

Czy masz trudności ze zrozumieniem, czym właściwie jest obróbka szwajcarska i czym różni się od konwencjonalnej obróbki CNC? Wielu inżynierów i kierowników ds. zaopatrzenia myli się co do tej specjalistycznej techniki, co często prowadzi do zamawiania niewłaściwego rodzaju obróbki precyzyjnych części. Konsekwencje mogą być kosztowne - zmarnowane materiały, niedotrzymane terminy i części, które po prostu nie spełniają specyfikacji.
Obróbka szwajcarska to specjalistyczny proces toczenia, który wykorzystuje przesuwny wrzeciennik do podawania materiału przez tuleję prowadzącą, co pozwala na wyjątkową precyzję w przypadku małych, złożonych części. Technika ta doskonale sprawdza się w produkcji długich, smukłych elementów o wąskich tolerancjach wynoszących zaledwie 0,0001 cala.
Pracując z wieloma klientami, którzy początkowo mylili toczenie szwajcarskie z konwencjonalną obróbką skrawaniem, mogę powiedzieć, że zrozumienie różnicy ma kluczowe znaczenie dla powodzenia projektu. Niezależnie od tego, czy projektujesz urządzenia medyczne, komponenty lotnicze czy precyzyjną elektronikę, właściwy wybór obróbki może znacząco wpłynąć na jakość produktu, harmonogram i budżet. Pozwól mi wyjaśnić kluczowe aspekty szwajcarskiej obróbki skrawaniem, abyś mógł podejmować świadome decyzje produkcyjne.
Dlaczego nazywana jest szwajcarską maszyną?
Czy zastanawiałeś się kiedyś, czy "szwajcarska maszyna" faktycznie pochodzi ze Szwajcarii, czy to tylko nazwa? To pytanie często się pojawia, pozostawiając inżynierów i kierowników ds. zaopatrzenia zaciekawionych jego prawdziwym pochodzeniem i unikalnymi możliwościami.
Określenie "Swiss Machine" bezpośrednio honoruje kraj, z którego pochodzi. Została ona wynaleziona w Szwajcarii pod koniec XIX wieku, specjalnie do produkcji niezwykle małych i precyzyjnych śrubek i części potrzebnych dla legendarnego przemysłu zegarmistrzowskiego.

Dylemat zegarmistrza: konieczność innowacji
Aby naprawdę zrozumieć tę nazwę, musimy spojrzeć wstecz na problem, który rozwiązała. Zegarmistrzowie z końca XIX wieku stanęli przed poważnym wyzwaniem: produkcją długich, smukłych elementów z niewiarygodną dokładnością. Tradycyjne tokarki borykały się z tym problemem, ponieważ obrabiany przedmiot wibrował lub odchylał się pod naciskiem narzędzia tnącego, rujnując precyzję. Tokarka typu szwajcarskiego narodziła się z tej konieczności. Jej rewolucyjna konstrukcja wspierała obrabiany przedmiot za pomocą tuleja prowadząca1 bardzo blisko narzędzia tnącego. Wyeliminowało to ugięcie i umożliwiło masową produkcję drobnych, doskonałych części, które były podstawą globalnej dominacji szwajcarskiego przemysłu zegarmistrzowskiego. Ta podstawowa zasada pozostaje kluczowa dla nowoczesnej szwajcarskiej obróbki cnc.
| Wyzwanie | Problem z tradycyjną tokarką | Swiss Machine Solution |
|---|---|---|
| Odchylenie części | Długie, cienkie części odchylają się od narzędzia. | Obrabiany przedmiot jest podparty bezpośrednio w punkcie cięcia. |
| Kontrola tolerancji | Trudno utrzymać spójność na całej długości. | Wysoka precyzja jest utrzymywana wzdłuż całej części. |
| Wibracje | Powoduje słabe wykończenie powierzchni i niedokładność. | Zminimalizowane dzięki solidnemu podparciu przedmiotu obrabianego. |

Od kamer do kodu: Ewolucja "szwajcarskiego"
Chociaż nazwa jest historyczna, jej znaczenie ewoluowało. Oryginalne maszyny były sterowane mechanicznie za pomocą skomplikowanych systemów krzywkowych, cudów swoich czasów. Obecnie termin "szwajcarska maszyna" lub "szwajcarskie CNC" odnosi się do maszyny, która wykorzystuje tę samą zasadę przesuwnego wrzeciennika, ale jest napędzana przez zaawansowane komputerowe sterowanie numeryczne (CNC). W PTSMAKE, gdy omawiamy projekt wymagający szwajcarskiej obróbki CNC, wykorzystujemy dziedzictwo precyzji, które zostało wzmocnione przez nowoczesną technologię. Nazwa ta stała się klasyfikacją - synonimem konkretnego, wysoce precyzyjnego procesu produkcyjnego, a nie tylko znacznikiem geograficznym.
| Cecha | Oryginalna maszyna obsługiwana przez Cam | Nowoczesna szwajcarska maszyna CNC |
|---|---|---|
| System kontroli | Krzywki mechaniczne | Komputerowe sterowanie numeryczne (CNC) |
| Czas konfiguracji | Bardzo długi i złożony | Szybsze programowanie sterowane programowo |
| Zakres zastosowania | Głównie części do zegarków | Lotnictwo i kosmonautyka, medycyna, elektronika |

