

Hvor stærk er en aluminiumskanal?
Er du i tvivl om styrken af aluminiumsskinner til dit projekt? Jeg har set mange kunder blive frustrerede, når deres materialer svigter under belastning, hvilket fører til dyre redesigns og produktionsforsinkelser. At vælge den rigtige materialestyrke er afgørende for strukturelle anvendelser, især når sikkerhed og ydeevne står på spil.
Aluminiumskanaler har typisk trækstyrker på 20.000-45.000 PSI afhængigt af legering og temperering. Legeringen 6061-T6, der ofte bruges til konstruktionsformål, giver et fremragende styrke/vægt-forhold med en trækstyrke på ca. 35.000 PSI.

Jeg har arbejdet med hundredvis af kunder, som havde brug for at forstå styrken af aluminiumsskinner til deres projekter. Lad mig fortælle, hvad jeg har lært om disse alsidige konstruktionskomponenter. Den rigtige aluminiumsprofil kan forvandle dit design og give den perfekte balance mellem styrke, vægt og pris. Lad os undersøge, hvad der gør disse profiler stærke, og hvordan man vælger den rigtige.
Hvor mange typer aluminiumskanaler findes der?
Er du nogensinde faret vild i mulighederne, når du skal vælge en aluminiumskanal? At vælge den forkerte profil kan virkelig sætte projektets tidslinje og budget tilbage og gå på kompromis med det endelige resultat.
Der er ikke et enkelt endeligt tal for typer af aluminiumskanaler. De varierer betydeligt baseret på form (f.eks. U, C, Hat, Z), størrelse, legering (f.eks. 6061, 6063) og finish. Den specifikke anvendelse bestemmer normalt den bedst egnede type.

Når folk spørger om "typerne" af aluminiumskanaler, mener de som regel de forskellige former eller profiler, der findes. Det er vigtigt at forstå disse former, fordi de hver især har unikke strukturelle egenskaber og anvendelsesfordele. Lad os gennemgå nogle almindelige kategorier, du vil støde på.
Almindelige former for aluminiumskanaler
Formen er ofte den primære forskel. Den dikterer, hvordan kanalen fordeler belastningen, og hvordan den kan monteres eller integreres i en samling.
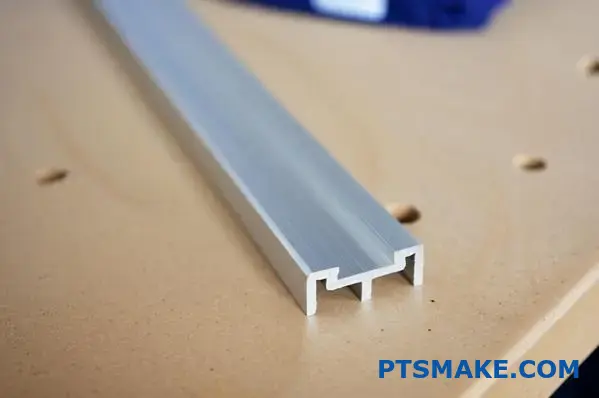
U-kanal
Dette er en af de mest grundlæggende og udbredte former. Den har en flad bund (banen) og to vinkelrette ben af samme længde. U-kanaler er alsidige og bruges ofte til indramning, spor, beskyttelseskanter og generel konstruktion. Deres enkle geometri gør dem nemme at fremstille via Ekstrudering1.
C-kanal (eller strukturel kanal)
Ligner U-kanaler, men C-kanaler har ofte indvendige flanger eller læber på enderne af benene. Det øger stivheden og giver ekstra overflader til fastgørelse. De bruges ofte i strukturelle anvendelser som bygningsrammer, understøtninger og maskinbaser, hvor der kræves øget stivhed sammenlignet med en standard U-kanal.
| Funktion | U-kanal | C-kanal (strukturel) |
|---|---|---|
| Form | Flad bane, to ben | Fladt net, to ben, læber |
| Stivhed | God | Meget god (på grund af læber) |
| Almindelig brug | Kantning, spor, indramning | Strukturelle understøtninger, rammer |
| Fastgørelse | Net og ben | Net, ben, indre læber |
Hatteskinne (eller profilskinne)
Denne profil er opkaldt efter sin lighed med en høj hat og har en flad bund, to lodrette ben og to udadvendte vandrette flanger. Hatteskinner bruges ofte i byggeriet til at montere overflader som gipsvægge eller facadebeklædning og skabe en luftspalte til isolering eller dræning.

