ III | Nízka / Hustá | Obmedzené / Ťažké | Vysoká odolnosť proti opotrebovaniu |
Pre bohatú čiernu eloxovanú hliníkovú časť je najvhodnejšia hrubšia vrstva typu II (18–25 µm). Pri tvrdom povlaku typu III však nadmerná hrúbka bráni absorpcii farbiva, čo vedie k kompromisu medzi tvrdosťou a sýtosťou farieb.
Aké existujú predbežné úpravy a ako menia vzhľad?
Konečný vzhľad eloxovanej súčiastky sa rozhoduje dlho predtým, ako sa dostane do eloxovacej nádrže. Predbežné úpravy sú kľúčovým prvým krokom.
Tieto procesy pripravujú povrchovú štruktúru hliníka. Táto fáza určuje, či bude finálny diel mať matný, saténový alebo lesklý povrch.
Mechanické predúpravy
Tieto metódy fyzicky menia povrch. Predstavte si to ako prípravu plátna pred maľovaním. Zahŕňajú procesy ako tryskacie čistenie, bubnovanie a leštenie. Každý z nich vytvára jedinečný východiskový bod pre konečný vzhľad.
Chemické predúpravy
Tieto technológie využívajú chemické reakcie na úpravu povrchu. Môžu buď leptaním povrchu vytvoriť matný povrch alebo chemickým leštením dosiahnuť vysoký lesk a odrazivosť.
| Metóda | Typ | Výsledná povrchová úprava |
|---|---|---|
| Tlakové čistenie | Mechanické | Uniformná matná |
| Leštenie | Mechanické | Reflexný lesk |
| Alkalické leptanie | Chemické | Jemný matný |
| Jasné máčanie | Chemické | Zrkadlový lesk |

Pojďme si vysvetliť, ako tieto procesy fungujú. Porozumenie mechanizmu, ktorý stojí za každou úpravou, je kľúčom k výberu perfektného povrchu pre požiadavky vášho projektu. V podstate ide o kontrolu toho, ako sa svetlo odráža od povrchu na mikroskopickej úrovni.
Ako mechanické metódy formujú povrch
Brúsne techniky pre matné povrchy
Pri tryskání a bubnovaní sa na povrch pôsobí abrazívnymi prostriedkami. Tým vznikajú milióny drobných vrypov, ktoré rozptyľujú svetlo namiesto toho, aby ho priamo odrážali. Výsledkom je veľmi rovnomerný, neusmernený matný vzhľad. Je to vynikajúci spôsob, ako skryť drobné škrabance alebo línie po extrudovaní.
Vyhladzovanie pre lesklé povrchy
Leštenie a brúsenie dosahujú opačný účinok. Tieto metódy fyzicky vyhladzujú mikroskopické vrcholy a údolia na povrchu dielu. Vytvára sa tak rovnomernejšia plocha, ktorá umožňuje koherentné odrážanie svetla. Výsledkom je jasný a lesklý povrch.
Vplyv chemických látok na textúru
Vytváranie matného povrchu pomocou alkalického leptania
Alkalické leptanie chemicky rozpúšťa veľmi tenkú vonkajšiu vrstvu hliníka. Táto kontrolovaná korózia vytvára jemnú saténovú textúru. Podľa našich skúseností v spoločnosti PTSMAKE je to obľúbená voľba na dosiahnutie konzistentného, luxusného vzhľadu. čierny eloxovaný hliník diely.
Dosiahnutie lesku pomocou kyselinového namáčania
Kyslé leštenie je v podstate chemický proces leštenia. Kyslá zmes vyhladzuje povrch tým, že rozpúšťa mikroskopické vrcholy rýchlejšie ako údolia. To výrazne zvyšuje povrchovú spiegelová odrazivosť10, čím sa dosiahne brilantný lesk podobný zrkadlu ešte pred začatím eloxovania.
