

يبدو العثور على الشركة المصنعة المناسبة لمسبك النحاس الأصفر المخصص أمرًا صعبًا عندما يتطلب مشروعك الدقة والموثوقية. أنت لا تبحث فقط عن أي مسبك - فأنت بحاجة إلى شريك يفهم الأشكال الهندسية المعقدة، ويحافظ على التفاوتات الصارمة ويوفر جودة ثابتة عبر عمليات الإنتاج.
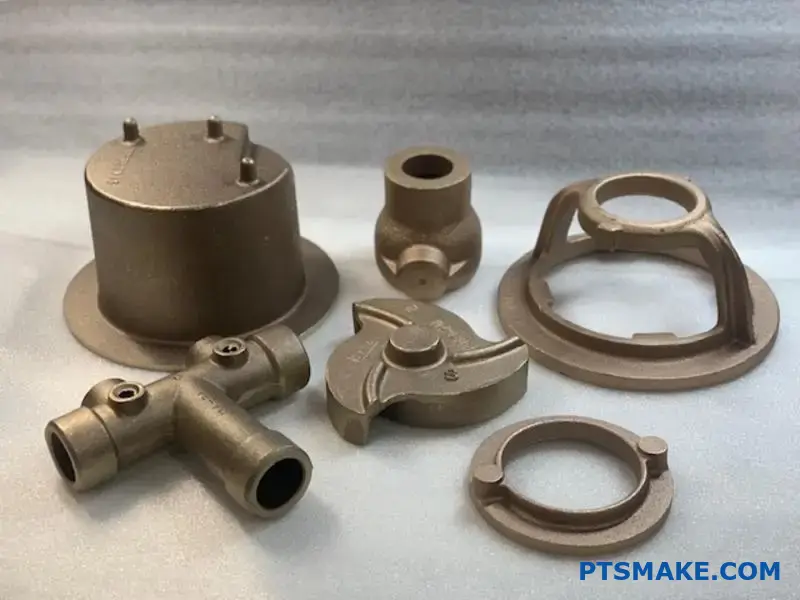
تتخصص شركة PTSMAKE في صب النحاس الأصفر المخصص مع قدرات متقدمة في الصب بالرمل والاستثمار والقالب بالقالب لتقدم قطعًا دقيقة بدءًا من النموذج الأولي وحتى الإنتاج الكامل لتطبيقات الفضاء والسيارات والتطبيقات البحرية والصناعية.
لقد عملت مع المئات من المهندسين الذين عانوا من عيوب الصب والتشطيبات السطحية غير المتناسقة والموردين الذين لم يتمكنوا من التدرج من النماذج الأولية إلى أحجام الإنتاج. وتصبح التحديات أكثر تعقيدًا عندما تتعامل مع الجدران الرقيقة أو التفاصيل المعقدة أو السبائك المتخصصة للتطبيقات الصعبة مثل البيئات البحرية.
ما الذي يحدد سبيكة النحاس الأصفر ‘القابل للصب’ مقابل سبيكة النحاس ‘المشغول’؟
هل تساءلت يومًا لماذا لا يمكنك إذابة أي قطعة من النحاس الأصفر وصبها في قالب؟ يكمن السر في وصفة السبيكة. فالفرق ليس مجرد اسم، بل هو تمييز معدني أساسي.
الفرق في السبائك
صُممت السبائك القابلة للسبك من أجل التدفق. وتصنع السبائك المشغولة من أجل القوة والليونة. ويتم تحقيق ذلك بإضافة عناصر محددة إلى مزيج النحاس والزنك الأساسي. تغير هذه الإضافات سلوك المادة تمامًا عند الانصهار.
مقارنة الخصائص الرئيسية
| الممتلكات | نحاس مصبوب | نحاس مشغول |
|---|---|---|
| السيولة | عالية | منخفضة |
| التوطيد | التحكم | ليس عاملاً |
| قابلية التصنيع | غالبًا ما يتم تعزيز | متفاوتة |
هذه الهندسة المدروسة هي ما يجعل صب النحاس الأصفر عالي الجودة ممكناً.
العلم وراء الذوبان
ويتعلق التمييز بين هذين النوعين من النحاس الأصفر بالغرض المقصود منهما. يجب أن تتصرف السبيكة القابلة للصب بشكل متوقع في الحالة السائلة. ويجب أن تملأ القوالب المعقدة بالكامل دون إحداث عيوب. وهذا هو المكان الذي تصبح فيه عناصر السبائك المحددة حاسمة.
