

يعاني العديد من المهندسين في مشاريع صب قوالب الزنك التي تبدو واضحة على الورق ولكنها سرعان ما تصبح معقدة عندما تتقلص التفاوتات المسموح بها أو تظهر العيوب أو تتصاعد التكاليف بما يتجاوز توقعات الميزانية.
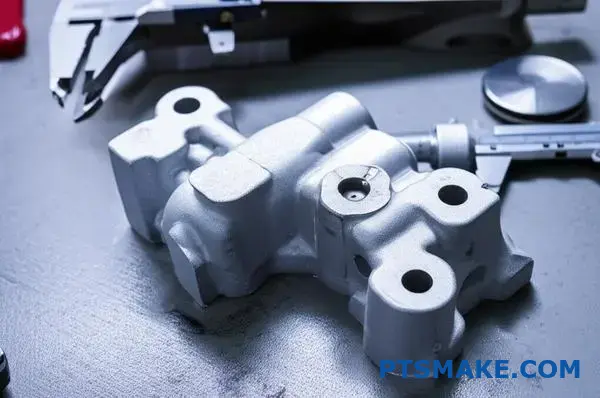
يجمع قالب الصب بالزنك بين درجات حرارة الانصهار المنخفضة والدقة الممتازة في الأبعاد، مما يجعله مثاليًا للأجزاء عالية الدقة في تطبيقات السيارات والإلكترونيات والأجهزة حيث تكون التفاوتات الدقيقة والتشطيبات السطحية الملساء أمرًا بالغ الأهمية.

يغطي هذا الدليل 14 سيناريو عمليًا أواجهه بانتظام في PTSMAKE، بدءًا من اختيار المواد وتحليل العيوب إلى استراتيجيات تحسين التكلفة التي يمكن أن توفر الوقت والمال على مشروعك.
لماذا تختار سبائك الزنك على الألومنيوم لصب القوالب عالية الدقة؟
عندما تكون الدقة هي الأولوية القصوى، يكون اختيارك للمواد أمرًا بالغ الأهمية. وعلى الرغم من أن الألومنيوم شائع، إلا أن سبائك الزنك غالبًا ما توفر نتائج فائقة. وهذا ينطبق بشكل خاص على الأجزاء المعقدة عالية الدقة.
علم التفوق
يكمن الاختلاف الرئيسي في خصائص المادة الأساسية. فالزنك لديه نقطة انصهار أقل بكثير وسيولة أفضل. وهذا يؤثر بشكل مباشر على عملية صب الزنك بالقالب بأكملها.
| المواد | نقطة الانصهار النموذجية |
|---|---|
| سبائك الزنك (زماك 3) | ~385 درجة مئوية (725 درجة فهرنهايت) |
| سبائك الألومنيوم (A380) | ~حوالي 580 درجة مئوية (1075 درجة فهرنهايت) |
هذه الحقيقة البسيطة لها آثار كبيرة على الإنتاج.

كيف تؤثر خصائص المواد على مشروعك
اختيار مادة ما هو أكثر من مجرد مواصفات. فالأمر يتعلق بكيفية ترجمة هذه الخصائص إلى فوائد في العالم الحقيقي. في مشاريعنا السابقة في شركة PTSMAKE، رأينا كيف تخلق خصائص الزنك مزايا ملموسة في التصنيع.
عمر أطول للأدوات
درجة حرارة الانصهار المنخفضة للزنك ألطف بكثير على القوالب الفولاذية. فهو يقلل من الصدمة الحرارية والتآكل. وهذا يعني أن القوالب تدوم لفترة أطول بكثير، وغالبًا ما تدوم لأكثر من مليون دورة. تكون حرارة الألومنيوم المرتفعة أكثر عدوانية، مما يؤدي إلى قصر عمر الأداة.
دورات أسرع وأكثر كفاءة
ونظرًا لأن الزنك يتطلب حرارة أقل، فإن مرحلتي الصهر والتبريد تكونان أسرع. وينتج عن ذلك أزمنة دورات أسرع. تعني الدورات الأسرع إنتاجًا أعلى ويمكن أن يؤدي إلى انخفاض تكاليف كل جزء. واستنادًا إلى اختباراتنا، يمكن أن يؤدي ذلك إلى تحسين كفاءة الإنتاج بشكل كبير.
| الميزة | صب الزنك بالقالب الزنك | صب الألومنيوم بالقالب |
|---|---|---|
| متوسط عمر الأدوات | 1,000,000,000+ دورة | ~حوالي 150,000 دورة |
| زمن الدورة النسبية | أسرع | أبطأ |
دقة لا مثيل لها
تسمح السيولة الممتازة للزنك بملء الأجزاء المعقدة ورقيقة الجدران من القالب بسهولة. يضمن ذلك بنية متناسقة للجزء، خالية من الأجزاء الضارة مركبات بين الفلزات1 التي يمكن أن تتشكل أثناء التصلب. وينتج عن ذلك تفاوتات أكثر دقة وتشطيبات سطحية فائقة.
تؤدي نقطة انصهار الزنك المنخفضة والسيولة الفائقة إلى إطالة عمر الأداة ودورات إنتاج أسرع وتفاوتات أكثر دقة. هذه المزايا الأساسية للمواد تجعلها الخيار الأفضل لصب القوالب عالية الدقة على الألومنيوم، مما يؤثر على الجودة والفعالية من حيث التكلفة.
كيف يتم تصنيف عيوب صب الزنك الشائعة بشكل منهجي للتحليل؟
لمعالجة العيوب، تحتاج أولاً إلى تنظيمها. لن ينجح النهج العشوائي. نستخدم شجرة تصنيف لفرز المشكلات بشكل منهجي.
تساعدنا هذه الطريقة على تحديد السبب الجذري بشكل أسرع بكثير. فهي تقسم العيوب إلى مجموعات واضحة يمكن التحكم فيها.
التجميع حسب الموقع
يمكن أن تظهر العيوب على السطح أو تكون مخفية داخل الجزء. هذا هو التصنيف الأول والأكثر أساسية.
التجميع حسب النوع
بعد ذلك، نقوم بالتصنيف حسب النوع. هل هو خطأ في الأبعاد، مثل الحجم الخاطئ؟ أم عيب مادي، مثل التصدع؟
التجميع حسب السبب المحتمل
وأخيراً، نربط العيب بأصله المحتمل.
| الفئة | الوصف |
|---|---|
| الموقع | مكان وجود العيب (سطحي أو داخلي). |
| النوع | طبيعة العيب (البعدية أو المادية). |
| السبب المحتمل | المصدر المحتمل للمشكلة (العملية، المواد، الأدوات). |
يمنعنا هذا الهيكل من القفز إلى الاستنتاجات. فهو يخلق مساراً منطقياً لتحليلنا.
شجرة التصنيف هذه أكثر من مجرد نموذج نظري. إنها أداة تشخيصية عملية نستخدمها يومياً في PTSMAKE. فهي تتيح لفريقنا الهندسي التواصل بوضوح وكفاءة عند معالجة مشكلة ما.
تقاطع الفئات
غالباً ما يندرج العيب الواحد ضمن فئات متعددة. على سبيل المثال، "المسامية" هي عيب مادي داخلي (الموقع) (النوع). يمكن أن يكون ناتجًا عن غاز محتجز (مشكلة عملية).
إن فهم هذه التقاطعات هو المفتاح. فهو ينقلنا من مجرد تحديد الخلل إلى فهم قصته الأصلية. يعد هذا التحليل المفصل أمرًا حيويًا لحل المشاكل بفعالية في مشاريع صب قوالب الزنك.
مثال آخر هو "اللقطة القصيرة". هذا عيب سطحي. وهو عيب فيزيائي بطبيعته وغالبًا ما يشير مباشرةً إلى مشكلة في معلمة العملية، مثل عدم كفاية ضغط الحقن. أو قد تكون مشكلة في الأدوات، مثل بوابة مسدودة. وهذا هو السبب في أن اتباع نهج منهجي أمر بالغ الأهمية. عيب واحد مثل التآكل بين الخلايا الحبيبية2 قد يشير إلى مشاكل مادية يصعب اكتشافها في البداية.
| مثال على العيب | الموقع | النوع | السبب المحتمل |
|---|---|---|---|
| البثور | السطح | البدنية | العملية (الغاز المحتجز) |
| واربج | - | الأبعاد | العملية (معدل التبريد) |
| الشقوق | داخلي | البدنية | المادة (النجاسة) |
| فلاش | السطح | البدنية | الأدوات (القالب البالي) |
من خلال تخطيط العيوب بهذه الطريقة، نكوّن صورة واضحة. وهذا يرشدنا إلى الحل الصحيح، مما يوفر الوقت والموارد.
يحول هذا التصنيف المنهجي تحديد العيوب من التخمين إلى عملية تشخيصية منظمة. إنها الخطوة الأولى نحو الحل الفعال للمشاكل وضمان جودة القطع المتسقة لعملائنا.
ما هي المفاضلات العملية بين سبائك Zamak وسبائك ZA؟
اختيار السبيكة المناسبة أمر بالغ الأهمية. فهو يؤثر على الأداء والتكلفة وحتى على عملية التصنيع. إنه قرار نوجه عملاءنا من خلاله يوميًا في PTSMAKE.
سبائك الزاماك هي خلائط الزاماك هي خامات الصناعة. فهي فعالة من حيث التكلفة وسهلة الصب.
توفر سبائك ZA قوة أعلى وخصائص تحمل أفضل. ولكن هذا الأداء يأتي بثمن. فهي غالبًا ما تتطلب طريقة صب مختلفة.
دعنا نحلل الاختلافات الرئيسية.
| الميزة | زماك 3 | ZA-8 |
|---|---|---|
| عملية الصب | الغرفة الساخنة | الغرفة الساخنة |
| قوة الشد | أقل | أعلى |
| التكلفة | أقل | أعلى |
يوضح هذا الجدول البسيط المفاضلة الأساسية. تكتسب قوة مع ZA-8 ولكنك تزيد أيضًا من تكلفة المواد.

