

Wybór odpowiedniego materiału do zastosowań o wysokim zużyciu może zdecydować o powodzeniu lub porażce projektu. Wielu inżynierów boryka się z awariami materiałów, nieoczekiwanymi przestojami i kosztownymi wymianami, gdy nie rozumieją w pełni dostępnych opcji.
UHMWPE (polietylen o ultrawysokiej masie cząsteczkowej) to specjalistyczne tworzywo konstrukcyjne o łańcuchach molekularnych 10-15 razy dłuższych niż standardowy polietylen, zapewniające wyjątkową odporność na zużycie, udarność i odporność chemiczną, które przewyższają wiele metali w określonych zastosowaniach.

Ten przewodnik obejmuje wszystko, od struktury molekularnej po rzeczywiste zastosowania. Dowiesz się, jak wybrać odpowiedni gatunek, uniknąć typowych błędów projektowych i podejmować świadome decyzje, które pozwolą zaoszczędzić czas i pieniądze przy następnym projekcie.
Co sprawia, że struktura molekularna UHMWPE jest zasadniczo wyjątkowa?
Sekretem wytrzymałości UHMWPE nie jest skomplikowana chemia. Chodzi o długość. Materiał ten ma niezwykle długie łańcuchy polimerowe.
Pomyśl o tym jak o spaghetti. Ugotowane nitki spaghetti, gdy są splątane, są trudne do rozerwania. To splątanie jest kluczem.
Porównanie długości łańcucha
Łańcuchy molekularne w tym materiale UHMWPE są wyjątkowo długie. Ta cecha fizyczna jest ważniejsza niż wiązania chemiczne.
| Typ polimeru | Średnia długość łańcucha | Główne źródło siły |
|---|---|---|
| Standardowy PE | Krótszy | Wiązania chemiczne |
| UHMWPE | Niezwykle długi | Fizyczne uwikłanie |
Ta długość tworzy unikalną i solidną strukturę.

Poza wiązaniami chemicznymi: Moc splątania
Większość tworzyw sztucznych zawdzięcza swoją wytrzymałość silnym wiązaniom chemicznym. Ale UHMWPE jest inny. Jego wytrzymałość wynika z samej długości i fizycznego splątania łańcuchów molekularnych. Wyobraź sobie ogromny, splątany węzeł żyłki wędkarskiej.
Nie można łatwo wyciągnąć jednego pasma. Tarcie i wzajemne powiązania między pasmami tworzą ogromny opór. Tak właśnie działa UHMWPE na poziomie molekularnym.
Jak uwikłanie przekłada się na wydajność
Ta struktura sprawia, że UHMWPE doskonale sprawdza się w zastosowaniach, w których występują duże naprężenia. Gdy dochodzi do uderzenia, energia rozprzestrzenia się po tych splątanych łańcuchach. Zamiast zerwania pojedynczego wiązania, siła jest rozłożona. To rozproszenie zapobiega katastrofalnej awarii.
Długie łańcuchy również płynnie przesuwają się obok siebie. Dzięki temu materiał UHMWPE charakteryzuje się niezwykle niskim współczynnikiem tarcia. Łańcuchy te są utrzymywane razem przez słabe Siły Van der Waalsa1, umożliwiając ruch bez rozpadania się.
W PTSMAKE wykorzystujemy te właściwości. Tworzymy części do środowisk o wysokim zużyciu, w których trwałość ma kluczowe znaczenie.
| Własność | Przyczyna | Przykład zastosowania |
|---|---|---|
| Wysoka wytrzymałość na uderzenia | Rozpraszanie energii przez sieć łańcuchową | Implanty medyczne, pancerze |
| Niskie tarcie | Płynne przesuwanie długich łańcuchów | Koła zębate, paski ścieralne |
| Odporność na ścieranie | Łańcuchy są odporne na rozerwanie | Elementy przenośnika |
Ta fizyczna struktura jest podstawą jego doskonałej wydajności.
Wyjątkowość UHMWPE nie polega na jego właściwościach chemicznych, lecz fizycznych. Jego bardzo długie, splątane łańcuchy polimerowe tworzą strukturę, która jest niezwykle wytrzymała i gładka, zapewniając wyjątkową odporność na uderzenia i bardzo niski współczynnik tarcia.
Jakie jest praktyczne znaczenie ‘masy cząsteczkowej’?
Masa cząsteczkowa to coś więcej niż liczba w arkuszu specyfikacji. Mówi nam ona bezpośrednio o praktycznej wydajności materiału. Można ją traktować jako plan wytrzymałości i trwałości.
Bezpośredni związek z wydajnością
W przypadku materiałów takich jak UHMWPE wyższa masa cząsteczkowa oznacza dłuższe łańcuchy polimerowe. Te długie łańcuchy tworzą mocniejszą, bardziej splątaną strukturę. To bezpośrednio poprawia kluczowe właściwości.
| Własność | Niższa masa cząsteczkowa | Wyższa masa cząsteczkowa |
|---|---|---|
| Wytrzymałość | Dobry | Doskonały |
| Odporność na zużycie | Wysoki | Wyjątkowy |
| Przetwarzanie | Łatwiej | Trudniejsze |
Zależność ta ma kluczowe znaczenie. Decyduje o tym, jak dana część będzie działać w świecie rzeczywistym. Wpływa również na sposób, w jaki podchodzimy do jej produkcji.