| Predbežné ošetrenie | Primárny mechanizmus | Najlepšie pre |
|---|---|---|
| Tryskanie korálkami | Fyzikálne opotrebenie | Skrytie chýb, jednotný matný vzhľad |
| Leštenie | Fyzikálne vyhladzovanie | Vysoko lesklé, dekoratívne aplikácie |
| Alkalické leptanie | Chemické rozpúšťanie | Saténovo matný, zakrývajúci extrudované línie |
| Kyslé jasné ponorenie | Chemické leštenie | Zrkadlový, vysoko odrazový povrch |
Predbežná úprava je základom pre konečný vzhľad. Mechanické metódy fyzicky obrusujú alebo vyhladzujú povrch pre matný alebo lesklý povrch. Chemické úpravy využívajú leptanie pre saténový vzhľad alebo jasné máčanie pre zrkadlový lesk, čím sa pripraví povrch pred nanesením anodického filmu.
Ako sa čierne eloxovanie porovnáva s práškovým lakovaním alebo maľovaním?
Pri výbere povrchovej úpravy záleží na detailoch. Nejde len o vzhľad. Eloxovanie je jedinečné. Stáva sa súčasťou hliníka, nie je len vrstvou na povrchu.
To vytvára vynikajúcu priľnavosť. Takisto výrazne zlepšuje prenos tepla.
Lakovanie a práškové lakovanie sú odlišné. Ide o nanášané povlaky. Ponúkajú oveľa širšiu škálu farieb. Takisto dokážu oveľa lepšie zakryť povrchové vady.
Tu je rýchla porovnávacia tabuľka.
| Funkcia | Čierne eloxovanie | Práškové lakovanie / Maľovanie |
|---|---|---|
| Adhézia | Neoddeliteľná súčasť kovu | Môže sa odlupovať alebo lúpať |
| Prenos tepla | Vynikajúce | Slabý (izolátor) |
| Možnosti farieb | Obmedzené | Prakticky neobmedzené |
| Krytie vád | Chudobný | Dobrý až výborný |

Anodizácia používa elektrochemické11 proces. Tento proces premieňa povrch hliníka na tvrdú, odolnú vrstvu oxidu. Preto je čierny eloxovaný hliník časť je tak odolná voči opotrebeniu a korózii. Povrchová úprava je doslova súčasťou komponentu.
Farby a práškové nátery sú aditívne. Nachádzajú sa na povrchu. Hoci sú moderné nátery odolné, pri namáhaní sa môžu odlupovať alebo odlupovať. Tým sa odhalí základný kov pod nimi.
Kľúčovým rozdielom, ktorý vidíme v PTSMAKE, je odvod tepla. Eloxovaná vrstva je súčasťou kovu. Zachováva vynikajúcu tepelnú vodivosť. To je dôležité pre diely, ako sú chladiče alebo elektronické skrine.
Farby a práškové nátery pôsobia ako izolanty. Zachytávajú teplo, čo je veľký problém pre komponenty, ktorých výkon je kritický.
Ak však povrch má menšie kozmetické chyby, dobre sa hodí farba alebo prášková farba. Tieto materiály ľahko zakryjú malé škrabance. Eloxovanie tieto nedokonalosti nezakryje.
Praktický výberový sprievodca
| Aplikácia | Odporúčaná povrchová úprava | Prečo? |
|---|---|---|
| Chladiče tepla | Čierne eloxovanie | Vynikajúci odvod tepla. |
| Vonkajšie panely | Práškové lakovanie | Vysoká farebná rozmanitosť a odolnosť. |
| Časti s vysokou opotrebenosťou | Čierne eloxovanie | Vynikajúca odolnosť proti oderu. |
| Kozmetické obaly | Lakovanie/Práškové lakovanie | Môže zakryť nedokonalosti povrchu. |
Voľba závisí výlučne od vašich priorít. Eloxovanie ponúka bezkonkurenčnú odolnosť a tepelný prenos. Farba a práškové lakovanie poskytujú kozmetickú flexibilitu, zakrývajú nedostatky a ponúkajú nekonečné možnosti farieb. Rozhodnutie bude závisieť od funkčných požiadaviek vašej aplikácie.
Ako nastavíte parametre, aby ste dosiahli matný alebo lesklý povrch?
