

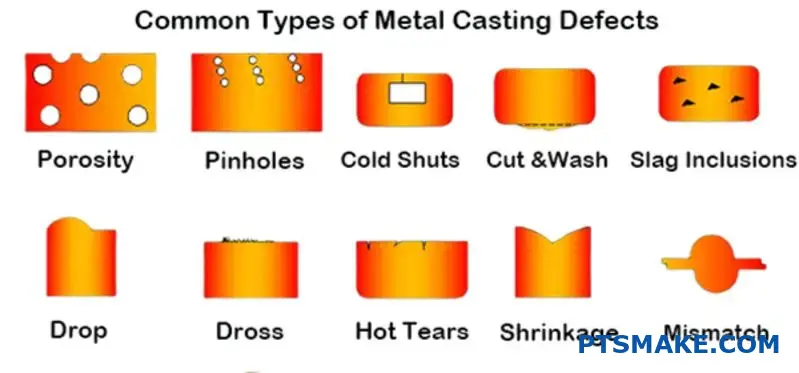
تكلف عيوب صب المعادن المصنعين الملايين كل عام. تفشل الأجزاء في عمليات فحص الجودة، وتتعثر جداول التسليم، وتتأثر العلاقات مع العملاء عندما تسوء عمليات الصب.
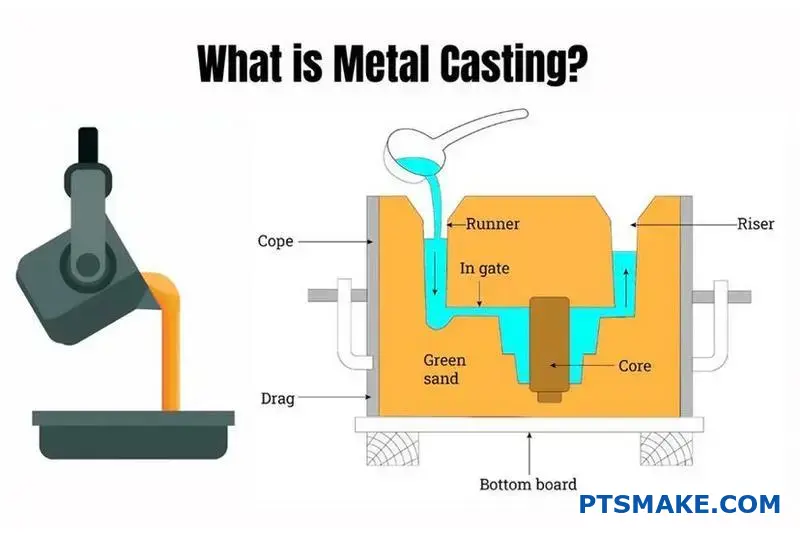
صب المعادن هي عملية تصنيع يتم فيها سكب المعدن المنصهر في تجويف قالب لصنع القِطع. يغطي هذا الدليل 14 عملية رئيسية، واختيار المواد، والوقاية من العيوب، واستراتيجيات تحسين التكلفة لمساعدتك على تحقيق نتائج متسقة وعالية الجودة بدءًا من النموذج الأولي وحتى الإنتاج.
على مدار سنوات عملي في شركة PTSMAKE، عملت مع مهندسين يحتاجون إلى حلول عملية لتحديات الصب. يقسم هذا الدليل العمليات المعقدة إلى خطوات قابلة للتنفيذ يمكنك تطبيقها على الفور لتحسين عمليات الصب وتقليل الأخطاء المكلفة.
ما هي عمليات صب المعادن الرئيسية ومعايير اختيارها؟
يعد اختيار عملية صب المعادن المناسبة أمرًا بالغ الأهمية. يؤثر هذا القرار بشكل مباشر على جودة الجزء النهائي والتكلفة وجدول التسليم. إنها خطوة أساسية للنجاح.
غالباً ما نساعد عملاءنا في التعامل مع هذه الخيارات. دعنا نقارن بين ثلاث طرق أساسية لتبسيط قرارك.
لمحة سريعة عن عمليات الصب الأساسية
الرمل والاستثمار والصب بالقالب من الخيارات الشائعة. وكل منها يخدم غرضاً مختلفاً.
| العملية | الأفضل لـ | التعقيد |
|---|---|---|
| الصب بالرمل | أجزاء كبيرة الحجم، منخفضة الحجم | منخفضة |
| الصب الاستثماري | أشكال معقدة، تشطيبات عالية | عالية |
| الصب بالقالب | حجم كبير ودقة عالية | متوسط |
تقييم معايير الاختيار الرئيسية
يتطلب اختيار الطريقة المناسبة نظرة تفصيلية على الاحتياجات الخاصة بمشروعك. دعنا نحلل أهم العوامل.
توافق المواد
يعمل الصب بالرمل مع أي معدن تقريباً. ويشمل ذلك الصلب والحديد عالي الحرارة. ويقتصر الصب بالقالب على السبائك غير الحديدية مثل الألومنيوم والزنك. أما الصب الاستثماري فيوفر حلًا وسطًا جيدًا.
حجم الإنتاج والتكلفة
يتميز الصب بالقالب بارتفاع تكاليف الأدوات الأولية. ولكنه يوفر أقل تكلفة للجزء الواحد للأحجام الكبيرة. الصب بالرمل رخيص بالنسبة للنماذج الأولية أو الأحجام المنخفضة. الأدوات غير مكلفة. الصب الاستثماري يقع في المنتصف.
هذا هو المكان الذي توازن فيه بين الاستثمار الأولي مقابل وفورات الإنتاج على المدى الطويل. هناك مشكلة شائعة في جميع العمليات وهي الفراغات الداخلية، أو المسامية1, والتي يمكن أن تؤثر على سلامة القِطع وتزيد من معدلات الخردة إذا لم يتم التحكم فيها.
حجم الجزء والتشطيب
بالنسبة للمكونات الكبيرة جداً، غالباً ما يكون الصب بالرمل هو الخيار الوحيد. ويتفوق الصب الاستثماري في إنشاء أجزاء صغيرة ومعقدة ذات تشطيب سطحي ممتاز، مما يقلل من الحاجة إلى المعالجة الآلية الثانوية.
دعنا ننظم هذا في مصفوفة قرار. سيساعدك هذا على تصور المفاضلات.
| المعايير | الصب بالرمل | الصب الاستثماري | الصب بالقالب |
|---|---|---|---|
| اختيار المواد | واسع جداً | عريض | محدودة (غير حديدية) |
| حجم الإنتاج | منخفضة إلى متوسطة | منخفضة إلى متوسطة | عالية |
| حجم الجزء | كبير | صغير إلى متوسط | صغير إلى متوسط |
| تشطيب السطح | خشن | ممتاز | من جيد إلى ممتاز |
| تكلفة الوحدة (حجم كبير) | عالية | متوسط | منخفضة |
ينطوي اختيار عملية صب المعادن المناسبة على مفاضلة. يجب أن توازن بين المواد والحجم والحجم والتشطيب والتكلفة. توفر مصفوفة القرار هذه نقطة بداية واضحة لتقييم عملية الصب بالرمل والاستثمار والقالب من أجل تطبيقك المحدد.
