

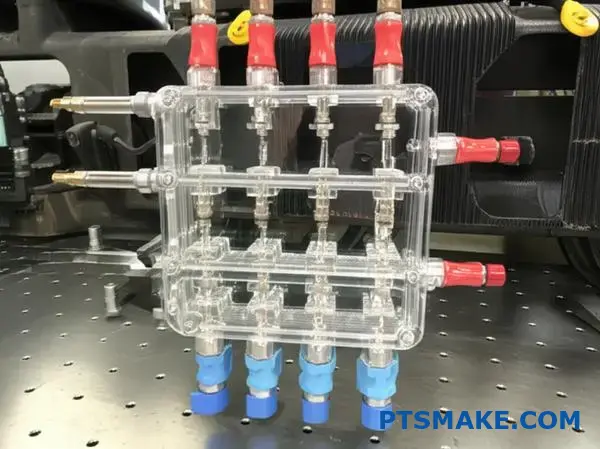
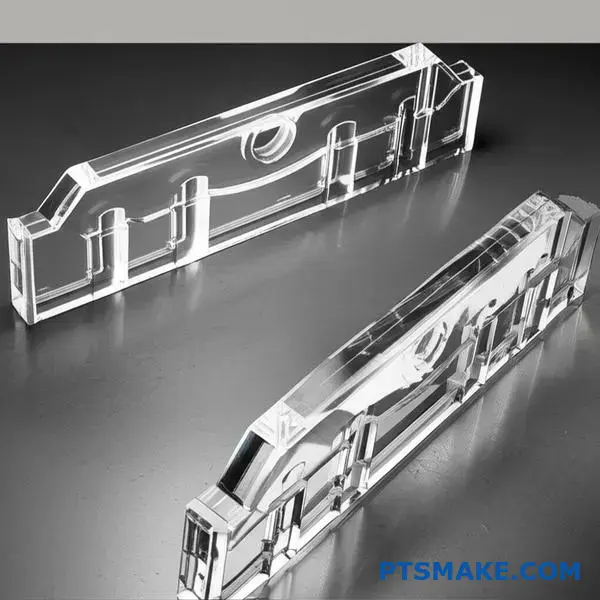
Железнодорожные системы сталкиваются с растущей проблемой надежности прозрачных коллекторов. Эти критически важные компоненты контролируют поток жидкости в системах смазки, охлаждения и пневматических системах, однако многие выходят из строя из-за низкой точности обработки и деградации материалов.
Обработка на станках с ЧПУ обеспечивает точность размеров и оптическую прозрачность, необходимые для прозрачных коллекторов в железнодорожных приложениях. Правильный выбор инструмента, чистовая обработка поверхности и знание материалов гарантируют, что эти компоненты соответствуют строгим стандартам железнодорожной отрасли, сохраняя при этом возможности визуального контроля.

Данное руководство охватывает все: от выбора материала до процессов контроля качества, которые предотвращают дорогостоящие отказы. Я поделюсь практическими советами по достижению оптического качества отделки и принципами проектирования, которые продлевают срок службы коллекторов в суровых условиях эксплуатации на железной дороге.
Почему прозрачные коллекторы важны в современных железнодорожных системах
В современных железнодорожных системах первостепенное значение имеют эффективность и безопасность. Именно поэтому мы видим все больше прозрачных железнодорожных коллекторов в критически важных операциях.
Эти компоненты обеспечивают четкое представление о динамике жидкостей. Это позволяет проводить мгновенный визуальный осмотр и проактивное техническое обслуживание.
Ключевые приложения
Жидкостные коллекторы для поездов имеют решающее значение для нескольких систем. Они управляют всем, от смазки до пневматики, обеспечивая бесперебойную работу. Возможность заглянуть внутрь этих систем меняет правила игры.
| Система | Функция | Преимущество прозрачности |
|---|---|---|
| Смазка | Распределяет масло/смазку | Проверяет поток, обнаруживает засоры |
| Расход охлаждающей жидкости | Регулирует температуру двигателя | Проверяет на наличие пузырьков воздуха, утечек |
| Пневматика | Приводит в действие тормоза, двери | Контролирует на наличие загрязнений |
Прозрачные коллекторы в железнодорожных системах больше не являются новинкой. Они становятся неотъемлемым диагностическим инструментом на современных локомотивах и подвижном составе.
Производственный вызов
Хотя преимущества очевидны, производство этих деталей является сложным. Переход к прозрачным материалам создает значительные трудности, которых не было с традиционными металлическими коллекторами. Точность — это все.
Целостность и прозрачность материала
Основная проблема заключается в поддержании оптической прозрачности во время и после производства. Стандартная механическая обработка может вызывать микротрещины и внутренние напряжения. Эта мутность или помутнение сводит на нет цель прозрачной детали. После некоторого анализа мы обнаружили, что распространенными причинами являются неправильные скорости инструмента или накопление тепла.
Это напряжение влияет не только на видимость, но и на структурную целостность. Оно может привести к преждевременному отказу в условиях сильной вибрации, типичных для железнодорожных перевозок. Материал может выглядеть нормально изначально, но внутреннее двулучепреломление1 может выявить скрытые точки напряжения, которые ставят под угрозу долговечность.
Требования к точности и долговечности
Железнодорожные применения требуют исключительной долговечности и жестких допусков. Внутренние каналы должны быть идеально гладкими для обеспечения беспрепятственного потока жидкости. Любое несовершенство поверхности может создать турбулентность или захватить загрязнители.