الغوص الأعمق: العملية والأداء
الاختلاف العملي الأكثر أهمية هو عملية الصب. يمكن أن تستخدم سبائك Zamak و ZA-8 عملية صب الزنك بالقالب السريع والاقتصادي بالغرفة الساخنة.
ومع ذلك، يجب أن تستخدم سبائك ZA ذات المحتوى العالي من الألومنيوم مثل ZA-12 وZA-27 عملية الغرفة الباردة الأبطأ. ويرجع ذلك إلى أن محتواها العالي من الألومنيوم يكون عدوانيًا على المكونات الفولاذية لماكينة الغرفة الساخنة. يؤثر هذا الاختلاف في العملية بشكل مباشر على أزمنة الدورات وتكلفة القِطع.
القوة وخصائص التحمل
تتألق سبائك ZA في الأدوار الصعبة. كما أن قوتها وصلابتها الفائقة ومقاومتها للتآكل تجعلها مناسبة لاستبدال الأجزاء المصنوعة آليًا من الفولاذ أو الحديد الزهر. تتمتع ZA-12 وZA-27، على وجه الخصوص، بخصائص تحمل ممتازة. يتيح لك ذلك تصميم أجزاء ذات أسطح تحمل متكاملة، مما يوفر تكاليف التجميع. كما أنها تتمتع بخصائص أفضل مقاومة الزحف3 من سبائك الزماك.
السيولة والآثار المترتبة على التكلفة
تؤثر السيولة على مدى جودة ملء السبيكة لتجويف القالب. تتمتع سبائك الزاماك عمومًا بسيولة ممتازة، مما يسمح بجدران رقيقة وتفاصيل معقدة.
يلخص الجدول أدناه المفاضلات العملية بناءً على خبرتنا مع العملاء.
| سبيكة | الميزة الرئيسية | المقايضة الرئيسية | الأفضل لـ |
|---|---|---|---|
| زماك 3/5 | منخفضة التكلفة، دورات سريعة | قوام أقل | الأجزاء ذات الأغراض العامة |
| ZA-8 | أقوى سبيكة غرفة ساخنة | تكلفة أعلى من زاماك | التطبيقات عالية الإجهاد |
| ZA-12 | خصائص تحمل جيدة | عملية الغرفة الباردة | احتياجات المحامل والبطانات |
| ZA-27 | أعلى قوة | غرفة باردة، أصعب في الصب | استبدال المسبوكات الحديدية |
لا يتعلق الاختيار بخصائص المواد فقط. بل يتعلق بالتكلفة الإجمالية للجزء النهائي، بما في ذلك الأدوات والمعالجة.
ويتوقف القرار بين سبائك Zamak وسبائك ZA على الموازنة بين احتياجات الأداء وواقع الميزانية والتصنيع. يعتبر Zamak مثاليًا للاستخدامات العامة، بينما تتفوق سبائك ZA حيث تكون القوة ومقاومة التآكل أمرًا بالغ الأهمية، على الرغم من ارتفاع تكاليف المعالجة.
ما هي الفئات النموذجية للعمليات الثانوية بعد الصب؟
بمجرد خروج الجزء من القالب، فإن رحلته لم تنتهِ بعد. عمليات ما بعد الصب تحول الصب الخام إلى مكون نهائي. هذه الخطوات ضرورية للوظيفة والمظهر والسلامة.
فهي تضمن استيفاء الجزء للمواصفات الدقيقة. تتراوح هذه العمليات من التنظيف الأساسي إلى المعالجات السطحية المعقدة.
التنظيف والتشكيل الأولي
تتضمن الخطوات الأولى إزالة المواد الزائدة. التشذيب يزيل الزوائد والوميض. تعمل إزالة الحواف الحادة على تنعيم الحواف الحادة، وهو أمر حيوي للتعامل الآمن والتجميع السليم.
التصنيع الآلي الدقيق
بالنسبة للملامح التي تتطلب تفاوتات تفاوتات ضيقة، فإن التصنيع الآلي ضروري. ويشمل ذلك الحفر، أو الثقب، أو تفريز الأسطح. تحقق هذه العمليات الأبعاد النهائية التي لا يمكن أن يوفرها الصب وحده.
تقنيات تشطيب الأسطح
هذا هو المكان الذي يتم فيه تحديد الشكل النهائي للجزء ومتانته. يعتمد الاختيار على احتياجات التطبيق.
| نوع التشطيب | الميزة الأساسية | حالة الاستخدام الشائع |
|---|---|---|
| التصفيح | مقاومة التآكل، الجماليات، مقاومة التآكل | زخارف السيارات، والتركيبات |
| الطلاء | تخصيص الألوان، والحماية | مبيت الإلكترونيات الاستهلاكية |
| طلاء المسحوق | متانة عالية ومقاومة عالية للصدمات | معدات خارجية، قطع غيار صناعية |
يتم التخطيط لكل خطوة بعناية لإنشاء منتج نهائي عالي الجودة.