السيليكون (Si): معزز السيولة
تعمل إضافة السيليكون إلى النحاس الأصفر على تحسين سيولته بشكل كبير. ويسمح ذلك للمعدن المنصهر بالتدفق إلى مقاطع رقيقة وأشكال هندسية معقدة من القالب قبل أن يتصلب.
وفقًا لتجربتنا في PTSMAKE، تُظهر السبائك التي تحتوي على كمية صغيرة من السيليكون تحسنًا ملحوظًا في ملء القوالب التفصيلية. ويقلل ذلك من خطر حدوث أخطاء في التشغيل والإغلاق البارد.
الألومنيوم (Al): حامي السطح
عندما يتعرض النحاس المصهور للهواء، فإنه يشكل طبقة أكسيد. ويساعد الألومنيوم على تكوين طبقة أكسيد رقيقة ومتينة على سطح المصهور. يمنع هذا الفيلم المزيد من الأكسدة ويقلل من تكوين خبث1, وهي شوائب يمكن أن تعلق في الجزء النهائي. الذوبان الأنظف يعني صب أعلى جودة.
الرصاص (Pb): سيد الماكينات
يعتبر الرصاص لاعبًا رئيسيًا في الأجزاء التي تتطلب تصنيعًا آليًا ثانويًا. فهو لا يذوب في النحاس الأصفر. وبدلاً من ذلك، يوجد كجسيمات صغيرة وناعمة. أثناء التصنيع الآلي، تعمل هذه الجسيمات كقواطع للبُرادة. وينتج عن ذلك برادة صغيرة يمكن التحكم فيها وتشطيب سطحي أكثر سلاسة، وهو أمر بالغ الأهمية لتحقيق تفاوتات تفاوتات ضيقة.
تُحدث السبيكة المناسبة فرقاً كبيراً في نجاح مشروع صب النحاس الأصفر.
ويكمن الفرق الأساسي بين النحاس القابل للصب والنحاس المطاوع في عناصر السبائك الخاصة بهما. وتعتبر المواد المضافة مثل السيليكون والألومنيوم والرصاص مهمة للغاية. فهي تعمل على تحسين السبيكة لعملية الصب، مما يعزز السيولة ويقلل من العيوب ويحسّن قابلية التشغيل الآلي النهائي.
كيف يمكن المقارنة بين طرق الصب بالرمل والاستثمار والقالب لسبك النحاس الأصفر؟
إن اختيار طريقة صب النحاس الأصفر المناسبة أمر بالغ الأهمية. فهي تؤثر بشكل مباشر على تكلفة مشروعك وجودته وجدوله الزمني. كل طريقة لها نقاط قوة فريدة من نوعها.
لتبسيط هذا الاختيار، دعنا نقارن بينهما. سنلقي نظرة على العوامل الرئيسية. هذا يساعدك على مطابقة الطريقة مع احتياجاتك.
مصفوفة المقارنة السريعة
يفصل هذا الجدول الاختلافات الرئيسية. وهو يوفر نظرة عامة واضحة للتقييم الأولي.
| الميزة | الصب بالرمل | الصب الاستثماري | الصب بالقالب |
|---|---|---|---|
| تكلفة الأدوات | منخفضة | معتدل | عالية |
| جزء التعقيد الجزئي | منخفضة إلى متوسطة | عالية | متوسطة إلى عالية |
| تشطيب السطح | خشن | ممتاز | جيد جداً |
| دقة الأبعاد | منخفضة | عالية | عالية جداً |
| حجم الإنتاج | منخفضة إلى متوسطة | منخفض إلى مرتفع | عالية |
| التطبيقات النموذجية | الأجزاء الكبيرة والسباكة | الفضاء، والمجوهرات | السيارات، الإلكترونيات |

التعمق أكثر في المبادلات التجارية
تعطي المصفوفة نقطة بداية رائعة. لكن القرار الحقيقي يكمن في فهم المفاضلات. فالأمر يتعلق بالموازنة بين التكلفة والجودة والحجم.
تكلفة الأدوات مقابل تكلفة القطعة الواحدة
يتميز الصب بالرمل بأقل تكلفة للأدوات. وهذا يجعلها مثالية للنماذج الأولية أو التشغيلات الصغيرة. ومع ذلك، فإن العمالة لكل جزء أعلى.
