

State spendendo tempo prezioso per gestire risultati di zincatura incoerenti, problemi di tolleranza dimensionale e problemi di qualità che rallentano i vostri cicli di produzione. Questi problemi di rivestimento creano ritardi, aumentano i costi e mettono a dura prova i rapporti con i team di assemblaggio a valle.
La zincatura è un processo elettrochimico che deposita un sottile strato di zinco sui pezzi lavorati a controllo numerico per garantire la resistenza alla corrosione, migliorare l'estetica e prolungare la durata dei pezzi, mantenendo al contempo l'economicità della produzione in grandi volumi.

Questa guida fornisce i dettagli tecnici necessari per prendere decisioni informate sulle specifiche di zincatura, sui metodi di controllo della qualità e sulla selezione dei fornitori. Imparerete a evitare le comuni insidie che influiscono sulle tolleranze dimensionali e scoprirete strategie collaudate per ottenere risultati uniformi su diverse geometrie di pezzi.
I vantaggi nascosti della zincatura per le parti di precisione
Molti ingegneri considerano la zincatura solo una finitura di base. Ma questa visione è troppo semplice. I veri vantaggi della zincatura sono molto più profondi.
Più di un semplice rivestimento
Fornisce una forte protezione contro la ruggine. Inoltre, conferisce ai pezzi un aspetto pulito e professionale. Questo lo rende una scelta intelligente per i componenti di precisione.
Perché la zincatura è importante
Questa finitura è fondamentale sia per le prestazioni che per l'aspetto.
| Caratteristica | Impatto sulle parti di precisione |
|---|---|
| Scudo anticorrosione | Prolunga la vita operativa dei componenti. |
| Finitura estetica | Offre un aspetto pulito e coerente. |
| Efficienza dei costi | Riduce i costi di sostituzione a lungo termine. |
La comprensione di questi punti rivela perché la zincatura è importante nella produzione.

La zincatura è una scelta obbligata per prevenire la ruggine. Tuttavia, il suo funzionamento è più complesso di una semplice barriera. Si tratta di un sistema protettivo attivo.
La scienza della protezione
Il rivestimento di zinco per i pezzi CNC funge da anodo sacrificale1 per il metallo di base, come l'acciaio. Ciò significa che lo strato di zinco si corrode per primo. Si sacrifica per proteggere il pezzo sottostante. Si tratta di una caratteristica fondamentale per i componenti utilizzati in ambienti difficili.
Estetica e difesa aggiuntiva
Il processo non termina con la placcatura. Spesso applichiamo un rivestimento di conversione al cromato. Questo strato secondario aggiunge colore e aumenta notevolmente la resistenza alla corrosione. Permette una personalizzazione funzionale e visiva.
| Finitura cromata | Indizio visivo | Aumento delle prestazioni |
|---|---|---|
| Trasparente (blu) | Argento brillante | Buona protezione |
| Giallo | Oro cangiante | Protezione eccellente |
| Nero | Nero profondo | Protezione molto buona |
Una decisione economica intelligente
Il vero valore della zincatura risiede nelle sue prestazioni a lungo termine. Il costo iniziale è basso, ma il vero risparmio deriva dalla riduzione delle esigenze di manutenzione e sostituzione. Noi di PTSMAKE consigliamo spesso questa finitura per il suo eccellente equilibrio tra costi, prestazioni e affidabilità.
La zincatura fornisce uno scudo sacrificale attivo contro la corrosione, non solo passivo. Offre finiture estetiche versatili che migliorano anche la durata. Questa combinazione offre un valore e un'affidabilità eccezionali a lungo termine per i componenti di precisione, rendendoli una soluzione davvero conveniente.
Zincatura vs. zincatura a caldo Zincatura a caldo: Qual è la soluzione migliore per il vostro progetto?
Nel confronto tra zincatura e zincatura, le prestazioni sono fondamentali. Non si tratta solo di resistenza alla corrosione. La finitura superficiale e la precisione dimensionale sono altrettanto importanti per il funzionamento di un pezzo.
Livelli di protezione dalla corrosione
La zincatura a caldo crea uno strato protettivo molto più spesso. Questo offre una resistenza superiore alla corrosione in ambienti difficili. La zincatura fornisce una barriera più sottile, ma efficace.
Confronto tra le finiture superficiali
La zincatura produce una superficie liscia, brillante e uniforme. È quindi ideale per le applicazioni estetiche. La galvanizzazione lascia una finitura più ruvida e utilitaristica.
| Caratteristica | Zincatura | Zincatura a caldo |
|---|---|---|
| Finitura | Liscio, luminoso | Ruvido, grigio opaco |
| Uniformità | Alto | Più basso, può essere irregolare |
| Il migliore per | Estetica, Uso interno | Ambienti difficili |
Questa tabella mostra una differenza fondamentale tra zincatura e galvanizzazione.

Il ruolo critico della tolleranza dimensionale
La scelta influisce pesantemente sulle dimensioni finali del pezzo. Questo è un dettaglio cruciale per i componenti di precisione. Le tolleranze dopo la placcatura possono rendere un assemblaggio più o meno difficile.
La zincatura aggiunge un rivestimento molto sottile. In genere, lo spessore è di soli 5-25 micrometri. Questo lo rende perfetto per i pezzi con tolleranze strette, come gli elementi di fissaggio o i componenti di accoppiamento. Il processo garantisce risultati prevedibili.
La zincatura a caldo è diversa. Crea uno strato spesso, spesso 50-100 micrometri o più. Questo strato è anche meno uniforme. Può riempire le filettature e alterare le dimensioni critiche, richiedendo spesso una post-lavorazione come una nuova maschiatura.
Capire il legame
Anche il meccanismo di protezione è diverso. La zincatura forma un legame metallurgico con l'acciaio. Questo crea uno strato di lega durevole e resistente all'abrasione.
La zincatura, invece, aderisce attraverso un legame elettrochimico. Lo strato di zinco agisce come un anodo sacrificale2. Si corrode prima per proteggere l'acciaio sottostante. Questa è una differenza fondamentale tra la zincatura e la galvanizzazione. Questo metodo offre una protezione affidabile per molte applicazioni.
In ultima analisi, la decisione è di bilanciare la precisione con la protezione. La zincatura eccelle nel controllo dimensionale e offre una finitura estetica. La zincatura a caldo offre una robusta resistenza alla corrosione a lungo termine, a scapito dell'uniformità della superficie e delle strette tolleranze.
Come evitare l'inceppamento della filettatura dopo la zincatura
La zincatura aumenta la resistenza alla corrosione. Ma aggiunge anche spessore. Ciò causa spesso l'inceppamento della filettatura sugli elementi di fissaggio e sulle parti CNC.
I progettisti devono prevedere questo strato aggiuntivo. È una svista comune che porta a fallimenti di assemblaggio.
Noi di PTSMAKE guidiamo i nostri clienti su tre aree chiave. Si tratta della mascheratura, delle tolleranze di filettatura e delle regolazioni successive alla placcatura.
Scelte progettuali proattive
Una pianificazione adeguata è fondamentale. Affrontare i potenziali problemi durante la fase di progettazione consente di risparmiare tempo e costi in seguito. Questo è fondamentale per zincatura delle parti filettate.
Ecco una rapida panoramica delle opzioni di mascheratura:
| Tipo di mascheramento | Il miglior caso d'uso | Considerazione |
|---|---|---|
| Tappi/spine | Filettature esterne/interne | Riutilizzabile, coerente |
| Nastri | Superfici irregolari | Ad alta intensità di lavoro |
| Lacche | Geometrie complesse | Richiede una rimozione pulita |
Pensare al futuro aiuta evitare problemi di filettatura placcatura.