إن اختيار العمليات الثانوية المناسبة هو عملية موازنة. فهو ينطوي على مراعاة التكلفة والأداء والجماليات. تضيف كل خطوة قيمة ولكنها تزيد أيضًا من تكلفة الجزء النهائي والوقت اللازم لإنجازه.
التصنيع الآلي للأبعاد الحرجة
على الرغم من أن الصب رائع للأشكال المعقدة، إلا أنه لا يمكنه دائمًا تحقيق التفاوتات الضيقة. وهنا يأتي دور التصنيع الآلي باستخدام الحاسب الآلي. فنحن نستخدمها لإنشاء ثقوب دقيقة، ولولبات، وأسطح مسطحة دقيقة ضرورية للتجميع والوظيفة.
في المشاريع السابقة في شركة PTSMAKE، غالبًا ما نقوم بتصنيع أسطح التزاوج على أجزاء مصبوبة بالزنك. وهذا يضمن توافقًا مثاليًا مع المكونات الأخرى. ويمنع التسريبات أو عدم التوافق في المنتج النهائي.
اختيار أفضل تشطيب للسطح
لا يتعلق تشطيب السطح بالمظهر فقط. فهو يحمي الجزء من البيئة المحيطة به. على سبيل المثال، يوفر طلاء المسحوق طبقة صلبة ومتينة. وهو أكثر مقاومة للتقطيع والخدش من الطلاء القياسي.
ومن ناحية أخرى، يوفر الطلاء مقاومة ممتازة للتآكل ومظهرًا معدنيًا راقيًا. يعتمد الاختيار غالبًا على المادة الأساسية والاستخدام المقصود للمنتج. يمكن لعملية بسيطة مثل التخميل أن توفر أيضًا مقاومة جيدة للتآكل لبعض المواد بتكلفة أقل. إن اتخاذ الخيار الصحيح في وقت مبكر من مرحلة التصميم هو مفتاح إدارة ميزانية المشروع بفعالية. هذه المناقشة جزء أساسي من عمليتنا مع كل عميل. يمكن أن يؤدي الاختيار السيئ هنا إلى الإضرار بالمنتج بأكمله.
بالنسبة للعديد من العبوات الإلكترونية, الطلاء بأكسيد الألومنيوم4 خيار شائع، خاصةً للألومنيوم. فهو يخلق سطحًا صلبًا غير موصل للكهرباء.
خطوات ما بعد الصب هذه ليست إضافات اختيارية. بل هي جزء لا يتجزأ من عملية التصنيع، حيث تقوم بتحويل الصب الخام إلى مكون وظيفي وموثوق به وممتع من الناحية الجمالية وجاهز للاستخدام النهائي. كل عملية تتطلب دراسة متأنية وتنفيذ خبير.
كيف تقوم معايير الصناعة (NADCA) بهيكلة مواصفات الجودة؟
تخلق معايير NADCA لغة مشتركة. وهي تغطي جوانب الجودة الحرجة للأجزاء المصبوبة. وهذا يزيل التخمين بين العميل والقوالب.
سنركز على ثلاثة مجالات رئيسية. وهي تشطيب السطح والمسامية وتفاوت الأبعاد. فهمها أمر حيوي.
ركائز الجودة الأساسية
تشطيب السطح
يحدد ذلك الجودة البصرية للجزء. وهي تتراوح من الأساسية إلى المصقولة للغاية.
التحكم في المسامية
تدير هذه المواصفة القياسية الفراغات الداخلية. وهو أمر بالغ الأهمية بالنسبة للأجزاء التي تحتاج إلى قوة أو إحكام الضغط.
دقة الأبعاد
تضمن التفاوتات المسموح بها ملاءمة الجزء وعمله بشكل صحيح. توفر NADCA إرشادات واضحة.
إليك نظرة عامة سريعة:
| قياسي | الغرض | المقياس الرئيسي |
|---|---|---|
| تشطيب السطح | يتحكم في المظهر الجمالي | مستويات متدرجة (على سبيل المثال، تجارية، استهلاكية) |
| المسامية | يدير السلامة الداخلية | درجات المسامية (1-5) |
| التفاوتات المسموح بها | يضمن ملاءمة الأبعاد | الدقة مقابل التفاوتات القياسية |
مواصفات واضحة تمنع إعادة العمل والتأخيرات المكلفة.

نظرة أعمق على إطار عمل الوكالة الوطنية لمكافحة الفساد
التواصل الواضح هو الهدف. يساعد إطار عمل NADCA الجميع على الاتفاق على ما تعنيه "الجودة" لجزء معين. لا يتعلق الأمر بالأرقام فقط؛ بل يتعلق بمطابقة المواصفات مع الاستخدام النهائي للجزء. وهذا ينطبق بشكل خاص على صب قوالب الزنك.
في PTSMAKE، نطبق مبادئ مماثلة. نضمن تحديد كل التفاصيل لمشاريعنا الخاصة بالحاسب الآلي والقولبة باستخدام الحاسب الآلي. وهذا يمنع المفاجآت فيما بعد.
درجات تشطيب السطح
تقسم NADCA التشطيبات إلى فئات. "كما هي مصبوبة" هي التشطيبات القياسية مباشرة من القالب. تتطلب التشطيبات "الخاصة" خطوات إضافية. وتشمل هذه الخطوات الطلاء أو الطلاء أو التلميع. ويؤثر تحديد ذلك مبكرًا على التكلفة ووقت الإنتاج. ويعتمد الاختيار بالكامل على استخدام المنتج.
شرح مستويات المسامية
المسامية هي فراغات صغيرة داخل المعدن. تحدد NADCA المستويات من 1 (الأكثر صرامة) إلى 5 (الأقل صرامة). تحتاج الدعامة الهيكلية إلى مستوى مسامية منخفض. أما الجزء الزخرفي فيمكن أن يسمح بأكثر من ذلك. تؤثر هذه المواصفات بشكل مباشر على سلامة وأداء المكون. مناسب علم القياس5 للتحقق من هذه المستويات.
التفاوتات القياسية مقابل التفاوتات الدقيقة
تتحكم تفاوتات الأبعاد في التباين المقبول في حجم الجزء. توفر NADCA مستويين رئيسيين. اختيار المستوى المناسب هو التوازن بين الوظيفة والتكلفة.
| فئة التسامح | التطبيق النموذجي | تأثير التكلفة |
|---|---|---|
| قياسي | الأجزاء ذات الأغراض العامة، والتركيبات غير الحرجة | أقل |
| الدقة | التجميعات الضيقة، والأجزاء عالية الأداء | أعلى |
إن اختيار التفاوتات الدقيقة عند عدم الحاجة إليها يضيف نفقات غير ضرورية. نحن نساعد العملاء دائمًا على اتخاذ الخيار الأكثر فعالية من حيث التكلفة.
تخلق معايير NADCA أداة اتصال حيوية. من خلال تحديد تشطيب السطح والمسامية والتفاوتات المسموح بها، فإنك تضع أهداف جودة واضحة وقابلة للقياس. يزيل هذا الإطار الغموض ويوائم التوقعات بين العميل والقوالب، مما يضمن تلبية الجزء النهائي لجميع المتطلبات.
ما أنواع التشطيبات السطحية المتاحة لمسبوكات الزنك؟
مصبوبات الزنك متعددة الاستخدامات بشكل لا يصدق. يمكن تصميم سطحها النهائي لتلبية العديد من الاحتياجات. ويتراوح ذلك من الوظيفة إلى الجماليات البحتة. نرى بشكل عام ثلاث فئات رئيسية.
تشطيبات كما هي مصبوبة
هذه هي اللمسة النهائية الأساسية. إنه السطح مباشرة من قالب الصب بالقالب. وهو مثالي للأجزاء الداخلية حيث لا يمثل المظهر عاملاً مهماً.
التشطيبات الواقية
تحمي هذه الطلاءات المسبوكات من التآكل والتآكل. وهي ضرورية للأجزاء المعرضة للعناصر أو الظروف القاسية.
التشطيبات الزخرفية
هذه كلها تتعلق بالمظهر. فهي تعزز الجاذبية البصرية للمنتجات الاستهلاكية. فكّر في الكروم اللامع على الصنبور أو الطلاء النهائي الملون الناعم.
| فئة الإنهاء | الهدف الأساسي | أمثلة شائعة |
|---|---|---|
| كما تم الإرسال | الفعالية من حيث التكلفة | سطح خام غير مشذب |
| واقية | مقاومة التآكل | الطلاء الإلكتروني، طلاء البودرة |
| ديكور | الجماليات والجاذبية | طلاء الكروم، التلميع، الطلاء بالكروم |