صب القوالب هو العكس. القالب الأولي هو استثمار كبير. ولكن بالنسبة للأحجام الكبيرة، فإن العمليات الآلية تجعل تكلفة الجزء الواحد منخفضة للغاية.
التعقيد والتشطيب
يتألق الصب الاستثماري حقًا للأجزاء المعقدة. فهو يسمح بالحصول على تفاصيل معقدة وتشطيبات سطحية ممتازة، مما يقلل في كثير من الأحيان من احتياجات المعالجة الثانوية.
هذا هو المكان الذي نساعد فيه العملاء في PTSMAKE. نقوم بتحليل التصميم لنرى ما إذا كانت التكلفة الأعلى للصب الاستثماري توفر المال في خطوات التشطيب لاحقًا. إنه حساب التكلفة الإجمالية.
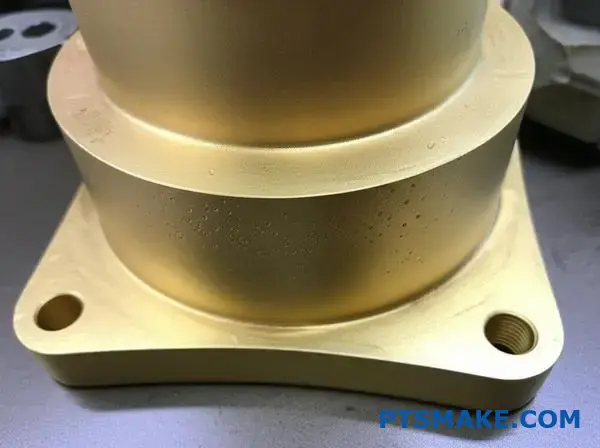
من العوامل الرئيسية التي نأخذها في الاعتبار أيضًا العامل الداخلي المسامية2. إنها مخاطر خفية في بعض طرق الصب التي يمكن أن تضعف الجزء النهائي. تُظهر اختباراتنا أن الصب بالقالب غالبًا ما ينتج عنه أجزاء أكثر كثافة.
| الطريقة | الأفضل لـ... | الاعتبارات الرئيسية |
|---|---|---|
| الصب بالرمل | الأجزاء الكبيرة الحجم المنخفضة الحجم والكبيرة | يتطلب تشطيب خشن يتطلب تشطيباً آلياً. |
| الصب الاستثماري | أشكال هندسية معقدة وتفاصيل دقيقة | تكلفة أعلى للقطعة الواحدة للأحجام المنخفضة. |
| الصب بالقالب | الأجزاء عالية الحجم وعالية الدقة | استثمار كبير في الأدوات مقدماً. |
يتضمن اختيار طريقة صب النحاس الأصفر المناسبة الموازنة بين التكاليف الأولية واحتياجات الإنتاج على المدى الطويل. تقدم كل تقنية مزايا متميزة من حيث الدقة واللمسات النهائية والتعقيد، مما يجعل الاختيار يعتمد على متطلبات مشروعك وحجمه المحدد.
ما هي الفئات الرئيسية للسبائك النحاسية القابلة للصب؟
النحاس ليس مادة واحدة فقط. إنه عائلة من السبائك، لكل منها شخصية فريدة من نوعها. يتم تجميع الأنواع الرئيسية القابلة للصب حسب تركيبها الأساسي.
يساعدنا هذا التجميع في اختيار المادة المناسبة لمشروع صب نحاس نحاسي محدد. إن فهم هذه العائلات هو مفتاح النجاح.
نحاسيات صفراء
وهي الأكثر شيوعاً. وتحتوي على نسبة عالية من الزنك، مما يمنحها لوناً أصفر ساطعاً. وهذا يجعلها رائعة للزينة.
نحاسيات حمراء (نحاسيات حمراء)
يحتوي النحاس الأحمر على المزيد من النحاس وغالباً ما يحتوي على القصدير. وهذا يعطيها لوناً مائلاً إلى الحمرة ومقاومة فائقة للتآكل. وهي موثوقة للغاية في السباكة.
نحاس عالي الشد
تُعرف أيضاً باسم برونز المنجنيز. وتشمل هذه السبائك عناصر مثل المنجنيز والألومنيوم والحديد. وهي قوية بشكل استثنائي ومقاومة للتآكل.