Ud over standardformer: Brugerdefinerede ekstruderede aluminiumskanaler
Mens standardformer dækker mange behov, kræver et projekt nogle gange en unik profil. Det er her, specialfremstillede aluminiumprofiler kommer ind i billedet. Hos PTSMAKE arbejder vi ofte sammen med kunder om at designe og fremstille skræddersyede kanaler, der er nøjagtigt tilpasset deres specifikke funktionelle og æstetiske krav, og som udnytter alsidigheden i aluminiumsekstruderingsprocessen. Det kan dreje sig om alt fra mindre ændringer af standardformer til helt nye designs til specialiserede industrier som rumfart eller elektronik.
Hvad bruges T-kanalen til?
Har du nogensinde kæmpet med at bygge en robust ramme, som også skal være let at justere eller omkonfigurere? Hvis du vælger en standardskinne, skal du måske bore mange huller, hvilket går ud over integriteten og fleksibiliteten senere hen.
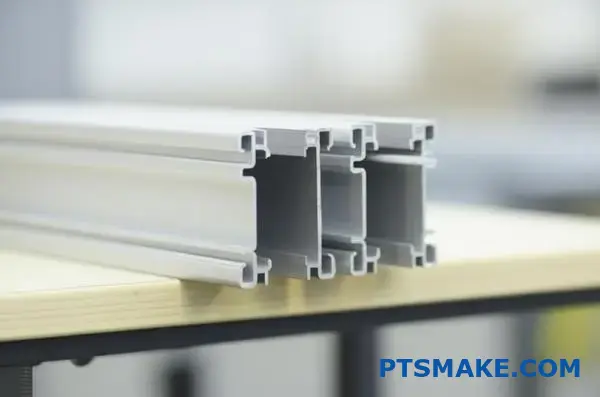
T-kanaler, ofte kaldet aluminiumsprofiler med T-spor, bruges primært til at skabe modulære konstruktionsrammer. Deres vigtigste funktion, en "T"-formet slids i længden, gør det nemt at fastgøre, flytte eller fjerne komponenter, skruer og tilbehør uden svejsning eller omfattende boring.

T-kanalens magi ligger virkelig i den karakteristiske slids. I modsætning til simple U- eller C-kanaler, som primært har flade overflader eller kanter, er T-sporet specielt designet til sammenkobling og tilpasningsevne. Det gør den utrolig populær i applikationer, hvor fleksibilitet og nem montering er altafgørende. Lad os udforske, hvor du typisk finder disse alsidige profiler.
Den centrale fordel: T-Slot-mekanismen
Selve T-sporet er en underskåret rille, der løber langs en eller flere sider af profilet. Særlige T-møtrikker eller T-bolte er designet til at glide ind i denne kanal og derefter dreje 90 grader for at låse på plads. Det skaber et sikkert, ikke-permanent fastgørelsespunkt overalt i rillens længde. Dette system er grundlaget for dets Modularitet2 og en vigtig årsag til dens udbredelse.

Vigtige anvendelsesområder
T-sporets tilpasningsevne Ekstruderede aluminiumskanaler gør dem velegnede til en lang række anvendelser:
Modulære rammer og arbejdsstationer
Dette er uden tvivl den mest almindelige anvendelse. T-kanaler er som industrielle byggeklodser. Du kan hurtigt samle skræddersyede arbejdsborde, maskinafskærmninger, sikkerhedsafskærmninger, udstyrsstativer og vogne. Hvis kravene ændrer sig, kan rammen nemt skilles ad, ændres eller udvides. Hos PTSMAKE har vi hjulpet kunder med at designe robuste, men tilpasningsdygtige rammer til forskellige produktionsmiljøer ved hjælp af disse profiler.
Automatisering og robotteknologi
I automatiserede systemer har komponenter som sensorer, kameraer, aktuatorer og transportbånd ofte brug for præcis placering, der kan kræve justering under opsætning eller drift. T-not giver den perfekte monteringsplatform, så ingeniører kan finjustere komponenternes placering uden at skulle bore igen eller lave komplekse beslag.
Display- og udstillingssystemer
Til messer eller butiksudstillinger giver T-kanaler mulighed for at skabe lette, stærke og letmonterede strukturer. Grafikpaneler, hylder og belysning kan fastgøres problemfrit ved hjælp af T-slidsystemet, og hele strukturen kan hurtigt brydes ned til transport.

Valg af den rigtige T-kanal
Ikke alle T-kanaler er lige gode. Vigtige faktorer at overveje omfatter:
- Profilserie/størrelse: T-kanaler findes i forskellige serier (f.eks. 20-serien, 30-serien, 40-serien, ofte baseret på metriske mål som 20 mm x 20 mm). Større profiler giver generelt større styrke og stivhed til tungere belastninger.
- Slotstørrelse: Bredden på T-sporet bestemmer den kompatible hardware (T-møtrikker, bolte). Almindelige størrelser omfatter 6 mm, 8 mm og 10 mm slidser.
- Legering og temperatur: Ligesom andre profiler er 6061-T6 og 6063-T5 almindelige legeringer, der giver en god balance mellem styrke, ekstruderbarhed og korrosionsbestandighed. Vores erfaring viser, at 6061-T6 ofte foretrækkes til anvendelser med højere belastning.
Her er en hurtig sammenligning af typiske serier:
| Funktion | 20 serier (f.eks. 2020) | 40-serien (f.eks. 4040) |
|---|---|---|
| Profilstørrelse | Typisk 20 mm base | Typisk 40 mm base |
| Slotstørrelse | Ofte 6 mm | Ofte 8 mm eller 10 mm |
| Styrke | Lettere arbejde | Medium til tung belastning |
| Almindelig brug | Små kabinetter, lysrammer, 3D-printere | Arbejdsborde, maskinrammer, automatiseringslinjer |
Det er vigtigt at vælge den rigtige T-profil for at sikre, at din konstruktion fungerer efter hensigten og afbalancerer styrke, vægt og montagevenlighed i forhold til dine specifikke projektbehov.
Kan ekstruderede aluminiumskanaler svejses?
Overvejer du at samle ekstruderede aluminiumsskinner til din konstruktion? Er du bekymret for, om svejsning vil kompromittere materialets styrke eller finish, hvilket potentielt kan skabe problemer på længere sigt?
Ja, ekstruderede aluminiumskanaler kan sagtens svejses. Succesen afhænger dog i høj grad af, at man vælger den rigtige aluminiumslegering, bruger den rigtige svejseteknik (som TIG eller MIG) og foretager en ordentlig forberedelse på grund af aluminiums unikke egenskaber.