ما هي عائلة سبائك سبائك سبك المعادن الحديدية الشائعة؟
تُعد السبائك الحديدية هي المواد الأساسية لسبك المعادن. وهي مواد أساسها الحديد في المقام الأول.
وتعتمد خصائصها بشكل كبير على محتوى الكربون وشكله. نحن نعمل بشكل أساسي مع أربعة أنواع شائعة.
وتشمل هذه المسبوكات الحديد الرمادي وحديد الدكتايل والحديد القابل للطرق والمسبوكات الفولاذية. ولكل منها نقاط قوة فريدة من نوعها. وهذا يجعلها مناسبة لوظائف مختلفة. اختيار النوع المناسب هو المفتاح.

تقدم سبائك المعادن الحديدية مجموعة واسعة من الخيارات. تخدم كل سبيكة غرضًا محددًا، ويعد الاختيار الصحيح أمرًا بالغ الأهمية بالنسبة للأداء والتكلفة.
الحديد الرمادي: بطل قابلية التصنيع
يحتوي الحديد الرمادي على الكربون في صورة رقائق جرافيت. وعلى الرغم من أن هذا التركيب يجعله هشاً، إلا أنه يوفر تخميداً ممتازاً للاهتزازات وقابلية تشغيل فائقة. إنه خيار فعال من حيث التكلفة لقطع مثل كتل المحرك.
حديد الدكتايل: القوة تلتقي مع المرونة
يُعد حديد الدكتايل ترقية كبيرة في الصلابة. حيث تُعدِّل المعالجة الخاصة هيكله الكربوني. ويكمن الاختلاف الرئيسي في مورفولوجيا الجرافيت2. يتشكل الكربون على هيئة كرات وليس رقائق. وينتج عن ذلك قوة وليونة أعلى، مثل الفولاذ إلى حد كبير. وهو مثالي للأجزاء المتينة مثل أعمدة الكرنك وأنابيب المياه.
مسبوكات الحديد والصلب القابلة للطرق
يُصنع الحديد القابل للطرق من خلال المعالجة الحرارية، مما يمنحه ليونة جيدة. توفر المسبوكات الفولاذية أعلى قوة ومقاومة للتآكل. وهي مثالية للتطبيقات عالية الإجهاد مثل الصمامات الصناعية.
إليك مقارنة سريعة من تجربتنا في PTSMAKE.
| نوع السبيكة | قوة الشد | الليونة | قابلية التصنيع | التطبيق النموذجي |
|---|---|---|---|---|
| حديد رمادي | منخفضة | منخفضة جداً | ممتاز | قواعد الماكينة |
| حديد الدكتايل | عالية | متوسط | جيد | الأنابيب، الأعمدة المرفقية |
| حديد طيّع | متوسط | عالية | جيد جداً | مكونات السيارات |
| صب الفولاذ | عالية جداً | عالية | عادل | الصمامات، التروس |
يعد اختيار السبيكة الحديدية المناسبة عملية موازنة. فهو يتضمن المفاضلة بين القوة والليونة وقابلية التشغيل الآلي والتكلفة. من السهل التعامل مع الحديد الرمادي، بينما يوفر الفولاذ قوة قصوى. ويعتمد الاختيار الأفضل على احتياجاتك الهندسية والميزانية الخاصة بك.
ما هي عائلة سبائك الصب المعدنية غير الحديدية الشائعة؟
السبائك غير الحديدية هي العمود الفقري للتصنيع الحديث. فهي توفر مجموعة واسعة من الخصائص دون مشاكل الوزن والتآكل التي يسببها الحديد. دعونا نلقي نظرة على العائلات الرئيسية.
سبائك الألومنيوم
وهي معروفة بخفة وزنها ومقاومتها للتآكل. وهي مثالية لقطع غيار الطائرات والسيارات حيث يكون تقليل الوزن أمرًا بالغ الأهمية.
سبائك النحاس
تشمل هذه المجموعة النحاس والبرونز. وهي ذات قيمة عالية لتوصيلها الممتاز للكهرباء وقوتها الممتازة. فكر في المكونات الكهربائية والأجهزة البحرية.
سبائك الزنك
تتفوق سبائك الزنك في صب المعادن. فهي توفر دقة كبيرة في الأبعاد وهي مثالية لصنع أجزاء معقدة ومفصلة مثل التروس والأجهزة الزخرفية.
| عائلة السبيكة | الميزة الأساسية | الصناعة النموذجية |
|---|---|---|
| ألومنيوم | خفيف الوزن | الفضاء الجوي |
| النحاس | التوصيلية | الإلكترونيات |
| الزنك | قابلية الإلقاء | السيارات |

إن اختيار السبيكة المناسبة هو أكثر من مجرد اختيار خاصية واحدة. فهو ينطوي على الموازنة بين الأداء والتكلفة ومتطلبات التصنيع. ونحن في شركة PTSMAKE، نوجه العملاء من خلال هذا القرار يوميًا.
التعمق أكثر في اختيار السبائك
الألومنيوم خفيف، لكن قوته لا تضاهي بعض سبائك النحاس. إنه رائع للمبيتات ولكن ربما ليس للتروس عالية الضغط. يوفر النحاس قوة وموصلية فائقة. ومع ذلك، فهو أكثر كثافة وعادةً ما يكون أكثر كثافة ويكلف أكثر، مما يؤثر على سعر الجزء النهائي.
توفر سبائك الزنك تفاصيل رائعة في صب القوالب. فهي تسمح بجدران رقيقة وأشكال معقدة مباشرةً من القالب. وغالباً ما يقلل ذلك من الحاجة إلى التشغيل الآلي الثانوي. ومع ذلك، فإن قوتها الزاحفة المنخفضة تعني أنها غير مناسبة للتطبيقات ذات درجات الحرارة العالية.
تحتاج أيضًا إلى التفكير في كيفية تفاعل هذه السبائك مع المواد الأخرى. وهذا يمنع حدوث مشكلات مثل التآكل الجلفاني3 في التجميع النهائي. تلعب البيئة التي سيتم استخدام الجزء فيها دورًا كبيرًا.
| الممتلكات | سبائك الألومنيوم | سبائك النحاس | سبائك الزنك |
|---|---|---|---|
| الكثافة (جم/سم مكعب) | ~2.7 | ~8.9 | ~7.1 |
| مقاومة التآكل | ممتاز | من جيد إلى ممتاز | جيد |
| الموصلية الكهربائية | جيد | ممتاز | جيد |
| سيولة الصب بالقالب | جيد | عادل | ممتاز |
لقد قمنا بتغطية العائلات الأساسية غير الحديدية: الألومنيوم والنحاس والزنك. لكل منها مزايا فريدة من حيث الوزن والتوصيل وقابلية الصب. ويعتمد الاختيار المثالي على احتياجات الاستخدام الخاصة بك، وموازنة الأداء مع حقائق التصنيع والتكلفة الإجمالية للمشروع.
