

Wybierasz materiały dla swojego kolejnego produktu i obawy o zdrowie spędzają Ci sen z powiek. Czy Twoi klienci zachorują z powodu korzystania z części wykonanych z niewłaściwego materiału? Stawka jest niewiarygodnie wysoka, gdy jesteś odpowiedzialny za wybór materiałów, które będą miały kontakt z żywnością, urządzeniami medycznymi lub produktami konsumenckimi, z których ludzie korzystają każdego dnia.
Stal nierdzewna jest generalnie zdrowsza niż anodowane aluminium w większości zastosowań. Stal nierdzewna nie wypłukuje chemikaliów i jest bardziej odporna na korozję, podczas gdy anodowane aluminium może z czasem uwalniać niewielkie ilości jonów aluminium.
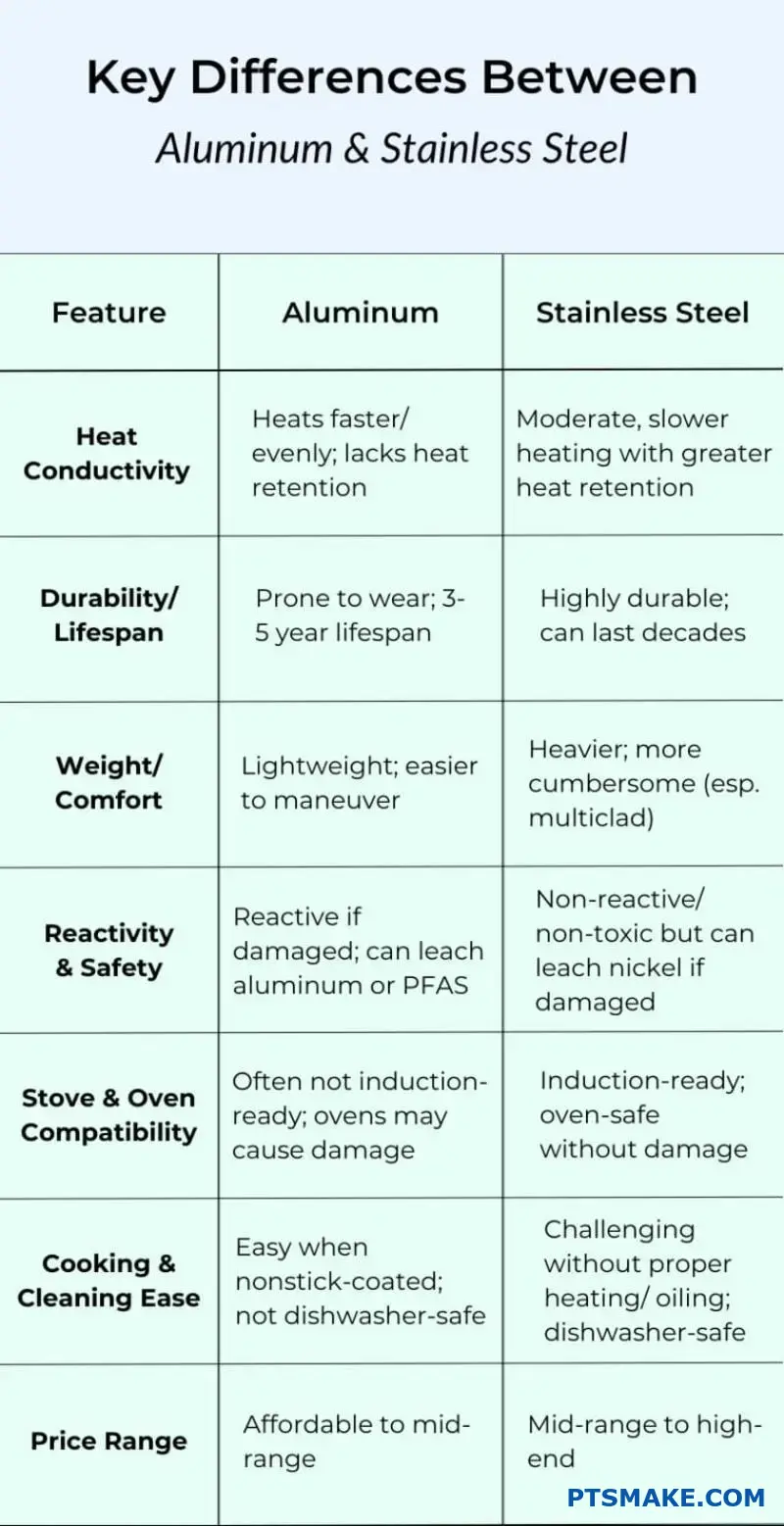
Otrzymuję to pytanie od klientów PTSMAKE prawie co tydzień. Inżynierowie i menedżerowie produktów chcą dokonać właściwego wyboru dla bezpieczeństwa swoich użytkowników. Dobra wiadomość jest taka, że oba materiały mogą być bezpieczne, jeśli są używane prawidłowo. Prawdziwe pytanie brzmi, który z nich lepiej pasuje do konkretnego zastosowania. Pozwól, że opowiem Ci o tym, czego dowiedziałem się o tych materiałach i ich wpływie na zdrowie, abyś mógł podjąć najlepszą decyzję dla swojego projektu.
Jakie są zalety i wady anodyzowanego aluminium?
Czy kiedykolwiek wybrałeś wykończenie dla części aluminiowej, tylko po to, aby zobaczyć, jak zawodzi w terenie? To frustrujące niepowodzenie, które może negatywnie wpłynąć na wydajność i wygląd produktu.
Anodowane aluminium oferuje wyjątkową trwałość, doskonałą odporność na korozję i zużycie oraz dekoracyjne, stabilne kolorystycznie wykończenie. Jednak jego główne wady obejmują twardą, ale kruchą powierzchnię podatną na pękanie, wyzwania związane z naprawą zadrapań i potencjalne blaknięcie kolorów pod wpływem długotrwałej ekspozycji na promieniowanie UV w przypadku niektórych barwników.
Zalety: Kluczowe zalety anodowania