Szwajcarska maszyna zawdzięcza swoją nazwę szwajcarskiemu zegarmistrzostwu, gdzie rozwiązała krytyczny problem obróbki małych, smukłych części z wysoką precyzją. To dziedzictwo trwa do dziś, a "szwajcarski" oznacza specyficzny, bardzo dokładny proces produkcyjny stosowany w wielu zaawansowanych branżach.
Czym jest standardowa obróbka CNC?
Czy kiedykolwiek miałeś wrażenie, że termin "obróbka CNC" jest używany tak szeroko, że traci swoje znaczenie? Może to prowadzić do nieporozumień podczas określania projektu, potencjalnie skutkując niedopasowanymi oczekiwaniami dotyczącymi kosztów i możliwości.
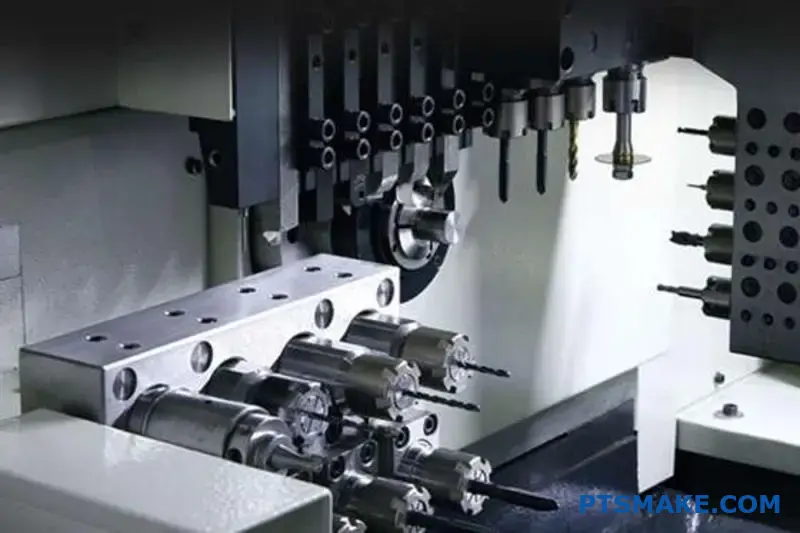
Standardowa obróbka CNC jest subtraktywnym procesem produkcyjnym, w którym sterowane komputerowo narzędzia wycinają materiał ze stacjonarnego przedmiotu obrabianego. Narzędzie tnące porusza się wzdłuż wielu osi, aby precyzyjnie ukształtować część, dzięki czemu jest bardzo wszechstronne w przypadku szerokiej gamy komponentów.

Aby naprawdę zrozumieć jej możliwości, najlepiej jest przeanalizować jej podstawową mechanikę. W przeciwieństwie do maszyn w stylu szwajcarskim, cechą charakterystyczną standardowej obróbki CNC jest to, że obrabiany przedmiot jest mocno trzymany w miejscu, podczas gdy narzędzia tnące wykonują cały ruch. To fundamentalne podejście sprawia, że jest to proces wykorzystywany w tak wielu zastosowaniach. W poprzednich projektach w PTSMAKE odkryliśmy, że metoda ta jest niezwykle skuteczna w tworzeniu wytrzymałych części z litych bloków materiału. Proces ten opiera się na bezpiecznym uchwyt roboczy2 aby zapobiec jakimkolwiek ruchom lub wibracjom, co ma kluczowe znaczenie dla utrzymania dokładności. Pomyśl o tym jak o rzeźbiarzu starannie rzeźbiącym nieruchomy blok marmuru, ale z niesamowitą robotyczną precyzją.
Kluczowe różnice operacyjne
| Aspekt | Frezowanie CNC | Toczenie CNC (tokarka) |
|---|---|---|
| Ruch przedmiotu obrabianego | Stacjonarny | Obracanie |
| Ruch narzędzia | Obracanie i ruchy na osiach X, Y, Z | Stacjonarny i porusza się w utworze |
| Najlepsze dla | Bloki, płaskie powierzchnie, złożone kształty | Części cylindryczne lub stożkowe |

Wszechstronność standardowej obróbki CNC jest jej największą siłą. Doskonale sprawdza się w produkcji wszystkiego, od jednorazowych prototypów po duże serie produkcyjne. Ponieważ obrabiany przedmiot jest nieruchomy, idealnie nadaje się do większych, bardziej masywnych części, które wymagają znacznego usunięcia materiału, takich jak elementy silnika, obudowy lub wsporniki konstrukcyjne. Metoda ta ma jednak swoje ograniczenia. Podczas obróbki bardzo długich i smukłych części, odległość od uchwytu do punktu cięcia może powodować ugięcie lub wibracje materiału. Sprawia to, że trudno jest zachować wąskie tolerancje na całej długości części, co jest problemem, który szwajcarska obróbka CNC została specjalnie zaprojektowana, aby rozwiązać. To rozróżnienie jest kluczowe dla każdego inżyniera lub kierownika ds. zaopatrzenia, aby zrozumieć je przed rozpoczęciem projektu.
Typowe przypadki użycia
| Zastosowanie | Wspólne materiały | Kluczowa zaleta |
|---|---|---|
| Prototypowanie | Aluminium, ABS, nylon | Szybkość i opłacalność |
| Obudowy i obudowy | Aluminium, stal nierdzewna | Zdolność do obróbki dużych części |
| Przyrządy i osprzęt | Stal narzędziowa, Delrin (POM) | Wysoka dokładność i trwałość |