Вот основные проблемы, на которых мы сосредоточены в PTSMAKE при работе над проектами по механической обработке прозрачных коллекторов для железных дорог с ЧПУ:
| Вызов | Влияние на производительность | Производственное решение |
|---|---|---|
| Напряжение материала | Снижение прозрачности и долговечности | Специализированный инструмент, климат-контроль |
| Сложные геометрии | Неэффективный поток жидкости | Передовая 5-осевая обработка с ЧПУ |
| Отделка поверхности | Накопление загрязнителей, утечки | Паровая полировка, оптимизированная резка |
| Устойчивость размеров | Плохое уплотнение, отказ системы | Процессы отжига для снятия напряжений |
Достижение такого уровня качества требует глубокого понимания науки о полимерах и передовых методов обработки на станках с ЧПУ. Это баланс прецизионного инжиниринга и опыта в работе с материалами.
Прозрачные коллекторы предоставляют железным дорогам важную информацию об эксплуатации. Однако их производство требует преодоления значительных трудностей в обеспечении прозрачности материала, прецизионной обработки и долговечности, чтобы гарантировать их надежную работу в суровых условиях.
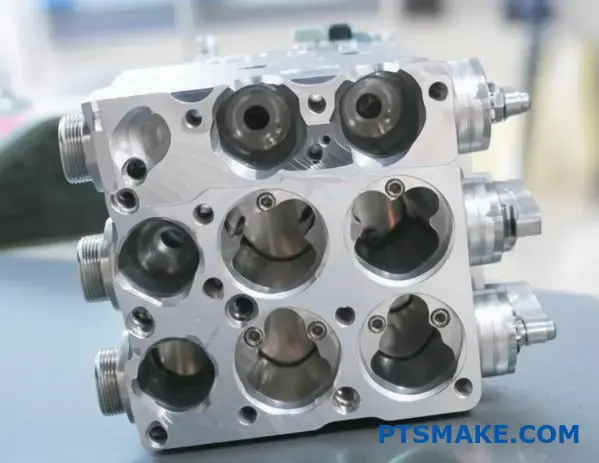
Скрытая стоимость неточных коллекторов в железнодорожном транспорте
Низкая точность размеров коллекторов приводит к долгосрочным сбоям в работе. Это не мгновенный отказ. Это медленное разрушение.
Мелкие дефекты приводят к хроническим утечкам и падению давления. Эти проблемы со временем нагружают всю систему.
Влияние нарушенных допусков
Компоненты изнашиваются быстрее. Уплотнения деградируют. Результатом является неожиданное и дорогостоящее техническое обслуживание. Этот простой напрямую влияет на графики обслуживания и прибыльность.
Обработка на станках с ЧПУ как решение
Точность станков с ЧПУ для железнодорожных деталей — это ответ. Высокоточные коллекторы со строгим контролем допусков обеспечивают идеальную посадку. Эта точность предотвращает утечки и поддерживает целостность системы. Это значительно сокращает время простоя на техническое обслуживание.
| Источник неточности | Последствия |
|---|---|
| Плохой контроль допусков | Постепенные утечки жидкости или воздуха |
| Поверхностные дефекты | Преждевременное разрушение уплотнения |
| Несоосные каналы | Неэффективное системное давление |

Более глубокий взгляд на сбои в работе
Неточный коллектор в тормозной или гидравлической системе поезда — это тикающие часы. Отказ происходит не внезапно, а постепенно, что затрудняет диагностику до критического момента.
Небольшое смещение в порту может ограничить поток. Это заставляет насосы и приводы работать интенсивнее. За месяцы эта дополнительная нагрузка приводит к преждевременному выходу компонентов из строя, задолго до запланированного срока службы. Это скрытые расходы, которые накапливаются.
Как точность предотвращает простои
Именно здесь становится очевидной ценность высокоточных коллекторов. Обработка на станках с ЧПУ обеспечивает необходимый уровень контроля допусков. Дело не только в изготовлении одной хорошей детали. Дело в том, чтобы каждая деталь была изготовлена идентично с точностью до микрон.
Эта согласованность устраняет переменные, вызывающие постепенный износ. Когда каждый коллектор работает точно так, как задумано, вся система работает более эффективно. Проблема часто сводится к управлению укладка допусков2. В PTSMAKE мы используем передовое программирование станков с ЧПУ для снижения этих кумулятивных ошибок.
| Качество коллектора | Цикл технического обслуживания | Надежность системы |
|---|---|---|
| Низкая точность | Незапланированные, частые ремонты | Непредсказуемый, низкий |
| Высокая точность (ЧПУ) | Плановое, предсказуемое обслуживание | Стабильный, высокий |
Неточные коллекторы приводят к каскаду долгосрочных эксплуатационных отказов, увеличивая время простоя и затраты на техническое обслуживание. Высокоточная обработка на станках с ЧПУ обеспечивает необходимый контроль допусков, гарантируя надежность системы и значительно снижая потребность в незапланированных ремонтах в железнодорожном транспорте.
Полный разбор материалов для прозрачных коллекторов, обработанных на станках с ЧПУ
Выбор правильного материала является наиболее важным решением при проектировании коллектора. Он напрямую влияет на производительность, срок службы и стоимость. Ваш выбор определяет, как деталь выдерживает давление, химические вещества и удары.
Ключевые прозрачные полимеры
Мы в основном работаем с тремя типами прозрачных полимеров. Каждый из них имеет свои преимущества для конкретных применений. Правильный выбор материала коллектора имеет ключевое значение.
Сравнение ваших основных вариантов
Вот краткий обзор, разработанный нами на основе результатов испытаний. Это помогает клиентам принимать первоначальные решения.
| Материал | Ключевая особенность | Лучшее для |
|---|---|---|
| Поликарбонат (PC) | Высокая ударная прочность | Требовательные среды высокого давления |
| Акрил (PMMA) | Превосходная оптическая прозрачность | Визуальный осмотр, эстетические детали |
| Сополимеры (например, ПЭТГ) | Отличная химическая стойкость | Медицинская или химическая обработка |
Это первоначальное сравнение упрощает первый шаг.