Kiedy pracujemy nad projektami w PTSMAKE, od komponentów lotniczych po elektronikę użytkową, rozmowa często dotyczy wykończenia powierzchni. Anodowanie jest najlepszym rozwiązaniem dla części aluminiowych i nie bez powodu. Podstawową zaletą jest stworzenie niezwykle twardej, trwałej powierzchni. W przeciwieństwie do farby, anodowana warstwa jest integralną częścią samego aluminium, utworzoną przez pasywacja elektrolityczna1 Proces, który powoduje wzrost naturalnej warstwy tlenku. Dzięki temu jest ona znacznie bardziej odporna na ścieranie i zużycie. To ulepszenie nie jest tylko powierzchowne; znacznie wydłuża żywotność części, szczególnie w środowiskach o wysokim zużyciu. Z naszego doświadczenia wynika, że prawidłowo anodyzowane aluminium może znacznie przewyższać części niepoddane obróbce.
| Cecha | Standardowe aluminium | Anodowane aluminium |
|---|---|---|
| Twardość powierzchni | Stosunkowo miękki | 60-70 Rockwell C |
| Korozja | Podatny | Wysoka odporność |
| Zakończenie | Surowy metal | Dekoracyjny, kolorowy |
Wady: Potencjalne ograniczenia do rozważenia
Żaden proces nie jest jednak doskonały. Ta sama twardość, która sprawia, że anodowanie jest tak trwałe, wprowadza również kluczową wadę: kruchość. Twarda powłoka anodowa jest mniej plastyczna niż aluminiowe podłoże pod nią. Jeśli anodowana część zostanie wygięta, uderzona lub poddana cyklicznym zmianom temperatury, w powłoce mogą pojawić się mikropęknięcia, potencjalnie pogarszając z czasem jej właściwości ochronne. Inną ważną kwestią jest możliwość naprawy. Jeśli anodyzowana powierzchnia aluminiowa zostanie głęboko zarysowana, nie można jej po prostu naprawić. Cała część musi zostać pozbawiona powłoki i całkowicie ponownie anodowana, co może być kosztowne i czasochłonne. Jest to krytyczny czynnik w przypadku części, które mogą być narażone na nieostrożne obchodzenie się z nimi podczas ich eksploatacji.
| Ograniczenie | Opis | Najlepsza aplikacja, aby uniknąć problemu |
|---|---|---|
| Kruchość | Twarda powłoka może pękać pod wpływem naprężeń. | Statyczne części konstrukcyjne lub kosmetyczne. |
| Możliwość naprawy | Zarysowania wymagają całkowitego usunięcia i ponownego anodowania. | Komponenty wewnętrzne, chronione obudowy. |
| Stabilność UV | Barwniki organiczne mogą z czasem blaknąć. | Zastosowania wewnętrzne lub użycie barwników odpornych na promieniowanie UV. |