Selv om det er almindeligt at svejse aluminium, giver det unikke udfordringer sammenlignet med stål. Aluminium har et vedvarende oxidlag og en høj varmeledningsevne, som kræver særlige metoder. Hvis du gør det rigtigt, får du en stærk, pålidelig samling, der bevarer integriteten af din Ekstruderede aluminiumskanaler. I tidligere projekter hos PTSMAKE har vi set, hvordan forståelse af disse nuancer er afgørende for en vellykket fremstilling.
Nøglefaktorer for svejsning af aluminiumskanaler
Vellykket svejsning af disse profiler kræver nøje overvejelse af flere faktorer. Hvis man overser nogen af dem, kan det føre til svage eller mislykkede svejsninger.
Udvælgelse af legering og hærdning
Ikke alle aluminiumslegeringer er lige gode, når det gælder svejsning. Legeringer i 6xxx-serien, som 6061 og 6063 (ofte brugt til ekstrudering), anses generelt for at være svejsbare. Svejsning kan dog påvirke tempereringen. For eksempel vil svejsning af T6-aluminium blødgøre materialet i området omkring svejsningen, kendt som Varmepåvirket zone (HAZ)3. Der skal tages højde for denne styrkereduktion i designet.

Forberedelse af overflade
Dette er helt afgørende. Aluminium danner hurtigt et hårdt oxidlag (aluminiumoxid), som smelter ved en meget højere temperatur end selve aluminiumet. Dette oxidlag skal sammen med olie, snavs og fugt fjernes grundigt umiddelbart før svejsning med en stålbørste af rustfrit stål (bruges kun til aluminium) eller kemiske rengøringsmidler. Renlighed er ikke til forhandling for at få en god svejsning.
Valg af svejseproces
Valget af svejseproces har stor betydning for resultatet. De to mest almindelige metoder til aluminium er TIG- og MIG-svejsning.
Almindelige svejsemetoder til aluminium
Hver metode har sine fordele og ulemper afhængigt af den specifikke anvendelse, materialetykkelsen og den ønskede finish.
Tungsten inert gas (TIG) svejsning
TIG-svejsning giver fremragende kontrol og producerer rene svejsninger af høj kvalitet, hvilket gør den ideel til tyndere aluminiumskanaler, eller når udseendet er afgørende. Den bruger en wolframelektrode, der ikke kan forbruges, og kræver en beskyttelsesgas (normalt argon). AC (vekselstrøm) er typisk nødvendigt for TIG-svejsning af aluminium for at bryde gennem oxidlaget. Det er generelt langsommere end MIG-svejsning.
Svejsning med metallisk inert gas (MIG)
MIG-svejsning er hurtigere end TIG og foretrækkes ofte til tykkere aluminiumsprofiler på grund af den højere aflejringshastighed. Den bruger en forbrugstrådelektrode, der føres gennem svejsepistolen, som også leverer beskyttelsesgassen (argon eller en argon/helium-blanding). MIG-svejsning af aluminium er hurtigere, men kan være mere udfordrende at indstille korrekt for at undgå problemer med trådfremføring eller porøsitet i svejsningen. Det kan være nødvendigt med specialudstyr som spolepistoler eller push-pull-systemer.

Her er en hurtig sammenligning baseret på indsigter indsamlet fra forskellige fabrikationsprojekter:
| Funktion | TIG-svejsning (AC) | MIG-svejsning |
|---|---|---|
| Kontrol | Fremragende, præcis varmetilførsel | God, men mindre præcis end TIG |
| Hastighed | Langsommere | Hurtigere |
| Tykkelse | Ideel til tynde til mellemstore | Bedre til medium til tyk |
| Udseende | Meget ren, æstetisk tiltalende | Kan være godt, potentielt sprøjt |
| Opsætning/Skill | Kræver større færdigheder hos operatøren | Kan være kompliceret at sætte rigtigt op |
| Forvrængning | Lavere potentiale på grund af kontrol | Højere potentiale på grund af hastighed |
I sidste ende afhænger beslutningen om at svejse ekstruderede aluminiumskanaler af den specifikke legering, applikationens strukturelle krav, det tilgængelige udstyr og den krævede finish. Nogle gange kan mekanisk fastgørelse være et mere passende alternativ, især hvis det er vigtigt at undgå HAZ.
Hvordan måles en aluminiumskanal?
Har du nogensinde specificeret aluminiumsskinner ud fra en tegning for så at opdage, at de ikke passer helt sammen ved ankomsten? Små unøjagtigheder i målingen kan føre til hovedpine ved monteringen og spildte materialer.
Opmåling af aluminiumskanaler indebærer identifikation af nøgledimensioner som den samlede højde (ben), den samlede bredde (bund eller bane) og materialetykkelsen. Længden er også afgørende. Præcise værktøjer, såsom skydelærer til kritiske dimensioner og målebånd til længden, er nødvendige.

