

I sistemi ferroviari affrontano una sfida crescente con l'affidabilità dei collettori trasparenti. Questi componenti critici controllano il flusso di fluidi nei sistemi di lubrificazione, raffreddamento e pneumatici, eppure molti falliscono a causa di scarsa precisione di lavorazione e degrado del materiale.
La lavorazione CNC offre la precisione dimensionale e la chiarezza ottica richieste per i collettori trasparenti nelle applicazioni ferroviarie. La corretta selezione degli utensili, la finitura superficiale e l'esperienza sui materiali garantiscono che questi componenti soddisfino gli esigenti standard dell'industria ferroviaria, mantenendo al contempo le capacità di monitoraggio visivo.

Questa guida copre tutto, dalla selezione dei materiali ai processi di controllo qualità che prevengono costosi guasti. Condividerò approfondimenti pratici per ottenere finiture di grado ottico e principi di progettazione che estendono la durata di servizio dei collettori negli ambienti ferroviari difficili.
Perché i collettori trasparenti sono importanti nei moderni sistemi ferroviari
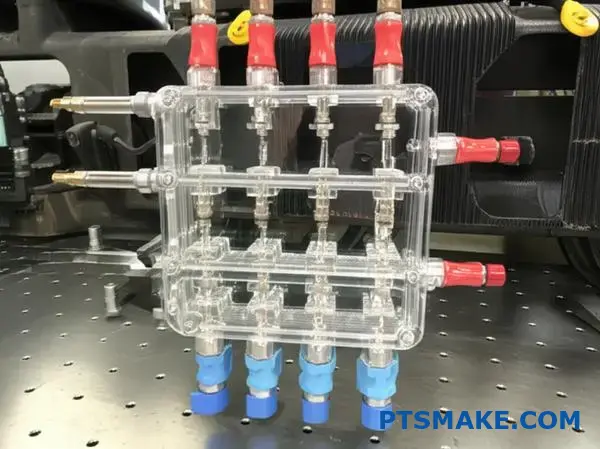
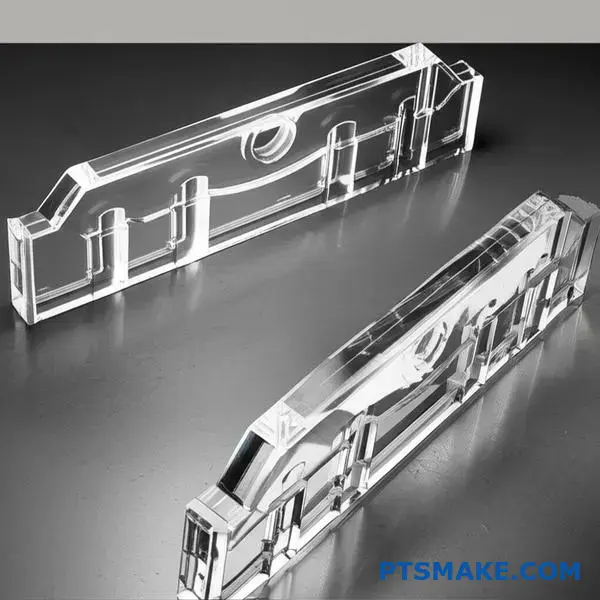
Nei moderni sistemi ferroviari, efficienza e sicurezza sono fondamentali. Ecco perché vediamo sempre più collettori trasparenti nelle ferrovie per operazioni critiche.
Questi componenti offrono una visione chiara della dinamica dei fluidi. Ciò consente un'ispezione visiva istantanea e una manutenzione proattiva.
Applicazioni chiave
I collettori fluidi per treni sono cruciali per diversi sistemi. Gestiscono tutto, dalla lubrificazione alla pneumatica, garantendo un funzionamento regolare. La capacità di vedere all'interno di questi sistemi cambia le regole del gioco.
| Sistema | Funzione | Vantaggio della trasparenza |
|---|---|---|
| Lubrificazione | Distribuisce olio/grasso | Verifica il flusso, individua ostruzioni |
| Flusso del refrigerante | Regola la temperatura del motore | Controlla bolle d'aria, perdite |
| Pneumatica | Alimenta freni, porte | Monitora la contaminazione |
I collettori trasparenti nei sistemi ferroviari non sono più una novità. Stanno diventando uno strumento diagnostico essenziale sulle locomotive e sul materiale rotabile moderni.
La sfida della produzione
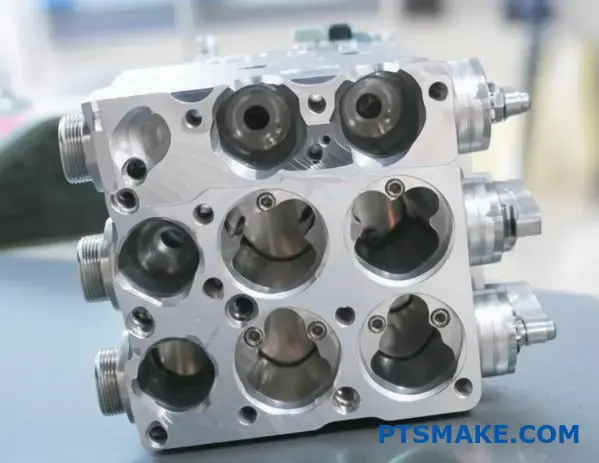
Sebbene i vantaggi siano evidenti, la produzione di queste parti è complessa. Il passaggio a materiali trasparenti introduce ostacoli significativi che non erano presenti con i tradizionali collettori metallici. La precisione è tutto.
Integrità e chiarezza del materiale
La sfida principale è mantenere la chiarezza ottica durante e dopo la produzione. La lavorazione standard può introdurre micro-fratture e stress interni. Questa opacità, o annebbiamento, vanifica lo scopo di una parte trasparente. Dopo alcune analisi, abbiamo scoperto che velocità degli utensili improprie o accumulo di calore sono cause comuni.