Standardowa obróbka CNC wykorzystuje sterowane komputerowo narzędzia na nieruchomym przedmiocie obrabianym, dzięki czemu idealnie nadaje się do szerokiej gamy części, zwłaszcza tych większych. Choć jest bardzo wszechstronna, jej głównym ograniczeniem jest utrzymanie precyzji na długich, smukłych elementach ze względu na potencjalne ugięcie materiału.
Jak szwajcarska obróbka CNC osiąga wyższą precyzję?
Czy kiedykolwiek zdarzyło Ci się zaprojektować część o wąskich tolerancjach tylko po to, by nie przeszła ona kontroli? Subtelna różnica mechaniczna między standardową a szwajcarską obróbką CNC może być krytycznym czynnikiem, który przeoczyłeś.
Szwajcarska obróbka CNC osiąga najwyższą precyzję dzięki zastosowaniu tulei prowadzącej, która podtrzymuje obrabiany przedmiot bezpośrednio w punkcie cięcia. Taka konstrukcja eliminuje ugięcia materiału i wibracje, które są częstym problemem w standardowym toczeniu, zapewniając spójne, wąskie tolerancje, szczególnie w przypadku długich, smukłych elementów.
Zalety tulei prowadzącej i wrzeciennika przesuwnego
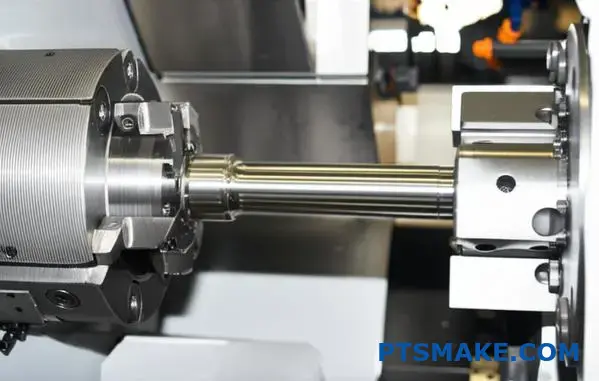
Sekret szwajcarskiej precyzji tkwi w jej unikalnej architekturze. W przeciwieństwie do standardowych tokarek, w których obrabiany przedmiot wystaje daleko poza uchwyt, szwajcarska maszyna podaje materiał przez tuleję prowadzącą. Tuleja ta działa jako solidny punkt podparcia, a narzędzia tną materiał natychmiast po jego wysunięciu. Taka konstrukcja zapewnia niesamowitą sztywność3 i praktycznie eliminuje ugięcie, główną przyczynę niedokładności w przypadku długich, smukłych części.
Przesuwny wrzeciennik działa w parze z tuleją. Zamiast przesuwać narzędzia wzdłuż przedmiotu obrabianego podczas cięcia w osi Z, sam wrzeciennik popycha cały pręt do przodu.
| Cecha | Szwajcarska obróbka CNC | Standardowe toczenie CNC |
|---|---|---|
| Podpora przedmiotu obrabianego | W punkcie cięcia | Daleko od uchwytu/kolby |
| Ryzyko odchylenia | Minimalny | Wysoki na długich/cienkich częściach |
| Ruch w osi Z | Wrzeciennik przesuwa materiał | Głowica narzędziowa porusza się wzdłuż łoża |
Ta kombinacja sprawia, że szwajcarska obróbka CNC może konsekwentnie utrzymywać tolerancje na poziomie mikronów.