ما هو مشهد عمليات التشطيب بعد الصب؟
بعد خروج الجزء من القالب، تكون رحلته لم تنتهِ بعد. هنا يبدأ التشطيب بعد الصب. إنها سلسلة حرجة من العمليات.
تقوم كل خطوة بتحويل الصب الخام إلى مكون وظيفي. يضمن سير العمل هذا أن المنتج النهائي يفي بالمواصفات الدقيقة.
سير العمل القياسي لما بعد الصب
فيما يلي التدفق النموذجي الذي نتبعه. ينتقل من الإزالة التقريبية واسعة النطاق إلى الضبط الدقيق والتحقق.
| المرحلة | الغرض الأساسي |
|---|---|
| هزة/ضربة قاضية | فصل الصب عن القالب. |
| إزالة السبرو/ الناهض | قطع المواد الزائدة. |
| تنظيف الأسطح | إزالة الترسبات الكلسية وبقايا الرمال. |
| المعالجة الحرارية | تعديل الخواص الميكانيكية. |
| الفحص النهائي | التحقق من الجودة والمواصفات. |
هذه العملية المنظمة ضرورية لتحقيق نتائج متسقة.

نظرة أعمق على كل مرحلة
يساعد فهم الغرض من كل خطوة على توضيح أهميتها. من واقع خبرتي، غالبًا ما يؤدي تخطي أو التسرع في أي مرحلة إلى مشاكل في الجودة في نهاية المطاف. إنها سلسلة حيث كل حلقة فيها مهمة بالنسبة لجزء الصب المعدني النهائي.
الفصل الأولي وإزالة المواد الإجمالية
تدور الخطوات الأولى حول القوة الغاشمة. تفصل الهزات بعنف قالب الرمل عن الصب. بعد ذلك، نزيل الرفارف والناهضات والبوابات. هذه هي القنوات التي تسمح للمعدن المنصهر بالتدفق.
| طريقة الإزالة | الأفضل لـ | الاعتبارات الرئيسية |
|---|---|---|
| النشر | قطع كبيرة ومستقيمة | سريع للإزالة السائبة |
| الطحن | الأشكال المعقدة، التشطيب | أكثر دقة ولكن أبطأ |
| القص | المواد الهشة | يمكن أن يسبب الإجهاد |
تنقية السطح والخصائص
بمجرد إزالة الزوائد، نركز على الصقل. يعمل السفع بالخردق على تنظيف السطح، مما يمنحه لمسة نهائية موحدة. وهذا أمر بالغ الأهمية للطلاء أو التصنيع اللاحق.
ثم تقوم المعالجة الحرارية بتغيير الجزء الداخلي للقطعة البنية المجهرية4. يمكن لهذه العملية زيادة الصلابة أو تحسين الليونة أو تخفيف الضغوط الداخلية الناتجة أثناء الصب. إنها خطوة تقنية للغاية ولكنها خطوة حيوية للأداء.
ضمان الجودة النهائي
وأخيرًا، يخضع كل جزء للفحص. ويشمل ذلك فحوصات الأبعاد باستخدام أجهزة CMM، والفحص البصري، وأحيانًا الفحص غير المدمر (NDT). هذا هو وعدنا النهائي في PTSMAKE بأن يكون الجزء هو بالضبط ما طلبه العميل.
سير العمل بعد الصب هو عملية منهجية. ويبدأ بالتنظيف الخشن مثل النفض وإزالة النتوءات. ثم تنتقل بعد ذلك إلى التنقية من خلال السفع بالخردق والمعالجة الحرارية، وتختتم بفحص نهائي دقيق لضمان الجودة.
ما هي المعالجات الحرارية الشائعة للمسبوكات المعدنية ولماذا؟
المعالجات الحرارية ليست مقاس واحد يناسب الجميع. فكل عملية تغيّر بدقة البنية الداخلية للمسبوكات المعدنية. وهذا يساعدنا على تحقيق خصائص محددة للمنتج النهائي.
نعتمد بشكل أساسي على ثلاث طرق شائعة. وهذه الطرق هي التلدين، والتطبيع، والتبريد مع التقسية.
أهداف العلاج الرئيسية
كل طريقة تخدم غرضًا مميزًا. إن فهم أهدافها هو المفتاح لإنتاج جزء ناجح يعمل كما هو متوقع.
| العلاج | الهدف الأساسي | النتيجة |
|---|---|---|
| التلدين | تخفيف التوتر، التليين | تحسين قابلية التشغيل الآلي |
| التطبيع | تنقية الحبوب | زيادة القوة |
| التسقية/التلطيف | التصلب | صلابة وصلابة عالية |
هذا التقسيم البسيط يرشدنا في عملية الاختيار الأولي.

دعونا نتعمق أكثر في كيفية عمل كل عملية. الهدف النهائي هو دائمًا تعديل البنية المجهرية للقالب. وهذا يفتح الخواص الميكانيكية المطلوبة للاستخدام النهائي، مما يضمن الموثوقية والأداء.
التلدين مخفف الإجهاد
التلدين يشبه زر إعادة ضبط المعدن. نقوم بتسخين الصب وتثبيته عند درجة حرارة محددة، ثم نقوم بتبريده ببطء شديد داخل الفرن.
يسمح هذا التبريد البطيء بإعادة تنظيم الهيكل الداخلي، مما يخفف من الضغوط الداخلية الناتجة عن عملية الصب. كما أنه يجعل المعدن أكثر ليونة ويحسّن الليونة. في شركة PTSMAKE، غالبًا ما نستخدم هذا الأمر لتعزيز قابلية تشغيل الأجزاء المعقدة آليًا، مما يقلل من تآكل الأدوات.
التطبيع: تنقيح الهيكل
يبدأ التطبيع مثل التلدين، ولكن عملية التبريد مختلفة. فبدلاً من التبريد البطيء في الفرن، يتم تبريد الجزء في الهواء الساكن.
يخلق معدل التبريد الأسرع هذا بنية حبيبات أدق وأكثر اتساقاً. ويكون الصب المعدني الناتج أقوى وأصلب قليلاً من الصب الملدن. وهو يوفر توازنًا ممتازًا بين القوة والصلابة للعديد من التطبيقات.
التسقية والتبريد: زيادة الطاقة القصوى
للحصول على أقصى قدر من الصلابة والقوة، نستخدم التسقية. يتم تسخين الصب حتى يتحول هيكلها إلى الأوستينيت5. ثم يتم تبريده بسرعة في سائل مثل الماء أو الزيت. تنتج هذه العملية مادة صلبة للغاية ولكنها هشة.
لتقليل هذه الهشاشة، نقوم بإجراء خطوة ثانية: التقسية. نقوم بإعادة تسخين الجزء إلى درجة حرارة منخفضة ودقيقة. تزيد هذه الخطوة من صلابته.
| درجة حرارة التقسية | الصلابة | الصلابة |
|---|---|---|
| منخفضة | عالية جداً | منخفضة |
| متوسط | عالية | متوسط |
| عالية | متوسط | عالية |
توفر هذه المعالجة المكونة من خطوتين أداءً فائقاً للأجزاء عالية الإجهاد.