Questo stress non influisce solo sulla visibilità, ma anche sull'integrità strutturale. Può portare a guasti prematuri nelle condizioni di vibrazione elevata tipiche delle operazioni ferroviarie. Il materiale potrebbe apparire a posto inizialmente, ma la birifrangenza interna birifrangenza1 può rivelare punti di stress nascosti che compromettono la durata a lungo termine.
Esigenze di precisione e durata
Le applicazioni ferroviarie richiedono estrema durata e tolleranze ristrette. I canali interni devono essere perfettamente lisci per garantire un flusso di fluidi illimitato. Qualsiasi imperfezione superficiale può creare turbolenza o intrappolare contaminanti.
Ecco le sfide principali su cui ci concentriamo presso PTSMAKE quando affrontiamo progetti di lavorazione CNC di collettori trasparenti per ferrovie:
| Sfida | Impatto sulle prestazioni | Soluzione di produzione |
|---|---|---|
| Sollecitazione del materiale | Ridotta chiarezza e durata | Attrezzature specializzate, controllo climatico |
| Geometrie complesse | Flusso di fluidi inefficiente | Lavorazione CNC avanzata a 5 assi |
| Finitura superficiale | Accumulo di contaminanti, perdite | Lucidatura a vapore, taglio ottimizzato |
| Stabilità dimensionale | Scarsa tenuta, guasto del sistema | Processi di ricottura per il rilassamento dello stress |
Raggiungere questo livello di qualità richiede una profonda conoscenza della scienza dei polimeri e tecniche avanzate di lavorazione CNC. È un equilibrio tra ingegneria di precisione e competenza nella gestione dei materiali.
I collettori trasparenti offrono preziose informazioni operative per le ferrovie. Tuttavia, la loro produzione richiede il superamento di sfide significative in termini di chiarezza del materiale, lavorazione di precisione e durata a lungo termine per garantire che funzionino in modo affidabile in condizioni difficili.
Il costo nascosto dei collettori imprecisi nel trasporto ferroviario
Una scarsa precisione dimensionale nei collettori crea guasti operativi a lungo termine. Non si tratta di un guasto immediato. È un lento decadimento.
Piccole imperfezioni portano a perdite croniche e cali di pressione. Questi problemi stressano l'intero sistema nel tempo.
L'impatto delle tolleranze difettose
I componenti si usurano più velocemente. Le guarnizioni si degradano. Il risultato è una manutenzione inaspettata e costosa. Questo tempo di inattività influisce direttamente sui programmi di servizio e sulla redditività.
Lavorazione CNC come soluzione
L'accuratezza CNC per i componenti ferroviari è la risposta. Collettori ad alta precisione con rigorosi controlli di tolleranza garantiscono accoppiamenti perfetti. Questa precisione previene le perdite e mantiene l'integrità del sistema. Riduce significativamente i tempi di inattività per la manutenzione.
| Fonte di inaccuratezza | Conseguenza |
|---|---|
| Scarso controllo delle tolleranze | Perdite graduali di fluidi o aria |
| Imperfezioni della superficie | Guasto prematuro della guarnizione |
| Canali disallineati | Pressione inefficiente del sistema |

Uno sguardo più approfondito ai guasti operativi
Un collettore impreciso in un sistema frenante o idraulico ferroviario è un orologio che ticchetta. Il guasto non è improvviso ma graduale, rendendolo più difficile da diagnosticare finché non diventa critico.
Un piccolo disallineamento in una porta può limitare il flusso. Ciò costringe pompe e attuatori a lavorare di più. Nel corso dei mesi, questo sforzo aggiuntivo porta a un guasto prematuro dei componenti, ben prima della vita utile programmata. Questo è un costo nascosto che si accumula.
Come la precisione previene i tempi di inattività
È qui che il valore dei collettori ad alta precisione diventa chiaro. La lavorazione CNC fornisce il livello richiesto di controllo delle tolleranze. Non si tratta solo di realizzare un buon pezzo. Si tratta di realizzare ogni pezzo in modo identico entro pochi micron.
Questa coerenza elimina le variabili che causano usura graduale. Quando ogni collettore funziona esattamente come previsto, l'intero sistema funziona in modo più efficiente. Il problema spesso si riduce alla gestione impilamento delle tolleranze2. Noi di PTSMAKE utilizziamo una programmazione CNC avanzata per mitigare questi errori cumulativi.
| Qualità del collettore | Ciclo di manutenzione | Affidabilità del sistema |
|---|---|---|
| Bassa precisione | Riparazioni frequenti e non programmate | Imprevedibile, basso |
| Alta precisione (CNC) | Manutenzione programmata e prevedibile | Costante, alto |
Collettori imprecisi portano a una cascata di guasti operativi a lungo termine, aumentando i tempi di inattività e i costi di manutenzione. La lavorazione CNC ad alta precisione fornisce i controlli di tolleranza necessari, garantendo l'affidabilità del sistema e riducendo drasticamente la necessità di riparazioni non programmate nel trasporto ferroviario.
Analisi completa dei materiali per collettori trasparenti lavorati a CNC
La scelta del materiale giusto è la decisione più critica nella progettazione dei collettori. Impatta direttamente sulle prestazioni, sulla durata e sui costi. La tua scelta determina come il pezzo resiste a pressione, sostanze chimiche e impatti.
Polimeri trasparenti chiave
Lavoriamo principalmente con tre tipi di polimeri trasparenti. Ognuno ha vantaggi distinti per applicazioni specifiche. La corretta selezione del materiale del collettore è fondamentale.
Confronto delle tue opzioni principali
Ecco una rapida panoramica che abbiamo sviluppato dai nostri risultati di test. Questo aiuta i clienti a prendere decisioni iniziali.
| Materiale | Caratteristiche principali | Il migliore per |
|---|---|---|
| Policarbonato (PC) | Alta resistenza agli urti | Ambienti esigenti e ad alta pressione |
| Acrilico (PMMA) | Chiarezza ottica superiore | Ispezione visiva, parti estetiche |
| Copolimeri (ad es. PETG) | Eccellente resistenza chimica | Elaborazione medica o chimica |
Questo confronto iniziale semplifica il primo passo.

