

Znalezienie usługi malowania proszkowego, która zapewnia stałą jakość i spełnia rygorystyczne specyfikacje techniczne, może być trudnym zadaniem. Wielu dostawców obiecuje idealne wykończenie, ale dostarcza części z wadami, słabą przyczepnością lub niejednolitym kolorem, co powoduje konieczność kosztownych poprawek i opóźnień w realizacji projektów.
Powłoka proszkowa zapewnia doskonałą trwałość, zgodność z normami środowiskowymi i opłacalność w porównaniu z tradycyjnymi systemami farb mokrych, co sprawia, że jest preferowaną metodą wykańczania precyzyjnie wykonanych części w przemyśle lotniczym, medycznym, motoryzacyjnym i elektroniki użytkowej.

Wieloletnia współpraca z różnymi dostawcami powłok nauczyła mnie, że sukces zależy od zrozumienia szczegółów technicznych. Niniejszy przewodnik obejmuje wszystkie zagadnienia, od zapobiegania wadom i kontroli tolerancji po specyficzne dla danego materiału zabiegi wstępne i normy branżowe, które gwarantują, że części zawsze będą spełniać wymagania specyfikacji.
Dlaczego inteligentni inżynierowie preferują powłoki proszkowe zamiast farb mokrych?
Inżynierowie stawiają na wydajność i niezawodność. Wybór wykończenia to nie tylko kwestia estetyki. To ważna decyzja inżynieryjna.
Debata na temat powłok proszkowych i farb mokrych jest powszechna. Jednak w przypadku wymagających zastosowań wybór staje się oczywisty.
Zaleta trwałości
Powłoka proszkowa zapewnia grubszą, bardziej jednolitą warstwę. Tworzy to twarde wykończenie, które jest bardziej wytrzymałe niż tradycyjna farba. Jest znacznie bardziej odporne na odpryskiwanie, zarysowania i blaknięcie.
Wydajność w zastosowaniu
Proces aplikacji jest również szybszy. Często wystarczy tylko jedna warstwa. Przyspiesza to pracę linii produkcyjnych i zmniejsza koszty pracy. Wiele części inżynieryjnych korzysta z tej wydajności.
| Cecha | Malowanie proszkowe | Świeża farba |
|---|---|---|
| Typowa grubość | 1–6 milicali (25–150 μm) | 0,5–1 mil (12–25 μm) |
| Twardość (ASTM D3363) | H do 2H | HB do F |
| Metoda aplikacji | Natrysk elektrostatyczny | Rozpylanie, pędzlem, zanurzanie |
W przypadku wytrzymałych i trwałych komponentów zalety powłok proszkowych są niezaprzeczalne.

Oceniając proces wykańczania, patrzę nie tylko na powierzchnię. Liczy się cały cykl życia produktu, od zastosowania po długoterminową wydajność i wpływ na środowisko. Wybór ten ma bezpośredni wpływ na jakość produkowanych przez nas części inżynieryjnych.
Najwyższa jakość wykończenia i spójność
Powłoka proszkowa jest nakładana w postaci suchego proszku za pomocą elektrostatyki. Następnie jest utwardzana pod wpływem ciepła. Proces ten pozwala jej płynąć i tworzyć powłokę. W rezultacie uzyskuje się gładką, równą powierzchnię bez zacieków i smug. Odróżnia to ją od farb płynnych, które mogą być nierównomierne. Zastosowany materiał to twardniejący polimer1 który podczas utwardzania tworzy silne wiązania molekularne. W PTSMAKE nasze usługi w zakresie malowania proszkowego zapewniają stałą jakość każdej części.
Korzyści dla środowiska i bezpieczeństwa
Istotną zaletą powłok proszkowych jest ich minimalny wpływ na środowisko. Nie zawierają one rozpuszczalników i uwalniają znikome ilości lotnych związków organicznych (LZO). Dzięki temu są bezpieczniejsze dla operatorów i środowiska.
| Aspekt | Malowanie proszkowe | Świeża farba |
|---|---|---|
| Emisje lotnych związków organicznych | Blisko zera | Wysoki |
| Materiały odpadowe | Nadmiar farby nadaje się do recyklingu. | Nadmiar farby jest odpadem niebezpiecznym. |
| Zagrożenie pożarowe | Niski | Wysoka (z powodu rozpuszczalników) |
Długoterminowa opłacalność
Chociaż początkowe koszty wyposażenia mogą być wyższe, powlekanie proszkowe często okazuje się bardziej ekonomiczne w dłuższej perspektywie. Wyższe wykorzystanie materiału, niższe zużycie energii podczas utwardzania i zmniejszone koszty utylizacji przyczyniają się do znacznych oszczędności w dłuższej perspektywie. Trwałość zmniejsza również liczbę reklamacji gwarancyjnych i konieczność ponownej obróbki.
Powłoka proszkowa zapewnia trwałe, wydajne i ekologiczne wykończenie. W zastosowaniach inżynieryjnych wymagających wysokiej wydajności jej doskonała spójność i długoterminowe oszczędności sprawiają, że jest to lepszy wybór niż tradycyjna farba mokra.
10 najczęstszych wad powłok proszkowych i sposoby ich zapobiegania
Zrozumienie typowych problemów związanych z powlekaniem proszkowym jest niezbędne dla każdego inżyniera lub nabywcy. Bezbłędne wykończenie to nie tylko kwestia estetyki, ale także wydajności i trwałości. Wady często sygnalizują głębsze problemy w procesie.
Zajmijmy się kilkoma częstymi wady powierzchni powłoki proszkowej. Mogą one zagrozić integralności i ochronie części. Znajomość przyczyn tych problemów pomaga w prowadzeniu bardziej efektywnych rozmów z partnerami produkcyjnymi.
Typowe wady wizualne
| Wada | Wygląd |
|---|---|
| Skórka pomarańczowa | Nierówna tekstura przypominająca skórkę pomarańczy. |
| Otwory | Małe, głębokie otwory przebijające powierzchnię powłoki. |
| Bąbelki | Małe pęcherzyki lub wypukłe bąbelki na wykończeniu. |
Wczesne wykrycie tych problemów może zapobiec kosztownym przeróbkom.

