

CNC-bearbejdning af titanium ser ligetil ud, indtil du står over for varmeudvikling, arbejdshærdning og værktøjsslid, der kan ødelægge dine dele og sprænge dit budget. Mange producenter kæmper med svingende kvalitet og mislykkede projekter, når de bearbejder dette krævende materiale.
CNC-bearbejdning af titanium kræver specialiserede teknikker, ordentlige kølesystemer og præcist værktøjsvalg for at overvinde titans lave varmeledningsevne og tendens til arbejdshærdning, samtidig med at der opretholdes snævre tolerancer til højtydende applikationer.

Hos PTSMAKE har jeg arbejdet med titaniumdele på tværs af rumfarts-, medicinal- og marineindustrien. Dette materiale kræver respekt og viden. Den rigtige tilgang forvandler titanium fra et problematisk materiale til præcisionskomponenter, der fungerer fejlfrit i kritiske anvendelser. Nedenfor vil jeg dele de vigtige indsigter, der adskiller vellykket titaniumbearbejdning fra dyre fejl.
Hvorfor er CNC-bearbejdning af titanium vigtig for højtydende industrier?
Har du nogensinde specificeret et materiale til en kritisk komponent for derefter at se det svigte under stress, korrosion eller udmattelse? Det er i det øjeblik, hvor det går galt, at højtydende materialer ikke er til forhandling.
CNC-bearbejdning af titanium er afgørende for højtydende industrier, fordi det kombinerer metallets overlegne styrke/vægt-forhold, korrosionsbestandighed og biokompatibilitet med den computerstyrede bearbejdnings absolutte præcision. Det skaber pålidelige, komplekse dele, der lever op til de strengeste standarder inden for rumfart, medicin og bilindustrien.

Titanium er ikke bare endnu et metal; det er en løsning på nogle af ingeniørfagets hårdeste udfordringer. Dets værdi kommer fra en unik kombination af egenskaber, som andre materialer simpelthen ikke kan matche. At forstå disse egenskaber er det første skridt til at forstå, hvorfor det er et godt valg til dele, hvor fejl ikke er en mulighed.
Det uovertrufne styrke-til-vægt-forhold
Når ingeniører taler om forholdet mellem styrke og vægt, taler de om, hvor stærkt et materiale er i forhold til dets massefylde. Det er her, titanium, især legeringer som Ti-6Al-4V (Grade 5), virkelig brillerer. Det har samme styrke som mange ståltyper, men er ca. 45% lettere. For industrier som luft- og rumfart og bilindustrien er dette en game-changer. Lettere flykomponenter betyder bedre brændstofeffektivitet og øget nyttelastkapacitet. I en racerbil fører reduceret vægt til hurtigere acceleration og bedre håndtering. Denne egenskab gør det muligt at designe robuste, holdbare dele uden at skulle betale for vægten af traditionelle metaller, hvilket åbner op for nye muligheder for innovation.
Overlegen korrosionsbestandighed
Titans modstandsdygtighed over for korrosion er legendarisk. Det danner naturligt et tyndt, inaktivt og stærkt vedhæftende oxidlag, når det udsættes for ilt. Denne proces af passivering1 beskytter metallet mod angreb fra en lang række syrer, klorider og saltvand. Det gør det uundværligt til marine, kemisk forarbejdning og afsaltning. Mens rustfrit stål i sidste ende kan bukke under for grubetæring eller spaltekorrosion i barske saltvandsmiljøer, forbliver titaniumkomponenter upåvirkede, hvilket drastisk forlænger levetiden og reducerer vedligeholdelsesomkostningerne. I tidligere projekter hos PTSMAKE har vi set kunder skifte til titanium til undervandskomponenter specifikt for at eliminere dyre og hyppige udskiftninger.
Vigtig biokompatibilitet
For den medicinske industri er et materiales interaktion med menneskekroppen altafgørende. Titanium er usædvanligt biokompatibelt, hvilket betyder, at det er ugiftigt, ikke-allergifremkaldende og ikke bliver afvist af kroppen. Det gør det muligt at smelte direkte sammen med knoglen i en proces, der kaldes osseointegration. Denne egenskab gør det til guldstandarden for medicinske implantater som f.eks. ledproteser (hofter, knæ), tandimplantater og knogleskruer. Dets styrke sikrer, at implantaterne kan modstå de mekaniske belastninger i dagligdagen, mens dets inerte natur garanterer langsigtet sikkerhed og ydeevne inde i menneskekroppen.
| Ejendom | Titanium (Ti-6Al-4V) | Rustfrit stål (316L) | Aluminium (6061-T6) |
|---|---|---|---|
| Massefylde (g/cm³) | ~4.43 | ~8.00 | ~2.70 |
| Trækstyrke (MPa) | ~950 | ~570 | ~310 |
| Styrke i forhold til vægt | Meget høj | Medium | Høj |
| Modstandsdygtighed over for korrosion | Fremragende | God | Fair |
| Biokompatibilitet | Fremragende | Fair | Dårlig |
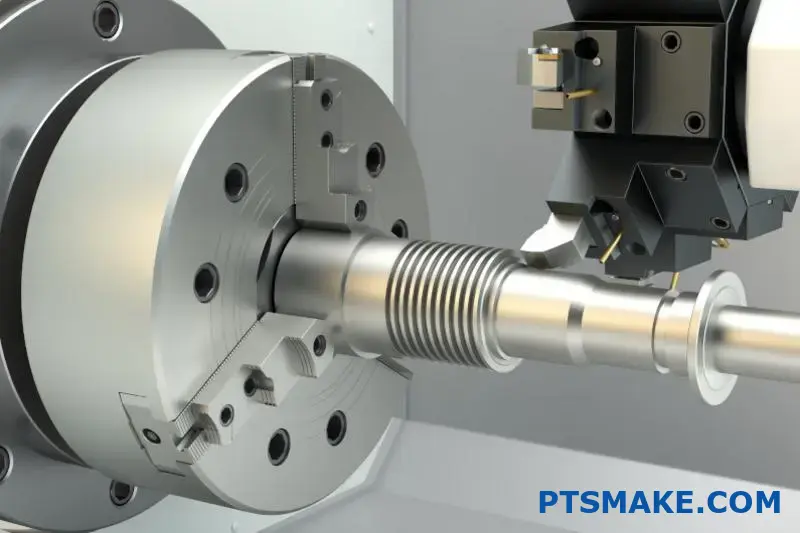
Titans egenskaber er i sig selv imponerende, men de gør det også til et notorisk vanskeligt materiale at arbejde med. Det har lav varmeledningsevne, hvilket får varmen til at ophobe sig ved skæreværktøjet, og det har en tendens til at galle og smøre. Derfor er fremstillingsmetoden lige så vigtig som selve materialet. Man kan ikke bare smide en blok titanium på en hvilken som helst gammel maskine og forvente gode resultater. CNC-bearbejdning (Computer Numerical Control) er nøglen, der frigør det fulde potentiale i dette avancerede materiale.
Overvindelse af bearbejdningsudfordringer med præcision
Udfordringerne ved at arbejde med titanium - nemlig varmeudvikling og arbejdshærdning - kræver en meget kontrolleret og robust fremstillingsproces. CNC-bearbejdning er perfekt egnet til dette. Hos PTSMAKE bruger vi maskiner med høj stivhed, optimerede skærehastigheder og højtrykskølemiddelsystemer, der er specielt beregnet til at styre varmen og forhindre værktøjsslitage. Specialiserede værktøjsbaner, der er programmeret i CNC-controlleren, sikrer en ensartet spånbelastning, som forhindrer materialet i at blive arbejdshærdet under processen. Dette niveau af kontrol er simpelthen ikke muligt med manuelle metoder. Det giver os mulighed for at skære, bore og fræse titanium effektivt, samtidig med at vi bevarer materialets integritet og holder ekstremt snævre tolerancer.
Opnåelse af komplekse geometrier og snævre tolerancer
Højtydende industrier kræver dele med indviklet design og præcise dimensioner. Tænk på de komplekse indre kanaler i en brændstofindsprøjtningsdyse eller de konturerede overflader på et kunstigt hofteled. 5-akset CNC-bearbejdning gør det muligt at skabe disse komplekse geometrier i en enkelt opsætning. Det reducerer risikoen for fejl i forbindelse med omformning af emnet og sikrer, at alle funktioner er perfekt justeret. Vores evne til konsekvent at holde tolerancer inden for nogle få mikrometer er afgørende for vores kunder inden for rumfart og medicinsk udstyr. Denne præcision sikrer, at komponenterne passer perfekt, fungerer pålideligt og fungerer optimalt under ekstreme forhold.
Sikring af repeterbarhed fra prototype til produktion
Fra den første prototype til en fuld produktionskørsel på tusindvis af enheder er konsistens nøglen. CNC-bearbejdning er en digital proces. Når et program er afprøvet, kan det køres igen og igen og producere identiske dele hver gang. Denne repeterbarhed er afgørende for industrier, hvor ensartethed fra del til del er et lov- eller sikkerhedskrav. Det eliminerer den variation, der ofte ses ved støbning eller smedning, og sikrer, at hver komponent, der kommer ud af vores maskiner, opfylder nøjagtig de samme specifikationer som den første. Denne pålidelighed strømliner samlingen, forenkler kvalitetskontrollen og skaber tillid til det endelige produkt.