Более глубокое погружение в свойства материалов
Выбор лучшего материала выходит за рамки простой таблицы. Каждый полимер представляет уникальные проблемы и преимущества при обработке прозрачных полимеров. Специфика вашего применения, например, для железнодорожных прозрачных коллекторов, требующих обработки на станках с ЧПУ, требует тщательного обдумывания.
Поликарбонат (PC)
Поликарбонат — мой выбор для прочности. Его ударопрочность исключительна, что делает его идеальным для промышленных условий. Например, поликарбонатные коллекторы для железнодорожных применений должны выдерживать постоянные вибрации и возможные удары. Это делает ПК очевидным выбором там. Однако он может быть подвержен растрескиванию под воздействием напряжений3 с некоторыми химическими веществами.
Акрил (PMMA)
Когда абсолютная прозрачность является обязательным условием, я рекомендую акрил. Он обладает прозрачностью, подобной стеклу, что идеально подходит для мониторинга жидкостей. Его обработка требует специальных методов, чтобы избежать растрескивания. Он менее ударопрочен, чем ПК, но более экономичен.
Сополимеры
Сополимеры, такие как PETG или специализированный прозрачный ПВХ, предлагают сбалансированный профиль. Они часто обеспечивают лучшую химическую стойкость, чем ПК или акрил. Это делает их подходящими для коллекторов, работающих с различными жидкостями. Наш опыт в PTSMAKE показывает, что они хорошо обрабатываются при использовании правильного инструмента.
| Недвижимость | Поликарбонат (PC) | Акрил (PMMA) | Сополимеры (PETG) |
|---|---|---|---|
| Ударная прочность | Превосходно | Ярмарка | Хорошо |
| Ясность | Очень хорошо | Превосходно | Хорошо |
| Химическая стойкость | Ярмарка | Хорошо | Превосходно |
| Максимальная температура эксплуатации. | ~120°C (248°F) | ~80°C (176°F) | ~70°C (158°F) |
Окончательный выбор всегда зависит от детального рассмотрения проекта.
Выбор материала — это баланс. Потребность вашего приложения в прочности (поликарбонат), прозрачности (акрил) или химической стойкости (сополимеры) определит лучший выбор. Каждый материал представляет уникальные проблемы и преимущества при обработке прозрачных полимеров, которые необходимо тщательно учитывать для достижения оптимальной производительности.
Секреты достижения оптической прозрачности в коллекторах, обработанных на станках с ЧПУ
Достижение зеркальной отделки на коллекторе, обработанном на станке с ЧПУ, — это не просто полировка. Путь к оптической прозрачности начинается в тот момент, когда резец касается материала. Это точная наука.
Успех зависит от контроля каждой переменной. Это включает выбор инструмента, скорость подачи и глубину резания. Каждый выбор напрямую влияет на конечную прозрачность.
Освоение параметров обработки
Правильный выбор инструмента имеет решающее значение. Для таких материалов, как поликарбонат или акрил, мы используем чрезвычайно острые однозаходные или V-образные фрезы, разработанные для пластмасс. Это минимизирует нагрев и предотвращает плавление. Отличная чистовая обработка поверхности на станке с ЧПУ для поликарбоната начинается здесь.
| Параметр | Рекомендация для поликарбоната | Влияние на ясность |
|---|---|---|
| Тип инструмента | Однозаходный, с подъемом | Снижает нагрев, чистый срез |
| Скорость вращения шпинделя | 18 000 – 24 000 об/мин | Предотвращает плавление, гладкое резание |
| Скорость подачи | 100 – 300 дюймов/мин | Избегает следов инструмента, равномерная отделка |
| Охлаждающая жидкость | Сжатый воздух / изопропиловый спирт | Удаляет стружку, снижает трение |
Контроль этих параметров является ключом к любому проекту оптической обработки.

Начальный проход обработки подготавливает почву для окончательной полировки. Любой недостаток, каким бы незначительным он ни был, будет виден. Мы стремимся к поверхности, которая уже гладкая и без следов вибрации еще до начала какой-либо полировки.
От обработки до полировки
Распространенная ошибка — чрезмерно полагаться на полировку для исправления плохого качества поверхности. В PTSMAKE мы рассматриваем полировку как этап доводки, а не исправления. Настоящая работа выполняется на станке с ЧПУ. Этот подход жизненно важен для сложных компонентов, таких как прозрачные коллекторы, где постоянная прозрачность не подлежит обсуждению.
Это включает многоступенчатый процесс. Мы начинаем с шлифовки очень мелким зерном, чтобы удалить тонкие следы инструмента, оставленные даже самой точной обработкой. Этот этап должен выполняться осторожно, чтобы сохранить геометрическую точность детали. Цель — получить однородный, матовый вид. Это становится основой для полировки прозрачных деталей с помощью ЧПУ или ручных методов.
| Этап полировки | Метод/Материал | Назначение |
|---|---|---|
| Этап 1: Шлифовка | Наждачная бумага для влажной шлифовки зернистостью 400-800 | Удаление линий обработки |
| Этап 2: Доводка | Наждачная бумага для влажной шлифовки зернистостью 1000-2000 | Создайте равномерное матовое покрытие |
| Этап 3: Полировка | Полировальный круг с пастой | Достигните первоначальной прозрачности |
| Этап 4: Финишная обработка | Паровая полировка / Ручная полировка | Достигните окончательной оптической прозрачности |
После шлифовки мы переходим к полировке с использованием специальных паст. Процесс удаляет мелкие царапины от шлифовки, раскрывая присущую материалу прозрачность. Внутренние напряжения могут вызывать проблемы, такие как двулучепреломление4, поэтому необходимы контролируемые методы с низким нагревом. Это тонкий баланс давления и скорости.
