

Nylonowe części CNC są dostarczane z odchyleniami wymiarowymi, które wykraczają poza specyfikacje. Przyczyna? Twój dostawca nie posiada specjalistycznej wiedzy, aby poradzić sobie z unikalnymi wymaganiami obróbki nylonu, co prowadzi do kosztownych opóźnień i problemów z jakością.
Obróbka CNC nylonu wymaga specjalistycznej wiedzy w zakresie przygotowania materiału, optymalizacji parametrów i kontroli środowiska w celu uzyskania spójnych precyzyjnych części, które spełniają wąskie tolerancje i standardy wydajności.

Pracowałem z dziesiątkami klientów, którzy zmienili dostawcę po otrzymaniu komponentów nylonowych niezgodnych ze specyfikacją. Różnica między sukcesem a porażką często sprowadza się do zrozumienia higroskopijnej natury nylonu, odpowiednich protokołów suszenia i zoptymalizowanych parametrów cięcia. Niniejszy przewodnik omawia kluczowe czynniki, które odróżniają doświadczonych dostawców nylonu od tych, którzy traktują go jak każde inne tworzywo sztuczne, pomagając w podejmowaniu świadomych decyzji dotyczących następnego projektu.
Dlaczego nylon jest najlepszym wyborem dla komponentów obrabianych CNC?
Czy kiedykolwiek zdarzyło Ci się określić materiał dla krytycznej części, tylko po to, aby zobaczyć, jak zużywa się przedwcześnie, zmuszając do kosztownych przestojów i przeprojektowań? Taka frustracja jest częstym wyzwaniem podczas opracowywania produktów.
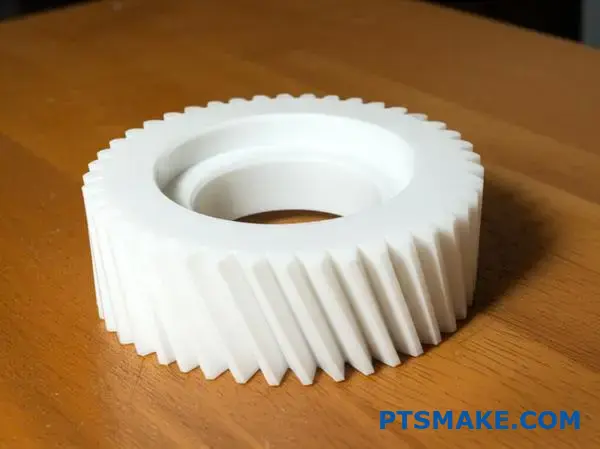
Nylon jest najlepszym wyborem dla komponentów obrabianych CNC, ponieważ jego unikalne połączenie wysokiej wytrzymałości na rozciąganie, doskonałej odporności na zużycie i stabilności chemicznej czyni go wyjątkowo trwałym. Stanowi niezawodną i opłacalną alternatywę dla metali w przypadku wysokowydajnych części, takich jak koła zębate, tuleje i łożyska.
Mocne strony: co wyróżnia Nylon?
Gdy inżynierowie i menedżerowie ds. zaopatrzenia szukają materiału, który wypełni lukę między standardowymi tworzywami sztucznymi a metalami, nylon często staje się tematem rozmów. Jego wszechstronność to nie tylko twierdzenie; sprawdził się w tysiącach wymagających zastosowań. W PTSMAKE często sięgamy po nylon w przypadku części, które wymagają równowagi między wytrzymałością, odpornością i skrawalnością. Sukces Obróbka CNC nylonu zależy od zrozumienia jego podstawowych właściwości.
Rozpakowywanie Wytrzymałość na rozciąganie i trwałość
Nylon charakteryzuje się imponującą wytrzymałością na rozciąganie, czyli zdolnością do wytrzymywania sił ciągnących bez zerwania. Sprawia to, że jest on doskonałym kandydatem do zastąpienia metalu w niektórych zastosowaniach, zwłaszcza tam, gdzie redukcja masy ma kluczowe znaczenie. Na przykład w zautomatyzowanych maszynach nylonowe koła zębate mogą przenosić znaczny moment obrotowy, będąc jednocześnie znacznie lżejsze niż ich stalowe lub aluminiowe odpowiedniki. Zmniejsza to bezwładność, umożliwiając szybszą i bardziej energooszczędną pracę. W przeciwieństwie do niektórych tworzyw sztucznych, które stają się kruche pod obciążeniem, nylon wykazuje doskonałą wytrzymałość, co oznacza, że może absorbować uderzenia i odkształcać się bez pękania - kluczowa cecha dla komponentów narażonych na wibracje lub nagłe wstrząsy. Jedną rzeczą, o której należy pamiętać, jest jego higroskopijny1 nylon pochłania wilgoć z otoczenia, co może nieznacznie zmienić jego właściwości mechaniczne i wymiary. Jest to kluczowa kwestia projektowa, którą zawsze omawiamy z naszymi klientami, aby zapewnić długoterminową stabilność części.
Doskonała odporność na zużycie i ścieranie
Jedną z najbardziej znanych cech nylonu jest jego niski współczynnik tarcia i wysoka odporność na ścieranie. Z tego powodu jest to idealny materiał na części, które ślizgają się lub ocierają o siebie, takie jak łożyska, tuleje i podkładki. Często ma właściwości samosmarujące, co zmniejsza potrzebę stosowania zewnętrznych środków smarnych i minimalizuje konserwację. W poprzednich projektach z klientami stwierdziliśmy, że przejście z tulei z brązu na tuleje nylonowe nie tylko obniżyło koszt części, ale także zmniejszyło hałas podczas pracy i wydłużyło żywotność zespołu.
| Własność | Nylon 6/6 | Aluminium 6061 | ABS |
|---|---|---|---|
| Wytrzymałość na rozciąganie | Wysoki | Bardzo wysoka | Średni |
| Odporność na zużycie | Doskonały | Słaby | Uczciwy |
| Waga | Niski | Niski | Niski |
| Obrabialność | Doskonały | Doskonały | Dobry |
| Koszt | Niski | Średni | Niski |
Ta nieodłączna odporność na zużycie zapewnia, że precyzyjnie obrobione części dłużej zachowują swoje wąskie tolerancje, co ma zasadnicze znaczenie dla niezawodności każdego systemu mechanicznego. Płynne działanie, które zapewnia, jest znaczącą zaletą w zastosowaniach od elektroniki użytkowej po robotykę przemysłową.