Det er afgørende at få målt rigtigt fra starten. Det sikrer, at kanalen passer korrekt og udfører sin strukturelle eller funktionelle rolle efter hensigten. Lad os se nærmere på, hvad der skal måles og hvordan.
Vigtige dimensioner at måle
Ved at forstå de specifikke termer for hver dimension undgår man forvirring, når man bestiller eller designer.
Samlet højde (benhøjde)
Dette er den fulde udvendige højde fra bunden til toppen af benene. For en U-kanal eller C-kanal, der ligger fladt, er dette højden på de lodrette sektioner.
Samlet bredde (web-bredde)
Dette refererer til den udvendige bredde af kanalens bund (eller 'web'). Det er den dimension, der forbinder benene.
Materialets tykkelse
Dette er en kritisk dimension for både styrke og pasform, især hvis kanalen skal ind i en anden komponent. Du bør måle tykkelsen på både skinnen (bunden) og benene, da de nogle gange kan afvige en smule, selvom de typisk er ensartede i standard. Ekstruderede aluminiumskanaler.

Værktøjer til præcisionsmåling
Mens et målebånd er fint til den samlede længde, kræver præcise målinger af profilen bedre værktøjer.
- Bremsekalibre: Digitale skydelærer er uundværlige til nøjagtig måling af højde, bredde og især materialetykkelse. De giver den nødvendige præcision, ofte ned til tusindedele af en tomme eller hundrededele af en millimeter.
- Målebånd: Bedst egnet til at måle den samlede længde af kanalmaterialet.
Forståelse af tolerancer
Det er vigtigt at huske, at ekstruderede aluminiumsdele ikke fremstilles med perfekte mål. De har altid produktionsmæssige tolerancer4som definerer den acceptable afvigelse fra den angivne dimension. Standardtolerancer er almindelige, men til applikationer, der kræver høj præcision, som dem vi ofte håndterer hos PTSMAKE, kan det være nødvendigt med snævrere, tilpassede tolerancer. Tjek altid producentens specifikationer, eller diskuter dine behov for tolerancer.

Her er en hurtig guide til, hvor man kan måle almindelige kanaltyper:
| Dimension | U-kanal målepunkt | C-kanalens målepunkt |
|---|---|---|
| Samlet højde | Yderste kant af banen til toppen af benet | Yderste kant af banen til toppen af benet |
| Samlet bredde | Yderkanten af det ene ben til yderkanten af det andet | Yderkanten af det ene ben til yderkanten af det andet |
| Tykkelse | Websektion og bensektion | Websektion, bensektion og flangesektion |
| Længde på ben | Inderste kant af banen til toppen af benet | Inderste kant af banen til indersiden af flangen |
Ved at være omhyggelig med, hvordan og hvor du måler, sikrer du, at du får præcis den aluminiumsprofil, som dit projekt kræver.
Hvad er bæreevnen for ekstruderede aluminiumskanaler?
Har du nogensinde været bekymret for, om den aluminiumskanal virkelig kan bære den nødvendige vægt? Undervurdering af belastningskapaciteten kan føre til uventet bøjning eller endda svigt, hvilket bringer hele projektets sikkerhed og succes i fare.
Bæreevnen for aluminiumprofiler varierer betydeligt. Det er ikke en enkelt værdi, men afhænger i høj grad af den specifikke legering (f.eks. 6061, 6063), temperering (som T5 eller T6), kanalens tværsnitsform og dimensioner, og hvordan belastningen påføres.

Det er ikke altid ligetil at bestemme den nøjagtige belastningskapacitet, fordi flere faktorer spiller sammen. Det er mere end bare at vælge en kanal fra hylden; det kræver, at man forstår, hvordan disse elementer arbejder sammen. Lad os gennemgå de vigtigste påvirkninger af, hvor meget vægt Ekstruderede aluminiumskanaler faktisk kan håndtere.
Legering og temperering: Det materielle fundament
Typen af aluminiumslegering og dens varmebehandling (temperering) bestemmer grundmaterialets styrke.
- Legeringer: Almindelige valg som 6061 og 6063 har forskellige egenskaber. Baseret på vores erfaring hos PTSMAKE er 6061 generelt stærkere og ofte foretrukket til strukturelle anvendelser, der kræver højere belastningskapacitet. 6063 giver bedre ekstruderbarhed og overfladefinish og bruges ofte i arkitektoniske sammenhænge.
- Temperament: Anløbningsbetegnelsen (f.eks. T5, T6) angiver varmebehandlingsprocessen, som i høj grad påvirker flydespændingen og den endelige trækstyrke. En T6-hærdning giver typisk højere styrke end en T5-hærdning for den samme legering.