Więcej niż toczenie: Moc narzędzi na żywo
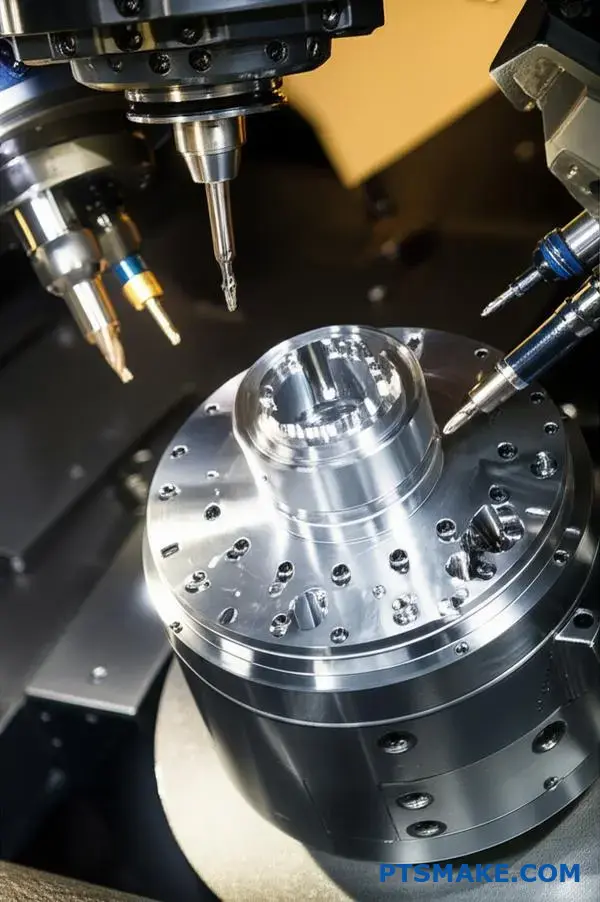
Nowoczesne szwajcarskie maszyny to nie tylko proste tokarki; to wieloosiowe centra obróbcze. Są one wyposażone w narzędzia pod napięciem, co pozwala na frezowanie, wiercenie i gwintowanie części bez konieczności wyjmowania jej z maszyny. Ta możliwość "done-in-one" jest kolejnym kamieniem węgielnym ich precyzji.
Redukcja błędów konfiguracji
W standardowej obróbce skomplikowana część może zostać przeniesiona z tokarki do frezarki w celu wykonania operacji wtórnych. Za każdym razem, gdy część jest ponownie mocowana, wprowadzane są niewielkie niedokładności. Wykonując wszystkie operacje w jednym ustawieniu, szwajcarska obróbka CNC eliminuje te skumulowane błędy.
| Aspekt | Proces konfiguracji wielokrotnej | Swiss "Done-in-One" |
|---|---|---|
| Obsługa części | Wymaga przeprofilowania | Brak ręcznej interwencji |
| Układanie tolerancji | Błędy kumulują się przy każdej konfiguracji | Minimalizacja do pojedynczego punktu odniesienia |
| Wydajność produkcji | Niższa; obejmuje czas konfiguracji | Wyższe; obróbka ciągła |
To zintegrowane podejście, które stosujemy w PTSMAKE w przypadku złożonych komponentów, zapewnia, że wszystkie cechy części są idealnie do siebie dopasowane.
Precyzja szwajcarskiej obróbki CNC wynika z konstrukcji tulei prowadzącej, która zapobiega ugięciu materiału. W połączeniu z możliwościami "done-in-one" z narzędzi pod napięciem, pozwala to na wykonanie złożonych części w jednej konfiguracji, eliminując skumulowane błędy występujące w wieloetapowych procesach i zapewniając wyjątkową dokładność.
W jaki sposób szwajcarska obróbka CNC pozwala uzyskać długie części?
Czy kiedykolwiek zdarzyło Ci się zaprojektować długi, smukły sworzeń, ale okazało się, że wyprodukowanie go z zachowaniem stałej średnicy jest ogromnym wyzwaniem? Ten powszechny problem często prowadzi do złomowania części i opóźnień w realizacji projektu.
Wyjątkowa precyzja wynika z unikalnego systemu przesuwnego wrzeciennika i tulei prowadzącej. Zapewnia to stałe podparcie materiału w miejscu cięcia, skutecznie zapobiegając zginaniu i wibracjom, które rujnują dokładność długich elementów.
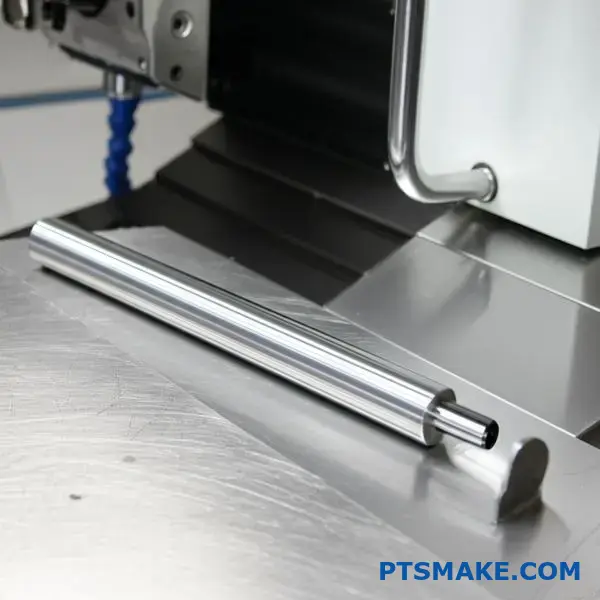
Stabilność w punkcie cięcia
Podstawową zasadą szwajcarskiej obróbki CNC jest eliminacja niestabilności. W standardowej tokarce długa część trzymana tylko na jednym końcu nieuchronnie ugina się lub wibruje, gdy narzędzie wywiera nacisk na środku. Metoda szwajcarska rozwiązuje ten problem poprzez podawanie pręta przez tuleję prowadzącą. Narzędzia tnące wchodzą w materiał zaledwie kilka milimetrów od tego punktu podparcia. Taka konfiguracja tworzy niezwykle stabilną strefę cięcia, zapobiegając wypychaniu materiału przez narzędzie. Ta stabilność jest głównym powodem, dla którego toczenie szwajcarskie może produkować części o wyjątkowej prostoliniowości i jednolitej średnicy na całej długości. Proces ten niemal całkowicie eliminuje ryzyko paplanina4co ma kluczowe znaczenie dla uzyskania dokładnego wykończenia powierzchni.
| Czynnik | Tokarka standardowa | Szwajcarska maszyna CNC |
|---|---|---|
| Podpora przedmiotu obrabianego | W uchwycie, z dala od cięcia | Przy tulei prowadzącej, obok cięcia |
| Ryzyko odchylenia | Wysoki na smukłych częściach | Praktycznie wyeliminowane |
| Efekt nacisku narzędzia | Może powodować zwężanie lub zginanie | Minimalny wpływ na geometrię części |