Oprócz wad wizualnych, niektóre uszkodzenia podważają podstawowe przeznaczenie powłoki. Odpryskiwanie i słaba przyczepność to dwa najpoważniejsze problemy. problemy z powłokami proszkowymi. Zazwyczaj wskazują one na niepowodzenia na krytycznym etapie przygotowań, na długo przed rozpyleniem proszku.
Najważniejszym czynnikiem decydującym o trwałości wykończenia jest przygotowanie powierzchni. Jeśli podłoże nie jest idealnie czyste i odpowiednio przygotowane, proszek po prostu nie będzie się dobrze łączył. Jest to najczęstsza przyczyna niepowodzeń w nakładaniu powłok, z jaką się spotykam.
Awarie związane z przyczepnością i trwałością
Słaba przyczepność oznacza, że powłoka może odrywać się całymi płatkami. Odpryskiwanie to zjawisko, w którym wykończenie pęka pod wpływem uderzenia. Oba problemy znacznie skracają żywotność części. Problem często zaczyna się od niewidocznych zanieczyszczenie podłoża2 lub nieprawidłowy profil utwardzania.
Te usterki mogą nie pojawić się od razu. Mogą ujawnić się podczas montażu lub, co gorsza, po wprowadzeniu produktu na rynek. Dlatego tak ważna jest skrupulatna kontrola procesu.
| Wada | Główna przyczyna | Metoda zapobiegania |
|---|---|---|
| Chipping | Niewłaściwa obróbka wstępna lub niedostateczne utwardzenie. | Sprawdź proces czyszczenia; postępuj zgodnie z harmonogramem utwardzania. |
| Słaba przyczepność | Zanieczyszczenia powierzchniowe (oleje, smary). | Wprowadź solidne, wieloetapowe czyszczenie. |
W PTSMAKE nasze usługi malowania proszkowego obejmują rygorystyczny, wieloetapowy proces obróbki wstępnej. Zapewnia to idealną powierzchnię, gwarantującą maksymalną przyczepność i długotrwałą wytrzymałość.
Rozpoznawanie wad powierzchni powłok proszkowych, takich jak skórka pomarańczowa i słaba przyczepność, ma kluczowe znaczenie. Problemy te często wynikają z błędów podczas nakładania lub nieodpowiedniego przygotowania powierzchni. Zrozumienie tego pomaga w weryfikacji i wyborze wysokiej jakości produktów. usługi malowania proszkowego dostawca dla Twoich projektów.
Wymagania klasy lotniczej dla części malowanych proszkowo
Spełnianie norm lotniczych nie jest opcjonalne. Jest to ścisły wymóg. Każda powlekana część musi spełniać precyzyjne specyfikacje dotyczące bezpieczeństwa i wydajności. Właśnie w tym zakresie profesjonalne ‘powlekanie proszkowe dla lotnictwa’ naprawdę się wyróżnia.
Zgodność z wymaganiami wojskowymi
Normy takie jak MIL-PRF-24712 regulują wszystko. Obejmują one skład materiałów, zastosowanie i ostateczną wydajność. Zgodność z normami gwarantuje, że części wytrzymają ekstremalne warunki eksploatacyjne. Jest to gwarancja niezawodności.
Krytyczne etapy obróbki wstępnej
Właściwe przygotowanie powierzchni ma fundamentalne znaczenie. Bez niego nawet najlepsza powłoka nie spełni swojej funkcji. Czysta, prawidłowo przygotowana powierzchnia zapewnia maksymalną przyczepność i odporność na korozję.
| Etap | Cel |
|---|---|
| Odtłuszczanie | Usuwa oleje i zanieczyszczenia. |
| Płukanie | Usuwa pozostałości chemiczne. |
| Powłoka konwersyjna | Zwiększa przyczepność i ochronę przed korozją. |
| Płukanie końcowe | Zapewnia czystą powierzchnię do powlekania. |
Ten szczegółowy proces jest znakiem rozpoznawczym wysokiej jakości ‘usług malowania proszkowego’.

Po nałożeniu powłoki części muszą przejść rygorystyczną weryfikację. Proces ten potwierdza, że powłoka jest odporna na trudne warunki panujące podczas lotu. Te ‘normy dotyczące powłok proszkowych dopuszczonych do stosowania w lotnictwie’ odróżniają standardowe produkty od produktów o jakości lotniczej.
Testy środowiskowe i wydajnościowe
Poddajemy powlekane części serii testów. Symulują one rzeczywiste obciążenia środowiskowe. Celem jest sprawdzenie trwałości na długo przed zamontowaniem części. Testy te są niezbędne w przypadku wszelkich ‘usług powlekania zgodnie ze specyfikacją wojskową’.
Oto niektóre z kluczowych testów walidacyjnych, które przeprowadzamy.
| Typ testu | Cel |
|---|---|
| Mgiełka solna (ASTM B117) | Mierzy odporność na korozję w czasie. |
| Przyczepność (ASTM D3359) | Sprawdza przyczepność powłoki do podłoża. |
| Odporność na uderzenia | Ocenia wytrzymałość na uderzenia fizyczne. |
| Pomiar grubości | Zapewnia, że powłoka mieści się w określonej tolerancji. |
Znaczenie pełnej identyfikowalności
Dokumentacja jest równie ważna jak sama powłoka. Wymagana jest pełna identyfikowalność. Rejestrowane są wszystkie etapy, od numeru partii proszku po temperaturę utwardzania i wyniki kontroli.
W ten sposób tworzymy kompletną historię każdej części. Zapewnia to odpowiedzialność i jest niezbędne do kontroli jakości. Jest to nieodzowna część naszego procesu w PTSMAKE.
Przestrzeganie specyfikacji lotniczych, takich jak MIL-PRF-24712, jest obowiązkowe. Obejmuje to skrupulatną obróbkę wstępną, a następnie szeroko zakrojone testy środowiskowe i wydajnościowe. Kompletna dokumentacja zapewniająca pełną identyfikowalność gwarantuje, że każda część spełnia najwyższe standardy bezpieczeństwa i niezawodności.
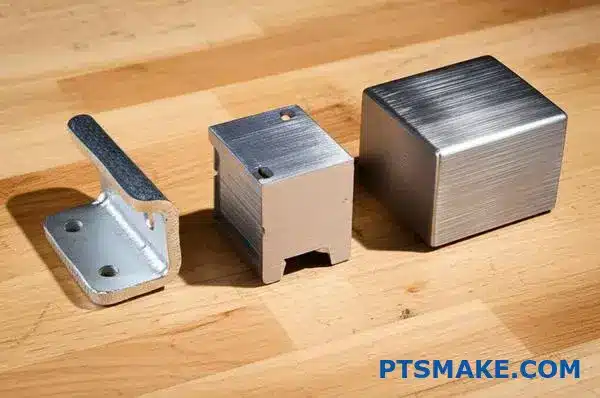
Sekrety osiągania wąskich tolerancji po malowaniu proszkowym
Powłoka proszkowa tworzy warstwę ochronną, ale też zwiększa grubość. Ma to bezpośredni wpływ na ostateczne wymiary części. Zignorowanie tego faktu może prowadzić do problemów z montażem.
Powodzenie projektów zależy od precyzyjnej kontroli grubości. Jest to kluczowy czynnik w przypadku części o wąskich tolerancjach.
Wyzwanie związane z gromadzeniem się powłoki
Każda powierzchnia pokryta jest warstwą proszku. Jej grubość może wynosić od 0,002 do 0,005 cala lub więcej. Należy to uwzględnić na etapie projektowania, aby zachować krytyczne wymiary.
Wstępne planowanie ma kluczowe znaczenie
Współpracujemy z klientami w celu określenia obszarów krytycznych. Pomaga nam to opracować strategię przed nałożeniem proszku, zapewniając idealne dopasowanie po wykonaniu naszych usług malowania proszkowego.