Per evitare problemi di filettatura, è necessario tenere conto dello spessore della placcatura prima della produzione. Non è una cosa che si può risolvere in un secondo momento.
Strategie di mascheramento avanzate
Per un'efficace mascheratura di parti filettate CNC, selezionare il metodo giusto. I tappi e le capsule in silicone offrono una soluzione pulita e riutilizzabile per le filettature standard. Forniscono una linea di placcatura netta.
Per le aree più complesse, i nastri ad alta temperatura funzionano bene. Tuttavia, richiedono un'applicazione precisa e possono richiedere molto lavoro. La mascheratura liquida è un'altra opzione, ma la rimozione deve essere accurata per evitare la contaminazione.
Regolazione delle tolleranze della filettatura
La fase più critica è la regolazione delle tolleranze della filettatura. È necessario specificare le filettature da tagliare sottodimensionate per accogliere lo strato di zinco.
Ad esempio, se si prevede uno spessore di zincatura di 0,0003 pollici (8µm), le dimensioni della filettatura di preplaccatura devono essere ridotte di conseguenza. In questo modo si evita che il pezzo finale sia sovradimensionato. In caso contrario, si possono verificare problemi come galla3 durante il montaggio.
Spesso consigliamo regolazioni specifiche in base alla classe di placcatura.
Spessore e tolleranza della placcatura
| Classe di placcatura | Spessore tipico | Azione raccomandata |
|---|---|---|
| Classe 1 (5µm) | ~0.0002" | Filettature interne sottodimensionate |
| Classe 2 (8µm) | ~0.0003" | Sottodimensionamento significativo |
| Classe 3 (12µm) | ~0.0005" | Richiede un'attrezzatura speciale |
Regolazioni successive alla placcatura
A volte è necessario un intervento successivo alla placcatura. Una leggera rullatura delle filettature con una filiera o un rubinetto può eliminare i piccoli accumuli. Anche la cottura dei pezzi dopo la placcatura è fondamentale per evitare l'infragilimento da idrogeno. Questo processo può talvolta influenzare l'accoppiamento finale.
Una progettazione adeguata è fondamentale per evitare l'inceppamento della filettatura. Ciò include la scelta della giusta tecnica di mascheratura, l'accurata specificazione delle tolleranze della filettatura prima della placcatura e la pianificazione delle regolazioni necessarie dopo la placcatura. In questo modo si garantisce il successo dei progetti di zincatura.
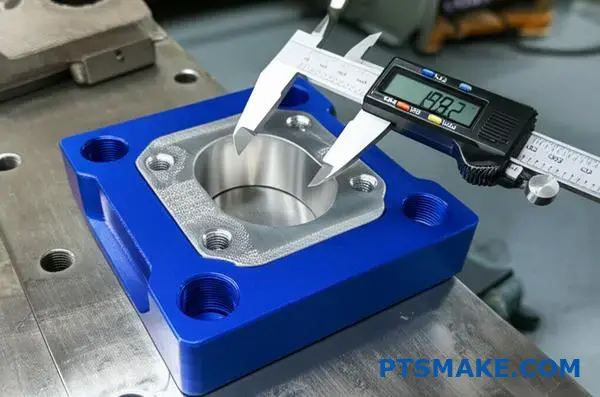
Come la zincatura influisce sulle tolleranze dimensionali nei gruppi a tenuta stagna
La zincatura aggiunge uno strato protettivo, ma anche materiale. Si tratta di un dettaglio critico per gli assemblaggi a tenuta stagna. Il impatto della tolleranza della zincatura può essere significativo.
Ogni dimensione di un pezzo cambia dopo la placcatura. Non si tratta di un semplice rivestimento, ma di un cambiamento dimensionale.
Capire l'accumulo di placcatura
Lo spessore di zinco aggiunto varia in genere da 5 a 25 micrometri (µm). Sembra poco, ma può facilmente portare un pezzo preciso fuori tolleranza.
La sfida dell'uniformità
Lo spessore non è perfettamente uniforme. La placcatura tende ad accumularsi maggiormente sugli angoli esterni e sui bordi taglienti. Questo è un problema fondamentale per parti CNC in zinco.
| Tipo di caratteristica | Accumulo previsto |
|---|---|
| Superfici piane | Spessore nominale |
| Angoli esterni | 1,5x - 2,0x nominale |
| Angoli interni | 0,5x - 0,75x nominale |
| Fori | Spessore ridotto |
Questo accumulo irregolare significa che un semplice offset non è sufficiente. Dobbiamo tenere conto degli effetti geometrici.
La zincatura è costituita da più di uno strato. Dopo l'applicazione dello zinco, viene aggiunto un rivestimento di conversione cromato per aumentare la resistenza alla corrosione e il colore. Anche questo film aumenta lo spessore totale.
Il ruolo dei film di conversione del cromato
Lo strato di cromato è molto sottile, spesso solo 0,1-0,5 µm, ma fa parte della dimensione finale. In caso di tolleranze estremamente strette, anche questa minuscola aggiunta è importante. Il totale variazione delle dimensioni dopo la placcatura è la somma degli strati di zinco e cromato.
Strategie per il controllo dimensionale
Noi di PTSMAKE gestiamo questo problema pianificandolo in anticipo. Spesso lavoriamo i pezzi leggermente sottodimensionati. In questo modo compensiamo il materiale aggiunto durante il processo di zincatura.
Ciò richiede calcoli precisi e una comunicazione chiara tra il nostro team di lavorazione e i nostri partner di placcatura. Il processo di deposizione elettrochimica4 è controllabile, ma richiede competenza. Non solo la dimensione finale, ma anche lo spessore della placcatura.
Ad esempio, un albero progettato per essere di 20,00 mm dopo la placcatura potrebbe essere lavorato prima a 19,98 mm. In questo modo si ottiene uno spessore di placcatura di 10 µm sul raggio.
| Dimensione | Specifiche | Prelaccatura (target) | Post-placcatura (risultato) |
|---|---|---|---|
| Diametro dell'albero | 20,00 mm ±0,01 | 19,98 mm | 20,00 mm |
| Diametro del foro | 15,00 mm ±0,01 | 15,02 mm | 15,00 mm |
Questo approccio proattivo è essenziale per garantire che parti CNC in zinco si adattano perfettamente al loro assemblaggio finale.
La zincatura aggiunge uno spessore prevedibile ma variabile. Questo accumulo, insieme al film di cromato, influisce direttamente sulle dimensioni finali. Per avere successo negli assemblaggi a tenuta stagna è necessario progettare attentamente le dimensioni di preplaccatura per compensare questa aggiunta, una parte fondamentale del nostro processo alla PTSMAKE.
Segreti di progettazione per massimizzare l'uniformità della zincatura su parti complesse
Ottenere una finitura di zincatura uniforme su pezzi CNC complessi è una sfida comune. La geometria del pezzo influenza direttamente il risultato.
Alcune caratteristiche possono bloccare la corrente elettrica necessaria per la placcatura. Questo crea uno spessore del rivestimento non uniforme.
Considerazioni chiave sulla geometria
Pensare alla placcatura durante la fase di progettazione è fondamentale. Piccole modifiche possono fare un'enorme differenza in termini di qualità e consistenza finale.
| Caratteristica | Impatto sulla placcatura | Raccomandazione |
|---|---|---|
| Angoli interni affilati | Scarsa adesione | Utilizzare raggi/filetti |
| Fori stretti e profondi | Rivestimento sottile o assente | Allargare o rivalutare |
| Grandi superfici piane | Incline all'accumulo | Aggiungere una leggera corona |
Un racking adeguato è importante quanto il progetto stesso. Garantisce un flusso di corrente ottimale.

