

Výber medzi investičným odlievaním a tlakovým odlievaním dielov môže ovplyvniť časový plán projektu a rozpočet. Mnohí inžinieri majú problém s týmto rozhodnutím, pretože nesprávna voľba vedie k nákladnému prepracovaniu návrhu, predĺženiu dodacích lehôt a k súčiastkam, ktoré nespĺňajú špecifikácie.
Investičné odlievanie používa obetný voskový vzor a keramický plášť na vytváranie zložitých, vysoko presných dielov z vysokoteplotných zliatin, zatiaľ čo tlakové liatie vstrekuje roztavený kov pod tlakom do opakovane použiteľných oceľových foriem na veľkosériovú výrobu jednoduchších geometrických tvarov z materiálov s nižším bodom topenia.

V spoločnosti PTSMAKE som pracoval s oboma procesmi a pomáhal som klientom pri rozhodovaní v oblasti automobilových súčiastok, dielov pre letecký a kozmický priemysel a zdravotníckych pomôcok. Správna voľba závisí od vašich špecifických požiadaviek na materiál, objem, zložitosť a rozpočet. Dovoľte mi, aby som vás oboznámil s kľúčovými rozdielmi a rozhodovacími faktormi, ktoré vám pomôžu urobiť tú najlepšiu voľbu pre váš projekt.
Aký je základný princíp investičného odlievania?
Investičné odlievanie je v podstate procesom tvorby a deštrukcie. Začíname výrobou presnej repliky finálneho dielu. Táto replika sa nazýva vzor.
Obetný vzor
Tento vzor nemá trvať dlho. Slúži ako dočasný nástroj. Zvyčajne ho vyrábame z vosku. Jeho jediným účelom je vytvoriť okolo neho formu.
Potom ho roztopíme alebo spálime. Takto vznikne dokonalá dutina.
| Etapa | Účel |
|---|---|
| Vytvorenie | Vytvorte presný vzor z vosku. |
| Zničenie | Odstráňte vzor a vytvorte formu. |
Táto jedinečná metóda umožňuje vyrábať zložité tvary s neuveriteľnými detailmi, čo je kľúčový rozdiel pri posudzovaní investičného odlievania v porovnaní s tlakovým liatím.

Od vzoru k forme: Investícia"
Skutočné kúzlo nastane, keď do vzoru "investujeme". To znamená, že okolo neho vytvoríme keramický plášť. Robíme to tak, že voskový vzor opakovane ponoríme do keramickej hnojovica1 a potom ho pokryjeme materiálom podobným piesku.
Tento proces opakujeme viackrát. Každá vrstva zvyšuje pevnosť a hrúbku škrupiny. Vzniká tak robustná forma z jedného kusu. Keď škrupina dosiahne správnu hrúbku, musí sa úplne vysušiť. Tento krok je rozhodujúci pre integritu formy.
Fáza vyhorenia
Keď je keramická škrupina suchá, vložíme ju do rúry. Vysoké teplo roztaví a vypáli všetok vosk. Toto je časť procesu "strateného vosku". Zostane dutá, veľmi detailná keramická forma. Teraz je pripravená na nalievanie roztaveného kovu.
Tento proces sa zásadne líši od iných, ako je tlakové liatie, pri ktorom sa používa trvalá kovová forma. Keramická forma na jedno použitie pri investičnom odlievaní umožňuje oveľa zložitejšie vzory a podrezania bez potreby ťahových uhlov.
| Krok procesu | Kľúčová akcia | Výsledok |
|---|---|---|
| 1. Škrupinová budova | Vzor ponorenia do kaše a piesku | Vytvorí sa keramická škrupina. |
| 2. Sušenie | Vyliečenie škrupiny | Forma naberá na sile. |
| 3. Odvoskovanie | Škrupinu zohrejte v rúre | Zostane dutá dutina formy. |
V minulých projektoch spoločnosti PTSMAKE sme zistili, že kľúčom k úspechu je starostlivá kontrola tohto procesu vytvárania škrupiny. Takto zabezpečíme, aby bol každý detail z pôvodného vzoru dokonale zachytený v konečnej kovovej súčasti a dôsledne spĺňal prísne tolerancie.
Podstata investičného odlievania je jednoduchá. Vytvoríme presný vzor z vosku, okolo neho vytvoríme keramickú škrupinu a potom vzor odstránime. Vznikne tak dokonalá forma na jedno použitie, ktorá je ideálna na výrobu zložitých a detailných kovových dielov.
Aký je základný princíp tlakového liatia?
Základný princíp je jednoduchý, ale účinný. Roztavený kov vtláčame do oceľovej formy pod obrovským tlakom. Táto metóda zaručuje rýchlosť a presnosť.
Jadro procesu
Predstavte si ju ako špičkovú injekčnú striekačku. Stroj vstrekuje tekutý kov do vopred vytvarovanej dutiny. Táto dutina sa nazýva matrica.
Kov a forma
Tento proces sa opiera o dve kľúčové zložky. Roztavený kov, ktorý tvorí diel, a oceľová forma, ktorá ho tvaruje.
| Komponent | Materiál | Funkcia |
|---|---|---|
| Roztavený kov | Hliník, zinok atď. | Tvorí záverečnú časť |
| Zápustka (forma) | Kalená oceľ | Tvaruje kov |
Vďaka tomuto vysokotlakovému vstrekovaniu je tlakové liatie také efektívne pri rýchlom vytváraní zložitých dielov.

Kúzlo tlakového liatia spočíva v tlaku. Nejde o jemné liatie. Kov vstrekujeme rýchlosťou, ktorá dokáže zaplniť celú formu v priebehu milisekúnd. To je kľúčový rozdiel pri posudzovaní investičného odlievania v porovnaní s tlakovým liatím.
Sila tlaku
Kľúčový je vysoký tlak. Ten vtláča kov do každého drobného detailu matrice. Tým sa zabezpečuje dokonalé tvarovanie ostrých rohov, tenkých stien a zložitých geometrických tvarov. Toto rýchle plnenie tiež pomáha dosiahnuť jemnozrnnú mikroštruktúru.
Tento proces minimalizuje pórovitosť. Zachytený vzduch má malú šancu tvoriť bubliny. Výsledkom je pevnejší a pevnejší komponent. V spoločnosti PTSMAKE presne kontrolujeme tieto tlaky, aby sme dosiahli optimálnu hustotu súčiastky.
Opakovane použiteľná matrica: kľúčová výhoda
Matrica je trvalý, opakovane použiteľný nástroj vyrobený z vysokokvalitnej ocele. To nám umožňuje vyrábať tisíce alebo dokonca milióny rovnakých dielov z jednej formy. Rýchly tuhnutie2 umožňuje rýchly čas cyklu.
Táto možnosť opätovného použitia je hlavnou výhodou oproti metódam, pri ktorých sa používajú jednorazové formy.
| Funkcia | Odlievanie pod tlakom | Investičné odlievanie |
|---|---|---|
| Materiál formy | Oceľ | Vosk/keramika |
| Opätovná použiteľnosť | Vysoká (viac ako 100 000 cyklov) | Žiadne (na jedno použitie) |
| Počiatočné náklady | Vysoká | Nízka |
Hoci počiatočné náklady na lisovanie sú vyššie, náklady na jeden diel sa s objemom výrazne znižujú. Vďaka tomu je tlakové liatie ideálne pre sériovú výrobu.
Základný princíp tlakového liatia spočíva vo vstrekovaní roztaveného kovu do opakovane použiteľnej oceľovej formy pod vysokým tlakom. Tento proces je navrhnutý pre rýchlosť, presnosť a hromadnú výrobu zložitých, pevných kovových dielov a ponúka vynikajúcu opakovateľnosť pre veľkosériové výrobné projekty.
Ako sa líši výber materiálu pri investičnom a tlakovom liatí?
Najväčší rozdiel spočíva v teplote. Investičné odlievanie môže spracovávať materiály s veľmi vysokými teplotami topenia. Je to preto, že keramické formy sú na jedno použitie a sú konštruované tak, aby odolali intenzívnemu teplu.
Pri tlakovom liatí sa však používajú opakovane použiteľné oceľové formy. Tieto formy nezvládajú vysoké teploty potrebné pre kovy, ako je oceľ.
Bežné zliatiny pre investičné odlievanie
Tento proces je vynikajúci pri vysoko výkonných kovoch s vysokou teplotou. Spomeňte si na oceľ, nehrdzavejúcu oceľ a dokonca aj na superzliatiny pre letecké diely.
Typické zliatiny pre tlakové liatie
Tu sa zameriavame na neželezné kovy. Tie majú nižšie teploty topenia. Najbežnejšie sú zliatiny hliníka, zinku a horčíka.
Krátke porovnanie poukazuje na tento kľúčový bod v diskusii o investičnom odlievaní a tlakovom liatí.
| Metóda odlievania | Typ kovu | Bežné príklady |
|---|---|---|
| Investičné odlievanie | Železné (vysokoteplotné) | Oceľ, nehrdzavejúca oceľ, kobaltové zliatiny |
| Odlievanie pod tlakom | Neželezné kovy (nízka teplota) | Hliník, zinok, horčík |