Anodowanie zapewnia solidne i estetyczne wykończenie aluminium, zwiększając jego twardość i odporność na korozję. Jednak aby upewnić się, że jest to właściwy wybór dla danego zastosowania, ważne jest, aby rozważyć te korzyści w stosunku do ograniczeń, takich jak kruchość powłoki i trudność naprawy zadrapań.
Czy anodowane aluminium jest bezpieczne?
Czy kiedykolwiek patrzyłeś na elegancki produkt z anodyzowanego aluminium i zastanawiałeś się nad jego bezpieczeństwem? Ta niepewność jest powszechna, szczególnie w przypadku rozważania produktów do kuchni lub urządzeń medycznych, gdzie bezpieczeństwo nie podlega negocjacjom.
Tak, anodyzowane aluminium jest w przeważającej mierze bezpieczne dla większości zastosowań konsumenckich i przemysłowych. Proces anodowania tworzy stabilną, niereaktywną i trwałą uszczelnioną powierzchnię, która zapobiega wypłukiwaniu surowego aluminium lub jego interakcji z otoczeniem, w tym z żywnością.

Bezpieczeństwo anodowanego aluminium wynika z warstwy ochronnej tworzonej podczas procesu anodowania. Jest to elektrochemiczny2 Proces, który przekształca metalową powierzchnię w trwałe, odporne na korozję, anodowe wykończenie tlenkowe.
Anodowa warstwa tlenkowa
Warstwa ta nie jest powłoką taką jak farba; jest ona zintegrowana bezpośrednio z aluminium. Oznacza to, że nie odpryskuje ani nie łuszczy się, zapewniając, że surowy metal pozostaje bezpiecznie zamknięty. Ta obojętna powierzchnia jest nietoksyczna i stabilna.
Bezpieczeństwo aplikacji w PTSMAKE
W naszych projektach w PTSMAKE zawsze dopasowujemy rodzaj anodowania do końcowego zastosowania produktu, aby zagwarantować bezpieczeństwo i wydajność.
| Zastosowanie | Kluczowy czynnik bezpieczeństwa | Nasza rekomendacja |
|---|---|---|
| Naczynia kuchenne | Odporność na kwaśne pokarmy i zarysowania | Anodowanie typu III (twarde) |
| Elektronika | Izolacja elektryczna, bezpieczeństwo użytkownika | Anodowanie typu II |
| Urządzenia medyczne | Biokompatybilność i sterylizacja | Anodowanie klasy medycznej |
Właściwości ochronne anodyzowanego aluminium są generalnie bezpieczne, ale w pewnych warunkach mogą zostać naruszone. Podstawowym problemem jest integralność samej anodowanej powierzchni.
Ryzyko głębokich zadrapań
Jeśli anodyzowana warstwa jest głęboko porysowana lub wyżłobiona, może odsłonić znajdujące się pod nią surowe aluminium. W przypadku większości przedmiotów nie stanowi to problemu. Jednak w przypadku naczyń kuchennych taka ekspozycja może potencjalnie prowadzić do niewielkiego wypłukiwania metalu, gdy są one używane z wysoce kwaśnymi potrawami, takimi jak pomidory lub cytrusy.
Znaczenie kontroli jakości
Nie wszystkie procesy anodowania zapewniają taką samą jakość. Zły proces może skutkować niekompletnym lub porowatym uszczelnieniem, niwecząc cel. Właśnie dlatego rygorystyczne kontrole jakości grubości warstwy i integralności uszczelnienia są standardową częścią naszego protokołu produkcyjnego, zapewniając, że każda dostarczana przez nas część jest całkowicie bezpieczna i trwała.

Anodowane aluminium jest uważane za bardzo bezpieczne, ponieważ jego szczelna, niereaktywna powierzchnia zapobiega wypłukiwaniu metalu. Kluczem do jego bezpieczeństwa jest jakość procesu anodowania i utrzymanie integralności tej warstwy ochronnej, ponieważ głębokie zadrapania mogą odsłonić znajdujący się pod spodem surowy metal.
Czy anodowane aluminium jest niezdrowe?
Czy kiedykolwiek patrzyłeś na pięknie wykończony produkt i zastanawiałeś się, czy jego powłoka może stanowić zagrożenie dla zdrowia? Bezpieczeństwo materiałów takich jak anodyzowane aluminium jest częstym zmartwieniem wielu projektantów.
Nie, anodowane aluminium jest ogólnie uważane za bezpieczne i nietoksyczne do codziennego użytku. Proces anodowania tworzy twardą, stabilną i obojętną warstwę tlenku aluminium, która jest niereaktywna i nie wypłukuje szkodliwych substancji w normalnych warunkach.