Spektrum masy cząsteczkowej UHMWPE
Typowy zakres dla materiału UHMWPE jest szeroki. Wynosi on od 3,5 do 7,5 miliona g/mol. Nie jest to niewielka różnica. Stanowi to znaczącą zmianę w zachowaniu materiału i potrzebach przetwarzania.
W PTSMAKE obsługujemy to pełne spektrum. Wiemy, że wybór odpowiedniej klasy ma kluczowe znaczenie dla sukcesu. Wybór zależy wyłącznie od wymagań aplikacji.
Niski vs. wysoki koniec spektrum
UHMWPE z niższej półki jest łatwiejszy w obróbce. Lepiej płynie podczas formowania. Oferuje jednak mniejszą odporność na ścieranie i uderzenia. Dzięki temu nadaje się do mniej wymagających zastosowań.
UHMWPE wyższej klasy stanowi inne wyzwanie. Jego wyjątkowo długie łańcuchy zwiększają ilość materiału lepkość2. Utrudnia to formowanie i obróbkę. Jednak korzyści są ogromne. Uzyskuje się doskonałą odporność na zużycie i udarność. Jest to idealne rozwiązanie dla komponentów poddawanych wysokim obciążeniom. Nasze doświadczenie pokazuje, że do skutecznej obróbki tych wysokiej jakości materiałów niezbędne są specjalistyczne narzędzia i techniki.
| Masa cząsteczkowa (milion g/mol) | Kluczowe cechy charakterystyczne | Typowe zastosowania |
|---|---|---|
| 3.5 - 5.0 | Łatwiejsza obróbka, dobra odporność na zużycie. | Prowadnice, prowadnice łańcucha, części ogólnego zastosowania. |
| 5.0 - 7.5 | Wyjątkowa wytrzymałość, doskonała odporność na ścieranie. | Implanty medyczne, zużywające się części przenośników, łożyska. |
Wybór pomiędzy nimi wymaga kompromisu. Należy zrównoważyć potrzeby w zakresie wydajności ze złożonością produkcji i kosztami.
Masa cząsteczkowa jest kluczowym wskaźnikiem wydajności. W przypadku materiału UHMWPE wyższa wartość oznacza doskonałą wytrzymałość i odporność na zużycie. Jednak znacznie zwiększa to również trudność i koszt przetwarzania, wymagając specjalistycznej wiedzy produkcyjnej w celu osiągnięcia pożądanych rezultatów.
Dlaczego UHMWPE jest bardziej odporny na ścieranie niż stal?
To częste pytanie, które otrzymujemy w PTSMAKE. Jak tworzywo sztuczne może być twardsze od stali? Odpowiedź nie dotyczy twardości. Chodzi o inteligentniejszy sposób radzenia sobie z tarciem i zużyciem.
Stal jest twarda, ale może być krucha na poziomie mikro. UHMWPE jest inny.
Zaleta niskiego tarcia
Powierzchnia tego materiału jest niezwykle śliska. Niski współczynnik tarcia oznacza, że cząsteczki ścierne często po prostu się po niej ślizgają. Nie mają szansy wbić się i spowodować uszkodzeń.
Rola wysokiej wytrzymałości
Jeśli ostra cząstka przyłoży siłę, do gry wkracza wytrzymałość UHMWPE. Zamiast pękać, materiał może się nieznacznie odkształcić, pochłaniając uderzenie bez żłobienia.
Oto proste porównanie oparte na wynikach naszych testów:
| Własność | UHMWPE | Stal węglowa |
|---|---|---|
| Odporność na ścieranie | Doskonały | Dobry |
| Współczynnik tarcia | Bardzo niski | Umiarkowany |
| Siła uderzenia | Bardzo wysoka | Umiarkowany do niskiego |
To unikalne połączenie sprawia, że materiał UHMWPE jest niezwykle sprężysty.
Głębsze spojrzenie na mechanizm
Sekret tkwi w jego strukturze molekularnej. UHMWPE składa się z niezwykle długich łańcuchów polimerowych. Łańcuchy te nie są usieciowane chemicznie, co daje im wyjątkową zdolność do poruszania się i pochłaniania energii. Jest to główny powód, dla którego często zalecamy go do zastosowań o wysokim zużyciu.
Po przyłożeniu siły ściernej te długie łańcuchy mogą się przesuwać i rozciągać. Powoduje to rozproszenie energii w całej strukturze materiału, zamiast koncentrować ją w jednym punkcie. Materiał lepkosprężystość3 odgrywa tutaj ogromną rolę, umożliwiając odkształcanie się pod wpływem naprężeń, a następnie powolny powrót do pierwotnego kształtu.
Jak stal reaguje inaczej
Z drugiej strony stal ma sztywną sieć krystaliczną. Choć bardzo wytrzymała, struktura ta jest mniej wybaczająca. Gdy ostra cząsteczka uderza w jej powierzchnię, energia nie ma gdzie się podziać. Taka koncentracja siły może powodować mikroskopijne pęknięcia i złamania, prowadząc do utraty materiału.
Pomyśl o tym w ten sposób:
| Interakcja | UHMWPE | Stal |
|---|---|---|
| Odpowiedź energetyczna | Rozprasza energię poprzez ruch łańcucha | Koncentruje energię, powodując złamania |
| Główny tryb awarii | Stopniowe, płynne zużycie | Odpryski i mikrowżery |
Ta fundamentalna różnica jest powodem, dla którego UHMWPE może często przewyższać stal w scenariuszach ścierania ślizgowego.
Prawdziwa siła UHMWPE tkwi w połączeniu śliskości i wytrzymałości. Jego struktura molekularna pozwala na pochłanianie i rozpraszanie energii, która spowodowałaby odpryskiwanie i pękanie twardszych materiałów, takich jak stal, na poziomie mikroskopowym, co prowadzi do doskonałej odporności na ścieranie.
Jakie są jego główne słabości lub ograniczenia zastosowania?
Chociaż UHMWPE jest niezwykle wydajny w wielu obszarach, nie nadaje się do każdego zadania. Zrozumienie jego słabości jest kluczem do uniknięcia kosztownych błędów projektowych.
Każdy wybór materiału wiąże się z kompromisami. Musimy spojrzeć poza najważniejsze elementy, aby zobaczyć pełny obraz. Przyjrzyjmy się praktycznym ograniczeniom związanym ze stosowaniem tego polimeru.
Kluczowe czynniki ograniczające
Oto krótki przegląd głównych wyzwań związanych z materiałem UHMWPE.
| Ograniczenie | Wpływ na aplikację |
|---|---|
| Niska temperatura pracy | Nieodpowiednie dla środowisk o wysokiej temperaturze |
| Wysoka rozszerzalność cieplna | Może powodować problemy z tolerancją przy zmianach temperatury |
| Niska twardość powierzchni | Podatność na zarysowania i ścieranie |
| Niska sztywność (pełzanie) | Odkształca się w czasie pod stałym obciążeniem |
| Trudne do połączenia | Jego woskowa powierzchnia jest odporna na kleje |
Głębsze spojrzenie na ograniczenia
Aby dokonać właściwego wyboru, należy zrozumieć dlaczego te ograniczenia mają znaczenie. W poprzednich projektach PTSMAKE widzieliśmy te kwestie na własne oczy.
Niestabilność termiczna
UHMWPE ma bardzo niską temperaturę topnienia, około 135°C (275°F). Ogranicza to jego zastosowanie do aplikacji niskotemperaturowych. Każde zbliżenie się do tej temperatury spowoduje jego zmiękczenie i awarię.
Ponadto, jego współczynnik rozszerzalności cieplnej4 jest bardzo wysoka. Znacznie rozszerza się i kurczy wraz ze zmianami temperatury. Może to stanowić poważny problem w przypadku części wymagających wąskich tolerancji.
Oto porównanie oparte na naszych testach laboratoryjnych:
| Materiał | Rozszerzalność cieplna (x10-⁶ /°C) |
|---|---|
| UHMWPE | ~130-200 |
| Aluminium | ~23 |
| Stal | ~12 |
Jak widać, różnica jest znacząca.
Wady mechaniczne
Choć wytrzymały, UHMWPE jest stosunkowo miękkim materiałem. Ma niską twardość powierzchni, przez co jest podatny na zarysowania.
Ma on również niską sztywność i jest podatny na pełzanie. Oznacza to, że pod stałym obciążeniem materiał będzie się z czasem powoli odkształcać. Sprawia to, że nie nadaje się on do elementów konstrukcyjnych poddawanych dużym obciążeniom.
Przeszkody w przetwarzaniu i montażu
Jednym z największych wyzwań jest niezwykle niski współczynnik tarcia. Ta "nieprzywierająca" jakość sprawia, że prawie niemożliwe jest połączenie go za pomocą klejów. Wymagana jest specjalna obróbka powierzchni, co zwiększa złożoność i koszty procesu montażu.
Podsumowując, główne wady UHMWPE to słaba wydajność w wysokich temperaturach, tendencja do odkształcania się pod obciążeniem i znaczna rozszerzalność wraz z temperaturą. Jego nieprzywierająca powierzchnia sprawia również, że klejenie jest dużym wyzwaniem dla wieloczęściowych zespołów.
Czym różni się pierwotny UHMWPE od gatunków przetworzonych?
Przy wyborze materiału UHMWPE często pojawia się pytanie, czy jest to materiał pierwotny czy ponownie przetworzony. Decyzja sprowadza się do kompromisu. Jest to równowaga między wydajnością a kosztami.
Ponownie przetworzone gatunki oferują znaczną oszczędność kosztów. Ma to jednak swoją cenę w postaci wydajności. Materiał pierwotny gwarantuje czystość i optymalne właściwości.
Szybkie porównanie
| Cecha | Virgin UHMWPE | Przetworzony UHMWPE |
|---|---|---|
| Koszt | Wyższy | Niższy |
| Czystość | 100% Czysta żywica | Zawiera materiały z recyklingu |
| Wydajność | Maksimum | Zmniejszony |
| Spójność | Wysoki | Zmienna |
Wybór ten ma bezpośredni wpływ na niezawodność końcowej części.
Cykl ponownego przetwarzania obejmuje topienie i reformowanie materiału. Proces ten wystawia UHMWPE na działanie ciepła i naprężeń mechanicznych. Nieuchronnie skraca to jego bardzo długie łańcuchy molekularne. Łańcuchy te są źródłem wyjątkowej wytrzymałości.
Degradacja łańcucha molekularnego
Krótsze łańcuchy oznaczają słabszy materiał. Na podstawie badań przeprowadzonych we współpracy z naszymi klientami zaobserwowaliśmy, że ma to bezpośredni wpływ na dwie kluczowe właściwości. Zmniejsza się udarność, przez co materiał staje się bardziej kruchy. Obniża to również odporność na pęknięcia naprężeniowe5, jest krytycznym czynnikiem w wielu zastosowaniach.
Nie oznacza to, że przetworzone gatunki są bezużyteczne. Chodzi o dopasowanie materiału do zadania. W PTSMAKE pomagamy klientom dokonać właściwego wyboru. Analizujemy specyficzne potrzeby każdej części.
Kiedy stosować poszczególne stopnie
| Wymagania dotyczące aplikacji | Zalecany stopień | Uzasadnienie |
|---|---|---|
| Wysoka odporność na zużycie i uderzenia | Dziewica | Niezbędne dla trwałości i bezpieczeństwa. |
| Urządzenia medyczne | Dziewica | Czystość i biokompatybilność nie podlegają negocjacjom. |
| Kontakt z żywnością | Dziewica | Wymagane dla zapewnienia zgodności i bezpieczeństwa. |
| Niekrytyczne elementy dystansowe | Przetworzone | Efektywność kosztowa dla stanowisk o niskim poziomie stresu. |
| Zderzaki ogólnego przeznaczenia | Przetworzone | Akceptowalny tam, gdzie szczytowa wydajność nie jest wymagana. |
Mądry wybór zapobiega przedwczesnej awarii. Gwarantuje również, że nie wydasz zbyt dużo na niekrytyczne komponenty.
Virgin UHMWPE gwarantuje najwyższą wydajność dzięki nienaruszonej strukturze molekularnej, co czyni go niezbędnym w krytycznych zastosowaniach. Gatunki ponownie przetworzone stanowią opłacalną alternatywę dla mniej wymagających zastosowań, ale charakteryzują się mniejszą wytrzymałością i spójnością. Wybór zależy wyłącznie od wymagań aplikacji.
Jak wypada UHMWPE w porównaniu z innymi popularnymi tworzywami konstrukcyjnymi?
Wybór odpowiedniego materiału ma kluczowe znaczenie. Decyduje on o wydajności i żywotności części. Porównajmy materiał UHMWPE z innymi popularnymi tworzywami sztucznymi.
Przyjrzymy się nylonowi, acetalowi (POM) i PTFE. Wszystkie te materiały są doskonałe. Służą one jednak różnym celom. Zrozumienie ich kluczowych różnic jest niezbędne do osiągnięcia sukcesu.
Szybki przegląd: UHMWPE a rozwiązania alternatywne
Oto szybkie porównanie, które pomoże nam zacząć. Pokazuje ono, gdzie UHMWPE naprawdę wyróżnia się na tle innych.
| Materiał | Odporność na zużycie | Siła uderzenia |
|---|---|---|
| UHMWPE | Najwyższy | Najwyższy |
| Nylon (PA) | Dobry | Wysoki |
| Acetal (POM) | Bardzo dobry | Dobry |
| PTFE | Uczciwy | Niski |
Daje to punkt wyjścia do wyboru.

Głębsze spojrzenie na właściwości materiałów
W poprzednich projektach PTSMAKE przeprowadziliśmy wielu klientów przez ten proces wyboru. Najlepszy wybór zawsze zależy od wymagań konkretnej aplikacji.
Czynniki takie jak tarcie, wilgoć i budżet odgrywają ogromną rolę. Przykładowo, nylon jest wytrzymały, ale absorbuje wodę. Może to zmienić jego wymiary, czyniąc go nieodpowiednim do precyzyjnych, mokrych zastosowań.
PTFE ma najniższą współczynnik tarcia6. Jest niesamowicie gładki. Jest jednak bardziej miękki i nie tak trwały jak UHMWPE. Nie radzi sobie tak dobrze z dużymi obciążeniami i zużyciem ściernym.
Acetal (POM) oferuje doskonałą równowagę. Charakteryzuje się dobrą wytrzymałością mechaniczną, niską absorpcją wilgoci i doskonałą skrawalnością. Jest to niezawodny materiał do wielu zastosowań, w których UHMWPE może okazać się przesadą. Brakuje mu jednak najwyższej odporności UHMWPE na uderzenia i ścieranie.
Poniżej znajduje się bardziej szczegółowe porównanie oparte na naszych wynikach testów i doświadczeniu projektowym.
| Własność | UHMWPE | Nylon (PA66) | Acetal (POM) | PTFE |
|---|---|---|---|---|
| Odporność na zużycie | Doskonały | Dobry | Bardzo dobry | Uczciwy |
| Siła uderzenia | Doskonały | Wysoki | Dobry | Niski |
| Współczynnik tarcia | Bardzo niski | Umiarkowany | Niski | Najniższy |
| Absorpcja wilgoci | Bardzo niski | Wysoki | Niski | Bardzo niski |
| Koszt względny | Umiarkowany | Niski | Umiarkowany | Wysoki |
Ten wykres pomaga stworzyć matrycę mentalną. Upraszcza ona wybór odpowiedniego tworzywa konstrukcyjnego do konkretnych potrzeb, równoważąc wydajność z kosztami.
To porównanie pokazuje, że nie ma jednego "najlepszego" materiału. UHMWPE jest lepszy pod względem odporności na ścieranie i uderzenia. Jednak POM, nylon lub PTFE mogą być bardziej odpowiednie w zależności od narażenia chemicznego, potrzeb stabilności wymiarowej lub wymagań dotyczących tarcia.
Jakie są główne gatunki handlowe materiału UHMWPE?
Nie wszystkie materiały UHMWPE są sobie równe. Wybór odpowiedniego gatunku ma kluczowe znaczenie dla powodzenia projektu. Różne dodatki tworzą materiały dostosowane do konkretnych wyzwań.
Zrozumienie tych rodzin to pierwszy krok. Zapewnia to wybór materiału, który działa niezawodnie. Główne kategorie zostały zaprojektowane z myślą o różnych potrzebach operacyjnych.
| Grade Family | Podstawowa funkcja |
|---|---|
| Standard Virgin | Aplikacje ogólnego przeznaczenia |
| Ulepszone zużycie | Niskie tarcie, wysoka odporność na zużycie |
| Antystatyczny | Rozpraszanie elektryczności statycznej |
| Wysoka temperatura | Poprawiona stabilność termiczna |
Ta struktura pomaga nam w PTSMAKE prowadzić klientów do najlepiej dopasowanego materiału. Pozwala to uniknąć nadmiernej inżynierii i efektywnie zarządzać kosztami.