يبدو التقسيم البسيط كالتالي:
| عائلة السبيكة | عناصر السبائك الأولية | الخصائص الرئيسية | التطبيقات النموذجية |
|---|---|---|---|
| نحاس أصفر | نحاس، زنك (30-40%) | قابلية جيدة للسبك وجاذبية جمالية | الحنفيات والأجهزة الزخرفية |
| نحاس أحمر | النحاس، والقصدير، والرصاص، والزنك | مقاومة ممتازة للتآكل | الصمامات والتجهيزات وأجزاء المضخة |
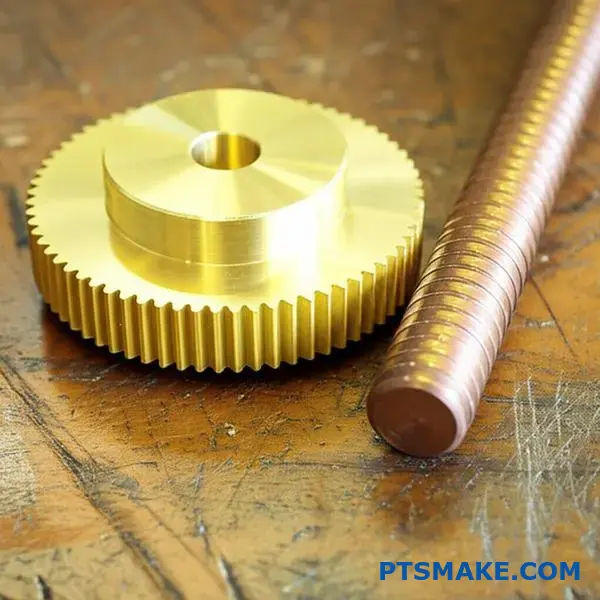
| عالية الشد | النحاس، الزنك، الزنك، المنغنيز، الأل، الحديد | قوة عالية، ومقاومة للتآكل | المراوح البحرية والتروس |

اختيار السبيكة النحاسية المناسبة هو عملية موازنة. وغالباً ما يكون الأمر عبارة عن مفاضلة بين التكلفة والأداء والمظهر.
مقايضة التكلفة مقابل الأداء
عادةً ما يكون النحاس الأصفر أقل تكلفة بسبب محتواه العالي من الزنك. الزنك أرخص من النحاس. ومع ذلك، يمكن أن يؤدي هذا المحتوى العالي من الزنك إلى نوع معين من التآكل.
تُعرف هذه المشكلة باسم إزالة الزنك3. فهو يزيل الزنك بشكل انتقائي من السبيكة، تاركًا بنية نحاسية ضعيفة ومسامية. في مشاريع سابقة، رأينا هذا الأمر يتسبب في حدوث أعطال في البيئات القاسية.
يقاوم النحاس الأحمر، الذي يحتوي على كمية أقل من الزنك والقصدير المضاف، هذا التآكل بشكل أفضل بكثير. وهي الخيار المفضل لتجهيزات السباكة والتجهيزات البحرية المتينة حيث تكون الموثوقية أمراً بالغ الأهمية. وعلى الرغم من أنها تكلف أكثر مقدماً، إلا أنها توفر المال على المدى الطويل.
عندما تكون القوة هي كل شيء
أما النحاس عالي الشد فهو من نوع مختلف. حيث أن إضافة المنجنيز، والحديد، والألومنيوم تخلق مادة أكثر صلابة.
تم تصميم هذه السبائك للاستخدامات عالية الإجهاد. فكّر في المراوح البحرية التي تكافح المياه المالحة أو التروس الثقيلة في الآلات. تبرر قوتها التركيب الأكثر تعقيدًا وتكلفة. هنا في شركة PTSMAKE، نستخدمها في الأجزاء التي لا يمكن أن تتعطل ببساطة.
تساعد هذه المقارنة في توضيح القرار:
| الميزة | نحاس أصفر | نحاس أحمر | نحاس عالي الشد |
|---|---|---|---|
| التكلفة النسبية | منخفضة | متوسط | عالية |
| مقاومة التآكل | عادل | ممتاز | جيد جداً |
| القوة الميكانيكية | معتدل | جيد | ممتاز |
| الميزة الأساسية | الجمالية والتكلفة | المتانة | القوة |
سبائك النحاس الأصفر متنوعة. النحاس الأصفر للجماليات والاستخدام العام. ويوفر النحاس الأحمر مقاومة فائقة للتآكل للسباكة. ويوفر النحاس عالي الشد قوة استثنائية للأجزاء الميكانيكية الصعبة. ولكل منها غرض واضح.