Aby zrozumieć jego bezpieczeństwo, musimy najpierw przyjrzeć się samemu procesowi. Anodowanie jest proces elektrochemiczny3 która zagęszcza naturalnie występującą ochronną warstwę tlenku na powierzchni części aluminiowych. W przeciwieństwie do farby, warstwa ta jest zintegrowana z aluminium, więc nie może odpryskiwać ani łuszczyć się. W poprzednich projektach w PTSMAKE zademonstrowaliśmy klientom, jak ta integralna warstwa skutecznie uszczelnia aluminium bazowe, zapobiegając wszelkim potencjalnym interakcjom ze środowiskiem. Jest to kluczowy powód, dla którego anodowane aluminium jest powszechnie stosowane zarówno w elektronice użytkowej, jak i naczyniach kuchennych.
Porównanie stabilności materiału
| Cecha | Surowe aluminium | Anodowane aluminium |
|---|---|---|
| Powierzchnia | Reaktywny, może się utleniać | Obojętna, stabilna warstwa tlenku |
| Ryzyko wymywania | Niski, ale możliwy | Bardzo niski lub żaden |
| Trwałość | Bardziej miękki, podatny na zarysowania | Twardy, odporny na zarysowania |

Główne dyskusje na temat zdrowia często dotyczą ekspozycji na aluminium. Jednak warstwa tlenku aluminium utworzona podczas anodowania jest stabilna chemicznie i nieporowata po uszczelnieniu. Oznacza to, że działa jako solidna bariera. W oparciu o nasze wyniki testów, ilość aluminium, która mogłaby migrować z prawidłowo anodowanej i uszczelnionej powierzchni jest znikoma i znacznie poniżej progów bezpieczeństwa określonych przez organy ochrony zdrowia, takie jak FDA.
Czynniki wpływające na bezpieczeństwo
Jakość uszczelnienia
Ostatnim, kluczowym etapem anodowania jest uszczelnianie. Proces ten zamyka mikroskopijne pory warstwy tlenku. Nieprawidłowe lub niekompletne uszczelnienie może teoretycznie naruszyć barierę, ale jest to kwestia kontroli jakości, a nie nieodłączna wada materiału. W PTSMAKE zapewniamy, że każda część spełnia rygorystyczne standardy uszczelniania.

Anodowane aluminium jest w przeważającej mierze bezpieczne ze względu na stabilną, zintegrowaną warstwę tlenku. Proces anodowania tworzy niereaktywną barierę, a przy odpowiedniej kontroli jakości uszczelnienia, jakiekolwiek ryzyko narażenia aluminium jest praktycznie wyeliminowane, co czyni go niezawodnym wyborem do niezliczonych zastosowań.
Jak długo wytrzyma anodowane aluminium?
Czy kiedykolwiek zdarzyło Ci się zamówić anodyzowaną część aluminiową tylko po to, by zobaczyć, jak ulega ona degradacji szybciej niż przewidywano? Taka przedwczesna awaria może zagrozić integralności i reputacji całego projektu.
Prawidłowo dobrane anodowane aluminium może wytrzymać od 10 do 20 lat, a wysokiej jakości anodowanie architektoniczne nawet dłużej. Ostateczna żywotność zależy jednak od rodzaju powłoki, jej grubości, jakości uszczelnienia i surowości środowiska pracy.

Środowisko, w którym znajduje się dana część, jest największym czynnikiem wpływającym na jej żywotność. Komponent używany w pomieszczeniach, z dala od trudnych elementów, będzie wyglądał jak nowy przez dziesięciolecia. Jednak zastosowania zewnętrzne wprowadzają zmienne, które mogą znacznie skrócić tę żywotność. W poprzednich projektach w PTSMAKE widzieliśmy, że stała ekspozycja na promieniowanie UV może powodować blaknięcie barwników, podczas gdy zanieczyszczenia atmosferyczne i kwaśne deszcze mogą powoli wytrawiać warstwę ochronną. Środowiska przybrzeżne lub morskie są szczególnie agresywne ze względu na mgłę solną, która przyspiesza degradację. Zrozumienie tego jest kluczowe przed określeniem wykończenia, ponieważ zapobiega kosztownym awariom. Ryzyko korozja galwaniczna4 wzrasta również, gdy anodowana część jest w kontakcie z innymi metalami w wilgotnym środowisku.
Czynniki stresu środowiskowego
| Środowisko | Typowy okres użytkowania | Podstawowa troska |
|---|---|---|
| Wewnętrzny/sterowany | 20+ lat | Ścieranie, zarysowania |
| Urban Outdoor | 10-20 lat | Blaknięcie UV, zanieczyszczenia |
| Morze/wybrzeże | 5-15 lat | Korozja spowodowana solą |
| Przemysłowy | 5-10 lat | Narażenie chemiczne |