Aby zachować precyzję, skupiamy się na dwóch kluczowych obszarach: skrupulatnym maskowaniu i inteligentnym dostosowaniu projektu. Te kroki nie są opcjonalne w przypadku komponentów o wysokiej tolerancji. Są one niezbędne do osiągnięcia sukcesu.
Precyzyjne techniki maskowania
Maskowanie chroni obszary, które muszą pozostać niepowlekane. Często są to gwinty, powierzchnie styku lub punkty uziemienia. Wybór materiału maskującego ma kluczowe znaczenie dla uzyskania czystych, ostrych linii.
| Metoda maskowania | Najlepsze dla | Odporność na temperaturę |
|---|---|---|
| Taśmy odporne na wysokie temperatury | Płaskie powierzchnie, ostre krawędzie | Wysoki |
| Silikonowe zatyczki/nakładki | Otwory, gwinty, kołki | Bardzo wysoka |
| Płynny Maskant | Złożone lub nieregularne kształty | Różne |
Wybór odpowiedniej metody gwarantuje, że pokryte zostaną tylko wybrane powierzchnie. Zapobiega to gromadzeniu się materiału w miejscach, gdzie mogłoby to zakłócić działanie. Skuteczne ‘techniki precyzyjnego maskowania’ są podstawą jakości.
Projektowanie pod kątem gromadzenia się osadów na powierzchni
Najlepszą strategią jest zaplanowanie powłoki od samego początku. Oznacza to dostosowanie początkowych wymiarów obróbki CNC, aby uwzględnić dodatkową grubość. Na przykład otwór może być nieco większy niż wymagany. Dzięki temu po nałożeniu powłoki będzie miał prawidłowy rozmiar. Takie przewidywanie pozwala uniknąć modyfikacji po nałożeniu powłoki. Pozwala również uniknąć problemów, takich jak Efekt klatki Faradaya3 w ciasnych narożnikach, co może powodować nierównomierne pokrycie. W PTSMAKE uwzględniamy te kwestie w naszym procesie DFM.
Osiągnięcie wąskich tolerancji po nałożeniu powłoki wymaga proaktywnego podejścia. Łączy ono precyzyjną kontrolę grubości, strategiczne maskowanie i projektowanie części w taki sposób, aby uwzględnić nagromadzenie materiału. Dzięki temu produkt końcowy spełnia wszystkie specyfikacje bez konieczności kosztownych poprawek.
Zalety powłok proszkowych w obudowach urządzeń medycznych
W medycynie powierzchnia urządzenia nie pełni wyłącznie funkcji estetycznej. Jest ona kluczowym elementem wpływającym na bezpieczeństwo i funkcjonalność. Wykończenie musi być trwałe i bezpieczne dla pacjentów.
Powłoka proszkowa stanowi doskonałe rozwiązanie. Skutecznie spełnia surowe wymagania środowisk opieki zdrowotnej.
Biokompatybilność i bezpieczeństwo
Kluczowym wymogiem jest to, aby powłoka była nietoksyczna. Nie może wchodzić w reakcje z tkanką ludzką. Nasze opcje powłok proszkowych do urządzeń medycznych zostały opracowane właśnie w tym celu. Zapewniają one wykończenia bezpieczne dla szpitali.
Wydajność funkcjonalna
Powłoki te ułatwiają również czyszczenie. Gładka, nieporowata powierzchnia jest odporna na rozwój mikroorganizmów. Ma to kluczowe znaczenie dla kontroli zakażeń w każdym środowisku klinicznym.
| Cecha | Malowanie proszkowe | Farba płynna |
|---|---|---|
| Biokompatybilność | Doskonały | Różne |
| Trwałość | Wysoki | Umiarkowany |
| Odporność chemiczna | Wysoki | Umiarkowany-niski |
| Łatwość czyszczenia | Łatwy | Może być porowaty |

Przy wyborze wykończenia należy wziąć pod uwagę cały cykl życia urządzenia medycznego. Obejmuje to wielokrotną sterylizację i narażenie na działanie agresywnych środków czyszczących. Wykończenie, które ulega degradacji, może zagrozić bezpieczeństwu pacjentów i integralności urządzenia. Właśnie w tym przypadku odpowiednia powłoka ma kluczowe znaczenie.
Zwiększona trwałość w środowiskach szpitalnych
Powłoka proszkowa tworzy twardą, usieciowaną powierzchnię. Jest ona twardsza i bardziej odporna niż tradycyjne farby. Wykończenie jest odporne na odpryski, zarysowania i ścieranie wynikające z codziennego użytkowania w ruchliwym szpitalu.
Pracujemy z powłokami wykonanymi z trwałych materiałów. polimery termoutwardzalne4. Taka struktura gwarantuje, że powłoka pozostaje nienaruszona nawet po ekspozycji na działanie silnych środków chemicznych.
Odporność na środki czyszczące
Sprzęt medyczny jest czyszczony za pomocą silnych środków dezynfekujących. Widzieliśmy, jak wykończenia ulegają zniszczeniu pod wpływem tych agresywnych chemikaliów. Powłoki proszkowe jednak wyjątkowo dobrze się sprawdzają. Nasze usługi malowania proszkowego przeprowadzić specjalne testy w tym zakresie.
Nieporowata powierzchnia zapobiega przedostawaniu się substancji chemicznych do wnętrza. Chroni to metalową obudowę przed korozją. Zapewnia również łatwą sterylizację urządzenia przez cały okres jego użytkowania. Powłoki biokompatybilne muszą zachować swoją integralność.
| Rodzaj środka dezynfekującego | Odporność powłoki proszkowej |
|---|---|
| Na bazie alkoholu | Wysoki |
| Roztwory wybielające | Wysoki |
| Czwartorzędowy amoniak | Wysoki |
| Kwas nadoctowy | Wysoki |
Powłoka proszkowa zapewnia doskonałe wykończenie urządzeń medycznych, gwarantując biokompatybilność, odporność chemiczną i łatwość czyszczenia. Jej trwała powierzchnia spełnia rygorystyczne wymagania środowisk medycznych, dzięki czemu jest niezawodnym wyborem zapewniającym wykończenie bezpieczne dla szpitali i ogólną integralność urządzeń.
Ochrona gwintów i elementów obrabianych podczas malowania proszkowego
Ochrona krytycznych elementów podczas malowania proszkowego jest sprawą bezdyskusyjną. Jeden mały błąd może sprawić, że precyzyjna część stanie się bezużyteczna. Wymaga to bardzo dokładnego podejścia.
Skuteczne maskowanie gwarantuje, że gwinty, otwory i powierzchnie uszczelniające pozostaną wolne od powłoki. Dzięki temu zachowują one swoją funkcjonalność i dokładność wymiarową.
Typowe metody maskowania
Do ochrony elementów OEM podczas powlekania stosujemy przede wszystkim dwie metody. Są to taśmy odporne na wysokie temperatury oraz specjalistyczne zatyczki.
Porównanie technik
Każda metoda ma swoje idealne zastosowanie. Kluczowe znaczenie ma wybór odpowiedniej metody.
| Metoda | Najlepsze dla | Kluczowa zaleta |
|---|---|---|
| Taśmy | Powierzchnie zewnętrzne, płaskie obszary | Elastyczność |
| Wtyczki | Gwinty wewnętrzne, otwory | Możliwość ponownego użycia |
Prawidłowe maskowanie gwintów przed malowaniem proszkowym jest kluczowym etapem naszego procesu wykańczania.