Profilform og dimensioner: Geometri er vigtig
Kanalens tværsnitsform og størrelse er måske de mest kritiske faktorer efter materialevalget.
- Form dikterer stivhed: Hvordan materialet er fordelt i forhold til belastningsretningen, afgør dets modstandsdygtighed over for bøjning og knæk. Dybere sektioner (højere ben) håndterer generelt bøjningsbelastninger bedre end lavere sektioner.
- Væggens tykkelse: Når kanalvæggenes tykkelse øges, tilføres der mere materiale, hvilket øger tværsnitsarealet og den samlede styrke og stivhed.
- Geometriske egenskaber: Ingeniører bruger beregninger, der involverer profilens tværsnitsareal og dens Inertimoment5 for at forudsige, hvordan den vil opføre sig under specifikke belastninger. Et højere inertimoment indikerer større modstandsdygtighed over for bøjning.

Belastningsanvendelse og støttebetingelser
Hvordan belastningen påføres, og hvordan kanalen understøttes, er lige så vigtigt som selve kanalen.
- Type af belastning: Er kanalen under spænding (trukket), kompression (skubbet), bøjning (som en hylde) eller torsion (vredet)? Kanaler opfører sig forskelligt under hver belastningstype. Bøjningskapacitet er ofte en primær bekymring.
- Spændvidde Længde: Ved bøjningsbelastninger har afstanden mellem støttepunkterne (spændvidden) stor betydning for kapaciteten. Et længere uunderstøttet spænd vil kunne bære betydeligt mindre vægt end et kortere.
- Supporttype: Hvordan enderne understøttes (fast, enkelt understøttet, udkraget), ændrer også lastfordelingen og den maksimale kapacitet.
Her er et forenklet kig på de vigtigste påvirkningsfaktorer:
| Faktor | Primær indflydelse | Vigtige overvejelser |
|---|---|---|
| Legering/Temper | Materialets iboende styrke (Yield) | 6061-T6 er generelt stærkere end 6063-T5 |
| Profilens dybde | Modstandsdygtighed over for bøjning | Højere ben øger stivheden mod lodrette belastninger |
| Væggens tykkelse | Tværsnitsareal, samlet styrke | Tykkere vægge kan klare mere stress |
| Spændvidde Længde | Bøjningskapacitet | Kortere spændvidder understøtter betydeligt mere belastning |
| Belastningsretning | Spændingstype (bøjning, kompression osv.) | Bøjning dikterer ofte designgrænser |
Beregning af præcis belastningskapacitet kræver ofte teknisk analyse eller henvisning til producentens datatabeller, der tager højde for alle disse variabler. I tidligere projekter hos PTSMAKE har vi hjulpet kunder med at vælge den optimale Ekstruderede aluminiumskanaler ved omhyggeligt at evaluere disse faktorer i forhold til deres specifikke applikationskrav.
Hvordan sammenlignes kanalekstruderinger af aluminium med stål i strukturelle anvendelser?
Skal du vælge mellem aluminium og stål til konstruktionskanaler? Er du bekymret for at træffe et valg, der tilføjer unødvendig vægt, indbyder til korrosion eller går på kompromis med den styrke, dit projekt kræver?
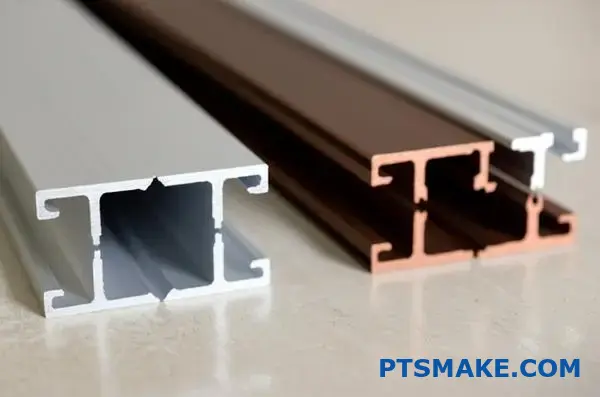
Ekstruderede aluminiumskanaler giver et fremragende forhold mellem styrke og vægt, overlegen korrosionsbestandighed og designfleksibilitet via ekstrudering. Stålkanaler giver højere absolut styrke og stivhed til en lavere materialepris, men er betydeligt tungere og kræver beskyttelse mod rust.