Titans værdi defineres af dets enestående styrke/vægt-forhold, korrosionsbestandighed og biokompatibilitet. Men disse egenskaber giver betydelige produktionsudfordringer. Det er her, CNC-bearbejdning af titanium bliver uundværlig. Den giver den nødvendige kontrol til at overvinde materialets vanskeligheder og gør det muligt at skabe komplekse dele med snævre tolerancer. Ved at parre det overlegne materiale med en præcisionsfremstillingsproces frigør vi dets fulde potentiale for højtydende industrier og sikrer pålidelighed og konsistens fra den første til den sidste del.
Præcision og tolerancer: Opfyldelse af krævende specifikationer.
Har du nogensinde været bekymret for, at en lille afvigelse i en titaniumdel kunne føre til en katastrofal fiasko? Når det drejer sig om applikationer med høj indsats, kan selv en fejl på mikroniveau kompromittere et helt system.
At opnå submikron-præcision i CNC-bearbejdning af titanium er ikke bare muligt - det er afgørende. Avancerede teknologier, især schweizisk bearbejdning, kombineret med streng proceskontrol giver os mulighed for konsekvent at opfylde de strengeste specifikationer, hvilket sikrer både optimal ydeevne og kompromisløs sikkerhed i kritiske komponenter.

Når vi taler om præcision i titaniumbearbejdning, taler vi om mere end blot at ramme en måldimension. Det handler om repeterbarhed og ensartethed på tværs af tusindvis af dele. I krævende industrier afhænger den endelige samlings ydeevne ofte af kvaliteten af de mindste komponenter. Det er her, valget af produktionsteknologi bliver afgørende.
Rollen for avanceret CNC-teknologi
I hjertet af høj præcision cnc-bearbejdning af titanium er selve maskinen. Mens standard CNC-fræsere og -drejebænke er stærke, er der brug for specialudstyr til dele med ekstreme tolerancekrav. Drejebænke i schweizerstil er f.eks. en game-changer. De støtter arbejdsemnet lige ved siden af det skærende værktøj, hvilket reducerer vibrationer og afbøjning betydeligt. Det er især vigtigt ved bearbejdning af lange, slanke titaniumdele, hvor værktøjstrykket let kan få materialet til at bøje. Resultatet er en overlegen overfladefinish og evnen til at holde meget snævrere tolerancer. I tidligere projekter hos PTSMAKE har vi fundet ud af, at schweizisk bearbejdning kan forbedre dimensionsnøjagtigheden med op til 50% for specifikke geometrier sammenlignet med konventionel drejning.
Processtyring og -optimering
Teknologi alene er ikke nok. Bearbejdningsprocessen skal kontrolleres minutiøst. Det involverer flere nøglefaktorer:
- Strategi for værktøjsbane: Vi bruger avanceret CAM-software til at skabe optimerede værktøjsbaner, der minimerer værktøjsslitage og termisk stress på titaniumdelen. Dette sikrer ensartede skærekræfter og hjælper med at opretholde materialets dimensionel stabilitet)2.
- Skæreværktøjer: Det er vigtigt at bruge de rigtige skæreværktøjer - især dem med skarpe kanter og specialbelægninger, der er designet til titanium. Slidte eller forkerte værktøjer kan tilføre varme og stress, hvilket fører til unøjagtigheder i dimensionerne.
- Termisk styring: Titans lave varmeledningsevne betyder, at der opbygges varme i skærezonen. Vi bruger højtrykskølesystemer til effektivt at evakuere varme og spåner og forhindre termisk udvidelse, der kan forrykke tolerancerne.
Baseret på vores interne test er det en kombination af disse faktorer, der virkelig åbner op for ultrapræcision.
| Funktion | Standard CNC-drejning | Bearbejdning i schweizisk stil |
|---|---|---|
| Støtte til arbejdsemnet | Støttet i enderne | Støttet i nærheden af værktøjet |
| Dæmpning af vibrationer | Moderat | Fremragende |
| Ideel delprofil | Kortere, større diameter | Lange, slanke dele |
| Typisk tolerance | ±0,015 mm | Så lavt som ±0,002 mm |
Den teoretiske evne til at opnå en bestemt tolerance er én ting; at forstå dens praktiske betydning er en anden. For ingeniører i sektorer som rumfart og medicin er præcision ikke bare en "nice-to-have"-funktion på en tegning. Det er et grundlæggende krav, der er direkte forbundet med ydeevne, pålidelighed og menneskers sikkerhed. En afvigelse målt i mikrometer kan være forskellen mellem en vellykket mission og en kritisk fejl.
Indvirkning på luft- og rumfart og forsvar
I luft- og rumfart er konsekvenserne af delfejl alvorlige. Titaniumlegeringer bruges i kritiske applikationer som komponenter til landingsstel, motorturbineblade og strukturelle fastgørelseselementer på grund af deres høje styrke-til-vægt-forhold og korrosionsbestandighed.
- Motorkomponenter: Turbineblade og -skiver arbejder under ekstreme temperaturer og omdrejningshastigheder. Præcise profilkonturer er afgørende for aerodynamisk effektivitet og brændstoføkonomi. Enhver afvigelse kan forstyrre luftstrømmen, reducere ydeevnen og potentielt føre til udmattelsessvigt over tid.
- Strukturel integritet: Fastgørelseselementer og beslag, der holder flyskroget sammen, skal have nøjagtige dimensioner for at sikre en korrekt interferenspasning. En løs pasform kan føre til vibrationstræthed, mens en for stram pasform kan fremkalde spændingskoncentrationer og skabe et potentielt svigtpunkt.
Kritikalitet inden for det medicinske område
Industrien for medicinsk udstyr kræver en endnu højere grad af præcision. Når en komponent skal indopereres i menneskekroppen, er der ingen fejlmargin.
- Ortopædiske implantater: Komponenter som knogleskruer, rygfikseringssystemer og ledproteser skal passe perfekt til både patientens anatomi og de dele, der passer til. En titaniumskrue af forkert størrelse kan ikke fastgøre en knogleplade, hvilket fører til kirurgisk svigt og kræver en revisionskirurgi.
- Kirurgiske instrumenter: Præcisionen i kirurgiske værktøjer af titanium, som f.eks. pincetter og skalpeller, har direkte indflydelse på kirurgens evne til at udføre delikate procedurer. Justeringen og skarpheden, der opnås gennem præcisionsbearbejdning, sikrer, at instrumenterne fungerer nøjagtigt efter hensigten.
Tabellen nedenfor viser, hvordan tolerancer hænger direkte sammen med anvendelsesrisikoen.
| Anvendelse | Eksempel på komponent | Typisk tolerance | Konsekvens af afvigelse |
|---|---|---|---|
| Luft- og rumfart | Turbinebladets rod | ±0,005 mm | Reduceret motoreffektivitet, risiko for træthed |
| Medicinsk | Gevind til knogleskrue | ±0,003 mm | Dårlig fiksering, løsning af implantat |
| Biler | Turboladerens aksel | ±0,010 mm | Ubalance, for tidlig lejesvigt |

I cnc-bearbejdning af titaniumat opnå krævende specifikationer er ikke til forhandling. Det begynder med en erkendelse af, at selv fejl på mikroniveau kan have betydelige konsekvenser. Ved at udnytte avancerede teknologier som schweizisk bearbejdning og implementere strenge proceskontroller kan vi konsekvent opfylde de strenge tolerancer, der kræves. Denne forpligtelse til præcision er det, der sikrer pålideligheden og sikkerheden af kritiske komponenter i industrier, hvor der står meget på spil, som f.eks. luft- og rumfartsindustrien og medicinalindustrien, hvor ydeevnen er direkte knyttet til nøjagtigheden af hver enkelt fremstillet del.
Teknikker til overfladebehandling af CNC-dele i titanium.
Har du nogensinde færdiggjort designet af en titaniumdel, men er gået i stå ved valget af overfladebehandling? Hvis du vælger den forkerte finish, kan det underminere emnets ydeevne og føre til korrosion, overdreven slitage eller et udseende, der ikke imponerer.
Den bedste finish til CNC-dele i titanium afhænger af dine specifikke behov. De vigtigste muligheder omfatter anodisering for overlegen korrosionsbestandighed, sandblæsning for en ensartet mat tekstur og polering for en glat, spejllignende overflade. For forbedret holdbarhed giver PVD-belægning exceptionel hårdhed, mens pulverbelægning giver robuste farvemuligheder.