Dosiahnutie dokonalého povrchu začína dlho pred anodizáciou. Kľúčom je fáza predbežnej úpravy. Najdôležitejšie je najprv kontrolovať povrchovú štruktúru hliníkovej časti.
Pre rôzne vizuálne efekty používame odlišné metódy prípravy. Váš výber tu priamo ovplyvňuje matný alebo lesklý vzhľad.
Vytvorenie matného povrchu
Aby sme dosiahli nereflektívny, matný povrch, používame alkalický leptací kúpeľ. Zvýšením času alebo koncentrácie chemikálie v tomto kúpeli vzniká jemne štruktúrovaný povrch. Ten rozptyľuje svetlo, čím vzniká matný vzhľad.
Dosiahnutie lesklého povrchu
Aby sme dosiahli lesklý, odrazový povrch, vynechávame proces leptania. Namiesto toho používame chemické leštenie alebo mechanické leštenie. Tento krok vyhladzuje povrch predtým, ako vstúpi do linky na eloxovanie.
| Typ povrchovej úpravy | Primárny krok predbežnej úpravy | Kľúčový kontrolný parameter |
|---|---|---|
| Matný | Alkalické leptanie | Čas / Koncentrácia |
| Lesk | Lesklé ponorenie / leštenie | Obídenie kroku leptania |

Predbežná úprava je fázou, v ktorej skutočne definujete konečný vzhľad. Mnohí si myslia, že samotné eloxovanie ovplyvňuje lesk, ale to je mylná predstava. Proces eloxovania vytvára na existujúcom povrchu priehľadnú vrstvu oxidu. Textúra, ktorú vytvoríte vopred, je teda tá, ktorú uvidíte na konci.
Veda za leskom
Pre matné povrchy
Tento proces je založený na kontrolovanej chemickej reakcii. [Alkalické leptanie]()12 Roztok mikroskopicky zdrsňuje povrch hliníka. Vytvára tak drobné vrcholky a údolia, ktoré rozptyľujú svetlo namiesto toho, aby ho priamo odrážali. Výsledkom je jemný povrch bez odleskov. Je veľmi obľúbený pri high-endových čiernych eloxovaných hliníkových krytoch elektroniky.
Pre lesklé povrchy
Aby sme dosiahli zrkadlový povrch, musíme povrch čo najviac vyhladzovať. Na to máme pred eloxovaním dve základné metódy.
- Chemický jasný ponor: Ide o kyselý kúpeľ. Vyhladzuje hliník na mikroskopickej úrovni tým, že rozpúšťa povrchové nedokonalosti.
- Mechanické leštenie: To zahŕňa fyzické leštenie dielu. Vytvára to extrémne hladký, odrazový povrch.
Podľa našich skúseností v spoločnosti PTSMAKE závisí voľba medzi týmito metódami od geometrie dielu a požadovanej úrovne lesku.
| Metóda leštenia | Najlepšie pre | Výsledok |
|---|---|---|
| Chemický jasný ponor | Zložité tvary, malé prvky | Rovnomerný, jasný a hladký povrch |
| Mechanické leštenie | Rovné alebo jednoduché zakrivené povrchy | Najvyššia možná zrkadlová odrazivosť |
Konečný vzhľad sa určuje pred eloxovaním dielu. Matný povrch sa dosahuje leptaním povrchu, zatiaľ čo lesklý povrch vyžaduje vynechanie leptania a namiesto toho leštenie alebo ponorenie dielu do lesklého kúpeľa pre dosiahnutie maximálnej hladkosti.
Pre ktoré aplikácie je čierny eloxovaný hliník ideálnou voľbou?
Výber správnej povrchovej úpravy je veľmi dôležitý. Čierny eloxovaný hliník nie je len na okrasu. Ponúka špecifické funkčné výhody pre náročné aplikácie.
Pozrime sa, kde tento materiál skutočne vyniká. Ide o to, aby jeho vlastnosti zodpovedali špecifickým požiadavkám vašej aplikácie.