يمكن أن تتلاشى الخطوط الفاصلة بين هذه الفئات. كما يوفر الطلاء الزخرفي مثل الطلاء بالكروم حماية ممتازة ضد التآكل والتآكل. الأمر كله يتعلق بإيجاد التوازن المناسب لمشروعك.
المفاضلات الوظيفية مقابل الجمالية
في شركة PTSMAKE، نساعد العملاء في التنقل بين هذه الخيارات. يوفر طلاء المسحوق متانة كبيرة وتنوعًا كبيرًا في الألوان. إنها تشطيبات عملية. ولكنها قد لا تتمتع بالمظهر المتميز للكروم المصقول. يعود القرار دائمًا إلى الاستخدام النهائي للمنتج وموقعه في السوق.
فهم العمليات الرئيسية
تتطلب التشطيبات المختلفة طرقًا مختلفة. فالطلاء الإلكتروني، على سبيل المثال، يستخدم شحنة كهربائية. ويؤدي ذلك إلى ترسيب طبقة رقيقة ومتساوية من الطلاء. وهي طريقة رائعة لتغطية كل زاوية وركن في الأجزاء المصبوبة بالزنك المعقدة.
تُعد طلاءات التحويل بالكرومات خيارًا وقائيًا رائعًا آخر. فهي تخلق طبقة سطحية جديدة من خلال تفاعل كيميائي. هذه العملية، وهي شكل من أشكال التخميل6, يجعل الزنك أقل تفاعلاً مع البيئة المحيطة به. إنه مادة أولية ممتازة قبل الطلاء أو الطلاء بالمسحوق.
| نوع التشطيب | الأفضل لـ | تعقيد العملية | التكلفة النسبية |
|---|---|---|---|
| الطلاء الإلكتروني | الأجزاء المعقدة، التآكل | متوسط | $$ |
| طلاء المسحوق | المتانة وخيارات الألوان | متوسط | $$ |
| طلاء الكروم | إطلالة راقية ومظهر أنيق | عالية | $$$ |
| كما تم الإرسال | المكونات الداخلية | منخفضة | $ |
تتراوح تشطيبات الزنك المصبوبة من البساطة المصبوبة إلى الطلاءات الزخرفية والوقائية. ويوازن الخيار الأفضل بين المظهر والمتانة المطلوبة وميزانيتك. توفر كل طبقة نهائية مزيجًا فريدًا من المزايا المصممة خصيصًا لتطبيقات محددة، مما يضمن أداء الجزء النهائي ومظهره تمامًا كما هو مطلوب.
كيف يتم تنظيم مكونات التكلفة الرئيسية لصب الزنك؟
إن فهم تكلفة صب الزنك أمر بسيط. تحتاج فقط إلى تقسيمها. السعر الإجمالي ليس رقمًا واحدًا. إنه مبني من أربعة مجالات رئيسية.
هذه هي الأدوات والمواد الخام ووقت الماكينة والتشطيب. كل منها له تأثيره الخاص على السعر النهائي.
دعنا نلقي نظرة على كيفية توافق هذه الأجزاء معًا. يساعدك هذا الوضوح على اتخاذ قرارات أكثر ذكاءً لمشروعك.
| مكون التكلفة | الوصف |
|---|---|
| الأدوات | التكلفة الأولية لصنع القالب المصبوب. |
| المواد الخام | تكلفة سبيكة الزنك المحددة المستخدمة. |
| وقت الآلة | التكلفة التشغيلية لكل دورة صب. |
| العمليات الثانوية | أي تشطيب أو تجميع مطلوب بعد الصب. |
معرفة هذا الهيكل يزيل المفاجآت من الميزانية.

دعنا نتعمق أكثر في كل عنصر من عناصر التكلفة. يساعد التفكير فيها بشكل منفصل على توضيح أين تذهب ميزانيتك. هذا التقسيم ضروري لتحسين تكلفة أي مشروع لصب قوالب الزنك.
الأدوات (التكلفة المستهلكة)
القالب هو استثمار كبير لمرة واحدة. وعادةً ما نقوم بإطفاء هذه التكلفة على إجمالي حجم الإنتاج. لذلك، بالنسبة لعمليات الإنتاج الأكبر، تصبح تكلفة الأدوات لكل جزء أصغر بكثير. كما أن الأداة المصممة بشكل جيد تدوم لفترة أطول، مما يقلل من النفقات على المدى الطويل.
المواد الخام (تكلفة السبائك)
ترتبط هذه التكلفة مباشرة بسعر السوق للزنك. ويحدد الوزن الإجمالي للقطعة، بما في ذلك العدّادات والفيضانات، تكلفة المواد. إن التصميم الفعال للقالب، الذي يقلل من الخردة، هو محور التركيز الرئيسي بالنسبة لنا في PTSMAKE للحفاظ على انخفاض هذه التكلفة.
وقت الماكينة (تكلفة الدورة)
وهذا يغطي نفقات تشغيل ماكينة الصب بالقالب. ويشمل العمالة والطاقة والصيانة العامة. يُترجم وقت الدورة الأسرع والأكثر كفاءة بشكل مباشر إلى تكلفة أقل لكل جزء. ويؤثر تعقيد الجزء وحجمه على ذلك بشدة.
العمليات الثانوية والتشطيبات النهائية
هذا هو المكان الذي يمكن أن تختلف فيه التكاليف أكثر من غيره. قد تحتاج الأجزاء البسيطة فقط إلى تشذيب وميض. وقد تتطلب قطع أخرى التصنيع باستخدام الحاسب الآلي أو الطلاء أو الطلاء أو التجميع. وكل خطوة إضافية تضيف تكلفة. في بعض الأحيان، تخلق عملية الطلاء مركب بين الفلزات7, والتي تتطلب خبرة محددة لإدارتها بشكل صحيح لتحقيق الأداء الأمثل للقطع.
باختصار، التكلفة الإجمالية لصب الزنك هي مزيج من أربعة عوامل رئيسية. الأدوات هي الاستثمار الأولي، في حين أن المواد ووقت الماكينة والعمليات الثانوية هي التكاليف الجارية. إن فهم هذا الهيكل هو المفتاح لإدارة ميزانية مشروعك بفعالية.
كيف تجري مراجعة التصميم من أجل قابلية التصنيع (DFM)؟
قائمة المراجعة المنظمة هي أفضل وسيلة دفاعية ضد المزالق الشائعة في التصنيع. فهي تحوّل المراجعة المعقدة لسوق دبي المالي إلى عملية معقدة يمكن التحكم فيها خطوة بخطوة.
وهذا يضمن عدم إغفال أي تفاصيل مهمة قبل بدء الإنتاج.
قائمة المراجعة الأساسية لسوق دبي المالي
في PTSMAKE، نستخدم قائمة مراجعة مفصلة لكل مشروع. فهي تساعدنا على اكتشاف المشاكل المحتملة في وقت مبكر. فيما يلي المجالات الأساسية التي نفحصها دائماً.
| منطقة قائمة المراجعة | الاعتبارات الرئيسية |
|---|---|
| سُمك الجدار | هل هو موحد لمنع علامات الحوض؟ |
| زوايا السحب | هل هي كافية لسهولة إخراج القالب بسهولة؟ |
| أنصاف أقطار وشرائح الفيليه | هل يتم تجنب الزوايا الداخلية الحادة؟ |
| خط الفراق | هل موقعها مثالي من الناحية الجمالية؟ |
| العيوب المحتملة | أي ميزات قد تحبس الهواء أو الغاز؟ |
هذا النهج المنهجي يوفر الكثير من الوقت والمال في المستقبل.