Det rigtige materialevalg mellem aluminium og stål er afgørende for konstruktionens succes. Begge har deres plads, men deres egenskaber er meget forskellige, hvilket påvirker ydeevnen, levetiden og de samlede projektomkostninger. I tidligere projekter hos PTSMAKE har vi hjulpet kunder med at navigere i denne beslutning ved omhyggeligt at afveje fordele og ulemper baseret på den specifikke anvendelse. Lad os dykke ned i de vigtigste forskelle.
Styrke-til-vægt-forhold: Den afgørende forskel
Dette er ofte den primære afgørende faktor. Aluminiumslegeringer, der bruges i ekstruderinger (som 6061-T6), har en imponerende styrke i forhold til deres lave massefylde (ca. en tredjedel af stål). Dette gør Ekstruderede aluminiumskanaler ideelt til anvendelser, hvor det er vigtigt at minimere vægten - tænk på rumfart, bilrammer eller bærbare konstruktioner. Stål er unægtelig stærkere i absolutte tal, men man betaler en betydelig straf i form af vægt.
Stivhed (elasticitetsmodul)
Stål er ca. tre gange stivere end aluminium. Det betyder, at under samme belastning og med identisk geometri vil en aluminiumskanal afbøje (bøje) ca. tre gange mere end en stålskinne. Denne iboende stivhed gør stål til et godt valg til applikationer, der kræver minimal nedbøjning under tunge belastninger, som f.eks. store bygningsrammer eller tunge maskinbaser. Mens aluminium er mindre stift, kan profildesign (ved hjælp af dybere sektioner eller tykkere vægge) kompensere for dette og ofte opnå den nødvendige strukturelle ydeevne med smart teknik. Vi rådgiver ofte kunder om profiloptimering for at opfylde stivhedskravene med aluminium.

Modstandsdygtighed over for korrosion
Aluminium danner naturligt et passivt, beskyttende oxidlag, når det udsættes for luft, hvilket giver det en fremragende iboende korrosionsbestandighed i mange miljøer. Stål derimod ruster let og kræver beskyttende belægninger som maling, galvanisering eller pulverlakering, især til udendørs eller fugtige anvendelser. Det øger omkostningerne og vedligeholdelsen af stålkonstruktioner.
Overvejelser om omkostninger
Stål har typisk en lavere pris pr. kilo for råmaterialet. Men sammenligningen er ikke så enkel.
- Vægt: Da aluminium er meget lettere, skal du måske bruge mindre materiale til den samme størrelse profil, hvilket potentielt udligner nogle forskelle i råvareomkostninger, især i betragtning af forsendelse og håndtering.
- Fremstilling: Aluminium er generelt nemmere og hurtigere at bearbejde, skære og ekstrudere til komplekse profiler. Selve ekstruderingsprocessen giver mulighed for indviklede former, der kan kræve flere trin eller svejsning med stål, hvilket potentielt kan reducere monteringsomkostningerne. Hos PTSMAKE giver vores ekspertise i komplekse ekstruderinger ofte omkostningseffektive løsninger.
- Efterbehandling: Stål kræver ofte korrosionsbeskyttelse (maling, galvanisering), hvilket øger omkostningerne. Aluminium behøver måske kun æstetisk finish (anodisering) eller slet ingen.
| Funktion | Ekstrudering af aluminiumskanal (f.eks. 6061-T6) | Stålkanal (f.eks. A36) |
|---|---|---|
| Tæthed | Lav (~2,7 g/cm³) | Høj (~7,85 g/cm³) |
| Styrke | God til høj (i forhold til vægt) | Meget høj (absolut) |
| Stivhed (Elasticitetsmodul6) | Moderat (~69 GPa) | Høj (~200 GPa) |
| Modstandsdygtighed over for korrosion | Fremragende | Dårlig (kræver belægning) |
| Omkostninger (råmateriale) | Højere pr. pund | Lavere pr. pund |
| Ekstruderbarhed | Fremragende (komplekse former) | Begrænset |
| Svejsbarhed | God (kræver specifikke teknikker) | Fremragende (almindelige metoder) |
Termiske egenskaber
Aluminium leder varme meget bedre end stål og udvider sig også mere ved temperaturændringer. Disse faktorer kan være vigtige i applikationer med betydelige temperatursvingninger, eller hvor varmeafledning er en overvejelse.
Fabrikation og bearbejdelighed
Aluminium er betydeligt lettere at bearbejde end stål, hvilket fører til hurtigere behandlingstider og potentielt lavere bearbejdningsomkostninger. Som nævnt giver dets ekstruderbarhed mulighed for komplekse, integrerede designs. Stål er hårdere og kræver mere robust værktøj og lavere bearbejdningshastigheder, men svejsning af stål anses ofte for at være mere ligetil med almindelige teknikker.
Valget mellem kanalprofiler i aluminium og stål afhænger af, hvordan man prioriterer disse faktorer i forhold til den specifikke konstruktion. Vægtbesparelser og korrosionsbestandighed favoriserer ofte aluminium, mens maksimal styrke, stivhed og lavere indledende materialeomkostninger hælder mod stål.
Hvilke overfladebehandlinger forbedrer holdbarheden af ekstruderede aluminiumskanaler?
Er du bekymret for, at dine aluminiumsskinner ikke kan holde til kravene i jobbet? Er du bekymret for, at bart aluminium korroderer, slides eller bare ikke ser professionelt ud længe nok i hårde miljøer?
Flere overfladebehandlinger øger holdbarheden af ekstruderede aluminiumskanaler betydeligt. De vigtigste muligheder omfatter anodisering for fremragende korrosions- og slidstyrke, pulverlakering for robust beskyttelse og farvevariation og maling for omkostningseffektiv æstetik og moderat beskyttelse.
Mens aluminium naturligt modstår korrosion til en vis grad, kræver mange anvendelser mere. Udsættelse for fugt, kemikalier, slid eller bare ønsket om et bestemt udseende nødvendiggør ofte en overfladebehandling. At vælge den rigtige finish beskytter din investering og sikrer, at Ekstruderede aluminiumskanaler fungerer pålideligt i hele deres levetid. Lad os se på de mest effektive muligheder, vi ofte arbejder med hos PTSMAKE.
Anodisering: Den elektrokemiske fæstning
Anodisering er ikke en belægning som maling; det er en elektrokemisk proces, der omdanner aluminiumsoverfladen til en holdbar, korrosionsbestandig, anodisk oxidfinish. Tænk på det som at skabe en kontrolleret, fortykket version af aluminiums naturlige beskyttende oxidlag gennem Elektrolytisk passivering7.
Det forbedrer modstandsdygtigheden over for korrosion og slid betydeligt. Det resulterende porøse lag kan også indfarves i forskellige farver før forseglingen, hvilket giver æstetiske muligheder. Type II-anodisering er almindelig til generel beskyttelse og farve, mens type III (hardcoat) giver overlegen slidstyrke til krævende anvendelser. Baseret på vores test øger hardcoat-anodisering drastisk overfladehårdheden.