Når den primære cnc-bearbejdning af titanium er færdig, er den overfladefinish, du vælger, mere end bare en kosmetisk finpudsning; det er en kritisk teknisk beslutning, der dikterer emnets endelige egenskaber. Min erfaring hos PTSMAKE er, at nøglen til succes ligger i at tilpasse efterbehandlingsteknikken til emnets tiltænkte anvendelse. Lad os se på nogle af de mest almindelige og effektive metoder.
Anodisering: Forbedring af titans naturlige styrker
I modsætning til processen for aluminium tilføjer anodisering af titanium (Type II og Type III) ikke bare en belægning; den udvider det eksisterende beskyttende oxidlag på overfladen. Denne forbedring øger materialets iboende modstandsdygtighed over for korrosion og slid betydeligt.
Funktionelle og æstetiske gevinster
Det fortykkede oxidlag, der skabes gennem anodisering, er en integreret del af emnet, hvilket betyder, at det ikke skrider eller skaller af. Det er afgørende for medicinske implantater, hvor biokompatibilitet ikke er til forhandling, og hvor overfladen skal forblive stabil. Processen med passivering3 er effektivt opladet. Æstetisk set kan anodisering give en række farver ved at variere oxidlagets tykkelse, som bryder lyset forskelligt. Farvepaletten er dog mere subtil og begrænset i forhold til, hvad man kan opnå med aluminium.
Perleblæsning: For et rent, ensartet udseende
Perleblæsning er en god proces til at skabe en ikke-reflekterende, satinagtig finish. Det indebærer, at fine glasperler ved højt tryk skydes mod emnets overflade. Denne metode er fremragende til at skjule mindre ujævnheder og værktøjsmærker efter bearbejdning. Den skaber en ren, ensartet tekstur, der både er visuelt tiltalende og funktionel, da den kan hjælpe med at lindre overfladespændinger, der opstår under bearbejdningen.
Polering: Opnå en fejlfri overflade
Til anvendelser, der kræver lav friktion eller et avanceret kosmetisk udseende, er der intet, der slår polering. Processen kan variere fra en grundlæggende satinpolering til en fuld spejlpolering. En glattere overflade handler ikke kun om udseende; den reducerer de mikroskopiske toppe og dale, hvor revner kan opstå, hvilket potentielt kan forbedre en komponents udmattelseslevetid. Polering af titanium kan være en udfordring på grund af dets tendens til at galle, men resultatet er en del, der ikke kun er smuk, men også lettere at rengøre og sterilisere.
| Efterbehandlingsmetode | Primær fordel | Fælles ansøgning | Relative omkostninger |
|---|---|---|---|
| Anodisering (type II) | Korrosionsbestandighed, farve | Medicinske implantater, rumfart | Moderat |
| Perleblæsning | Ensartet mat finish | Generelle komponenter | Lav |
| Polering | Lav friktion, æstetik | Højtydende dele | Høj |

Mens de tidligere metoder fungerer ved at behandle titanets eksisterende overflade, involverer en anden kategori af overfladebehandlinger påføring af et helt nyt lag materiale. Disse belægninger kan tilføre egenskaber, som titanium alene ikke har, og åbne op for nye muligheder for ydeevne og holdbarhed. Det er her, avancerede teknikker kommer i spil og tilbyder løsninger på nogle af de mest krævende tekniske udfordringer.
PVD-belægning: For ekstrem holdbarhed
Fysisk dampudfældning (PVD) er en sofistikeret vakuumudfældningsproces, der påfører en meget tynd, men ekstremt hård, keramisk belægning på emnet. Belægninger som titannitrid (TiN) eller diamantlignende kulstof (DLC) kan øge overfladehårdheden på en titaniumdel dramatisk, hvilket gør den usædvanligt modstandsdygtig over for ridser og slid. Vi har set dette brugt effektivt i projekter, der kræver dele, der udholder konstant friktion, som f.eks. i højtydende bil- eller industrimaskiner. PVD tilbyder også en række rige farver - som guld, sort og bronze - der er langt mere holdbare end dem fra anodisering.
Pulverlakering: Robust og farverig beskyttelse
Hvis målet er en bestemt farve eller et tykt, beskyttende lag, er pulverlakering et fremragende valg. Processen involverer elektrostatisk sprøjtning af et tørt pulver på emnet, som derefter hærdes under varme for at danne en hård finish. Det giver en ensartet belægning, som er meget hårdere end konventionel maling. Det er en god mulighed for komponenter, der skal kunne modstå barske miljøer. Når man arbejder med cnc-bearbejdning af titanium, er det vigtigt at sikre, at emnets geometri muliggør en jævn påføring af pulver, og at hærdningstemperaturen ikke påvirker eventuelle kritiske varmebehandlinger, som materialet måtte have gennemgået.
Forkromning: En traditionel finish til særlige tilfælde
Selv om det er mindre almindeligt for titanium end for stål, kan forkromning anvendes til specifikke funktionelle fordele. Hårdforkromning giver f.eks. en meget hård overflade med lav friktion, som er ideel til visse former for slid. Det er dog en kompleks proces at påføre krom på titanium. Fordi krom ikke hæfter direkte på titanium, skal der først påføres et mellemliggende lag, typisk nikkel. Dette krav om flere trin øger både kompleksiteten og omkostningerne, hvilket gør det til en specialiseret løsning snarere end en generel finish.
| Belægningsmetode | Tilføjet tykkelse | Vigtig fordel | Farvemuligheder |
|---|---|---|---|
| PVD-belægning | Meget tynd (mikrometer) | Ekstrem hårdhed | Bredt udvalg (metalliske farver) |
| Pulverlakering | Tykkelse (mil) | Holdbar farve | Næsten ubegrænset |
| Kromning | Varierer | Slidstyrke/smøringsevne | Sølv (spejl/satin) |
Det er en vigtig beslutning at vælge den rigtige overfladefinish til din CNC-bearbejdede del i titanium. Mulighederne spænder fra at forbedre materialets naturlige egenskaber med anodisering eller sandblæsning til at tilføje helt nye funktionelle lag gennem PVD eller pulverlakering. Den bedste metode afhænger altid af en afvejning af funktionelle krav som korrosionsbestandighed og hårdhed med æstetiske mål og budget. Forståelse af disse afvejninger sikrer, at din endelige komponent fungerer præcis som tiltænkt i sin anvendelse.
Anvendelser i industrien: Fra luft- og rumfart til medicin og mere til.
Har du nogensinde undret dig over, hvorfor visse industrier satser alt på ét materiale? Hvorfor de ikke har råd til at gå på kompromis med ydeevnen, selv når prisen er høj?
Titans utrolige styrke-til-vægt-forhold og korrosionsbestandighed, der opnås gennem CNC-bearbejdning, gør det til det uomgængelige valg til kritiske komponenter i rumfart, medicin, marine og højtydende bilindustri, hvor fejl ikke er en mulighed.