Wybór odpowiedniego materiału maskującego jest równie ważny jak sama technika. Materiał musi wytrzymać zarówno aplikację elektrostatyczną, jak i proces utwardzania w wysokiej temperaturze bez uszkodzeń.
Wybór taśmy odpornej na wysokie temperatury
Do maskowania precyzyjnych elementów nie wystarczy zwykła taśma. Taśmy poliestrowe i poliimidowe są standardem branżowym. Można je łatwo usunąć bez pozostawiania śladów kleju.
Musimy wziąć pod uwagę grubość taśmy i jej właściwości klejące. Cienka taśma może się rozerwać, a gruba może spowodować niepożądane ślady po farbie. Nasze doświadczenie pomaga nam dobrać idealny produkt do każdego zadania.
Zdejmowane zatyczki i nasadki
W przypadku elementów wewnętrznych, takich jak otwory gwintowane, naszym sprawdzonym rozwiązaniem są silikonowe zatyczki. Są one elastyczne, wielokrotnego użytku i zaprojektowane tak, aby idealnie pasowały. Zapobiega to przedostawaniu się proszku do środka.
Materiał twardość5 jest kluczowym czynnikiem. Decyduje on o twardości i zdolności uszczelniającej wtyczki. Bardziej miękka wtyczka może lepiej dopasowywać się do nieregularnych kształtów, natomiast twardsza zapewnia większą trwałość. Oferując nasze usługi w zakresie malowania proszkowego, dysponujemy szeroką gamą produktów, które pozwalają nam obsłużyć dowolną geometrię.
Przewodnik po materiałach taśmowych
Nasze testy przeprowadzone z klientami pokazują, że wybór materiału ma bezpośredni wpływ na ostateczną jakość.
| Typ taśmy | Maksymalna temperatura | Przyczepność | Najlepsze zastosowanie |
|---|---|---|---|
| Poliester | 400°F (204°C) | Silikon | Ogólnego przeznaczenia, czyste krawędzie |
| Polimid | 500°F (260°C) | Silikon | Wysoka temperatura, elektronika |
| Szkło tkanina | 500°F (260°C) | Silikon | Nierówne powierzchnie, piaskowanie |
W PTSMAKE precyzyjnie dopasowujemy metodę maskowania do geometrii części i wymagań dotyczących powłoki, zapewniając ochronę wszystkich elementów.
Skuteczne maskowanie ma zasadnicze znaczenie dla wysokiej jakości usług malowania proszkowego. Wybór odpowiednich taśm odpornych na wysokie temperatury i zatyczek silikonowych chroni newralgiczne gwinty i powierzchnie, zapewniając zgodność gotowego elementu ze wszystkimi specyfikacjami bez konieczności kosztownych poprawek lub awarii części.
Wybór imponujących powłok proszkowych do produktów konsumenckich
Odpowiednie wykończenie zmienia produkt. Nie chodzi tylko o kolor, ale także o fakturę i wrażenia dotykowe. Powierzchnia produktu jest pierwszym punktem kontaktu z użytkownikiem.
Ta interakcja decyduje o pierwszym wrażeniu. Wysokiej jakości faktura powierzchni produktu może sprawić, że urządzenie stanie się nie tylko funkcjonalne, ale i pożądane. Jest to kluczowy element tożsamości marki.
Aplikacje matowe i błyszczące
Matowe wykończenia są popularne w przypadku wysokiej klasy urządzeń elektronicznych. Minimalizują one odciski palców i ograniczają odblaski, nadając produktom elegancki, nowoczesny wygląd. Przykładem mogą być wysokiej klasy słuchawki lub obudowy robotów.
Błyszczące wykończenia tworzą jednak żywy, przyciągający wzrok efekt. Dzięki temu idealnie nadają się do sprzętu sportowego lub produktów, które muszą wyróżniać się na półce.
Atrakcyjność dotykowa i wizualna
Tekstura wykończenia świadczy o jakości. Gładka, matowa powierzchnia sprawia wrażenie wyrafinowanej. Wykończenie o wysokim połysku wygląda energicznie i czysto. Tekstury metaliczne sugerują trwałość i precyzję.
Oto szybkie porównanie:
| Typ wykończenia | Atrakcyjność wizualna | Wrażenia dotykowe | Najlepsze dla |
|---|---|---|---|
| Matowy | Stonowany, nowoczesny | Miękki, gładki | Elektronika, robotyka |
| Połysk | Żywy, refleksyjny | Elegancki, twardy | Sprzęt sportowy, urządzenia |
| Metaliczny | Najwyższej jakości, trwały | Różne | Motoryzacja, zaawansowane technologie |
Ten estetyczny wybór powłoki proszkowej ma bezpośredni wpływ na postrzeganie przez użytkownika.

Wybór wykończenia wykracza poza zwykłą estetykę. Ma wpływ na spójność produkcji i postrzeganą wartość. Nasza współpraca z klientami z branży robotyki pokazuje, że matowe wykończenie z fakturą może ukryć drobne niedoskonałości powierzchni, co upraszcza proces produkcji. Jest to praktyczna zaleta dobrze dobranej powłoki proszkowej do wykończenia produktów konsumenckich.
Wykończenia dla konkretnych branż
W przypadku elektroniki użytkowej matowe wykończenie typu soft-touch zapewnia wrażenie wysokiej jakości. Zapewnia również lepszą przyczepność, poprawiając komfort użytkowania. Często polecamy je w przypadku urządzeń przenośnych.
Natomiast sprzęt sportowy musi być wytrzymały. Powłoka proszkowa o wysokim połysku nie tylko wygląda dynamicznie, ale także zapewnia twardą, łatwą do czyszczenia powierzchnię. Musi być odporna na zarysowania i uderzenia.
Metaliczne wykończenia nadają wrażenie precyzji high-tech. Stosujemy je w komponentach dronów i sprzęcie automatyki. Wykończenie sugeruje zaawansowaną technologię i solidną konstrukcję, co ma kluczowe znaczenie w tych dziedzinach. Sposób, w jaki światło oddziałuje z powierzchnią, wykorzystując zasady takie jak odbicie lustrzane6, ma kluczowe znaczenie dla tego efektu.
W PTSMAKE nasze usługi w zakresie malowania proszkowego koncentrują się na dopasowaniu wykończenia do funkcji produktu i jego pozycji rynkowej.
| Przemysł | Zalecane wykończenie | Kluczowe korzyści |
|---|---|---|
| Robotyka | Matowy z fakturą | Ukrywa niedoskonałości, nowoczesny wygląd |
| Elektronika | Miękki w dotyku matowy | Wysoka jakość, ogranicza odciski palców |
| Sprzęt sportowy | Wysoki połysk | Trwałość, żywy wygląd |
Wybór odpowiedniej tekstury powierzchni produktu premium to strategiczna decyzja, która łączy w sobie sztukę i inżynierię.
Wybór odpowiedniego wykończenia ma kluczowe znaczenie. Matowe, błyszczące lub metaliczne tekstury określają wizualną tożsamość produktu i wrażenia dotykowe. Wybór ten ma bezpośredni wpływ na to, jak konsumenci postrzegają jego jakość i wartość na konkurencyjnych rynkach, takich jak robotyka, elektronika i sprzęt sportowy.
Zrozumienie procesu utwardzania: podstawa sukcesu powlekania proszkowego
Etap utwardzania to moment, w którym powłoka proszkowa ulega przemianie. Nie chodzi tu tylko o ciepło. Jest to precyzyjna reakcja chemiczna. Jest to kluczowy etap w procesie proces utwardzania powłok proszkowych.
Koncentrujemy się na opanowaniu dynamiki pieca. Kluczowe znaczenie ma uzyskanie idealnych cykli pieczenia.
Dlaczego czas i temperatura mają znaczenie
Nawet niewielkie odchylenia mogą mieć wpływ na ostateczny wygląd produktu. Stała kontrola temperatury pieca podczas powlekania ma kluczowe znaczenie dla trwałości i wyglądu produktu. Zapobiega powstawaniu wad i zapewnia wysoką jakość produktu.
| Stan utwardzania | Przyczepność | Trwałość |
|---|---|---|
| Niedostatecznie utwardzony | Słaby | Kruchy |
| Prawidłowo utwardzone | Doskonały | Mocny i elastyczny |
| Nadmiernie utwardzony | Dobry | Kruche i przebarwione |