هذه المعالجات هي أدوات تصنيع أساسية. تعمل عملية التلدين على تليين المعدن لتسهيل عملية التصنيع. يوفر التطبيع قوة متوازنة. يخلق التبريد والتلطيف مزيجًا مثاليًا من الصلابة والمتانة العالية لتطبيقات صب المعادن الصعبة.
كيف تصمم جزءًا من أجل قابلية التصنيع (DFM) في صب المعادن؟
لتبسيط سوق دبي المالي لسبك المعادن، أعتمد دائمًا على قائمة مراجعة عملية. فهي تحول النظرية المعقدة إلى خطوات بسيطة قابلة للتنفيذ. لا يتعلق الأمر فقط بتجنب الأخطاء.
يتعلق الأمر بإنشاء مسار فعال من التصميم إلى الإنتاج. تركز قائمة المراجعة على أربعة مجالات حرجة. وهي أنصاف الأقطار، وزوايا السحب، وسُمك الجدار، وخط الفراق.
عناصر القائمة المرجعية الرئيسية لسوق دبي المالي
فيما يلي تفصيل بسيط للمبادئ الأساسية لأي تصميم لسبك المعادن. إن الانتباه إلى هذه المبادئ في وقت مبكر يوفر الكثير من الوقت والتكلفة لاحقًا.
| عنصر التصميم | الهدف الأساسي |
|---|---|
| أنصاف أقطار سخاء | منع تركزات الإجهاد |
| زوايا السحب | السماح بإزالة الجزء بسهولة من القالب |
| سمك الجدار الموحد | ضمان التبريد المتساوي وتجنب العيوب |
| خط الفراق | تبسيط الأدوات، وتحسين اللمسات النهائية |
تبقي قائمة المراجعة تصميمك مرتكزًا على واقع التصنيع. تتناول كل نقطة نمط فشل شائع في صب المعادن. دعنا نستكشف سبب أهمية هذه العناصر.
أنصاف الأقطار ونقاط الضغط
تمثل الزوايا الداخلية الحادة مشكلة كبيرة. فهي تخلق مناطق مرتفعة تركيزات الإجهاد6, مما قد يؤدي إلى حدوث تشققات أثناء التبريد أو تحت الحمل. بإضافة أنصاف أقطار كبيرة، فإنك توزع هذا الضغط على مساحة أكبر، مما يقوي الجزء بشكل كبير.
زوايا السحب لسهولة الطرد
الزاوية الغاطسة عبارة عن استدقاق طفيف يتم تطبيقه على الأوجه الرأسية. وبدونها، يكون من الصعب إزالة الجزء من القالب. يمكن أن يؤدي ذلك إلى تلف كل من الجزء والقالب الباهظ الثمن. حتى الزاوية الصغيرة من 1-2 درجة تُحدث فرقًا كبيرًا.
أهمية سُمك الجدار
يجب أن يبرد المعدن المنصهر بالتساوي. إذا كان أحد الأجزاء أكثر سمكًا من الآخر، فسوف يبرد بشكل أبطأ. وهذا يخلق ضغوطًا وعيوبًا داخلية مثل المسامية أو البقع الساخنة. يُعد الحفاظ على سُمك موحد للجدار أحد أكثر الطرق فعالية لضمان الحصول على صب صلب وموثوق. في PTSMAKE، نوجه عملاءنا لتحقيق هذا التوازن بفعالية.
تبرز المقارنة التأثير:
| اختيار التصميم | الممارسة الجيدة لسوق دبي المالي | ضعف ممارسة سوق دبي المالي |
|---|---|---|
| الزوايا | مستدير مع أنصاف أقطار كبيرة | زوايا حادة بزاوية 90 درجة |
| الجدران | سمك متناسق | تغيرات مفاجئة في السُمك |
| الوجوه العمودية | زاوية السحب 1-3 درجة | 0 درجة غاطس 0 درجة (جدران مستقيمة) |
| خط الفراق | موضوعة على مستوى مسطح وبسيط | توضع عبر ميزات معقدة |
قائمة مراجعة متينة لسوق دبي المالي غير قابلة للتفاوض لتحقيق النجاح. يعالج التركيز على أنصاف الأقطار، وزوايا السحب، والجدران المنتظمة، ووضع خط الفراق أكثر المشاكل شيوعًا وتكلفة في صب المعادن، مما يضمن عملية إنتاج أكثر سلاسة.
كيف تختار عملية صب المعادن المناسبة لمنتج جديد؟
قد يبدو اتخاذ القرار الصحيح أمراً معقداً. لكن إطار العمل المنظم يبسط كل شيء. يتعلق الأمر بطرح الأسئلة الصحيحة بالترتيب الصحيح.
نبدأ بالأمور غير القابلة للتفاوض. هذه هي المعلمات الثابتة لمشروعك. وهي بمثابة المرشح الأول والأكثر أهمية.
إن السبيكة التي اخترتها والحجم المادي للجزء هما القيدان الأساسيان اللذان يمثلان العائقان الأساسيان. فهي تستبعد على الفور بعض عمليات صب المعادن، مما يضيق خياراتك بشكل كبير منذ البداية.
| غير قابل للتفاوض | التأثير على اختيار العملية |
|---|---|
| نوع السبيكة | يحدد نقطة الانصهار المطلوبة والتوافق. |
| حجم/وزن الجزء | يستبعد العمليات ذات الحجم المحدود. |
بمجرد الانتهاء من التصفية حسب الأشياء غير القابلة للتفاوض، تتضمن الخطوة التالية الموازنة بين المفاضلات الرئيسية. وهنا يأتي دور أهداف عملك.
معادلة تكلفة الأدوات مقابل تكلفة الجزء
حجم إنتاجك المتوقع هو العامل الأكثر أهمية هنا. فهو يؤثر بشكل مباشر على استراتيجية التكلفة الخاصة بك. هل تصنع 100 قطعة أم 100,000 قطعة؟
بالنسبة للأحجام المنخفضة، غالبًا ما تكون العملية ذات تكلفة الأدوات المنخفضة مثل الصب بالرمل هي الأفضل. قد تكون تكلفة القطعة الواحدة أعلى، ولكن الاستثمار الأولي ضئيل للغاية.
بالنسبة للإنتاج بكميات كبيرة، فإن الاستثمار في أدوات أكثر تكلفة لصب القوالب أو الصب الاستثماري يؤتي ثماره. وهذا يقلل بشكل كبير من التكلفة لكل جزء على المدى الطويل. تصميم نظام البوابات7 تصبح حاسمة هنا لتحقيق الاتساق.
مطابقة المتطلبات مع القدرات
وأخيراً، يجب عليك مواءمة الاحتياجات التقنية لتصميمك مع ما يمكن أن تقدمه كل عملية.
تشطيب السطح والتفاوتات المسموح بها
هل يحتاج الجزء الخاص بك إلى سطح أملس وجاهز للاستخدام؟ أم أنه سيخضع لعملية ما بعد التصنيع؟ يوفر الصب الاستثماري لمسة نهائية ممتازة، في حين أن الصب الرملي أكثر خشونة.