Un'immersione più profonda nelle sfide della placcatura
Il problema principale del rivestimento di geometrie CNC complesse è la gestione della densità di corrente. Le aree ad alta corrente ricevono una placcatura spessa, mentre quelle a bassa corrente vengono lasciate sottili.
Questo vale soprattutto per i pezzi con fori e rientranze. Queste aree sono spesso affette dalla cosiddetta "rottura". Effetto gabbia di Faraday5, in cui l'esterno di un elemento scherma l'interno dal campo elettrico.
Scaffalature: Molto di più di un semplice supporto per un pezzo
Un racking efficace è una scienza. Noi di PTSMAKE progettiamo attrezzature personalizzate. Questi dispositivi assicurano che ogni superficie critica sia esposta correttamente alla soluzione di placcatura e alla corrente elettrica.
Consideriamo anche il drenaggio. Le soluzioni intrappolate possono causare macchie e corrosione dopo la placcatura. L'orientamento del racking deve consentire un drenaggio completo.
Zone problematiche comuni e soluzioni
Il primo passo è capire dove si verificano i guasti. Dopo aver esaminato numerose parti dei clienti, abbiamo trovato degli schemi coerenti.
| Area problematica | Problema di placcatura | Strategia di mitigazione |
|---|---|---|
| Fori ciechi | Nessuna placcatura all'interno | Utilizzare anodi ausiliari |
| Tasche da incasso | Rivestimento sottile | Regolare l'angolo della cremagliera, utilizzare i ladri di corrente |
| Sezioni filettate | Accumuli sulle creste | Mascheratura o inseguimento post-piastra |
Affrontando per tempo questi suggerimenti sul rivestimento uniforme della zincatura, si evitano costose rilavorazioni. Si tratta di progettare per la producibilità, che include il processo di finitura.
Una zincatura efficace su pezzi complessi richiede una duplice attenzione. È necessario considerare la geometria del pezzo durante la fase di progettazione e utilizzare metodi di travaso intelligenti. Questa strategia combinata previene i comuni problemi di adesione e uniformità, garantendo una finitura uniforme e di alta qualità.
La guida definitiva alle opzioni di conversione del cromato di zinco
Quando si sceglie un rivestimento di conversione al cromato di zinco, il colore è il primo indizio delle sue proprietà. Non si tratta solo di estetica. Ogni colore - blu, giallo e nero - indica un diverso livello di protezione dalla corrosione.
Questa scelta ha un impatto diretto sulla durata e sulle prestazioni del pezzo. La comprensione di queste differenze è fondamentale.
Guida rapida ai colori cromati
Possiamo suddividere i tipi principali in base alle loro caratteristiche principali. Questo ci aiuta a prendere una decisione rapida e consapevole per il vostro progetto.
| Caratteristica | Cromato blu (trasparente) | Cromato giallo | Cromato nero |
|---|---|---|---|
| Aspetto | Luminoso, con una leggera sfumatura blu | Iridescente, giallastro | Da nero opaco a nero lucido |
| Resistenza alla corrosione | Base (24-48 ore) | Moderato (96-150 ore) | Alto (150-250+ ore) |
| Uso comune | Decorativo, per interni | Industria generale | Automotive, esterno |