Nylon kontra konkurencja: Praktyczne porównanie
Wybór odpowiedniego materiału to strategiczna decyzja, która wpływa na wydajność, koszty i wykonalność produkcji. Podczas gdy metale, takie jak aluminium i stal, mają swoje miejsce, nylon stanowi przekonujący argument w wielu scenariuszach. Nie chodzi o to, który materiał jest ogólnie "najlepszy", ale który jest najlepszy dla konkretnego zastosowania. Z naszego doświadczenia wynika, że przemyślane porównanie często ujawnia nylon jako mądry, praktyczny wybór, który zapewnia zarówno wydajność, jak i wartość.
Przewaga wagi i kosztów nad metalami
Najbardziej bezpośrednią przewagą nylonu nad metalami jest jego znacznie niższa gęstość. Część nylonowa może być nawet siedmiokrotnie lżejsza od identycznej części stalowej. Ta redukcja masy jest przełomem w branżach takich jak lotnictwo i motoryzacja, gdzie każdy gram liczy się dla poprawy efektywności paliwowej i wydajności. Ale korzyści wykraczają poza to; lżejsze części są również tańsze w transporcie i łatwiejsze w obsłudze podczas montażu, przyczyniając się do ogólnych oszczędności kosztów. Co więcej, surowy materiał nylonowy jest zazwyczaj bardziej przystępny cenowo niż aluminium czy stal nierdzewna. Obróbka CNC nylonu Proces ten może być szybszy dzięki niższym siłom skrawania, skracając czas pracy maszyny i zmniejszając zużycie narzędzi. To połączenie niższych kosztów materiału i bardziej wydajnej produkcji sprawia, że nylon jest bardzo ekonomicznym rozwiązaniem bez uszczerbku dla integralności mechanicznej w odpowiednich zastosowaniach.
Lepsze od innych tworzyw sztucznych w wymagających rolach
Nylon wyróżnia się również na tle innych tworzyw konstrukcyjnych. W porównaniu do tworzyw sztucznych ogólnego przeznaczenia, takich jak ABS, nylon oferuje znacznie lepszą odporność na zużycie i wyższą temperaturę pracy. Podczas gdy poliwęglan może być silniejszy pod względem odporności na uderzenia, nylonowa powierzchnia o niskim współczynniku tarcia czyni go zdecydowanym zwycięzcą w przypadku ruchomych części. Delrin (Acetal) to kolejny silny konkurent, znany ze swojej sztywności i doskonałej stabilności wymiarowej w wilgotnym środowisku. Jednak nylon generalnie zapewnia lepszą wytrzymałość i jest bardziej odporny na ścieranie, dzięki czemu lepiej nadaje się do sytuacji o dużym uderzeniu i dużym zużyciu. Wybór często sprowadza się do konkretnych obciążeń środowiskowych i mechanicznych, z którymi będzie musiał zmierzyć się komponent.
| Cecha | Nylon | Delrin (Acetal) | Poliwęglan |
|---|---|---|---|
| Odporność na zużycie | Doskonały | Dobry | Uczciwy |
| Wytrzymałość (Uderzenie) | Doskonały | Dobry | Doskonały |
| Absorpcja wilgoci | Wysoki | Niski | Bardzo niski |
| Odporność chemiczna | Dobre (oleje, paliwa) | Doskonały | Uczciwy |
Odporność chemiczna: Ukryta korzyść
Często pomijaną zaletą nylonu jest jego doskonała odporność na szeroką gamę chemikaliów, w szczególności węglowodorów, takich jak oleje, smary i paliwa. Dzięki temu idealnie nadaje się do komponentów stosowanych w silnikach samochodowych, maszynach przemysłowych i układach hydraulicznych. W przeciwieństwie do niektórych metali, które mogą korodować lub tworzyw sztucznych, które mogą ulec degradacji pod wpływem agresywnych chemikaliów, nylon zachowuje swoją integralność strukturalną, zapewniając niezawodność i długą żywotność w trudnych środowiskach chemicznych.
Nylon wyróżnia się w obróbce CNC ze względu na połączenie wytrzymałości, odporności na zużycie i stabilności chemicznej. Stanowi on lekką, ekonomiczną i trwałą alternatywę zarówno dla metali, jak i innych tworzyw sztucznych, co czyni go niezawodnym wyborem dla wysokowydajnych komponentów, takich jak koła zębate, tuleje i niestandardowe części przemysłowe.
Wybór odpowiedniego gatunku nylonu do danego zastosowania.
Czy kiedykolwiek zdarzyło Ci się określić gatunek nylonu, który wyglądał świetnie na papierze, ale w rzeczywistości wypaczał się lub zawodził? Ten błąd może prowadzić do kosztownych przeprojektowań i opóźnień.
Aby wybrać odpowiedni nylon, należy dopasować właściwości materiału do wymagań aplikacji. Oceń czynniki takie jak wytrzymałość, temperatura i narażenie chemiczne, aby wybrać pomiędzy PA6, bardziej wydajnym PA66, sztywnymi gatunkami wypełnionymi szkłem lub wariantami wypełnionymi olejem o niskim współczynniku tarcia, aby uzyskać optymalne wyniki obróbki CNC nylonu.

Świat nylonu jest bardziej zróżnicowany niż wielu inżynierów początkowo zakłada. Dwa najpopularniejsze gatunki, które obrabiamy w PTSMAKE to PA6 i PA66. Choć wydają się one podobne, ich subtelne różnice mogą mieć znaczący wpływ na wydajność części. Zrozumienie tych różnic jest pierwszym krokiem do podjęcia świadomej decyzji.
Fundacja: PA6 vs. PA66
Na pierwszy rzut oka PA6 i PA66 to tworzywa poliamidowe znane ze swojej wytrzymałości i odporności na zużycie. Jednak ich struktura molekularna różni się, co przekłada się na różne właściwości mechaniczne i termiczne. Wybór między nimi często sprowadza się do zrównoważenia kosztów, wydajności i warunków środowiskowych.
PA6 (Nylon 6): Wszechstronny koń roboczy
PA6 jest generalnie nieco bardziej plastyczny i ma lepszą odporność na uderzenia, zwłaszcza w stanie kondycjonowanym. Oferuje również lepsze wykończenie powierzchni po obróbce, co może mieć kluczowe znaczenie dla estetycznych części. Jednak jego główną wadą jest to, że jest bardziej Higroskopijność2 niż PA66, co oznacza, że pochłania więcej wilgoci z powietrza. Absorpcja ta może powodować zmiany wymiarowe i zmniejszenie sztywności. Ze względu na nieco niższą temperaturę topnienia, jest również nieznacznie łatwiejszy i szybszy w obróbce, co czasami zapewnia niewielką przewagę kosztową w produkcji.
PA66 (Nylon 66): Wysokowydajny standard
PA66 to materiał przeznaczony do bardziej wymagających zastosowań. Jest twardszy, sztywniejszy i ma wyższą temperaturę topnienia niż PA6. Sprawia to, że jest bardziej odpowiedni do części, które będą narażone na działanie wyższych temperatur lub wymagają większej wytrzymałości mechanicznej i sztywności. Niższy współczynnik absorpcji wilgoci przyczynia się również do lepszej stabilności wymiarowej przy zmiennej wilgotności. W przypadku krytycznych komponentów w maszynach motoryzacyjnych lub przemysłowych, PA66 jest często bezpieczniejszym i bardziej niezawodnym wyborem, zapewniając przewagę wydajności, która uzasadnia jego zazwyczaj wyższą cenę.
Oto krótkie porównanie oparte na naszych wewnętrznych testach i danych projektowych:
| Własność | PA6 (Nylon 6) | PA66 (Nylon 66) | Kluczowe aspekty obróbki CNC |
|---|---|---|---|
| Wytrzymałość na rozciąganie | Dobry | Doskonały | PA66 lepiej wytrzymuje obciążenie. |
| Sztywność | Umiarkowany | Wysoki | PA66 jest preferowany do sztywnych części. |
| Temperatura topnienia | ~220°C (428°F) | ~265°C (509°F) | PA66 oferuje szerszy zakres temperatur pracy. |
| Absorpcja wilgoci | Wyższy | Niższy | PA66 zapewnia lepszą stabilność wymiarową. |
| Koszt | Niższy | Wyższy | PA6 oferuje bardziej przyjazną dla budżetu opcję. |

Poza standardowymi PA6 i PA66, wiele zastosowań wymaga właściwości, których te polimery bazowe nie są w stanie zapewnić same w sobie. W tym miejscu do gry wkraczają dodatki i wypełniacze, tworząc wyspecjalizowane gatunki zaprojektowane z myślą o konkretnych wyzwaniach, takich jak ekstremalne naprężenia lub ciągły ruch. Te zmodyfikowane nylony odblokowują nowy poziom wydajności, ale także wprowadzają nowe kwestie dotyczące procesu projektowania i obróbki.
Więcej niż podstawy: Zmodyfikowane gatunki nylonu
Gdy część musi być mocniejsza, bardziej stabilna lub samosmarująca, nadszedł czas, aby przyjrzeć się wypełnionym nylonom. Dwa najczęstsze warianty, z którymi pracujemy, to wypełnione szkłem do wzmocnienia strukturalnego i wypełnione olejem do zastosowań o niskim współczynniku tarcia.
Nylon wypełniony włóknem szklanym (GF): Wytrzymałość i stabilność
Dodanie krótkich włókien szklanych, zwykle w stężeniach od 15% do 30% (np. PA66-GF30), radykalnie zmienia właściwości nylonu. Włókna działają jak wzmocnienie, znacznie zwiększając wytrzymałość na rozciąganie, sztywność i stabilność wymiarową, zwłaszcza w podwyższonych temperaturach. W jednym z projektów dla klienta z branży motoryzacyjnej zamieniliśmy standardowy PA66 na PA66-GF30 dla elementu wnęki silnika. Zmiana ta zapobiegła wypaczaniu się części pod wpływem ciepła, rozwiązując krytyczną kwestię awarii w terenie. Kompromis? Nylon wypełniony włóknem szklanym jest wysoce ścierny. Powoduje szybsze zużycie narzędzi podczas obróbki CNC, co jest czynnikiem, który musimy uwzględnić w naszym planowaniu procesu i kalkulacji kosztów, aby zapewnić stałą jakość części.
Nylon wypełniony olejem: Zapewnia niskie tarcie
W przypadku zastosowań obejmujących ruchome części, takie jak koła zębate, łożyska lub płyty ślizgowe, nylon wypełniony olejem jest doskonałym wyborem. Płynny smar jest zintegrowany bezpośrednio z matrycą polimerową podczas produkcji. Tworzy to materiał o wyjątkowo niskim współczynniku tarcia i doskonałej odporności na zużycie. Właściwości samosmarujące oznaczają, że części pracują płynnie bez konieczności stosowania zewnętrznego smaru lub oleju, co ogranicza konieczność konserwacji i upraszcza konstrukcję. Obróbka nylonu wypełnionego olejem jest podobna do obróbki standardowych gatunków, ale w rezultacie powstaje część, która jest z natury śliska, idealna do tworzenia trwałych, cichych i wydajnych zespołów mechanicznych.
Oto jak te zmodyfikowane oceny wypadają w zestawieniu:
| Klasa | Kluczowa zaleta | Najlepsze dla | Obróbka skrawaniem |
|---|---|---|---|
| Standard PA66 | Zrównoważone właściwości | Komponenty ogólnego przeznaczenia | Standardowe oprzyrządowanie i prędkości. |
| PA66-GF30 | Wysoka wytrzymałość i sztywność | Części konstrukcyjne, obudowy | Materiał ścierny; wymaga hartowanych narzędzi. |
| Nylon wypełniony olejem | Niskie tarcie, samosmarowanie | Koła zębate, łożyska, podkładki | Tworzy gładkie, śliskie powierzchnie. |