Prečo bod topenia určuje proces
Hlavným dôvodom rozdelenia materiálu je samotná forma. Pri investičnom odlievaní sa používa spotrebný keramický plášť. Táto škrupina je vytvorená okolo voskového vzoru. Keď sa vosk roztaví, keramika dokáže spracovať roztavenú oceľ vyliatu pri teplote viac ako 1 600 °C (2900 °F). Forma praskne a uvoľní sa z nej diel.
Pri tlakovom liatí je formou trvalá oceľová forma. Vtláčaním roztavenej ocele do oceľovej formy by sa forma poškodila alebo dokonca zvarila. To obmedzuje tento proces na kovy, ktoré sa tavia pri oveľa nižších teplotách. Tým sa chráni drahá, opakovane použiteľná forma. Toto je rozhodujúci faktor pri výbere medzi investičným odlievaním a tlakovým liatím pre projekt.
Podrobné porovnanie zliatin
V projektoch spoločnosti PTSMAKE je usmerňovanie klientov pri výbere materiálu prvým kľúčovým krokom. Kompatibilita s procesom priamo ovplyvňuje vlastnosti a cenu finálneho dielu. Pochopenie tejto skutočnosti pomáha predchádzať nákladným konštrukčným chybám v ďalšom priebehu. Často pracujeme s rôznymi zliatiny železa3 pre náročné aplikácie.
V nasledujúcej tabuľke sú tieto možnosti podrobnejšie rozčlenené. Tieto materiály sme videli použité v mnohých projektoch klientov.
| Funkcia | Investičné odlievanie zliatin | Zliatiny na tlakové liatie |
|---|---|---|
| Primárny typ | Železné kovy | Neželezné kovy |
| Príklady | Nerezová oceľ, uhlíková oceľ, nástrojová oceľ, zliatiny niklu a kobaltu | Hliník (A380), zinok (Zamak 3), horčík (AZ91D) |
| Bod topenia | Vysoká (napr. oceľ ~ 1510 °C) | Nízka (napr. hliník ~660 °C) |
| Kľúčové silné stránky | Vysoká pevnosť, tvrdosť, odolnosť proti korózii | Ľahký, vynikajúca povrchová úprava, vysoká vodivosť |
| Bežné použitie | Lopatky turbín, lekárske implantáty, komponenty strelných zbraní | Automobilové diely, kryty elektroniky, komponenty spotrebičov |
Investičné odlievanie pomocou spotrebných keramických foriem umožňuje spracovávať vysokoteplotné železné zliatiny, ako je oceľ. Naopak, pri tlakovom liatí sa vďaka opakovane použiteľným oceľovým formám používa len neželezný kov s nižšou teplotou tavenia, ako je hliník a zinok, aby sa zachovala celistvosť formy.
Ako sa dá porovnať geometrická zložitosť investičného a tlakového odlievania?
Pri výbere medzi investičným a tlakovým odlievaním je rozhodujúcim faktorom voľnosť dizajnu. Proces, ktorý si vyberiete, priamo ovplyvňuje komplexnosť, ktorú môžete dosiahnuť.
Tento výber ovplyvňuje vlastnosti, ako sú vnútorné kanály a ostré rohy. Určuje tiež, aké tenké steny môžete vytvoriť.
Zložité vnútorné chodby
Investičné odlievanie je vynikajúce pri vytváraní zložitých vnútorných priechodov. Voskový vzor možno vytvarovať do takmer akéhokoľvek tvaru.
Odlievanie pod tlakom sa s týmito vlastnosťami potýka. Kovové formy nemôžu ľahko vytvárať zložité, uzavreté dráhy. To výrazne obmedzuje vnútornú geometriu.
Manipulácia s podrezaniami
Podrezania sú prvky, ktoré bránia priamemu vysunutiu dielu z formy. Investičné odlievanie si s nimi ľahko poradí.
Keramický plášť je odlomený, takže podrezanie nie je problém. Tlakové odlievanie si vyžaduje zložité a nákladné sklzy alebo bočné jadrá pre podrezania.
Dosiahnutie tenkých stien
Obidva procesy môžu vytvárať tenké steny. Investičné odlievanie má však často výhodu.
Môže vytvoriť tenšie a konzistentnejšie steny. Je to preto, že roztavený kov vteká do predhriatej keramickej formy.
Tu je rýchle porovnanie:
| Funkcia | Investičné odlievanie | Odlievanie pod tlakom |
|---|---|---|
| Vnútorné pasáže | Vynikajúce | Obmedzené |
| Podrezanie | Vynikajúce | Obtiažne / nákladné |
| Tenké steny | Veľmi dobré | Dobrý |
| Sloboda dizajnu | Vysoká | Mierne |
Časti2:
Časti3:
Hlavným dôvodom vynikajúcej konštrukčnej slobody investičného odlievania je jeho základný proces. Využíva sa pri ňom obetný vzor4, zvyčajne z vosku, ktorý je presnou kópiou finálnej časti.
Tento voskový vzor je pokrytý keramickou kašou. Po vytvrdnutí keramiky sa vosk roztaví. Vznikne tak bezšvová jednodielna keramická forma.
Táto forma na jedno použitie umožňuje takmer neobmedzené geometrické možnosti. Nemusíte brať do úvahy žiadne deliace čiary ani uhly ponoru. Môžete navrhovať zložité jednodielne konštrukcie, ktoré by pri iných metódach neboli možné.
Naproti tomu pri tlakovom liatí sa používa trvalá, dvojdielna oceľová forma. Konečný diel musí byť navrhnutý tak, aby ho bolo možné z tejto formy vyklopiť.
Z toho vyplýva niekoľko obmedzení. Funkcie musia mať uhly návrhu. Hlboké a úzke vrecká sú náročné. A zložité vnútorné jadrá často nie sú realizovateľné.
V minulých projektoch spoločnosti PTSMAKE sme klientov viedli k investičnému odlievaniu dielov s integrovanými vinutými chladiacimi kanálmi alebo zložitým vnútorným rebrovaním. Tieto vlastnosti jednoducho nie sú praktické pre tlakové liatie.
| Faktor obmedzenia | Investičné odlievanie | Odlievanie pod tlakom |
|---|---|---|
| Typ nástroja | Spotrebovateľná keramická forma | Opakovane použiteľná oceľová matrica |
| Čiary na rozlúčku | Žiadne | Požadované |
| Návrh uhlov | Nevyžaduje sa | Požadované |
| Náklady na nástroje | Nižšie | Vyššie |
Časti4:
Investičné odlievanie ponúka bezkonkurenčnú voľnosť pri navrhovaní zložitých geometrií, ako sú vnútorné priechody a podrezania. Tlakové liatie je obmedzujúcejšie, pretože sa spolieha na trvalé kovové formy, ktoré vyžadujú prvky, ako sú uhly ťahu na vysunutie dielu.
Časti5:
Aké sú typické povrchové úpravy dosiahnuteľné pri investičnom odlievaní a tlakovom liatí?
Prejdime rovno k číslam. Pri porovnávaní investičného odlievania a tlakového liatia je rozhodujúcim rozdielom povrchová úprava pri odlievaní.
Investičné odlievanie vo všeobecnosti poskytuje výrazne hladší povrch hneď od začiatku. Meriame to pomocou Ra (priemerná drsnosť).
Nižšia hodnota Ra znamená hladší povrch. Táto počiatočná kvalita môže výrazne znížiť počet ďalších dokončovacích krokov, čím sa ušetrí čas a peniaze.
Tu je typické porovnanie, ktoré vidíme v našich projektoch.
| Metóda odlievania | Typické Ra (μm) | Typické Ra (μin) |
|---|---|---|
| Investičné odlievanie | 1.6 - 3.2 | 63 - 125 |
| Odlievanie pod tlakom | 3.2 - 6.3 | 125 - 250 |
Tento rozdiel často určuje výber procesu pre diely, pri ktorých je estetika alebo dynamika kvapalín rozhodujúca.