Approfondimenti: Proprietà e applicazioni
Al di là della tabella dei colori di base, ogni rivestimento di conversione al cromato di zinco ha punti di forza specifici. La scelta di quello giusto è fondamentale per la longevità e l'affidabilità dei componenti. La scelta influisce non solo sulla resistenza alla corrosione, ma anche sull'adesione della vernice e sulla conduttività elettrica.
Proprietà del cromato giallo
Il cromato giallo è spesso la scelta predefinita per l'uso industriale generale. Offre un ottimo equilibrio tra costi e prestazioni. Le proprietà del cromato giallo comprendono un'eccellente adesione alla vernice, che lo rende un primer affidabile. Lo consigliamo spesso per le parti che necessitano sia di protezione che di un successivo rivestimento.
La superiore finitura in zinco nero
La finitura in zinco nero offre il massimo livello di resistenza alla corrosione. È quindi ideale per le parti esposte a condizioni climatiche avverse o ad agenti corrosivi. È una scelta comune per i componenti automobilistici, l'hardware militare e le attrezzature per esterni. L'aspetto decorativo nero è un ulteriore vantaggio.
Quando usare il cromato blu (trasparente)
Il cromato blu o trasparente fornisce una protezione minima. Il suo ruolo principale è quello di prevenire l'ossidazione della zincatura durante lo stoccaggio. Si usa quando l'aspetto metallico del pezzo è importante e l'ambiente non è esigente. Il processo crea uno strato protettivo attraverso passivazione6, che mantiene la superficie brillante.
La scelta tra cromato blu, giallo e nero richiede un equilibrio tra resistenza alla corrosione, aspetto e costi. Il nero offre la massima protezione, il giallo è una soluzione versatile di fascia media e il blu è ideale per una protezione di base in cui l'estetica è fondamentale. È l'applicazione a determinare l'opzione migliore.
Aumentate la resa al primo passaggio con questi standard di qualità della zincatura
Ottenere un controllo di qualità costante della zincatura non è una magia. Si basa su standard industriali consolidati. Questi standard garantiscono che tutti parlino la stessa lingua.
Forniscono chiare linee guida per il successo. Questo allineamento previene le incomprensioni tra voi e il vostro fornitore.
I principali standard del settore
Per la maggior parte dei componenti commerciali, lo standard ASTM B633 è fondamentale. Essa specifica lo spessore, i tipi e le classi di zinco elettrodeposto su ferro e acciaio. È il nostro riferimento principale alla PTSMAKE.
Ecco un rapido confronto degli standard comuni:
| Standard | Area di interesse | Uso primario |
|---|---|---|
| ASTM B633 | Commerciale | Industria generale, automotive, beni di consumo |
| MIL-STD-870 | Militare | Applicazioni aerospaziali, di difesa e ad alta affidabilità |
| ISO 2081 | Internazionale | Commercio globale, mercati europei |
Questi standard sono la base per un progetto di successo.

Conoscere gli standard è solo metà della battaglia. La vera chiave per ottenere una resa al primo passaggio è il controllo qualità proattivo e in corso d'opera. Non basta ispezionare il prodotto finale. È necessario monitorare l'intero processo. Ecco come ispezionare efficacemente la zincatura.
Controlli di qualità in corso d'opera
Noi di PTSMAKE inseriamo i controlli di qualità in ogni fase. Monitoriamo la chimica del bagno, la temperatura e la densità di corrente in tempo reale. Questo previene i difetti prima che si verifichino. È molto più efficiente che trovare un problema al momento dell'ispezione finale. Questo approccio garantisce che il rivestimento di zinco fornisca una qualità costante protezione catodica7 per il metallo di base.
Utilizziamo diversi metodi per verificare la qualità durante e dopo la placcatura. I nostri risultati dimostrano che una combinazione di test fornisce i risultati più affidabili.
| Metodo di ispezione | Scopo | Quando usare |
|---|---|---|
| Fluorescenza a raggi X (XRF) | Misura lo spessore della placcatura | In-process e finale |
| Test di adesione | Controlla l'adesione del rivestimento | Post-placcatura |
| Test in nebbia salina | Verifica la resistenza alla corrosione | Qualificazione finale |
| Ispezione visiva | Trova i difetti della superficie | Durante tutto il processo |
Oltre gli standard
Anche se gli standard forniscono una base di riferimento, l'esperienza conta. Un buon fornitore sa come la geometria del pezzo influisce sulla distribuzione della placcatura. Regola i parametri per garantire una copertura uniforme su forme complesse. Questa esperienza è ciò che aumenta veramente la qualità.
L'adesione a standard come ASTM B633 e l'implementazione di rigorosi controlli in corso d'opera non sono negoziabili. Questo approccio proattivo al controllo qualità della zincatura garantisce la conformità dei pezzi alle specifiche, riducendo le rilavorazioni e migliorando significativamente la resa al primo passaggio.
Quanto dura la zincatura? Test di durata nel mondo reale spiegati
Come si fa a prevedere la durata della zincatura? L'industria si affida molto a test standardizzati. Il più comune è il test in nebbia salina.
Questo test fornisce una base fondamentale per le prestazioni dei test di corrosione. Ci aiuta a confrontare diverse finiture di placcatura in condizioni controllate.
Parametri di riferimento per il test in nebbia salina
In questo test accelerato, i pezzi sono esposti a una nebbia salina. Si misurano le ore in cui compare la ruggine bianca (corrosione dello zinco) e la ruggine rossa (corrosione dell'acciaio). I risultati variano in base al tipo di passivazione.
| Tipo di passivazione | Durata della ruggine bianca (ASTM B633) | Ore fino alla ruggine rossa |
|---|---|---|
| Trasparente (trivalente) | 12 - 24 ore | 72 - 120 ore |
| Giallo (trivalente) | 72 - 96 ore | 150 - 200 ore |
| Nero (trivalente) | 48 - 72 ore | 120 - 180 ore |
Questi numeri forniscono una misura standardizzata delle prestazioni.