Un'immersione più approfondita nelle proprietà dei materiali
La scelta del materiale migliore va oltre un semplice grafico. Ogni polimero presenta sfide e vantaggi unici nella lavorazione di polimeri trasparenti. Le specificità della tua applicazione, come quelle per i collettori trasparenti delle ferrovie che richiedono lavorazioni CNC, richiedono un'attenta valutazione.
Policarbonato (PC)
Il policarbonato è la mia scelta per la robustezza. La sua resistenza agli urti è eccezionale, rendendolo perfetto per ambienti industriali. Ad esempio, i collettori in policarbonato per applicazioni ferroviarie devono resistere a vibrazioni costanti e potenziali impatti. Questo lo rende una scelta ovvia in quel caso. Tuttavia, può essere suscettibile a cricche da stress3 con determinati prodotti chimici.
Acrilico (PMMA)
Quando la chiarezza assoluta è un requisito non negoziabile, consiglio l'acrilico. Offre una trasparenza simile al vetro, ideale per il monitoraggio dei fluidi. La sua lavorazione richiede tecniche specifiche per evitare la screpolatura. È meno resistente agli urti del PC ma più conveniente.
Copolimeri
Copolimeri come PETG o PVC trasparente speciale offrono un profilo bilanciato. Spesso forniscono una migliore resistenza chimica rispetto a PC o Acrilico. Questo li rende adatti per collettori che gestiscono una varietà di fluidi. La nostra esperienza presso PTSMAKE dimostra che si lavorano in modo pulito con gli utensili giusti.
| Proprietà | Policarbonato (PC) | Acrilico (PMMA) | Copolimeri (PETG) |
|---|---|---|---|
| Forza d'urto | Eccellente | Fiera | Buono |
| Chiarezza | Molto buono | Eccellente | Buono |
| Resistenza chimica | Fiera | Buono | Eccellente |
| Temperatura massima di servizio. | ~120°C (248°F) | ~80°C (176°F) | ~70°C (158°F) |
La scelta finale dipende sempre da una revisione dettagliata del progetto.
La selezione del materiale è un atto di bilanciamento. La necessità della tua applicazione di resistenza (policarbonato), trasparenza (acrilico) o resistenza chimica (copolimeri) guiderà la scelta migliore. Ogni materiale presenta sfide e vantaggi unici nella lavorazione di polimeri trasparenti che devono essere attentamente considerati per prestazioni ottimali.
Segreti per ottenere la chiarezza ottica nei collettori lavorati a CNC
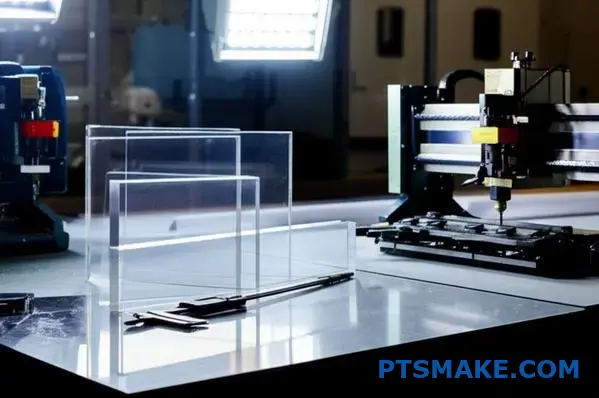
Ottenere una finitura simile al vetro su un collettore lavorato a CNC non riguarda solo la lucidatura. Il percorso verso la chiarezza ottica inizia nel momento in cui la fresa tocca il materiale. È una scienza precisa.
Il successo dipende dal controllo di ogni variabile. Ciò include la selezione dell'utensile, le velocità di avanzamento e la profondità di taglio. Ogni scelta influisce direttamente sulla trasparenza finale.
Padronanza dei Parametri di Lavorazione
La corretta selezione dell'utensile è fondamentale. Per materiali come il policarbonato o l'acrilico, utilizziamo frese a un tagliente o a V estremamente affilate, progettate per le materie plastiche. Questo minimizza il calore e previene la fusione. Una grande finitura superficiale CNC per il policarbonato inizia qui.
| Parametro | Raccomandazione per il Policarbonato | Impatto sulla chiarezza |
|---|---|---|
| Tipo di strumento | A un tagliente, a spirale ascendente | Riduce il calore, taglio netto |
| Velocità del mandrino | 18.000 – 24.000 giri/min | Previene la fusione, taglio liscio |
| Velocità di alimentazione | 100 – 300 pollici/min | Evita segni di utensile, finitura uniforme |
| Liquido di raffreddamento | Aria compressa / Alcool isopropilico | Elimina trucioli, riduce l'attrito |
Il controllo di questi parametri è fondamentale per qualsiasi progetto di lavorazione di grado ottico.

Il primo passaggio di lavorazione prepara il terreno per la lucidatura finale. Qualsiasi imperfezione, per quanto piccola, sarà visibile. Puntiamo a una superficie già liscia e priva di segni di vibrazione prima ancora che inizi la lucidatura.
Dalla lavorazione alla lucidatura
Un errore comune è fare troppo affidamento sulla lucidatura per correggere una finitura superficiale scadente. Noi di PTSMAKE consideriamo la lucidatura un passaggio di affinamento, non correttivo. Il vero lavoro viene svolto sulla macchina CNC. Questo approccio è vitale per componenti complessi come i collettori trasparenti, dove la chiarezza costante è un requisito non negoziabile.