Bezbłędne przekazywanie za pomocą wrzeciona podrzędnego
Nowoczesne maszyny szwajcarskie idą o krok dalej dzięki zastosowaniu wrzeciona podrzędnego. Po zakończeniu podstawowych operacji obróbki na przedniej stronie części, wrzeciono podrzędne przesuwa się, aby uchwycić gotową część. Następnie wrzeciono główne odcina część od pręta. Następnie wrzeciono podrzędne cofa się, bezpiecznie przytrzymując część, aby zaprezentować jej tylną stronę innemu zestawowi narzędzi do operacji wtórnych. To zautomatyzowane przekazanie jest idealnie koncentryczne i odbywa się w ramach tego samego cyklu maszyny. Z mojego doświadczenia w PTSMAKE wynika, że eliminuje to ryzyko błędu ludzkiego i tolerancji, które występuje, gdy część jest ręcznie przenoszona i ponownie mocowana w innej maszynie lub uchwycie do obróbki wstecznej.
Dokładność pojedynczego zacisku
| Etap procesu | Druga operacja ręczna | Obsługa szwajcarskiego wrzeciona przechwytującego |
|---|---|---|
| Transfer części | Operator przenosi część do innego urządzenia | Podwrzeciono chwyta i przenosi część |
| Wyrównanie | Opiera się na ręcznej konfiguracji i oprzyrządowaniu | Idealnie koncentryczny z wrzecionem głównym |
| Potencjał błędu | Wysokie ryzyko niewspółosiowości | Minimalne; kontrolowane przez maszynę |

Szwajcarska obróbka CNC osiąga najwyższą precyzję dzięki tulei prowadzącej, która zapewnia solidne wsparcie w punkcie cięcia, zapobiegając odchyleniom. Jest to wzmocnione przez wrzeciono pomocnicze, które umożliwia płynną obróbkę wsteczną w ramach jednej konfiguracji, eliminując błędy ponownego mocowania i zapewniając idealną współosiowość.
Jakich materiałów można używać w szwajcarskiej obróbce CNC?
Trudno jest zrównoważyć właściwości materiału z unikalnymi wymaganiami szwajcarskiej obróbki skrawaniem? Wybór niewłaściwego materiału może prowadzić do słabego wykończenia powierzchni, zwiększonego zużycia narzędzi i nieoczekiwanych kosztów projektu.
Szwajcarska obróbka CNC jest kompatybilna z szeroką gamą materiałów, w tym metali, takich jak aluminium, stal nierdzewna, tytan i mosiądz, a także tworzyw konstrukcyjnych, takich jak PEEK i Delrin (POM). Najlepszy wybór zależy od konkretnych wymagań mechanicznych i kosztowych danego zastosowania.

Przy wyborze materiału do szwajcarskiej obróbki cnc, skrawalność jest najbardziej krytycznym czynnikiem. Metale są najczęstszym wyborem i nie bez powodu. Oferują one doskonałą równowagę między wytrzymałością, trwałością i wydajnością. Z naszego doświadczenia w PTSMAKE, prowadzimy klientów w kierunku materiałów, które będą ciąć czysto i wydajnie w tokarce szwajcarskiej.
Popularne metale do obróbki szwajcarskiej
Stopy aluminium, w szczególności 6061 i 7075, są popularne ze względu na doskonały stosunek wytrzymałości do masy i łatwość obróbki. Gatunki stali nierdzewnej, takie jak 303 i 304, są również preferowane ze względu na ich odporność na korozję, choć są trudniejsze w obróbce. Mosiądz to kolejna doskonała opcja, często wybierana ze względu na wyjątkową skrawalność, która prowadzi do krótszych czasów cyklu i niższych kosztów w przypadku dużych serii. Materiał granica plastyczności5 ma kluczowe znaczenie, ponieważ wpływa na siły cięcia i ostateczną integralność części.
| Metal | Kluczowa zaleta | Wspólna aplikacja |
|---|---|---|
| Aluminium (6061) | Lekkość i opłacalność | Armatura lotnicza, obudowy elektroniczne |
| Stal nierdzewna (303) | Odporność na korozję, możliwość obróbki mechanicznej | Elementy urządzeń medycznych, wały |
| Mosiądz (C360) | Doskonała skrawalność, przewodzenie prądu | Złącza, elementy złączne, zawory |
| Tytan | Wysoka wytrzymałość, biokompatybilność | Implanty medyczne, części lotnicze i kosmiczne |