Wybór odpowiedniego nylonu jest krytycznym etapem projektowania. Wymaga on zrównoważenia potrzeby wytrzymałości, odporności na ciepło i stabilności wymiarowej z konkretnym środowiskiem, w którym będzie pracować dana część. Różnica między gatunkami PA6, PA66, wypełnionymi szkłem i olejem może zadecydować o sukcesie lub porażce projektu.
Krytyczne etapy obróbki wstępnej: Suszenie i odprężanie.
Czy kiedykolwiek obrobiłeś nylonową część do perfekcji, ale kilka dni później okazało się, że jest ona wypaczona lub niezgodna ze specyfikacją? Ta powszechna frustracja często wynika z zaniedbania dwóch krytycznych etapów przygotowania.
Prawidłowe suszenie nylonu przed obróbką CNC jest niezbędne do usunięcia wchłoniętej wilgoci, zapobiegając niestabilności wymiarowej. Dodatkowo, odprężanie (wyżarzanie) usuwa wewnętrzne naprężenia powstałe podczas produkcji, co jest kluczem do uniknięcia wypaczeń i pęknięć, zapewniając, że końcowa część spełnia ścisłe tolerancje.

Wyzwanie związane z higroskopijnością nylonu
Nylon jest fantastycznym tworzywem konstrukcyjnym, ale ma jedną cechę, której każdy mechanik musi przestrzegać: jest higroskopijny. Oznacza to, że łatwo wchłania wilgoć z otaczającej atmosfery, podobnie jak gąbka. Nie jest to kwestia powierzchniowa; cząsteczki wody wnikają w strukturę molekularną materiału, działając jak plastyfikator. Proces ten ma bezpośredni wpływ na właściwości materiału i, co dla nas najważniejsze, na jego stabilność wymiarową. Kiedy obrabiamy nylon, który nie został odpowiednio wysuszony, zasadniczo obrabiamy materiał, który jest w stanie spuchniętym. Gdy część później wyschnie i uwolni wilgoć, skurczy się i potencjalnie wypaczy, wyrzucając całą naszą precyzyjną pracę przez okno. W naszej pracy w PTSMAKE widzieliśmy, że nawet niewielki procent zawartości wilgoci może prowadzić do znacznych zmian wymiarowych, które powodują, że część nie przechodzi kontroli.
Dlaczego wilgoć jest cichym sabotażystą?
Konsekwencje obróbki "mokrego" nylonu wykraczają poza zmianę wymiarów. Nadmiar wilgoci może zamienić się w parę po podgrzaniu przez tarcie narzędzia skrawającego, prowadząc do słabego wykończenia powierzchni. Może również powodować, że materiał staje się "gumowaty", co skutkuje trudnościami z kontrolą wiórów i zwiększonym zużyciem narzędzia. Aby osiągnąć spójne wyniki wymagane dla wysokiej precyzji Obróbka cnc nylonuDlatego rozpoczęcie pracy ze stabilnym, suchym materiałem nie podlega negocjacjom. Na podstawie naszych testów opracowaliśmy ścisłe protokoły suszenia dla wszystkich higroskopijnych materiałów, które poddajemy obróbce.
| Własność | Suchy (formowany) nylon 6/6 | Kondycjonowany (50% RH) Nylon 6/6 | Wpływ na obróbkę |
|---|---|---|---|
| Wytrzymałość na rozciąganie | ~12 000 psi | ~8 500 psi | Wymaga regulacji siły cięcia |
| Zmiana wymiarów | Linia bazowa | Może pęcznieć nawet o 0,5-1,0% | Krytyczne dla zachowania wąskich tolerancji |
| Siła uderzenia | Niższy | Wyższy | Materiał staje się mniej kruchy |
| Twardość (Rockwell) | R120 | R108 | Wpływa na wykończenie powierzchni i trwałość narzędzia |
Wchłonięta woda zwiększa Mobilność łańcucha polimerowego3co zmienia jego charakterystykę mechaniczną. W przypadku każdego projektu wymagającego dokładności, zignorowanie tego kroku wprowadza niedopuszczalny poziom ryzyka.

Wyżarzanie: Ubezpieczenie przed wypaczeniem
Drugim krytycznym etapem obróbki wstępnej jest odprężanie, powszechnie znane jako wyżarzanie. Naprężenia wewnętrzne są nieuniknionym produktem ubocznym procesu produkcji surowego nylonu, niezależnie od tego, czy są to wytłaczane pręty, czy formowane płyty. Podczas produkcji materiał stygnie w różnym tempie - zewnętrzna część stygnie i krzepnie szybciej niż rdzeń. To zróżnicowane chłodzenie blokuje wewnętrzne naprężenia w materiale. Naprężenia te są zrównoważone i uśpione w surowcu. Jednak w momencie, gdy zaczynamy Obróbka cnc nylonu Usuwając materiał, zakłócamy tę równowagę. Pozostałe siły wewnętrzne nie są już przeciwstawne, co powoduje ich uwolnienie poprzez przemieszczenie materiału, co widzimy jako wypaczenie, wygięcie lub skręcenie.
Wyjaśnienie procesu wyżarzania
Wyżarzanie to kontrolowany proces nagrzewania i chłodzenia mający na celu zmniejszenie naprężeń wewnętrznych przed rozpoczęciem cięcia. Proces ten obejmuje trzy główne etapy:
- Ogrzewanie: Materiał jest powoli i równomiernie podgrzewany do temperatury poniżej jego temperatury topnienia. W przypadku Nylonu 6/6 jest to zazwyczaj około 150°C (300°F).
- Moczenie: Materiał jest utrzymywany w tej temperaturze przez określony czas, zwykle obliczany na podstawie grubości materiału (np. jedna godzina na cal grubości). Pozwala to łańcuchom polimerowym rozluźnić się i osiąść w stanie wolnym od naprężeń o niższej energii.
- Chłodzenie: Następnie materiał jest bardzo powoli i równomiernie schładzany do temperatury pokojowej. Szybkie chłodzenie po prostu wprowadziłoby nowe naprężenia.
Ten kontrolowany cykl zapewnia, że materiał jest tak stabilny, jak to tylko możliwe, zanim jeszcze zetknie się z narzędziem tnącym. W poprzednich projektach w PTSMAKE, szczególnie tych obejmujących cienkie ścianki lub złożone geometrie, wykazaliśmy, że wyżarzanie jest najskuteczniejszym sposobem zapobiegania odkształceniom po obróbce.
| Etap wyżarzania | Cel | Typowe parametry (Nylon 6/6) |
|---|---|---|
| Ramp-Up | Równomierne podgrzewanie materiału bez szoku termicznego. | Powoli zwiększać temperaturę, ~10-20°C na godzinę. |
| Namaczanie (wstrzymanie) | Umożliwienie pełnego rozluźnienia wewnętrznych napięć. | Trzymać w temperaturze 150°C przez 1-2 godziny na cal grubości. |
| Chłodzenie | Chłodzenie materiału bez ponownego wprowadzania naprężeń. | Temperaturę należy obniżać powoli, ~10-20°C na godzinę. |
Dla dowolnej wysokiej precyzji Obróbka cnc nylonu W przypadku zastosowań, w których tolerancje są wąskie, a geometria części skomplikowana, pominięcie wyżarzania jest ryzykiem, którego nie warto podejmować. To inwestycja w stabilność i jakość.