Ciò comporta un processo a più stadi. Iniziamo con carteggiatura a grana molto fine per rimuovere i sottili segni di utensile lasciati anche dalla lavorazione più precisa. Questo passaggio deve essere eseguito con cura per mantenere l'accuratezza geometrica del pezzo. L'obiettivo è un aspetto uniforme e smerigliato. Questa diventa la base per la lucidatura di parti trasparenti tramite CNC o metodi manuali.
| Fase di lucidatura | Metodo/Materiale | Scopo |
|---|---|---|
| Fase 1: Carteggiatura | Carta vetrata a umido grana 400-800 | Rimuovere le linee di lavorazione |
| Fase 2: Finitura | Carta vetrata umida grana 1000-2000 | Creare una finitura smerigliata uniforme |
| Fase 3: Lucidatura | Ruota di lucidatura con composto | Ottenere la trasparenza iniziale |
| Fase 4: Finitura | Lucidatura a vapore / Lucidatura manuale | Raggiungere la chiarezza ottica finale |
Dopo la levigatura, passiamo alla lucidatura con composti specializzati. Il processo rimuove i graffi sottili della levigatura, facendo emergere la trasparenza intrinseca del materiale. Le sollecitazioni interne possono causare problemi come birifrangenza4, quindi sono essenziali tecniche controllate a basso calore. È un delicato equilibrio tra pressione e velocità.
Il raggiungimento della chiarezza ottica dipende da parametri CNC precisi e da un processo di lucidatura sistematico a più stadi. La finitura superficiale iniziale della macchina è il fattore più critico, che detta la qualità della parte trasparente finale.
Principali difetti di progettazione che portano a guasti dei collettori nelle applicazioni ferroviarie
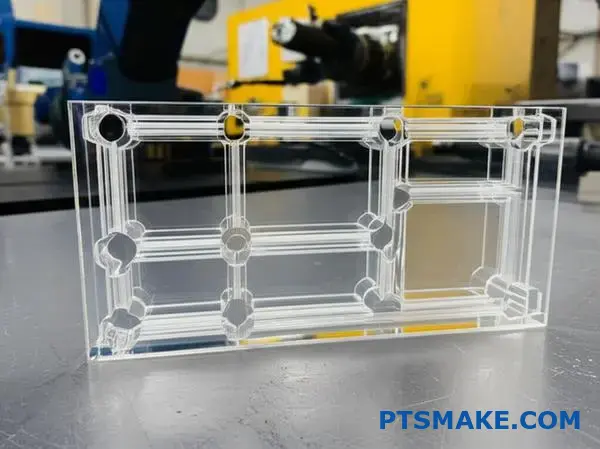
Nella progettazione di collettori per rotaie, piccole sviste portano spesso a gravi guasti. L'integrità del sistema dipende frequentemente da dettagli trascurati durante la fase iniziale di CAD. Questi errori apparentemente piccoli possono avere conseguenze significative in seguito.
Compaiono costantemente tre difetti di progettazione comuni. Questi sono lo spessore delle pareti incoerente, i canali interni mal instradati e le superfici di tenuta rifinite in modo improprio. Ogni difetto introduce una modalità di guasto unica e prevenibile.
Affrontare questi difetti di progettazione CNC in anticipo è fondamentale. Garantisce la sicurezza e l'affidabilità richieste nelle esigenti applicazioni ferroviarie.
| Difetto di progettazione | Conseguenza primaria |
|---|---|
| Spessore delle pareti incoerente | Concentrazione di sollecitazioni, potenziali crepe |
| Canali bloccati/taglienti | Calo di pressione, flusso inefficiente |
| Superfici di tenuta scadenti | Perdite critiche di fluidi, guasto del sistema |
La criticità dello spessore della parete
Uno spessore uniforme della parete è fondamentale. Quando le pareti variano bruscamente di spessore, creano punti di concentrazione dello stress. Sotto la costante vibrazione delle operazioni ferroviarie, questi punti possono facilmente diventare l'origine di crepe e guasti.
Una buona pratica CAD prevede l'utilizzo di strumenti di analisi. Questi possono simulare pressione e stress, evidenziando le aree deboli prima che venga tagliato alcun materiale. Questo passaggio preventivo è una parte fondamentale del nostro processo di revisione della progettazione presso PTSMAKE, prevenendo tali difetti di progettazione CNC.
Ottimizzazione dei canali interni
I percorsi all'interno del collettore sono le sue arterie. Svolte brusche a 90 gradi creano turbolenza. Questo interrompe il flusso e causa significativi cali di pressione, riducendo l'efficienza del sistema. È qui che una conoscenza di base di Dinamica dei fluidi5 diventa inestimabile per i progettisti che creano collettori trasparenti.
La visualizzazione del percorso del flusso aiuta nella progettazione di curve lisce. Uno dei migliori consigli CAD per collettori trasparenti è dare priorità a curve dolci rispetto ad angoli acuti. Canali ottimizzati garantiscono un flusso più fluido e mantengono la pressione del sistema. La nostra ricerca interna conferma che ciò migliora notevolmente le prestazioni complessive.
Perfezionamento delle superfici di tenuta
Un collettore è valido quanto le sue guarnizioni. Le superfici per O-ring o guarnizioni richiedono una finitura specifica. Se la superficie dal processo di lavorazione CNC è troppo ruvida, crea percorsi di perdita microscopici, che portano a un guasto finale.
| Esempio di difetto | Miglior approccio di progettazione | Benefici |
|---|---|---|
| Spessore della parete | Variazioni brusche dello spessore | Transizioni graduali, pareti uniformi |
| Canali | Angoli interni affilati | Angoli raccordati, curve morbide |
| Superficie di tenuta | Finitura ruvida o irregolare | Valore Ra specifico, finitura liscia |
L'attenzione ai dettagli nella fase CAD previene costosi guasti fisici. Pareti uniformi, canali lisci e superfici di tenuta precise sono irrinunciabili per collettori ferroviari affidabili. Una corretta progettazione per la produzione (DFM) è il fondamento di un componente di successo e durevole.
La guida dell'ingegnere alla lavorabilità delle materie plastiche trasparenti
La lavorazione di plastiche trasparenti è un atto di bilanciamento. È necessaria precisione senza causare stress, crepe o fusione. Il successo dipende dalla padronanza dei dettagli.
Comprensione delle forze di taglio
Basse forze di taglio sono fondamentali. Prevengono deflessioni e stress interni. Questo è vitale per mantenere la chiarezza ottica nel componente finale.