Overvejelserne omfatter en lille dimensionsændring (oxidlaget opbygges) og potentielle udfordringer med at opnå perfekt farvekonsistens på tværs af partier.
Pulverlakering: Robust og farverig
Denne metode indebærer, at et tørt pulver (en blanding af polymerharpikser, pigmenter og fyldstoffer) påføres elektrostatisk på aluminiumskanalen. Delen opvarmes derefter, hvilket får pulveret til at smelte, flyde og hærde til en hård, ensartet belægning.
Pulverlakering giver fremragende modstandsdygtighed over for skår, ridser, falmning og kemikalier. Det tilbyder et stort udvalg af farver og teksturer, hvilket gør det meget alsidigt til æstetiske krav. Det er generelt tykkere og hårdere end flydende maling, hvilket giver betydelig beskyttelse til Ekstruderede aluminiumskanaler i krævende fysiske miljøer.
De vigtigste ting, man skal huske på, er belægningens tykkelse, som påvirker de endelige dimensioner mere end anodisering, og behovet for specialiserede hærdeovne.

Maleri: Alsidig og tilgængelig
Flydende maling (ved hjælp af sprøjtepistoler, dypning osv.) er en anden almindelig måde at beskytte og farve aluminium på. Der findes forskellige malingssystemer som epoxy, polyuretan og polyester, som hver især giver forskellige grader af holdbarhed, UV-bestandighed og kemisk beskyttelse.
Maling giver god æstetisk fleksibilitet og kan være relativt omkostningseffektiv, især til mindre krævende anvendelser. Efterbehandling er også generelt lettere sammenlignet med anodisering eller pulverlakering. Men korrekt overfladeforberedelse (rengøring og ofte grunding) er helt afgørende for malingens vedhæftning på aluminium. Malede overflader er typisk mere modtagelige for ridser og skår sammenlignet med anodisering eller pulverlakering.
Andre behandlinger
Belægninger til kemisk konvertering
Disse behandlinger (som kromat eller ikke-krom alternativer) skaber en tynd beskyttende film, der forbedrer korrosionsbestandigheden og giver en fremragende base for vedhæftning af maling. De giver mindre selvstændig beskyttelse end metoderne ovenfor.
Mekaniske overflader
Processer som børstning, polering eller sandblæsning er primært æstetiske, men kan gå forud for andre behandlinger som anodisering for at opnå specifikke visuelle effekter.
At vælge den rigtige behandling
Det bedste valg afhænger helt af anvendelsen. De vigtigste faktorer er:
- Miljø: Skal den udsættes for saltvand, kemikalier, høj luftfugtighed eller UV-eksponering?
- Brug den: Er slid eller ridser et stort problem?
- Æstetik: Er farve, glansgrad eller tekstur vigtig?
- Det koster: Hvad er budgettet for efterbehandling?
- Tolerancer: Hvor kritiske er de endelige dimensioner?
Her er en simpel sammenligning:
| Funktion | Anodisering (type II) | Pulverlakering | Maleri (flydende) |
|---|---|---|---|
| Corrosion Res. | Fremragende | Meget god | God til meget god |
| Wear Res. | God (Hardcoat=Exc) | Fremragende | Rimelig til god |
| Farvemuligheder | Moderat | Meget bred | Meget bred |
| Tykkelse | Meget tynd | Tyk | Moderat til tyk |
| Relative omkostninger | Moderat | Moderat | Lav til moderat |
I tidligere projekter har vi hos PTSMAKE hjulpet kunder med at vælge den optimale finish ved at evaluere disse afvejninger i forhold til deres specifikke behov og sikre både holdbarhed og ydeevne.
Kan kanalekstruderinger af aluminium tilpasses til komplekse samlinger?
Oplever du, at standard aluminiumsskinner bare ikke kan integreres rent i dit komplicerede produktdesign? Står du over for monteringsudfordringer, fordi hyldeprofiler skaber flere problemer, end de løser?
Ja, absolut. Ekstruderede aluminiumkanaler er usædvanligt velegnede til tilpasning og gør det muligt at skabe unikke profiler, der er skræddersyet præcist til de geometriske, funktionelle og integrationsmæssige krav til komplekse samlinger.