Når et materiale bruges til at bygge noget, der flyver i 30.000 fods højde eller indopereres i menneskekroppen, er standarderne utroligt høje. Det er her, titanium, der er formet af præcis CNC-bearbejdning, virkelig udmærker sig. Det handler ikke bare om at lave en del; det handler om at indbygge tillid og pålidelighed i hver eneste komponent.
Luft- og rumfart: Teknik til ekstreme forhold
Inden for rumfart tæller hvert eneste gram. Vægtreduktion betyder direkte brændstofbesparelser og øget nyttelastkapacitet, men det må aldrig ske på bekostning af styrke eller sikkerhed. Dette er titans hjemmebane.
Strukturelle komponenter og flyskrog
Titaniumlegeringer bruges i vid udstrækning til kritiske flystrukturer som landingsstel, vingespanter og skotter. Disse dele skal kunne modstå enorme belastninger under start, flyvning og landing. Præcisionen af cnc-bearbejdning af titanium giver os mulighed for at skabe komplekse geometrier, der optimerer styrken og samtidig minimerer vægten, noget der er vanskeligt med andre materialer eller fremstillingsmetoder.
Turbineblade og motordele
Jetmotorer arbejder under ekstreme temperaturer og rotationskræfter. Titans evne til at bevare sin styrke ved høje temperaturer gør det vigtigt for kompressorblade, -skiver og -huse. De dele, vi bearbejder hos PTSMAKE for kunder inden for rumfart, har ofte tolerancekrav målt i mikrometer, hvilket sikrer perfekt balance og aerodynamisk effektivitet. Vores erfaring er, at Grade 5 (Ti-6Al-4V) er arbejdshesten til disse anvendelser på grund af dens fremragende all-around performance. Processen med at fremstille disse dele kræver en forståelse af, hvordan materialet opfører sig under stress og varme, en viden, der er opbygget gennem mange års praktisk arbejde.
Medicinsk: Præcision for menneskers sundhed
Det medicinske område kræver materialer, der ikke kun er stærke og holdbare, men også sikre til langvarig kontakt med menneskekroppen.
Implantater og proteser
Titanium er det førende materiale til ortopædiske implantater som hofteled, knæproteser og tandimplantater. Dets ugiftige natur og modstandsdygtighed over for korrosion fra kropsvæsker sikrer, at det ikke bliver afvist af kroppen. Denne egenskab ved Biokompatibilitet4 er afgørende. Desuden svarer dens elasticitet til menneskelig knogle, hvilket hjælper med at reducere stress på det omgivende knoglevæv og fremmer bedre integration.
| Medicinsk ansøgning | Vigtig titanium-egenskab | Krav til bearbejdning |
|---|---|---|
| Tandimplantater | Høj biokompatibilitet | Præcision på mikroniveau for pasform |
| Udskiftning af led | Fremragende styrke-til-vægt-forhold | Kompleks overfladebehandling |
| Knogleskruer/-plader | Modstandsdygtighed over for korrosion | Gevind med høj præcision |
| Kirurgiske instrumenter | Modstandsdygtighed over for sterilisering | Ikke-porøs overfladefinish |
Kirurgiske instrumenter
Kirurger er afhængige af instrumenter, der er lette, stærke og kan steriliseres gentagne gange uden at blive nedbrudt. Kirurgiske redskaber af titanium, fra pincetter til sårhager, opfylder disse behov perfekt. De er ikke-magnetiske, hvilket er en stor fordel på operationsstuer med MR-maskiner og andet følsomt elektronisk udstyr.

Ud over de højt profilerede verdener inden for rumfart og medicin har titans unikke fordele gjort det til et kritisk materiale i flere andre krævende industrier. Disse sektorer trækker måske ikke altid overskrifter, men deres krav til ydeevne er lige så strenge. Den røde tråd er et behov for komponenter, der kan modstå barske miljøer og levere kompromisløs pålidelighed.
Marine: Overvindelse af ætsende miljøer
Saltvand er et af de mest ætsende naturlige miljøer på jorden, og det kan ødelægge de fleste metaller over tid. Titanium er dog stort set immun over for det.
Undervands- og skibskomponenter
Til flådefartøjer, ubåde og offshore-olieplatforme, cnc-bearbejdning af titanium bruges til at producere dele, der konstant udsættes for havvand. Dette omfatter propeller, propelaksler, ballastventiler og huse til undervandssensorer. Mens de indledende materialeomkostninger er højere end for rustfrit stål, betyder titans lange levetid lavere vedligeholdelses- og udskiftningsomkostninger i løbet af fartøjets levetid. I projekter, vi har rådgivet om, har skiftet til titanium til visse undervandskomponenter forlænget levetiden med mere end det dobbelte.
Automobiler: Jagten på ydeevne
I en verden af højtydende køretøjer og racerbiler er de tekniske mål de samme som inden for rumfart: reducer vægten og øg styrken.
Højtydende motordele
Titanium er det foretrukne materiale til komponenter i racermotorer, f.eks. plejlstænger, ventiler og udstødningssystemer. Lettere plejlstænger giver motoren mulighed for at dreje højere og hurtigere, mens titaniumventiler kan modstå ekstreme forbrændingstemperaturer. Resultatet er mere kraft og bedre motorrespons. Du finder det ikke i den gennemsnitlige familiebil på grund af prisen, men til superbiler og konkurrenceracing giver det en klar præstationsfordel.
| Industri | Den primære fordel ved titanium | Eksempel på CNC-bearbejdet del |
|---|---|---|
| Marine | Enestående modstandsdygtighed over for korrosion | Propelaksler, undersøiske huse |
| Biler (racerløb) | Højt styrke-til-vægt-forhold | Forbindelsesstænger, udstødningsventiler |
| Kemisk forarbejdning | Kemisk inerti | Varmevekslere, reaktorer |
| Forbrugerelektronik | Førsteklasses følelse og holdbarhed | Kabinetter til avancerede bærbare computere/telefoner |
Industriel og kemisk forarbejdning
I kemiske anlæg håndterer udstyret ofte stærkt ætsende syrer og andre aggressive kemikalier. Titans kemiske inerti gør det ideelt til fremstilling af reaktorer, varmevekslere, rør og ventiler, der bruges i disse anlæg. Dets stabilitet sikrer produktets renhed og forhindrer fejl i udstyret, som kan være katastrofale. Evnen til at bearbejde komplekse indre veje i titaniumvarmevekslere giver f.eks. mulighed for meget effektiv varmeoverførsel i en kompakt og holdbar pakke.

Titans overlegne egenskaber gør det vigtigt i sektorer, hvor der ikke kan gås på kompromis med ydeevnen. Præcisions-CNC-bearbejdning er nøglen til at frigøre dette potentiale og forme det til kritiske komponenter til rumfart, hvor vægt og varmebestandighed er altafgørende, og til medicinske implantater, hvor biokompatibilitet er afgørende. Denne alsidighed strækker sig til marine-, bil- og industriapplikationer, som hver især udnytter titans unikke styrke og korrosionsbestandighed til at fungere pålideligt i de mest krævende miljøer.
Bedste praksis for bearbejdning af titanium: En praktisk vejledning!
Har du nogensinde fulgt lærebogens regler for titaniumbearbejdning for så at ende med en skrottet del og et ødelagt værktøj? Det er et frustrerende almindeligt scenarie, der dræner tid og ressourcer.
At mestre CNC-bearbejdning af titanium indebærer en strategisk kombination af valg af de rigtige skæreværktøjer, anvendelse af avancerede kølemiddelstrategier og optimering af bearbejdningsparametre. Denne praksis er afgørende for at styre varmen, forhindre arbejdshærdning og konsekvent opnå præcise resultater af høj kvalitet.

At gå fra teori til praksis kræver en disciplineret tilgang. Min erfaring er, at succes inden for titaniumbearbejdning ikke handler om et enkelt trick; det handler om systematisk anvendelse af flere kerneprincipper. Hvis man tager fejl af et af disse, kan det hurtigt føre til fiasko.
Valg af det rigtige skæreværktøj
Det er på værktøjet, det sker, og når det gælder titanium, er dit valg afgørende. Du kan ikke bare bruge den samme endefræser, som du ville bruge til aluminium eller stål.
Værktøjsmateriale og belægninger
Ubelagte hårdmetalværktøjer holder ikke længe mod titanium. Vi bruger næsten udelukkende hårdmetalværktøjer med specifikke belægninger som titanium-aluminium-nitrid (TiAlN) eller aluminium-titanium-nitrid (AlTiN). Disse belægninger skaber en termisk barriere, der beskytter hårdmetalsubstratet mod den intense varme, der genereres i skærezonen. Belægningens hårdhed giver også fremragende slidstyrke mod titans gummiagtige natur.
Værktøjsgeometri
Skarphed er ikke til forhandling. Et sløvt værktøj vil gnide i stedet for at skære, hvilket øjeblikkeligt forårsager arbejdshærdning og fører til katastrofale fejl. Vi leder efter værktøjer med en skarp, positiv spånvinkel, så materialet skæres rent. En høj spiralvinkel (omkring 35-45 grader) hjælper også med at evakuere spåner effektivt, hvilket er afgørende for at forhindre dem i at blive skåret igen - en almindelig kilde til varme og værktøjsbrud. Når vi taler om radial indgreb, skal vi også overveje fænomenet udtynding af spåner5hvilket direkte påvirker beregningerne af tilførselshastigheden.
Optimering af feeds og hastigheder
Det er her, mange maskinarbejdere tager fejl. Reglerne for stål gælder ikke her.
| Parameter | Konventionel bearbejdning af stål | Anbefalet bearbejdning af titanium |
|---|---|---|
| Skærehastighed | Høj | Lav (f.eks. 150-300 SFM) |
| Tilførselshastighed | Moderat | Høj og konsistent |
| Skæredybde | Variabel | Konsekvent og under spånbelastning |
Mantraet for titanium er "Lav hastighed, høj fremføring." Høje hastigheder genererer for meget varme, som titanet ikke kan aflede, hvilket fører til slid på værktøjet og skævvridning af emnet. I stedet reducerer vi overfladefødderne pr. minut (SFM) og øger tilspændingen pr. tand. Denne tilgang opretholder en sund spånbelastning og sikrer, at værktøjet konstant skærer nyt materiale i stedet for at gnide mod en arbejdshærdet overflade. Det holder varmen inde i spånen, som derefter transporteres væk fra emnet og værktøjet.