Poza środowiskiem, równie ważny jest sam proces anodowania. Wybór pomiędzy różnymi rodzajami anodowania ma bezpośredni wpływ na trwałość. W przypadku większości części komercyjnych anodowanie typu II zapewnia dobrą równowagę między odpornością na korozję a opcjami estetycznymi. Jednak w przypadku komponentów wymagających ekstremalnej twardości i odporności na zużycie często zalecamy anodowanie typu III lub "hardcoat". Proces ten tworzy znacznie grubszą i gęstszą warstwę tlenku. Równie ważny jest etap uszczelniania. Słabe uszczelnienie pozostawia porowatą warstwę tlenku podatną na zabrudzenia i korozję, znacznie skracając żywotność części. Upewnienie się, że twój partner produkcyjny, taki jak PTSMAKE, ma solidną kontrolę jakości zarówno w procesie powlekania, jak i uszczelniania, jest nienegocjowalne dla trwałych części.
Porównanie typów anodowania
| Cecha | Typ II (siarkowy) | Typ III (twarda powłoka) |
|---|---|---|
| Typowa grubość | 0.0002" - 0.001" | 0.001" - 0.004" |
| Twardość | 60-70 Rockwell C | > 70 Rockwell C |
| Użycie podstawowe | Estetyka, korozja | Odporność na zużycie |

Żywotność anodowanego aluminium nie jest wartością stałą. Jest to dynamiczny wynik, na który wpływa środowisko serwisowe - od promieniowania UV i zanieczyszczeń po mgłę solną - oraz specyfika procesu produkcyjnego, w tym rodzaj anodowania i jakość końcowego uszczelnienia.
Czy anodowane aluminium jest bardziej odporne na korozję niż stal?
Czy kiedykolwiek wybrałeś materiał na podstawie jego domniemanej wytrzymałości, tylko po to, aby zobaczyć, jak ulega degradacji z powodu nieoczekiwanej korozji? Jest to częste i kosztowne niedopatrzenie w projektowaniu produktów.
Tak, w większości typowych środowisk anodyzowane aluminium oferuje doskonałą odporność na korozję w porównaniu z wieloma rodzajami stali, zwłaszcza odmianami nie nierdzewnymi. Proces anodowania tworzy trwałą, niereaktywną warstwę tlenku, która działa jak potężna osłona przed korozją środowiskową.

Podstawową różnicą jest mechanizm ochronny. Naturalną ochroną stali jest tlenek żelaza lub rdza, która jest porowata i łuszczy się, odsłaniając świeży metal do dalszej korozji. Anodowane aluminium posiada natomiast warstwę tlenku aluminium, która jest integralną częścią podłoża. Warstwa ta jest znacznie twardsza i bardziej stabilna. W naszych projektach w PTSMAKE podkreślamy, że nie jest to tylko powłoka; to kontrolowana konwersja powierzchni metalu. Jeśli warstwa ta jest głęboko porysowana, należy zachować ostrożność w kontakcie z innymi metalami, aby uniknąć potencjalnych uszkodzeń. Korozja galwaniczna5.
Porównanie warstw ochronnych
| Cecha | Anodowane aluminium (Al₂O₃) | Stal (Fe₂O₃ - rdza) |
|---|---|---|
| Natura | Zaprojektowana, integralna warstwa | Naturalna, łuszcząca się warstwa |
| Przyczepność | Doskonały, część metalu | Słaba, łatwo się łuszczy |
| Porowatość | Niski, wysoce kontrolowany poziom | Wysoka, przepuszcza wilgoć |
| Stabilność | Bardzo stabilny, niereaktywny | Niestabilny, promuje więcej rdzy |

Jednak odpowiedź nie zawsze jest jednoznaczna. Rodzaj stali i specyficzne środowisko odgrywają ogromną rolę. Na przykład stal nierdzewna zawiera chrom, który tworzy własną pasywną, odporną na korozję warstwę. W niektórych środowiskach chemicznych lub środowiskach o wysokiej zawartości chlorków, określone gatunki stali nierdzewnej mogą przewyższać anodowane aluminium. Zawsze doradzamy klientom, aby wzięli pod uwagę cały cykl życia aplikacji. Część dla środowiska morskiego stoi przed innymi wyzwaniami niż część dla sterylnego środowiska medycznego. W oparciu o nasze testy, wydajność anodowanego aluminium w słonej wodzie jest doskonała, ale bezpośrednia ekspozycja na chemikalia wymaga starannego doboru materiału.
Podsumowanie wyników środowiskowych
| Środowisko | Anodowane aluminium | Stal węglowa | Stal nierdzewna (316) |
|---|---|---|---|
| Słona woda | Doskonały | Słaby | Bardzo dobry |
| Przemysłowe (kwaśne deszcze) | Dobry | Słaby | Doskonały |
| Ogólne miejskie | Doskonały | Uczciwy | Doskonały |
| Chemikalia alkaliczne | Słaby | Dobry | Uczciwy do dobrego |
Podsumowując, anodyzowana warstwa tlenku aluminium generalnie zapewnia lepszą ochronę przed korozją niż stal nierdzewna. Wybór staje się bardziej niuansowy, gdy porównuje się go z określonymi gatunkami stali nierdzewnej lub gdy bierze się pod uwagę trudne środowiska chemiczne, w których wybór materiału ma kluczowe znaczenie dla długowieczności produktu.
Czy anodowane aluminium można łatwo obrabiać CNC?
Czy kiedykolwiek zaprojektowałeś idealną część z anodyzowanego aluminium, tylko po to, aby zdać sobie sprawę, że jakaś funkcja musi zostać dodana lub zmodyfikowana po zakończeniu? Może to oznaczać poważne komplikacje, zagrażające całemu komponentowi.
Tak, anodyzowane aluminium może być obrabiane CNC, ale nie jest to tak proste jak obróbka surowego aluminium. Twarda, ścierna warstwa tlenku wymaga specjalnych narzędzi, technik i starannej kontroli parametrów, aby uniknąć uszkodzenia części lub nadmiernego zużycia narzędzi skrawających.