سبب أهمية كل عنصر من عناصر قائمة المراجعة
قائمة التحقق هي أكثر من مجرد وضع علامة على المربعات. إنها تتعلق بفهم "السبب" وراء كل نقطة. هذه الرؤية العميقة تمنع المراجعات المكلفة لاحقًا. في المشاريع السابقة في شركة PTSMAKE، كان هذا الفهم حاسمًا.
سمك الجدار الموحد
جدران غير متناسقة تبرد بمعدلات مختلفة. يتسبب ذلك في حدوث إجهاد داخلي، مما يؤدي إلى اعوجاج أو علامات غوص مرئية على سطح الجزء. نحن نهدف دائمًا إلى التوحيد.
زوايا السحب الكافية
يجب إخراج القِطع من القالب بشكل نظيف. بدون تيار هوائي مناسب، يمكن أن تلتصق الأجزاء. وهذا يسبب علامات خدش أو حتى تلف أثناء الإزالة. إنها تفاصيل صغيرة ذات تأثير كبير.
أنصاف الأقطار والشرائح الاستراتيجية
تُنشئ الزوايا الداخلية الحادة نقاط تركيز إجهاد. تساعد إضافة أنصاف الأقطار على توزيع هذا الضغط. هذا التغيير البسيط يجعل الجزء أقوى وأقل عرضة للتشقق تحت الحمل.
وضع خط الفراق
يؤثر موقع خط الفراق على كل من الوميض والجاذبية البصرية. نقوم بتحليل التصميم لوضعه في المكان الذي سيكون أقل ما يمكن ملاحظته وأسهل في الإنهاء. وهذا أمر أساسي للمنتجات التي تواجه المستهلك.
يمكن للسمات المعقدة أن تحبس الهواء أثناء التشكيل، مما يتسبب في ملء غير مكتمل أو فراغات تعرف باسم المسامية8. وهذا مصدر قلق كبير في عمليات مثل صب الزنك بالقالب.
| المشكلة الشائعة | حلول سوق دبي المالي |
|---|---|
| الالتواء | ضمان سمك جدار موحد. |
| علامات الطرد | تطبيق زوايا سحب كافية (1-2 درجة). |
| تكسير | أضف أنصاف أقطار إلى الزوايا الداخلية الحادة. |
| وميض مرئي | تحسين موقع خط الفراق. |
يضمن هذا النهج الاستباقي تلبية الجزء النهائي للمتطلبات الوظيفية والجمالية على حد سواء.
قائمة مراجعة شاملة لسوق دبي المالي هي أداة أساسية للتعاون. فهي تضمن أن يكون تصميمك قويًا وفعالًا من حيث التكلفة وجاهزًا للإنتاج عالي الجودة، مما يمنع حدوث أخطاء باهظة الثمن قبل بدء تصنيع الأدوات.
ما هي العملية التدريجية لفحص المادة الأولى (FAI)؟
عملية FAI هي طريقة منظمة. وهي تؤكد أن عملية الإنتاج الجديدة تفي بجميع المواصفات الهندسية.
التشغيل الأولي للإنتاج
أولاً، ننتج مجموعة صغيرة من القِطع الأولية. هذا التشغيل الأولي يختبر الأدوات والإعداد ومعلمات الماكينة.
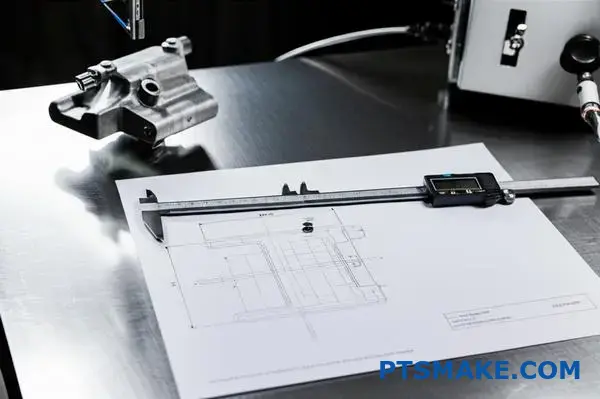
القياسات الشاملة
بعد ذلك، يبدأ الفحص الكامل. نقيس كل ميزة في الجزء مقابل الرسم الفني. وهذا يضمن الدقة التامة قبل أن نبدأ.
| الخطوة | العمل الأساسي |
|---|---|
| 1 | إنتاج أجزاء العينة الأولية |
| 2 | إجراء تخطيط كامل الأبعاد |
| 3 | إجراء اختبارات المواد والأداء |
| 4 | نتائج المستندات للموافقة عليها |
قياس الأجزاء هو جزء واحد فقط من اللغز. فالفحص الدقيق للأجزاء يتعمق أكثر للتحقق من كل جانب من جوانب الجزء والعملية. يتعلق الأمر ببناء الثقة.
ما وراء الأبعاد: المواد والأداء
يجب أن نتأكد من صحة المواد الخام. ويتضمن ذلك التحقق من شهادات المواد. وفي بعض الأحيان، يتطلب الأمر إجراء اختبارات معملية مستقلة للتأكد من ذلك.
بالنسبة لجزء مثل صب الزنك بالقالب المكوِّن، نتحقق من التركيب الدقيق للسبيكة.
اختبارات الأداء ضرورية أيضاً. قد نجري اختبارات الضغط أو الفحوصات الوظيفية. وهذا يضمن أداء الجزء كما تم تصميمه في ظل ظروف العالم الحقيقي. هذا النهج الشامل يمنع حدوث أعطال في المستقبل.
أهمية التوثيق
يتم تسجيل كل قياس ونتيجة اختبار بعناية. يتم تسجيل تخطيط الأبعاد9 أمر أساسي في هذه العملية. ثم يتم تجميع هذه البيانات في تقرير مفصل عن فحص المادة الأولى (FAIR).
في شركة PTSMAKE، نستخدم التنسيقات القياسية مثل AS9102. يوفر هذا التقرير دليلاً موضوعيًا على أن عملية الإنتاج لدينا مستقرة وقادرة. ثم يتم تقديمه إليك أنت، عميلنا، للمراجعة النهائية والموافقة. ولا يبدأ الإنتاج الضخم إلا بعد توقيعك.
تتضمن عملية FAI إنتاج الأجزاء الأولية، وإجراء تخطيط كامل الأبعاد، وإجراء اختبارات المواد. يتم توثيق جميع البيانات في تقرير للموافقة عليها من قبل العميل، مما يضمن التحقق من صحة عملية التصنيع بالكامل قبل بدء الإنتاج الكامل.
كيف تبرر الاستثمار في قالب جديد مقابل تجديد قالب قديم؟
يتطلب الاختيار بين القالب الجديد والتجديد حالة عمل قوية. لا يتعلق الأمر فقط بسعر التذكرة الأولي. نحن بحاجة إلى النظر إلى التكلفة الإجمالية للملكية (TCO).
يساعدك ذلك على رؤية الصورة المالية الكاملة. يمكنك بعد ذلك اتخاذ قرار يفيدك على المدى الطويل. دعنا نحلل العوامل الرئيسية.
| العامل | قالب جديد | القوالب المجددة |
|---|---|---|
| التكلفة الأولية | أعلى | أقل |
| العمر الافتراضي | كاملة، يمكن التنبؤ بها | محدودة ومتغيرة |
| الأداء | مُحسّن | قد يكون لها قيود |
| الضمان | شامل | غالباً ما تكون محدودة |
هذا النهج يزيل التخمين ويركز على البيانات.