Aby zagwarantować jakość części, kluczowe jest przygotowanie przed obróbką. Odpowiednie suszenie nylonu usuwa wchłoniętą wilgoć, aby zapobiec zmianom wymiarowym, podczas gdy wyżarzanie zmniejsza naprężenia wewnętrzne, aby zatrzymać wypaczanie. Te dwa kroki są podstawą każdego udanego projektu precyzyjnej obróbki nylonu, zapewniając stabilność od początku do końca.
Optymalizacja parametrów obróbki CNC dla nylonu?
Czy kiedykolwiek zmagałeś się z gumowatymi wiórami, słabym wykończeniem powierzchni lub wypaczonymi częściami podczas obróbki nylonu? Ta niespójność może wykoleić projekt, zamieniając pozornie prosty materiał w poważny ból głowy.
Aby zoptymalizować obróbkę CNC nylonu, należy używać bardzo ostrych narzędzi skrawających, wysokich prędkości skrawania i umiarkowanych prędkości posuwu. Takie połączenie zapewnia czyste ścinanie, a nie przepychanie materiału, zapobiegając topnieniu, zachowując dokładność wymiarową i uzyskując doskonałe wykończenie końcowej części.
Podstawowe trio: Prędkość, posuw i głębokość cięcia
Uzyskanie odpowiednich parametrów dla nylonu wymaga zachowania równowagi. Nylon ma niską temperaturę topnienia i jest słabym przewodnikiem ciepła, co oznacza, że ciepło szybko gromadzi się na krawędzi tnącej. Jeśli zrobisz to źle, zamiast precyzyjnej części otrzymasz stopiony bałagan. Celem jest utworzenie wyraźnego wióra i odprowadzenie go, zanim przeniesie on ciepło z powrotem do przedmiotu obrabianego.
Prędkość cięcia
W przypadku nylonu należy myśleć szybko. Wyższe prędkości obrotowe wrzeciona (RPM) przekładają się na większą liczbę stóp powierzchni na minutę (SFM), co sprzyja czystemu ścinaniu. Niska prędkość skrawania ma tendencję do przesuwania i rozrywania materiału, generując nadmierne tarcie i ciepło. Z naszego doświadczenia w PTSMAKE wynika, że rozpoczynanie od wyższego końca zalecanego zakresu dla danego narzędzia często daje lepsze wyniki. Jest to sprzeczne z intuicją dla niektórych mechaników, którzy są przyzwyczajeni do pracy z metalami, gdzie wyższe prędkości oznaczają więcej ciepła. W przypadku tworzyw sztucznych, takich jak nylon, prędkość pomaga narzędziu wchodzić i wychodzić, zanim dojdzie do znacznej wymiany ciepła.
Prędkość posuwu i obciążenie wiórami
Podczas gdy wrzeciono pracuje szybko, prędkość posuwu - prędkość, z jaką narzędzie przesuwa się przez materiał - musi być dokładnie kontrolowana. Kluczowym parametrem jest tutaj obciążenie chipem4lub grubość materiału usuwanego przez każdą krawędź skrawającą. Zbyt niska prędkość posuwu skutkuje bardzo cienkim wiórem, co powoduje, że narzędzie ociera się o materiał, zamiast go ciąć. To tarcie jest głównym źródłem ciepła. Z kolei zbyt duża prędkość posuwu może wywierać nadmierny nacisk na narzędzie i część, prowadząc do ugięcia narzędzia i niedokładności wymiarowych.
Poniższa tabela stanowi ogólny punkt wyjścia dla gatunków niewypełnionego nylonu. Należy pamiętać o dostosowaniu w oparciu o konkretną maszynę, oprzyrządowanie i dokładny gatunek nylonu.
| Działanie | Materiał narzędzia | Prędkość cięcia (SFM) | Posuw na ząb (IPT) |
|---|---|---|---|
| Frezowanie | HSS | 400 - 800 | 0.004" - 0.012" |
| Frezowanie | Węglik | 800 - 1500 | 0.005" - 0.015" |
| Obrót | HSS | 600 - 1000 | 0.005" - 0.010" |
| Obrót | Węglik | 1000 - 1800 | 0.007" - 0.015" |
W przypadku nylonu wypełnionego włóknem szklanym lub węglowym należy zacząć od dolnego końca zakresu prędkości i użyć narzędzi z węglików spiekanych ze względu na zwiększoną ścieralność materiału.

Najlepsze praktyki w zakresie oprzyrządowania i mocowania
Najlepsze parametry na świecie nie uratują cię, jeśli twoja konfiguracja jest nieprawidłowa. Wybór narzędzia i uchwytu roboczego są równie ważne dla udanej obróbki nylonu CNC. Te podstawowe elementy mają bezpośredni wpływ na jakość końcowej części i wydajność całego procesu.
Wybór narzędzia: Ostrość nie podlega negocjacjom
Tępe narzędzia to wróg numer jeden podczas obróbki nylonu. Zużyta krawędź tnąca nie ścina materiału, lecz przebija się przez niego, generując ogromne tarcie i ciepło.
- Materiał narzędzia: Podczas gdy stal szybkotnąca (HSS) może sprawdzać się w krótkich seriach, zdecydowanie zalecamy stosowanie niepowlekanych narzędzi z węglików spiekanych. W przypadku wypełnionych nylonów, powłoka odporna na zużycie, taka jak Diamond-Like Carbon (DLC), może znacznie wydłużyć żywotność narzędzia.
- Geometria narzędzia: Należy szukać narzędzi o dużym dodatnim kącie natarcia i dużym kącie wypukłości. Taka geometria tworzy ostrzejszą krawędź tnącą, która czysto przecina nylon, zmniejszając siły cięcia i wytwarzanie ciepła.
- Liczba fletów: W przypadku frezowania mniej znaczy lepiej. Frez 2-ostrzowy lub nawet jednoostrzowy zapewnia maksymalną przestrzeń do odprowadzania wiórów. Zatkane rowki wiórowe to szybka droga do stopionego przedmiotu obrabianego i złamanego narzędzia.
Mocowanie: Mocny, ale delikatny
Nylon jest materiałem elastycznym. Jeśli zaciśniesz go zbyt mocno w standardowym imadle, odkształci się. Możesz wykonać idealnie zwymiarowaną część, gdy jest zaciśnięta, ale po zwolnieniu nacisku część odskoczy, a wymiary będą nieprawidłowe.
- Dystrybucja ciśnienia: Używaj miękkich szczęk lub niestandardowych uchwytów, które dopasowują się do kształtu części. Rozkłada to siłę zacisku na większym obszarze, zapobiegając deformacji.
- Ograniczniki użytkowania: Aby przeciwdziałać siłom tnącym, które mogą popychać materiał, należy zawsze używać solidnego ogranicznika roboczego.
- Kontrola momentu obrotowego: Nie dokręcaj zacisków zbyt mocno. Użyj klucza dynamometrycznego, aby zastosować stały, minimalny nacisk, który wystarczy do bezpiecznego przytrzymania części.
Poniższa tabela przedstawia, w jaki sposób te wybory konfiguracji wpływają na ostateczny wynik.
| Czynnik | Zoptymalizowane podejście | Słabe podejście | Konsekwencje niewłaściwego podejścia |
|---|---|---|---|
| Ostrość narzędzia | Nowe lub świeżo naostrzone narzędzie z węglików spiekanych | Zużyte lub nieprawidłowe narzędzie do geometrii | Topienie, słabe wykończenie, niedokładność wymiarów |
| Liczba fletów | 2 rowki zapewniają dobre odprowadzanie wiórów | 4 flety lub więcej | Zatkane wióry, nagrzewanie się, uszkodzenie narzędzia |
| Mocowanie | Miękkie szczęki, rozłożony nacisk | Szczęki imadła, nadmierna siła | Odkształcenie części, wymiary poza specyfikacją |
| Płyn chłodzący | Zalać chłodziwem lub sprężonym powietrzem | Brak lub chłodziwo na bazie oleju | Nagrzewanie, spawanie wiórów, pęcznienie materiału |
Wdrażając te najlepsze praktyki, zapewniamy, że części, które dostarczamy w PTSMAKE, od pierwszego prototypu do dziesięciotysięcznej sztuki produkcyjnej, spełniają dokładne specyfikacje, na których polegają nasi klienci.