Kľúčové faktory rozhodovania
Zohľadnite odolnosť, estetiku a elektrické vlastnosti. Každý faktor hrá úlohu pri konečnom rozhodnutí o výbere správneho materiálu.
| Aplikácia | Kľúčový prínos |
|---|---|
| Špičková elektronika | Prémiový pocit |
| Optické komponenty | Nízka odrazivosť |
| Taktická výstroj | Trvanlivosť |
| Architektonické obklady | Odolnosť proti korózii |
To pomáha zabezpečiť najlepší výkon.

Špičkové elektronické skrine
Pri spotrebnej elektronike je vzhľad a pocit na dotyk kľúčový. Čierny eloxovaný hliník poskytuje elegantný, prémiový povrch, ktorý je príjemný na dotyk.
Ešte dôležitejšie je, že anodická vrstva je elektrický izolant. Zabraňuje tak skratom vo vnútri zariadení, ako sú notebooky alebo audio zosilňovače. Je to funkčná aj estetická voľba.
Optické a taktické vybavenie
V optike je ovládanie svetla všetkým. Matný čierny povrch má veľmi nízku odrazivosť. To je nevyhnutné pre puzdrá fotoaparátov a vedecké prístroje, aby sa zabránilo rozptýlenému svetlu.
Farba použitá v procese môže výrazne ovplyvniť tepelné vlastnosti materiálu. emisivita13. Táto vlastnosť je kľúčová pre komponenty, ktoré musia efektívne riadiť tepelné žiarenie.
Pri taktickom výstroji sú kľúčové odolnosť a nenápadnosť. Tvrdý, nereflektívny povrch odoláva škrabancom a opotrebeniu. Neodráža slnečné lúče, čo je nevyhnutné pre vojenské alebo policajné použitie.
Architektonické aplikácie
Čierny eloxovaný hliník je tiež vynikajúci pre vonkajšie použitie. V spoločnosti PTSMAKE sme ho použili na okenné rámy a dekoratívne lišty. Eloxovaný povlak chráni hliník pred koróziou a degradáciou spôsobenou UV žiarením.
Tu je rýchle porovnanie jeho funkcií v rôznych aplikáciách.
| Funkcia | Elektronika | Optika | Taktický | Architektúra |
|---|---|---|---|---|
| Primárna potreba | Estetika a izolácia | Nízka odrazivosť | Odolnosť a nenápadnosť | Odolnosť proti korózii |
| Odolnosť proti opotrebovaniu | Vysoká | Mierne | Veľmi vysoká | Vysoká |
| Vplyv na náklady | Mierne | Nízka | Nízka | Mierne |
Zhrnuté, čierny eloxovaný hliník je univerzálnou voľbou. Jeho výber závisí od potrieb, ako sú elektrická izolácia, nízka odrazivosť svetla, robustná odolnosť alebo odolnosť proti korózii. Ide o spojenie funkcie a formy pre optimálny výkon vo vašom projekte.
Ako by mala byť navrhnutá súčiastka, aby bola eloxácia úspešná?
Úspešné eloxovanie začína na kresliacej doske. Nie je to len povrchová úprava, ale elektrochemický proces. Voľby pri návrhu majú priamy vplyv na konečnú kvalitu.
Je dôležité zamerať sa na "konštrukciu pre výrobu" (DFM). Niekoľko jednoduchých pravidiel môže zabrániť veľkým problémom v budúcnosti. Tieto kroky zaručujú jednotný a odolný náter.
Kľúčové aspekty návrhu
Dobrý dizajn zabraňuje bežným chybám pri eloxovaní. Zameriavajte sa na geometriu, povrchy a body manipulácie. To platí najmä pre bezchybné čierny eloxovaný hliník dokončiť.
| Oblasť dizajnu | Usmernenie |
|---|---|
| Vnútorné rohy | Používajte veľké polomery, vyhýbajte sa ostrým uhlom. |
| Duté profily | Pridajte odtokové otvory pre tekutiny. |
| Veľké plochy | Rozdrvte ich alebo pridajte textúru. |
| Manipulácia s časťou | Určite prípustné miesta na umiestnenie regálov. |
Tieto malé úpravy majú obrovský význam. Zabraňujú problémom, ako je spálenie, škvrny a farebná nejednotnosť. V spoločnosti PTSMAKE klientov v týchto bodoch včas informujeme.