Hlavným dôvodom tohto rozdielu je samotný materiál formy. Pri investičnom odlievaní sa používa keramický plášť vytvorený okolo voskového vzoru.
Jemné keramické častice vytvárajú povrch formy, ktorý s vysokou vernosťou kopíruje aj tie najzložitejšie detaily. Výsledkom je vynikajúci povrch po odstránení vosku.
Pri tlakovom liatí sa používajú robustné, opakovane použiteľné oceľové formy. Hoci tieto formy začínajú s vysoko lešteným povrchom, proces je oveľa agresívnejší.
Roztavený kov sa vstrekuje pod extrémnym tlakom. Počas tisícov výstrelov sa opakovane zahrieva a ochladzuje, tzv. tepelné cyklovanie5, môže spôsobiť mikroskopické opotrebovanie povrchu matrice. Toto opotrebenie sa nakoniec prenesie na diely.
Záleží aj na ďalších premenných. Pri tlakovom liatí sa musia dokonale kontrolovať faktory, ako je rýchlosť vstrekovania, tlak a teplota kovu, aby sa minimalizovali povrchové chyby, ako sú tečúce čiary.
Pri investičnom odlievaní sú najdôležitejšími faktormi kvalita voskového vzoru a konzistencia keramickej suspenzie.
| Faktor | Investičné odlievanie | Odlievanie pod tlakom |
|---|---|---|
| Materiál formy | Keramický plášť (jemné častice) | Tvrdená oceľová matrica |
| Procesný tlak | Nízka (Gravity Pour) | Vysoká (nútené vstrekovanie) |
| Kľúčová premenná | Kvalita suspenzie a vosku | Vstrekovacia rýchlosť a tlak |
| Faktor opotrebenia | Plesne sú na jedno použitie | Erózia matrice v priebehu času |
V spoločnosti PTSMAKE tieto faktory dôkladne riadime, aby sme zabezpečili, že vaše diely budú spĺňať špecifikovanú povrchovú úpravu už od prvého výrobku.
Jednorazové keramické formy na investičné liatie vytvárajú vynikajúci povrch pri odlievaní (nižšia hodnota Ra). Naopak, odolné oceľové formy na tlakové liatie sú účinné pri veľkých objemoch, ale v dôsledku procesného napätia majú o niečo drsnejší počiatočný povrch.
Ako sa líšia dosiahnuteľné rozmerové tolerancie medzi investičným a tlakovým liatím?
Pri porovnávaní investičného a tlakového liatia je kľúčovým rozlišovacím kritériom rozmerová tolerancia. Tlakové liatie vo všeobecnosti ponúka oveľa prísnejšie tolerancie priamo z formy.
Táto presnosť vychádza zo samotného procesu.
Na základe priemyselných noriem a údajov z našich projektov sa typické dosiahnuteľné tolerancie výrazne líšia. Nižšie je uvedený všeobecný návod.
| Tolerancia funkcie | Investičné odlievanie | Odlievanie pod tlakom |
|---|---|---|
| Lineárna tolerancia (typická) | ±0,005 in/in (0,005 mm/mm) | ±0,0015 in/in (0,0015 mm/mm) |
| Plochosť (na palec) | 0,005 palca | 0,002 palca |
| Minimálna hrúbka steny | ~0,060" (1,5 mm) | ~0,020" (0,5 mm) |
Táto tabuľka ukazuje jasnú výhodu tlakového liatia pri výrobe dielov s čistým tvarom, ktoré si vyžadujú menej sekundárneho obrábania.