Gestione dell'usura degli utensili
Le plastiche trasparenti possono essere abrasive. L'usura degli utensili porta a finiture scadenti. Utensili affilati e specializzati non sono opzionali; sono un requisito per la qualità.
| Parametro | Acrilico (PMMA) | Policarbonato (PC) |
|---|---|---|
| Sensibilità al calore | Alto | Molto alto |
| Tasso di usura dell'utensile | Moderato | Alto |
Il controllo del calore e dell'evacuazione dei trucioli è critico. Senza un raffreddamento adeguato, il materiale può fondersi sull'utensile. Questo rovina sia il pezzo che la fresa.
Strategie di rimozione trucioli e raffreddamento
Un'efficace rimozione dei trucioli è irrinunciabile. Trucioli gommosi da materiali come il policarbonato possono intasare le scanalature. Questo genera immediatamente calore in eccesso, rischiando il cedimento del pezzo.
Raccomandiamo aria compressa per l'acrilico. Raffredda e rimuove i trucioli senza interazione chimica. Per il policarbonato, un sistema di lubrificazione a quantità minima (MQL) funziona spesso al meglio. Previene la fusione senza causare shock termico.
Confronto Materiali: Lavorabilità CNC Acrilico vs. Policarbonato
Questi due sono comuni ma si lavorano in modo molto diverso. L'acrilico è duro e fragile. Si scheggia in modo pulito con i parametri corretti. Il policarbonato è più resistente e morbido. Tende a deformarsi e creare trucioli lunghi e filamentosi. Il suo struttura amorfa6 contribuisce a questo comportamento.
| Caratteristica | Acrilico (PMMA) | Policarbonato (PC) |
|---|---|---|
| Formazione del truciolo | Trucioli fragili e piccoli | Trucioli gommosi e lunghi |
| Geometria dello strumento | Raggio di attacco elevato | Raggio di attacco neutro o basso |
| Esigenze di refrigerazione | Aria, fluido minimo | MQL, refrigerante a pioggia |
| Il migliore per | Chiarezza ottica, display | Alto impatto, alloggiamenti |
Lavorazione specifica per applicazione
Per applicazioni come la lavorazione di plastiche trasparenti per rotaie componenti, la resistenza agli urti è fondamentale. Questo rende il policarbonato una scelta frequente, nonostante le sue sfide. Per i sistemi fluidici, la scelta della migliore plastica per i collettori spesso porta all'acrilico per la sua stabilità e trasparenza. I requisiti unici dei collettori trasparenti per ferrovie lavorati a CNC richiedono una profonda comprensione di questi compromessi materiali per prestazioni affidabili.
La lavorazione di precisione della plastica trasparente richiede il controllo del calore, l'uso di utensili affilati e la gestione della rimozione dei trucioli. Comprendere le proprietà distinte dell'acrilico rispetto al policarbonato è fondamentale per ottenere parti trasparenti di alta qualità per qualsiasi applicazione, dai collettori ai componenti ferroviari.
Riduzione dei tempi di consegna per collettori ferroviari personalizzati con l'efficienza CNC
Nel settore ferroviario, il tempo è denaro. Lunghi tempi di consegna per parti personalizzate sono un collo di bottiglia importante. La lavorazione CNC affronta direttamente questa sfida.
Consente prototipi CNC rapidi per test e validazione. Questo è vitale per componenti complessi come i collettori personalizzati.
Dal file digitale alla parte fisica
Il nostro processo inizia con il tuo file di progettazione digitale. Questo accelera tutto, dalla quotazione alla produzione. Questa efficienza è fondamentale per i collettori trasparenti a tiratura limitata e la loro lavorazione CNC.
| Palcoscenico | Metodo tradizionale | Lavorazione CNC |
|---|---|---|
| Citazione | 3-5 Giorni | < 24 Ore |
| Prototipazione | 4-6 Settimane | 5-7 Giorni |
| Produzione | 8-12 Settimane | 2-4 settimane |

Il flusso di lavoro digitale è il cuore della nostra velocità. Un singolo modello CAD 3D è l'unica fonte di verità. Guida la quotazione, la programmazione e la macchina CNC stessa. Questo elimina errori di comunicazione e inserimento manuale dei dati, che è un problema comune che ho visto.
Il potere della prototipazione rapida
I prototipi CNC rapidi consentono ai tuoi ingegneri di testare forma, adattamento e funzione. Possono avere un pezzo fisico in giorni, non in settimane. Questo è essenziale per perfezionare i collettori trasparenti personalizzati per ferrovie prima che inizi la produzione su larga scala.
Questa velocità consente una rapida progettazione iterativa7, dove gli ingegneri possono perfezionare rapidamente i loro concetti in base al feedback del mondo reale. Aiuta a evitare costose modifiche in seguito.
Produzione a basso volume senza penalità
Anche i tempi di consegna del CNC sono brevi per le produzioni a basso volume. Non abbiamo bisogno di creare stampi o attrezzature costose. Ciò rende la produzione anche di poche dozzine di collettori trasparenti personalizzati economicamente vantaggiosa e veloce.
| Vantaggio del flusso di lavoro digitale | Impatto sui tempi di consegna |
|---|---|
| Preventivo automatizzato da CAD | Riduce i tempi di preventivo da giorni a ore. |
| Programmazione CAM diretta | Elimina gli errori di programmazione manuale. |
| Simulazione digitale | Previene costose rilavorazioni fisiche. |
| File di progettazione centralizzato | Garantisce il controllo delle versioni e l'accuratezza. |
La lavorazione CNC trasforma la tempistica di produzione. Il suo flusso di lavoro digitale consente prototipi CNC rapidi e una produzione efficiente a basso volume. Ciò riduce drasticamente i tempi di consegna del CNC per collettori trasparenti personalizzati per ferrovie, fornendoti parti critiche più velocemente.
Scegliere il partner CNC giusto per progetti di collettori trasparenti
Trovare il partner CNC giusto è fondamentale. Ciò è particolarmente vero per i progetti di collettori trasparenti. La qualità del pezzo finale dipende interamente dalla loro abilità.