Poza metalami, tworzywa konstrukcyjne zyskują znaczącą popularność w szwajcarskiej obróbce cnc, zwłaszcza w zastosowaniach, w których metal nie jest odpowiedni. Te zaawansowane polimery oferują unikalne właściwości, takie jak odporność chemiczna, izolacja elektryczna i lekkość, które są niezbędne w przemyśle medycznym, elektronicznym i motoryzacyjnym. Obróbka tworzyw sztucznych wymaga jednak innego podejścia. Zarządzanie ciepłem ma kluczowe znaczenie, ponieważ nadmierne tarcie może spowodować stopienie materiału zamiast czystego cięcia.
Wysokowydajne tworzywa sztuczne
Delrin (POM) to fantastyczny, wszechstronny materiał, znany z niskiego tarcia, wysokiej sztywności i stabilności wymiarowej. PEEK to wysokowydajne tworzywo termoplastyczne, które może wytrzymać ekstremalne temperatury i agresywne chemikalia, dzięki czemu jest wybierane do wymagających komponentów medycznych i lotniczych. Choć jest droższy, jego właściwości często uzasadniają ten koszt.
| Tworzywo sztuczne | Kluczowa zaleta | Wspólna aplikacja |
|---|---|---|
| Delrin (POM) | Niskie tarcie, wysoka sztywność | Łożyska, koła zębate, izolatory |
| PEEK | Wysoka temperatura i odporność chemiczna | Implanty medyczne, złącza elektroniczne |
| Nylon | Wytrzymałość, odporność na zużycie | Tuleje, uszczelki, podkładki przeciwzużyciowe |
Wybór odpowiedniego tworzywa sztucznego wymaga zrozumienia zależności między jego właściwościami a procesem obróbki.
Szwajcarska obróbka CNC obsługuje zróżnicowaną paletę materiałów, od zwykłych metali, takich jak aluminium i stal nierdzewna, po zaawansowane tworzywa sztuczne, takie jak PEEK i Delrin. Pomyślny wybór materiału zależy od zrównoważenia wymagań aplikacji - takich jak wytrzymałość i odporność na korozję - z możliwością obróbki materiału w celu zapewnienia precyzji i opłacalności.
Kiedy szwajcarska obróbka CNC jest najbardziej opłacalnym wyborem?
Czy kiedykolwiek wyceniałeś złożoną, smukłą część i zastanawiałeś się nad jej kosztem? Wybór między szwajcarskim CNC a standardowym toczeniem może być ryzykowny dla budżetu.
Szwajcarska obróbka CNC staje się najbardziej opłacalna w przypadku wielkoseryjnej produkcji małych, złożonych części. Podczas gdy jej konfiguracja może być bardziej skomplikowana, niesamowita szybkość, obróbka "done-in-one" i zmniejszona ilość odpadów materiałowych zapewniają znacznie niższy koszt w przeliczeniu na część przy większych seriach produkcyjnych.

Kluczem do zrozumienia jej opłacalności jest zrównoważenie kosztów konfiguracji z wielkością produkcji. Konfiguracja maszyny szwajcarskiej jest często bardziej złożona niż standardowej tokarki, obejmując skomplikowane programowanie wielu osi i zsynchronizowanych operacji. Ta początkowa inwestycja w czas i wiedzę specjalistyczną oznacza, że w przypadku bardzo małych partii lub jednorazowych prototypów może to nie być najtańsza opcja.
Wolumenowy próg rentowności
Jednak po uruchomieniu maszyny jej wydajność jest niezrównana dla odpowiedniego rodzaju części. Krótkie czasy cykli i bezobsługowa praca ("produkcja bez świateł") szybko rekompensują początkowe koszty konfiguracji. Koszt Amortyzacja6 W przypadku dużych serii szwajcarska obróbka CNC naprawdę błyszczy. W PTSMAKE często widzimy, że próg rentowności pojawia się przy seriach liczących kilka tysięcy sztuk.
| Współczynnik kosztów | Mała ilość (np. 100 sztuk) | Duża ilość (np. 10 000 sztuk) |
|---|---|---|
| Koszt konfiguracji na część | Wysoki | Bardzo niski |
| Czas cyklu Koszt na część | Umiarkowany | Bardzo niski |
| Całkowity koszt części | Stosunkowo wysoki | Niski |

Poza czasem cyklu, szwajcarska obróbka CNC obniża koszty w dwóch innych krytycznych obszarach: odpadów materiałowych i kontroli jakości. Ponieważ szwajcarskie maszyny wykorzystują pręty, które są zazwyczaj bardzo zbliżone do zewnętrznej średnicy gotowej części, znacznie mniej materiału zamienia się w wióry w porównaniu do obróbki części z większego kęsa na standardowej frezarce CNC. W przypadku produkcji tysięcy części ta oszczędność materiału znacznie się sumuje.
Ukryte oszczędności kosztów
Co więcej, funkcja "done-in-one" drastycznie obniża dalsze koszty. Wykonując złożoną część w jednym ustawieniu, eliminujesz nakład pracy i potencjalne błędy związane z przenoszeniem części między różnymi maszynami w celu wykonania operacji wtórnych. Oznacza to mniej odrzuconych części, mniej czasu spędzonego na kontroli i wyższą ogólną spójność jakości.
| Obszar oszczędności kosztów | Standardowy proces Multi-Op | Szwajcarskie CNC "Done-in-One" |
|---|---|---|
| Odpady materiałowe | Wyższe (z większych półfabrykatów) | Minimalne (z zapasów prętów) |
| Praca dodatkowa | Wymagane do ponownego utwardzania | Wyeliminowany |
| Współczynnik odrzuceń | Wyższe ze względu na tolerancję | Niższa ze względu na pojedynczą konfigurację |