Ud over det grundlæggende med værktøj og hastigheder er det programmering og kølemiddelstrategier, hvor ekspertise virkelig gør en forskel. Disse avancerede teknikker er det, der adskiller et værksted, der kæmper, fra et, der bearbejder titanium på en rentabel og pålidelig måde. Hos PTSMAKE har vi forfinet disse metoder gennem utallige projekter og forvandlet udfordrende dele til rutinesucceser.
Intelligent programmering af værktøjsbaner
Hvordan du bevæger værktøjet er lige så vigtigt som selve værktøjet. Traditionelle "zig-zag" eller forskudte værktøjsbaner med skarpe hjørner er katastrofale for titanium. De skaber pludselige spidser i værktøjsindgrebet, hvilket fører til overdreven varme, snak og værktøjsbrud.
Konstant værktøjsinddragelse
Målet er at opretholde en konstant, ensartet belastning på det skærende værktøj. Det opnår vi ved hjælp af moderne CAM-strategier.
- Trochoidal fræsning: Denne teknik bruger en cirkulær "looping"-bevægelse til at skære spalter, hvilket sikrer en ensartet og lav radial skæredybde. Den er perfekt til grovbearbejdning, da den holder varmen stabil og giver mulighed for meget dybere aksiale snit end traditionelle metoder.
- Fræsning af skræl: I lighed med trochoidal fræsning bruger denne strategi lette radiale snit med høj hastighed til at "skrælle" materiale væk, hvilket forhindrer, at værktøjet nogensinde bliver helt begravet i snittet.
Her er en simpel sammenligning af fremgangsmåderne:
| Strategi for værktøjsbaner | Nøglekarakteristik | Indvirkning på bearbejdning af titanium |
|---|---|---|
| Traditionel offset | Skarpe hjørner, varierende værktøjsbelastning | Forårsager hakkeri, varmespidser, arbejdshærdning |
| Trochoidal fræsning | Konstant, lavt radialt engagement | Minimerer varmen, tillader dybe snit, forlænger værktøjets levetid |
| Peel-fræsning | Høj hastighed, lette radiale passager | Fremragende til spånevakuering og varmekontrol |
Avanceret anvendelse af kølevæske
Kølevæske er ikke kun til køling; det er til spånevakuering og smøring. For titanium er dens rolle forstærket. Det er ofte utilstrækkeligt at oversvømme emnet med en standard kølemiddeldyse, fordi de høje skærekræfter skaber en trykbarriere, der forhindrer væsken i at nå frem til skærekanten.
Derfor er højtrykskølemiddelsystemer (HPC), der typisk leverer væske ved 1.000 PSI eller mere, en game-changer for CNC-bearbejdning af titanium. Når HPC leveres gennem spindlen og ud af værktøjsspidsen, blæser det øjeblikkeligt spåner væk fra skærezonen. Det forhindrer genskæring af spåner, reducerer drastisk varmeudviklingen ved værktøjsspidsen og giver mulighed for højere tilspændingshastigheder, hvilket i sidste ende forbedrer cyklustiderne og værktøjets levetid.

Effektiv bearbejdning af titanium afhænger af en systematisk tilgang. Det starter med at vælge skarpe, belagte hårdmetalværktøjer og opretholde en stiv opsætning. Nøglen er at bruge lave skærehastigheder med høje tilspændingshastigheder, understøttet af højtrykskølemiddel til at styre varmen. Desuden forhindrer brug af avancerede værktøjsbaner som trochoidal fræsning arbejdshærdning og sikrer både værktøjets levetid og emnets kvalitet. Denne disciplinerede strategi er grundlæggende for vellykkede CNC-bearbejdningsprojekter i titanium.
Almindelige titaniumkvaliteter og deres egenskaber.
Har du nogensinde valgt en titaniumkvalitet ud fra et datablad for så at opdage, at den opfører sig helt anderledes under bearbejdningen? Denne uoverensstemmelse kan afspore tidsplaner og øge omkostningerne.
At vælge den rigtige titaniumkvalitet er afgørende for projektets succes. Kommercielt ren grad 2 giver overlegen korrosionsbestandighed og formbarhed, mens legeringen grad 5 (Ti-6Al-4V) giver meget højere styrke og ydeevne, hvilket har direkte indflydelse på resultatet af ethvert CNC-bearbejdningsprojekt i titanium.

Ikke alt titanium er lige godt. Den kvalitet, du vælger, er den vigtigste enkeltfaktor, der bestemmer den endelige dels styrke, korrosionsbestandighed og - helt afgørende - hvordan den opfører sig på CNC-maskinen. I de projekter, vi håndterer hos PTSMAKE, kommer valget næsten altid til at dreje sig om nogle få nøglekvaliteter, der hver især har en tydelig personlighed.
Kommercielt rene (CP) kvaliteter: Grundlaget
Kommercielt rent titanium er ulegeret og kategoriseret i fire kvaliteter. Til CNC-bearbejdning er grad 2 langt den mest almindelige.
Titanium klasse 2
Tænk på Grade 2 som den alsidige standard. Den afbalancerer god styrke med fremragende formbarhed og svejsbarhed. Dens fremtrædende egenskab er dens utrolige modstandsdygtighed over for korrosion, især i saltvand og kemiske behandlingsmiljøer. Det har dog ikke den samme høje styrke som sine legerede fætre. Vi bruger det ofte til dele, hvor korrosionsbestandighed er den primære bekymring, og hvor høj mekanisk belastning ikke er en faktor. Bearbejdeligheden er relativt god for titanium, selvom det stadig kræver omhyggelig styring af hastighed og tilspænding for at undgå arbejdshærdning.
Alpha-Beta-legeringen: Arbejdshesten
Når styrke er altafgørende, vender vi os mod legeringerne.
Titanium klasse 5 (Ti-6Al-4V)
Dette er titanverdenens mester og står for over 50% af al brug af titan. Tilsætningen af 6% aluminium og 4% vanadium skaber en legering, der er betydeligt stærkere end ren titanium, og som kan varmebehandles for at opnå endnu større styrke. Dette høje forhold mellem styrke og vægt gør det til det foretrukne materiale til komponenter i luft- og rumfart, højtydende bildele og medicinske implantater. Ulempen er, at det er mere udfordrende at bearbejde end Grade 2. Dets egenskaber kan udvise nogle anisotropisk6 opførsel afhængigt af, hvordan det blev behandlet, hvilket er en vigtig overvejelse for kritiske komponenter.
Her er en hurtig sammenligning baseret på vores interne test og materialedata:
| Ejendom | Titanium klasse 2 | Titanium klasse 5 (Ti-6Al-4V) |
|---|---|---|
| Trækstyrke (ultimativ) | ~450 MPa (65 ksi) | ~950 MPa (138 ksi) |
| Udbyttestyrke | ~345 MPa (50 ksi) | ~830 MPa (120 ksi) |
| Tæthed | 4,51 g/cm³ | 4,43 g/cm³ |
| Bearbejdelighed | Fair | Dårlig til moderat |
| Modstandsdygtighed over for korrosion | Fremragende | Meget god |
| Svejsbarhed | Fremragende | Fair |
Denne tabel viser tydeligt forskellen i ydeevne. Grad 5 har mere end dobbelt så høj styrke som grad 2 med en lidt lavere densitet, hvilket illustrerer, hvorfor den er en favorit til letvægtsanvendelser med høj belastning.