Optymalizacja obróbki nylonu wymaga zrównoważenia wysokich prędkości skrawania z prawidłowymi prędkościami posuwu i ostrymi narzędziami. Równie ważne jest bezpieczne, nieodkształcające się mocowanie i skuteczne odprowadzanie wiórów. Opanowanie tych elementów zapewnia dokładność wymiarową, doskonałe wykończenie i ogólną efektywność kosztową od prototypu do produkcji na pełną skalę.
Zarządzanie tolerancjami i stabilnością wymiarową części nylonowych?
Czy kiedykolwiek obrabiałeś nylonową część zgodnie ze specyfikacją, a kilka dni później okazało się, że nie mieści się ona w tolerancji? To częsta frustracja, gdy naturalne właściwości materiału stanowią wyzwanie dla precyzyjnej pracy.
Osiągnięcie stabilnych części nylonowych wymaga zarządzania dwoma największymi wyzwaniami: ciepłem i wilgotnością. Obejmuje to kontrolowanie środowiska obróbki, stosowanie skutecznych chłodziw i stosowanie technik kondycjonowania po obróbce, takich jak wyżarzanie lub kondycjonowanie wilgocią w celu normalizacji materiału przed końcową kontrolą i użyciem.
Tendencja nylonu do zmiany wymiarów może być poważnym problemem w każdym projekcie precyzyjnej obróbki CNC. Niestabilność ta wynika z dwóch podstawowych cech materiału: wysokiego współczynnika rozszerzalności cieplnej (CTE) i zdolności do pochłaniania wilgoci z otaczającego powietrza. Zrozumienie tych czynników jest pierwszym krokiem w kierunku opanowania obróbki nylonu. W PTSMAKE nauczyliśmy się traktować nylon nie tylko jako tworzywo sztuczne, ale jako dynamiczny materiał, który aktywnie reaguje na otoczenie.
Wyzwanie związane z absorpcją wilgoci
Nylon to higroskopijny5Oznacza to, że naturalnie przyciąga i zatrzymuje cząsteczki wody z atmosfery. Gdy część nylonowa absorbuje wilgoć, pęcznieje. Zmiana wymiarów może być znacząca - czasami nawet do 2% lub więcej, w zależności od konkretnego gatunku nylonu i wilgotności otoczenia. Absorpcja ta nie tylko zmienia rozmiar, ale także właściwości mechaniczne, często czyniąc materiał mniej kruchym i bardziej odpornym na uderzenia, ale także zmniejszając jego wytrzymałość na rozciąganie i sztywność. Część obrobiona z zachowaniem ścisłej tolerancji w suchym środowisku może łatwo wypaść ze specyfikacji, gdy zostanie przeniesiona do bardziej wilgotnego miejsca. Jest to kluczowa kwestia w przypadku części przeznaczonych do użytku w różnych klimatach lub warunkach.
Walka z rozszerzalnością cieplną
Podobnie jak większość materiałów, nylon rozszerza się po podgrzaniu i kurczy po schłodzeniu. Jego współczynnik CTE jest jednak znacznie wyższy niż w przypadku metali. Ciepło generowane podczas samego procesu obróbki CNC - z powodu tarcia narzędzia tnącego - może powodować rozszerzanie się części. Jeśli zmierzysz część, gdy jest jeszcze ciepła, uzyskasz fałszywy odczyt. Gdy ostygnie do temperatury pokojowej, skurczy się i może okazać się, że jest niewymiarowa. Z naszego doświadczenia wynika, że nawet kilka stopni zmiany temperatury w warsztacie może wpłynąć na ostateczne wymiary precyzyjnego elementu nylonowego. Właśnie dlatego stała kontrola temperatury podczas i po obróbce nie jest luksusem, ale koniecznością.
| Rodzaj nylonu | Typowa absorpcja wilgoci (przy nasyceniu) | Współczynnik rozszerzalności cieplnej (CTE) | Kluczowe aspekty obróbki |
|---|---|---|---|
| Nylon 6 | ~9.5% | ~8,1 x 10-⁵ /°C | Skłonność do znacznych obrzęków; wymaga kondycjonowania. |
| Nylon 6/6 | ~8.5% | ~7,2 x 10-⁵ /°C | Nieco bardziej stabilny niż Nylon 6, ale nadal wymaga ostrożności. |
| Odlewany nylon | ~6.5% | ~9,0 x 10-⁵ /°C | Niższe naprężenia wewnętrzne, ale wyższy współczynnik CTE. |
| Nylon z wypełnieniem MDS | ~7.0% | ~6,3 x 10-⁵ /°C | Lepsza stabilność, ale bardziej ścierne dla narzędzi tnących. |

Znajomość wyzwań to jedno, ale wdrożenie skutecznych strategii jest tym, co zapewnia spójne, zgodne ze specyfikacją części. Przezwyciężenie nieodłącznej niestabilności nylonu wymaga zdyscyplinowanego podejścia, które obejmuje cały proces produkcyjny, od obsługi materiału po kontrolę końcową. Nie można walczyć z naturą materiału, ale z pewnością można z nią współpracować. Kluczem jest ustanowienie równowagi w części, zanim jeszcze opuści ona warsztat.
Obróbka wstępna: Przygotowanie do sukcesu
Podróż do stabilności wymiarowej rozpoczyna się jeszcze przed wykonaniem pierwszego cięcia.
Aklimatyzacja materiału
Przed obróbką surowy materiał nylonowy powinien mieć możliwość aklimatyzacji w środowisku warsztatu. Zalecamy przechowywanie materiału w tym samym klimatyzowanym miejscu, w którym będzie on obrabiany przez co najmniej 24 godziny. Pozwoli to materiałowi osiągnąć stan równowagi termicznej i wilgotnościowej z otoczeniem, zapewniając bardziej stabilny i przewidywalny punkt wyjścia.
Strategiczny wybór materiałów
Nie wszystkie nylony są sobie równe. Jeśli najważniejsze są wąskie tolerancje, warto rozważyć zastosowanie nylonu z wypełnieniem. Na przykład, nylony wypełnione szkłem wykazują znacznie niższy współczynnik CTE i zmniejszoną absorpcję wilgoci w porównaniu do gatunków niewypełnionych. Chociaż mogą one być bardziej ścierne dla narzędzi tnących, kompromis jest często wart tego dla zwiększonej stabilności wymiarowej.
Podczas obróbki: Kontrola procesu
Utrzymanie kontroli podczas procesu cięcia ma kluczowe znaczenie.
Efektywne wykorzystanie chłodziwa
Ciepło jest wrogiem tolerancji. Stosowanie chłodziwa zalewowego jest jednym z najlepszych sposobów rozpraszania ciepła generowanego na styku cięcia. Minimalizuje to rozszerzalność cieplną podczas operacji obróbki, zapewniając, że cięte wymiary są jak najbardziej zbliżone do ostatecznych, schłodzonych wymiarów. Podmuchy powietrza mogą być również skuteczne w usuwaniu wiórów i zapewnianiu chłodzenia bez wprowadzania wilgoci.
Kondycjonowanie po obróbce skrawaniem: Klucz do stabilności
To, co robisz po zejściu części z maszyny, jest często najbardziej krytycznym krokiem.
Odprężanie (wyżarzanie)
Obróbka skrawaniem wywołuje naprężenia w materiale. Wyżarzanie to proces, w którym część jest podgrzewana do temperatury poniżej temperatury topnienia, a następnie powoli chłodzona. Proces ten łagodzi te wewnętrzne naprężenia, które w przeciwnym razie mogą z czasem powodować wypaczenia lub zmiany wymiarów.
Kondycjonowanie wilgoci
Aby zapobiec przyszłemu pęcznieniu spowodowanemu absorpcją wilgoci, części mogą być wstępnie kondycjonowane. Polega to na celowym wystawieniu obrabianej części na działanie kontrolowanej wilgoci w celu jej ustabilizowania. Pozwalając części na równomierne wchłanianie nominalnej ilości wilgoci, jej wymiary pozostaną stałe, gdy zostanie oddana do użytku w typowym środowisku atmosferycznym. Ten krok jest przełomowy dla osiągnięcia długoterminowej niezawodności.