I test in nebbia salina sono essenziali, ma non raccontano l'intera storia. Rappresentano lo scenario "peggiore". La durata dello zinco nel mondo reale dipende da molti altri fattori che questi test non possono simulare completamente.
Dati di laboratorio e realtà ambientale
Una nebbia salina costante è molto diversa dall'esposizione ambientale quotidiana. Le condizioni del mondo reale comprendono la fluttuazione dell'umidità, i cicli di temperatura e i raggi UV. Queste variabili influenzano in modo significativo la durata effettiva della zincatura.
Il meccanismo protettivo principale dello zinco è corrosione galvanica8, in cui lo zinco si sacrifica per proteggere l'acciaio sottostante. Il tasso di questo sacrificio cambia drasticamente in base all'ambiente.
Prestazioni in ambienti diversi
L'ubicazione di un pezzo è il fattore principale della sua longevità. La nostra esperienza dimostra che l'ambiente determina le prestazioni più di un test di laboratorio.
| Ambiente | Condizioni tipiche | Durata di vita prevista (con passivazione adeguata) |
|---|---|---|
| Lieve / Interno | Temperatura controllata, bassa umidità | 15+ anni |
| Moderato / Urbano | Umidità moderata, alcuni inquinanti | 5 - 10 anni |
| Grave / Marino | Alta umidità, esposizione al sale, industria | 1 - 5 anni |
Noi di PTSMAKE aiutiamo i clienti a scegliere la finitura giusta. Ci concentriamo sull'applicazione finale del pezzo, assicurandoci che le specifiche soddisfino le esigenze del mondo reale, non solo un certificato di prova.
I test in nebbia salina forniscono un parametro di riferimento standardizzato per la resistenza alla corrosione. Tuttavia, la vera durata dello zinco nel mondo reale è determinata in ultima analisi dall'ambiente operativo specifico. Per ottenere la durata desiderata del prodotto è fondamentale adattare le specifiche di placcatura all'applicazione.
Confronto definitivo: Zincatura a cremagliera contro barile per le parti B2B
La scelta tra zincatura a rack e a barile ha un impatto diretto sui vostri profitti. Si tratta di un classico compromesso tra volume e precisione.
La placcatura a barile processa grandi lotti in una sola volta. Ciò la rende incredibilmente conveniente per i pezzi giusti.
La placcatura a rack tratta i pezzi singolarmente. Questo processo costa di più per pezzo, ma offre una qualità ineguagliabile per esigenze specifiche. La comprensione di questo aspetto è fondamentale per ottenere risultati di successo.
| Fattore | Placcatura a barilotto | Placcatura a rack |
|---|---|---|
| Costo del lavoro | Basso | Alto |
| Produttività | Alto volume | Basso volume |
| Costo unitario | Molto basso | Più alto |

Migliori utilizzi e rapporto costo-efficacia
La scelta migliore dipende interamente dal progetto del pezzo e dall'applicazione finale. Non esiste un unico metodo "migliore" per la zincatura.
Il cavallo di battaglia: la placcatura della canna
Per la lavorazione di prodotti sfusi, non c'è niente di meglio della placcatura in barile. È l'ideale metodo di zincatura delle piccole parti. Pensate a elementi di fissaggio, dadi e staffe stampate.
Spesso utilizziamo placcatura del barile Parti CNC quando i componenti sono piccoli e non hanno superfici cosmetiche critiche. I pezzi vengono fatti rotolare insieme, con un'elevata efficienza. Ciò può causare lievi segni superficiali, un compromesso che molti clienti accettano per componenti non visibili in cui l'obiettivo principale è la resistenza alla corrosione.
Lo specialista: Placcatura a rack
La chiave vantaggi della zincatura a rack brillare con parti complesse. Questo metodo è adatto a geometrie grandi, delicate o intricate che verrebbero danneggiate da un barile.
Ogni pezzo è cablato singolarmente. Ciò garantisce una finitura uniforme e di alta qualità, senza segni di contatto. Il processo è governato da principi quali Le leggi di Faraday sull'elettrolisi9, garantendo uno spessore preciso del rivestimento. È perfetto per i componenti automobilistici visibili o per i telai elettronici di alta qualità.
In PTSMAKE, ecco come di solito guidiamo la decisione:
| Parte Caratteristica | Metodo consigliato | Motivo |
|---|---|---|
| Piccolo, semplice, resistente | Placcatura a barilotto | Massima efficienza dei costi |
| Forma grande o complessa | Placcatura a rack | Previene i danni, assicura la copertura |
| Delicato, facilmente aggrovigliabile | Placcatura a rack | La gestione individuale protegge le parti |
| Elevati requisiti cosmetici | Placcatura a rack | Finitura superiore e uniforme |
La placcatura a barile è la scelta più conveniente per i piccoli componenti durevoli e di volume elevato. La zincatura a cremagliera offre finiture superiori per componenti più grandi o delicati, ma a un costo più elevato. La scelta della zincatura deve essere guidata dai requisiti specifici del pezzo e non solo dal prezzo.
Il ruolo della scelta del materiale di base nell'adesione della zincatura
Il materiale di base è il fondamento del pezzo placcato. Le sue proprietà influenzano direttamente l'aderenza del rivestimento di zinco. Non tutti i metalli sono uguali per la zincatura.
È fondamentale comprendere la compatibilità dei materiali con i rivestimenti di zinco. Alcuni metalli si legano facilmente allo zinco. Altri richiedono preparazioni speciali in più fasi per ottenere una finitura duratura.
La scelta ha un impatto su tutto. Influisce sul processo, sui costi e sulle prestazioni del pezzo finale.
| Metallo di base | Difficoltà di placcatura generale |
|---|---|
| Acciaio | Basso |
| Ottone | Medio |
| Alluminio | Alto |
| Acciaio inox | Alto |
La selezione dei migliori metalli base per la zincatura fin dall'inizio può far risparmiare tempo e risorse.
Il successo della zincatura varia notevolmente a seconda dei metalli. Ogni substrato presenta una chimica superficiale e proprietà metallurgiche uniche. Questi fattori richiedono strategie di pretrattamento diverse per garantire una forte adesione. Senza una preparazione corretta, la zincatura non riuscirà.
Acciaio: Il candidato ideale
L'acciaio al carbonio è il materiale più comune e semplice per la zincatura. La sua superficie è ricettiva e l'adesione è forte con la pulizia e l'attivazione standard. Tuttavia, la placcatura su acciaio legato può essere più difficile. Elementi di lega come il cromo o il manganese possono alterare le proprietà della superficie, richiedendo talvolta un pretrattamento adeguato.
Alluminio: La sfida dell'ossido
L'alluminio forma naturalmente un sottile strato di ossido resistente. Questo strato impedisce l'adesione diretta dello zinco. Per placcare l'alluminio, dobbiamo prima applicare un rivestimento di conversione allo zinco. Questo processo rimuove l'ossido e deposita una sottile pellicola di zinco, che funge da base per lo strato galvanico finale.
Leghe di ottone e rame: Il rischio di diffusione
L'ottone è relativamente facile da placcare. Il problema è la diffusione dello zinco. Con il tempo, lo zinco dell'ottone può migrare nello strato di placcatura. Ciò può causare problemi estetici o ridurre la resistenza alla corrosione. Per evitare che ciò accada, spesso si applica prima uno strato barriera di rame o nichel.
Acciaio inossidabile: Il problema passivo
L'acciaio inossidabile è difficile da placcare a causa della sua strato di passivazione10 di ossido di cromo. Questo strato rende l'acciaio resistente alla corrosione ma anche poco ricettivo alla placcatura. È necessario attivare la superficie, spesso utilizzando un decapaggio acido specializzato o un colpo di nichel di Woods, per consentire una corretta adesione.
| Materiale | Sfida primaria | Pre-trattamento tipico |
|---|---|---|
| Acciaio | Minimo; ruggine/scaglie | Pulizia alcalina, sottaceto acido |
| Alluminio | Strato di ossido | Immersione in zinco |
| Ottone | Diffusione dello zinco | Colpo di rame o nichel |
| Acciaio inox | Superficie passiva | Sciopero del nichel di Woods |
La scelta del materiale di base non è solo una decisione di progettazione. È una variabile critica del processo. L'acciaio offre un percorso diretto verso la zincatura di qualità, mentre l'alluminio, l'ottone e l'acciaio inossidabile richiedono conoscenze specialistiche e passaggi intermedi per ottenere un'adesione e prestazioni affidabili.
Evitare la variazione di colore nelle parti cosmetiche placcate in zinco
Ottenere una finitura uniforme sui pezzi zincati cosmetici è una sfida comune. Le incoerenze spesso derivano dal processo di placcatura stesso.
Un controllo efficace dei fornitori è il primo passo. Senza di esso, si assisterà a variazioni costanti.
L'orientamento delle parti è importante
Il modo in cui un pezzo viene tenuto durante la placcatura influisce drasticamente sul risultato. Orientamenti diversi portano a spessori e colori diversi. Questo aspetto è fondamentale per il controllo dell'aspetto della zincatura.
| Fattore | Impatto sulla finitura |
|---|---|
| Processo di fornitura | Alto |
| Orientamento della parte | Alto |
| Chimica del bagno | Medio |
Ciò richiede un rigoroso controllo qualità dei componenti cosmetici dall'inizio alla fine.