وبالمثل، ضع في اعتبارك متطلبات التفاوت المسموح به. يمكن لقالب الصب بالقالب أن يحافظ على تفاوتات تفاوتات ضيقة للغاية، وهو أمر ضروري للتركيبات المعقدة. في مشاريعنا في PTSMAKE، نستخدم مصفوفة بسيطة لمساعدة العملاء على تصور هذه المفاضلات النهائية.
| العملية | تكلفة الأدوات | تكلفة جزء الوحدة | التفاوتات النموذجية |
|---|---|---|---|
| الصب بالرمل | منخفضة | عالية | فضفاض |
| الصب الاستثماري | عالية | متوسط | ضيقة |
| الصب بالقالب | عالية جداً | منخفضة | ضيق جداً |
يبدأ إطار القرار المتين بإطار عمل متين يبدأ بالأشياء غير القابلة للتفاوض مثل السبيكة والحجم. بعد ذلك، يجب عليك موازنة تكاليف الأدوات مقابل تكاليف الوحدة بناءً على حجم إنتاجك. وأخيرًا، تقوم بمطابقة إمكانيات المعالجة مع متطلبات التفاوت المسموح به والتشطيب السطحي المحدد لديك.
كيف يمكنك إعداد تقدير التكلفة الأساسية لصب المعادن؟
إن تحويل المعرفة التقنية إلى منطق تجاري أمر بالغ الأهمية. وأفضل طريقة للقيام بذلك هي باستخدام نموذج تكلفة مفصل. أوصي دائماً باستخدام جدول بيانات بسيط.
هذا النهج يحلل كل النفقات. ويضمن عدم إغفال أي شيء.
فئات التكلفة الرئيسية
يجب أن يتضمن نموذجك عدة مكونات أساسية. وتشكل هذه المكونات أساس تقديرك.
| فئة التكلفة | الوصف |
|---|---|
| المواد الخام | المعادن والسبائك والرمل والمواد الرابطة. |
| الطاقة | تكلفة صهر المعدن. |
| العمالة | مهام الصب والصب والتشطيب. |
| الأدوات | تكاليف النمط والصندوق الأساسي. |
| النفقات العامة | المصانع والمصروفات الإدارية. |
هذا الهيكل يجعل تقدير تكلفة صب المعادن واضحًا ويمكن التحكم فيه.

تحويل البيانات الفنية إلى رؤى مالية
يقوم جدول البيانات الجيد بأكثر من مجرد سرد التكاليف. فهو يساعدك على فهم تأثيرها. كل بند يربط بين المتطلبات الفنية وقيمة محددة بالدولار.
على سبيل المثال، يزيد التصميم الأكثر تعقيدًا من تكاليف العمالة. ويؤثر اختيار سبيكة معينة بشكل مباشر على نفقات المواد الخام. هذا الوضوح أمر حيوي لاتخاذ القرار.
في المشاريع السابقة في PTSMAKE، رأينا كيف يمكن أن تكون تكاليف الأدوات مضللة إذا لم يتم التعامل معها بشكل صحيح. توزيع هذه التكلفة على حجم الإنتاج المتوقع، وهي عملية تعرف باسم الإطفاء8, يعطي تكلفة أكثر دقة لكل جزء.
مثال تفصيلي لتوزيع التكلفة
| العامل | أساس الحساب | التأثير على التكلفة |
|---|---|---|
| التكلفة المادية | الوزن لكل جزء × السعر لكل كجم | مباشر ومتغير |
| تكلفة العمالة | الساعات لكل جزء x معدل الساعة | مباشر ومتغير |
| إطفاء الأدوات | إجمالي تكلفة الأداة/إجمالي تكلفة الأجزاء | ثابت لكل جزء |
| النفقات العامة | % من وقت العمل أو وقت الماكينة | غير مباشر وثابت |
يساعدك هذا العرض التفصيلي على تحديد دوافع التكلفة الرئيسية. يمكنك بعد ذلك تركيز جهودك في التحسين على المجالات الأكثر أهمية. يمنع النموذج الدقيق حدوث مفاجآت في وقت لاحق.
لا غنى عن جدول بيانات التكاليف المنظم. فهو يحول التفاصيل الفنية المعقدة إلى خريطة مالية واضحة، مما يمكّنك من اتخاذ قرارات استراتيجية مستنيرة لمشاريع صب المعادن الخاصة بك ويضمن لك تحكمًا أفضل في الميزانية.
كيف يمكنك تنفيذ إصلاح عيب شائع في صب المعادن؟
دعونا نعالج مشكلة شائعة في صب المعادن: مسامية الانكماش. يتطلب إصلاحه نهجًا منظمًا وليس تخمينًا. يتعلق الأمر بالعثور على السبب الجذري بشكل منهجي.
نبدأ بمخطط السبب والنتيجة. تساعدنا هذه الأداة على العصف الذهني وتصور جميع المصادر المحتملة للخلل. وتوفر مسارًا واضحًا للحل.
بالنسبة للانكماش، غالبًا ما ترجع الأسباب إلى كيفية تغذية المعدن المنصهر للقالب. من الأسباب الشائعة حدوث انكماش في القالب، حيث يكون السبب في ذلك هو الصعود الصغير الحجم أو ارتفاع درجة حرارة الصب.
| السبب المحتمل | الفئة |
|---|---|
| عدم كفاية الناهض | التصميم |
| درجة حرارة الصب العالية | العملية |
| سوء التنفيس | العفن |
وبناءً على ذلك، يمكننا اقتراح إجراء واضح. على سبيل المثال، زيادة ارتفاع الناهض بمقدار 15% لتحسين تغذية الصب.
دعونا نتعمق أكثر في هذا الإصلاح المنظم. مخطط عظم السمكة هو أداتنا الأساسية. فهو يقسم المشكلة إلى أجزاء يمكن التحكم فيها: الإنسان والآلة والمواد والطريقة. هذا الاستعراض المنهجي يمنعنا من إغفال عامل حاسم.
في المشاريع السابقة في PTSMAKE، وجدنا أن توثيق كل متغير أمر بالغ الأهمية. بالنسبة لمسامية الانكماش، غالبًا ما تكون فئتا ‘الطريقة’ و‘المواد’ هي المكان الذي تختبئ فيه المشكلات. على سبيل المثال، يمكن أن تؤدي درجة حرارة الصب المرتفعة إلى تدرجات حرارية تؤدي إلى فراغات.
هذا هو المكان الذي يكون فيه الفهم الانكماش الحجمي9 ضروري. عندما يتحول المعدن من سائل إلى صلب، ينخفض حجمه. يجب أن يعمل الناهض كخزان، حيث يقوم بتغذية المعدن المنصهر إلى الصب لتعويض هذا الانخفاض.