Достижение оптической прозрачности зависит от точных параметров ЧПУ и систематического многоэтапного процесса полировки. Первоначальная чистота поверхности, полученная на станке, является наиболее критическим фактором, определяющим качество конечной прозрачной детали.
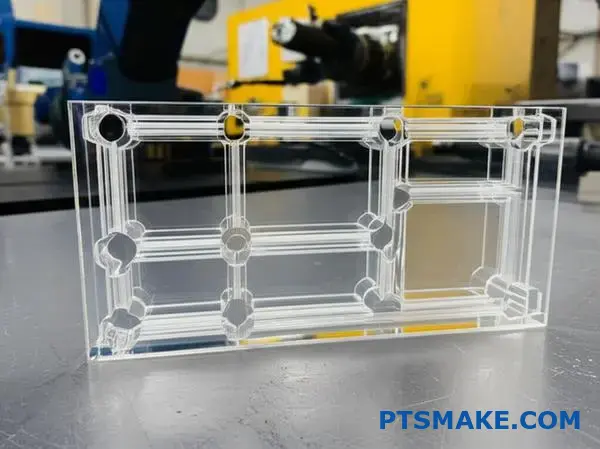
Основные конструктивные недостатки, приводящие к отказам коллекторов в железнодорожных приложениях
В конструкции коллекторов для рельсового транспорта незначительные упущения часто приводят к серьезным сбоям. Целостность системы часто зависит от деталей, упущенных на начальном этапе проектирования САПР. Эти, казалось бы, мелкие ошибки могут иметь значительные последствия в дальнейшем.
Постоянно встречаются три распространенных конструктивных недостатка. Это непостоянная толщина стенок, плохо проложенные внутренние каналы и неправильно обработанные уплотнительные поверхности. Каждый недостаток создает уникальный и предотвратимый режим отказа.
Устранение этих конструктивных недостатков ЧПУ на ранней стадии имеет решающее значение. Это обеспечивает безопасность и надежность, необходимые в требовательных железнодорожных приложениях.
| Недостатки конструкции | Первичное последствие |
|---|---|
| Непостоянная толщина стенок | Концентрация напряжений, потенциальные трещины |
| Заблокированные/резкие каналы | Падение давления, неэффективный поток |
| Плохие уплотнительные поверхности | Критические утечки жидкости, отказ системы |
Критическая важность толщины стенки
Равномерная толщина стенки имеет фундаментальное значение. Когда стенки резко меняют толщину, они создают точки концентрации напряжений. При постоянной вибрации при эксплуатации на железной дороге эти точки могут легко стать источником трещин и отказов.
Хорошая практика САПР включает использование инструментов анализа. Они могут моделировать давление и напряжения, выявляя слабые места до того, как будет вырезан какой-либо материал. Этот упреждающий шаг является основной частью нашего процесса рассмотрения проектов в PTSMAKE, предотвращая подобные недостатки конструкции ЧПУ.
Оптимизация внутренних каналов
Пути внутри коллектора — это его артерии. Резкие повороты под углом 90 градусов создают турбулентность. Это нарушает поток и вызывает значительное падение давления, снижая эффективность системы. Именно здесь базовое понимание Жидкостная динамика5 становится бесценным для дизайнеров, создающих прозрачные коллекторы.
Визуализация пути потока помогает проектировать плавные изгибы. Один из лучших советов по САПР для прозрачных коллекторов — отдавать предпочтение плавным изгибам перед острыми углами. Оптимизированные каналы обеспечивают более плавный поток и поддерживают давление в системе. Наши внутренние исследования подтверждают, что это значительно повышает общую производительность.
Совершенствование уплотнительных поверхностей
Коллектор хорош настолько, насколько хороши его уплотнения. Поверхности для уплотнительных колец или прокладок требуют определенной обработки. Если поверхность после обработки на станке с ЧПУ слишком шероховатая, она создает микроскопические пути утечки, что приводит к последующему отказу.
| Пример недостатка | Лучший подход к проектированию | Выгода |
|---|---|---|
| Толщина стенок | Резкие изменения толщины | Плавные переходы, однородные стенки |
| Каналы | Острые внутренние углы | Скругленные углы, плавные изгибы |
| Уплотнительная поверхность | Шероховатая или неровная отделка | Определенное значение Ra, гладкая отделка |
Внимание к деталям на этапе САПР предотвращает дорогостоящие физические отказы. Однородные стенки, гладкие каналы и точные уплотнительные поверхности являются обязательными для надежных железнодорожных коллекторов. Правильное проектирование для производства (DFM) — основа успешной и долговечной детали.
Руководство инженера по обрабатываемости прозрачных пластиков
Обработка прозрачных пластиков — это баланс. Вам нужна точность без создания напряжения, трещин или плавления. Успех зависит от освоения деталей.
Понимание сил резания
Низкие силы резания — ключ к успеху. Они предотвращают деформацию и внутреннее напряжение. Это жизненно важно для сохранения оптической прозрачности конечной детали.
Управление износом инструмента
Прозрачные пластики могут быть абразивными. Износ инструмента приводит к плохому качеству поверхности. Острые, специализированные инструменты не являются опцией; они являются требованием для качества.
| Параметр | Акрил (PMMA) | Поликарбонат (PC) |
|---|---|---|
| Чувствительность к теплу | Высокий | Очень высокий |
| Скорость изнашивания инструмента | Умеренный | Высокий |
Контроль тепла и отвода стружки имеет решающее значение. Без надлежащего охлаждения материал может расплавиться на инструменте. Это портит как деталь, так и резец.
Стратегии отвода стружки и охлаждения
Эффективный отвод стружки является обязательным. Липкая стружка из таких материалов, как поликарбонат, может засорить канавки. Это мгновенно генерирует избыточное тепло, рискуя отказом детали.