Il controllo delle variazioni di finitura richiede una profonda conoscenza del processo di zincatura. Piccole variazioni nella chimica del bagno, nella temperatura o nella corrente elettrica possono causare variazioni visibili nel colore e nella luminosità.
Padroneggiare i controlli dei fornitori
Avete bisogno di un fornitore che documenti ogni fase. Questo include il pre-trattamento, i parametri di placcatura e i processi di cromatura post-trattamento. Lavoriamo con partner che offrono una trasparenza totale. Questo ci aiuta a ottenere una finitura uniforme sulle superfici di zinco.
Anche l'orientamento dei pezzi sul rack di placcatura è fondamentale. Le aree più vicine all'anodo ricevono una maggiore quantità di corrente, con il risultato di un deposito più spesso e talvolta più brillante. Questa irregolarità distribuzione della densità di corrente11 è una causa primaria di incoerenza. Spesso progettiamo scaffalature personalizzate per ridurre al minimo questo effetto.
Standard di controllo qualità dei componenti cosmetici
Stabilire standard visivi chiari non è negoziabile. Utilizziamo campioni limite approvati per definire le gamme di colori accettabili.
| Metodo di controllo | Benefici |
|---|---|
| Documentazione del processo | Ripetibilità e tracciabilità |
| Scaffalature personalizzate | Spessore uniforme della placcatura |
| Campioni di confine | Criteri di accettazione chiari |
| Audit regolari | Risoluzione proattiva dei problemi |
Questi controlli sono essenziali per qualsiasi progetto in cui l'aspetto è fondamentale.
Il controllo delle incongruenze di finitura nella zincatura si basa su una rigorosa gestione dei processi da parte dei fornitori e su un orientamento strategico dei pezzi. Stabilire chiari standard di controllo della qualità cosmetica con campioni visivi è essenziale per ottenere l'aspetto uniforme desiderato ed evitare costose rilavorazioni.
Zincatura per assemblaggi: Come gestire l'accoppiamento, le filettature e i dispositivi di fissaggio
Quando si tratta di zincatura per gli assemblaggi, la precisione è fondamentale. Lo strato aggiunto, per quanto sottile, può disturbare gli accoppiamenti perfetti. Questo vale soprattutto per i componenti filettati.
Capire lo spessore della placcatura
Lo spessore della zincatura influisce direttamente sulle tolleranze dimensionali. Pochi micron possono fare una grande differenza nei pezzi più stretti. Una gestione dimensionale efficace degli assemblaggi è fondamentale.
Ecco una rapida panoramica degli spessori più comuni:
| Classe | Spessore (micron) | Applicazione |
|---|---|---|
| Fe/Zn 5 | 5 µm | Lieve, per interni |
| Fe/Zn 12 | 12 µm | Moderato, all'aperto |
| Fe/Zn 25 | 25 µm | Grave, industriale |
La gestione di queste modifiche garantisce il successo dell'assemblaggio finale.