Mens standard aluminiumprofiler er alsidige til mange anvendelser, giver komplekse samlinger ofte unikke udfordringer. Det kan dreje sig om at få komponenter til at passe ind i snævre rum, kræve integrerede funktioner som monteringspunkter eller ledningskanaler eller kræve specifik strukturel ydeevne inden for et ikke-standardiseret fodaftryk. Det er her, den sande styrke ved aluminiumsekstrudering kommer til sin ret - dens evne til at skabe skræddersyede profiler.
Hvorfor standardkanaler kan komme til kort
I komplekse produktdesigns kræver standard U-kanaler eller C-kanaler ofte betydelige ændringer eller ekstra beslag og fastgørelseselementer for at fungere. Det kan føre til:
- Øget antal dele
- Længere monteringstider
- Potentielle svigtpunkter
- Kompromitteret æstetik eller pladseffektivitet
Hvis man udelukkende stoler på standardprofiler, kan det begrænse designinnovationen, når man har med stærkt integrerede eller ikke-lineære systemer at gøre.
Kraften i tilpasning via ekstrudering
Aluminiumsekstruderingsprocessen tvinger opvarmede aluminiumsstykker gennem en formet åbning i en matrice. Denne proces er utrolig fleksibel og giver mulighed for at skabe indviklede tværsnit, der er skræddersyet til specifikke behov.

Skræddersyede geometrier
I stedet for at forsøge at tilpasse en standardform kan en specialprofil designes med de nøjagtige vinkler, kurver og dimensioner, som samlingen kræver. Det sikrer en perfekt pasform og optimal udnyttelse af pladsen.
Integrerede funktioner
Brugerdefineret Ekstruderede aluminiumskanaler kan inkorporere funktioner direkte i profilen, hvilket eliminerer behovet for separate dele. Eksemplerne omfatter:
- Skruebosser eller kanaler til fastgørelse
- T-spor til modulære redskaber
- Integrerede køleplader
- Kanaler til ledninger eller slanger
- Snap-fit-funktioner til sammenkobling af dele
I tidligere projekter hos PTSMAKE har vi hjulpet kunder med at konsolidere flere funktioner i en enkelt brugerdefineret profil, hvilket har forenklet deres samling dramatisk. Den præcision, der kan opnås gennem omhyggelig Design af matricer8 er nøglen til at gøre disse integrerede funktioner effektive.

Optimering af materialer og ydeevne
Tilpasning handler ikke kun om form. Du kan specificere den nøjagtige legering (f.eks. 6061 eller 6063) og hærdning (f.eks. T5 eller T6) for at opnå den ønskede styrke, korrosionsbestandighed eller finish. Vægtykkelsen kan varieres inden for profilen, så der kun tilføjes styrke, hvor det er nødvendigt, og vægten optimeres.
Standard vs. brugerdefineret til komplekse samlinger
Her er en hurtig sammenligning, der fremhæver fordelene ved brugerdefinerede profiler i indviklede designs:
| Funktion | Standardkanaler | Ekstruderede aluminiumskanaler efter mål |
|---|---|---|
| Pasform | Kræver ofte tilpasning | Designet til præcis pasform |
| Integration | Kræver ekstra dele/bearbejdning | Funktioner kan integreres |
| Antal dele | Højere | Lavere potentiale |
| Samlingstid | Potentielt længere | Potentielt hurtigere |
| Frihed til at designe | Begrænset af tilgængelige former | Høj |
| Optimering | Generelt formål | Optimeret til specifik funktion |
Selv om der er en indledende investering i værktøj til specialfremstillede matricer, gør de langsigtede fordele i form af samlingseffektivitet, reduceret antal dele og overlegen ydeevne det ofte muligt at fremstille specialfremstillede matricer. Ekstruderede aluminiumskanaler en yderst effektiv løsning til komplekse produkter. Hos PTSMAKE er det en central del af vores arbejde at bygge bro mellem komplekse designbehov og tilpassede profiler, der kan produceres.
Få mere at vide om ekstruderingsprocessen, og hvordan den muliggør komplekse aluminiumsprofiler. ↩
Udforsk, hvordan modulære designprincipper kan fremskynde dine prototyper og produktionstider. ↩
Klik her for at forstå, hvordan den varmepåvirkede zone påvirker styrken af svejset aluminium. ↩
Få mere at vide om dimensionstolerancer, og hvorfor de er vigtige i præcisionsfremstilling. ↩
Klik for at forstå, hvordan geometriske egenskaber som inertimoment bestemmer strukturel stivhed. ↩
Forstå, hvordan elasticitetsmodulet påvirker strukturel nedbøjning og materialevalg. ↩
Forstå videnskaben bag, hvordan dette beskyttende lag dannes på aluminium. ↩
Opdag, hvordan præcist værktøjsdesign åbner op for komplekse muligheder for ekstrudering af aluminium til dine samlinger. ↩