Stabilność wymiarowa nylonu zależy od zarządzania jego absorpcją wilgoci i reakcją na ciepło. Kontrolując środowisko, aklimatyzując materiał, stosując odpowiednie techniki obróbki i stosując kondycjonowanie po obróbce, takie jak wyżarzanie, można osiągnąć wąskie tolerancje wymagane w projektach obróbki CNC nylonu.
Jak wykończenie powierzchni wpływa na wydajność i wygląd części z nylonu?
Czy zastanawiałeś się kiedyś, dlaczego pozornie idealna część nylonowa niespodziewanie zawiodła? Winowajca może ukrywać się na widoku: jego wykończenie powierzchni. To coś więcej niż tylko wygląd.
Wykończenie powierzchni nylonowej części obrabianej CNC ma kluczowe znaczenie. Ma ono bezpośredni wpływ na tarcie, odporność na zużycie, a nawet narażenie na działanie substancji chemicznych. Odpowiednie wykończenie zwiększa również atrakcyjność estetyczną, co ma kluczowe znaczenie dla produktów skierowanych do konsumentów, wpływając na postrzeganie przez użytkowników i wartość marki.

Wybór wykończenia części nylonowej to decyzja, która wykracza daleko poza estetykę. Ma ona bezpośredni i wymierny wpływ na wydajność funkcjonalną części. Z mojego doświadczenia wynika, że pominięcie tego szczegółu często prowadzi do przedwczesnej awarii lub gorszego działania, zwłaszcza w zastosowaniach dynamicznych.
Funkcjonalne implikacje wykończenia powierzchni
Mikroskopijne szczyty i doliny na powierzchni części dyktują sposób jej interakcji z otoczeniem i innymi komponentami. Bardziej szorstka powierzchnia, prosto z maszyny, może być akceptowalna dla statycznego wspornika wewnętrznego, ale nie dla ruchomej części.
Odporność na tarcie i zużycie
Gładsza powierzchnia ma zazwyczaj niższą współczynnik tarcia6co ma kluczowe znaczenie w przypadku części takich jak koła zębate, tuleje i elementy ślizgowe. W mechanizmie o wysokim cyklu, szorstka powierzchnia nylonowa będzie generować więcej ciepła i zużywać się znacznie szybciej, wyrzucając cząstki stałe, które mogą zanieczyścić cały zespół. Widzieliśmy to w projektach robotyki, gdzie proste polerowanie parowe nylonowego koła zębatego znacznie wydłużyło jego żywotność.
Uszczelnianie i dynamika płynów
W przypadku części wymagających uszczelnienia, takich jak korpusy zaworów lub kolektory cieczy, wykończenie powierzchni ma kluczowe znaczenie. Chropowata powierzchnia stanowi potencjalną ścieżkę wycieku dla cieczy lub gazów pod ciśnieniem. Osiągnięcie określonej wartości chropowatości powierzchni (Ra) jest często kluczowym wymogiem na rysunku technicznym, aby zapewnić idealne połączenie z O-ringiem lub uszczelką.
Poniższa tabela zawiera uproszczony przegląd tego, jak różne wykończenia wpływają na kluczowe wskaźniki wydajności nylonowych części do obróbki CNC.
| Metoda wykańczania | Typowa chropowatość powierzchni (Ra) | Wpływ na zużycie | Zdolność uszczelniania |
|---|---|---|---|
| Po obróbce | 1,6-6,3 µm | Standard | Słaby do sprawiedliwego |
| Śrutowanie | 2,5 - 5,0 µm (matowy) | Ulepszony | Słaby |
| Vapor Polishing | 0,4 - 1,6 µm | Doskonały | Od dobrego do doskonałego |
| Polerowanie mechaniczne | < 0,4 µm | Doskonały | Doskonały |
Jak widać, przejście z wykończenia jak po obróbce skrawaniem na wykończenie polerowane może zmniejszyć chropowatość powierzchni ponad dziesięciokrotnie, co ma ogromny wpływ na wydajność.
Poza specyfikacjami technicznymi, wygląd części może być równie ważny, zwłaszcza gdy trafia ona w ręce konsumenta. Na postrzeganą jakość produktu duży wpływ mają jego właściwości dotykowe i wizualne. Wysokiej jakości wykończenie sygnalizuje wysoką jakość produktu.
Względy estetyczne i specyficzne dla aplikacji
Ostateczne zastosowanie części nylonowej jest ostatecznym przewodnikiem przy wyborze odpowiedniego wykończenia. Musisz zrównoważyć wymagania dotyczące wydajności z celami estetycznymi i oczywiście budżetem.
Produkty konsumenckie a maszyny przemysłowe
W świecie elektroniki użytkowej lub wysokiej klasy sprzętu sportowego, nieskazitelne, błyszczące wykończenie może być kluczowym elementem tożsamości marki. W przypadku tych zastosowań etapy obróbki końcowej, takie jak polerowanie i malowanie, nie są opcjonalne; są niezbędne. Dodatkowy koszt jest uzasadniony wyższą postrzeganą wartością i satysfakcją klienta.
Z drugiej strony, w przypadku wewnętrznych komponentów urządzeń przemysłowych, estetyka jest drugorzędna w stosunku do funkcjonalności i trwałości. Wykończenie jak po obróbce skrawaniem lub piaskowaniu jest często całkowicie wystarczające i bardziej opłacalne. Wydawanie dodatkowych środków na wykończenie kosmetyczne w tym przypadku byłoby marnowaniem zasobów.
Specyficzne dla branży opcje wykończenia
Różne branże mają różne standardy i oczekiwania. To, co sprawdza się w przypadku prototypu samochodowego, może nie być odpowiednie dla urządzenia medycznego. W oparciu o projekty, którymi zajmowaliśmy się w PTSMAKE, oto spojrzenie na typowe wybory wykończeniowe w zależności od branży.
| Przemysł | Wspólna część nylonowa | Typowy wybór wykończenia | Uzasadnienie |
|---|---|---|---|
| Medyczny | Prowadnice chirurgiczne, uchwyty | Polerowanie parowe, malowanie | Gładka, łatwa do sterylizacji, nieporowata powierzchnia. |
| Motoryzacja | Elementy wnęki silnika, zaciski | Obróbka strumieniowo-ścierna | Funkcja ponad formą, opłacalność. |
| Robotyka | Koła zębate, palce chwytaka | Vapor Polishing | Niskie tarcie, wysoka odporność na zużycie. |
| Elektronika użytkowa | Obudowy, przyciski | Malowanie, polerowanie mechaniczne | Wygląd i styl premium, spójność marki. |
Ostatecznie najlepszym podejściem jest rozważenie całego cyklu życia części. Gdzie będzie używana? Kto będzie z nią współpracował? W jakim środowisku będzie działać? Udzielenie odpowiedzi na te pytania na wczesnym etapie projektowania gwarantuje, że wybrane wykończenie dla projektu obróbki nylonu cnc zapewni wszystkie aspekty: wydajność, wygląd i koszty.

Wykończenie powierzchni nylonowej części CNC nie jest kwestią drugorzędną. Ma ono bezpośredni wpływ na krytyczne właściwości użytkowe, takie jak tarcie, zużycie i uszczelnienie, a jednocześnie określa jego estetykę i postrzeganą wartość. Wybór odpowiedniego wykończenia to równowaga między funkcjonalnością, wyglądem i kosztami.
Zapewnienie jakości: Kontrola i testowanie części obrabianych z nylonu?
Czy kiedykolwiek otrzymałeś partię nylonowych części, które wyglądały idealnie, ale zawiodły pod wpływem rzeczywistych naprężeń? Albo odkryłeś, że krytyczne wymiary były tylko nieznacznie nieprawidłowe, powodując frustrujące opóźnienia w montażu i niepowodzenia projektu?
Zapewnienie jakości części obrabianych z nylonu wymaga wielowarstwowego podejścia, łączącego skrupulatną weryfikację wymiarów za pomocą zaawansowanych narzędzi, dokładną certyfikację materiału w celu potwierdzenia gatunku i właściwości oraz rygorystyczne testy funkcjonalne, które symulują rzeczywiste naprężenia w celu zagwarantowania wydajności i niezawodności.