L'effetto a catena della placcatura
La vera sfida non è un singolo pezzo. È il modo in cui interagiscono più parti placcate. Questo effetto cumulativo è noto come tolleranza accatastata12. Ogni componente placcato si aggiunge alla variazione dimensionale totale.
Questo può portare a interferenze laddove era previsto un accoppiamento libero. Per i progetti di PTSMAKE, teniamo sempre conto di questo aspetto durante la fase di progettazione.
Interazioni con la superficie e galling
Lo zinco è un metallo relativamente morbido. Dopo la placcatura, le proprietà della superficie cambiano. Questo può talvolta portare alla formazione di galla, soprattutto con alcuni materiali di fissaggio. Lo strato di zinco può lacerarsi e bloccare le filettature durante il serraggio.
Per il successo elementi di fissaggio zincati, prendere in considerazione i lubrificanti post-placcatura. Ecco alcuni Consigli per il montaggio dopo il rivestimento che abbiamo trovato utili:
| Suggerimento | Descrizione | Benefici |
|---|---|---|
| Mascheramento | Proteggono le filettature critiche dalla placcatura. | Garantisce la vestibilità originale. |
| Sottodimensionamento | Filetti della macchina leggermente sottodimensionati. | Adatta allo spessore della placcatura. |
| Lubrificazione | Applicare la cera o il composto antigrippaggio. | Impedisce la formazione di galla durante l'assemblaggio. |
Queste strategie sono fondamentali per il nostro assiemi di gestione dimensionale. Assicurano che i pezzi si uniscano senza problemi dopo il rivestimento.
La zincatura aggiunge materiale, che può causare problemi di filettatura e tolleranza. Una gestione dimensionale proattiva, come la regolazione delle dimensioni prima della placcatura e l'uso di lubrificanti dopo la placcatura, è essenziale per un assemblaggio fluido e per prevenire problemi superficiali come la galla.
Quando scegliere lo zinco nero rispetto al rivestimento in zinco chiaro o giallo
La scelta del giusto rivestimento di zinco è fondamentale. Ha un impatto sulle prestazioni, sui costi e sull'aspetto. Non si tratta solo di scegliere un colore. Ogni finitura offre vantaggi diversi per applicazioni specifiche.
Questa decisione influisce direttamente sulla durata di vita del pezzo. Confrontiamo la zincatura nera, trasparente e gialla.
I fattori chiave in sintesi
Considerate queste differenze principali.
| Caratteristica | Zinco nero | Zinco giallo | Zinco trasparente |
|---|---|---|---|
| Aspetto | Lucido, opaco/lucido | Iridescente, giallastro | Luminoso, metallico |
| Corrosione | Da moderato a buono | Eccellente | Base |
| Costo | Più alto | Moderato | Il più basso |
Comprendere queste nozioni di base aiuta a restringere rapidamente le opzioni. Si tratta di una discussione frequente con i clienti.

Quando si sceglie una finitura di zincatura, bisogna guardare oltre la superficie. Il rivestimento di conversione cromatica applicato dopo la zincatura definisce queste proprietà. La scelta tra i due comporta un compromesso.
Confronto dettagliato: Prestazioni ed estetica
I vantaggi della finitura nera dello zinco sono spesso estetici. Fornisce una finitura nera uniforme e non riflettente. È ideale per gli interni delle automobili o per l'elettronica. Offre inoltre una buona resistenza alla corrosione.
Giallo vs nero cromato
Il cromato giallo offre una protezione superiore dalla corrosione. Ciò è dovuto al maggiore spessore della pellicola di cromo esavalente. Tuttavia, il cromato nero, spesso trivalente, è un secondo posto. Inoltre, soddisfa molti standard di conformità RoHS. Molti dei nostri clienti del settore automobilistico preferiscono il giallo per i componenti sotto il cofano.
Confronto tra i rivestimenti trasparenti in zinco
Lo zinco trasparente offre la minore resistenza alla corrosione. Serve soprattutto per ottenere un aspetto pulito e metallico con una protezione di base. È adatto per i componenti utilizzati in ambienti interni e asciutti. Il passivazione13 è molto sottile rispetto al giallo o al nero.
Resistenza ai raggi UV e applicazione
Nei nostri test, lo zinco nero ha dimostrato una migliore resistenza ai raggi UV rispetto ai rivestimenti trasparenti o gialli tinti. Ciò impedisce lo sbiadimento del colore nelle parti esposte al sole. Il giallo è il cavallo di battaglia dei dispositivi di fissaggio industriali. Il giallo è il cavallo di battaglia dei dispositivi di fissaggio industriali, mentre il trasparente è comune per i beni di consumo in cui l'estetica è fondamentale.
| Attributo | Zinco nero | Zinco giallo | Zinco trasparente |
|---|---|---|---|
| Stabilità UV | Buono | Fiera | Scarso (può scolorire) |
| Uso comune | Automotive, Elettronica | Industriale, per esterni | Per interni, decorativo |
| ROHS | Spesso trivalente (sì) | Esavalente (No) | Trivalente (Sì) |
La scelta della zincatura giusta dipende dalle vostre priorità. Lo zinco nero è eccellente per l'estetica e la protezione moderata. Lo zinco giallo è la scelta migliore per gli ambienti difficili. Lo zinco trasparente è un'opzione conveniente per le esigenze di base in cui si desidera un aspetto metallico.
Come la geometria dei pezzi 3D influisce sulla copertura della zincatura
La geometria tridimensionale di un pezzo non riguarda solo la funzione, ma controlla direttamente il successo della zincatura. Spesso si dà per scontato un rivestimento uniforme, ma le forme complesse presentano sfide reali.
Aree come rientranze profonde, angoli interni acuti e sporgenze resistono naturalmente anche al deposito di zinco. Questo può portare alla formazione di punti sottili, compromettendo la resistenza alla corrosione. La comprensione dell'effetto della geometria sul rivestimento è fondamentale prima della produzione.
Sfide geometriche comuni
| Caratteristica | Impatto sulla zincatura |
|---|---|
| Fori profondi | Scarsa potenza di lancio all'interno |
| Angoli vivi | Eccessivo accumulo sui bordi |
| Grandi superfici piane | Potenziale di finitura non uniforme |
| Zone incassate | Spessore del rivestimento insufficiente |