Una scelta sbagliata può portare a progetti falliti. Devi verificare attentamente le loro capacità. Ciò garantisce il successo del tuo progetto.
Criteri chiave di valutazione
Ecco le aree che devi indagare. Ognuna è vitale per la lavorazione di materie plastiche trasparenti.
| Capacità | Importanza | Cosa cercare |
|---|---|---|
| Finitura superficiale | Alto | Valori Ra costanti, abilità di lucidatura |
| Esperienza con i polimeri | Critico | Conoscenza specifica dei materiali (PC, Acrilico) |
| Garanzia di qualità | Essenziale | Processi documentati, rapporti di ispezione |
Scegliere il tuo guida alla selezione del fornitore CNC richiede diligenza. Non saltare questi controlli essenziali.

Valutare un potenziale partner di produzione di collettori a guida va oltre il loro elenco di macchine. Hai bisogno di prove della loro competenza, specialmente con le materie plastiche trasparenti. Inizio sempre chiedendo campioni dei loro lavori precedenti su polimeri simili.
Valutazione della coerenza della finitura superficiale
Un vero esperto di lavorazione di materie plastiche trasparenti comprende la finitura superficiale. Richiedi rapporti sulla rugosità superficiale (Ra) da progetti passati. Finiture incoerenti possono causare distorsioni ottiche. Questo è un punto di guasto importante nei collettori trasparenti. Un partner affidabile avrà un processo chiaro e ripetibile per ottenere la chiarezza ottica.
Valutazione dell'esperienza sui polimeri
La lavorazione del policarbonato è diversa dall'acrilico. Ogni materiale ha proprietà uniche. Il tuo partner deve capire come evitare cricche da stress e crazing. Abbiamo scoperto che specifici utensili da taglio e strategie di refrigerazione sono essenziali. Chiedi loro del loro approccio a collettori trasparenti per ferrovie lavorati a CNC. La loro risposta rivela la loro profondità di conoscenza.
Verifica della garanzia di qualità
La garanzia di qualità non è solo un'ispezione finale. Dovrebbe far parte dell'intero processo. Un aspetto chiave è tracciabilità dei materiali8. Devi conoscere l'origine e il lotto della materia prima.
Ecco un rapido confronto basato su ciò che cerco:
| Controllo qualità | Un partner forte fornisce | Un partner debole fornisce |
|---|---|---|
| Certificati di materiale | Certificati completi per ogni lotto | Documentazione vaga o assente |
| Controlli in corso di lavorazione | Controlli dimensionali documentati | Solo un controllo "visivo" finale |
| Rapporti finali | Rapporti CMM, test di chiarezza ottica | Una semplice nota di approvazione/respinta |
Chiedere di visionare la loro documentazione QA. Questo è un passaggio non negoziabile nel mio processo di selezione presso PTSMAKE.
La verifica delle capacità di un fornitore è essenziale. Concentrati sulla coerenza della finitura superficiale, sull'esperienza specifica con i polimeri e sulle misure di assicurazione della qualità documentate. Questa diligenza garantisce di trovare un partner affidabile per i tuoi progetti critici di collettori trasparenti.
Come la scarsa qualità dei collettori influisce sulla sicurezza sui binari
I difetti nei collettori ferroviari non sono difetti minori. Sono minacce dirette alla sicurezza operativa. Una crepa nascosta o un piccolo blocco possono portare a un guasto catastrofico del sistema sui binari.
Un controllo di qualità scadente durante la lavorazione CNC può introdurre questi pericoli invisibili. Questi problemi compromettono l'integrità dell'intero sistema.
Modalità di guasto comuni
Le crepe interne possono causare improvvisi cali di pressione. I blocchi dei canali interrompono il flusso dei fluidi e la distorsione ottica nelle parti trasparenti può impedire controlli visivi accurati.
| Tipo di difetto | Impatto potenziale sui sistemi ferroviari |
|---|---|
| Crepe interne | Guasto del sistema idraulico o pneumatico |
| Blocco del canale | Frenata o risposta del segnale incoerenti |
| Distorsione ottica | Letture errate del livello del fluido o dei sensori |
Ciò rende essenziale un rigoroso controllo di qualità.
Non possiamo aspettare che un collettore si guasti sul campo. La prevenzione proattiva attraverso ispezioni avanzate è l'unico approccio responsabile nelle applicazioni ferroviarie. Questo è particolarmente vero per collettori trasparenti per ferrovie lavorati a CNC, dove sia l'integrità strutturale che visiva sono cruciali.
Tecniche di ispezione critiche
Presso PTSMAKE, ci affidiamo a un processo di ispezione a più stadi per eliminare i rischi prima che un componente lasci la nostra struttura. Questo è centrale per il nostro controllo qualità per i collettori.
CMM per l'integrità dei canali
Una macchina di misura a coordinate (CMM) verifica che i canali interni siano lavorati secondo specifiche esatte. Ciò previene restrizioni di flusso o blocchi completi che potrebbero disabilitare funzioni critiche. Garantisce che ogni percorso sia libero e delle dimensioni corrette.
Test di tenuta per l'integrità strutturale
I test di tenuta e pressione possono rilevare micro-crepe che sono completamente invisibili. Queste minuscole fratture possono espandersi sotto lo stress operativo, portando a perdite. Una graduale perdita di pressione potrebbe non essere immediatamente evidente, ma può comportare un guasto del sistema.
Prevenzione dei difetti ottici
Per i collettori trasparenti, una lavorazione scadente può creare stress interni. Questo può causare un effetto ottico noto come birifrangenza9, che distorce la luce e ostacola l'ispezione visiva. Eseguiamo dettagliate ispezioni di parti trasparenti per garantire una perfetta chiarezza.
| Metodo di ispezione | Difetto evitato |
|---|---|
| Ispezione CMM | Blocco del canale, errore dimensionale |
| Test di tenuta e pressione | Micro-crepe, guasto della guarnizione |
| Controlli visivi e ottici | Distorsione ottica, difetti superficiali |
I collettori impeccabili richiedono più di una semplice lavorazione di precisione; richiedono un'ispezione senza compromessi. Minuscoli difetti interni possono portare a gravi rischi per la sicurezza sui binari. Tecniche come CMM, test di tenuta e controlli ottici sono essenziali per garantire l'affidabilità e la sicurezza di ogni componente.