Sukces każdego usługi malowania proszkowego zależy od pieca do utwardzania. Wybór typu pieca ma znaczący wpływ na wynik. Decyzja ta zależy od geometrii i materiału części.
Technologie piekarników: konwekcja a podczerwień
Piece konwekcyjne cyrkulują gorące powietrze. Doskonale nadają się do pieczenia produktów o skomplikowanych kształtach, zapewniając równomierną dystrybucję ciepła. Metoda ta pozwala uzyskać jednolite wypieczenie na całej powierzchni.
Piece na podczerwień (IR) wykorzystują fale elektromagnetyczne. Przenoszą one ciepło bezpośrednio na powierzchnię części. Jest to znacznie szybszy proces, ale najlepiej sprawdza się w przypadku płaskich części, które znajdują się w linii wzroku. Część Masa termiczna7 odgrywa ogromną rolę w tym, jak szybko się nagrzewa.
| Typ piekarnika | Metoda ogrzewania | Najlepsze dla | Prędkość |
|---|---|---|---|
| Konwekcja | Cyrkulacja gorącego powietrza | Złożone geometrie | Wolniej |
| Podczerwień (IR) | Promieniowanie bezpośrednie | Płaskie powierzchnie | Szybciej |
Ryzyko związane z niewłaściwym utwardzaniem
Nieprawidłowy cykl wypalania prowadzi do niepowodzenia. Niedostateczne utwardzenie powoduje miękkie, kruche wykończenie o słabej przyczepności. Łatwo się odpryskuje lub łuszczy.
Nadmierne utwardzanie jest równie szkodliwe. Może powodować odbarwienia, zwłaszcza w przypadku jaśniejszych kolorów. Powłoka staje się również krucha i traci elastyczność, co prowadzi do pęknięć pod wpływem naprężeń. Doskonała kontrola temperatury pieca podczas nakładania powłoki ma zasadnicze znaczenie.
Prawidłowe utwardzanie to precyzyjna nauka. Wybór między piecami konwekcyjnymi a piecami na podczerwień, w połączeniu ze starannie zarządzanymi cyklami wypalania, decyduje o trwałości i wykończeniu końcowej powłoki. Niedostateczne lub nadmierne utwardzanie wpłynie negatywnie na wydajność i wygląd produktu.
Powłoka ocynkowana, aluminiowa, nierdzewna? Najpierw dowiedz się tego
Doskonałe wykończenie proszkowe to nie tylko kwestia samego proszku. Chodzi o to, co dzieje się przed jego nałożeniem. Odpowiednia obróbka wstępna jest kluczem do trwałości.
Nie można stosować tej samej metody dla każdego metalu. Stal ocynkowana, aluminium i stal nierdzewna mają swoje specyficzne wymagania.
Podstawy obróbki wstępnej
Zrozumienie właściwej metody ma kluczowe znaczenie. Ten krok zapewnia prawidłowe przyleganie proszku. Zapobiega również przyszłej korozji i awariom. Przyjrzymy się trzem popularnym metodom.
| Rodzaj metalu | Typowe przygotowanie |
|---|---|
| Stal ocynkowana | Fosforanowanie cynkowe |
| Aluminium | Konwersja chromianów |
| Stal nierdzewna | Śrutowanie |
Sukces każdej z naszych usług malowania proszkowego zależy od przygotowania powierzchni. Pominięcie tego etapu lub wybór niewłaściwej metody prowadzi do niepowodzenia. Powłoka będzie się łuszczyć, odpryskiwać lub rdzewieć pod spodem.
Obróbka chemiczna wstępna
W przypadku stali ocynkowanej często stosujemy fosforanowanie cynkowe. Proces ten tworzy na powierzchni warstwę mikrokrystaliczną. Warstwa ta działa jak idealny podkład, zapewniając proszkowi mocne podłoże do wiązania. Znacznie zwiększa to odporność na korozję.
W przypadku aluminium standardem jest powłoka chromianowa. Aluminium w naturalny sposób tworzy pasywną warstwę tlenku. Obróbka chromianowa usuwa ją i zastępuje nową warstwą ochronną, która dodatkowo zapewnia doskonałą przyczepność.
Mechaniczna obróbka wstępna
Śrutowanie, podobnie jak piaskowanie, jest metodą mechaniczną. Stosujemy ją do czyszczenia i profilowania powierzchni, zwłaszcza stali nierdzewnej. Usuwa zanieczyszczenia i tworzy jednolitą chropowatość lub profil powierzchniowy8. Ta tekstura zapewnia powłoce proszkowej znacznie lepszą przyczepność mechaniczną do elementu.
Oto szybkie porównanie:
| Obróbka wstępna | Typ procesu | Użycie podstawowe | Kluczowe korzyści |
|---|---|---|---|
| Fosforanowanie cynkowe | Chemiczny | Stal, ocynkowana | Doskonała przyczepność, odporność na korozję |
| Konwersja chromianów | Chemiczny | Aluminium | Zapobiega utlenianiu, poprawia przyczepność |
| Śrutowanie | Mechaniczny | Stal nierdzewna, przeróbka | Tworzy wzór kotwicowy zapewniający przyczepność |
Wybór odpowiedniej obróbki wstępnej przed malowaniem proszkowym ma kluczowe znaczenie. Fosforanowanie cynku w przypadku stali, chromowanie w przypadku aluminium i śrutowanie w przypadku stali nierdzewnej nie są opcjonalnymi etapami. Odpowiednie przygotowanie powierzchni przed malowaniem zapewnia trwałe i długotrwałe wykończenie elementów.
Czy należy malować proszkowo części przed czy po obróbce maszynowej?
Decyzja o kolejności obróbki jest bardzo ważna. Czy obróbka części ma nastąpić przed czy po nałożeniu powłoki proszkowej? Wybór ten ma wpływ na koszt, precyzję i czas realizacji.
Każda metoda ma swoje specyficzne zalety. Zrozumienie tych kompromisów gwarantuje sukces projektu. Niniejszy przewodnik porównuje zalety i wady, aby pomóc Ci podjąć świadomą decyzję.
| Czynnik | Obróbka przed powlekaniem | Obróbka po powlekaniu |
|---|---|---|
| Integralność wykończenia | Powłoka może ulec uszkodzeniu | Nieskazitelne wykończenie w newralgicznych obszarach |
| Maskowanie | Proste lub nie wymagane | Złożone i często kosztowne |
| Tolerancje | Trudniejsze do precyzyjnego utrzymania | Doskonała kontrola wymiarów |