Мы рекомендуем сжатый воздух для акрила. Он охлаждает и удаляет стружку без химического взаимодействия. Для поликарбоната часто лучше всего подходит система минимальной смазки (MQL). Она предотвращает плавление, не вызывая термического шока.
Сравнение материалов: Обработка на станках с ЧПУ Акрил против Поликарбоната
Эти два материала распространены, но обрабатываются очень по-разному. Акрил твердый и хрупкий. Он чисто обрабатывается с правильными параметрами. Поликарбонат более прочный и мягкий. Он имеет тенденцию деформироваться и создавать длинную, волокнистую стружку. Его аморфная структура6 способствует такому поведению.
| Характеристика | Акрил (PMMA) | Поликарбонат (PC) |
|---|---|---|
| Формирование стружки | Хрупкая, мелкая стружка | Липкая, длинная стружка |
| Геометрия инструмента | Высокий положительный угол заточки | Нейтральный или низкий угол заточки |
| Потребности в охлаждении | Воздух, минимальное количество жидкости | MQL, подача СОЖ |
| Лучшее для | Оптическая прозрачность, дисплеи | Высокая ударная прочность, корпуса |
Обработка в зависимости от применения
Для таких применений, как обработка прозрачных пластиков для рельсов компоненты, ударопрочность имеет первостепенное значение. Это делает поликарбонат частым выбором, несмотря на его сложности. Для гидравлических систем выбор лучшего пластика для коллекторов часто приводит к акрилу из-за его стабильности и прозрачности. Уникальные требования к прозрачным коллекторам для железных дорог, изготовленным методом ЧПУ требуют глубокого понимания этих компромиссов материалов для надежной работы.
Обработка прозрачного пластика требует контроля температуры, использования острых инструментов и управления отводом стружки. Понимание различных свойств акрила и поликарбоната имеет решающее значение для получения высококачественных прозрачных деталей для любого применения, от коллекторов до железнодорожных компонентов.
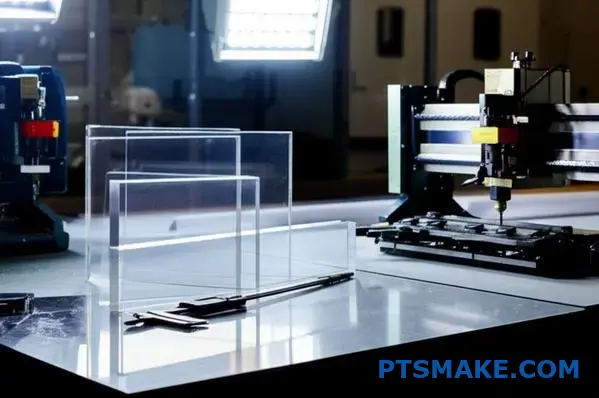
Сокращение сроков изготовления нестандартных железнодорожных коллекторов за счет эффективности ЧПУ
В железнодорожном секторе время — деньги. Длительные сроки поставки нестандартных деталей являются серьезным препятствием. Обработка на станках с ЧПУ напрямую решает эту проблему.
Это позволяет быстро создавать прототипы на станках с ЧПУ для тестирования и проверки. Это жизненно важно для сложных компонентов, таких как нестандартные коллекторы.
От цифрового файла к физической части
Наш процесс начинается с вашего цифрового файла дизайна. Это ускоряет все, от оценки до производства. Эта эффективность имеет решающее значение для мелкосерийных прозрачных коллекторов и их обработки на станках с ЧПУ.
| Сцена | Традиционный метод | Обработка с ЧПУ |
|---|---|---|
| Цитирование | 3-5 дней | < 24 часов |
| Прототипирование | 4-6 недель | 5-7 дней |
| Производство | 8-12 недель | 2-4 недели |

Цифровой рабочий процесс — основа нашей скорости. Единственным источником истины является единая 3D-модель САПР. Она управляет оценкой, программированием и самим станком с ЧПУ. Это устраняет ошибки связи и ручной ввод данных, что является распространенной проблемой, которую я видел.
Сила быстрого прототипирования
Быстрые прототипы на станках с ЧПУ позволяют вашим инженерам тестировать форму, посадку и функциональность. Они могут получить физическую деталь за дни, а не за недели. Это необходимо для доработки нестандартных прозрачных коллекторов для железных дорог перед началом полномасштабного производства.
Эта скорость позволяет быстро итеративный дизайн7, где инженеры могут быстро дорабатывать свои концепции на основе реальных отзывов. Это помогает избежать дорогостоящих изменений в дальнейшем.
Краткосрочное производство без штрафов
Сроки изготовления ЧПУ также коротки для мелкосерийного производства. Нам не нужно создавать дорогостоящие формы или оснастку. Это делает производство даже нескольких десятков нестандартных прозрачных коллекторов экономически выгодным и быстрым.
| Преимущество цифрового рабочего процесса | Влияние на время выполнения заказа |
|---|---|
| Автоматизированное ценообразование из САПР | Сокращает время расчета стоимости с дней до часов. |
| Прямое программирование CAM | Исключает ошибки ручного программирования. |
| Цифровое моделирование | Предотвращает дорогостоящую физическую переделку. |
| Централизованный файл дизайна | Обеспечивает контроль версий и точность. |
Обработка на станках с ЧПУ трансформирует производственный график. Его цифровой рабочий процесс обеспечивает быстрое изготовление прототипов на ЧПУ и эффективное краткосрочное производство. Это значительно сокращает сроки изготовления на ЧПУ для нестандартных прозрачных коллекторов для железных дорог, ускоряя доставку критически важных деталей.
Выбор правильного партнера по ЧПУ для проектов прозрачных коллекторов
Найти правильного партнера по ЧПУ крайне важно. Это особенно верно для проектов с прозрачными коллекторами. Качество конечной детали полностью зависит от их навыков.