Standardowe klasy Virgin
Jest to podstawowy UHMWPE. Jest on niemodyfikowany i często zgodny z przepisami FDA i USDA. Doskonale nadaje się do sprzętu do przetwarzania żywności i komponentów ogólnego przeznaczenia, w których ekstremalne warunki nie są czynnikiem. Oferuje doskonałą równowagę między udarnością a niskim współczynnikiem tarcia.
Ulepszone stopnie łożyskowania i zużycia
Gdy części są narażone na ciągłe tarcie, pierwotny UHMWPE może nie wystarczyć. Ulepszone gatunki zawierają środki smarne, takie jak olej, wosk lub silikon. Dodatki te są zintegrowane bezpośrednio z matrycą materiału.
Skutkuje to niższym współczynnikiem tarcia i lepszą trwałością. W poprzednich projektach w PTSMAKE używaliśmy ich do łożysk, kół zębatych i pasków ścieralnych, znacznie wydłużając żywotność części.
Klasy antystatyczne
Standardowe tworzywa sztuczne mogą gromadzić ładunki elektrostatyczne. Stanowi to poważne zagrożenie w produkcji elektroniki lub w środowiskach zagrożonych wybuchem. Gatunki antystatyczne rozwiązują ten problem poprzez dodanie węgla lub innych przewodzących wypełniaczy.
Wypełniacze te bezpiecznie rozpraszają ładunki elektrostatyczne. Zapobiega to uszkodzeniom wrażliwych komponentów i zmniejsza ryzyko zapłonu. Ten gatunek jest niezbędny w zastosowaniach wymagających kontroli nad ładowanie tryboelektryczne7.
Gatunki wysokotemperaturowe
Usieciowany UHMWPE został zaprojektowany z myślą o stabilności termicznej. Proces sieciowania tworzy silniejsze wiązania między cząsteczkami. Dzięki temu materiał zachowuje swoje właściwości mechaniczne w podwyższonych temperaturach, w których standardowy UHMWPE mógłby zawieść.
| Własność | Virgin Grade | Ulepszone zużycie | Antystatyczny | Wysoka temperatura |
|---|---|---|---|---|
| Odporność na zużycie | Dobry | Doskonały | Dobry | Bardzo dobry |
| Limit temperatury | ~80°C | ~80°C | ~80°C | ~130°C |
| Kontrola statyczna | Słaby | Słaby | Doskonały | Słaby |
Wybór odpowiedniego gatunku UHMWPE jest kluczowy. Dodatki tworzą wyspecjalizowane wersje dla określonych potrzeb, od zmniejszenia gromadzenia się ładunków elektrostatycznych po poprawę odporności na zużycie w wymagających zastosowaniach. Zapewnia to optymalną wydajność i dłuższą żywotność komponentów.
W jaki sposób wypełniacze, takie jak szkło lub węgiel, zmieniają właściwości?
Wypełniacze nie służą wyłącznie do cięcia kosztów. W wysokowydajnych tworzywach sztucznych są one potężnymi narzędziami. Używamy ich do inżynierii określonych właściwości materiału.
Wzmacnia to polimer bazowy dla unikalnego zastosowania. Można to porównać do dodawania prętów zbrojeniowych do betonu.
Dostosowywanie wydajności tworzyw sztucznych
Wypełniacze, takie jak włókna szklane lub węglowe, przekształcają standardowe tworzywa sztuczne. Zmieniają je w kompozyty o wysokiej wytrzymałości. Pozwala to na bardziej wymagające zastosowania.
Wybór wypełniacza zależy wyłącznie od ostatecznego celu.
| Własność | Podstawa Nylon 66 | 30% Nylon 66 wypełniony włóknem szklanym |
|---|---|---|
| Wytrzymałość na rozciąganie | Niższy | Znacznie wyższy |
| Sztywność | Elastyczność | Bardzo sztywny |
| Koszt | Niższy | Wyższy |
Ta prosta zmiana otwiera nowe możliwości dla części.

Wzmocnienie włóknem szklanym
Dodawanie włókien szklanych jest powszechną strategią. Robimy to, aby zwiększyć wytrzymałość mechaniczną i sztywność. Dzięki temu tworzywo sztuczne jest znacznie sztywniejsze.
Zwiększa również wytrzymałość na ściskanie i temperaturę ugięcia pod wpływem ciepła. Jest to doskonałe rozwiązanie dla części poddawanych stałemu obciążeniu lub pracujących w gorącym środowisku.
Istnieją jednak pewne kompromisy. Materiał staje się bardziej kruchy. Oznacza to, że jego wytrzymałość na uderzenia często spada.
Włókna szklane sprawiają również, że materiał ma właściwości ścierne. Może to powodować szybsze zużycie form wtryskowych i wszelkich współpracujących części. W fazie projektowania zawsze bierzemy to pod uwagę.
Ostateczne właściwości mogą być również bardzo anizotropowy8. Oznacza to, że część jest mocniejsza w kierunku, w którym włókna są wyrównane.
Wypełniacze na bazie węgla
Wypełniacze węglowe pełnią bardzo różne funkcje. Nie zawsze zapewniają wytrzymałość mechaniczną.
Rozpraszanie ładunków elektrostatycznych
Jednym z kluczowych zastosowań jest przewodnictwo elektryczne. Dodanie sadzy lub włókien węglowych sprawia, że tworzywo sztuczne przewodzi prąd.
Ma to kluczowe znaczenie dla obudów elektronicznych. Pomaga bezpiecznie rozpraszać elektryczność statyczną, chroniąc wrażliwe komponenty.
Przewodność cieplna
Węgiel może również poprawić przewodność cieplną. Pomaga odciągać ciepło od źródła.
W projektach PTSMAKE wykorzystaliśmy tworzywa sztuczne wypełnione węglem do produkcji komponentów, które działają jak radiatory. Jest to sprytny sposób na zarządzanie ciepłem bez użycia metalu. Wypełniacze te są skuteczne w wielu polimerach, w tym specjalistycznych, takich jak materiał UHMWPE.
Wypełniacze, takie jak szkło i węgiel, są niezbędne w nowoczesnej produkcji. Pozwalają nam precyzyjnie dostosować właściwości polimeru. Jednak te ulepszenia wiążą się z kompromisami, takimi jak zmniejszona udarność lub zwiększone zużycie formy, którymi należy ostrożnie zarządzać.
Co odróżnia UHMWPE klasy medycznej od UHMWPE klasy przemysłowej?
Podstawowa różnica to nie tylko etykieta. Chodzi o bezpieczeństwo pacjentów. UHMWPE klasy przemysłowej to wytrzymały materiał do maszyn. Ale nie jest przeznaczony dla ludzkiego ciała.
UHMWPE klasy medycznej jest zasadniczo inny. Zaczyna się od czystszych surowców. Proces produkcji obejmuje znacznie bardziej rygorystyczne kontrole w celu zapewnienia bezpieczeństwa i wydajności wewnątrz pacjenta.
Oto proste zestawienie podstawowych różnic.
| Cecha | UHMWPE klasy medycznej | UHMWPE klasy przemysłowej |
|---|---|---|
| Czystość | Niezwykle wysoka, bez dodatków | Standardowa czystość, może zawierać dodatki |
| Elementy sterujące | Rygorystyczny proces i kontrola jakości | Ogólne normy przemysłowe |
| Testowanie | Szeroko zakrojone testy biokompatybilności | Tylko testy właściwości mechanicznych |
Rozróżnienia te nie są drugorzędne. Są one krytyczne dla każdej aplikacji medycznej.