Vediamo perché queste caratteristiche causano problemi. La zincatura si basa su una corrente elettrica per depositare lo zinco sulla superficie del pezzo. Questa corrente segue il percorso di minor resistenza.
Le aree ad alta densità di corrente, come gli angoli e i bordi esterni, attraggono un maggior numero di ioni di zinco, determinando un rivestimento più spesso. Al contrario, le aree a bassa densità di corrente, come l'interno dei fori o le scanalature profonde, ricevono un numero molto inferiore di ioni.
In questo modo si creano aree a basso deposito di zinco. In casi estremi, l'interno di una parte complessa si comporta come un Effetto gabbia di Faraday14, schermando efficacemente le superfici interne dal campo elettrico e impedendo qualsiasi deposito significativo. Noi di PTSMAKE guidiamo i nostri clienti a modificare il progetto per evitare questo problema.
Suggerimenti per la placcatura di forme complesse
Per ottenere una finitura uniforme, spesso consigliamo di apportare lievi modifiche al progetto. Queste modifiche possono fare un'enorme differenza in termini di efficienza produttiva e qualità finale dei pezzi.
| Modifica del progetto | Vantaggi della placcatura |
|---|---|
| Aggiungere raggi generosi agli angoli | Promuove un flusso di corrente uniforme |
| Utilizzare fori passanti anziché fori ciechi | Consente alla soluzione di fluire liberamente |
| Ridurre al minimo le rientranze profonde | Riduce le aree a basso deposito |
| Aggiunta di anodi ausiliari per parti complesse | Aiuta la corrente diretta nelle zone incassate |
Il primo passo è capire come la geometria influisce sul rivestimento. Progettando la placcatura, è possibile evitare una copertura non uniforme, evitare costose rilavorazioni e garantire che i pezzi soddisfino le specifiche di resistenza alla corrosione fin dall'inizio.
Insidie nascoste nella zincatura in outsourcing per le catene di fornitura internazionali
L'approvvigionamento di zincatura all'estero sembra conveniente. Ma il preventivo iniziale raramente racconta l'intera storia. Ostacoli logistici imprevisti possono erodere rapidamente i risparmi.
La tempistica del progetto è a rischio. I ritardi sono frequenti.
Il vero costo della distanza
Quando si pianifica una strategia di fornitura internazionale di placcatura, è necessario tenere conto delle spedizioni, delle dogane e delle comunicazioni. Questi fattori spesso aggiungono settimane ai tempi di consegna.
Navigare nella spedizione globale
La logistica non è solo trasporto. Comporta il coordinamento attraverso i fusi orari. Un semplice errore di documentazione può causare notevoli contrattempi.
| Palcoscenico | Tempo previsto | Potenziale Tempo effettivo |
|---|---|---|
| Produzione | 10 giorni | 12 giorni |
| Trasporto marittimo | 25 giorni | 35+ giorni |
| Dogana | 2 giorni | 7+ giorni |
Pensare all'approvvigionamento di zincatura all'estero richiede una visione realistica della tempistica totale.

Quando si ha a che fare con problemi di fornitori di rivestimenti a livello globale, la comunicazione è la sfida più grande e lo strumento più importante. Una risposta tardiva dovuta a differenze di orario può bloccare la produzione o la spedizione per un'intera giornata. Questo problema si aggrava rapidamente.
Le interruzioni della comunicazione e il loro impatto
Le incomprensioni sulle specifiche della zincatura sono comuni. Le barriere linguistiche possono trasformare una semplice domanda tecnica in un grave problema di qualità. Questi non sono solo inconvenienti, ma incidono direttamente sui vostri profitti.
Il labirinto della dogana
Lo sdoganamento è uno dei principali colli di bottiglia. I documenti non corretti sono spesso la causa. I vostri pezzi possono essere trattenuti per settimane, in attesa della documentazione corretta. Questo allunga in modo imprevedibile i tempi di consegna.
Calcolo del valore reale Costo sbarcato15 è fondamentale. Include il prezzo del pezzo più tutte le spese logistiche, doganali e assicurative. Molte aziende sottovalutano notevolmente questa cifra.
Una solida strategia di approvvigionamento internazionale deve prevedere dei buffer per questi eventi.
| Fattore di costo nascosto | Impatto potenziale sul costo totale |
|---|---|
| Tasse di controstallia portuale | +5-10% |
| Trasporto aereo (per accelerare) | +20-40% |
| Rielaborazione a causa di errori di comunicazione | +15-25% |
| Tariffe di intermediazione doganale | +2-5% |
Noi di PTSMAKE aiutiamo i clienti a costruire catene di fornitura che anticipino questi problemi, garantendo consegne più fluide.
La logistica, le dogane e le lacune nella comunicazione sono rischi significativi nella zincatura all'estero. Queste variabili nascoste possono gonfiare i costi e ritardare i progetti, trasformando gli apparenti risparmi in perdite sostanziali se non vengono gestite con una strategia esperta.
Per migliorare i vostri progetti di zincatura con la precisione di PTSMAKE
Potenziate le vostre parti lavorate a CNC o stampate a iniezione con una zincatura affidabile! Inviate la vostra richiesta di offerta a PTSMAKE e otterrete una consulenza esperta, tempi rapidi e una qualità di prim'ordine, di cui si fidano le aziende leader a livello mondiale. Richiedete oggi stesso un preventivo per la zincatura personalizzata e sperimentate una produzione senza compromessi!

Scoprite la scienza elettrochimica che spiega come questo rivestimento protegge il metallo di base dalla corrosione. ↩
Esplora la scienza di come un anodo sacrificale fornisca una protezione elettrochimica dalla corrosione per il metallo di base. ↩
Capire come si verifica questo tipo specifico di rottura del materiale e il suo impatto sulle connessioni filettate. ↩
Scoprite come gli ioni metallici formano un rivestimento solido e protettivo sulla superficie di un pezzo attraverso questo processo controllato. ↩
Comprendete questo principio elettrico per migliorare la progettazione dei vostri pezzi e ottenere migliori risultati di placcatura. ↩
Scoprite come questo processo chimico crea uno strato superficiale non reattivo, migliorando notevolmente la resistenza alla corrosione dei pezzi. ↩
Scoprite come lo zinco protegge l'acciaio dalla corrosione, anche quando il rivestimento è graffiato. ↩
Capire come funziona questo processo elettrochimico per proteggere il metallo di base dell'acciaio. ↩
Comprendere i principi scientifici che controllano lo spessore e l'efficienza del rivestimento nei processi di zincatura. ↩
Scoprite la pellicola protettiva invisibile che rende alcuni metalli resistenti alla corrosione e alla placcatura. ↩
Capire come questo principio elettrico influisca direttamente sull'uniformità e sulla qualità della finitura zincata. ↩
Imparate a calcolare e controllare l'effetto cumulativo delle tolleranze nei vostri progetti. ↩
Scoprite come questo processo chimico migliora la resistenza alla corrosione dei componenti zincati. ↩
Scoprite come questo fenomeno di schermatura elettrica può influire sulla qualità e sulle prestazioni del rivestimento finale del vostro pezzo. ↩
Capire come calcolare il costo totale dei vostri pezzi zincati al di là del prezzo del fornitore. ↩