Неправильный выбор может привести к неудачным проектам. Вы должны тщательно проверять их возможности. Это обеспечит успех вашего проекта.
Ключевые критерии проверки
Вот области, которые вы должны исследовать. Каждая из них жизненно важна для обработки прозрачного пластика.
| Возможности | Важность | На что обратить внимание |
|---|---|---|
| Отделка поверхности | Высокий | Стабильные значения Ra, навыки полировки |
| Опыт работы с полимерами | Критический | Знание конкретных материалов (ПК, акрил) |
| Обеспечение качества | Essential | Документированные процессы, отчеты об инспекции |
Выбор вашего направляющей для выбора поставщика ЧПУ требует усердия. Не пропускайте эти важные проверки.

Проверка потенциального партнера по производству коллекторов на направляющих выходит за рамки их списка станков. Вам нужны доказательства их опыта, особенно при работе с прозрачными пластиками. Я всегда начинаю с запроса образцов их предыдущих работ с аналогичными полимерами.
Оценка стабильности чистоты поверхности
Настоящий эксперт по обработке прозрачного пластика понимает качество поверхности. Запросите отчеты о шероховатости поверхности (Ra) по прошлым проектам. Несогласованные поверхности могут вызвать оптические искажения. Это основная точка отказа в прозрачных коллекторах. Надежный партнер будет иметь четкий, повторяемый процесс достижения оптической прозрачности.
Оценка опыта работы с полимерами
Обработка поликарбоната отличается от обработки акрила. Каждый материал обладает уникальными свойствами. Ваш партнер должен понимать, как избежать растрескивания от напряжения и образования трещин. Мы обнаружили, что специальные режущие инструменты и стратегии охлаждения имеют решающее значение. Спросите их об их подходе к прозрачным коллекторам для железных дорог, изготовленным методом ЧПУ. Их ответ раскрывает глубину их знаний.
Проверка обеспечения качества
Обеспечение качества — это не просто окончательная проверка. Оно должно быть частью всего процесса. Ключевым аспектом является прослеживаемость материалов8. Вы должны знать происхождение и партию сырья.
Вот краткое сравнение на основе того, что я ищу:
| Проверка качества | Сильный партнер предоставляет | Слабый партнер предоставляет |
|---|---|---|
| Сертификаты на материалы | Полные сертификаты на каждую партию | Расплывчатая или отсутствующая документация |
| Проверки в процессе работы | Документированные проверки размеров | Только окончательная "визуальная" проверка |
| Итоговые отчеты | Отчеты КИМ, тесты на оптическую прозрачность | Простая заметка о прохождении/непрохождении |
Попросите ознакомиться с их документацией по обеспечению качества. Это обязательный этап в моем процессе отбора в PTSMAKE.
Проверка возможностей поставщика имеет важное значение. Сосредоточьтесь на постоянстве качества обработки поверхности, опыте работы с конкретными полимерами и документированных шагах по обеспечению качества. Эта тщательность гарантирует, что вы найдете надежного партнера для ваших критически важных проектов прозрачных коллекторов.
Как низкое качество контроля коллекторов влияет на безопасность на путях
Дефекты в железнодорожных коллекторах — это не мелкие недостатки. Они представляют прямую угрозу эксплуатационной безопасности. Скрытая трещина или небольшая закупорка могут привести к катастрофическому отказу системы на путях.
Плохой контроль качества при обработке на станках с ЧПУ может привести к появлению этих невидимых опасностей. Эти проблемы ставят под угрозу целостность всей системы.
Распространенные виды отказов
Внутреннее растрескивание может вызвать внезапное падение давления. Закупорка каналов нарушает поток жидкости, а оптические искажения в прозрачных деталях могут помешать точным визуальным проверкам.
| Тип дефекта | Потенциальное воздействие на железнодорожные системы |
|---|---|
| Внутреннее растрескивание | Отказ гидравлической или пневматической системы |
| Закупорка каналов | Нестабильная работа тормозов или сигналов |
| Оптическое искажение | Неточные показания уровня жидкости или датчиков |
Это делает строгий контроль качества необходимым.
Мы не можем ждать, пока коллектор выйдет из строя в полевых условиях. Проактивное предотвращение посредством передовых инспекций — единственный ответственный подход в железнодорожных приложениях. Это особенно верно для прозрачным коллекторам для железных дорог, изготовленным методом ЧПУ, где критически важна как структурная, так и визуальная целостность.
Критические методы инспекции
В PTSMAKE мы полагаемся на многоступенчатый процесс инспекции, чтобы устранить риски до того, как деталь покинет наше предприятие. Это является основой нашего контроля качества коллекторов.
КИМ для целостности каналов
Координатно-измерительная машина (КИМ) проверяет, что внутренние каналы изготовлены в соответствии с точными спецификациями. Это предотвращает ограничения потока или полное блокирование, которое может вывести из строя критически важные функции. Это гарантирует, что каждый путь свободен и имеет правильный размер.
Испытания на герметичность для структурной прочности
Испытания на утечку и давление могут обнаружить микротрещины, которые совершенно невидимы. Эти крошечные трещины могут расширяться под эксплуатационной нагрузкой, приводя к утечкам. Постепенная потеря давления может быть не сразу очевидной, но может привести к отказу системы.
Предотвращение оптических дефектов
Для прозрачных коллекторов плохая обработка может создать внутренние напряжения. Это может вызвать оптический эффект, известный как двулучепреломление9, который искажает свет и затрудняет визуальный осмотр. Мы проводим детальный осмотр прозрачных деталей для обеспечения идеальной прозрачности.
| Метод проверки | Предотвращенный дефект |
|---|---|
| Контроль на КИМ | Блокировка канала, размерная ошибка |
| Испытания на утечку и давление | Микротрещины, отказ уплотнения |
| Визуальные и оптические проверки | Оптические искажения, дефекты поверхности |
Безупречные коллекторы требуют большего, чем просто точной обработки; они требуют бескомпромиссного контроля. Мельчайшие внутренние дефекты могут привести к серьезным рискам для безопасности на путях. Такие методы, как КИМ, испытания на герметичность и оптические проверки, необходимы для обеспечения надежности и безопасности каждого компонента.