Podczas gdy specyfikacje mechaniczne mogą wyglądać podobnie na papierze, naprawdę ważne są niewidoczne czynniki. Wybór niewłaściwego gatunku to ryzyko, na które nikt w branży medycznej nie może sobie pozwolić. W PTSMAKE ściśle przestrzegamy specyfikacji materiałowych dla naszych klientów z branży medycznej.
Identyfikowalność od początku do końca
W przypadku urządzeń medycznych każdy element musi być identyfikowalny. Oznacza to, że możemy śledzić materiał od jego postaci surowej żywicy do końcowej obrobionej części. Ten kompletny łańcuch dostaw jest wymogiem niepodlegającym negocjacjom. Zapewnia on odpowiedzialność w przypadku pojawienia się jakichkolwiek problemów. Gatunki przemysłowe po prostu nie mają takiego poziomu dokumentacji.
Standard biokompatybilności
Materiał używany wewnątrz ciała musi być bezpieczny. Nie może powodować reakcji toksycznych ani być odrzucany. Jest to znane jako biokompatybilność9. Materiał UHMWPE klasy medycznej przechodzi rygorystyczne testy zgodnie z normami, takimi jak ISO 10993. Ten szeroko zakrojony proces potwierdza, że materiał jest bezpieczny do długotrwałej implantacji. Gatunki przemysłowe nie są poddawane tak istotnym testom.
Bardziej rygorystyczne kontrole produkcji
Środowisko, w którym produkowane są części, ma znaczenie. Komponenty UHMWPE klasy medycznej są często produkowane w kontrolowanych środowiskach. Zapobiega to zanieczyszczeniu pyłem, olejami lub innymi ciałami obcymi. Produkcja przemysłowa nie wymaga tak rygorystycznych protokołów, przez co produkt końcowy nie nadaje się do sterylnych zastosowań medycznych.
Różnice są głębokie. UHMWPE klasy medycznej jest definiowany przez jego czystość, identyfikowalność i testy biokompatybilności. Czynniki te są nieobecne w gatunkach przemysłowych, co czyni je całkowicie niebezpiecznymi dla wszelkich urządzeń medycznych lub implantów, niezależnie od ich wytrzymałości mechanicznej.
Jaki jest cel sieciowania w UHMWPE?
Sieciowanie jest kluczowym procesem. Poprawia on właściwości standardowego UHMWPE. Używamy go do przygotowania materiału do bardziej wymagających zastosowań.
Najpopularniejszą metodą jest napromieniowanie. Proces ten tworzy wiązania chemiczne między długimi łańcuchami polimerowymi.
Ta zmiana strukturalna znacznie zwiększa odporność na zużycie. Zwiększa również temperaturę pracy materiału, czyniąc go bardziej wytrzymałym na naprężenia.
| Własność | Przed usieciowaniem | Po usieciowaniu |
|---|---|---|
| Odporność na zużycie | Dobry | Doskonały |
| Wytrzymałość | Doskonały | Dobry |
Proces sieciowania jest dość fascynujący. Zazwyczaj poddajemy materiał UHMWPE kontrolowanym dawkom promieniowania gamma lub wiązki elektronów.
Energia ta rozrywa niektóre wiązania węgiel-wodór wzdłuż łańcuchów polimerowych. To działanie tworzy wysoce reaktywne miejsca znane jako wolne rodniki10.
Te niestabilne miejsca szybko dążą do stabilności. Robią to poprzez tworzenie silnych, nowych wiązań kowalencyjnych z sąsiednimi łańcuchami. Przekształca to oddzielne nici w solidną, trójwymiarową sieć.
Ta połączona struktura jest sekretem zwiększonej wydajności. Ogranicza ona ruch molekularny, znacznie utrudniając ścieranie materiału z powierzchni.
W poprzednich projektach widzieliśmy, że przekłada się to bezpośrednio na części, które działają znacznie dłużej w środowiskach o wysokim tarciu. Zwiększona sztywność ma jednak swoją cenę.
Materiał staje się mniej plastyczny. Oznacza to, że jego wytrzymałość i udarność są zmniejszone. Wybór zastosowania usieciowanego UHMWPE jest kompromisem inżynieryjnym.
| Porównanie funkcji | Standardowy UHMWPE | Usieciowany UHMWPE |
|---|---|---|
| Struktura molekularna | Niezależne łańcuchy | Sieć 3D |
| Odporność na zużycie | Wysoki | Bardzo wysoka |
| Maksymalna temperatura pracy | Niższy | Wyższy |
| Siła uderzenia | Bardzo wysoka | Umiarkowany |
Sieciowanie przekształca UHMWPE, tworząc solidną sieć molekularną. Znacznie poprawia to odporność na zużycie i ciepło, ale zmniejsza wytrzymałość i udarność, co jest krytycznym kompromisem w przypadku specjalistycznych zastosowań, w których trwałość jest najważniejsza.
W jaki sposób materiały UHMWPE są klasyfikowane według zakresów masy cząsteczkowej?
Zrozumienie UHMWPE zaczyna się od jego masy cząsteczkowej. To nie jest tylko liczba techniczna. Jest to podstawowy czynnik określający gatunek i wydajność materiału.
Różne zakresy masy cząsteczkowej tworzą odrębne gatunki. Każdy gatunek oferuje unikalną równowagę właściwości. Ta kategoryzacja pomaga inżynierom wybrać idealny materiał do konkretnego zastosowania.
Oto uproszczony podział popularnych kategorii:
| Masa cząsteczkowa (g/mol) | Wspólne oznaczenie | Kluczowa charakterystyka |
|---|---|---|
| 3,1 - 4,5 miliona | Standard / High-Grade | Dobra ogólna wydajność |
| 5,0 - 6,0 mln | Premium-Grade | Zwiększona odporność na zużycie |
| > 6,0 mln | Ultra-Premium / Medyczny | Maksymalna odporność na uderzenia i zużycie |
Wybór odpowiedniej klasy ma kluczowe znaczenie dla powodzenia projektu.
Związek między masą cząsteczkową a wydajnością
Dlaczego więc wyższa masa cząsteczkowa skutkuje twardszym materiałem? Chodzi o długość łańcuchów polimerowych. Dłuższe łańcuchy tworzą więcej połączeń i nakładają się na siebie w strukturze materiału.
Pomyśl o tym jak o misce spaghetti. Krótkie nitki są łatwe do rozerwania. Ale bardzo długie pasma plączą się ze sobą. Tworzy to znacznie silniejszą, bardziej spójną masę. Jest to podstawowa zasada stojąca za wytrzymałością UHMWPE.
To zwiększyło splątanie łańcucha11 bezpośrednio poprawia kluczowe właściwości mechaniczne. Ściśle związane cząsteczki znacznie skuteczniej rozpraszają energię uderzenia i są odporne na siły ścierne.
Poprawa wydajności dzięki wyższej masie cząsteczkowej
Z naszych wewnętrznych testów w PTSMAKE konsekwentnie obserwujemy bezpośrednią korelację. Wraz ze wzrostem masy cząsteczkowej znacznie poprawia się wydajność w krytycznych obszarach. Jest to szczególnie prawdziwe w przypadku zastosowań związanych ze zużyciem i uderzeniami.
| Zakres mas cząsteczkowych | Siła uderzenia | Odporność na ścieranie | Typowe przypadki użycia |
|---|---|---|---|
| 3-6 milionów | Wysoki | Bardzo dobry | Wykładziny zsypów, szyny prowadzące |
| >6 milionów | Bardzo wysoka | Doskonały | Implanty medyczne, przekładnie o dużym obciążeniu |
W przypadku wymagających projektów często kierujemy klientów w stronę gatunków premium. Materiał UHMWPE o wyższej masie cząsteczkowej zapewnia długą żywotność i niezawodność, nawet przy dużych obciążeniach.
Zasadniczo kategoryzacja UHMWPE według masy cząsteczkowej zapewnia jasną mapę drogową. Pozwala inżynierom i projektantom dopasować konkretny gatunek do wymagań wydajnościowych ich aplikacji, zapewniając optymalne wyniki od samego początku.
W jakich formach UHMWPE jest dostępny w praktyce?
UHMWPE jest niezwykle wszechstronny. Nie jest to materiał uniwersalny. Można go znaleźć w kilku standardowych formach, gotowych do obróbki lub integracji. Dzięki temu można go dostosować do wielu różnych projektów.
Najpopularniejsze kształty to arkusze, pręty i rury. Są to konie robocze w zastosowaniach przemysłowych. Z tych podstawowych form możemy tworzyć niezliczone niestandardowe części.
Podstawowe kształty zapasów
Praktycy najczęściej spotykają się z tymi podstawowymi formami. Służą one jako punkt wyjścia do niestandardowej produkcji.
| Kształt | Typowy przypadek użycia |
|---|---|
| Arkusze | Wykładziny leja zasypowego, paski ścieralne |
| Pręty | Koła zębate, tuleje, rolki |
| Rury | Łożyska, tuleje |
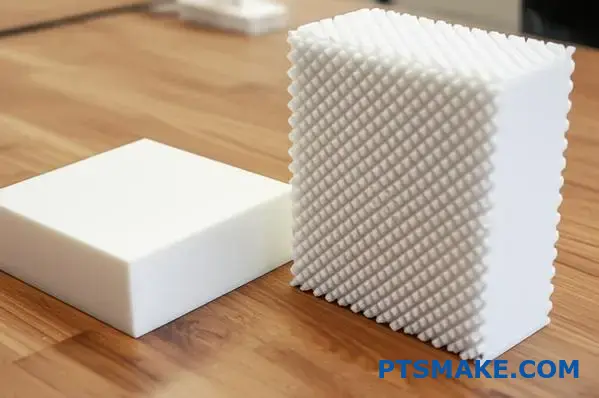
Specjalistyczne formularze
Oprócz standardowych materiałów, UHMWPE jest również dostępny w zaawansowanych formach. Obejmują one włókna o wysokiej wytrzymałości i unikalne porowate arkusze do bardzo specyficznych zastosowań.

Zrozumienie dostępnych form UHMWPE pomaga w wyborze właściwego punktu wyjścia dla danego projektu. Wybór ten ma bezpośredni wpływ na wydajność produkcji i końcową wydajność części. W PTSMAKE prowadzimy klientów przez ten proces wyboru.
Bliższe spojrzenie na każdy formularz
Arkusze i płyty
Są one produkowane przez formowanie ściskające12 lub wytłaczania taranowego. Idealnie nadają się do wykładania zsypów i tworzenia dużych powierzchni odpornych na zużycie. Ich dostępność w różnych grubościach zapewnia dużą elastyczność projektowania.
Pręty i rurki
Pręty są idealne do obróbki CNC części takich jak koła zębate, łożyska i rolki. Rury doskonale nadają się do tworzenia tulei lub tulejek. Często wykorzystujemy te formy do produkcji precyzyjnych komponentów dla naszych klientów z branży motoryzacyjnej i robotyki.
Profile niestandardowe
Wytłaczane profile są wykonywane w określonych przekrojach. Są one powszechnie stosowane do tworzenia niestandardowych szyn prowadzących, prowadnic łańcucha i innych elementów zużywających się o unikalnym kształcie. Minimalizują one ilość odpadów po obróbce.
Zaawansowane aplikacje
Specjalistyczne formy odblokowują nowe możliwości.
| Specjalistyczny formularz | Kluczowa charakterystyka | Przemysł |
|---|---|---|
| Włókna (Dyneema®, Spectra®) | Wysoka wytrzymałość na rozciąganie | Lotnictwo i kosmonautyka, Medycyna |
| Spiekane arkusze porowate | Kontrolowana porowatość | Filtracja, Fluidics |
Te zaawansowane formy pokazują prawdziwy zakres materiału UHMWPE. Od kamizelek kuloodpornych po implanty medyczne, jego potencjał jest ogromny.
Krótko mówiąc, UHMWPE jest dostępny w standardowych kształtach, takich jak arkusze i pręty do ogólnej obróbki. Występuje również w wyspecjalizowanych formach, takich jak włókna o wysokiej wytrzymałości i porowate arkusze, do bardzo specyficznych i wymagających zastosowań.
Które normy branżowe (ASTM/ISO) regulują specyfikację UHMWPE?
Przy pozyskiwaniu materiałów UHMWPE standardy nie podlegają negocjacjom. Są one gwarancją jakości. Dwa główne organy ustalające te zasady to ASTM International i ISO.
W przypadku ogólnych zastosowań przemysłowych kluczowym dokumentem jest ASTM D4020. Obejmuje on wszystko, od surowej żywicy po gotowe kształty, takie jak arkusze i pręty.
W dziedzinie medycyny wymagania są znacznie bardziej rygorystyczne. ISO 5834 jest specyficzną normą dla UHMWPE stosowanego w implantach chirurgicznych. Wiedza o tym, która norma ma zastosowanie, jest pierwszym krokiem do sukcesu.