Głównym wyzwaniem jest sama warstwa anodowana. Warstwa ta to zasadniczo tlenek aluminium, który jest niezwykle twardy i ścierny - podobnie jak ceramika. Jej obróbka wymaga innego podejścia niż w przypadku bardziej miękkiego, surowego aluminium znajdującego się pod spodem.
Wyzwanie warstwy ściernej
Kiedy narzędzie tnące styka się z anodowaną powierzchnią, musi najpierw przebić się przez twardą powłokę, zanim będzie mogło usunąć materiał podłoża. Ten początkowy kontakt generuje znaczne tarcie i ciepło, prowadząc do szybkiego zużycia narzędzia. W poprzednich projektach w PTSMAKE odkryliśmy, że standardowe narzędzia ze stali szybkotnącej (HSS) mogą stępić się niemal natychmiast. Proces ten może również powodować odpryski lub łuszczenie się wzdłuż krawędzi obrabianego elementu, zagrażając estetycznej i funkcjonalnej integralności części. Sprawia to, że kontrolowanie jakości wykończenia jest znacznie trudniejsze. Nie chodzi tylko o cięcie metalu; chodzi o staranne zarządzanie przejściem od twardej powłoki do miękkiej. żółknięcie6 baza.
Rozważania dotyczące oprzyrządowania
| Materiał narzędzia | Przydatność do anodowanego aluminium | Kluczowe aspekty |
|---|---|---|
| Stal szybkotnąca (HSS) | Niezalecane | Bardzo szybko się zużywa. |
| Węglik spiekany | Dobry | Oferuje znacznie lepszą odporność na zużycie. |
| Węglik powlekany (TiN, TiAlN) | Lepiej | Powłoka poprawia smarowność i twardość. |
| Diament (PCD/CVD) | Najlepszy | Zapewnia najdłuższą żywotność narzędzia i najlepsze wykończenie. |
Skuteczna obróbka anodyzowanego aluminium zależy od dostosowania procesu. Nie jest to prosta operacja typu "ustaw i zapomnij". W oparciu o nasze testy, strategiczne podejście jest niezbędne do uzyskania czystych cięć i zachowania zarówno narzędzia, jak i obrabianego przedmiotu.
Najlepsze praktyki w zakresie obróbki skrawaniem
Parametry cięcia
Należy dostosować prędkości i posuwy. Częstym błędem jest stosowanie tych samych parametrów, co w przypadku surowego aluminium. Zazwyczaj zalecamy zmniejszenie prędkości skrawania, aby zminimalizować wytwarzanie ciepła na końcówce narzędzia i użycie nieco wyższego posuwu, aby pomóc narzędziu szybko dostać się "pod" warstwę ścierną.
Płyn chłodzący i smarowanie
Prawidłowe stosowanie chłodziwa nie podlega negocjacjom. Stały dopływ chłodziwa pomaga zarządzać ciepłem, usuwa wióry ścierne i zmniejsza ryzyko łuszczenia się warstwy anodowanej. W niektórych precyzyjnych zastosowaniach skuteczny może być również system smarowania minimalną ilością (MQL).
| Parametr | Zalecenie | Uzasadnienie |
|---|---|---|
| Prędkość cięcia | Niższa niż w przypadku surowego aluminium | Redukuje ciepło i zużycie narzędzi. |
| Prędkość podawania | Nieco wyższy | Pomaga narzędziu wbić się pod twardą warstwę. |
| Płyn chłodzący | Flood lub MQL | Zarządza ciepłem i odprowadza wióry ścierne. |
Podsumowując, obróbka CNC anodyzowanego aluminium jest zdecydowanie osiągalna. Wymaga to jednak starannego planowania w odniesieniu do twardej, ściernej powierzchni materiału. Sukces zależy od wyboru solidnego narzędzia, takiego jak węglik spiekany lub diament, oraz optymalizacji parametrów cięcia, aby zapobiec uszkodzeniu wykończenia i zapewnić trwałość narzędzia.
Jakiej konserwacji wymaga anodowane aluminium?
Czy wybrałeś anodyzowane aluminium ze względu na jego trwałość, ale zastanawiasz się, jak zachować jego nieskazitelny wygląd? Narażenie na działanie czynników atmosferycznych może pogorszyć jego wykończenie, wpływając negatywnie na estetykę i funkcjonalność komponentów.
Anodowane aluminium wymaga minimalnej konserwacji, obejmującej przede wszystkim regularne, delikatne czyszczenie wodą z łagodnym mydłem. Ważne jest, aby unikać ściernych środków czyszczących i agresywnych chemikaliów, ponieważ mogą one trwale uszkodzić ochronną warstwę tlenku i zniszczyć wykończenie.