Hlavným dôvodom tohto rozdielu je materiál formy a výrobný proces.
Stabilita oceľových foriem
Pri tlakovom liatí sa používajú robustné, presne opracované oceľové formy. Tieto trvalé formy sú neuveriteľne stabilné. Odolávajú opotrebovaniu a tepelnému skresleniu počas mnohých cyklov.
Táto stabilita sa priamo premieta do konzistencie jednotlivých dielov. Každý vyrobený komponent je takmer dokonalou kópiou predchádzajúceho.
Pri investičnom odlievaní sa však používa keramický plášť vytvorený okolo voskového vzoru. Táto škrupina je na jedno použitie a po každom odliatí sa zničí.
Proces vytvárania škrupiny je síce účinný, ale prináša viac premenných. To môže viesť k miernym nezrovnalostiam medzi jednotlivými shellmi.
Tlak a riadenie procesov
Pri tlakovom liatí sa roztavený kov vstrekuje do formy pod extrémne vysokým tlakom. Tým sa zabezpečí rýchle a úplné vyplnenie dutiny formy.
Tento kontrolovaný proces minimalizuje problémy spojené s nerovnomerným objemové zmrštenie6, čo je bežná výzva pri odlievaní. Znižuje pórovitosť a vytvára jemnozrnné štruktúry.
Investičné odlievanie sa zvyčajne spolieha na gravitáciu alebo nízky tlak. Plnenie je pomalšie a menej násilné, čo môže mať za následok menej definované detaily a širšie tolerančné rozsahy.
Proces tlakového liatia je v podstate jednoducho opakovateľnejší.
Tlakové liatie ponúka vynikajúce rozmerové tolerancie vďaka odolným oceľovým formám a vysokotlakovému vstrekovaniu. Výsledkom sú vysoko konzistentné a presné diely priamo z nástroja, čo často minimalizuje potrebu sekundárneho obrábania v porovnaní s investičným odlievaním.
Aký je vplyv objemu výroby na výber procesu medzi investičným a tlakovým liatím?
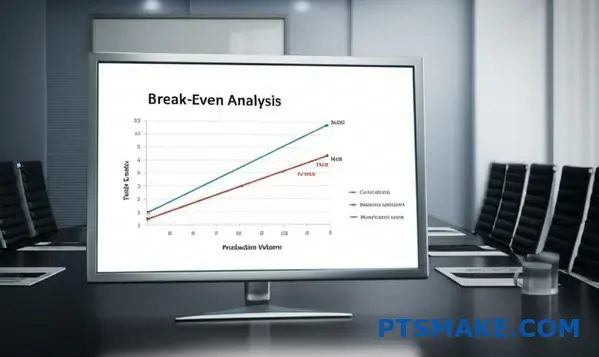
Vizualizácia nákladov je kľúčová. Na to je ideálnym nástrojom analýza rentability. Pomôže nám presne určiť objem výroby, pri ktorom sa jedna metóda stáva ekonomickejšou ako druhá.
Tento graf jasne mapuje celkové náklady v závislosti od počtu vyrobených dielov. Zohľadňuje počiatočnú investíciu do nástrojov aj cenu za diel pre každý proces.
Z tohto porovnania sú zrejmé finančné kompromisy v diskusii o investičnom a tlakovom liatí.
| Zložka nákladov | Investičné odlievanie | Odlievanie pod tlakom |
|---|---|---|
| Počiatočné náradie | Nízka | Veľmi vysoká |
| Cena za diel | Vyššie | Nižšie |
Pochopenie kriviek nákladov
Graf rovnováhy zobrazuje dve čiary. Jedna pre investičné odlievanie a druhá pre tlakové odlievanie. Celkové náklady sú na zvislej osi a objem výroby je na vodorovnej osi.
Linka investičného odlievania začína nižšie. To odráža jej nízke počiatočné náklady na nástroje. Táto hranica však stúpa strmšie, pretože výroba každého jednotlivého dielu je nákladnejšia.
Línia tlakového liatia začína oveľa vyššie. Dôvodom sú značné počiatočné náklady na vytvorenie zložitej formy z tvrdenej ocele. Jej sklon je však oveľa rovnejší. To svedčí o nízkych nákladoch na jeden diel.
Kľúčový je bod prechodu
Bod, v ktorom sa tieto dve čiary pretínajú, je zlomový objem. Ak je váš očakávaný objem nižší ako tento bod, je investičné odlievanie nákladovo najefektívnejšou voľbou.
Ak je váš objem nad touto hranicou, jednoznačným víťazom je tlakové liatie. Vysoké náklady na nástroje sa absorbujú v mnohých jednotkách. Toto rozloženie nákladov je známe ako Amortizácia7. V spoločnosti PTSMAKE je táto analýza ústredným prvkom nášho procesu tvorby cenových ponúk.
| Objem výroby | Ekonomická voľba | Odôvodnenie |
|---|---|---|
| Nízky objem | Investičné odlievanie | Vďaka nízkym počiatočným nákladom na nástroje sú malé série cenovo dostupné. |
| Veľký objem | Odlievanie pod tlakom | Nízke náklady na jeden diel prinášajú časom výrazné úspory. |
Analýza rentability poskytuje jasný finančný plán. Ukazuje, že investičné odlievanie je ideálne pre malé objemy vďaka nízkym vstupným nákladom, zatiaľ čo efektívnosť tlakového liatia z neho robí lepšiu voľbu pre hromadnú výrobu, čo ospravedlňuje jeho vysoké počiatočné investície.
Ako sa dá porovnať celková štruktúra nákladov pri investičnom a tlakovom liatí?
Pri porovnávaní investičného a tlakového liatia je hlavným rozlišovacím kritériom štruktúra nákladov. Je to klasický kompromis. Musíte sa rozhodnúť medzi vysokými počiatočnými nákladmi a nízkymi nákladmi na jeden diel, alebo naopak.
Tento výber do veľkej miery závisí od očakávaného objemu výroby. Každý proces má odlišný ekonomický model.
Kľúčové faktory nákladov
Pochopenie týchto faktorov je veľmi dôležité. Majú priamy vplyv na výsledky vášho projektu.
| Faktor nákladov | Investičné odlievanie | Odlievanie pod tlakom |
|---|---|---|
| Nástroje | Nízka až stredne vysoká | Veľmi vysoká |
| Materiál | Vyššia (viac odpadu) | Nižšia (menej odpadu) |
| Práca | Vysoká | Nízka (automatizovaná) |
| Čas cyklu | Pomalé | Veľmi rýchlo |
Tlakové liatie si vyžaduje veľkú počiatočnú investíciu. Pri veľkosériovej výrobe sa však oplatí vďaka nízkym jednotkovým nákladom.

Hlbší pohľad na rozdelenie nákladov
Poďme si vysvetliť, prečo sa tieto náklady tak výrazne líšia. V našej práci v spoločnosti PTSMAKE vedieme klientov prostredníctvom tejto analýzy, aby sme našli nákladovo najefektívnejšie riešenie pre ich konkrétne potreby. Nejde len o úvodnú cenovú ponuku.
Amortizácia náradia
Tlakové liatie si vyžaduje robustné formy z kalenej ocele. Tie sú konštruované tak, aby vydržali obrovský tlak a teplo počas tisícov cyklov. To ich robí veľmi drahými.
Pri investičnom odlievaní sa používajú lacnejšie nástroje. Často zahŕňa vytvorenie vzoru na výrobu voskových kópií. Tento nástroj nemusí vydržať rovnaké namáhanie, čo výrazne znižuje počiatočné náklady.
Materiál, práca a čas cyklu
Tlakové liatie je vysoko automatizovaný proces. Po nastavení stroja je možné vyrábať diely veľmi rýchlo a s minimálnou prácnosťou. Táto rýchlosť výrazne znižuje náklady na jeden diel.
Investičné odlievanie je viacstupňové a náročné na prácu. Zahŕňa výrobu škrupiny, odvoskovanie a liatie. Každý krok zvyšuje časové a mzdové náklady, čím sa zvyšuje cena jedného dielu. Táto metóda zahŕňa koncept nazývaný nástroj amortizácia8.
Rozhodujúcim faktorom je objem
Kľúčom je objem výroby. Vysoké náklady na nástroje pri tlakovom liatí sa rozložia na mnoho dielov.
| Objem výroby | Lepšia voľba | Dôvod |
|---|---|---|
| Nízka (napr. < 5 000) | Investičné odlievanie | Nízke počiatočné náklady na nástroje ospravedlňujú vyššiu cenu dielu. |
| Vysoká (napr. > 10 000) | Odlievanie pod tlakom | Vysoké počiatočné náklady sú kompenzované veľmi nízkymi jednotkovými nákladmi. |
Vysoké počiatočné náklady na nástroje pri tlakovom liatí sú vyvážené nízkymi cenami za jeden diel, čo je ideálne pre veľkoobjemové série. Naopak, investičné odlievanie ponúka nižšie počiatočné náklady, ale vyššie jednotkové ceny, takže je vhodnejšie pre menšie objemy a zložité konštrukcie.
Ako sa dajú porovnať mechanické vlastnosti finálnych dielov pri investičnom odlievaní a tlakovom liatí?
Skutočná pevnosť súčiastky je hlbšia ako povrchová úprava. Je v mikroštruktúre. Práve tu vidíme hlavné rozdiely medzi investičným a tlakovým liatím.
Fyzika výrobného procesu priamo ovplyvňuje vnútornú kvalitu konečného dielu.
Štruktúra a hustota zrna
Pomalé chladenie pri investičnom odlievaní vytvára hrubú, rovnomernú štruktúru zŕn. To má vo všeobecnosti za následok vyššiu hustotu a menej vnútorných dutín.
Rýchle ochladzovanie pri tlakovom liatí vytvára jemnozrnný povrch. Vyzerá to skvele, ale môže to zakryť podpovrchové póry.
Tu je rýchle porovnanie:
| Funkcia | Investičné odlievanie | Odlievanie pod tlakom |
|---|---|---|
| Rýchlosť chladenia | Pomalé a kontrolované | Veľmi rýchlo |
| Štruktúra zrna | Hrubé, rovnomerné | Jemný povrch, variabilné jadro |
| Hustota | Všeobecne vyššia | Môže byť nižšia kvôli pórovitosti |
| Riziko pórovitosti | Nízka | Vysoká (pórovitosť plynu) |
Táto vnútorná štruktúra je rozhodujúca pre výkonnosť.