Zrozumienie tych standardów pomaga zweryfikować jakość materiałów i uniknąć kosztownych błędów. Eliminują one domysły i zapewniają jasny punkt odniesienia dla wydajności. W PTSMAKE zawsze weryfikujemy certyfikaty materiałowe pod kątem tych standardów.
ASTM D4020: Norma dla przemysłowego UHMWPE
Jest to podstawowa norma dla większości zastosowań niemedycznych. Określa wymagania dotyczące właściwości tworzyw sztucznych UHMWPE.
Obejmuje to określenie masy cząsteczkowej, gęstości i innych właściwości fizycznych. Zgodność z normą ASTM D4020 zapewnia materiałowi oczekiwaną trwałość i niskie tarcie.
ISO 5834: Norma dla UHMWPE klasy medycznej
Gdy część jest przeznaczona dla ludzkiego ciała, pierwszeństwo ma norma ISO 5834. Norma ta dotyczy UHMWPE stosowanego w implantach chirurgicznych, takich jak protezy stawu biodrowego lub kolanowego.
Ma znacznie bardziej rygorystyczne kontrole dotyczące czystości materiału, dodatków i polimeryzacja13 proces. Gwarantuje to, że materiał jest biokompatybilny i bezpieczny do długotrwałego stosowania wewnątrz ciała. Opierając się na naszej pracy z klientami medycznymi, nie ma tu miejsca na kompromisy.
Szybkie porównanie wskazuje na ich różne cele:
| Standard | Aplikacja podstawowa | Kluczowe obszary zainteresowania |
|---|---|---|
| ASTM D4020 | Zastosowanie przemysłowe i ogólne | Wydajność mechaniczna, spójność |
| ISO 5834 | Implanty medyczne | Biokompatybilność, czystość, bezpieczeństwo |
Wybór odpowiedniego standardu ma kluczowe znaczenie. Dostosowuje właściwości materiału do wymagań aplikacji, zapewniając zarówno bezpieczeństwo, jak i funkcjonalność.
Aby zapewnić jakość, ASTM D4020 jest punktem odniesienia dla przemysłowych materiałów UHMWPE. W przypadku urządzeń medycznych, norma ISO 5834 jest standardem niepodlegającym negocjacjom. Przestrzeganie tych wytycznych ma kluczowe znaczenie dla weryfikacji wydajności i bezpieczeństwa materiału, chroniąc projekt przed niepowodzeniem.
Jakie są różne metody produkcji form magazynowych?
Zrozumienie, w jaki sposób powstają kształty, jest kluczowe. Pomaga to przewidzieć zachowanie materiału. Podstawowe procesy konwersji są tutaj kluczowe.
Formowanie tłoczne
Metoda ta służy do tworzenia dużych, grubych arkuszy. Wymaga ciepła i ogromnego ciśnienia. Jest idealna dla dużych, blokowych komponentów.
Ram Extrusion
W procesie tym powstają profile ciągłe. Pomyśl o prętach, rurach i innych długich kształtach. Jest to zupełnie inne podejście.
| Metoda | Wyjście podstawowe | Wspólne użytkowanie |
|---|---|---|
| Formowanie tłoczne | Arkusze, bloki | Duże płaskie części |
| Ram Extrusion | Pręty, rury | Profile ciągłe |
Głębsze spojrzenie: Formowanie tłoczne
W tym procesie umieszczamy żywicę polimerową lub proszek w gnieździe formy. Forma jest następnie podgrzewana i zamykana.
Powoduje to zastosowanie wysokiego ciśnienia. Zmusza to materiał do wypełnienia ubytku. Materiał przechodzi proces zwany spiekanie14 gdzie cząstki łączą się ze sobą bez całkowitego stopienia. Metoda ta jest powszechna w przypadku materiałów takich jak UHMWPE.
Głębsze spojrzenie: Ram Extrusion
Wytłaczanie za pomocą tłoka jest procesem półciągłym. Siłownik hydrauliczny przepycha zagęszczoną masę materiału, często nazywaną kęsem, przez rozgrzaną matrycę.
Siła ta kształtuje materiał w ciągły profil. Proces jest powtarzany z nowymi kęsami w celu stworzenia długich prętów lub rur. Jest to wolniejsza i bardziej przemyślana metoda.
Jak metoda wpływa na właściwości
Metoda produkcji ma bezpośredni wpływ na końcową część. Arkusze formowane tłocznie mogą mieć pewne naprężenia wewnętrzne. Jest to coś, co zawsze uwzględniamy podczas obróbki w PTSMAKE.
Części wytłaczane w technologii Ram mogą wykazywać właściwości kierunkowe. Ich wytrzymałość może różnić się wzdłuż długości w porównaniu do średnicy.
| Cecha | Formowanie tłoczne | Ram Extrusion |
|---|---|---|
| Typ procesu | Partia | Półciągły |
| Stres wewnętrzny | Może być wysoka | Ogólnie niższy |
| Złożoność kształtu | Ograniczenie do prostszych bloków | Ciągłe złożone profile |
| Najlepsze dla | Duże arkusze, grube części | Długie pręty, rury |
Formowanie tłoczne i wytłaczanie suwakowe mają fundamentalne znaczenie dla kształtów podstawowych. Jedna z nich tworzy duże arkusze, podczas gdy druga formuje ciągłe profile. Wybrana metoda definiuje wewnętrzne naprężenia i właściwości kierunkowe materiału, wpływając na końcową wydajność części i obrabialność.
Kiedy należy wybrać zmodyfikowany UHMWPE zamiast standardowego gatunku?
Wybór odpowiedniego materiału UHMWPE nie musi być skomplikowany. Wybór zależy od jednego pytania: czy dana aplikacja stoi przed wyzwaniem, z którym standardowy UHMWPE nie może sobie poradzić?
Zacznij od standardu
Standardowy UHMWPE to fantastyczny, wszechstronny materiał. Jest to często domyślny wybór dla wielu zastosowań ze względu na doskonałą równowagę właściwości i opłacalności.
Identyfikacja czynnika ograniczającego
Zmodyfikowana klasa staje się konieczna tylko wtedy, gdy określone ograniczenie standardowej wersji zagraża wydajności lub bezpieczeństwu. Traktuj to jako ukierunkowane ulepszenie.
| Cecha | Standardowy UHMWPE | Przykład zmodyfikowanego UHMWPE |
|---|---|---|
| Maksymalna temperatura | ~80°C | ~130°C (usieciowane) |
| Nagromadzenie statyczne | Wysoki | Niski (antystatyczny) |
Takie podejście zapewnia wydajność, której potrzebujesz, bez nadmiernej inżynierii.
Aby podjąć właściwą decyzję, proponuję proste ramy decyzyjne. W PTSMAKE używamy podobnego procesu, aby kierować naszymi klientami, zapewniając im najlepszy możliwy materiał do ich części.
Praktyczne ramy
Ramy te dzielą decyzję na logiczne kroki. Przechodzi od ogólnych wymagań do konkretnego wyboru materiału.
1. Zdefiniuj swoje środowisko operacyjne
Najpierw wymień wszystkie wyzwania środowiskowe i operacyjne. Czy część będzie narażona na działanie wysokich temperatur? Czy działa w środowisku z łatwopalnymi pyłami lub gazami? Czy podlega ekstremalnym siłom ściernym?
2. Ocena standardowego UHMWPE
Następnie należy sprawdzić, czy standardowy UHMWPE spełnia te wymagania. W wielu przypadkach tak. Czasami jednak pojawia się krytyczna luka. Na przykład w górnictwie przenoszenie niektórych materiałów może generować elektryczność statyczną, stwarzając zagrożenie dla bezpieczeństwa.
3. Wskazanie luki w wydajności
Jest to kluczowy krok. Jeśli standardowy UHMWPE nie spełnia oczekiwań, należy dokładnie określić dlaczego. Problemem nie jest sam materiał, ale jego konkretna właściwość. W przypadku środowisk wybuchowych problemem jest niezdolność do bezpiecznego odprowadzania ładunków elektrostatycznych. Materiał wymaga specyficznych Właściwości rozpraszające15 być opłacalne.
4. Dopasowanie modyfikacji do potrzeb
Gdy luka jest jasna, rozwiązanie jest proste. Wybierasz modyfikację zaprojektowaną w celu rozwiązania tego jednego problemu.
| Scenariusz problemu | Ograniczająca właściwość klasy standardowej | Zalecany zmodyfikowany stopień |
|---|---|---|
| Wysoka temperatura i obciążenie | Niska stabilność termiczna | Usieciowany UHMWPE |
| Wybuchowa atmosfera | Wysoka rezystywność powierzchniowa | Antystatyczny UHMWPE |
| Wysokie tarcie/poślizg | Standardowy współczynnik tarcia | Wewnętrznie smarowany UHMWPE |
| Ekspozycja na promieniowanie UV (na zewnątrz) | Słaba odporność na promieniowanie UV | UHMWPE stabilizowany promieniami UV |
Ten ustrukturyzowany proces zapobiega zgadywaniu i prowadzi do niezawodnych, bezpiecznych i skutecznych komponentów.
Wniosek jest prosty: zacznij od standardowego UHMWPE jako podstawy. Ulepszaj do zmodyfikowanego gatunku tylko wtedy, gdy zidentyfikujesz konkretną lukę w wydajności - taką jak odporność na ciepło lub kontrola statyczna - której twoja aplikacja nie może tolerować. Zapewnia to zarówno wydajność, jak i opłacalność.
Jak można zarządzać rozszerzalnością cieplną w konstrukcji UHMWPE?
UHMWPE ma bardzo wysoki współczynnik rozszerzalności cieplnej. Może rozszerzać się i kurczyć około dziesięć razy bardziej niż stal przy zmianach temperatury.
Jest to krytyczny czynnik w projektowaniu. Ignorowanie go może prowadzić do wiązania, wypaczania lub całkowitej awarii części. Prawidłowy projekt uwzględnia ten ruch.
Kwantyfikacja wyzwania
Zrozumienie liczb pomaga. Współczynnik rozszerzalności cieplnej UHMWPE jest znaczący.
| Materiał | Współczynnik rozszerzalności cieplnej (na °C) |
|---|---|
| UHMWPE | ~1.3 x 10-⁴ |
| Stal | ~1.2 x 10-⁵ |
| Aluminium | ~2.3 x 10-⁵ |
Ta tabela wyraźnie pokazuje, dlaczego ten materiał UHMWPE wymaga szczególnej uwagi.