Argumenty przemawiające za obróbką przed powlekaniem
Obróbka części przed nałożeniem wykończenia jest zazwyczaj domyślnym procesem. Konsoliduje ona wszystkie operacje cięcia w jednej fazie. Usprawnia to produkcję i może skrócić całkowity czas wytwarzania.
Jednak takie podejście wiąże się z pewnymi wyzwaniami. Grubość powłoki proszkowej (zwykle od 0,002" do 0,006") zwiększa ostateczne wymiary. Może to mieć wpływ na elementy o wąskich tolerancjach. Istnieje również ryzyko uszkodzenia wykończenia podczas końcowej obsługi lub montażu.
Zalety obróbki skrawaniem po powlekaniu
Powlekanie części po obróbce zapewnia najwyższą dokładność wymiarową. Pozwala to na tworzenie precyzyjnych elementów, takich jak otwory gwintowane, otwory przelotowe lub powierzchnie współpracujące po nałożeniu powłoki. Dzięki temu gotowa część spełnia dokładne specyfikacje bez żadnych nadmiarów powłoki.
W PTSMAKE często sugerujemy to rozwiązanie w przypadku części lotniczych lub medycznych, gdzie precyzja jest niepodważalna. Proces ten wymaga starannego planowania. Maskowanie i dodatkowe ustawienia mogą zwiększyć koszty, ale zysk w zakresie jakości jest znaczący. Dobry projekt wykończenia uwzględnia właściwości materiału. stabilność wymiarowa9 w trakcie tych procesów termicznych i mechanicznych. Nasze usługi w zakresie malowania proszkowego są dostosowane do obu sekwencji.
| Aspekt | Obróbka przed powlekaniem | Obróbka po powlekaniu |
|---|---|---|
| Koszt | Ogólnie bardziej ekonomiczne | Wyższa cena z powodu dodatkowych ustawień/maskowania |
| Dokładność | Niższe dla elementów o wąskiej tolerancji | Najwyższa możliwa precyzja |
| Czas realizacji | Często krótsze i prostsze | Może trwać dłużej ze względu na dodatkowe czynności. |
| Jakość wykończenia | Ryzyko uszkodzenia podczas transportu | Zabezpieczone wykończenie na obszarach nieobrabianych |
Decyzja ta uwzględnia koszty, dokładność i jakość wykończenia. Obróbka końcowa zapewnia najwyższą precyzję w przypadku elementów o krytycznym znaczeniu, natomiast obróbka wstępna jest bardziej wydajna w przypadku części o mniej rygorystycznych wymaganiach dotyczących tolerancji. Obie strategie produkcyjne są uzasadnione w zależności od zastosowania.
Ochrona krawędzi i narożników w zastosowaniach o wysokim obciążeniu
Ostre krawędzie stanowią główne wyzwanie dla trwałych powłok. Powłoki proszkowe mają trudności z prawidłowym przyleganiem do nich. Wynika to z zasady, zgodnie z którą powłoka staje się cieńsza, gdy spływa po ostrym narożniku.
To sprawia, że krawędź jest odsłonięta i podatna na uszkodzenia. Słaba powłoka proszkowa na krawędziach to częsty powód awarii. Ma to bezpośredni wpływ na żywotność części, zwłaszcza w środowiskach o dużym obciążeniu. Poniższa tabela pokazuje różnicę.
| Typ krawędzi | Grubość powłoki | Poziom ochrony |
|---|---|---|
| Ostra krawędź (<0,5 mm) | Bardzo cienki | Słaby |
| Zaokrąglona krawędź (>1 mm) | Spójny | Doskonały |

Rozwiązanie problemu słabego zasięgu w projekcie
Najskuteczniejsze rozwiązanie zaczyna się już na etapie projektowania. Zawsze zalecam klientom określenie minimalnego promienia dla wszystkich krawędzi zewnętrznych i wewnętrznych. Ta prosta zmiana znacznie poprawia trwałość powłoki.
W przypadku niezawodnej powłoki proszkowej chroniącej przed naprężeniami promień wynoszący zaledwie 1 mm jest znacznie lepszy niż ostry narożnik. Pozwala to na równomierny przepływ i utwardzanie proszku. Zapewnia to stałą grubość i maksymalną ochronę przed korozją i zużyciem.
Usprawnienie procesu składania wniosków
Na etapie aplikacji kluczowe znaczenie ma wybór odpowiedniego proszku. Niektóre preparaty mają lepsze właściwości płynięcia, co minimalizuje cofanie się proszku z krawędzi. Często sugerujemy konkretne materiały w oparciu o geometrię części.
Technika jest również bardzo ważna, zwłaszcza podczas powlekania narożników i wycięć. Proces elektrostatyczny może powodować Efekt klatki Faradaya10, co utrudnia proszkowi wniknięcie w głębokie zakamarki.
Nasi technicy w PTSMAKE starannie regulują napięcie i przepływ proszku, aby temu przeciwdziałać. Ta wiedza specjalistyczna zapewnia równomierne pokrycie wszędzie. Nasze profesjonalne usługi malowania proszkowego koncentrują się na tych szczegółach, aby zapewnić niezawodne wyniki.
| Faza rozwiązania | Kluczowe działanie | Oczekiwany wynik |
|---|---|---|
| Projekt | Określ minimalny promień krawędzi | Poprawiony przepływ proszku i przyczepność |
| Zastosowanie | Wybierz odpowiedni proszek | Zmniejszony efekt cofania |
| Zastosowanie | Dostosuj ustawienia opryskiwacza | Pokonaj wyzwania związane z elektrycznością statyczną |
Ostre krawędzie powodują powstawanie cienkich, słabych powłok z powodu napięcia powierzchniowego. Najlepszym rozwiązaniem jest zaokrąglenie krawędzi podczas projektowania i udoskonalenie technik nakładania, co stanowi kluczowy element naszych profesjonalnych usług w zakresie malowania proszkowego, aby zapewnić jednolitą, ochronną powłokę.
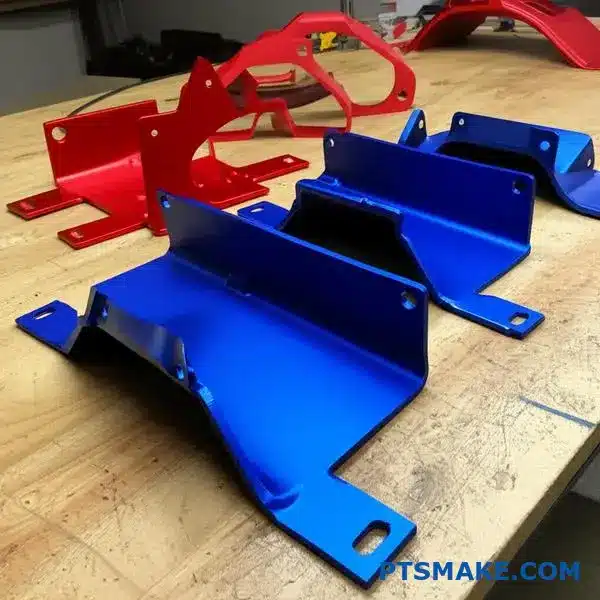
Dopasowanie kolorów elementów malowanych proszkowo do światowych standardów
Osiągnięcie idealnego koloru ma kluczowe znaczenie. Definiuje on Twoją markę i gwarantuje jakość produktu. Dlatego globalne standardy są tak ważne w naszej pracy.
Korzystanie ze standardowych systemów kolorów
Korzystamy z uznanych palet kolorów. Systemy te zapewniają wspólny język w zakresie kolorów. Eliminuje to domysły i gwarantuje spójność wszystkich elementów.
Dwa najpopularniejsze systemy to RAL i Pantone. Każdy z nich ma inne główne przeznaczenie, ale oba są przydatne w produkcji.
| System | Użycie podstawowe | Zakres kolorów |
|---|---|---|
| RAL | Powłoki przemysłowe i tworzywa sztuczne | Ponad 2500 kolorów |
| Pantone | Drukowanie i projektowanie graficzne | Ponad 3000 kolorów |
Stosowanie tych norm gwarantuje, że uzyskany kolor będzie zgodny z wybranym przez klienta. Nasze usługi w zakresie malowania proszkowego opierają się na tej zasadzie precyzji.
Chociaż standardy takie jak RAL i Pantone są niezbędne, stanowią one jedynie punkt wyjścia do uzyskania prawdziwej spójności kolorów wykończenia. Kilka czynników rzeczywistych może nadal powodować różnice. Kluczowe znaczenie ma zrozumienie tych wyzwań.
Radzenie sobie ze zmiennością partii
Materiały do malowania proszkowego są produkowane partiami lub seriami. Niewielkie różnice w pigmentach lub materiałach bazowych między partiami mogą powodować niewielkie zmiany koloru. Zawsze wymagamy certyfikatów analizy dla każdej partii.
Wpływ oświetlenia
Sposób, w jaki postrzegamy kolory, w dużym stopniu zależy od źródła światła. Część może wyglądać idealnie w oświetleniu fabrycznym, ale inaczej na zewnątrz. Zjawisko to, znane jako metameryzm11, może stanowić poważny problem.
Do kontroli części używamy kabin z kontrolowanym oświetleniem. Kabiny te mogą symulować różne warunki oświetleniowe, takie jak światło dzienne lub oświetlenie sklepowe. Dzięki temu masz pewność, że kolor Twojej części będzie wyglądał tak samo w miejscu docelowego zastosowania.
Oto, jak radzimy sobie z tymi typowymi wyzwaniami:
| Wyzwanie | Nasze rozwiązanie w PTSMAKE |
|---|---|
| Zmiany między partiami | Każdą nową partię należy porównać z próbką wzorcową. |
| Niespójność oświetlenia | Do kontroli jakości używaj kabiny świetlnej. |
| Odchylenie dostawcy | Korzystaj z usług jednego, sprawdzonego dostawcy proszku. |
Zarządzanie tymi czynnikami stanowi podstawowy element naszych usług w zakresie malowania proszkowego. Dzięki temu za każdym razem osiągamy spójne wyniki.
Osiągnięcie idealnej spójności kolorów wymaga stosowania globalnych standardów, takich jak RAL i Pantone. Oznacza to również aktywne zarządzanie wyzwaniami, takimi jak różnice między partiami i niespójności oświetlenia, aby zapewnić, że ostateczne wykończenie części jest dokładnie takie, jak określono.
Jak współpracować z dostawcą oferującym kompleksowe rozwiązania w zakresie powlekania + CNC
Współpraca z kompleksowym partnerem produkcyjnym upraszcza wszystko. Gdy dostawcą usług CNC i wykończenia jest ta sama firma, eliminujesz poważne problemy.
To zintegrowane podejście oznacza jeden punkt kontaktowy. Za końcową część odpowiada jeden zespół. Usprawnia to komunikację i zapewnia odpowiedzialność.
Dostawcy zintegrowani a dostawcy oddzielni
| Cecha | Zintegrowany dostawca | Oddzielni dostawcy |
|---|---|---|
| Odpowiedzialność | Pojedynczy punkt | Wiele potencjalnych przyczyn |
| Komunikacja | Usprawniony i bezpośredni | Złożone i opóźnione |
| Logistyka | Uproszczone (wewnętrzne) | Kompleks (wysyłka) |
| Czas realizacji | Krótszy | Dłuższy |
Wybór dostawcy kompleksowych usług w zakresie malowania proszkowego, który zajmuje się również obróbką skrawaniem, jest posunięciem strategicznym. Pozwala to zaoszczędzić czas i znacznie zmniejszyć ryzyko związane z projektem.