Poďme sa ponoriť hlbšie do fyziky procesu. Všetko je to o teple a tlaku.
Úloha miery chladenia
Pri tlakovom liatí sa roztavený kov vtláča do chladnej oceľovej formy pod obrovským tlakom. Tým sa kov "otrasie" a takmer okamžite stuhne.
Toto rýchle ochladenie vytvára na povrchu súčiastky veľmi jemnú zrnitú štruktúru. To môže prispieť k vynikajúcej tvrdosti povrchu. Môže však tiež zachytávať vzduch a plyny. V súčiastke sa tak vytvárajú malé bublinky alebo pórovitosť.
Investičné odlievanie je opakom. Keramický plášť sa pred liatím kovu predhreje. Chladenie prebieha pomaly a rovnomerne.
Tento proces dáva plynom čas na únik. Umožňuje tiež kontrolovanejšiu tvorbu kryštálov. Pomalšie tuhnutie podporuje priaznivejšie dendritický rast9, čo vedie k hustejšej a pevnejšej vnútornej štruktúre. Podľa našich skúseností v spoločnosti PTSMAKE to vedie k vynikajúcej integrite pre kritické aplikácie.
Vplyv tlaku na chyby
| Metóda odlievania | Úroveň tlaku | Primárne riziko defektu |
|---|---|---|
| Odlievanie pod tlakom | Veľmi vysoká | Pórovitosť plynu |
| Investičné odlievanie | Nízka (gravitácia/podtlak) | Pórovitosť zmršťovania (dá sa regulovať) |
Vysoký tlak pri tlakovom liatí je skvelý pre detaily. Môže však do kovového roztoku vtláčať plyn, ktorý sa potom pri chladnutí kovu zachytáva. Prostredie s nižším tlakom pri investičnom odlievaní sa tomuto špecifickému problému úplne vyhýba.
Rýchly proces tlakového liatia vytvára jemnozrnný povrch, ale hrozí riziko vnútornej pórovitosti. Pomalé a riadené chladenie pri investičnom odlievaní vedie k hustejšej a rovnomernejšej štruktúre zŕn s minimom dutín, čo má vplyv na celkovú integritu a výkonnosť súčiastky.
Aké sekundárne operácie sú zvyčajne potrebné medzi investičným a tlakovým liatím?
Obsadenie je len začiatok. Surový diel, ktorý vyjde z formy, je málokedy pripravený na použitie. Investičné aj tlakové liatie si vyžaduje niekoľko sekundárnych operácií.
Tieto kroky sú veľmi dôležité. Zabezpečujú, aby konečný diel spĺňal presné špecifikácie týkajúce sa funkcie a vzhľadu.
Počiatočné následné spracovanie
Odstránenie brány je prvým krokom v oboch prípadoch. Metódy sa však často líšia. Investičné odliatky si vyžadujú jemnejšie zaobchádzanie.
| Operácia | Investičné odlievanie | Odlievanie pod tlakom |
|---|---|---|
| Odstránenie brány | Ručné rezanie, brúsenie | Orezávací lis, rezanie |
| Počiatočné čistenie | Otryskávanie abrazívom | Pád, tryskanie |
Tieto počiatočné kroky pripravujú diel na dokonalejšie dokončovacie procesy.

Hlbší ponor do sekundárnych operácií
Výber medzi investičným a tlakovým liatím ovplyvňuje aj ďalšie kroky. Každý proces má jedinečné požiadavky na dosiahnutie konečných požadovaných vlastností. Prvotný odliatok má len takmer čistý tvar.
Tepelné spracovanie
Tepelné spracovanie je bežné pre investičné odliatky. Zvyšuje pevnosť a odolnosť. Platí to najmä pre oceľové a hliníkové zliatiny. Proces upravuje mikroštruktúru kovu.
Tlakové odliatky sa však zriedkavo tepelne spracúvajú. Vysokotlakový proces môže vytvoriť vnútornú pórovitosť. Teplota môže spôsobiť pľuzgiere na povrchu. Klientov vždy upozorňujeme na toto obmedzenie.
Obrábanie a dokončovanie
Obe metódy často vyžadujú opracovanie. Tým sa dosahujú prísne tolerancie, ktoré samotné odlievanie nedokáže splniť. V spoločnosti PTSMAKE používame na vytvorenie kritických prvkov CNC obrábanie.
Kľúčová je aj povrchová úprava. Zlepšuje estetiku a odolnosť voči korózii. Požadovaná povrchová úprava závisí výlučne od aplikácie.
| Typ povrchovej úpravy | Spoločné pre investičné odlievanie | Bežné pre tlakové liatie |
|---|---|---|
| Maľovanie | Áno | Áno |
| Pokovovanie | Áno | Áno |
| Eloxovanie | Áno (pre hliník) | Áno (pre hliník) |
| Leštenie | Áno, pre špičkový vzhľad | Menej časté, môžu odhaliť póry |
Proces Devesting10 je pre investičné odlievanie jedinečná. Zahŕňa odstránenie keramického plášťa po stuhnutí kovu. Tento krok sa musí vykonať opatrne, aby nedošlo k poškodeniu jemných detailov súčiastky.
Obidve metódy odlievania si vyžadujú následné spracovanie, ale jednotlivé kroky sa výrazne líšia. Investičné odlievanie často zahŕňa intenzívnejšie kroky, ako je tepelné spracovanie a jemné čistenie, zatiaľ čo tlakové odlievanie sa zameriava na vysokorýchlostné orezávanie a povrchovú úpravu vhodnú pre jeho povrch v stave po odliatí.
Aké sú hlavné obmedzenia jednotlivých procesov medzi investičným a tlakovým odlievaním?
Výber medzi investičným a tlakovým liatím si vyžaduje pochopenie ich limitov. Každá metóda má špecifické obmedzenia, ktoré môžu ovplyvniť úspech vášho projektu.
Tento stručný sprievodca opisuje tieto kľúčové rozdiely. Pomôže vám urobiť informovanejšie rozhodnutie pre vaše komponenty.
Obmedzenia investičného odlievania
Tento proces je univerzálny, ale má svoje hranice. Pozoruhodné sú pomalšie výrobné cykly a vyššie náklady na jeden diel.
| Obmedzenie | Podrobnosti o obmedzeniach |
|---|---|
| Veľkosť a hmotnosť | Zvyčajne pre menšie diely, od gramov do približne 75 kg. |
| Rýchlosť výroby | Pomalšie kvôli viacstupňovému procesu výroby vosku a škrupín. |
| Náklady | Vyššie počiatočné náklady na prácu a materiál na kus. |
| Geometrické | Niektoré vnútorné tvary môžu byť náročné na správne opláštenie. |
Obmedzenia tlakového liatia
Tlakové liatie je rýchle a nákladovo efektívne pri veľkých objemoch. V iných oblastiach je však menej flexibilný.
| Obmedzenie | Podrobnosti o obmedzeniach |
|---|---|
| Materiál | Väčšinou sa obmedzuje na zliatiny neželezných kovov, ako je hliník, zinok a horčík. |
| Náklady na nástroje | Veľmi vysoké počiatočné náklady na formy (lisovacie formy). |
| Pórovitosť | Diely môžu mať vnútornú pórovitosť, ktorá ovplyvňuje pevnosť. |
| Geometrické | Podrezania a zložité vnútorné prvky zvyšujú zložitosť a náklady. |