التعمق أكثر في التكلفة الإجمالية للملكية
إن النظر إلى ما وراء عرض الأسعار الأولي أمر بالغ الأهمية. فغالبًا ما تحقق الأداة الجديدة، خاصة بالنسبة للأجزاء المعقدة كما هو الحال في صب الزنك بالقالب، وفورات كبيرة على المدى الطويل.
في PTSMAKE، نوجه العملاء من خلال هذا التحليل. نحن نقارن التكلفة الفورية للتجديد مقابل القيمة الكاملة لدورة حياة الأداة الجديدة.
تحسينات الجودة ووقت الدورة الزمنية
يتم بناء القالب الجديد بأحدث التقنيات. وهذا يعني غالبًا أزمنة دورات أسرع ومعدلات خردة أقل. تُظهر اختباراتنا أن القالب الجديد يمكن أن يحسن زمن الدورة بمقدار 5-15%.
قد لا تحقق الأداة المجددة هذا الأمر. قد تحمل مشاكل قديمة تؤثر على جودة الأجزاء. يتم توزيع التكلفة طويلة الأجل للأصل الجديد من خلال الإطفاء10.
مقارنة القيمة طويلة الأجل
لنقارن بينهما جنباً إلى جنب.
| متري | قالب جديد | القوالب المجددة |
|---|---|---|
| التكلفة المقدمة | $X | ~30-50% من X |
| اللقطات المتوقعة | 1,000,000+ | 150,000 - 300,000 |
| معدل الخردة | <1% | 2-5% (محتمل) |
| الصيانة | الحد الأدنى | أعلى وأقل قابلية للتنبؤ |
| التكلفة لكل جزء | أقل على مدى الحياة | أعلى على مدى الحياة |
توضح هذه البيانات أن الوفورات الأولية الناتجة عن التجديد يمكن أن تختفي بسرعة بسبب انخفاض الكفاءة وارتفاع تكاليف الصيانة.
لا يتعلق القرار بالتكلفة الأولية فقط. حيث تكشف حالة العمل الشاملة التي تركز على التكلفة الإجمالية للملكية عن القيمة الحقيقية، مع مراعاة الأداء والعمر الافتراضي والجودة. وهذا يضمن أفضل عائد على استثمارك على المدى الطويل.
يجب عليك تخفيض تكلفة الأجزاء بمقدار 10%؛ ما هي خطة العمل الشاملة الخاصة بك؟
يتطلب الوصول إلى هدف خفض التكاليف 10% استراتيجية متعددة الجوانب. لا يتعلق الأمر بحل سحري واحد. بل يتعلق الأمر بإيجاد مكاسب صغيرة عبر عملية الإنتاج بأكملها.
نركز على أربعة مجالات رئيسية لتحقيق ذلك.
المجالات الرئيسية لخفض التكاليف
تقليل وقت الدورة الزمنية
دورات أسرع تعني المزيد من القِطع في الساعة. وهذا يقلل مباشرة من التكلفة لكل جزء. نحن نحلل كل خطوة من خطوات العملية.
الوفورات المادية
يعد تحسين تصميم القِطع لاستخدام مواد أقل مكسبًا كبيرًا. الجدران الأقل سمكًا هي نهج شائع، خاصة في عمليات مثل صب الزنك بالقالب.
تخفيض معدل الخردة
كل جزء يتم إلغاؤه هو إهدار للمال. ومن الضروري تشديد ضوابط العمليات لتقليل العيوب وإعادة العمل إلى الحد الأدنى.
العمليات الثانوية الفعالة
يمكن أن تكون المعالجة اللاحقة مركز تكلفة خفي. إن تبسيط هذه الخطوات أمر بالغ الأهمية.
إليك نظرة مبسطة على التأثير المحتمل:
| الاستراتيجية | الوفورات المحتملة في التكاليف |
|---|---|
| تقليل وقت الدورة الزمنية | 2-3% |
| تحسين المواد | 3-5% |
| تخفيض معدل الخردة | 2-3% |
| العمليات الثانوية | 1-2% |
ومن خلال الجمع بين هذه الجهود، يصبح هدف 10% قابلاً للتحقيق.