Wybór zintegrowanego dostawcy usług CNC i wykańczania ma oczywiste zalety wykraczające poza zwykłą wygodę. Tworzy on płynny przepływ pracy, który ma bezpośredni wpływ na jakość i szybkość.
Ulepszona kontrola jakości
Kiedy jeden zespół zarządza zarówno obróbką skrawaniem, jak i powlekaniem, rozumie cały proces. Wie, jak wykończenie powierzchni obrabianej wpływa na przyczepność proszku. Ta wiedza specjalistyczna pozwala uniknąć typowych wad wykończenia. W PTSMAKE nasze zespoły współpracują, aby zapewnić perfekcyjną jakość każdej części. Ta wewnętrzna pętla ma kluczowe znaczenie dla zapewnienia najwyższej jakości usług w zakresie powlekania proszkowego.
Przygotowanie podłoża12 jest wykonywana przez ekspertów, którzy rozumieją ostateczne zastosowanie danej części. Zapewnia to trwałe i estetyczne wykończenie.
Usprawniony harmonogram projektu
Kompleksowy partner eliminuje straty czasu związane z wysyłką części między różnymi zakładami. Ogranicza również opóźnienia administracyjne. Integracja ta może znacznie skrócić całkowity czas realizacji zamówienia, dzięki czemu produkt szybciej trafi na rynek.
| Przewaga | Wpływ na projekt |
|---|---|
| Jednolite kontrole jakości | Mniej odrzuceń i wad. |
| Brak opóźnień w transporcie | Szybszy czas realizacji od surowca do gotowej części. |
| Zmniejszone koszty administracyjne | Mniej czasu poświęcanego na zarządzanie wieloma zamówieniami zakupu. |
| Efektywność kosztowa | Niższe koszty wysyłki i obsługi. |
Ostatecznie dostawca będący jedynym źródłem zapewnia bardziej niezawodną i wydajną produkcję. Przekształca złożony proces w prosty i łatwy do zarządzania.
Wybór kompleksowego partnera produkcyjnego w zakresie obróbki CNC i kompleksowych usług malowania proszkowego upraszcza logistykę. Integracja ta poprawia kontrolę jakości, skraca czas realizacji i usprawnia cały łańcuch dostaw, zapewniając doskonały produkt końcowy przy mniejszym nakładzie pracy związanej z zarządzaniem.
Ekologiczne powłoki proszkowe: co powinni wiedzieć nabywcy
Wybór ekologicznej powłoki proszkowej to kluczowy krok. Pomaga spełnić wymogi przepisów dotyczących ochrony środowiska. To wykończenie oferuje znaczące korzyści ekologiczne dla nowoczesnej produkcji.
Zero lotnych związków organicznych dla czystszego powietrza
Powłoki proszkowe nie zawierają rozpuszczalników. Nie uwalniają praktycznie żadnych lotnych związków organicznych (LZO). To znacznie poprawia jakość powietrza.
Wysoka wydajność materiałowa
Kluczową zaletą jest odzyskiwanie nadmiaru natrysku. Pozwala to zminimalizować ilość odpadów w porównaniu z farbami płynnymi. Nasze usługi w zakresie malowania proszkowego koncentrują się na maksymalizacji tej wydajności.
| Cecha | Korzyści dla środowiska |
|---|---|
| Bez lotnych związków organicznych | Brak szkodliwych emisji do atmosfery |
| Nadmiar farby nadający się do recyklingu | Zmniejsza ilość odpadów materiałowych nawet o 98% |
| Utwardzanie przy niskim zużyciu energii | Niższy ślad węglowy |