Kamienie węgielne kontroli części nylonowych
Zapewnienie jakości to nie tylko ostatni krok; to ciągły proces wpleciony w każdy etap produkcji. W przypadku materiału takiego jak nylon, który może być wrażliwy na wilgoć i temperaturę, solidny plan kontroli nie podlega negocjacjom. To jedyny sposób, aby zagwarantować, że zaprojektowana część jest tą, którą otrzymasz. W PTSMAKE budujemy nasz proces jakości na dwóch podstawowych filarach: weryfikacji fizycznej formy części i potwierdzeniu jej integralności materiałowej.
Weryfikacja każdego wymiaru
Pierwszym sprawdzianem jest zawsze dokładność wymiarowa. Czy część pasuje do modelu CAD i rysunków technicznych? Wykracza to poza prostą kontrolę wizualną.
Standardowe narzędzia metrologiczne: W przypadku większości funkcji zaczynamy od tego, co najważniejsze. Skalibrowane suwmiarki cyfrowe, mikrometry i wysokościomierze to nasza pierwsza linia obrony. Zapewniają one szybkie, niezawodne pomiary średnic, długości i wysokości stopni, dzięki czemu idealnie nadają się do kontroli w trakcie procesu bezpośrednio na maszynie.
Zaawansowane współrzędnościowe maszyny pomiarowe (CMM): Gdy mamy do czynienia ze złożonymi geometriami, wąskimi tolerancjami lub krytycznymi cechami, do których dostęp jest utrudniony, polegamy na naszych maszynach CMM. Maszyny te wykorzystują precyzyjną sondę do dotykania różnych punktów na części, tworząc mapę 3D jej powierzchni. Dane te są następnie porównywane bezpośrednio z oryginalnym plikiem CAD, co pozwala nam weryfikować złożone profile, pozycje otworów oraz objaśnienia wymiarów geometrycznych i tolerancji (GD&T) z niewiarygodną dokładnością. Ten poziom Metrologia7 ma zasadnicze znaczenie dla wysokiej wydajności
Obróbka cnc nylonuaplikacje.Bezkontaktowe skanowanie optyczne: W przypadku delikatnych części, które mogłyby zostać zdeformowane przez sondę CMM lub części o bardzo skomplikowanych powierzchniach, idealnym rozwiązaniem są metody bezdotykowe. Skanery laserowe 3D i komparatory optyczne rejestrują miliony punktów danych bez dotykania elementu, zapewniając pełną analizę powierzchni, która gwarantuje, że każda krzywa i kontur są idealne.
Przydatne jest porównanie tych metod:
| Metoda inspekcji | Użycie podstawowe | Poziom dokładności | Prędkość |
|---|---|---|---|
| Suwmiarki/mikrometry | Podstawowe wymiary (długość, średnica) | Dobry | Bardzo szybko |
| CMM | Złożone geometrie, GD&T | Najwyższy | Umiarkowany |
| Skaner laserowy 3D | Skomplikowane powierzchnie, inżynieria odwrotna | Wysoki | Szybko |
Potwierdzanie integralności materiału
Użycie niewłaściwego gatunku nylonu może prowadzić do przedwczesnej awarii. Dlatego certyfikacja materiału jest tak samo ważna jak weryfikacja wymiarów. Zapewniamy, że każdy blok surowca lub pręt posiada certyfikat zgodności (CoC) od dostawcy. Dokument ten poświadcza typ materiału (np. Nylon 6/6, Nylon wypełniony włóknem szklanym), jego specyfikacje i numer partii. Tworzy to nieprzerwany łańcuch identyfikowalności, dzięki czemu znamy dokładne pochodzenie materiału w gotowej części.

Beyond the Blueprint: Testowanie funkcjonalności i wydajności
Część, która spełnia wszystkie specyfikacje wymiarowe i materiałowe jest świetna, ale ostateczne pytanie brzmi: czy wykona swoją pracę poprawnie i niezawodnie? W tym miejscu pojawiają się testy funkcjonalne, wykraczające poza pomiary statyczne i symulujące warunki dynamiczne, z jakimi część będzie musiała się zmierzyć w swoim ostatecznym zastosowaniu. Ten krok ma kluczowe znaczenie dla zmniejszenia ryzyka związanego z nowymi projektami i zapewnienia długoterminowej trwałości.
Symulacja rzeczywistych warunków
Dostosowujemy nasze testy funkcjonalne do konkretnych wymagań części i jej zamierzonego środowiska. Jest to proces współpracy, który często podejmujemy z naszymi klientami w celu zdefiniowania najbardziej krytycznych kryteriów wydajności.
Testy dopasowania i montażu: Jednym z najbardziej powszechnych i praktycznych testów jest montaż próbny. Jeśli obrabiane maszynowo nylonowe koło zębate musi zazębić się z metalowym zębnikiem, montujemy je, aby sprawdzić prawidłowe zazębienie, luz i płynne działanie. W przypadku obudów testujemy dopasowanie współpracujących komponentów, uszczelek i elementów złącznych, aby upewnić się, że wszystko jest idealnie dopasowane bez zakłóceń lub nadmiernych szczelin.
Testy obciążeniowe i obciążeniowe: W przypadku elementów konstrukcyjnych, takich jak wsporniki, mocowania lub łączniki, musimy wiedzieć, jak zachowują się one pod obciążeniem. W naszym wewnętrznym laboratorium testowym możemy zaprojektować i zbudować niestandardowe uchwyty do przykładania określonych sił rozciągających, ściskających lub skręcających. Następnie monitorujemy część pod kątem ugięcia, pełzania lub oznak pęknięcia, zapewniając jej wytrzymałość i sztywność, aby poradzić sobie z naprężeniami operacyjnymi. Dane te są nieocenione przy walidacji symulacji inżynierskich.
Warunki środowiskowe: Na właściwości mechaniczne nylonu może mieć wpływ jego środowisko, w szczególności temperatura i wilgotność. W przypadku części używanych w komorach silnika samochodowego lub sprzętu zewnętrznego możemy przeprowadzić testy środowiskowe. Może to obejmować poddanie części cyklom wysokiej temperatury lub kontrolowanej wilgotności, a następnie ponowne przetestowanie jej właściwości mechanicznych, aby upewnić się, że pozostaje stabilna i funkcjonalna.
Tabela przedstawia cel każdego typu testu:
| Typ testu | Cel | Wspólna aplikacja |
|---|---|---|
| Dopasowanie i montaż | Weryfikacja luzu, wyrównania i płynnej współpracy | Koła zębate, obudowy elektroniczne, elementy zatrzaskowe |
| Obciążenie i stres | Potwierdzenie wytrzymałości, sztywności i trwałości | Wsporniki konstrukcyjne, tuleje nośne, ramiona dźwigni |
| Środowisko | Ocena wydajności w nieidealnych warunkach | Części samochodowe, urządzenia medyczne, produkty outdoorowe |
Łącząc kontrole dokładności wymiarowej z solidnymi testami funkcjonalnymi, zapewniamy pełny obraz zapewnienia jakości. Gwarantuje to, że dostarczane przez nas części nie tylko pasują do rysunku, ale będą działać bezbłędnie w świecie rzeczywistym.

Skuteczne zapewnienie jakości części nylonowych wymaga całościowej strategii. Zaczyna się od precyzyjnej weryfikacji wymiarów i ścisłej certyfikacji materiałów, a następnie przechodzi do testów funkcjonalnych i wydajnościowych, które symulują rzeczywiste naprężenia. Takie kompleksowe podejście gwarantuje, że każdy komponent spełnia specyfikacje projektowe i działa niezawodnie w swoim zastosowaniu.
Wybór dostawcy: O co kupujący powinni zapytać przed złożeniem zamówienia?
Czy kiedykolwiek miałeś do czynienia z opóźnieniami w projekcie, ponieważ Twoje części nylonowe dotarły poza specyfikacją? Frustracja związana z wyborem dostawcy, który nie był w stanie spełnić swoich obietnic, jest kosztownym i czasochłonnym doświadczeniem.
Przed złożeniem zamówienia należy zapytać o konkretne doświadczenie w obróbce nylonu CNC, udokumentowane procesy kontroli jakości, praktyki komunikacyjne i sposób gwarantowania czasu realizacji. Pytania te są niezbędne do zweryfikowania wiarygodnego długoterminowego partnera.