Pri porovnávaní investičného a tlakového liatia je hlavným rozlišovacím kritériom výber materiálu. Oceľové formy na tlakové liatie nezvládajú vysoké teploty tavenia železných kovov, ako je oceľ. Nástroje by sa príliš rýchlo znehodnotili.
Preto vyniká pri zliatinách hliníka a zinku.
Na druhej strane sa pri investičnom odlievaní používajú keramické plášte. Tie sú na jedno použitie a odolávajú extrémne vysokým teplotám. To umožňuje odlievanie širokej škály kovov vrátane nehrdzavejúcej ocele a supersliatin.
Geometrické a nástrojové faktory
Výber sa riadi aj veľkosťou a zložitosťou vášho dielu. Investičné odlievanie ponúka neuveriteľnú slobodu pri navrhovaní zložitých dielov. Nízka úroveň škrupiny priepustnosť11 pomáha zachytiť jemné detaily.
Tlakové liatie je vhodnejšie pre diely s jednoduchším dizajnom vyrábané vo veľkých objemoch. Tenké steny sú možné, ale konštruktéri musia dbať na tok kovu a možné defekty.
Ďalším kritickým bodom je náradie. V spoločnosti PTSMAKE sprevádzame klientov týmto rozhodnutím, pretože má obrovský vplyv na rozpočet.
| Faktor | Investičné odlievanie | Odlievanie pod tlakom |
|---|---|---|
| Investície do nástrojov | Nízka až stredná (pre formu s voskovým vzorom) | Veľmi vysoká (pre kalenú oceľovú matricu) |
| Čas realizácie | Kratšie na výrobu nástrojov, dlhšie na výrobu dielov | Dlhšie na výrobu nástrojov, veľmi rýchlo na výrobu dielov |
| Najlepší objem | Nízky až stredný objem | Vysoký až veľmi vysoký objem |
Pochopenie týchto obmedzení je veľmi dôležité. Obmedzenia týkajúce sa materiálu, veľkosti a geometrie priamo ovplyvňujú náklady, rýchlosť výroby a kvalitu konečného dielu. Nesprávna voľba na začiatku môže viesť k nákladnému prepracovaniu návrhu a oneskoreniu.
Analýza lopatky leteckej turbíny: prečo investičné odlievanie?
Lopatky leteckých turbín sú majstrovskou triedou inžinierstva. Sú vystavené extrémnym teplotám a namáhaniu. Toto náročné prostredie diktuje výber materiálu aj spôsobu výroby.
Prečo je investičné odlievanie najvhodnejšou metódou?
Neporaziteľná kombinácia
Odpoveď spočíva v dvoch kľúčových oblastiach. Po prvé, potreba vysoko výkonných supersliatin. Po druhé, neuveriteľne zložitá dutá konštrukcia čepele na chladenie. Žiadny iný proces nezvláda obe požiadavky tak efektívne.
| Výzva | Požiadavka |
|---|---|
| Extrémne teplo | Vysokoteplotné supersliatiny |
| Účinné chladenie | Komplexné vnútorné pasáže |
Toto jedinečné spojenie robí z investičného odlievania jedinú vhodnú možnosť.