إذا تصلب الناهض قبل الجزء الرئيسي، فلن يتمكن من أداء وظيفته. هذا ما يخلق العيب. بعد التحليل، قد نحدد أن زيادة ارتفاع الناهض بمقدار 15% ستوفر مادة كافية لحل هذه المشكلة.
ولكن كيف نعرف أن الإصلاح نجح؟ نقوم بإنتاج دفعة اختبار جديدة. ثم نتحقق باستخدام طرق غير متلفة مثل الفحص بالأشعة السينية.
| طريقة التحقق | الغرض |
|---|---|
| الفحص بالأشعة السينية | الكشف عن الفراغات الداخلية غير المدمرة. |
| التقسيم والتلميع | التأكد بصرياً من عدم وجود مسامية. |
| قياس الكثافة | مقارنة كثافة الجزء بمعيار المادة. |
توفر هذه العملية القائمة على البيانات تأكيدًا واضحًا. فهي تتحقق من صحة الحل الذي نقدمه وتصقل معاييرنا لأعمال صب المعادن في المستقبل.
ولإصلاح مسامية الانكماش، نستخدم مخطط عظم السمكة لتحديد الأسباب الجذرية مثل الناهض الصغير الحجم. ونقوم بتنفيذ حل محدد، مثل زيادة ارتفاع الناهضة، ثم نتحقق من فعاليته بأساليب مثل الفحص بالأشعة السينية وتقسيمه.
كيف يمكنك تحسين عملية صب المعادن لتقليل التكاليف؟
تعظيم العائد هو طريقة مباشرة لخفض التكاليف. فكر في الأمر كنسبة بسيطة. نقارن وزن الجزء النهائي بإجمالي المعدن المصبوب.
كل جزء من المعدن غير الموجود في المنتج النهائي يمثل تكلفة. ويشمل ذلك أنظمة البوابات والرفع اللازمة للعملية.
هدفنا هو جعل هذه الأنظمة أصغر حجماً. ولكن يجب أن نفعل ذلك دون التضحية بالجودة. كما أن تقليل معدل الخردة أمر بالغ الأهمية لتحسين النتيجة النهائية.
ارتفاع الإنتاجية يعني تقليل المواد المهدرة وزيادة كفاءة الإنتاج.
| متري | قبل التحسين | بعد التحسين |
|---|---|---|
| إجمالي المعادن المصبوبة | 15 كجم | 13 كجم |
| وزن الصب النهائي | 10 كجم | 10 كجم |
| النسبة المئوية للعائد | 66.7% | 76.9% |
يتطلب تحسين الإنتاجية في صب المعادن نهجًا تفصيليًا. فهو يتجاوز مجرد صب كمية أقل من المعدن. إنه يتعلق بهندسة النظام بأكمله لتحقيق الكفاءة.
عملية التوازن بين التباعد والتصاعد
نظام البوابات والارتفاع ضروري. فهو يوجه المعدن المنصهر إلى تجويف القالب ويغذي الصب أثناء تبريده. وهذا يمنع العيوب الناجمة عن الانكماش الحجمي10.
ومع ذلك، تتم إزالة هذا النظام بعد الصب ويصبح خردة. يجب إعادة صهره، وهو ما يستهلك الطاقة والوقت.
المفتاح هو التحسين. فالنظام الكبير جدًا يهدر مواد كبيرة جدًا. ويمكن أن يؤدي النظام الصغير جدًا إلى عيوب مثل المسامية، مما يزيد من معدل الخردة.
في PTSMAKE، نستخدم برنامج محاكاة. وهذا يساعدنا على تصميم البوابات والرفع الأكثر كفاءة لكل جزء فريد من نوعه. فهو يقلل من إهدار المواد مع ضمان صب سليم.
خفض معدل الخردة
تمثل الأجزاء الخردة خسارة إجمالية للمواد والطاقة والعمالة. تحديد الأسباب الجذرية للخردة هو الخطوة الأولى لتقليلها. التحكم المتسق في العملية أمر حيوي.
| معدل الخردة | تأثير التكلفة لكل 1000 وحدة |
|---|---|
| 5% | التكلفة الأساسية |
| 3% | وفورات كبيرة |
| 1% | الكفاءة المثلى |
استنادًا إلى اختباراتنا، يمكن أن يؤدي حتى الانخفاض البسيط في الخردة إلى توفير كبير في التكاليف على مدار فترة الإنتاج.
زيادة إنتاجية الصب إلى أقصى حد هي استراتيجية من جزأين. أولاً، تصميم البوابات والارتفاعات بذكاء لتقليل هدر المواد. ثانيًا، تشديد ضوابط العملية لخفض معدل الخردة. وهذا يخفض التكاليف بشكل مباشر ويعزز الكفاءة الإجمالية في أي عملية صب المعادن.
إذا كان لديك مسبوك معدني فاشل، كيف يمكنك إجراء تحليل الفشل؟
يمكن للصب المعدني الفاشل أن يوقف مشروعًا باردًا. لإصلاحه، تحتاج إلى أكثر من مجرد تخمين. أنت بحاجة إلى إجراء رسمي.
يضمن لك النهج المنهجي العثور على السبب الجذري الحقيقي. وهذا يجنبك تكرار نفس الأخطاء المكلفة.
العملية المكونة من خمس خطوات
فيما يلي تفصيل بسيط للعملية التي نتبعها في PTSMAKE. وهي تنتقل من الملاحظة الأولية إلى الحل النهائي الفعال.
| الخطوة | الإجراء |
|---|---|
| 1 | فشل المستند |
| 2 | جمع البيانات |
| 3 | تحليل العيب |
| 4 | فرضية الشكل |
| 5 | تنفيذ التصحيح |
هذه الطريقة المنظمة هي المفتاح لحل مشكلات الصب المعقدة.

لماذا يعتبر الإجراء الرسمي أمراً بالغ الأهمية
بدون إجراء رسمي، غالبًا ما تقفز الفرق إلى الاستنتاجات. يمنع التحليل المنظم ذلك من خلال فرض نهج قائم على البيانات. فالأمر يتعلق ببناء حالة وليس مجرد اكتشاف صدع.
الخطوتان 1 و2: بناء الأساس
أولاً، قم بتوثيق كل شيء. التقط صورًا واضحة ولاحظ موقع العطل. بعد ذلك، اجمع جميع بيانات الإنتاج. يتضمن ذلك سجلات الصهر ونتائج اختبار الرمل ومعلمات الماكينة. توفر هذه البيانات السياق اللازم لإجراء تحليل حقيقي. في مشاريعنا السابقة، كشفت هذه البيانات في كثير من الأحيان عن اختلافات خفية في العملية.
الخطوات 3 و 4 و 5: من التحليل إلى العمل
بعد ذلك، قم بتحليل العيب نفسه. قد يتضمن ذلك الفحص البصري، أو تقطيع الجزء، أو إجراء فحص أعمق تحليل المعادن11. بناءً على جميع الأدلة، يمكنك تكوين فرضية منطقية حول السبب الجذري. هذا ليس تخمينًا؛ إنه استنتاج مدروس. وأخيرًا، تقترح وتنفذ خطة عمل تصحيحية لمنع تكرار المشكلة.