ما هي عمليات التشطيب الأساسية بعد الصب للأجزاء النحاسية؟
بعد أن يتم "إخراج" الجزء النحاسي من القالب الخاص به، فإنه لا يزال ماسة خام. تتضمن الرحلة من الصب الخام إلى المنتج النهائي عملية واضحة ومتسلسلة. كل خطوة تصقل الجزء بشكل منهجي.
هذا التسلسل حاسم لتحقيق المواصفات النهائية. فهو ينتقل من إزالة المواد على نطاق واسع إلى التفاصيل الدقيقة للسطح. تهيئ المراحل الأولية الجزء للعمل الدقيق في وقت لاحق.
فيما يلي سير العمل النموذجي الذي نتبعه في PTSMAKE بعد صب النحاس الأولي.
| المرحلة | العملية الأساسية | الغرض |
|---|---|---|
| 1. التخفيض | النشر، الطحن، الطحن | قم بإزالة البوابات والناهضات. |
| 2. التنظيف | السفع بالرمل، البهلوان | إزالة الترسبات الكلسية وتنعيم الأسطح. |
| 3. التصنيع الآلي | التفريز باستخدام الحاسب الآلي، الخراطة | تحقيق تفاوتات ضيقة. |
| 4. التشطيب | التلميع، الطلاء بالورنيش | الجمالية والحماية النهائية. |
يضمن هذا النهج المنظم الجودة في كل خطوة.

يعد اختيار الطريقة في كل مرحلة أمرًا بالغ الأهمية. فهو يعتمد على تصميم الجزء والاستخدام المقصود والتشطيب المطلوب. إن مجرد اتباع قائمة لا يكفي؛ عليك أن تفهم ‘السبب’ وراء كل إجراء.
إزالة البوابة والناهض
أولاً، نقطع البوابات والناهضات. بالنسبة للمرفقات الكبيرة والضخمة، فإن المنشار الشريطي فعال. فهو يزيل الكثير من المواد بسرعة. بالنسبة للوصلات الأصغر أو المناطق التي يصعب الوصول إليها، نستخدم الطحن من أجل تحكم أفضل وإنهاء أولي أكثر سلاسة.
تنظيف السطح وتحضيره
بعد ذلك، نقوم بتنظيف السطح بالكامل. يعتبر السفع الرملي عنيفاً. يستخدم وسائط عالية الضغط لإزالة الأكاسيد وبقايا العفن. ويترك ملمسًا موحدًا غير لامع. ومن ناحية أخرى، فإن عملية السفع بالسفع الرملي هي عملية ألطف وكبيرة الحجم. توضع الأجزاء في برميل مع وسائط كاشطة ويتم دحرجتها، مما يؤدي إلى تنعيم الحواف والأسطح بمرور الوقت. وهي رائعة لإزالة الأزيز عن العديد من الأجزاء الصغيرة في وقت واحد.
التصنيع الآلي الدقيق
تتطلب العديد من أجزاء الصب النحاسية ميزات لا يمكن للصب وحده إنتاجها. وهنا يأتي دور التصنيع الآلي باستخدام الحاسب الآلي. نحن نصنع ثقوبًا ملولبة وأسطحًا مسطحة وتجاويف دقيقة. تضمن هذه الخطوة أن يفي الجزء بتفاوتات الأبعاد الدقيقة للتجميع.
المعالجات السطحية والطلاءات
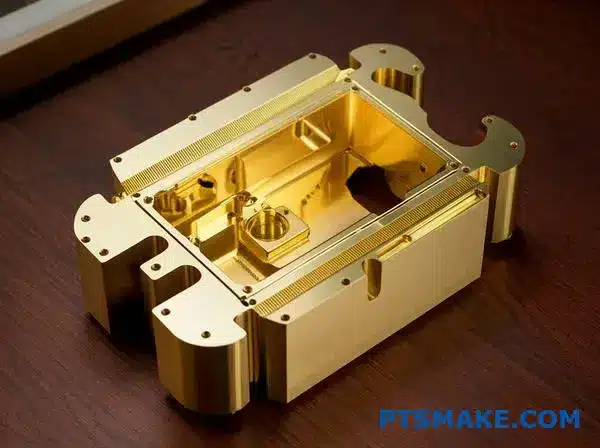
تحدد الخطوة الأخيرة مظهر الجزء ومتانته. يؤدي التلميع إلى الحصول على سطح لامع وعاكس. يضيف الطلاء طبقة حماية شفافة لمنع التلطيخ. للحصول على مظهر فريد ومعتّق, التطعيم4 لتكوين ألوان محددة من خلال تفاعل كيميائي.
| العلاج | النتيجة | الأفضل لـ |
|---|---|---|
| التلميع | ساطع، يشبه المرآة | أجهزة زينة |
| الطلاء بالورنيش | طبقة شفافة وواقية | منع التشويه |
| التطعيم | مظهر ملون ومعتق | الأجزاء الفنية أو المعمارية |
تضيف كل خطوة من هذه الخطوات قيمة مضافة. فهي تحول الصب الخام إلى مكون جاهز للاستخدام النهائي.