Sbloccare risparmi sui costi con la progettazione per la lavorazione CNC (DFM)
DFM per collettori trasparenti
Quando si lavorano collettori trasparenti, la complessità aumenta i costi. Ogni setup aggiuntivo o percorso utensile complesso aggiunge tempo e spese. La progettazione CNC intelligente per parti trasparenti è essenziale.
Ciò significa semplificare la geometria ove possibile. Significa anche pensare a come una parte viene tenuta e lavorata fin dall'inizio.
L'applicazione di questi principi DFM per collettori può ridurre drasticamente i costi. L'obiettivo è ridurre le operazioni di macchina e i tempi di ciclo più rapidi, specialmente per progetti che richiedono elevata trasparenza.
Aree di interesse chiave per il DFM dei collettori
| Principio | Impatto sui costi |
|---|---|
| Ridurre i setup | Riduce i tempi di manodopera e di inattività della macchina |
| Semplificare i percorsi utensile | Diminuisce i tempi di programmazione e di lavorazione |
| Standardizzare le caratteristiche | Consente l'uso di utensili comuni e più veloci |

Minimizzare la complessità del setup
Un costo importante nella lavorazione CNC è il tempo di setup. Ogni volta che riorientiamo una parte, ciò comporta costi. Per i collettori trasparenti, questo è fondamentale. Setup multipli rischiano disallineamenti e danni alle superfici trasparenti.
Progettando parti che possono essere lavorate da meno lati, riduciamo questi rischi. Ad esempio, raggruppare le caratteristiche su una singola faccia è una strategia semplice ma efficace. Questo approccio è fondamentale per i collettori trasparenti, dalla fluidica medica ai complessi sistemi di monitoraggio, compresi quelli utilizzati in settori come quello ferroviario.
Semplificazione della complessità del percorso utensile
Percorsi utensile lunghi e intricati significano tempi di esecuzione della macchina più lunghi. Ciò aumenta direttamente il costo finale del pezzo. La progettazione di canali interni con curve morbide anziché angoli acuti è un ottimo esempio di DFM intelligente.
Ciò non solo accelera la lavorazione, ma migliora anche la fluidodinamica all'interno del collettore. Un'efficace ottimizzazione del percorso utensile10 può portare a risparmi significativi. Dopo aver esaminato i progetti con i nostri clienti, abbiamo visto questo approccio ridurre i tempi di lavorazione fino al 30%.
Riduzione dei costi attraverso la semplificazione del design
| Modifica del design | Potenziale risparmio di tempo |
|---|---|
| Consolidare le caratteristiche su un lato | Riduzione del setup del 15-25% |
| Utilizzare raggi d'angolo standard | Percorsi utensile più veloci del 10-20% |
| Fori dritti rispetto ad angolati | Riduzione della complessità del 20-30% |
Il DFM intelligente per i collettori trasparenti consiste nel ridurre i setup e semplificare i percorsi utensile. Queste modifiche riducono direttamente i tempi di lavorazione e i costi di manodopera, portando a risparmi significativi senza compromettere la funzione o la trasparenza del pezzo. Questa è la riduzione dei costi CNC in azione.
Bilanciare resistenza e trasparenza nell'ingegneria dei collettori ferroviari
Nell'ingegneria dei collettori ferroviari, una sfida chiave è bilanciare la durata con l'accesso visivo. Sono necessari componenti in grado di resistere a condizioni difficili. Tuttavia, è anche necessario vedere all'interno per le ispezioni.
Ciò crea un compromesso diretto. Materiali più resistenti o pareti più spesse spesso riducono la chiarezza ottica. Trovare il giusto equilibrio è fondamentale.
La scelta del materiale
La scelta tra plastiche trasparenti e plastiche resistenti per i collettori è fondamentale. Ogni materiale offre un diverso mix di proprietà. Questa decisione influisce sia sulle prestazioni che sulla durata.
| Materiale | Forza d'urto | Chiarezza ottica |
|---|---|---|
| Policarbonato | Molto alto | Da buono a molto buono |
| Acrilico (PMMA) | Medio | Eccellente |
| PETG | Alto | Eccellente |
Per le esigenti applicazioni ferroviarie, la resistenza del policarbonato è spesso la base. Fornisce la necessaria resistenza agli urti per sicurezza e affidabilità.
Spessore della parete e trasparenza
Pareti più spesse aumentano la resistenza ma possono diminuire la trasparenza. Questo è un compromesso critico per la CNC. Più materiale può distorcere la luce che attraversa il collettore.
Quando si progettano collettori trasparenti per ferrovie, l'obiettivo è trovare il punto ottimale. Il materiale e il suo spessore devono soddisfare sia i requisiti meccanici che visivi. Non si tratta solo di scegliere un materiale; si tratta di progettare una soluzione completa. Noi di PTSMAKE guidiamo i clienti attraverso queste decisioni critiche.
Impatto della lavorazione CNC sulla trasparenza
La precisione della lavorazione CNC è essenziale. Tuttavia, il processo stesso può influire sulla finitura superficiale e sulle sollecitazioni interne del materiale. Ciò influisce direttamente sulla chiarezza ottica. Percorsi utensile, velocità di avanzamento e fluidi di taglio giocano tutti un ruolo. Una superficie lavorata male, anche su un materiale trasparente come l'acrilico, apparirà opaca.
Inoltre, la lavorazione può introdurre tensioni interne. Queste tensioni possono creare sottili distorsioni ottiche. Questo fenomeno è noto come Birifrangenza11, che può essere una preoccupazione nelle applicazioni ottiche di alta precisione.