Poďme sa bližšie pozrieť na to, prečo sú tieto pravidlá dôležité. Eloxovanie spočíva v ponorení dielov do chemických kúpeľov a pôsobení elektrického prúdu. Tvar dielu určuje, ako prúd a kvapalina prúdia.
Vyhýbanie sa ostrým vnútorným rohom
Ostré vnútorné rohy sú veľkým problémom. Môžu brániť rovnomernému prúdeniu elektrického prúdu. To vedie k vzniku tenkých alebo nepokrytých miest. Je to spôsobené takzvaným Efekt Faradayovej klietky14.
Naopak, ostré vonkajšie rohy priťahujú príliš veľa prúdu. To môže spôsobiť "spálenie" povlaku, čo vedie k krehkému, zafarbenému a nadmernému nahromadeniu. Odporúčame minimálny polomer 0,5 mm.
Projektovanie odvodnenia
Duté časti alebo hlboké slepé otvory môžu zachytávať chemikálie používané v procese. Ak sa tieto kvapaliny neodstránia, neskôr vytečú. To spôsobuje nevzhľadné škvrny a ničí povrchovú úpravu.
Pridaním malých, strategicky umiestnených odtokových otvorov sa tieto tekutiny môžu odtekať. Tento jednoduchý krok zaručuje čistý, rovnomerný povrch po spracovaní.
Správa veľkých rovných plôch
Veľké, rovné povrchy sú náročné z hľadiska konzistencie farieb. Zosilňujú aj malé odchýlky v procese eloxovania. To môže mať za následok škvrnitý alebo pruhovaný vzhľad.
Aby ste tomu zabránili, zvážte pridanie jemných textúr. Pomôže aj rozbitie povrchu drážkami alebo rebrami. Tým sa rozptýli svetlo a farebné odchýlky budú menej viditeľné.
| Zlá prax v oblasti dizajnu | Dobrá prax v oblasti dizajnu |
|---|---|
| Ostré vnútorné/vonkajšie rohy | Minimálny polomer 0,5 mm |
| Uzavreté duté dutiny | Malé odvodňovacie/vetracie otvory |
| Veľké, hladké, ploché tváre | Textúrované alebo rozbité povrchy |
| Nie je špecifikovaný bod regálovania | Bodové poškodenia na nekosmetických plochách |
Pri navrhovaní s ohľadom na eloxovanie sa vyhnete bežným problémom. Jednoduché úpravy, ako je pridanie polomerov, odtokových otvorov a špecifikácia bodov upevnenia, zaručujú vysokú kvalitu a konzistentný povrch. Táto predvídavosť šetrí čas, znižuje potrebu prepracovania a znižuje celkové náklady.
Ako zabezpečíte konzistentnú farbu na komplexných geometrických dieloch?
Súčasné krádeže sú veľkým problémom. Vyskytujú sa, keď elektrina volí najľahšiu cestu. V dôsledku toho zostávajú zapustené oblasti s tenšou vrstvou.
Výsledkom je svetlejšia, nejednotná farba. Tento problém je veľmi viditeľný na častiach so zložitými tvarmi. Platí to najmä pre hlboko čierne eloxované hliníkové povrchy.
Musíme kontrolovať smer prúdu. Strategické regály a pomocné katódy sú kľúčom k dosiahnutiu rovnomerného povrchu.
| Výzva | Vplyv na farbu |
|---|---|
| Súčasné okrádanie | Svetlejšie, nerovnomerné odtiene |
| Komplexná geometria | Zdôrazňuje nezrovnalosti |

Na potlačenie rozptylu prúdu potrebujeme inteligentné nástroje. Tie zabezpečujú rovnomerné rozloženie prúdu po celej ploche. To je nevyhnutné pre dosiahnutie konzistentného povrchu.