Materiálny imperatív: Superzliatiny
Lopatky turbín pracujú v prostredí s teplotou vyššou ako 1 000 °C. To si vyžaduje materiály, ako je nikel na báze superzliatina12. Tieto kovy si zachovávajú svoju pevnosť pri teplotách, pri ktorých by sa mnohé iné kovy roztavili.
Tento vysoký bod topenia okamžite predstavuje výrobnú výzvu. Napríklad pri zvažovaní investičného a tlakového liatia je voľba jasná. Tlakové liatie nie je vhodné pre materiály s takou vysokou teplotou.
Geometrická hádanka: duté krídla
Moderné lopatky turbín nie sú pevné. Majú zložité, hadovité vnútorné chladiace kanály. Tieto kanály umožňujú prúdenie chladného vzduchu cez lopatku a zabraňujú jej roztaveniu.
Obrábanie týchto vnútorných prvkov z masívneho bloku je nemožné. Investičné odlievanie túto situáciu skvele rieši. Používa predformované keramické jadrá, ktoré sa umiestnia do voskového vzoru.
Po odliatí sa tieto keramické jadrá chemicky rozpustia. Tým sa vytvorí presná a zložitá vnútorná sieť potrebná na chladenie. Ide o metódu, ktorá poskytuje jediný, bezšvový komponent s vlastnosťami, ktoré sú inak nedosiahnuteľné.
| Metóda | Vhodnosť pre lopatky turbín | Dôvod |
|---|---|---|
| Investičné odlievanie | Ideálne | Zvládne superzliatiny a zložité duté tvary. |
| CNC obrábanie | Nevhodné | Nemôže vytvoriť vnútorné chladiace kanály. |
| Odlievanie pod tlakom | Nevhodné | Nemôže spracovávať superzliatiny s vysokou teplotou tavenia. |
Tento proces zaručuje, že čepele sú silné, odolné voči teplu a účinne chladené.
Kombinácia vysokoteplotných supersliatin a zložitých vnútorných chladiacich kanálov robí z investičného odlievania jediné praktické riešenie pre moderné lopatky turbín. Táto metóda poskytuje výkon a spoľahlivosť, ktoré sú nevyhnutné pre letecké aplikácie.
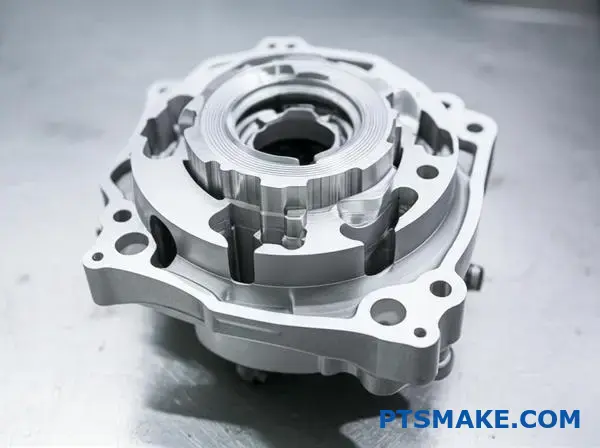
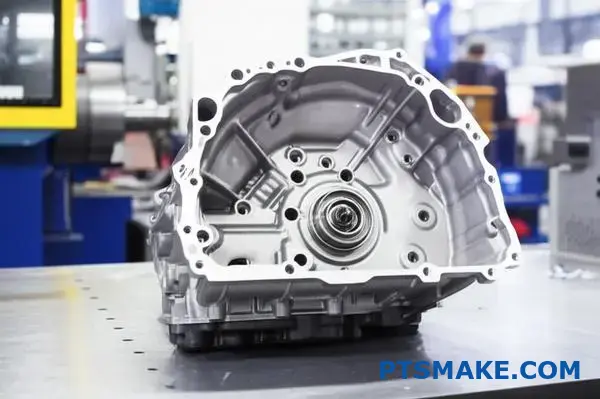
Analýza skrine automobilovej prevodovky: prečo tlakové liatie?
Automobilový priemysel si vyžaduje obrovské množstvo rovnakých dielov. Skriňa prevodovky je toho najlepším príkladom. Prečo si na to vybrať tlakové liatie?
Počiatočné náklady na nástroje sú veľmi vysoké. Táto skutočnosť ľudí často prekvapí. Je však kľúčom k mimoriadne nízkym nákladom na kusovú výrobu.
Logika vysokého objemu
Pri aplikáciách, ktoré potrebujú milióny kusov, má počiatočná investícia zmysel. Náklady sa rozložia, takže každý diel je lacnejší počas celej výrobnej série.
Rozdelenie nákladov v rozsahu
Táto metóda sa osvedčuje pri vysokom počte vyrobených kusov. Náklady na jeden diel výrazne klesajú s rastúcim objemom.
| Objem výroby | Počiatočné náklady na nástroje | Náklady na jeden diel |
|---|---|---|
| Nízka (napr. 1 000) | Vysoká | Relatívne vysoká |
| Vysoká (napr. 1 000 000+) | Vysoká | Extrémne nízka |
Tento kompromis má zásadný význam pri rozhodovaní o výrobe v automobilovom priemysle.
Ospravedlnenie rozsiahlych investícií do nástrojov
Forma na tlakové liatie je zázrak inžinierstva. Je vyrobená z kalenej ocele a musí odolávať obrovskému tlaku a teplu počas miliónov cyklov. Preto stojí tak veľa.
Táto investícia sa však vráti vďaka amortizácia nástrojov13. Celkové náklady na formu sa rozdelia na každý vyrobený diel. V prípade skrine prevodovky to môžu byť milióny kusov.
Podiel nákladov na nástroj na každú časť sa stáva neuveriteľne malým.
Rozmerová stabilita a konzistencia
Skriňa prevodovky má zložité vnútorné vlastnosti. Vyžaduje si prísne tolerancie, aby ložiská a hriadele dokonale zapadli. Tlakové liatie poskytuje výnimočnú rozmerovú stabilitu, diel za dielom.
Pri diskusii o veľkoobjemových kovových dieloch sa Investičné odlievanie vs. tlakové liatie sa často objavuje diskusia. Investičné odlievanie je síce vynikajúce pre zložité tvary, ale v tomto meradle sa nemôže rovnať rýchlosti a nízkym nákladom na jeden diel pri tlakovom liatí.
Na základe výsledkov našich testov poskytuje tlakové liatie požadovanú konzistenciu pre automatizované montážne linky. Akákoľvek odchýlka by mohla zastaviť výrobu.
| Funkcia | Tlakové odlievanie (pre skrine prevodoviek) | Alternatívne metódy |
|---|---|---|
| Čas cyklu | Sekundy na časť | Minúty alebo hodiny na časť |
| Konzistentnosť | Extrémne vysoká | Variabilné |
| Náklady na objem | Veľmi nízka | Vysoká |
V spoločnosti PTSMAKE sme klientov viedli touto analýzou. Matematické výpočty vždy poukazujú na tlakové liatie pre skutočne masovú výrobu.
V prípade skríň prevodoviek je strategickou voľbou vysoká počiatočná investícia do tlakového liatia. Zabezpečuje výrobu miliónov identických, rozmerovo stabilných dielov pri najnižších možných nákladoch na kus, čo je nevyhnutné pre rozsah automobilového priemyslu.
Vaša časť potrebuje komplexnosť aj veľký objem. Investičné odlievanie alebo tlakové liatie.
Stojíte pred ťažkou voľbou. Váš návrh je zložitý, ale potrebujete tisíce kusov. To stavia investičné odlievanie a tlakové odlievanie do protikladu.
Investičné odlievanie vyniká komplexnosťou. Tlakové odlievanie poskytuje veľký objem pri nižších nákladoch na jeden diel.
Základný kompromis
Čo sa teda deje? Obetujete zložitosť dizajnu v prospech rýchlosti a nákladov? Alebo akceptujete vyššiu cenu za dokonalú komplexnosť?
Vytvorme si rámec, ktorý vám pomôže pri rozhodovaní.
| Cesta k rozhodnutiu | Najlepšie pre... | Kľúčové úvahy |
|---|---|---|
| Redizajn pre tlakové liatie | Projekty citlivé na náklady | Je možné zachovať funkčnosť? |
| Rozdelenie na viac častí | Modulárne alebo komplexné zostavy | Náklady na montáž a skladanie tolerancií |
| Prijať investičné odlievanie | Kritická zložitosť misie | Sú vyššie náklady na jeden diel rentabilné? |
Táto tabuľka zjednodušuje počiatočné možnosti. Každá cesta má významný vplyv na časový plán a rozpočet projektu.
Výber správnej cesty si vyžaduje hlbší pohľad. Nejde len o úvodnú cenovú ponuku. Ide o celkové náklady na vlastníctvo a životný cyklus produktu.
Cesta 1: Redizajn pre vyrobiteľnosť (DFM)
V spoločnosti PTSMAKE často začíname tu. Spolupracujeme s klientmi, aby sme zistili, či sa dá zložitý dizajn zjednodušiť na tlakové liatie. Tento proces, známy ako DFM, je kľúčový.
Analyzujeme prvky, ako sú podrezania, tenké steny a uhly prieťahu. Niekedy stačí malá úprava, aby sa diel dal odlievať pod tlakom. To často vedie k veľkým úsporám nákladov pri veľkosériovej výrobe bez toho, aby sa ohrozila základná funkcia.
Cesta 2: Modulárna zostava
Čo ak redizajn neprichádza do úvahy? Zvážte rozdelenie súčiastky na jednoduchšie komponenty. Tie sa môžu odlievať pod tlakom alebo obrábať samostatne a potom zostaviť.
Tento modulárny prístup môže byť veľmi účinný. Zjednodušuje výrobu nástrojov a umožňuje jednoduchšie opravy. Musíte však počítať s prácnosťou montáže a možnými problémami s toleranciou.
Cesta 3: Prijatie investičných nákladov na odlievanie
Niekedy je zložitosť neoddiskutovateľná. V prípade kritických dielov pre letectvo alebo medicínu je nevyhnutná zložitá geometria. V týchto prípadoch je potrebné akceptovať vyššiu ekonomika jednotky14 investičného odlievania je správna voľba. Výkon a spoľahlivosť ospravedlňujú vynaložené náklady. Kľúčové je jasné pochopenie dlhodobej hodnoty.
| Faktor | Redizajn (tlakové liatie) | Delená časť (tlakové liatie) | Prijatie nákladov (investičné odlievanie) |
|---|---|---|---|
| Náklady na nástroje | Vysoká | Mierne (na časť) | Nízka |
| Časť Náklady | Nízka | Nízka (na kus) | Vysoká |
| Montáž | Žiadne | Požadované | Žiadne |
| Integrita dizajnu | Potenciálne zmenené | Udržiavané | Plne udržiavané |
To pomáha vizualizovať finančné a technické kompromisy počas celej životnosti výrobku.
Voľba medzi investičným a tlakovým liatím pre komplexné veľkoobjemové diely je strategickou rovnováhou. Vaše rozhodnutie závisí od flexibility konštrukcie, stratégie montáže a dlhodobého rozpočtu. Jasný rámec vás dovedie k najefektívnejšiemu riešeniu.
Váš dizajn si vyžaduje nehrdzavejúcu oceľ. Investičné alebo tlakové odlievanie?
Prečo nemôžete jednoducho odlievať nehrdzavejúcu oceľ pod tlakom? Je to častá otázka s jednoduchou odpoveďou: teplo.
Nerezová oceľ má veľmi vysoký bod topenia. Toto teplo je príliš vysoké pre nástroje používané pri bežnom tlakovom liatí.
Tento proces by jednoducho zničil formu. Preto je táto metóda pre tento materiál nepraktická a nákladná.
Investičné odlievanie je však navrhnuté tak, aby zvládlo takéto vysoké teploty, čo z neho robí priemyselný štandard.
Porovnanie bodu topenia
| Materiál | Približný bod topenia (°C) |
|---|---|
| Nerezová oceľ (304) | 1400 - 1450 |
| Hliníkové zliatiny (tlakové liatie) | ~ 600 |
| Nástrojová oceľ (H13 Die) | ~ 1425 |
Ako ukazuje tabuľka, body topenia sú príliš blízko.