التشطيب بعد الصب هو عملية متعددة المراحل. وهي تأخذ الجزء النحاسي الخام بشكل منهجي من الخام إلى المصقول، مما يضمن تلبيته لجميع المتطلبات الوظيفية والجمالية قبل وصوله إلى العميل.
كيف يمكنك تنظيم قائمة مراجعة مراقبة الجودة لسبك النحاس الأصفر؟
قائمة مراجعة قوية لمراقبة الجودة هي مخطط مشروعك للنجاح. فهي تمنع الأخطاء قبل حدوثها. أقوم دائمًا بتقسيمها إلى مراحل رئيسية.
وهذا يضمن عدم إغفال أي شيء. من المواد الخام إلى الجزء النهائي، كل خطوة مهمة.
فحص المواد الخام
هذا هو أساسك. المواد السيئة تعني منتجاً نهائياً سيئاً. نتحقق من التركيب والنقاء.
فحوصات عملية القالب والصب
يعد القالب ومعلمات العملية أمرًا بالغ الأهمية للجودة.
| نقطة تفتيش | قياسي |
|---|---|
| حالة العفن | خالية من الشقوق والحطام |
| درجة حرارة الذوبان | في حدود ± 10 درجات مئوية من المواصفات |
| سرعة الصب | متسقة ومضبوطة |
هذا النهج المنظم ضروري لصب النحاس بشكل متسق.

لإتقان الجودة حقًا، يجب أن نفصّل كل نقطة تحقق. فالتحقق البسيط لا يكفي. تحتاج إلى تحديد شكل "النجاح" و"الفشل". هذا يزيل أي تخمين لفريق التفتيش.
فحص ما بعد الصب
بعد أن يتم اختيار الجزء، يبدأ التدقيق الحقيقي. هذا هو المكان الذي نكتشف فيه عيوباً خفية ولكنها حاسمة.
الفحص البصري
هذا هو خط الدفاع الأول. يبحث المفتشون عن المشكلات على مستوى السطح. تشمل العيوب الشائعة الشقوق أو خشونة السطح أو الحشو غير المكتمل. الإضاءة الجيدة والعيون المدربة ضرورية هنا. نبحث أيضًا عن علامات المسامية5.
التحقق من الأبعاد
تضمن هذه الخطوة مطابقة الجزء لمواصفات التصميم. تعتبر التفاوتات المسموح بها أساسية في التصنيع الدقيق.
| نقطة القياس | الأداة | التسامح (مثال) |
|---|---|---|
| الطول الإجمالي | الفرجار الرقمي | ± 0.15 مم |
| قطر الفتحة | مقياس الدبوس | ± 0.05 مم |
| زاوية الميزة الرئيسية | CMM | ± 0.5 درجة |
في شركة PTSMAKE، نستخدم أدوات معايرة مثل ماكينات قياس الإحداثيات (CMMs) للأشكال الهندسية المعقدة. وهذا يضمن أن كل جزء نقوم بتسليمه يلبي المتطلبات الدقيقة لعملائنا. هذا المستوى من التفاصيل يحمي وظيفة المنتج النهائي.
قائمة مراجعة منظمة أمر حيوي. تقسيمها حسب مرحلة الإنتاج - من المواد الخام إلى فحوصات الأبعاد النهائية - يضمن مراقبة الجودة الشاملة. هذا النهج المنهجي يزيل الغموض ويضمن الاتساق في كل جزء من أجزاء صب النحاس الأصفر.
كيف تؤثر هندسة الأجزاء على اختيار طريقة الصب؟
يعد اختيار طريقة الصب الصحيحة خطوة حاسمة. هندسة الجزء الخاص بك هو الدليل الأساسي. فهي تحدد العملية المجدية والفعالة من حيث التكلفة.