Szwajcarska obróbka CNC jest najbardziej opłacalna w przypadku złożonych części produkowanych w dużych ilościach. Wyższy koszt początkowej konfiguracji jest równoważony przez krótki czas cyklu, minimalną ilość odpadów materiałowych i mniejszą ilość pracy przy operacjach wtórnych, co prowadzi do niższego kosztu jednostkowego i najwyższej jakości przy długich seriach produkcyjnych.
Jakie są ograniczenia szwajcarskiej obróbki CNC?
Myślisz, że szwajcarskie CNC to najlepsze rozwiązanie dla każdej małej, precyzyjnej części? Taki sposób myślenia może prowadzić do rozdmuchania budżetu i bólu głowy związanego z produkcją, gdy prostsza, bardziej bezpośrednia metoda sprawdziłaby się lepiej.
Podstawowymi ograniczeniami szwajcarskiej obróbki CNC są wyższe koszty początkowej konfiguracji, co czyni ją mniej ekonomiczną w przypadku małych serii, oraz fizyczne ograniczenie średnicy materiału, zwykle poniżej 1,5 cala. Jest ona również nieefektywna w produkcji prostych części, które nie wymagają wieloosiowej złożoności.

Chociaż szwajcarska obróbka CNC jest mistrzem precyzji w przypadku złożonych, smukłych części, nie jest to rozwiązanie uniwersalne. Jej największe zalety mogą stać się jej słabościami, gdy zostanie niewłaściwie zastosowana. Najbardziej znaczącym ograniczeniem jest początkowy koszt i złożoność konfiguracji. Programowanie wieloosiowej maszyny szwajcarskiej ze zsynchronizowanymi ruchami dla wrzeciona głównego, wrzeciona pomocniczego i narzędzi pod napięciem jest znacznie bardziej intensywne niż konfiguracja standardowej tokarki. Inwestycja w czas i wiedzę specjalistyczną opłaca się tylko w przypadku produkcji wielkoseryjnej. W przypadku prototypów lub małych partii, koszt jednej części może być zbyt wysoki w porównaniu do innych metod. Proces ten opiera się na skomplikowanych choreografia ścieżki narzędzia7 który, choć potężny, nie jest szybko konfigurowany dla serii zaledwie dziesięciu sztuk.
Efektywność kosztowa a wielkość produkcji
| Wielkość produkcji | Szwajcarska obróbka CNC | Standardowe toczenie CNC |
|---|---|---|
| 1-100 sztuk | Wysoki koszt jednostkowy | Bardziej ekonomiczne |
| 1,000+ sztuk | Koszt konfiguracji Amortyzowany | Mniejsza konkurencyjność |
| Ponad 10 000 sztuk | Wysoka opłacalność | Znacznie wyższy koszt |

Kolejnym twardym ograniczeniem jest rozmiar fizyczny. Cała architektura szwajcarskiej maszyny, od przesuwnego wrzeciennika po tuleję prowadzącą, jest zaprojektowana wokół pręta. Z natury ogranicza to maksymalną średnicę surowca, który może być użyty. Większość maszyn szwajcarskich obsługuje materiał do około 1,25 lub 1,5 cala (około 38 mm). Jeśli największa średnica części przekracza tę wartość, obróbka szwajcarska po prostu nie wchodzi w grę. Co więcej, proces ten jest z natury nieefektywny w przypadku części, które nie są długie i smukłe. W przypadku produkcji krótkich, solidnych części lub komponentów o niskim stosunku długości do średnicy, wyjątkowa zaleta tulei prowadzącej nie przynosi żadnych realnych korzyści. W takich przypadkach standardowa tokarka lub frezarka CNC jest często szybsza i bardziej opłacalna.
Ograniczenia geometryczne i wymiarowe
| Charakterystyka części | Przydatność dla szwajcarskiego CNC | Proces alternatywny |
|---|---|---|
| Średnica > 1,5 cala | Niewykonalne | Standardowa tokarka CNC |
| Niski stosunek długości do średnicy | Nieefektywny | Standardowa tokarka CNC |
| Prosta geometria (bez pracy krzyżowej) | Przekombinowane / kosztowne | Podstawowa tokarka 2-osiowa |

Szwajcarska obróbka CNC ma kluczowe ograniczenia: nie jest opłacalna w przypadku małych serii ze względu na wysokie koszty konfiguracji, jest ograniczona do średnic surowca zwykle poniżej 1,5 cala i jest nieefektywna w przypadku prostych części, które nie wykorzystują jej złożonych, wieloosiowych możliwości.
Jak wybrać niezawodnego szwajcarskiego partnera w zakresie obróbki CNC?
Czy kiedykolwiek wybrałeś dostawcę, który wydawał się idealny na papierze, tylko po to, by napotkać awarie komunikacji i krytyczne opóźnienia w dostawie? Wybór niewłaściwego partnera może szybko wykoleić projekt i obniżyć jego jakość.
Aby wybrać niezawodnego szwajcarskiego partnera w zakresie obróbki CNC, należy ocenić jego możliwości techniczne, systemy kontroli jakości, szybkość komunikacji i udokumentowane doświadczenie w branży. Prawdziwy partner zapewnia wsparcie inżynieryjne i wykazuje jasne zrozumienie specyficznych wymagań projektu.