At forstå egenskaberne er én ting; at vide, hvordan de omsættes til bearbejdningsresultater i den virkelige verden og anvendelsesmuligheder, er en anden. Beslutningen mellem Grade 2 og Grade 5 påvirker alt fra cyklustid og værktøjsomkostninger til den endelige dels levetid.
Hvordan valg af kvalitet påvirker bearbejdeligheden
Forskellen på bearbejdning af grad 2 og grad 5 er betydelig.
Skærehastigheder og fremføringer
Grad 2 er blødere og mere duktilt, hvilket giver mulighed for lidt højere skærehastigheder sammenlignet med grad 5. Men dens lave varmeledningsevne betyder, at der hurtigt opbygges varme ved værktøjsspidsen. Grad 5 er meget hårdere og mere slibende på grund af legeringselementerne. Bearbejdning af den kræver lavere skærehastigheder, højere drejningsmoment og en meget stiv maskinopsætning for at forhindre rystelser og afbøjning af værktøjet. Det er vores erfaring, at hvis man forsøger at bearbejde grad 5 med parametre, der er beregnet til grad 2, vil det ødelægge et skæreværktøj på få sekunder.
Strategi for værktøj og kølemiddel
Til enhver CNC-bearbejdning af titanium er skarpe værktøjer ikke til forhandling. Til Grade 5 bruger vi udelukkende karbidværktøjer af høj kvalitet med specifikke belægninger, der er designet til at modstå høje temperaturer og slid. Et højtrykskølesystem er også afgørende. Det er ikke kun til smøring; det er afgørende for aggressivt at skylle spåner væk fra skærezonen for at forhindre dem i at blive skåret igen, hvilket kan forårsage katastrofale værktøjssvigt. Grad 2 er mere tilgivende, men god kølemiddelpraksis er stadig afgørende for at opnå en fin overfladefinish.
Tilpasning af karakteren til ansøgningen
At vælge den rigtige kvalitet handler om at afstemme materialets styrker med emnets tiltænkte funktion.
Hvornår skal man vælge grad 2?
- Marine hardware: Uovertruffen modstandsdygtighed over for saltvandskorrosion.
- Fartøjer til kemisk forarbejdning: Modstår en lang række sure og basiske miljøer.
- Arkitektoniske komponenter: Fremragende æstetik og miljømæssig modstandsdygtighed.
- Medicinske hylstre: Hvor der er brug for biokompatibilitet og korrosionsbestandighed uden ekstrem styrke.
Hvornår skal man vælge kvalitet 5 (Ti-6Al-4V)?
- Luft- og rumfartsstrukturer: Landingsstel, vingespær og motorkomponenter, der kræver et højt forhold mellem styrke og vægt.
- Højtydende motordele: Ventiler, plejlstænger og holdere, der udsættes for ekstrem belastning og varme.
- Medicinske implantater: Ledproteser og knogleskruer på grund af deres styrke, biokompatibilitet og korrosionsbestandighed.
- Robotteknologi og automatisering: Til konstruktionsdele, hvor minimering af vægten er afgørende for ydeevne og hastighed.
Hos PTSMAKE guider vi vores kunder gennem denne udvælgelsesproces. En del til en satellit har helt andre krav end en del til en kemipumpe. Ved at starte med slutanvendelsen sikrer vi, at vi vælger en kvalitet, der fungerer pålideligt uden at overkonstruere og tilføje unødvendige omkostninger.

At vælge den rigtige titaniumkvalitet er et vigtigt første skridt. Grad 2 er ideel til anvendelser, der kræver fremragende korrosionsbestandighed og formbarhed, mens den stærkere grad 5 (Ti-6Al-4V) er arbejdshesten til letvægtskomponenter med høj belastning inden for rumfart og medicin. Dette valg har direkte indflydelse på tilgangen til CNC-bearbejdning af titanium og påvirker værktøj, hastigheder og omkostninger, hvilket i sidste ende bestemmer den endelige dels ydeevne og egnethed til det tilsigtede miljø.
Designovervejelser for CNC-dele i titanium?
Har du nogensinde designet den perfekte titankomponent i CAD for så at se den fejle i inspektionen på grund af vridning eller dimensionsmæssig ustabilitet? Du er ikke alene; titans unikke egenskaber udfordrer ofte konventionelle designmetoder.
Effektivt design til CNC-bearbejdning af titanium indebærer forenkling af geometrien, indarbejdelse af generøse radier, opretholdelse af ensartet vægtykkelse og planlægning af materialeegenskaber som tilbagespring og termisk udvidelse. Disse trin sikrer fremstillingsmuligheder, forbedrer ydeevnen og kontrollerer omkostningerne fra starten.

Optimering af emnegeometri til fremstilling
Når man designer til titanium, har emnets geometri direkte indflydelse på bearbejdningstiden, værktøjssliddet og i sidste ende de endelige omkostninger. At overse producerbarheden i designfasen er en almindelig faldgrube, der kan føre til betydelig hovedpine i produktionen. Målet er at skabe en del, der ikke kun er funktionel, men også effektiv at producere.
Simplificer, simplificer, simplificer
Hver eneste komplekse funktion, skarpe indvendige hjørne og dybe lomme tilføjer tid og risiko til bearbejdningsprocessen. Hos PTSMAKE råder vi ofte vores kunder til at gennemgå deres design og fjerne enhver kompleksitet, som ikke er absolut afgørende for emnets funktion. Hvis man f.eks. erstatter komplekse, buede overflader med enklere, flade overflader, kan man reducere maskintiden drastisk. Det handler ikke om at gå på kompromis med ydeevnen; det handler om at opnå den samme funktion med et mere maskinvenligt design. En enklere del betyder hurtigere cyklustider, mindre specialiseret værktøj og et mere forudsigeligt resultat.
Betydningen af radier og fileter
Skarpe indvendige hjørner er en stor udfordring i enhver CNC-bearbejdningsproces, men de er særligt problematiske med titanium. De skaber spændingskoncentrationer i det færdige emne og tvinger til brug af mindre, mindre stive skæreværktøjer, der er tilbøjelige til at gå i stykker. Dette øger risikoen for arbejdshærdning7 i materialet, hvilket gør det endnu sværere at skære efterfølgende. Som en bedste praksis skal du altid designe med de størst mulige indvendige radier. En god tommelfingerregel er at lave en radius, der er mindst 1,5 gange så stor som den fræserdiameter, du forventer at bruge.
| Design-funktion | Dårlig praksis | Bedste praksis | Begrundelse |
|---|---|---|---|
| Indvendige hjørner | Skarpe, 90-graders vinkler | Generøse radier (>1mm) | Reducerer værktøjsspænding, forhindrer arbejdshærdning af materialet og forbedrer emnets styrke. |
| Lommer | Dyb og smal | Lavvandede, brede lommer | Giver mulighed for bedre spånevakuering og brug af mere stive, effektive værktøjer. |
| Huller | Ikke-standardstørrelser | Standard borestørrelser | Undgår behovet for specialværktøj, hvilket reducerer både omkostninger og gennemløbstid. |
| Overflader | Komplekse kurver med flere akser | Enkle, plane overflader | Minimerer maskintid og programmeringskompleksitet, hvilket fører til omkostningsbesparelser. |
At følge disse geometriske retningslinjer er det første skridt mod en vellykket og omkostningseffektiv CNC-bearbejdning af titanium.

Håndtering af materialeadfærd og tolerancer
Ud over den grundlæggende geometri skal en designer tage højde for, hvordan titanium opfører sig under stress og varme i forbindelse med bearbejdning. Dets egenskaber, som f.eks. lav varmeledningsevne og elasticitet, giver unikke udfordringer, som kan mindskes gennem smarte designvalg.
Reglen om ensartethed
Det er afgørende at opretholde en ensartet vægtykkelse i hele emnet. Titans lave varmeledningsevne betyder, at varmen koncentreres ved skærepunktet i stedet for at sprede sig gennem emnet. Hvis du har et design med tykke sektioner, der støder op til tynde vægge, vil de tynde sektioner blive varmet op og kølet ned meget hurtigere. Det er vores erfaring, at denne forskellige varmeudvidelse er en primær årsag til vridning og forvrængning. En ensartet vægtykkelse hjælper med at fordele stress og varme mere jævnt, hvilket fører til en mere stabil og præcis slutdel. Hvis varierende tykkelse er uundgåelig, skal du forsøge at skabe gradvise overgange mellem sektionerne.
Realistiske tolerancer for titanium
Ingeniører ønsker naturligvis at specificere de tættest mulige tolerancer, men det kan øge omkostningerne ved CNC-bearbejdning af titanium unødigt. På grund af dets "springback" eller elastiske hukommelse kræver det lavere skærehastigheder, flere efterbehandlinger og hyppigere inspektioner at holde ekstremt stramme tolerancer (f.eks. ±0,005 mm). Før du færdiggør din tegning, skal du spørge dig selv, om alle funktioner virkelig kræver så høj præcision. Hvis man løsner op for ikke-kritiske tolerancer, kan det resultere i betydelige omkostningsbesparelser uden at påvirke emnets ydeevne. For eksempel er en tolerance på ±0,025 mm ofte langt mere opnåelig og økonomisk.
| Titaniumkvalitet | Nøgleegenskab | Implikationer for design |
|---|---|---|
| Grad 2 (kommercielt ren) | Høj duktilitet, lavere styrke | Lettere at bearbejde; velegnet til dele, der kræver høj formbarhed, men mindre styrke. Tolerancer kan lettere holdes. |
| Grad 5 (Ti-6Al-4V) | Højt forhold mellem styrke og vægt | Mere udfordrende at bearbejde på grund af hårdheden. Kræver robuste værktøjsbaner og design, der minimerer værktøjstrykket. |
| Grad 9 (Ti-3Al-2,5V) | Svejsbar, god styrke | En mellemting. God til komplekse svejste samlinger, hvor der er behov for bearbejdning efter svejsning. |
At vælge den rigtige kvalitet og parre den med passende tolerancer er en vigtig del af at designe til fremstilling. Vi arbejder sammen med vores kunder for at finde denne balance og sikre, at designet er optimeret til både ydeevne og budget.