Ocena wiedzy technicznej i znajomości materiałów
Wybór dostawcy do obróbki CNC nylonu to nie tylko znalezienie kogoś z maszyną CNC. Chodzi o znalezienie partnera, który rozumie wyjątkowe wyzwania związane z tym materiałem. Obrabiający ogólnie może traktować nylon jak każdy inny plastik, co prowadzi do słabego wykończenia powierzchni, naprężeń wewnętrznych i części, które zawodzą w terenie. Aby tego uniknąć, należy zagłębić się w ich możliwości techniczne.
Specyficzne doświadczenie z gatunkami nylonu
Nie akceptuj prostego "tak", gdy pytasz, czy obrabiają nylon. Naprawdę doświadczony dostawca będzie w stanie omówić niuanse między różnymi gatunkami. Zapytaj bezpośrednio: "Jakie jest twoje doświadczenie w obróbce Nylonu 6 w porównaniu do Nylonu 66 wypełnionego szkłem?". Doświadczony warsztat, taki jak nasz w PTSMAKE, wie, że warianty z wypełnieniem szklanym są wysoce ścierne i wymagają specjalistycznego oprzyrządowania (takiego jak frezy z węglików spiekanych lub powlekane diamentem), aby zachować tolerancje i zapobiec szybkiemu zużyciu narzędzi. Powinni oni również być w stanie wyjaśnić, w jaki sposób kontrolują tendencję nylonu do wchłaniania wilgoci, co może zagrozić jakości produktu. stabilność wymiarowa8 końcowej części. Często wiąże się to z przechowywaniem w kontrolowanym klimacie i szybkimi cyklami obróbki po rozszczelnieniu materiału.
Zdolność do obsługi złożonych geometrii
Złożoność projektu szybko ujawni ograniczenia dostawcy. Przedstaw im swój najbardziej złożony projekt części i zapytaj, jak by do niego podeszli.
- Jakich maszyn będą używać (3-osiowych, 4-osiowych, 5-osiowych)?
- Jak zabezpieczyć obrabiany przedmiot, aby zapobiec wibracjom i ugięciom?
- Jaka jest ich strategia osiągania określonych wąskich tolerancji i wykończenia powierzchni?
Ich odpowiedzi dadzą ci jasny obraz ich umiejętności rozwiązywania problemów i możliwości sprzętowych.
Dobrym sposobem na weryfikację dostawców jest porównanie ich odpowiedzi na wyzwania związane z materiałami. Oto krótki przewodnik:
| Kategoria pytań | Dla głównego mechanika | Dla specjalisty ds. obróbki CNC nylonu |
|---|---|---|
| Obsługa materiałów | "Czy obrabiasz tworzywa sztuczne?" | "Jak zarządzać absorpcją wilgoci w materiale nylonowym przed i podczas obróbki?" |
| Strategia narzędziowa | "Jakich narzędzi używasz do tworzyw sztucznych?" | "Jakich konkretnych geometrii frezów i powłok używasz do nylonu wypełnionego włóknem szklanym, aby zapobiec ścieraniu i gromadzeniu się ciepła?" |
| Weryfikacja jakości | "Czy możesz zmierzyć części?" | "Jak zweryfikować tolerancje elementów podatnych na odchylenia podczas obróbki?" |
Zadawanie tych ukierunkowanych pytań pomaga odfiltrować ogólnych specjalistów i zidentyfikować prawdziwego specjalistę.

Ocena niezawodności operacyjnej i komunikacji
Umiejętności techniczne dostawcy są bezużyteczne, jeśli jego procesy operacyjne są chaotyczne. Niedotrzymane terminy, niespójna jakość i słaba komunikacja mogą zniweczyć cały harmonogram produkcji. Weryfikacja niezawodności operacyjnej dostawcy jest tak samo ważna, jak ocena jego możliwości w zakresie obróbki skrawaniem. Chodzi o znalezienie partnera, który może płynnie zintegrować się z łańcuchem dostaw i zapewnić spokój ducha.
Gwarancje czasu realizacji i wydajność
Niejasny czas realizacji to poważny sygnał ostrzegawczy. Zamiast pytać: "Jaki jest wasz czas realizacji?", zapytaj: "W jaki sposób gwarantujecie swój czas realizacji?". Wiarygodny dostawca powinien być w stanie przeprowadzić cię przez proces planowania produkcji. W PTSMAKE zapewniamy szczegółowy harmonogram i posiadamy systemy sygnalizujące potencjalne opóźnienia, zanim staną się one krytycznymi problemami. Warto również zapytać o aktualne moce produkcyjne. Istnieje większe prawdopodobieństwo, że zakład, który przekracza swoje moce przerobowe, będzie spieszył się z realizacją zleceń, co prowadzi do problemów z jakością, lub będzie zlecał prace podwykonawcom bez wiedzy klienta. Potrzebujesz partnera, który ma wystarczającą przepustowość, aby poświęcić Twojemu projektowi uwagę, na jaką zasługuje.
Procesy kontroli jakości i inspekcji
Nigdy nie zakładaj jakości. Poproś o dowód.
- Czy firma posiada certyfikat ISO 9001 lub podobny system zarządzania jakością?
- Czy mogą dostarczyć przykładowy raport z inspekcji?
- Jakiego sprzętu używają do kontroli (np. maszyny współrzędnościowej, profilometru, suwmiarki)?
Zaangażowanie w jakość powinno być widoczne w dokumentacji i procesach. Nalegaj na otrzymanie raportu z kontroli pierwszego artykułu (FAI) wraz z początkowym zamówieniem. Gwarantuje to, że części spełniają wszystkie specyfikacje przed przejściem do pełnej produkcji, zapobiegając kosztownym błędom w przyszłości. Stwierdzamy, że wczesne ustalenie tych punktów kontroli jakości buduje zaufanie i zapewnia sukces projektu.
Komunikacja i przejrzystość
Sposób, w jaki dostawca komunikuje się podczas procesu wyceny, często wskazuje na to, jak będzie się komunikował podczas produkcji. Czy są responsywni? Czy udzielają jasnych, zwięzłych odpowiedzi? Kto będzie dedykowanym punktem kontaktowym? Jasna i proaktywna komunikacja jest podstawą dobrego partnerstwa. Potrzebujesz dostawcy, który będzie ostrzegał Cię o potencjalnych problemach i współpracował z Tobą w celu znalezienia rozwiązań, a nie takiego, który milczy, gdy pojawiają się problemy.
| Zapytanie | Odpowiedź na czerwoną flagę | Odpowiedź Zielonej Flagi |
|---|---|---|
| "Jaki jest czas realizacji?" | "Około 3-4 tygodni". | "Nasz standardowy czas realizacji wynosi 18 dni roboczych. Dostarczymy szczegółowy wykres GANTT i cotygodniowe aktualizacje. Czy masz konkretny termin, którego musimy dotrzymać?" |
| "Czy możesz utrzymać tę tolerancję?" | "Tak, powinno być dobrze". | "Tak, ta tolerancja jest możliwa do osiągnięcia dzięki naszemu 5-osiowemu CNC. Zweryfikujemy ją za pomocą naszej współrzędnościowej maszyny pomiarowej i dołączymy raport z kontroli do przesyłki". |
| "A co jeśli pojawi się problem?". | "Damy ci znać". | "Będziesz mieć dedykowanego kierownika projektu. Wszelkie problemy są oznaczane w ciągu kilku godzin, a my natychmiast skontaktujemy się z Tobą, przedstawiając analizę przyczyn źródłowych i proponowane rozwiązanie". |

Wybór odpowiedniego dostawcy oznacza konieczność zadawania szczegółowych pytań. Wyjdź poza powierzchowne zapytania, aby ocenić ich konkretne doświadczenie w obróbce nylonu CNC, ich systemy kontroli jakości i ich protokoły komunikacyjne. Taka należyta staranność zapobiega kosztownym opóźnieniom i zapewnia otrzymanie wysokiej jakości części na czas.
Dowiedz się, w jaki sposób absorpcja wilgoci może wpływać na wybór materiału i wydajność części. ↩
Dowiedz się, jak absorpcja wilgoci wpływa na stabilność wymiarową i właściwości mechaniczne nylonu. ↩
Zrozumienie, w jaki sposób ruch molekularny wpływa na właściwości materiału i wyniki obróbki w celu lepszego projektowania części. ↩
Dowiedz się, w jaki sposób obliczanie obciążenia wiórami ma kluczowe znaczenie dla zapobiegania pękaniu narzędzi i osiągania optymalnych szybkości usuwania materiału. ↩
Dowiedz się, jak ta właściwość materiału wpływa na wybory projektowe i strategie obróbki. ↩
Dowiedz się, jak ta podstawowa właściwość wpływa na trwałość i wydajność ruchomych części. ↩
Odkryj naukę o pomiarach i dowiedz się, w jaki sposób zapewniają one precyzję i dokładność produkcji części. ↩
Dowiedz się, jak takie właściwości materiału wpływają na precyzję i wydajność obrabianych części. ↩