دعنا نتعمق أكثر في كيفية تطبيق ذلك عملياً. تعني خطة العمل الشاملة مهاجمة التكاليف من كل زاوية في وقت واحد. فنادراً ما يؤدي الاعتماد على طريقة واحدة فقط إلى تحقيق هدف التخفيض المكون من رقمين.
تصميم الجزء الأمثل
غالباً ما نبدأ بتصميم الجزء نفسه. من خلال العمل مع عملائنا، نراجع سُمك الجدار. هل يمكننا تقليلها دون المساس بالسلامة الهيكلية؟ بالنسبة للعديد من الأجزاء، خاصة في قوالب الصب بالزنك، يعد هذا مسارًا سريعًا لتحقيق وفورات كبيرة في المواد. مواد أقل تعني تكلفة أقل.
تعزيز كفاءة العمليات
بعد ذلك، ندقق في عملية التصنيع. إن تقليل وقت الدورة حتى ولو ببضع ثوانٍ قليلة يضيف الكثير على عملية إنتاج كبيرة. قد يتضمن ذلك تحسين معلمات الماكينة أو تحسين تبريد القالب.
الحد من الخردة مهم بنفس القدر. نقوم بتنفيذ مراقبة صارمة للعمليات لاكتشاف الانحرافات في وقت مبكر. باستخدام أدوات مثل مراقبة العمليات الإحصائية11 يساعدنا في الحفاظ على الاتساق والجودة، مما يضمن تقليل عدد القطع التي ينتهي بها المطاف في سلة المهملات. هذا النهج القائم على البيانات أساسي.
وأخيراً، ننظر إلى كل ما يحدث بعد تصنيع الجزء.
| العملية | قبل التحسين | بعد التحسين |
|---|---|---|
| إزالة الأزيز | يدوي، 2 دقيقة/جزء | مؤتمتة، 30 ثانية/جزء |
| التجميع | ثلاث خطوات منفصلة | مدمجة في خطوة واحدة |
| الفحص | الفحص اليدوي 100% | نظام الرؤية الآلي |
يؤدي تبسيط العمليات الثانوية، مثل الجمع بين خطوات التجميع أو أتمتة الفحص، إلى تقليل تكاليف العمالة والوقت. يتعلق الأمر بأن تكون أكثر ذكاءً في كل خطوة على حدة.
النهج متعدد الأوجه هو الطريقة الوحيدة الموثوقة لتحقيق تخفيضات كبيرة في التكاليف. فمن خلال معالجة وقت الدورة واستخدام المواد ومعدلات الخردة والعمليات الثانوية، فإنك تنشئ سبلاً متعددة لتحقيق وفورات تتضافر لتحقيق هدفك 10%.
كيف يمكنك تكييف عملية الصب الخاصة بك مع سبيكة زنك جديدة عالية السيولة؟
سبيكة زنك جديدة عالية السيولة مثيرة. فهي تفتح الأبواب لتصميمات معقدة ورقيقة الجدران.
ومع ذلك، تتطلب طبيعته نافذة معالجة أصغر وأكثر دقة. يجب علينا ضبط معاييرنا بعناية. وهذا يضمن لنا الاستفادة من فوائده دون إدخال عيوب.
ضبط سرعات الحقن
مع السبائك عالية السيولة، غالبًا ما تكون سرعة الحقن البطيئة أفضل. وهذا يساعد على منع الوميض ويقلل من الاضطراب داخل تجويف القالب.
تعديل درجات حرارة الذوبان
يمكنك عادةً خفض درجة حرارة الذوبان. وهذا يوفر الطاقة ويقلل من الضغط على القالب. كما أنه يقلل من مخاطر العيوب الناجمة عن الحرارة الزائدة.
التوازن الدقيق هو المفتاح للحصول على أفضل نتائج مثالية لصب قوالب الزنك.

العمل باستخدام سبيكة عالية السيولة يقلص هامش الخطأ لدينا. تصبح نافذة العملية أضيق. ما نجح مع السبائك القياسية سيؤدي على الأرجح إلى عيوب هنا. المفتاح هو التحكم. يجب إعادة تقييم كل معلمة.
حجم البوابة وتأثير التصميم
البوابة هي نقطة التحكم الأساسية في التدفق. بالنسبة للمواد شديدة السيولة، قد تكون البوابة الأصغر ضرورية. وهذا يساعد على إدارة معدل التدفق والضغط بشكل أكثر فعالية، مما يمنع النفث.
في المشاريع السابقة في PTSMAKE، وجدنا أن ضبط هندسة البوابات أمر بالغ الأهمية.
| المعلمة | سبائك الزنك القياسية | سبائك الزنك عالية الميوعة |
|---|---|---|
| سرعة الحقن | أعلى | منخفضة ومضبوطة |
| درجة حرارة الذوبان | النطاق القياسي | الحد الأدنى من النطاق |
| حجم البوابة | قياسي | أصغر محتمل |
الوقاية من العيوب الشائعة
يمثل الوميض خطرًا كبيرًا. انخفاض اللزوجة12 يسمح للمعدن بالانضغاط في أصغر الفجوات في القالب. خفض ضغط الحقن والسرعة هو خط دفاعنا الأول.
الاضطراب المفرط هو مصدر قلق آخر. فقد يحبس الهواء، مما يؤدي إلى حدوث مسامية. وتساعد التعبئة البطيئة المضبوطة والبطيئة على تدفق المعدن بسلاسة، مما يضمن الحصول على جزء صلب وكثيف. وهذا أمر أساسي لنجاح صب الزنك بالقالب.
يعني التكيف مع سبائك الزنك عالية السيولة تشديد التحكم في العملية. من خلال ضبط سرعات الحقن بعناية، وخفض درجات حرارة الذوبان، وتحسين تصميم البوابة، يمكننا منع العيوب مثل الوميض والاضطراب، مما يضمن إنتاج قطع عالية الجودة.
بالنظر إلى رسم جزء معقد، كيف يمكنك تحديد مخاطر الصب بشكل استباقي؟
عندما أتلقى رسماً معقداً، لا أرى فقط الخطوط والأبعاد. أقوم بإجراء محاكاة ذهنية. هذا جزء أساسي من عملية التصميم من أجل التصنيع (DFM).
أتخيل المعدن المنصهر يتدفق في القالب. أين سيبرد أولاً؟ أين يمكن أن ينحصر الهواء؟ هذا التحليل الاستباقي أمر بالغ الأهمية.
مؤشرات المخاطر الرئيسية
تساعدني هذه الجولة الذهنية في اكتشاف المشكلات المحتملة مبكرًا. الأمر يتعلق برؤية العملية، وليس فقط المنتج النهائي.
| منطقة المخاطر | العيب المحتمل |
|---|---|
| الأقسام الثقيلة المعزولة | مسامية الانكماش |
| ضلوع عميقة ورفيعة | تعبئة غير مكتملة |
| زوايا داخلية حادة | تركيز الإجهاد |