Výzva vysokých teplôt pri odlievaní
Tlakové liatie sa opiera o opakovane použiteľné oceľové formy, často vyrobené z nástrojovej ocele H13. Tieto formy sú fantastické na odlievanie kovov s nižšou teplotou, ako je hliník alebo zinok.
Nerezová oceľ sa však taví pri teplote, ktorá je veľmi blízka teplote tavenia samotného materiálu formy alebo ju dokonca presahuje.
Nalievanie roztavenej nehrdzavejúcej ocele do oceľovej zápustky by spôsobilo katastrofické zlyhanie. Intenzívne teplo by viedlo k tepelnému šoku, ktorý by spôsobil takmer okamžité prasknutie a deformáciu matrice.
Ďalším závažným problémom je spájkovanie matríc15, kde sa roztavený kov chemicky spojí s povrchom formy. Tým sa zničí povrchová úprava dielu a poškodí sa drahá forma, často neopraviteľne. Tu sa stáva zrejmým výber medzi investičným a tlakovým liatím.
Prečo je investičné odlievanie riešením
Investičné odlievanie rieši tento problém tým, že nepoužíva kovovú formu. Namiesto toho sa používa keramická škrupina vytvorená okolo voskového vzoru.
Tento proces je ideálny pre vysokoteplotné zliatiny.
| Funkcia | Forma na tlakové liatie | Investičné odlievanie foriem |
|---|---|---|
| Materiál | Nástrojová oceľ | Keramické |
| Opätovná použiteľnosť | Vysoká | Jednorazové použitie |
| Teplota. Odolnosť | Mierne | Veľmi vysoká |
Keramika ľahko odoláva extrémnemu teplu roztavenej nehrdzavejúcej ocele bez toho, aby došlo k jej degradácii.
Po stuhnutí kovu sa keramický obal jednoducho odlomí. Tým sa odhalí hotová časť z nehrdzavejúcej ocele. Vďaka tomuto zásadnému rozdielu je táto metóda najlepšia.
Vysoká teplota tavenia nehrdzavejúcej ocele ju robí nevhodnou na tlakové liatie, pretože by zničila oceľové formy. Investičné odlievanie to prekonáva použitím jednorazových keramických foriem odolných voči teplu, čím sa stalo štandardným procesom pre diely z nehrdzavejúcej ocele.
Ako by ste zdôvodnili prechod medzi investičným a tlakovým odlievaním?
Prechod na iný systém je závažným finančným rozhodnutím. Zďaleka nejde len o porovnanie ceny za diel. Skutočné zdôvodnenie si vyžaduje analýzu celkových nákladov na vlastníctvo (TCO).
To znamená, že sa pozriete na všetky súvisiace náklady. Musíte počítať s novým náradím, validáciou a dlhodobou výrobou. Nasimulujme si túto kritickú analýzu.
Rámec nákladov a výnosov
Komplexná analýza vyvažuje počiatočné investície a dlhodobé úspory. Kľúčom k životaschopnosti tlakového liatia je veľkoobjemová výroba.
| Prvok nákladov | Investičné odlievanie | Odlievanie pod tlakom |
|---|---|---|
| Nástroje | Nízka | Veľmi vysoká |
| Cena za diel | Vysoká | Nízka |
| Overovanie | Jednoduchšie | Komplexnejšie |
| Čas cyklu | Pomalšie | Veľmi rýchlo |

Simulácia celkových nákladov na vlastníctvo
Na zdôvodnenie prechodu musíme vypočítať bod zlomu. V tomto bode úspory vyplývajúce z nižších nákladov na jeden diel pri tlakovom liatí predstihnú vysoké počiatočné investície do nástrojov.
Počiatočná investícia
Tlakové liatie si vyžaduje značné kapitálové výdavky na tvrdé nástroje. Na základe minulých projektov v PTSMAKE môže tento nástroj stáť 5 až 10-krát viac ako vzor na investičné odlievanie.
Máte tiež náklady na overovanie. Patrí sem kontrola prvého výrobku (FAI) a prípadne aj úplný proces schvaľovania výrobných dielov (PPAP). Tie zabezpečia, že nový proces spĺňa všetky špecifikácie.
Výpočet návratnosti
Jadrom analýzy je porovnanie celkových nákladov pri rôznych objemoch. Vysoké počiatočné náklady na nástroje si vyžadujú jasné amortizácia16 stratégiu počas celej výrobnej série.
Zmapujme si finančný prechodný bod. Toto porovnanie pomôže objasniť rozhodnutie o investičnom odlievaní vs. tlakovom liatí vo veľkom meradle.
| Objem výroby | Celkové náklady (investičné odlievanie) | Celkové náklady (tlakové liatie) | Odôvodnenie |
|---|---|---|---|
| 5 000 jednotiek | Nižšie | Vyššie | Nie je odôvodnené |
| 25 000 jednotiek | Blíženie sa k parite | Blíženie sa k parite | hranica |
| Viac ako 100 000 jednotiek | Výrazne vyššia | Nižšie | Jasne odôvodnené |
Ako vidíte, odôvodnenie závisí výlučne od dosiahnutia vysokých objemov výroby, pri ktorých sa úspory na jeden diel kumulujú a kompenzujú počiatočnú investíciu.
Úplná analýza TCO odhalí bod rentability. Vysoké počiatočné náklady na tlakové liatie sú odôvodnené výraznými úsporami na jeden diel pri vysokých objemoch, čo z neho robí strategickú dlhodobú investíciu do rozširovania výroby.
Objavte svoje najlepšie riešenie na odlievanie s PTSMAKE ešte dnes!
Ste pripravení vybrať si medzi investičným a tlakovým liatím pre svoj ďalší projekt? Kontaktujte teraz tím PTSMAKE, ktorý vám poskytne odborné odporúčania a rýchlu, nezáväznú cenovú ponuku - presnú výrobu od prototypu až po výrobu, prispôsobenú potrebám vášho odvetvia. Váš úspech sa začína so správnym partnerom!

Objavte vedecké poznatky o materiáloch, ktoré sa skrývajú za keramickými škrupinami, a ich vplyv na kvalitu odliatkov. ↩
Zistite, ako je ovládanie tejto fázy rozhodujúce pre pevnosť a povrchovú úpravu konečného dielu. ↩
Preskúmajte vlastnosti a klasifikáciu kovov na báze železa používaných vo výrobe. ↩
Zistite, ako tento vzor na jedno použitie umožňuje vytvárať zložité a veľmi detailné kovové komponenty. ↩
Zistite, ako kolísanie teploty matrice ovplyvňuje konzistenciu dielov a životnosť nástrojov. ↩
Zistite, ako zmršťovanie materiálu ovplyvňuje presnosť finálneho dielu a ako ho riadiť pri návrhu. ↩
Zistite, ako tento účtovný princíp ospravedlňuje nákladné nástroje pre hromadnú výrobu. ↩
Pochopte, ako vypočítať amortizáciu nástrojov, aby ste presne predpovedali celkové náklady na projekt. ↩
Zistite, ako sa počas tuhnutia vytvárajú kryštálové štruktúry a ako ovplyvňujú vlastnosti materiálov. ↩
Získajte viac informácií o tomto kľúčovom procese odstraňovania škrupín pri investičnom odlievaní. ↩
Zistite, ako vlastnosti škrupiny ovplyvňujú kvalitu odliatkov a výber konštrukcie. ↩
Získajte viac informácií o vlastnostiach a aplikáciách týchto moderných vysoko výkonných kovov. ↩
Pozrite sa, ako rozloženie nákladov na nástroje na veľké objemy výrazne znižuje vaše výrobné náklady na jednotku. ↩
Zistite, ako náklady na jeden diel a hodnota životnosti ovplyvňujú ziskovosť vášho projektu a celkovú výrobnú stratégiu. ↩
Zistite, ako môže toto metalurgické spojenie ovplyvniť životnosť nástroja a kvalitu dielca. ↩
Pochopte, ako rozložiť náklady na nástroje na celú výrobu, aby ste presne vypočítali skutočné náklady na jeden diel. ↩