Экономия средств за счет проектирования для обработки на станках с ЧПУ (DFM)
DFM для прозрачных коллекторов
При обработке прозрачных коллекторов сложность увеличивает стоимость. Каждая дополнительная установка или сложный путь инструмента добавляет время и расходы. Важен продуманный дизайн ЧПУ для прозрачных деталей.
Это означает упрощение геометрии, где это возможно. Это также означает продумывание того, как деталь удерживается и обрабатывается с самого начала.
Применение этих принципов DFM для коллекторов может значительно снизить затраты. Цель — уменьшить количество операций обработки и сократить время цикла, особенно для проектов, требующих высокой прозрачности.
Ключевые области фокусировки для DFM коллекторов
| Принцип | Влияние на стоимость |
|---|---|
| Сокращение установок | Снижает трудозатраты и время простоя оборудования |
| Упрощение путей инструмента | Сокращает время программирования и обработки |
| Стандартизация функций | Позволяет использовать стандартные, более быстрые инструменты |

Минимизация сложности установки
Основная статья расходов при обработке на ЧПУ — время установки. Каждый раз, когда мы переориентируем деталь, это стоит денег. Для прозрачных коллекторов это критически важно. Множественные установки создают риск смещения и повреждения прозрачных поверхностей.
Проектируя детали, которые можно обрабатывать с меньшего количества сторон, мы снижаем эти риски. Например, группировка элементов на одной грани является простой, но эффективной стратегией. Этот подход жизненно важен для прозрачных коллекторов, от медицинской флюидики до сложных систем мониторинга, включая те, которые используются в таких отраслях, как железные дороги.
Оптимизация сложности траектории инструмента
Длинные, сложные траектории инструмента означают более длительное время работы станка. Это напрямую увеличивает конечную стоимость детали. Проектирование внутренних каналов с плавными изгибами вместо острых углов является отличным примером разумного DFM.
Это не только ускоряет обработку, но и улучшает гидродинамику внутри коллектора. Эффективная оптимизация траектории инструмента10 может привести к значительной экономии. После рассмотрения проектов с нашими клиентами мы увидели, что этот подход сокращает время обработки до 30%.
Снижение затрат за счет упрощения конструкции
| Изменение дизайна | Потенциальная экономия времени |
|---|---|
| Консолидация элементов на одной стороне | Снижение количества установок на 15-25% |
| Используйте стандартные радиусы углов | Ускорение траекторий инструмента на 10-20% |
| Сверление прямых отверстий по сравнению с угловыми | Снижение сложности на 20-30% |
Умный DFM для прозрачных коллекторов заключается в сокращении количества установок и упрощении траекторий инструмента. Эти изменения напрямую снижают время обработки и затраты на рабочую силу, что приводит к значительной экономии без ущерба для функции или прозрачности детали. Это снижение затрат на ЧПУ в действии.
Баланс прочности и прозрачности в проектировании железнодорожных коллекторов
В проектировании железнодорожных коллекторов ключевая задача заключается в обеспечении баланса между долговечностью и визуальным доступом. Вам нужны детали, которые могут выдерживать суровые условия. Тем не менее, вам также нужно видеть внутрь для инспекций.
Это создает прямую компромиссную ситуацию. Более прочные материалы или более толстые стенки часто снижают оптическую прозрачность. Нахождение правильного баланса имеет решающее значение.
Выбор материала
Выбор между прозрачным и прочным пластиком для коллектора является фундаментальным. Каждый материал предлагает разное сочетание свойств. Это решение влияет как на производительность, так и на срок службы.
| Материал | Ударная прочность | Оптическая четкость |
|---|---|---|
| Поликарбонат | Очень высокий | От хорошего до очень хорошего |
| Акрил (PMMA) | Средний | Превосходно |
| PETG | Высокий | Превосходно |
Для требовательных железнодорожных применений прочность поликарбоната часто является базовой. Он обеспечивает необходимое сопротивление удару для безопасности и надежности.
Толщина стенки и прозрачность
Более толстые стенки увеличивают прочность, но могут снизить прозрачность. Это критический компромисс при ЧПУ-обработке. Большее количество материала может искажать свет, проходящий через коллектор.
При проектировании прозрачных коллекторов для железных дорог цель состоит в том, чтобы найти оптимальную точку. Материал и его толщина должны соответствовать как механическим, так и визуальным требованиям. Это не просто выбор материала; это разработка комплексного решения. В PTSMAKE мы помогаем клиентам принимать эти важные решения.
Влияние ЧПУ-обработки на прозрачность
Точность ЧПУ-обработки имеет важное значение. Однако сам процесс может повлиять на качество поверхности и внутренние напряжения материала. Это напрямую влияет на оптическую прозрачность. Пути инструмента, скорости подачи и смазочно-охлаждающие жидкости играют свою роль. Плохо обработанная поверхность, даже на прозрачном материале, таком как акрил, будет выглядеть мутной.
Кроме того, обработка может вызвать внутренние напряжения. Эти напряжения могут создавать тонкие оптические искажения. Это явление известно как Двулучепреломление11, что может быть проблемой в высокоточных оптических применениях.