تطبيق سوق دبي المالي المتطور للحصول على رؤى أعمق
تسترشد محاكاتي الذهنية بسنوات من الخبرة ومبادئ سوق دبي المالي. أبحث عن سمات هندسية محددة من المعروف أنها تسبب مشاكل أثناء الصب. يتعلق الأمر بترجمة الرسم ثنائي الأبعاد إلى عملية رباعية الأبعاد، مع مراعاة الوقت ودرجة الحرارة.
الأقسام الثقيلة المعزولة
أبحث على الفور عن مناطق سميكة محاطة بجدران أرق. هذه "البقع الساخنة" تبرد أبطأ بكثير من بقية الجزء. يؤدي هذا التبريد غير المتساوي إلى حدوث فراغ، مما يؤدي إلى انكماش المسامية. يسحب الجزء نفسه داخليًا بشكل أساسي أثناء تجمده.
أضلاع عميقة وجدران رقيقة
تمثل الأضلاع العميقة والرفيعة تهديدًا مزدوجًا. أولاً، قد يبرد المعدن المنصهر قبل أن يتمكن من ملء السمة بالكامل. وهذا يسبب "إغلاقًا باردًا". ثانيًا، يمكن لهذه السمات أن تمسك القالب بإحكام، مما يجعل عملية الطرد صعبة ومن المحتمل أن تتلف الجزء.
التنفيس والغازات المحتبسة
أتتبع أيضًا المسار المحتمل للهواء حيث يملأ المعدن التجويف. أي منطقة لا يمكن للهواء أن يتسرب منها تشكل خطرًا كبيرًا. هذه مشكلة شائعة في تصميمات قوالب الزنك المعقدة. ينتج عن الهواء المحبوس مسامية الغاز13, والتي هي في الأساس فقاعات داخل المعدن.
| الميزة | المخاطر الأساسية | استراتيجية التخفيف من المخاطر |
|---|---|---|
| قسم سميك | الانكماش | إضافة مغذيات أو مبردات |
| ضلع عميق | الطرد/التعبئة | زيادة زوايا السحب |
| زوايا غير مسدودة | الغاز المحتجز | إضافة قنوات تهوية |
هذا التحليل التفصيلي، الذي يتم إجراؤه مباشرةً من الرسم، هو الطريقة التي نمنع بها في PTSMAKE إعادة العمل المكلفة.
يحوّل سوق دبي المالي المتقدم والمحاكاة الذهنية الرسم الثابت إلى عملية ديناميكية. يسمح لنا هذا الاستشراف بتحديد المخاطر ومعالجتها مثل الانكماش ومشاكل التعبئة والغازات المحتبسة قبل بدء الإنتاج، مما يوفر الوقت والموارد.
كيف يمكنك استخدام المعالجة اللاحقة لإنقاذ الأجزاء ذات العيوب التجميلية الطفيفة؟
اتخاذ قرار بشأن إنقاذ قطعة ما هو خيار اقتصادي. يجب أن تزن تكلفة إعادة العمل مقابل تكلفة التخريد وإعادة التصنيع. في PTSMAKE، نقوم دائمًا بإجراء هذا التحليل أولاً.
يمكن للإجراءات المعتمدة إنقاذ جزء دون المساس بوظيفته. هذه الإصلاحات هي فقط للمشاكل التجميلية البسيطة. سلامة الجزء تأتي دائماً في المقام الأول.
| عامل التكلفة | سكراب وإعادة التصنيع | إعادة الصيانة/الإنقاذ |
|---|---|---|
| المواد | التكلفة الكاملة | الحد الأدنى (حشو، تلميع) |
| وقت الآلة | دورة كاملة | لا يوجد |
| العمالة | دورة كاملة | وقت إعادة العمل فقط |
| المهلة الزمنية | تمديد | الحد الأدنى من التأخير |

تقييم الجدوى والطرق المعتمدة
الخطوة الأولى هي تحليل واضح للتكاليف والفوائد. احسب تكاليف العمالة والمواد اللازمة لإعادة العمل. قارن ذلك بالتكلفة الإجمالية لإنتاج جزء جديد. إذا كانت تكاليف إعادة العمل أقل بكثير، فهذا مسار قابل للتطبيق.
لكي ينجح ذلك، تحتاج إلى إجراءات محددة ومعتمدة. ويجب أن تكون هذه الإجراءات موثقة وقابلة للتكرار. والهدف هو الحصول على جزء مقبول بصريًا يلبي جميع المواصفات الوظيفية.
إجراءات إعادة العمل المعتمدة
غالباً ما نعتمد على بعض الطرق الموثوق بها لإصلاحات التجميل. بالنسبة للخدوش السطحية أو الشوائب الخفيفة، يعمل التلميع الموضعي أو المزج بشكل جيد. حيث يعمل ذلك على تنعيم المنطقة بعناية لتتناسب مع اللمسة النهائية المحيطة.
بالنسبة للحفر الصغيرة أو الفراغات الصغيرة، خاصةً في الأجزاء مثل مكونات الصب بالقالب الزنك، تعتبر مواد الحشو التجميلية خيارًا متاحًا. من الضروري أن يتم وضع الحشو قبل الطلاء أو الطلاء. يضمن التطبيق السليم تطبيقًا ممتازًا التصاق الركيزة14 ومظهر نهائي سلس. هذه الحشوات للمظهر فقط ولا ينبغي استخدامها على الأسطح الوظيفية أو الحاملة.
| طريقة إعادة العمل | الأفضل لـ | الاعتبارات الرئيسية |
|---|---|---|
| التلميع الموضعي | خدوش وجروح طفيفة | يجب عدم تغيير الأبعاد الحرجة أو التفاوتات الحرجة. |
| المزج | ملمس السطح غير مستوٍ | طابق تشطيب السطح المحيط بشكل مثالي. |
| الحشوات التجميلية | الحفر الصغيرة، والفراغات، والانبعاجات | يوضع قبل الطلاء، ولا يوضع على الأسطح الوظيفية. |
يمكن إنقاذ القطع ذات العيوب التجميلية الطفيفة إذا كانت تكلفة إعادة العمل مبررة. يضمن استخدام إجراءات معتمدة وموثقة مثل الصقل الموضعي أو المزج أو الحشوات التجميلية بقاء الجزء يعمل بكامل طاقته مع تلبية المعايير الجمالية.
فتح حلول الصب الدقيق بالزنك بالقالب مع PTSMAKE
هل أنت مستعد لحل تحديات صب قوالب الزنك الخاصة بك؟ اشترك مع PTSMAKE للحصول على عروض أسعار سريعة وخبيرة لمكوناتك عالية الدقة. استفد من خبرتنا الممتدة لعقود من الزمن وقدراتنا المتقدمة لضمان حلول فعالة من حيث التكلفة وموثوقة وعالية الجودة مصممة خصيصًا لتلبية احتياجات مشروعك - أرسل استفسارك اليوم!

تعرف على المزيد حول هذه البنى المجهرية وكيفية تأثيرها على قوة المادة وسلامتها. ↩
تعرف كيف يمكن لهذا العيب المادي أن يضر بسلامة القِطع والأداء على المدى الطويل. ↩
افهم كيف تؤثر هذه الخاصية على أداء مكوناتك على المدى الطويل تحت الحمل. ↩
تعلّم كيف تحسّن هذه العملية الكهروكيميائية من المتانة وتسمح بتلوين الأجزاء المعدنية. ↩
تعرف على المزيد عن علم القياس لضمان جودة المنتج. ↩
تعرف على المزيد حول كيفية تعزيز هذه العملية الكيميائية لمقاومة التآكل على الأسطح المعدنية. ↩
تعرف على المزيد حول كيفية تفاعل طبقات المواد المختلفة وتأثيرها على خصائص الجزء النهائي وأدائه. ↩
تعرف على أسباب المسامية وكيف تساعد إرشادات التصميم الخاصة بنا على منع هذا العيب الهيكلي الخطير في الأجزاء المصبوبة. ↩
تعرّف على كيفية تحقق تقرير القياس هذا من كل سمة من سمات الجزء الخاص بك مقابل رسم التصميم الأصلي. ↩
افهم كيف يؤثر هذا المفهوم المالي على قراراتك الاستثمارية في مجال التصنيع. ↩
اكتشف كيف يمكن للطرق القائمة على البيانات أن تحسّن الجودة بشكل كبير وتقلل من هدر التصنيع. ↩
تعلم كيف تؤثر خاصية المائع هذه بشكل مباشر على سلوك التعبئة وتكوين العيوب. ↩
اكتشف كيف يمكن للهواء المحبوس أن يضر بالسلامة الإنشائية وكيف يمنع التصميم المناسب للتهوية حدوث ذلك. ↩
تعلّم كيف يضمن لك التحضير المناسب للسطح الحصول على إصلاح تجميلي عالي الجودة يدوم طويلاً. ↩