Kiedy weryfikujesz potencjalnego partnera, wyjdź poza podstawową listę maszyn. Posiadanie nowoczesnych szwajcarskich maszyn CNC jest niezbędne, ale tak naprawdę liczy się wiedza specjalistyczna, która za nimi stoi. Zawsze radzę szukać partnera, który oferuje solidne wsparcie inżynieryjne. Czy zapewnia on informacje zwrotne dotyczące projektowania pod kątem możliwości produkcyjnych (DFM), aby zoptymalizować części do produkcji, potencjalnie obniżając koszty i poprawiając jakość? Świetny partner proaktywnie zasugeruje alternatywne materiały lub drobne poprawki projektowe, które mogą mieć ogromne znaczenie. Ich biegłość w Metrologia8 nie podlega również negocjacjom; muszą oni dysponować narzędziami i umiejętnościami umożliwiającymi weryfikację wąskich tolerancji wymaganych przez części. W poprzednich projektach realizowanych przez PTSMAKE, to oparte na współpracy podejście inżynieryjne było kluczem do przekształcenia trudnego projektu w udany, powtarzalny komponent.
Dostawca kontra prawdziwy partner
| Aspekt | Podstawowy dostawca | Prawdziwy partner |
|---|---|---|
| Informacje zwrotne | Tworzy część zgodnie z rysunkiem | Oferuje sugestie dotyczące DFM |
| Rozwiązywanie problemów | Zgłaszanie pojawiających się problemów | Proponuje rozwiązania w sposób proaktywny |
| Ekspertyza materiałowa | Wykorzystuje określony materiał | Zaleca optymalne materiały |

Poza umiejętnościami technicznymi, procesy operacyjne partnera są równie ważne dla płynnego doświadczenia. Jasna i spójna komunikacja jest podstawą niezawodnego partnerstwa. Jak radzą sobie z zarządzaniem projektami? Powinieneś oczekiwać jednego punktu kontaktowego, który ma zarówno wiedzę techniczną, jak i jest responsywny. Nie ma nic bardziej frustrującego niż przekazywanie pytań między działami. Oceń system zarządzania jakością (QMS). Czy firma posiada certyfikaty zgodności z normami takimi jak ISO 9001? Poproś o przykłady dokumentacji jakościowej, takie jak raporty z inspekcji i certyfikaty materiałowe. Przejrzysty partner chętnie podzieli się tymi informacjami, demonstrując swoje zaangażowanie w jakość i identyfikowalność. Ta doskonałość operacyjna zapewnia, że od wyceny do dostawy, Twój projekt jest w dobrych rękach, minimalizując niespodzianki i informując Cię na każdym kroku.
Ocena komunikacji i jakości
| Czynnik | Czerwona flaga | Zielona flaga |
|---|---|---|
| Czas reakcji | > 48 godzin, niejasne odpowiedzi | < 24 godziny, jasne odpowiedzi |
| Aktualizacje projektu | Tylko po wyświetleniu monitu | Proaktywne, regularne aktualizacje |
| Dowód jakości | Niechęć do udostępniania dokumentów | Zapewnia certyfikaty ISO, raporty |

Wybór niezawodnego szwajcarskiego partnera w zakresie obróbki CNC oznacza spojrzenie nie tylko na maszyny. Wymaga to dokładnej oceny wsparcia inżynieryjnego, protokołów komunikacyjnych i udokumentowanych systemów jakości. Prawdziwy partner działa jako rozszerzenie zespołu, zapewniając pomyślny wynik projektu.
Dowiedz się, jak działa ten kluczowy komponent z technicznego punktu widzenia ↩
Dowiedz się, jak różne techniki mocowania mogą wpływać na ostateczną dokładność i wykończenie obrabianych części. ↩
Dowiedz się, w jaki sposób sztywność materiału i konstrukcji bezpośrednio wpływa na precyzję obróbki i jakość części. ↩
Dowiedz się, w jaki sposób drgania podczas obróbki powodują słabe wykończenie powierzchni i jak szwajcarska technologia skutecznie im zapobiega. ↩
Zrozumienie tej właściwości pomaga przewidzieć, jak materiał będzie zachowywał się pod wpływem sił tnących, zapobiegając uszkodzeniu części. ↩
Dowiedz się, jak obliczyć amortyzację kosztów, aby uzasadnić wybór między różnymi procesami produkcyjnymi dla następnego projektu. ↩
Zobacz, jak skomplikowane ruchy narzędzia są planowane i wykonywane, aby zrozumieć, co wpływa na złożoność konfiguracji i koszty. ↩
Odkryj zaawansowane narzędzia i techniki pomiarowe, które sprawdzają, czy części spełniają najsurowsze wymagania dotyczące tolerancji. ↩