Rzeczywistość "ekologicznych wykończeń produkcyjnych"
Ekologiczna farba proszkowa to coś więcej niż tylko termin marketingowy. Stanowi ona fundamentalną zmianę w technologii wykończeniowej. Najbardziej cenioną cechą jest brak rozpuszczalników. Ma to bezpośredni wpływ na zgodność z przepisami dotyczącymi ochrony środowiska.
Jednak korzyści dla środowiska są jeszcze większe. Weźmy pod uwagę proces utwardzania. Tradycyjne metody wymagały wysokich temperatur. Obecnie dostępne są proszki utwardzane w niskiej temperaturze. Znacznie zmniejsza to zużycie energii. Obniża to ślad węglowy każdej części.
Maksymalizacja zrównoważonego rozwoju
Recykling nadmiaru farby to przełomowe rozwiązanie. Wydajny system odzyskiwania pozwala osiągnąć wykorzystanie materiału na poziomie ponad 95%. Jest to prawie niemożliwe w przypadku farb płynnych. W PTSMAKE współpracujemy z klientami, aby zoptymalizować ten proces. Pozwala to obniżyć koszty i zmniejszyć ilość odpadów.
Ważny jest również wybór proszku. Niektóre z nich są produkowane z bardziej ekologicznych surowców. Wybierając dostawcę usług malowania proszkowego, zapytaj o pochodzenie materiałów. Zapewni to prawdziwą ekologiczność na każdym etapie procesu. Brak Lotne związki organiczne13 jest podstawową korzyścią dla zdrowia i środowiska.
| Metoda utwardzania | Wpływ na energię | Odpowiedni dla |
|---|---|---|
| Standardowe utwardzanie termiczne | Wysoki | Większość metali |
| Utwardzanie termiczne w niskiej temperaturze | Średni | Metale wrażliwe na ciepło, MDF |
| Utwardzanie promieniami UV | Niski | Podłoża wrażliwe na ciepło |
Powłoka proszkowa stanowi prawdziwie ekologiczne rozwiązanie. Brak lotnych związków organicznych, wysoki współczynnik odzysku materiału i energooszczędne opcje utwardzania sprawiają, że jest to najlepszy wybór dla zrównoważonej produkcji. Jest to wykończenie korzystne zarówno dla produktu, jak i dla środowiska.
Malowanie proszkowe elementów drukowanych w 3D: tak, to możliwe
Nie wszystkie części drukowane w 3D są takie same. Ich materiał i metoda drukowania determinują prace przygotowawcze.
Części z poliamidu, często pochodzące z drukarek SLS, wymagają szczególnej uwagi. Ich porowata struktura wymaga uszczelnienia przed nałożeniem powłoki.
Zapewnia to gładkie i trwałe wykończenie. Pominięcie tego kroku prowadzi do słabej przyczepności i wadliwej powierzchni. Odpowiednie przygotowanie jest kluczem do profesjonalnego efektu końcowego w przypadku każdego wykończenia elementów addytywnych.
| Technologia druku | Przykład materiału | Kluczowy etap przygotowań |
|---|---|---|
| SLS | Poliamid (nylon) | Uszczelnienie powierzchniowe |
| SLA | Żywice epoksydowe | Podkład przewodzący |
| FDM | ABS, PLA | Wygładzanie warstw |
To indywidualne podejście ma kluczowe znaczenie dla uzyskania wysokiej jakości wydruków 3D z powłoką proszkową.

Przyjrzyjmy się bliżej konkretnym wymaganiom dotyczącym przygotowania. W przypadku powlekania części SLS, które są zazwyczaj wykonane z poliamidu (nylonu), głównym wyzwaniem jest ich naturalna porowatość14. Te mikroskopijne puste przestrzenie mogą zatrzymywać powietrze. Zatrzymane powietrze może powodować powstawanie pęcherzyków w wykończeniu podczas procesu utwardzania.
W PTSMAKE stosujemy specjalistyczny proces uszczelniania. Wypełnia on pory powierzchniowe, tworząc gładką, niechłonną podstawę. Jest to niezbędny etap przed nałożeniem jakiejkolwiek powłoki proszkowej. Zapewnia to równomierne przyleganie powłoki proszkowej i utwardzanie bez wad.
Z kolei wydruki SLA mają bardzo gładką, nieporowatą powierzchnię. Nie są one jednak naturalnie przewodzące. Aby proces elektrostatycznego malowania proszkowego mógł działać, element musi być przewodzący. Najpierw nakładamy cienką, przewodzącą warstwę podkładu na element SLA. Dzięki temu cząsteczki proszku przyciągają się i równomiernie przylegają do powierzchni.
Te metody przygotowania mają kluczowe znaczenie w wymagających dziedzinach. W przemyśle lotniczym prototypy pokryte powłoką muszą wytrzymać trudne testy. W prototypowaniu medycznym szczelna, nieporowata powierzchnia jest niezbędna do sterylizacji i biokompatybilności. Nasze kompleksowe usługi w zakresie malowania proszkowego są zaprojektowane tak, aby spełniać te dokładne specyfikacje.
| Zastosowanie | Kluczowe wymagania | Nasze rozwiązanie |
|---|---|---|
| Lotnictwo i kosmonautyka | Trwałość, jednolitość | Uszczelnianie i gruntowanie przewodzące |
| Medyczny | Biokompatybilność, sterylność | Uszczelnianie porów i gładkie wykończenie |
Właściwe przygotowanie jest niezbędne w przypadku malowania proszkowego wydruków 3D. Niezbędnym krokiem jest uszczelnienie porowatych części SLS i nałożenie podkładów przewodzących na części SLA. Techniki te zapewniają trwałe, wysokiej jakości wykończenie odpowiednie do zastosowań lotniczych i medycznych.
Zamów wycenę malowania proszkowego już dziś w PTSMAKE!
Chcesz zmienić swoje części dzięki precyzyjnym usługom malowania proszkowego? Skontaktuj się z PTSMAKE już teraz, aby otrzymać indywidualną wycenę! Nasza wiedza inżynierska i gotowe rozwiązania zapewniają trwałość, wąskie tolerancje i nieskazitelne wykończenie — bez niespodzianek, tylko rezultaty. Wyślij zapytanie i dowiedz się, dlaczego profesjonaliści ufają PTSMAKE!

Odkryj, w jaki sposób nauka o polimerach pozwala uzyskać bardziej trwałą i ochronną powłokę. ↩
Dowiedz się, w jaki sposób niewidoczne pozostałości mogą spowodować całkowite uszkodzenie powłoki i zobacz, jak temu zapobiegać. ↩
Dowiedz się, jak ta zasada elektrostatyczna wpływa na równomierność powłoki w zagłębionych obszarach i ostrych narożnikach. ↩
Zrozum chemiczne podstawy trwałości i odporności nowoczesnych powłok przemysłowych. ↩
Dowiedz się, jak twardość materiału wpływa na działanie i możliwość ponownego użycia zatyczek maskujących w zastosowaniach wysokotemperaturowych. ↩
Zrozum, jak właściwości odbicia światła wpływają na postrzeganą jakość i kolor wykończenia powierzchni Twojego produktu. ↩
Dowiedz się, jak właściwości termiczne części wpływają na wymagany czas utwardzania i ostateczną jakość powłoki. ↩
Dowiedz się, jak mierzy się teksturę powierzchni i dlaczego ma to kluczowe znaczenie dla wydajności i trwałości powłoki. ↩
Zrozum, w jaki sposób reakcja materiału na ciepło i naprężenia wpływa na jego ostateczne wymiary i właściwości użytkowe. ↩
Dowiedz się, jak ta zasada elektrostatyczna wpływa na jakość powłoki i jak eksperci sobie z tym radzą. ↩
Dzięki temu jasnemu wyjaśnieniu zrozumiesz, dlaczego dwa kolory mogą pasować do siebie w jednym świetle, ale nie w innym. ↩
Dowiedz się, dlaczego odpowiednia obróbka powierzchni ma kluczowe znaczenie dla przyczepności powłoki i uzyskania idealnego wykończenia. ↩
Zrozum, czym są lotne związki organiczne (LZO) i dlaczego ich eliminacja ma kluczowe znaczenie dla bezpieczeństwa środowiska i miejsca pracy. ↩
Dowiedz się, jak właściwości powierzchni wpływają na przyczepność powłoki i jak prawidłowo nimi zarządzać, aby uzyskać najlepsze wyniki. ↩