وبمقارنة النهجين تتضح الفائدة.
| نهج العمل التخميني | الإجراء المنهجي |
|---|---|
| القفز إلى الاستنتاجات | جمع كل البيانات المتاحة أولاً |
| يعتمد على الرأي | استنادًا إلى الأدلة والتحليلات |
| إصلاح الأعراض | يحل السبب الجذري |
| غالبًا ما يؤدي إلى تكرار الفشل | يمنع حدوث مشكلات مستقبلية |
تحوّل العملية الرسمية المشكلة إلى فرصة للتعلم، مما يعزز مراقبة الجودة الشاملة لديك.
يعد الإجراء الرسمي المتدرج خطوة بخطوة أمرًا غير قابل للتفاوض لتحليل الفشل الفعال. فهو ينقل فريقك بشكل منهجي من مرحلة تخمين المشكلة إلى تنفيذ حل معتمد، مما يضمن موثوقية مكونات الصب المعدنية الخاصة بك على المدى الطويل.
كيف يمكنك تكييف العملية مع سبيكة جديدة غير مألوفة؟
إن تكييف عملية لتكييف سبيكة جديدة ليس تخمينًا. فهو يتطلب خطة بحث وتطوير منظمة. تعمل هذه الخطة كخارطة طريق للنجاح.
ابدأ بورقة البيانات
أولاً، احصل على ورقة البيانات الفنية للسبائك. هذه الوثيقة هي مصدرك الأساسي للمعلومات. فهي تخبرك بالخصائص الأساسية للمادة.
معلمات ورقة البيانات الرئيسية
هذه البيانات الأولية أمر بالغ الأهمية. فهي تمنع حدوث أخطاء كبيرة قبل أن تبدأ حتى عملية صب المعادن.
| المعلمة | الأهمية |
|---|---|
| نقطة الانصهار | يضبط القاعدة لدرجة حرارة التسخين. |
| السيولة | يؤثر على ملء القالب والتقاط التفاصيل. |
| الانكماش | يحدد تصميم الناهض والبوابة. |
توفر هذه البيانات نقطة انطلاق قوية.
من النظرية إلى التطبيق
توفر ورقة البيانات خط أساس نظري. لكن التصنيع في العالم الحقيقي له دائماً متغيرات. لهذا السبب ننتقل إلى الاختبار على نطاق صغير. فهو يسد الفجوة بين الورق والإنتاج.
إجراء اختبارات الصب على نطاق صغير
في PTSMAKE، نقوم دائمًا بإجراء اختبارات الصب. هذه الخطوة غير قابلة للتفاوض بالنسبة للمواد غير المألوفة. نصنع قوالب صغيرة وبسيطة لمراقبة سلوك السبيكة. وهذا يقلل من المخاطر وإهدار المواد.
تساعدنا هذه الاختبارات على ضبط متغيرات العملية الحرجة. نقوم بتحليل كيفية تدفق السبيكة وتصلبها. ويكشف ذلك عن خصائصها الحقيقية في ظل ظروفنا الخاصة. نولي اهتمامًا شديدًا للعيوب المحتملة الناجمة عن مشاكل مثل ضعف التدفق أو الإفراط في الانكماش الشجيري12.
ضبط المتغيرات الرئيسية
نقوم بتعديل متغير واحد في كل مرة بشكل منهجي. وهذا يساعد على عزل تأثيره على جودة الجزء النهائي. إنه أسلوب منهجي لحل المشاكل في التصنيع.
| متغير | هدف التعديل |
|---|---|
| درجة حرارة الصب | تحسين السيولة دون التسبب في مسامية الغازات. |
| نظام البوابات | ضمان ملء القالب بالكامل دون حدوث اضطرابات. |
| ريسرينج | تعويض الانكماش لمنع حدوث فراغات. |
واستناداً إلى نتائج اختباراتنا، يمكننا التوسع بثقة. تضمن مرحلة البحث والتطوير هذه نجاح أول عملية إنتاج لنا. إنها خطوة أساسية في أي عملية صب معادن موثوقة.
من الضروري وضع خطة قوية للبحث والتطوير. ابدأ بورقة بيانات السبيكة للحصول على المعرفة النظرية. بعد ذلك، استخدم عمليات الصب الاختبارية على نطاق صغير لتحسين متغيرات العملية. يقلل هذا النهج المنظم من المخاطر ويضمن جاهزية الإنتاج.
كيف يمكنك توسيع نطاق نموذج أولي ناجح للصب إلى الإنتاج بكميات كبيرة؟
إن توسيع نطاق النموذج الأولي الناجح لا يتعلق فقط بزيادة الكمية. فهو يتطلب تحولاً استراتيجياً كاملاً. فالأساليب التي نجحت في جزء واحد أو عشرة أجزاء ستفشل في عشرة آلاف جزء.
من النموذج الأولي إلى أدوات الإنتاج
غالباً ما تصنع أدوات النماذج الأولية من مواد أكثر ليونة وأسرع في التصنيع الآلي. وهذا رائع للاختبارات الأولية. ولكنها لن تدوم لعمليات الإنتاج بكميات كبيرة. أنماط الإنتاج المتينة ضرورية للتصنيع بكميات كبيرة.
| نوع الأدوات | العمر الافتراضي (الدورات) | المواد | الأفضل لـ |
|---|---|---|---|
| نموذج أولي | 10 - 1,000 | فولاذ ناعم، ألومنيوم | التحقق، حجم منخفض |
| الإنتاج | 100,000+ | فولاذ مقوى | الإنتاج الضخم |
تبني الأتمتة
تُدخل العمليات اليدوية التباين. للتوسع بفعالية، يجب عليك أتمتة المهام المتكررة مثل خلط الرمل والقولبة والصب. تضمن الأتمتة الاتساق والسرعة.

التحديات الأساسية للتوسع
يمثل الانتقال من النموذج الأولي إلى الإنتاج الضخم عدة عقبات رئيسية. إنه انتقال من عملية مرنة وعملية إلى نظام صارم ومضبوط. يمكن أن يؤدي تجاهل هذه التحديات إلى مشاكل في الجودة وتجاوزات في الميزانية.
ترقية أدواتك
لا يمكن أن تتحمل أدوات النماذج الأولية المؤقتة ضغوط الإنتاج المستمر. وغالبًا ما نوجه العملاء خلال هذا الانتقال. نحن نساعدهم على الاستثمار في الأدوات الفولاذية المقواة المصممة لمئات الآلاف من الدورات. هذه التكلفة الأولية ضرورية للموثوقية على المدى الطويل في أي صب المعادن العملية.
تنفيذ الأتمتة الذكية
الأتمتة أكثر من مجرد استبدال العمالة. إنه يتعلق بإنشاء عملية قابلة للتكرار. تعمل الأنظمة المؤتمتة لخلط الرمل والقولبة على إزالة الأخطاء البشرية. وهذا يحسن بشكل مباشر من اتساق جزء إلى جزء. الهدف هو تقليل تباين العملية13 لضمان مطابقة كل جزء على حدة للمواصفات.