For at få succes med CNC-bearbejdning af titanium skal dit design respektere materialets unikke egenskaber. Ved at forenkle geometrien, bruge generøse indvendige radier og opretholde en ensartet vægtykkelse skaber du en del, der er lettere og mere omkostningseffektiv at fremstille. Desuden er det afgørende at tage højde for materialeegenskaber som varmeudvidelse og fastsætte realistiske tolerancer for at forhindre defekter som vridning og sikre, at den endelige komponent opfylder specifikationerne uden unødvendige udgifter. Et velovervejet design er grundlaget for et vellykket resultat.
Kvalitetssikring og inspektion i CNC-bearbejdning af titanium.
Har du nogensinde tænkt på, om en lillebitte, usynlig fejl i en titaniumkomponent kan forårsage en stor fejl? Hvordan kan du være helt sikker på, at hver eneste del opfylder de krævede specifikationer uden at fejle?
Kvalitetssikring i CNC-bearbejdning af titanium er en systematisk proces med avanceret inspektion, detaljeret dokumentation og fuld sporbarhed. Det sikrer, at hver komponent lever op til de strenge standarder i industrier som rumfart og medicin, og garanterer ydeevne og sikkerhed i kritiske anvendelser.

Kvalitet er ikke bare en sidste kontrol; det er et kerneprincip, der er indbygget i hvert trin af CNC-bearbejdningsprocessen for titanium. For materialer som titanium, hvor dele ofte bruges i miljøer med høj belastning og nul fejl, er et robust kvalitetssikringssystem (QA) ikke til forhandling. Det er den eneste måde at levere dele på, som du kan have fuld tillid til. Hos PTSMAKE har vi opbygget vores omdømme på dette grundlag.
Teknikker til inspektion af kerner
Inspektionsprocessen starter længe før den endelige del er færdig. Den involverer en kombination af metoder til at verificere dimensioner, integritet og overfladefinish.
Verifikation af dimensioner
Det handler om at bekræfte, at emnet stemmer overens med CAD-modellen og de tekniske tegninger helt ned til mikron.
- Koordinatmålemaskine (CMM): Det er guldstandarden for komplekse geometrier. En CMM bruger en probe til at berøre flere punkter på emnets overflade, hvilket skaber et 3D-kort. Vi bruger den til at verificere kritiske funktioner, hulpositioner og komplekse konturer med ekstrem nøjagtighed. Videnskaben om metrologi8 er centralt i vores arbejde, og CMM er det stærkeste værktøj.
- Traditionelle værktøjer: Skydelærer, mikrometre og højdemålere er stadig vigtige til hurtige kontroller undervejs i processen på værkstedet. De giver vores maskinarbejdere mulighed for at overvåge fremskridt og foretage justeringer i realtid.
Ikke-destruktiv afprøvning (NDT)
NDT-metoder giver os mulighed for at inspicere den indre og ydre integritet af en titaniumdel uden at beskadige den. Dette er afgørende for at opdage fejl, der kan kompromittere den strukturelle styrke.
- Farveindtrængningsinspektion (DPI): Denne teknik er fremragende til at finde overfladebrydende revner. Der påføres et farvet farvestof på overfladen, som siver ind i eventuelle revner. Efter rengøring af overfladen påføres en fremkalder, som trækker farven ud og gør usynlige revner synlige.
- Ultralydstest (UT): Denne metode bruger højfrekvente lydbølger til at finde indre defekter. Lydbølgerne bevæger sig gennem materialet og reflekteres af eventuelle hulrum, revner eller indeslutninger. Det er som en ultralyd for metaldele.
Her er en simpel oversigt over, hvornår vi bruger hvilket dimensionelt værktøj:
| Inspektionsværktøj | Bedst til | Vigtig fordel |
|---|---|---|
| CMM | Slutinspektion, kompleks 3D-geometri, snævre tolerancer | Uovertruffen nøjagtighed og repeterbarhed |
| Optisk komparator | 2D-profiler, gevind og små detaljer | Hurtig sammenligning med et overlay |
| Skydelærer/mikrometre | Kontrol i processen, grundlæggende dimensioner (længde, diameter) | Hurtig og nem at bruge på maskinen |
Hver teknik har sin plads, og en omfattende kvalitetsplan for en kritisk titaniumkomponent vil ofte bruge en kombination af disse metoder.

Ud over blot at måle og inspicere er et ægte kvalitetssystem afhængigt af dokumentation og sporbarhed. For industrier som rumfart og medicinalindustrien er det lige så vigtigt at kende en dels fulde historie som at kende dens endelige dimensioner. Hvis der nogensinde opstår et problem, skal vi kunne spore det tilbage til kilden hurtigt og effektivt.
Søjlerne: Dokumentation og sporbarhed
Det er her, mange maskinværksteder kommer til kort. At bearbejde en perfekt del er én ting; at bevise, at den er perfekt, og at levere en komplet historik er et andet serviceniveau. Dette er en standarddel af vores proces for alle CNC-bearbejdningsprojekter i titanium.
Vigtig dokumentation
Hver eneste kritiske del, vi producerer, ledsages af en omfattende dokumentationspakke. Det er ikke bare papirarbejde; det er et verificerbart bevis på kvalitet.
- Materialecertificeringer: Dette er udgangspunktet. Vi leverer certifikater for den rå titaniumstang eller -plade, der viser den kemiske sammensætning og de mekaniske egenskaber. Dette beviser, at materialet opfylder specifikationerne (f.eks. Ti-6Al-4V Grade 5).
- Første artikels inspektionsrapport (FAIR): For enhver ny del eller designrevision udfører vi en FAIR. Det er en komplet, dokumenteret verifikation af hver eneste dimension på tegningen, som sikrer, at vores proces er i stand til at producere delen korrekt.
- Endelig inspektionsrapport: Denne rapport beskriver målingerne af kritiske egenskaber på hver enkelt del eller en statistisk stikprøve fra produktionen og giver objektivt bevis for, at delene er inden for tolerancen.
Opbygning af en sporbarhedskæde
Sporbarhed forbinder den færdige del med dens oprindelse. Det skaber en ubrudt informationskæde, som er afgørende for ansvarlighed og kvalitetskontrol.
- Lot Control: Vi tildeler et unikt partinummer til hvert parti råmaterialer. Dette nummer følger materialet gennem alle faser af produktionen, fra skæring og bearbejdning til efterbehandling og inspektion.
- Serialisering: Til de mest kritiske anvendelser, som f.eks. flykritiske rumfartskomponenter, indgraveres hver enkelt del med et unikt serienummer. Det giver os mulighed for at spore historien om den specifikke del gennem hele dens livscyklus.
Denne tabel viser de vigtigste dokumenter, der skaber en robust kvalitetsregistrering:
| Dokument | Formål | Kundefordele |
|---|---|---|
| Certifikat for materiale | Kontrollerer råmaterialets kvalitet og egenskaber | Tillid til materialets integritet og ydeevne |
| Inspektionsrapport for første artikel | Bekræfter, at fremstillingsprocessen er korrekt | Sikkerhed for, at designet kan realiseres |
| Inspektionsark undervejs i processen | Overvåger kvaliteten under produktionen | Reducerer risikoen for fejlbehæftede dele |
| Endelig inspektionsrapport | Giver bevis for overholdelse af dimensioner | Objektiv dokumentation for, at delene opfylder specifikationerne |
| Overensstemmelsescertifikat (CoC) | En formel erklæring om kvalitet | Forenkler modtagekontrol og integration |
Tilsammen sikrer disse fremgangsmåder, at hver eneste titaniumdel, vi sender fra PTSMAKE, ikke kun er fysisk perfekt, men også understøttes af en gennemsigtig og verificerbar registrering af dens kvalitetsrejse.

Kvalitetssikring i CNC-bearbejdning af titanium er et omfattende system. Det begynder med at bekræfte materialets integritet og fortsætter gennem alle produktionstrin. Vi bruger avancerede værktøjer som CMM'er til dimensionsnøjagtighed og NDT-metoder til at finde skjulte fejl. Det er afgørende, at denne proces understøttes af grundig dokumentation og fuldstændig sporbarhed. Det sikrer, at hver eneste del, vi leverer, især til kunder inden for rumfart og medicin, er fuldt certificeret og lever op til de højeste standarder for sikkerhed og ydeevne.
Bæredygtighed og omkostningseffektivitet i CNC-bearbejdning af titanium.
Kæmper du med at balancere de høje omkostninger ved titanium med dit projektbudget? Er du bekymret for den miljøpåvirkning og det materialespild, der følger med hver eneste del, du bearbejder?
At opnå bæredygtighed og omkostningseffektivitet i CNC-bearbejdning af titanium indebærer en mangesidet tilgang. De vigtigste strategier omfatter minimering af materialespild gennem near-net-shape-metoder, optimering af bearbejdningsparametre for at reducere cyklustider og værktøjsslitage, omhyggelig genbrug af skrot og udnyttelse af digitale platforme til strømlinet workflow-styring.