Компромиссы в дизайне и материалах
Мы часто рекомендуем сбалансированный подход. Он начинается с анализа конкретных эксплуатационных нагрузок, которым будет подвергаться коллектор.
| Толщина стенок | Устойчивость к ударам | Светопропускание | Время ЧПУ-обработки |
|---|---|---|---|
| Тонкий (например, 3 мм) | Нижний | Выше | Короче |
| Средний (например, 6 мм) | Сбалансированный | Хорошо | Умеренный |
| Толстый (например, 12 мм) | Выше | Нижний | Длиннее |
По результатам наших тестов, правильно подобранный поликарбонат часто может обеспечить превосходную прочность без существенной потери прозрачности, особенно при правильной механической обработке. Компромисс при ЧПУ-обработке для достижения прозрачности управляем при наличии соответствующего опыта и оборудования.
Выбор правильного материала и толщины стенки — это баланс. Он требует глубокого понимания материаловедения и производственных процессов для достижения как ударопрочности, так и необходимой оптической прозрачности для железнодорожных применений.
Как масштабировать производство прозрачных коллекторов без потери точности
Переход от одного прототипа прозрачного коллектора к тысячам единиц — серьезная задача. Настоящее испытание — сохранение той же точности и прозрачности в каждой отдельной детали.
Дело не только в том, чтобы сделать больше; дело в том, чтобы сделать больше, идеально.
Масштабирование без компромиссов
В PTSMAKE мы фокусируемся на стабильном качестве при масштабировании ЧПУ-обработки прозрачных деталей. Наши рабочие процессы разработаны для этого перехода. Мы гарантируем, что десятитысячная деталь идентична первой.
| Сцена | Основные направления | Результат |
|---|---|---|
| Прототип | Технико-экономическое обоснование | Единственная, совершенная часть |
| Средний объем | Стабильность процесса | Неизменное качество |
| Большой объем | Эффективность и стоимость | Масштабированная точность |
Эта структура помогает управлять ожиданиями и качеством.
Масштабирование производства требует совершенно иного подхода, чем прототипирование. Необходимо создать повторяемый, проверенный процесс. Именно здесь многие проекты терпят неудачу. Они не планируют последовательность с самого начала.
Создание масштабируемых рабочих процессов ЧПУ
В PTSMAKE наш процесс начинается с проектирования с учетом технологичности. Затем мы создаем специализированные приспособления и инструменты для производственных партий. Эти первоначальные инвестиции предотвращают ошибки на последующих этапах и гарантируют идентичность каждого коллектора. Мы полагаемся на автоматизацию и строгие проверки качества на каждом этапе.
Для крупносерийных проектов мы используем передовые системы, такие как станки для массового производства ЧПУ для рельсов. Эти установки обеспечивают скорость и жесткость, необходимые для непрерывной высокоточной механической обработки прозрачных пластиков. Речь идет о создании производственной линии для ваших деталей.
Последовательность - это ключ
Материальная консистенция также имеет решающее значение. Мы часто внедряем прозрачную систему VMI (Vendor Managed Inventory) с нашими надежными поставщиками материалов. Это гарантирует, что сырье для каждой партии обладает одинаковыми свойствами. Мы также используем такие методы, как Параметрическое программирование12 для быстрой адаптации траекторий инструмента при незначительных изменениях деталей без полного перепрограммирования, что экономит время и снижает количество ошибок.
| Фактор | Подход к прототипированию | Подход к массовому производству |
|---|---|---|
| Инструментальная оснастка | Универсальные приспособления | Специальные высокопроизводительные приспособления |
| Программирование | Ручной G-код | Автоматизированные параметрические программы |
| Инспекция | 100% ручная проверка | Автоматизированное КИМ и оптическое сканирование |
| Материал | Одиночный лист/блок | Партии сырья, управляемые VMI |
Такой систематический подход позволяет нам обеспечивать точность в любом масштабе.
Масштабирование производства прозрачных манифольдов требует перехода от совершенства единичных изделий к повторяемой точности. Наши структурированные рабочие процессы с ЧПУ, управление материалами и использование современного оборудования обеспечивают стабильное качество от прототипа до массового производства.
Разблокируйте успех рельсового коллектора с помощью экспертизы PTSMAKE
Готовы оптимизировать ваши железнодорожные прозрачные манифольды с помощью прецизионной обработки на станках с ЧПУ? Доверьтесь проверенному опыту PTSMAKE для поставки высокопрозрачных, высокоточных компонентов, которые обеспечивают безопасную и эффективную работу ваших поездов. Получите быстрый и подробный расчет прямо сейчас — отправьте свой запрос в PTSMAKE сегодня!

Узнайте, как это оптическое свойство указывает на внутренние напряжения в пластмассах. ↩
Узнайте, как небольшие отклонения деталей могут накапливаться и влиять на общую производительность узла. ↩
Поймите, как химическая среда может привести к преждевременному отказу деталей, подверженных нагрузке. ↩
Поймите, как внутреннее напряжение материала может влиять на оптические характеристики и целостность детали. ↩
Узнайте, как принципы поведения жидкостей могут значительно повысить производительность и эффективность вашего коллектора. ↩
Узнайте, как внутренняя структура материала определяет его поведение при резке и качество поверхности. ↩
Узнайте, как этот гибкий подход помогает совершенствовать конструкции и снижать затраты на разработку до начала полномасштабного производства. ↩
Узнайте, почему полная история материала жизненно важна для обеспечения производительности и безопасности детали. ↩
Узнайте, как это оптическое свойство может выявить скрытые напряжения в прозрачных деталях, обработанных на станках с ЧПУ. ↩
Изучите, как передовые стратегии CAM-программного обеспечения могут значительно сократить время цикла и повысить качество поверхности ваших деталей. ↩
Узнайте, как это оптическое свойство влияет на целостность и прозрачность прецизионно обработанных прозрачных компонентов. ↩
Узнайте, как этот метод программирования оптимизирует обработку на станках с ЧПУ для более быстрых и гибких производственных циклов. ↩