إنشاء ضوابط العمليات
لا يمكنك التحكم في ما لا تقيسه. إن تنفيذ التحكم في العمليات الإحصائية (SPC) أمر غير قابل للتفاوض من أجل التوسع. ويتضمن ذلك مراقبة المتغيرات الرئيسية في الوقت الفعلي.
| المعلمة الخاضعة للمراقبة | لماذا هو أمر بالغ الأهمية |
|---|---|
| درجة حرارة الذوبان | يؤثر على السيولة وبنية الحبيبات النهائية. |
| سرعة الصب | يؤثر على ملء القالب واحتمال وجود عيوب. |
| معدل التبريد | يحدد الخواص الميكانيكية النهائية. |
| رطوبة الرمال | يتحكم في قوة القالب وطلاء السطح. |
ومن خلال تتبع هذه البيانات، يمكننا التنبؤ بالعيوب ومنعها قبل حدوثها. وهذا يحافظ على الجودة العالية ومعدلات الخردة منخفضة.
يتطلب التوسع من النموذج الأولي إلى الإنتاج بكميات كبيرة تحولاً استراتيجيًا إلى أدوات متينة وأتمتة العمليات وضوابط إحصائية قوية. تعمل هذه العناصر معًا لضمان الجودة المتسقة والإنتاجية العالية والنجاح طويل الأجل لمنتجك.
كيف يمكنك حل الخلل المتكرر الذي يتحدى الإصلاحات البسيطة؟
عندما يتكرر العيب باستمرار، فقد حان الوقت للتوقف عن التخمين. غالبًا ما تفشل الاختبارات البسيطة ذات العامل الواحد في كل مرة. لا يمكنها الكشف عن التفاعلات المعقدة بين متغيرات العملية.
نحن بحاجة إلى طريقة أكثر قوة وتنظيمًا. وهنا يأتي دور حل المشكلات المتقدم.
اعتماد نهج منهجي
تصميم التجارب (DOE) هي طريقة إحصائية نستخدمها. وهو يساعدنا على اختبار عوامل متعددة بشكل منهجي في وقت واحد. هذا النهج أكثر كفاءة بكثير من التجربة والخطأ.
الإصلاح البسيط مقابل DOE
| الطريقة | النهج | النتيجة |
|---|---|---|
| إصلاح بسيط | تغيير متغير واحد | غالبًا ما تفوت التفاعلات |
| وزارة الطاقة | تغيير متغيرات متعددة | تحديد العوامل الرئيسية |

عندما تواجه عيبًا عنيدًا في صب المعدن، فإن التعديلات البسيطة لا تكفي. قد لا تكون درجة حرارة الصب وحدها هي السبب الجذري. فقد تكون المشكلة مجموعة من العوامل.
وهذا هو سبب لجوئنا إلى تصميم التجارب (DOE). إنه يغير قواعد اللعبة. يسمح لنا تصميم التجارب التشغيلية بتغيير معلمات عملية متعددة في وقت واحد. وهذا يكشف عن كيفية تفاعلها مع بعضها البعض.
تحديد التفاعلات الحرجة
تخيل أن لديك مشكلة مسامية متكررة. قد يكون السبب هو درجة حرارة الصب أو تركيبة الرمل أو كمية التلقيح. تغييرهم واحدًا تلو الآخر بطيء وقد لا يؤدي إلى أي مكان.
يمكننا من خلال اختبار التركيبات المختلفة بطريقة منظمة. يتيح لنا هذا النهج تحديد العوامل الأكثر أهمية من الناحية الإحصائية. في المشاريع السابقة في PTSMAKE، غالباً ما نستخدم نهجاً منظماً مثل مصفوفة متعامدة14 لتصميم هذه التجارب بكفاءة.
أمثلة على عوامل وزارة الطاقة
| العامل | المستوى 1 (منخفض) | المستوى 2 (مرتفع) |
|---|---|---|
| درجة حرارة الصب. | 1400°C | 1450°C |
| مادة رابطة الرمل % | 3% | 5% |
| التلقيح | 0.1% | 0.2% |
يشير هذا التحليل الإحصائي مباشرةً إلى السبب الجذري. ويوضح أي مجموعة من الإعدادات تقضي على العيب للأبد، مما يوفر الوقت والموارد.
عندما تفشل الإصلاحات البسيطة، من الضروري اتباع نهج منهجي مثل تصميم التجارب. فهو يتجاوز التخمين باستخدام البيانات للكشف عن التفاعلات المعقدة وتوفير حل موثوق ودائم للعيوب المتكررة.
فتح حلول صب المعادن المثالية مع PTSMAKE
هل أنت مستعد لنقل مشروع صب المعادن الخاص بك من المفهوم إلى الإنتاج الخالي من العيوب؟ اتصل ب PTSMAKE الآن للحصول على عرض أسعار مخصص! يمكّنك فريق الخبراء لدينا من التغلب على التحديات وتحسين التكاليف وتقديم نتائج دقيقة - بغض النظر عن مجال عملك أو تعقيد التصميم. أرسل استفسارك اليوم!

تعرّف على المزيد حول كيفية تحديد هذا العيب الشائع في الصب والوقاية منه لضمان جودة القِطع وموثوقيتها. ↩
تعلم كيف يغير شكل الكربون داخل الحديد خواصه الميكانيكية بشكل كبير. ↩
فهم كيف يمكن أن تتسبب المعادن غير المتشابهة في تسريع التآكل عند التلامس الكهربائي. ↩
تعرّف على كيفية تأثير بنية الحبيبات الداخلية على أداء الأجزاء النهائية ومتانتها. ↩
استكشف الدور الحاسم لهذا الطور عالي الحرارة في تحويل خصائص الفولاذ. ↩
تعرف على كيفية تأثير نقاط الضغط على السلامة الهيكلية والعمر الافتراضي لمكوناتك المصبوبة. ↩
تعرف على كيفية تأثير تصميم هذه القناة على السلامة النهائية للجزء الخاص بك وجودة السطح. ↩
تعلّم كيف أن توزيع تكاليف الأدوات على عمر المشروع يحسّن الدقة المالية واتخاذ القرارات. ↩
انقر لفهم كيف تتغير كثافة المعدن أثناء التبريد وتؤثر على جودة الصب. ↩
تعرّف على كيفية تأثير هذه الخاصية الأساسية لتبريد المعادن بشكل مباشر على تصميم أنظمة الصب وسلامة الجزء النهائي. ↩
اكتشف التقنيات العلمية المستخدمة لفحص خصائص المعادن والكشف عن الأسباب الخفية للفشل. ↩
تعلم كيف تتشكل البنى البلورية وسبب أهميتها لقوة الأجزاء وسلامتها. ↩
تعرّف على كيفية التحكم في هذا العامل لضمان جودة متسقة وتقليل هدر الإنتاج. ↩
تعرّف على كيفية تبسيط هذه الأداة الإحصائية للتجارب المعقدة ومساعدتك في العثور على الأسباب الجذرية بشكل أسرع. ↩