Praktyczne zasady projektowania dla UHMWPE
Zarządzanie tą ekspansją jest proste dzięki odpowiednim zasadom projektowania. W PTSMAKE stosujemy te zasady, aby zapewnić wydajność części w różnych temperaturach roboczych. Chodzi o zapewnienie materiałowi miejsca na ruch.
Zasada 1: Zwiększenie prześwitów
W przypadku wszelkich ruchomych części, takich jak łożyska lub elementy ślizgowe, luzy muszą być większe niż w przypadku metali. Zapobiega to zacieraniu się części wraz ze wzrostem temperatury.
Część potrzebuje przestrzeni do rozszerzania się bez powodowania nadmiernego tarcia lub naprężeń. Wysoka Współczynnik rozszerzalności cieplnej16 jest tego bezpośrednim powodem. Często doradzamy klientom, aby wzięli to pod uwagę na wczesnym etapie.
Zasada 2: Używaj dużych otworów na elementy złączne
Podczas mocowania arkuszy lub bloków UHMWPE nigdy nie należy używać ciasno dopasowanych śrub. Materiał musi rozszerzać się i kurczyć wokół elementu mocującego.
Prostym rozwiązaniem jest zastosowanie otworów ponadwymiarowych lub szczelinowych. Pozwala to na swobodny ruch materiału, zapobiegając gromadzeniu się naprężeń i potencjalnemu pękaniu wokół miejsca mocowania. Podkładki pomagają równomiernie rozłożyć obciążenie.
| Strategia elementów złącznych | Cel |
|---|---|
| Ponadwymiarowe otwory | Umożliwia ekspansję promieniową |
| Otwory szczelinowe | Umożliwia liniową ekspansję |
| Śruby ramieniowe | Zapewnia stały punkt obrotu |
Zasada 3: Unikaj długich, ograniczonych sekcji
Długie, cienkie sekcje UHMWPE są podatne na wyboczenie lub wypaczenie, jeśli są ograniczone na obu końcach. Gdy materiał rozszerza się, nie ma dokąd pójść, tylko w bok.
Lepiej jest zamocować część w jednym centralnym punkcie. W razie potrzeby końce mogą swobodnie unosić się w prowadnicach. Takie podejście projektowe zapobiega naprężeniom i odkształceniom wywołanym przez ciepło.
Aby poradzić sobie z rozszerzalnością cieplną UHMWPE, projektanci muszą uwzględnić większe prześwity dla ruchomych części, użyć ponadwymiarowych otworów na elementy złączne i unikać ograniczania długich sekcji. Te proste zasady zapobiegają wiązaniu, wypaczaniu i przedwczesnemu uszkodzeniu gotowych komponentów.
Jakie są najskuteczniejsze metody łączenia UHMWPE?
Łączenie UHMWPE stanowi wyjątkowe wyzwanie. Jego woskowata powierzchnia o niskim współczynniku tarcia sprawia, że tradycyjne metody łączenia są nieskuteczne. Wybór właściwego podejścia ma kluczowe znaczenie dla integralności strukturalnej.
Mocowanie mechaniczne: Najlepszy wybór
Jeśli chodzi o niezawodność, mechaniczne elementy złączne są zazwyczaj najlepszą opcją. Śruby, wkręty i nity tworzą mocne, przewidywalne połączenia bez skomplikowanej obróbki powierzchni.
Kleje i spawanie
Metody te są możliwe, ale wymagają specjalistycznej wiedzy. Kleje wymagają rozległego przygotowania powierzchni do pracy. Spawanie wymaga precyzyjnej kontroli, aby uniknąć degradacji materiału.
Oto krótki przegląd dostępnych opcji.
| Metoda | Niezawodność | Łatwość użytkowania |
|---|---|---|
| Mechaniczny | Wysoki | Wysoki |
| Klej | Niski-średni | Niski |
| Spawanie | Średnio-wysoki | Średni |

W oparciu o nasze testy, mocowanie mechaniczne konsekwentnie zapewnia najbardziej niezawodne wyniki łączenia części UHMWPE. Pomija ono chemiczną obojętność materiału.
Bliższe spojrzenie na mechaniczne elementy złączne
Użycie śrub lub wkrętów jest proste. Ta metoda fizycznie zaciska części razem. Zapewnia to solidne połączenie w wymagających zastosowaniach. Należy zachować ostrożność, aby zarządzać koncentracją naprężeń wokół otworów, aby zapobiec potencjalnemu pękaniu w miarę upływu czasu.
Przeszkoda związana z klejeniem
Kleje napotykają na poważną przeszkodę. UHMWPE ma wyjątkowo niska energia powierzchniowa17, co zapobiega zwilżaniu powierzchni przez klej i tworzeniu silnego wiązania. To jak próba przyklejenia nieprzywierającej patelni.
Pokonywanie wyzwań
Aby połączyć ten materiał UHMWPE, należy najpierw zmodyfikować jego powierzchnię. Techniki takie jak obróbka plazmowa, obróbka płomieniowa lub trawienie chemiczne mogą zwiększyć energię powierzchniową. Procesy te są jednak specjalistyczne i zwiększają złożoność i koszty projektu.
Niuanse spawania tworzyw sztucznych
Spawanie może tworzyć bezszwowe, mocne połączenia. Metody takie jak spawanie gorącym gazem i spawanie ekstruzyjne są skuteczne, jeśli są wykonywane prawidłowo. Wymaga to jednak wykwalifikowanych techników i specjalistycznego sprzętu. Precyzyjna kontrola temperatury ma kluczowe znaczenie, ponieważ przegrzanie może pogorszyć właściwości materiału.
| Cecha | Mocowanie mechaniczne | Klejenie | Spawanie tworzyw sztucznych |
|---|---|---|---|
| Wspólna siła | Bardzo wysoka | Zmienna | Wysoki |
| Koszt sprzętu | Niski | Wysoki (do leczenia) | Wysoki |
| Potrzebna wiedza specjalistyczna | Niski | Wysoki | Wysoki |
| Najlepsze dla | Zespoły strukturalne | Uszczelnienie do lekkich zastosowań | Ciągłe szwy |
Podsumowując, mocowanie mechaniczne jest najbardziej niezawodną metodą łączenia UHMWPE. Kleje i spawanie są realnymi alternatywami, ale wymagają specjalistycznej obróbki powierzchni i fachowego wykonania, aby przezwyciężyć wrodzoną odporność materiału na klejenie.
Jakie wykończenia powierzchni można uzyskać i w jaki sposób?
Podczas obróbki UHMWPE wykończenie powierzchni jest wyjątkowe. W przeciwieństwie do metalu. Zazwyczaj uzyskuje się gładką, niemal woskową teksturę.
Takie wykończenie jest naturalną cechą materiału. Jednak jakość tej "obrobionej" powierzchni ma kluczowe znaczenie dla wydajności.
Osiągnięcie najlepszego możliwego wykończenia wymaga specjalnego oprzyrządowania i wiedzy specjalistycznej. Sprawdźmy, co jest praktyczne i dlaczego.
| Typ wykończenia | Osiągalność | Typowe przypadki użycia |
|---|---|---|
| Standardowy gładki | Wysoki | Paski przeciwzużyciowe, łożyska |
| Optycznie przezroczysty | Bardzo trudne | Nie jest to cel praktyczny |

Klienci często pytają, czy możemy wypolerować UHMWPE do lustrzanego połysku. Odpowiedź jest prosta: osiągnięcie powierzchni o jakości optycznej jest niezwykle trudne. Generalnie nie jest to praktyczny cel produkcyjny.
Przyczyna leży we właściwościach materiału. UHMWPE jest miękki i ma niską temperaturę topnienia. Agresywne polerowanie generuje ciepło, powodując rozmazanie powierzchni zamiast jej wygładzenia. Struktura materiału, zawierająca zarówno strukturę krystaliczną, jak i amorficzny18 regiony, odporne na jednolite polerowanie.
Jednak gładkie wykończenie "po obróbce" ma kluczowe znaczenie. W przypadku zastosowań wymagających niskiego tarcia i wysokiej odporności na zużycie, jakość powierzchni ma kluczowe znaczenie. Gładsza powierzchnia zapewnia minimalny opór i znacznie wydłuża żywotność komponentu.
W PTSMAKE skupiamy się na doskonaleniu tego wstępnego wykończenia. Używając niezwykle ostrych narzędzi i dopracowanych parametrów cięcia, dostarczamy części, które działają niezawodnie.
| Jakość powierzchni | Wpływ tarcia | Żywotność części |
|---|---|---|
| Gładki | Niski | Rozszerzony |
| Szorstki | Wysoki | Zmniejszony |
Podsumowując, materiał UHMWPE zapewnia gładkie, woskowe wykończenie. Podczas gdy polerowanie optyczne jest niepraktyczne, wysokiej jakości obrobiona powierzchnia ma kluczowe znaczenie. Ta gładkość bezpośrednio poprawia właściwości materiału w zakresie niskiego tarcia i odporności na zużycie, które są kluczowe dla wydajności.
Jakie są podstawy projektowania nakładek przeciwzużyciowych z UHMWPE?
Projektowanie nakładek z materiału UHMWPE wydaje się proste. Prawdziwy sukces tkwi jednak w szczegółach. Ich właściwe dobranie zapewnia długą żywotność i najwyższą wydajność.
Musimy wziąć pod uwagę cztery kluczowe obszary. Są to grubość, wykończenie powierzchni, elementy złączne i powierzchnia współpracująca. Każdy z nich odgrywa istotną rolę.
Oto krótkie spojrzenie na podstawy projektowania.
| Podstawy projektowania | Kluczowe aspekty |
|---|---|
| Grubość | Musi wytrzymać obciążenie i uderzenie |
| Wykończenie powierzchni | Musi być gładka, aby zmniejszyć tarcie |
| Mocowanie | Używaj odpowiedniego sprzętu, aby uniknąć naprężeń |
| Powierzchnia współpracująca | Wybór materiału wpływa na żywotność systemu |
Zaniedbanie któregokolwiek z nich może prowadzić do przedwczesnej awarii.

Zanurzmy się głębiej w te zasady projektowania. Z naszego doświadczenia w PTSMAKE wynika, że te szczegóły oddzielają dobry projekt od świetnego. Ich właściwe dobranie ma kluczowe znaczenie dla niezawodności.
Obliczanie wymaganej grubości
Grubość zależy od obciążenia i uderzenia. Podkładka musi być odporna na odkształcenia pod obciążeniem statycznym. Musi również pochłaniać energię z dynamicznych uderzeń. Grubsze nie zawsze znaczy lepsze. Zbyt grube podkładki mogą zatrzymywać ciepło, co wpływa na wydajność. Obliczenie wartości ciśnienia i prędkości (PV) pomaga w podjęciu tej decyzji.
Zapewnienie gładkiej powierzchni ślizgowej
Gładkie wykończenie podkładki z UHMWPE nie podlega negocjacjom. Minimalizuje ono początkowy współczynnik tarcia. Zmniejsza to zużycie po docieraniu zarówno klocka, jak i elementu współpracującego. Chropowata powierzchnia może działać jak materiał ścierny, przyspieszając zużycie.
Prawidłowe korzystanie z mechanicznych elementów złącznych
Nigdy nie przykręcać śrub bezpośrednio do powierzchni UHMWPE. Zawsze używaj podkładek o dużej średnicy. Podkładki równomiernie rozkładają siłę zacisku. Zapobiega to miejscowym naprężeniom powodującym pękanie. Aby uzyskać równą powierzchnię, użyj otworów pod łby śrub i podkładki. Jest to powszechna praktyka w naszych projektach obróbki CNC. Cała interakcja między tymi powierzchniami tworzy kompletną całość. System trybologiczny19.
Rozważania dotyczące powierzchni współpracującej
Materiał, po którym ślizga się podkładka UHMWPE, ma kluczowe znaczenie.
| Materiał współpracujący | Twardość | Zakończenie | Wydajność |
|---|---|---|---|
| Stal nierdzewna 304 | Średni | Polerowany | Doskonały |
| Chromowane na twardo | Wysoki | Polerowany | Bardzo dobry |
| Anodowane aluminium | Średni | Gładki | Dobry |
| Stal miękka | Niski | Szorstki | Słaba (może powodować otarcia) |
Najlepiej sprawdza się twarda, gładka i odporna na korozję powierzchnia. Wydłuża to żywotność całego zespołu.
Prawidłowe zaprojektowanie nakładek ścieralnych z UHMWPE wymaga zrównoważenia czterech elementów: obliczenia grubości pod kątem obciążenia i uderzenia, zapewnienia gładkości powierzchni, zastosowania prawidłowego mocowania za pomocą podkładek i wyboru kompatybilnej powierzchni współpracującej. Te podstawowe elementy zapewniają optymalną wydajność i trwałość systemu.
Jak wybrać gatunek UHMWPE do prowadnicy przenośnika o wysokim stopniu zużycia?
Wybór odpowiedniego UHMWPE jest procesem praktycznym. Chodzi o dopasowanie właściwości materiału do wymagań danego zadania. Prześledźmy razem rzeczywisty scenariusz.
Zaczynając od standardu
Zawsze zaczynamy od punktu odniesienia. W przypadku większości prowadnic przenośników, standardowy pierwotny gatunek materiału UHMWPE jest doskonałym punktem wyjścia.
Charakteryzuje się niskim współczynnikiem tarcia. Zapewnia również doskonałą ogólną odporność na zużycie w wielu typowych zastosowaniach.
| Klasa | Główne cechy | Najlepsze dla |
|---|---|---|
| Virgin UHMWPE | Niskie tarcie | Przeznaczenie ogólne |
| Antystatyczny | Kontrola ESD | Elektronika, Proszki |
| Zwiększone zużycie | Odporność na ścieranie | Materiały ścierne |
Ten wstępny wybór wyznacza etap dalszego udoskonalania w oparciu o informacje zwrotne dotyczące wydajności.