Właściwa rutyna konserwacji anodyzowanego aluminium zależy w dużej mierze od jego środowiska. W przypadku części używanych w pomieszczeniach, zwykle wystarczy przetrzeć je miękką, wilgotną ściereczką co kilka miesięcy. Jednak w przypadku komponentów narażonych na trudniejsze warunki, takie jak mgła solna na wybrzeżu lub zanieczyszczenia przemysłowe, częstsze czyszczenie jest niezbędne, aby zapobiec gromadzeniu się korozji. W poprzednich projektach PTSMAKE widzieliśmy problemy wynikające z niewłaściwego montażu. Ważne jest, aby zachować ostrożność, gdy anodowane części są w kontakcie z innymi metalami, ponieważ może to prowadzić do korozja galwaniczna7 jeśli nie są prawidłowo zarządzane.
Przewodnik po środkach czyszczących
| Typ urządzenia czyszczącego | Zalecenie | Powód |
|---|---|---|
| Łagodne mydło/detergent | Zalecane | Delikatnie usuwa brud bez uszkadzania warstwy tlenku. |
| Środki czyszczące o neutralnym pH | Zalecane | Bezpieczny dla anodowanej powierzchni; zapobiega atakom chemicznym. |
| Proszki ścierne | Unikać | Może zarysować i trwale uszkodzić wykończenie. |
| Silne kwasy/zasady | Unikać | Atakuje chemicznie i może rozpuścić warstwę anodową. |

Nawet przy najlepszej pielęgnacji może dojść do uszkodzeń. W przypadku drobnych zarysowań, miękka szmatka z środkiem czyszczącym na bazie wosku może czasami pomóc, ale ważne jest, aby zarządzać oczekiwaniami. Głębokie zadrapania to już inna historia. W przeciwieństwie do powierzchni malowanej, nie można po prostu "wypolerować" głębokiej rysy na anodowanym wykończeniu. Kolor jest integralną częścią ochronnej warstwy tlenku, a gdy warstwa ta zostanie naruszona, uszkodzenie jest trwałe. W przypadku trudnych plam ze smaru lub innych pozostałości należy najpierw użyć łagodnego rozpuszczalnika, takiego jak alkohol izopropylowy. W przypadku znacznych uszkodzeń, jedyną skuteczną metodą renowacji jest profesjonalne usunięcie i ponowne anodowanie części.
Obsługa niedoskonałości powierzchni
| Typ uszkodzenia | Zalecane działanie | Ważna uwaga |
|---|---|---|
| Lekki brud i zanieczyszczenia | Umyć wodą z łagodnym mydłem. | Najbezpieczniejszy i najskuteczniejszy pierwszy krok. |
| Drobne zadrapania | Wypróbuj środek czyszczący na bazie wosku. | Może to jedynie zmniejszyć widoczność, a nie usunąć zarysowania. |
| Głębokie zadrapania | Profesjonalne ponowne anodowanie. | Uszkodzenie dotyczy samej warstwy tlenku i nie można go wypolerować. |
| Plamy chemiczne | Skonsultuj się z ekspertem ds. wykończenia. | Użycie niewłaściwego środka chemicznego może znacznie pogorszyć uszkodzenia. |

Anodowane aluminium jest bardzo łatwe w utrzymaniu, ale nie bezobsługowe. Jego trwałość zależy od regularnego, delikatnego czyszczenia łagodnymi detergentami. Znajomość różnicy między drobnym zadrapaniem a głęboką rysą pomaga podjąć właściwe działania w celu zachowania wykończenia i integralności części.
Ile kosztuje anodowane aluminium w porównaniu do stali?
Czy kiedykolwiek wybrałeś materiał ze względu na jego niską cenę początkową, ale później musiałeś ponieść wyższe koszty związane z wykończeniem i konserwacją? To częsta pułapka przy porównywaniu metali.
Podczas gdy stal ma zazwyczaj niższy koszt surowca na kilogram, anodowane aluminium często okazuje się bardziej opłacalne, jeśli weźmie się pod uwagę całkowity cykl życia projektu. Na ostateczną cenę wpływa obróbka, wykończenie, transport i długoterminowa trwałość, gdzie zalety aluminium mogą prowadzić do znacznych ogólnych oszczędności.