Strategické regály sú vašou prvou obranou
V spoločnosti PTSMAKE vieme, že regály slúžia na viac ako len na ukladanie dielov. Ich orientácia ovplyvňuje tok prúdu. Diely umiestňujeme tak, aby sme minimalizovali tienené oblasti. Tým zabraňujeme tomu, aby jedna oblasť "kradla" prúd z inej. Každý diel dostane spravodlivý podiel elektrickej energie.
Použitie pomocných katód pre presnosť
Pri veľmi zložitých geometriách nie je vždy postačujúce regálové skladovanie. Používame takzvané pomocné katódy15. Ide o dodatočné vodiče umiestnené v blízkosti zapustených oblastí. Vodia prúd do ťažko dostupných miest. Tým sa zabezpečí, že tieto hlboké vrecká budú mať rovnakú hrúbku povlaku ako vonkajšie povrchy.
Úloha konzistentného miešania
Nakoniec, pohyb je veľmi dôležitý. Používame konzistentné miešanie v nádržiach na eloxovanie aj farbenie. Tým sa chemikálie udržujú rovnomerne zmiešané. Zabraňuje to lokálnemu vyčerpaniu v okolí dielu, čo je kľúčové pre rovnomerné vstrebávanie farby.
| Technika | Primárna funkcia |
|---|---|
| Strategické regály | Optimalizujte orientáciu dielov pre rovnomerný tok prúdu |
| Pomocné katódy | Priamy prúd do ťažko dostupných oblastí |
| Miešanie nádrže | Udržujte rovnomernú koncentráciu chemikálií |
Dosiahnutie jednotnej farby na zložitých dieloch znamená kontrolu elektrického prúdu. Prostredníctvom strategického regálovania, pomocných katód a neustáleho miešania v nádrži prekonávame únik prúdu, aby sme vždy zabezpečili bezchybný a konzistentný povrch.
Aké sú nové technológie v oblasti povrchovej úpravy čierneho hliníka?
Budúcnosť povrchovej úpravy čierneho hliníka je vzrušujúca. Prekračujeme rámec tradičných metód farbenia.
Nové technológie sľubujú väčšiu odolnosť a farebnú stabilitu. To je kľúčové pre vysokovýkonné aplikácie.
Kľúčové technológie budúcnosti
Vynikajú dve metódy: elektrolytické farbenie a plazmová elektrolytická oxidácia (PEO). Obidve ponúkajú jedinečné výhody pri vytváraní odolných čiernych povrchových úprav. Predstavujú významný pokrok vpred.
| Technológia | Primárna výhoda | Výsledná povrchová úprava |
|---|---|---|
| Elektrolytické farbenie | Vynikajúca odolnosť voči svetlu | Stabilná čierna/bronzová |
| PEO | Extrémna tvrdosť | Keramická vrstva |
Tieto pokroky menia náš prístup k trvalej povrchovej úprave.

Snaha o dosiahnutie lepších výsledkov je hnacou silou inovácií v oblasti povrchových úprav. Štandardné čierne farbivo používané pri eloxovaní môže časom vyblednúť, najmä pri vystavení UV žiareniu. Pomohli sme našim klientom prekonať tento problém.
Elektrolytické farbenie: krok vpred
Elektrolytické farbenie alebo dvojstupňové eloxovanie rieši problém vyblednutia. Namiesto organického farbiva nanášame do anodických pórov stabilné kovové soli. Tým vzniká čierna farba, ktorá je súčasťou samotného povlaku. Výsledkom je neuveriteľne svetlostála povrchová úprava.
Plazmová elektrolytická oxidácia (PEO)
Pre dosiahnutie maximálnej tvrdosti hľadáme nové postupy. Jedným z najsľubnejších je plazmová elektrolytická oxidácia16. Premení hliníkový povrch na tvrdú vrstvu podobnú keramike. V našich testoch táto povrchová úprava poskytuje vynikajúcu odolnosť proti opotrebeniu a korózii v porovnaní s tradičným eloxovaním s tvrdou vrstvou.