Compromessi di progettazione e materiali
Consigliamo spesso un approccio equilibrato. Inizia con l'analisi delle specifiche sollecitazioni operative che il collettore dovrà affrontare.
| Spessore della parete | Resistenza agli urti | Trasmissione della luce | Tempo di lavorazione CNC |
|---|---|---|---|
| Sottile (ad es. 3 mm) | Più basso | Più alto | Più breve |
| Medio (ad es. 6 mm) | Equilibrato | Buono | Moderato |
| Spesso (ad es. 12 mm) | Più alto | Più basso | Più lungo |
Sulla base dei nostri test, un policarbonato ben scelto può spesso fornire un'eccellente resistenza senza un sacrificio significativo della chiarezza, specialmente se lavorato correttamente. Il compromesso CNC per la chiarezza è gestibile con la giusta competenza e attrezzatura.
La scelta del materiale e dello spessore della parete giusti è un atto di bilanciamento. Richiede una profonda comprensione della scienza dei materiali e dei processi di produzione per ottenere sia la resistenza agli urti che la necessaria chiarezza ottica per le applicazioni ferroviarie.
Come scalare la produzione di collettori trasparenti senza perdere precisione
Trasformare un collettore trasparente da un singolo prototipo a migliaia di unità è una sfida importante. La vera prova è mantenere la stessa precisione e chiarezza in ogni singolo pezzo.
Non si tratta solo di produrre di più; si tratta di produrre di più, perfettamente.
Scalabilità senza compromessi
In PTSMAKE, ci concentriamo sulla qualità costante durante lo scale-up CNC per parti trasparenti. I nostri flussi di lavoro sono progettati per questa transizione. Garantiamo che la decimilionesima parte sia identica alla prima.
| Palcoscenico | Focus chiave | Risultato |
|---|---|---|
| Prototipo | Fattibilità | Una parte unica e perfetta |
| Volume Medio | Stabilità del processo | Qualità costante |
| Alto volume | Efficienza e costi | Precisione scalata |
Questa struttura aiuta a gestire le aspettative e la qualità.
L'aumento della produzione richiede una mentalità completamente diversa rispetto alla prototipazione. Devi costruire un processo ripetibile e convalidato. È qui che molti progetti vacillano. Non riescono a pianificare la coerenza fin dall'inizio.
Costruzione di flussi di lavoro CNC scalabili
In PTSMAKE, il nostro processo inizia con la progettazione per la producibilità. Creiamo quindi maschere e utensili dedicati per le serie di produzione. Questo investimento iniziale previene errori a valle e garantisce che ogni collettore sia identico. Ci affidiamo all'automazione e a robusti controlli di qualità in ogni fase.
Per progetti ad alto volume, utilizziamo sistemi avanzati come macchine CNC per rotaie di produzione di massa. Queste configurazioni forniscono la velocità e la rigidità necessarie per la lavorazione continua e ad alta precisione di plastiche trasparenti. Si tratta di creare una "ferrovia" di produzione per le tue parti.
La coerenza è fondamentale
La coerenza del materiale è anche fondamentale. Spesso implementiamo un sistema VMI trasparente e centralizzato con i nostri fidati fornitori di materiali. Ciò garantisce che la materia prima per ogni lotto abbia le stesse identiche proprietà. Utilizziamo anche tecniche come Programmazione parametrica12 per adattare rapidamente i percorsi utensile a piccole variazioni del pezzo senza uno sforzo di riprogrammazione completo, risparmiando tempo e riducendo gli errori.
| Fattore | Approccio alla prototipazione | Approccio alla produzione di massa |
|---|---|---|
| Utensili | Attrezzature per uso generale | Attrezzature personalizzate ad alta produttività |
| Programmazione | G-code manuale | Programmi parametrici automatizzati |
| Ispezione | Controllo manuale 100% | Scansioni CMM e ottiche automatizzate |
| Materiale | Foglio/blocco singolo | Scorte gestite da VMI e controllate per lotto |
Questo approccio sistematico è il modo in cui garantiamo la precisione su qualsiasi scala.
La produzione di manifold trasparenti su larga scala richiede un passaggio dalla perfezione "one-off" alla precisione ripetibile. I nostri flussi di lavoro CNC strutturati, la gestione dei materiali e l'uso di macchinari avanzati garantiscono una qualità costante dal prototipo alla produzione di massa.
Sblocca il successo del collettore ferroviario con l'esperienza di PTSMAKE
Pronto a ottimizzare i tuoi manifold trasparenti per ferrovie con la precisione CNC? Affidati all'esperienza comprovata di PTSMAKE per fornire componenti ad alta trasparenza e alta precisione che mantengano i tuoi treni in funzione in modo sicuro ed efficiente. Ottieni un preventivo rapido e dettagliato ora: invia la tua richiesta a PTSMAKE oggi stesso!

Scopri come questa proprietà ottica indica lo stress interno nelle materie plastiche. ↩
Scopri come le piccole deviazioni delle parti possono accumularsi e influire sulle prestazioni complessive di un assieme. ↩
Comprendi come gli ambienti chimici possono causare guasti prematuri nelle parti sotto stress. ↩
Comprendi come lo stress interno del materiale può influire sulle prestazioni ottiche e sull'integrità della parte. ↩
Scopri come i principi del comportamento dei fluidi possono migliorare drasticamente le prestazioni e l'efficienza del tuo collettore. ↩
Scopri come la struttura interna di un materiale detta il suo comportamento di taglio e la finitura superficiale. ↩
Scopri come questo approccio agile aiuta a perfezionare i progetti e a ridurre i costi di sviluppo prima della produzione completa. ↩
Scopri perché la storia completa del materiale è fondamentale per garantire le prestazioni e la sicurezza delle parti. ↩
Scopri come questa proprietà ottica può rivelare stress nascosti nelle parti trasparenti lavorate a CNC. ↩
Esplora come le strategie avanzate del software CAM possono ridurre drasticamente i tempi di ciclo e migliorare la qualità superficiale delle tue parti. ↩
Scopri come questa proprietà ottica influisce sull'integrità e sulla chiarezza dei componenti trasparenti lavorati di precisione. ↩
Scopri come questo metodo di programmazione semplifica la lavorazione CNC per cicli di produzione più rapidi e flessibili. ↩