سنضع إطار عمل بسيط هنا. يساعد ذلك على مطابقة ميزات الجزء مع أفضل عملية.
سنقارن بين الصب الاستثماري والصب بالرمل. إن فهم كيفية تأثير سمك الجدار والتجاويف والتفاصيل السطحية على هذا الاختيار هو مفتاح نجاح المشروع.

إطار عمل لاختيار العملية
توجهك هندسة الجزء الخاص بك مباشرة نحو طريقة صب معينة. التصميم البسيط لديه العديد من الخيارات. والتصميم المعقد يضيق المجال بشكل كبير. دعنا نفصل الميزات الرئيسية.
سُمك الجدار
سُمك الجدار عامل أساسي. الصب بالرمل أفضل بشكل عام للأجزاء ذات الجدران السميكة والأكثر قوة. العملية أقل حساسية لمعدلات التبريد في الأجزاء الثقيلة.
ومع ذلك، يتألق الصب الاستثماري مع المكونات رقيقة الجدران. يمكننا تحقيق جدران رقيقة تصل إلى 0.5 مم. وهذا الأمر مثالي للتصميمات خفيفة الوزن أو المعقدة حيث يكون توفير المواد أمرًا مهمًا.
التجاويف الداخلية والتجاويف السفلية
غالباً ما تحدد الميزات الداخلية الطريقة. يتطلب الصب بالرمل نوى لإنشاء تجاويف داخلية، مما قد يحد من التعقيد. التجاويف السفلية صعبة وتضيف تكلفة.
يستخدم الصب الاستثماري نمط شمع يذوب ببساطة. وهذا يسمح بأشكال هندسية داخلية معقدة للغاية وقطع سفلية دون الحاجة إلى زوايا سحب. ويوفر حرية تصميم مذهلة. بالنسبة للأجزاء التي تتطلب دقة الأبعاد6, فهذه ميزة كبيرة.
تشطيب السطح وتفاصيله
إن جودة السطح المرغوبة هي نقطة التحقق النهائية والحاسمة. ينتج عن الصب بالرمل سطح أكثر خشونة. ودائمًا ما يتطلب دائمًا تقريبًا معالجة آلية ثانوية للحصول على ملمس ناعم.
يوفر الصب الاستثماري سطحًا أدق بكثير. وغالباً ما ينتج عنه جزء شبه صافي الشكل. وبالنسبة للمكونات التفصيلية مثل العديد من أجزاء الصب النحاسية، فإن هذا يقلل من تكاليف ما بعد المعالجة.
| الميزة | الصب بالرمل | الصب الاستثماري |
|---|---|---|
| سُمك الجدار | الأفضل للجدران السميكة (> 3 مم) | يتفوق مع الجدران الرقيقة (<1.5 مم) |
| التعقيد الداخلي | مقيد بالتصميم الأساسي | أشكال معقدة للغاية ممكنة |
| القطع السفلية | صعبة ومكلفة | سهولة الاستيعاب |
| تشطيب السطح | خشن، يتطلب التصنيع الآلي | ناعم، شبه شبكي |
في الأساس، تعقيد الجزء الخاص بك هو العامل الحاسم. الأجزاء البسيطة الضخمة تناسب الصب الرملي. الأجزاء المعقدة والمفصلة ذات الجدران الرقيقة مثالية للصب الاستثماري. يساعد هذا الإطار في اتخاذ هذا الاختيار الأولي الحاسم، مما يوفر الوقت والمال في المستقبل.
كيف تصنع زنجاراً على مسبوكة نحاسية منتهية؟
إليك وصفة عملية لصنع الزنجار. سنستخدم طريقة تبخير الأمونيا. وهي تقنية شائعة لصب الأجزاء النحاسية.
تعطي هذه الطريقة مظهراً غنياً ومعتقاً. من المهم اتباع كل خطوة بعناية للحصول على أفضل النتائج.
وصفة عملية تبخير الأمونيا
الخطوة 1: إعداد السطح
أولاً، قم بتنظيف الصب النحاسي جيداً. سيؤدي أي زيت أو أوساخ إلى تشطيب غير متساوٍ. إزالة الشحوم هي الخطوة الأكثر أهمية.