Praktyczny proces podejmowania decyzji
Wyobraźmy sobie projekt, którym zajmowaliśmy się w PTSMAKE. Klient potrzebował nowego systemu prowadnic dla szybkiej linii pakującej. Zaczęliśmy od obróbki prowadnic z pierwotnego UHMWPE.
Identyfikacja konkretnego wyzwania: statyczny
Początkowo przewodniki działały dobrze. Klient zgłosił jednak pewien problem. Drobny proszek z produktu przywierał do prowadnic z powodu elektryczności statycznej. Powodowało to blokady.
Nasze rozwiązanie było proste. Przeszliśmy na antystatyczny gatunek UHMWPE. Materiał ten zawiera dodatki, które bezpiecznie rozpraszają ładunki elektrostatyczne. Problem przywierania proszku został natychmiast rozwiązany.
Kolejne wyzwanie: Ścieranie
Rozważmy teraz inne zastosowanie. Klient transportował gruboziarniste, ścierne minerały. Standardowa prowadnica z pierwotnego UHMWPE zużywała się znacznie szybciej niż było to dopuszczalne.
Wymagało to innego podejścia, skupiającego się na materiale właściwości trybologiczne20. Potrzebowaliśmy czegoś twardszego.
Naszą rekomendacją był gatunek o zwiększonej odporności na zużycie. Te zaawansowane formuły zawierają stałe środki smarne lub środki wzmacniające. Znacznie zwiększają one odporność na zużycie ścierne.
| Scenariusz | Stopień początkowy | Zidentyfikowany problem | Zalecana aktualizacja |
|---|---|---|---|
| Opakowanie proszku | Virgin UHMWPE | Nagromadzenie statyczne | Antystatyczny UHMWPE |
| Transport minerałów | Virgin UHMWPE | Wysoka ścieralność | UHMWPE o zwiększonej odporności na zużycie |
Ten metodyczny proces zapewnia, że ostateczny wybór jest idealnie dopasowany do danego zastosowania.
Wybór najlepszego UHMWPE obejmuje logiczny proces. Zacznij od standardowego gatunku, obserwuj jego wydajność, a następnie ulepszaj w oparciu o określone wyzwania, takie jak statyczne lub wysokie ścieranie. Takie iteracyjne podejście zapewnia optymalną wydajność i trwałość części.
Analiza przypadku uszkodzenia UHMWPE w łożysku.
Przyjrzyjmy się typowemu scenariuszowi awarii. Tuleja UHMWPE w systemie przenośnika o dużym obciążeniu uległa przedwczesnej awarii. Spowodowało to nieoczekiwany przestój.
Zrozumienie przyczyn awarii części jest kluczowe. Pomaga zapobiegać przyszłym problemom. Prowadzi również do lepszego doboru materiałów. To studium przypadku podkreśla krytyczne czynniki projektowe.
Wstępny przegląd problemów
Otrzymaliśmy telefon w sprawie katastrofalnej awarii tulei. Linia przenośnika klienta została całkowicie zatrzymana. Oto, co wiedzieliśmy na początku.
| Parametr | Opis |
|---|---|
| Komponent | Tuleja rolki przenośnika UHMWPE |
| Zastosowanie | Wytrzymały przenośnik przemysłowy |
| Problem | Poważna deformacja i drgawki po 3 miesiącach |
| Oczekiwany czas życia | 24+ miesięcy |
Ta awaria była kosztowna. Musieliśmy szybko znaleźć przyczynę.

Głębsze spojrzenie na awarię
W poprzednim projekcie PTSMAKE wystąpił podobny problem. Odkryliśmy, że awarie rzadko wynikają z jednej przyczyny. Zazwyczaj jest to kombinacja różnych czynników. Systematyczne badanie jest zawsze pierwszym krokiem.
Badanie przyczyn źródłowych
Zaczęliśmy od analizy środowiska pracy. Porównaliśmy specyfikacje projektowe z rzeczywistymi warunkami pracy. To właśnie tutaj często znajdujemy rozbieżności. Środowisko może zmieniać się w czasie.
Dochodzenie ujawniło kilka czynników. Pierwotny projekt nie uwzględniał niedawnego wzrostu prędkości produkcji i obciążenia.
Analiza kluczowych czynników
Awaria została przypisana do kilku kluczowych obszarów. Ciepło, ciśnienie i niewłaściwy gatunek materiału odegrały pewną rolę. Interakcja między tymi elementami spowodowała awarię. Słaby początkowy luz projektowy był ostatecznym ciosem.
| Czynnik | Określony | Rzeczywiste działanie | Wpływ |
|---|---|---|---|
| Obciążenie (MPa) | 2.5 | 4.0 | Przekroczony limit pełzania |
| Prędkość (m/s) | 0.5 | 1.0 | Zwiększone ciepło tarcia |
| Temperatura (°C) | 40 | 65 | Przyspieszone zużycie |
| Prześwit (mm) | 0.25 | 0.25 | Niewystarczające dla rozszerzalności cieplnej |
Wysoka temperatura spowodowała rozszerzenie materiału UHMWPE. Przy niewystarczającym prześwicie doprowadziło to do zatarcia. Materiał trybologiczny21 właściwości nie były odpowiednie dla tych podwyższonych naprężeń i temperatur.
Klasa materiału ma znaczenie
Ponadto zastosowano standardowy gatunek UHMWPE. Specjalistyczny, stabilizowany termicznie gatunek działałby lepiej. Skuteczniej radziłby sobie z wyższymi temperaturami i obciążeniami.
Ten przypadek pokazuje, dlaczego szczegółowa analiza aplikacji jest niezbędna. W PTSMAKE współpracujemy z klientami, aby zrozumieć każdy szczegół operacyjny. Zapewnia to wybór właściwego materiału od samego początku.
Analiza ta pokazuje, że awaria tulei była spowodowana wieloma czynnikami. Przeciążenie, nadmierne ciepło spowodowane wyższymi prędkościami i niewystarczający prześwit stworzyły idealną burzę. Niewłaściwy gatunek materiału UHMWPE nie był w stanie poradzić sobie z tymi złożonymi naprężeniami, co doprowadziło do szybkiego zużycia i zatarcia.
Jak uzasadniłbyś użycie UHMWPE zamiast brązu w tulei?
Wybór odpowiedniego materiału na tuleję to krytyczna decyzja. Wykracza ona poza początkową cenę. Należy wziąć pod uwagę cały cykl życia części.
Dlaczego warto wybrać UHMWPE zamiast tradycyjnego brązu? Uzasadnieniem jest lepsza propozycja wartości. Porównamy je pod kątem kluczowych wskaźników. Obejmują one wagę, odporność na korozję, smarowanie, hałas i całkowity koszt posiadania. Analiza ta ujawnia wyraźnego zwycięzcę dla wielu nowoczesnych zastosowań.

Wybór pomiędzy tymi materiałami wymaga zmiany perspektywy. Nie kupujesz tylko komponentu. Inwestujesz w długoterminową wydajność operacyjną. Prawdziwa wartość pojawia się, gdy spojrzymy poza początkową cenę zakupu.
Pełne porównanie
Musimy przeanalizować, jak każdy materiał sprawdza się w rzeczywistym świecie. W poprzednich projektach PTSMAKE pomogliśmy klientom dokładnie ocenić te kompromisy. Różnice w wydajności są często znaczące.
To bezpośrednie porównanie podkreśla zalety stosowania nowoczesnych polimerów, takich jak UHMWPE.
| Metryczny | Tuleja z brązu | Tuleja UHMWPE |
|---|---|---|
| Waga | Ciężki, zwiększa ogólną masę systemu | Bardzo lekki (1/8 brązu) |
| Odporność na korozję | Podatność na korozję i utlenianie | Doskonała, obojętna na większość chemikaliów i wilgoć |
| Smarowanie | Wymaga regularnego smarowania i konserwacji | Samosmarujący, nie wymaga zewnętrznego smaru |
| Poziom hałasu | Może być głośny, kontakt metal-metal | Skutecznie tłumi hałas i wibracje |
| Konserwacja | Wysoka; wymaga czyszczenia i ponownego smarowania | Praktycznie zerowe wymagania konserwacyjne |
Samosmarujący charakter materiału UHMWPE wynika z jego bardzo niskiego współczynnika tarcia. współczynnik tarcia22. Ta właściwość eliminuje potrzebę stosowania smaru. Skraca to harmonogramy konserwacji i tworzy czystsze środowisko pracy, co jest ogromną korzyścią w branżach takich jak przetwórstwo żywności czy urządzenia medyczne.
Całkowity koszt posiadania (TCO)
Brąz może być dobrze znany, ale UHMWPE często zapewnia niższy całkowity koszt posiadania. Obejmuje to koszt materiału, łatwiejszą instalację ze względu na niską wagę i znacznie niższe koszty konserwacji przez cały okres eksploatacji tulei.
Ostatecznie UHMWPE oferuje atrakcyjną propozycję wartości. Zmniejsza koszty konserwacji, obniża koszty operacyjne i zwiększa wydajność poprzez redukcję masy i hałasu. To sprawia, że w wielu zastosowaniach jest to mądra, długoterminowa inwestycja w porównaniu z tradycyjnym brązem.
Jakie są nowe zastosowania materiałów UHMWPE?
Materiał UHMWPE nie jest już tylko stosowany w przekładniach przemysłowych. Jego unikalne właściwości otwierają przed nim nowe, ekscytujące granice. Widzimy, jak przekształca branże.
Granica innowacji
Ochrona następnej generacji
Materiał ten tworzy niezwykle wytrzymałe, a jednocześnie lekkie tkaniny. Są one wykorzystywane do produkcji pancerzy osobistych, oferując lepszą ochronę organom ścigania i personelowi wojskowemu.
Zasilanie przyszłości
W pojazdach elektrycznych UHMWPE staje się kluczowy. Jest stosowany w separatorach akumulatorów, zwiększając bezpieczeństwo i wydajność. Jest to szybko rozwijający się obszar.
| Sektor wschodzący | Kluczowe zastosowanie | Podstawowa przewaga |
|---|---|---|
| Obrona i bezpieczeństwo | Zaawansowane tekstylia balistyczne | Doskonały stosunek wytrzymałości do wagi |
| Motoryzacja (EV) | Separatory akumulatorów | Zwiększone bezpieczeństwo i wydajność |
| Operacje morskie | Liny o wysokiej wydajności | Mocniejszy niż stal, a jednocześnie wyporny |
| Advanced Medical | Nowe implanty ortopedyczne | Wysoka odporność na zużycie i biokompatybilność |