Rozbicie początkowej inwestycji
Proste porównanie ceny za kilogram jest mylące. Musimy spojrzeć na pełny obraz przygotowania części do użycia. W naszych projektach w PTSMAKE prowadzimy klientów przez te początkowe czynniki kosztowe, aby znaleźć prawdziwą cenę.
Koszty materiałów i obróbki
Chociaż aluminium jest droższe wagowo, jego niższa gęstość oznacza, że przy tej samej wadze uzyskuje się większą objętość. Co ważniejsze, jest ono znacznie łatwiejsze i szybsze w obróbce niż większość stali. Skraca to czas obróbki CNC i zmniejsza zużycie narzędzi, co bezpośrednio przekłada się na obniżenie kosztów produkcji. Złożona część wykonana z aluminium może być tańsza w produkcji niż ta sama część wykonana ze stali. Słabo zabezpieczona stal może być również podatna na takie problemy jak Korozja galwaniczna8 w połączeniu z innymi metalami.
| Składnik kosztów | Anodowane aluminium | Stal |
|---|---|---|
| Surowiec | Wyższy koszt za kg | Niższy koszt za kg |
| Obróbka skrawaniem | Szybciej, mniejsze zużycie narzędzi | Wolniej, większe zużycie narzędzi |
| Wykończenie | Zintegrowany (anodowanie) | Oddzielne (np. malowanie, galwanizacja) |

Propozycja długoterminowej wartości
Koszt komponentu nie kończy się w momencie jego wyprodukowania. Myślenie o całym cyklu życia produktu ma kluczowe znaczenie dla podjęcia mądrej decyzji finansowej. Długoterminowe koszty związane z konserwacją, logistyką i trwałością mogą szybko przeważyć wszelkie początkowe oszczędności wynikające z wyboru tańszego materiału.
Konserwacja, waga i trwałość
Anodowane wykończenie aluminium jest niezwykle trwałe i odporne na korozję. Nie odpryskuje ani nie łuszczy się jak farba na stali, co oznacza mniej kłopotów z konserwacją i dłuższą żywotność kosmetyków. Stal, o ile nie jest nierdzewna, wymaga stałej ochrony przed rdzą. Co więcej, niewielka waga aluminium to ogromna zaleta. Obniża koszty transportu i sprawia, że montaż i obsługa są łatwiejsze i bezpieczniejsze. W przypadku zastosowań w przemyśle lotniczym, motoryzacyjnym lub robotyce ta oszczędność wagi to nie tylko korzyść kosztowa - to krytyczna cecha wydajności.
| Współczynnik cyklu życia | Anodowane aluminium | Stal |
|---|---|---|
| Potrzeby w zakresie konserwacji | Minimalny | Może być wysoka (zapobieganie rdzy) |
| Wysyłka i obsługa | Niższe koszty | Wyższe koszty |
| Żywotność produktu | Doskonała odporność na korozję | Dobry, ale wymaga konserwacji |
Aby wybrać między anodyzowanym aluminium a stalą, należy spojrzeć poza początkową cenę. Podczas gdy stal wydaje się początkowo tańsza, niższe koszty obróbki, obsługi i długoterminowej konserwacji aluminium często sprawiają, że jest to bardziej ekonomiczny wybór w całym cyklu życia produktu.
Zrozumienie procesu technicznego, w jaki sposób anodowanie poprawia właściwości aluminium, zapewniając doskonałą konstrukcję komponentów. ↩
Kliknij, aby zrozumieć, w jaki sposób anodowanie przekształca aluminium, czyniąc je bezpieczniejszym i trwalszym. ↩
Poznaj szczegółową naukę stojącą za tym procesem, aby lepiej zrozumieć jego bezpieczeństwo i zastosowania w produkcji. ↩
Dowiedz się, jak może przebiegać ta reakcja elektrochemiczna i jak jej zapobiegać w swoich projektach. ↩
Dowiedz się, w jaki sposób różne metale mogą przyspieszać korozję i jak jej zapobiegać w swoich projektach. ↩
Dowiedz się, w jaki sposób ten specyficzny rodzaj gromadzenia się materiału może zniszczyć części i jak temu zapobiec. ↩
Dowiedz się, w jaki sposób zachodzi ten proces elektrochemiczny i jak zapobiegać jego uszkodzeniu w przypadku połączenia różnych metali. ↩
Dowiedz się, w jaki sposób ten proces elektrochemiczny może powodować degradację części i jak mu zapobiegać w swoich projektach. ↩