Tento proces je ideálny pre komponenty v náročných mechanických alebo chemických prostrediach. Výsledná čierna povrchová úprava nie je len farbou, ale funkčnou ochrannou vrstvou. Považujeme ju za prelomovú zmenu pre kritické súčiastky.
| Funkcia | Typ III Tvrdé eloxovanie | Plazmová elektrolytická oxidácia (PEO) |
|---|---|---|
| Tvrdosť (HV) | 400-700 | 1200-2000 |
| Odolnosť proti opotrebovaniu | Dobrý | Vynikajúce |
| Proces | Štandardná elektrolýza | Vysokonapäťový mikrooblouk |
| Najlepšie pre | Všeobecné opotrebovateľné diely | Extrémne opotrebenie, aplikácie s vysokou teplotou |
Nové technológie prinášajú revolúciu v oblasti povrchovej úpravy čierneho hliníka. Elektrolytické farbenie ponúka bezkonkurenčnú odolnosť voči UV žiareniu, zatiaľ čo PEO vytvára neuveriteľne tvrdý povrch podobný keramike. Tieto metódy poskytujú vynikajúcu odolnosť a výkon pre náročné aplikácie, ktoré ďaleko presahujú tradičné techniky farbenia.
Získajte rýchlu cenovú ponuku na čierny eloxovaný hliník | PTSMAKE
Ste pripravení vylepšiť svoj ďalší projekt pomocou čierneho eloxovaného hliníka? Kontaktujte spoločnosť PTSMAKE ešte dnes a získajte rýchlu a podrobnú cenovú ponuku – od prototypu až po výrobu. Naše odborné znalosti zaručujú presnosť, konzistentnosť a spoľahlivosť vašich kritických komponentov. Pošlite nám svoju požiadavku ešte dnes a zažite partnerstvo vo výrobe na svetovej úrovni!

Zistite, ako môžu tieto mikroskopické častice ovplyvniť konečnú úpravu a výkonnosť vášho produktu. ↩
Zistite, ako sa dosahuje farebná konzistentnosť čiernych eloxovaných dielov pre bezchybný povrch. ↩
Porozumejte, ako táto vlastnosť ovplyvňuje dlhodobý vzhľad a trvanlivosť vašich farbených dielov. ↩
Porozumejte vedeckým princípom procesu eloxovania, aby ste mohli lepšie informovať o svojich voľbách v oblasti povrchovej úpravy materiálov. ↩
Zistite, ako tento elektrochemický proces zásadným spôsobom zlepšuje povrchové vlastnosti hliníka a iných kovov. ↩
Porozumejte tomu, ako mikroskopická štruktúra ovplyvňuje vizuálne a funkčné vlastnosti vašich hotových dielov. ↩
Získajte viac informácií o tomto pokrokovom procese farbenia, ktorý zaručuje vynikajúcu odolnosť a odolnosť proti vyblednutiu. ↩
Zistite, ako tieto mikroskopické zliatinové štruktúry ovplyvňujú konečnú kvalitu povrchu a výkonnosť. ↩
Porozumejte mikroskopickej štruktúre anodických filmov a tomu, ako ovplyvňuje možnosti povrchovej úpravy. ↩
Zoznámte sa s fyzikou zrkadlových povrchov a s tým, ako ovplyvňuje vizuálnu príťažlivosť vašich dielov. ↩
Porozumejte vedeckému princípu, na ktorom je založený tento proces vytvárania neuveriteľne tvrdej ochranné vrstvy oxidu hlinitého. ↩
Získajte viac informácií o chemických reakciách a kontrolách tejto dôležitej povrchovej úpravy. ↩
Porozumejte, ako táto vlastnosť povrchu ovplyvňuje riadenie tepelnej energie vo vašich elektronických a optických konštrukciách. ↩
Zistite, ako elektrické polia ovplyvňujú povlak v tesných rohoch a výklenkoch. ↩
Zistite, ako tieto špecializované nástroje umožňujú presné nanášanie povlakov v našich pokrokových procesoch eloxovania. ↩
Porozumejte procesu mikrooblouku, ktorý vytvára tento ultra tvrdý povrch podobný keramike na hliníku. ↩