Głębsze spojrzenie na przełomowe zastosowania
Prawdziwy potencjał materiału UHMWPE ujawnia się w tych nowych zastosowaniach. Każde z nich wykorzystuje swoje podstawowe zalety w unikalny sposób, wymagając nowej precyzji produkcji.
Zaawansowane tekstylia w zbroi osobistej
Włókna UHMWPE są wplecione w zaawansowane tkaniny. Tkaniny te zatrzymują pociski skuteczniej niż tradycyjne materiały, takie jak Kevlar, ale przy ułamku ich wagi. Ta innowacja znacznie zmniejsza obciążenie użytkownika.
Rewolucja w akumulatorach do pojazdów elektrycznych
W pojazdach elektrycznych bezpieczeństwo jest najważniejsze. UHMWPE służy do tworzenia cienkiego, trwałego separatora między anodą a katodą. Zapobiega to zwarciom. Materiał jest przetwarzany na membrana mikroporowata23 która pozwala na swobodne przechodzenie jonów. W naszej pracy w PTSMAKE zdajemy sobie sprawę, że kontrolowanie porowatości i grubości takich warstw wymaga ogromnej precyzji.
| Porównanie funkcji | Separator UHMWPE | Tradycyjny separator poliolefinowy |
|---|---|---|
| Odporność na przebicie | Wyjątkowy | Dobry |
| Stabilność chemiczna | Bardzo wysoka | Wysoki |
| Grubość zapewniająca wydajność | Może być cieńszy | Standardowa grubość |
| Wyłączenie bezpieczeństwa | Doskonały | Dobry |
Nowe horyzonty w branży morskiej i medycznej
W zastosowaniach morskich liny UHMWPE zastępują liny stalowe. Są mocniejsze, lżejsze i unoszą się na wodzie. W dziedzinie medycyny, jego biokompatybilność i powierzchnia o niskim współczynniku tarcia sprawiają, że idealnie nadaje się do nowej generacji protez stawów i kabli chirurgicznych.
Materiał UHMWPE przyczynia się do znacznego postępu w różnych sektorach zaawansowanych technologii. Od lekkich pancerzy osobistych po bezpieczniejsze akumulatory do pojazdów elektrycznych i trwałe implanty medyczne, jego unikalne połączenie właściwości umożliwia tworzenie produktów nowej generacji, które wcześniej były niemożliwe do stworzenia.
Jak obliczyć opłacalność rozwiązania UHMWPE?
Poza początkową ceną
Skupianie się wyłącznie na początkowych kosztach materiału UHMWPE jest częstym błędem. Takie podejście daje niepełny obraz sytuacji.
Prawdziwa wartość rozwiązania materiałowego ujawnia się w całym okresie jego eksploatacji. Aby to zrozumieć, potrzebujemy szerszej perspektywy.
Całkowity koszt posiadania (TCO)
W PTSMAKE prowadzimy klientów przy użyciu modelu całkowitego kosztu posiadania (TCO). Uwzględnia on wszystkie wydatki od pierwszego dnia do wymiany.
| Czynnik | Widok kosztów początkowych | TCO View |
|---|---|---|
| Materiał | Jedyny cel | Jedna część równania |
| Konserwacja | Nie uwzględniono | Duża oszczędność |
| Długość życia | Ignorowany | Klucz do długoterminowej wartości |

Tworzenie prostego modelu TCO
Przeanalizujmy model TCO, aby zobaczyć, jak to działa. Chodzi o zrównoważenie początkowej inwestycji z korzyściami operacyjnymi w dłuższej perspektywie. Jest to praktyczne podejście, które udoskonaliliśmy dzięki wielu projektom klientów.
Inwestycja początkowa
Ta część jest prosta. Obejmuje cenę surowego materiału UHMWPE. Obejmuje również produkcję, taką jak obróbka CNC, w celu wytworzenia końcowego komponentu. Jest to jednak tylko punkt wyjścia do obliczeń.
Długoterminowe oszczędności odblokowane
Tutaj rozwiązanie UHMWPE naprawdę udowadnia swoją wartość. Oszczędności kumulują się znacząco przez lata eksploatacji. Niskie zużycie materiału Współczynnik tarcia24 jest kluczowym czynnikiem tych oszczędności.
Spadek kosztów konserwacji. Ponieważ UHMWPE jest samosmarujący, eliminuje to wydatki na smary, oleje i robociznę wymaganą do ich zastosowania. Oznacza to również czystsze środowisko pracy.
Nasze testy pokazują, że żywotność części jest znacznie dłuższa. W zastosowaniach o wysokim zużyciu części z UHMWPE mogą być trwalsze niż metale i inne tworzywa sztuczne, co prowadzi do rzadszych wymian i krótszych przestojów operacyjnych.
| Kategoria kosztów | Tradycyjny materiał (np. stal) | Rozwiązanie UHMWPE |
|---|---|---|
| Koszt początkowy | Niższy do umiarkowanego | Umiarkowany |
| Smarowanie | Wymagane regularnie | Niewymagane |
| Praca konserwacyjna | Wysoki | Bardzo niski |
| Częstotliwość wymiany | Wyższy | Niższy |
| Uszkodzenie współpracujących części | Możliwe | Minimalny |
Wreszcie, chroni inne urządzenia. Jego gładka, nieścierna powierzchnia zmniejsza zużycie współpracujących części, zapobiegając kosztownym uszkodzeniom większego zespołu.
Prawdziwa analiza opłacalności opiera się na modelu całkowitego kosztu posiadania. Podczas gdy początkowa inwestycja w rozwiązanie materiałowe UHMWPE może być wyższa, zapewnia ono znaczne długoterminowe oszczędności w zakresie konserwacji, smarowania i kosztów wymiany, co dowodzi jego najwyższej wartości.
Uwolnij pełny potencjał UHMWPE dzięki doświadczeniu PTSMAKE
Gotowy do optymalizacji następnego projektu z materiałem UHMWPE? Skontaktuj się z PTSMAKE, aby uzyskać szybką i dokładną wycenę precyzyjnej obróbki CNC lub formowania wtryskowego. Pozwól naszemu ponad 20-letniemu doświadczeniu dostarczać wysokiej jakości, niestandardowe części UHMWPE, które spełniają Twoje najtrudniejsze wymagania - skontaktuj się teraz, aby uzyskać konkurencyjne zapytanie!

Odkryj, jak te słabe siły międzycząsteczkowe znacząco wpływają na właściwości fizyczne materiału. ↩
Dowiedz się, jak ta właściwość wpływa na przepływ materiału i przetwarzanie podczas produkcji. ↩
Dowiedz się, w jaki sposób ta wyjątkowa właściwość pomaga materiałom absorbować uderzenia bez trwałych uszkodzeń. ↩
Dowiedz się, jak ta właściwość wpływa na dobór materiałów do precyzyjnych części i zastosowań. ↩
Dowiedz się więcej o tym, jak ta właściwość wpływa na trwałość części w wymagających środowiskach. ↩
Dowiedz się, jak ta wartość wpływa na straty energii i zużycie materiałów w ruchomych komponentach. ↩
Dowiedz się, jak powstaje elektryczność statyczna i dlaczego ma ona znaczenie przy wyborze materiałów. ↩
Dowiedz się, jak orientacja włókien wpływa na wytrzymałość i wydajność części w różnych kierunkach. ↩
Dowiedz się, dlaczego interakcja materiału z ludzką tkanką ma kluczowe znaczenie dla bezpieczeństwa urządzeń medycznych. ↩
Kliknij, aby zrozumieć, w jaki sposób te wysoce reaktywne atomy są kluczem do tworzenia silniejszych sieci polimerowych. ↩
Poznaj mikroskopijną zasadę, która nadaje UHMWPE niezwykłą wytrzymałość. ↩
Dowiedz się więcej o tym kluczowym procesie produkcji wytrzymałych kształtów i części z polimerów. ↩
Dowiedz się, jak ten proces chemiczny tworzy długie łańcuchy molekularne, które nadają UHMWPE wyjątkowe właściwości. ↩
Kliknij, aby zrozumieć, w jaki sposób cząsteczki polimeru łączą się ze sobą. ↩
Dowiedz się, jak te właściwości wpływają na bezpieczeństwo we wrażliwych zastosowaniach przemysłowych. ↩
Dowiedz się, jak ta właściwość wpływa na wybór materiału i proces projektowania. ↩
Dowiedz się, dlaczego ta właściwość sprawia, że materiały są śliskie i odporne na przywieranie. ↩
Dowiedz się, w jaki sposób wewnętrzna struktura materiału decyduje o jego możliwościach wykończenia powierzchni i wyzwaniach związanych z obróbką. ↩
Dowiedz się, jak oddziałujące powierzchnie, smar i środowisko wpływają na zużycie i tarcie w układach mechanicznych. ↩
Z naszego szczegółowego przewodnika dowiesz się, jak interakcje powierzchni materiałów wpływają na zużycie, tarcie i smarowanie. ↩
Dowiedz się, jak tarcie, zużycie i smarowanie wpływają na dobór materiałów do ruchomych części. ↩
Dowiedz się, jak ta właściwość bezpośrednio wpływa na zużycie, wydajność energetyczną i czystość operacyjną w Twoich projektach. ↩
Zrozumienie złożonej inżynierii stojącej za tymi kluczowymi komponentami akumulatorów pojazdów elektrycznych i ich wpływu na bezpieczeństwo. ↩
Dowiedz się, jak ta kluczowa właściwość wpływa na zużycie, zużycie energii i ogólną wydajność części. ↩