Reducer materialespild og omfavn genbrug
Titanium er et fantastisk materiale, men det er ikke billigt. En betydelig del af omkostningerne ved ethvert CNC-bearbejdningsprojekt i titanium kommer direkte fra råmaterialet. Derfor er den mest direkte vej til omkostningseffektivitet at bruge mindre af det. Det lyder enkelt, men det kræver et strategisk skift i den måde, vi griber fremstillingsprocessen an på helt fra begyndelsen. Det handler ikke kun om at reducere omkostningerne; det handler om ansvarlig produktion.
Start tættere på målstregen
Den traditionelle metode til bearbejdning af en solid blok titanium er ofte utroligt spild af tid. Det er ikke ualmindeligt at se over 80% af en dyr billet blive til spåner. En langt mere bæredygtig og omkostningseffektiv strategi er at bruge fremstillingsmetoder, der er tæt på nettoform. Det indebærer, at man starter med et emne, f.eks. en smedje eller en støbning, som allerede er meget tæt på det endelige emnes geometri. På den måde reducerer vi drastisk den mængde materiale, der skal bearbejdes væk. I nogle af vores tidligere projekter hos PTSMAKE reducerede vi materialespildet med næsten 60%, da vi skiftede fra stangmateriale til et specialsmedet emne til en kompleks rumfartskomponent, hvilket betød massive omkostningsbesparelser for vores kunde.
Værdien af rester
Selv med den bedste optimering vil der altid være restmateriale eller spåner. Med titanium er det at smide disse spåner væk som at smide kontanter i skraldespanden. Et robust genbrugsprogram er afgørende. Men det er ikke så enkelt som bare at indsamle skrottet. Korrekt håndtering er afgørende. Forskellige titanlegeringer (som grad 2 og grad 5) skal adskilles omhyggeligt. Krydskontaminering kan gøre et helt parti skrot værdiløst til højtydende anvendelser. Den pyroforicitet9 af fint titaniumstøv betyder også, at protokoller for sikker håndtering og opbevaring ikke er til forhandling for at forhindre brandfare i værkstedet.
Her er et forenklet kig på virkningen af near-net-shape-metoder:
| Bearbejdningsmetode | Startvægt for billet (kg) | Delens endelige vægt (kg) | Materialeaffald (%) |
|---|---|---|---|
| Traditionel subtraktiv | 10.0 | 1.5 | 85% |
| Smedning med næsten netform | 2.5 | 1.5 | 40% |
Ved at etablere et lukket kredsløbssystem, hvor skrot sorteres korrekt og sendes til specialiserede genbrugsvirksomheder, genvinder vi ikke kun en del af materialeomkostningerne, men bidrager også til en mere cirkulær økonomi og reducerer efterspørgslen efter energiintensiv primær titaniumproduktion.

Procesoptimering og digital integration
Ud over materialebesparelser spiller effektiviteten af den faktiske bearbejdningsproces en stor rolle for de samlede omkostninger og bæredygtigheden. Hvert minut, der spares på maskinen, betyder lavere energiforbrug, længere værktøjslevetid og lavere lønomkostninger. Det er her, teknisk ekspertise og moderne teknologi mødes for at gøre CNC-bearbejdning af titanium mere tilgængelig og overkommelig.
Finjustering af bearbejdningsprocessen
Optimering til titanium er en videnskab. På grund af den lave varmeledningsevne opbygges der varme ved skærekanten, hvilket fører til hurtigt værktøjsslid. For at bekæmpe dette fokuserer vi på nogle få nøgleområder:
- Højtrykskølevæske: Sprængning af skærezonen med kølemiddel ved over 1.000 PSI er ekstremt effektivt. Det køler ikke kun værktøjet og arbejdsemnet, men hjælper også med at bryde og evakuere spåner, så de ikke kan skæres igen.
- Avanceret værktøj: Brug af hårdmetalværktøjer med specifikke belægninger som AlTiN (aluminium-titan-nitrid) kan forbedre ydeevnen og levetiden betydeligt ved bearbejdning af titanium.
- Optimerede hastigheder og feeds: Det er afgørende at finde det rigtige sted for skærehastigheder og tilspænding. Hvis man kører for hurtigt, brænder man værktøjet op, og hvis man kører for langsomt, kan det forårsage arbejdshærdning, hvilket gør materialet endnu sværere at skære. Det er en hårfin balance, som vi har finpudset gennem mange års erfaring.
Økonomien i batch-produktion
En af de mest effektive omkostningsbesparende foranstaltninger er serieproduktion. Den indledende opsætnings- og programmeringstid for en CNC-maskine er en fast omkostning. Når vi producerer en enkelt del, bliver hele denne omkostning brugt på én enhed. Men når vi producerer et parti på 100 dele, fordeles opsætningsomkostningerne på alle enheder, hvilket sænker prisen pr. del dramatisk. Batching giver også mulighed for storindkøb af råmaterialer til en bedre pris og strømliner hele arbejdsgangen.
Denne tabel illustrerer effekten af batching på omkostningerne pr. del:
| Omkostningskomponent | Omkostninger for en enkelt del | Omkostninger pr. del (100-enheders batch) | Besparelser pr. del |
|---|---|---|---|
| Materiale | Illustrativ $50 | Illustrativ $45 | 10% |
| Opsætning og programmering | Illustrativ $200 | Illustrativ $2 | 99% |
| Bearbejdningstid | Illustrativ $75 | Illustrativ $70 | 7% |
| I alt (vejledende) | $325 | $117 | ~64% |
Digitale platforme strømliner alt
I dagens tempofyldte miljø er digitale værktøjer uundværlige. Digitale produktionsplatforme, som det system vi bruger hos PTSMAKE, forvandler indkøbsprocessen. Kunder kan uploade en CAD-fil og få et øjeblikkeligt tilbud og en DFM-analyse (Design for Manufacturability). Denne feedback er uvurderlig, da den hjælper med at identificere potentielle problemer, der kan fordyre eller forlænge projektet, før der skæres en eneste chip. Det forenkler kommunikationen, giver klar projektsporing og gør styring af komplekse CNC-bearbejdningsprojekter i titanium mere effektiv end nogensinde.

At opnå både bæredygtighed og omkostningseffektivitet i CNC-bearbejdning af titanium er ikke en afvejning; det er et samlet mål. Det kræver en holistisk strategi, der starter med smart materialeanvendelse gennem near-net-shape-metoder og omhyggelig genbrug. Dette suppleres med dyb procesoptimering, der udnytter avanceret værktøj og den økonomiske styrke ved serieproduktion. Endelig binder digitale platforme det hele sammen og skaber en strømlinet, gennemsigtig og yderst effektiv arbejdsgang fra det første design til den endelige levering, hvilket gør denne avancerede fremstillingsproces mere tilgængelig og ansvarlig.
Lås op for fremragende CNC-bearbejdning af titanium med PTSMAKE i dag
Leder du efter præcision, pålidelighed og innovation inden for CNC-bearbejdning af titanium? Samarbejd med PTSMAKE - din pålidelige kilde fra prototype til produktion. Få et hurtigt tilbud, ekspertvejledning og resultater af høj kvalitet til dit næste projekt. Kontakt os nu, og oplev PTSMAKE-fordelen!

Lær, hvordan dette selvhelende oxidlag giver titanium sin enestående modstandsdygtighed over for barske miljøer. ↩
Udforsk, hvordan et materiales evne til at modstå dimensionsændringer er afgørende for præcisionsfremstilling. ↩
Forstå, hvordan denne naturlige beskyttelsesproces fungerer, og hvorfor den er afgørende for titans ydeevne. ↩
Opdag materialevidenskaben bag, hvorfor titanium er sikkert at bruge inde i menneskekroppen. ↩
Opdag, hvordan denne kontraintuitive effekt påvirker dit værktøjs levetid og emnets nøjagtighed. ↩
Lær, hvordan et materiales retningsbestemte egenskaber kan påvirke emnets styrke og designintegritet. ↩
Lær, hvordan denne materialeopførsel påvirker værktøjets levetid og bearbejdningsstrategier for titanium. ↩
Lær mere om videnskaben bag måling og dens betydning for at opnå snævre tolerancer. ↩
Forstå de risici, der er forbundet med titaniumstøv, og hvordan du håndterer dem sikkert i dit værksted. ↩