الخطوة 2: إعداد غرفة الدخان
ستحتاج إلى وعاء محكم الإغلاق. ضع طبق صغير من الأمونيا في الأسفل. قم بتعليق الجزء النحاسي فوق السائل. الأبخرة وليس السائل هي التي تصنع الزنجار.
| البند | الغرض |
|---|---|
| حاوية محكمة الإغلاق | لحبس أبخرة الأمونيا |
| الأمونيا | العامل الكيميائي |
| صب النحاس الأصفر | قطعة العمل |
| القفازات والنظارات الواقية | معدات السلامة |

إتقان عملية الزنجار
يتمحور الحصول على زنجار احترافي حول التحكم. عملية التبخير هي تفاعل كيميائي. يجب عليك إدارة المتغيرات بعناية. يؤثر كل من الوقت ودرجة الحرارة وتركيز الأمونيا على اللون النهائي والملمس النهائي.
في مشاريعنا السابقة في PTSMAKE، تعلمنا أن التغييرات الطفيفة يمكن أن تخلق نتائج مختلفة للغاية. فالبيئة الدافئة غالبًا ما تسرّع من التفاعل. وهذا يمكن أن ينتج عنه ألوان زرقاء وخضراء أعمق على الصب النحاسي.
يؤدي تفاعل الأبخرة مع النحاس الموجود في النحاس الأصفر إلى تكوين طبقة زرقاء وخضراء جميلة. ويرجع ذلك إلى تكوين مركب النحاس الأمونياك النحاسي7 على السطح
الخطوة 3: تحييد التفاعل
بمجرد الوصول إلى اللون المطلوب، يجب إيقاف التفاعل. قم بإزالة الجزء من الحجرة. اغمره في محلول من صودا الخبز والماء. يعمل ذلك على معادلة بقايا الأمونيا الحمضية.
الخطوة 4: ختم الطلاء النهائي
وأخيراً، قم بحماية الزنجار الجديد. يحول الختم دون تآكله أو تغيره أكثر من ذلك. لديك بعض الخيارات لهذه الخطوة الأخيرة.
| مانع التسرب | نوع التشطيب | المتانة |
|---|---|---|
| شمع | ناعم، لامع حريري ناعم | معتدل |
| ورنيش | صلب، لامع أو غير لامع | عالية |
يعتمد اختيار مانع التسرب المناسب على الاستخدام النهائي للقطعة. بالنسبة لقطع الزينة، غالباً ما يكون الشمع كافياً. أما بالنسبة للقطع التي سيتم التعامل معها، فإن الطلاء بالورنيش يوفر حماية أفضل.
يتطلب الحصول على الزنجار المثالي إعداداً دقيقاً للسطح وبيئة تبخير مضبوطة وتحييد مناسب. يعد ختم اللمسة النهائية أمرًا بالغ الأهمية للحفاظ على اللون وحماية الصب النحاسي من المزيد من التغيير. يجب أن تكون السلامة دائماً على رأس أولوياتك.
كيف يمكنك تشخيص مشاكل مسامية الغاز المتكررة وحلها؟
المسامية الدقيقة والمتسقة هي عيب محبط. إنه يشير إلى مشكلة عميقة ومنهجية، وليس خطأ لمرة واحدة. العمل التخميني لن يصلحها.
التحقيق المنهجي هو السبيل الوحيد للمضي قدمًا. يجب أن نتحقق من كل مرحلة بشكل منهجي.
ينتقل هذا النهج من أبسط المتغيرات إلى أكثرها تعقيدًا. فهو يوفر الوقت والموارد. نبدأ بالمواد الخام. ثم نراجع عملية الصهر. وأخيرًا، نحلل تصميم القالب والبوابات. وهذا يعزل السبب الجذري بفعالية.
الكشف عن لغز المسامية الدقيقة
عند مواجهة مسامية دقيقة ومتسقة، يكون وضع خطة منظمة أمرًا ضروريًا. في المشاريع السابقة في PTSMAKE، قمنا بتطوير تسلسل تشخيصي واضح لتحديد مصدر الغاز. تعمل هذه الطريقة على التخلص من المتغيرات واحدًا تلو الآخر حتى يتم العثور على الجاني.
الخطوة 1: تدقيق المواد الخام
نبدأ دائمًا بالمواد الخام. هل هناك رطوبة مخفية في السبائك أو الخردة أو المواد المضافة؟ حتى الرطوبة الطفيفة يمكن أن تُدخل هيدروجينًا كبيرًا في المصهور. نستخدم معدات متخصصة لاختبار محتوى الرطوبة قبل دخول أي شيء إلى الفرن. هذا الفحص الأولي هو خطوة أولى بسيطة ولكنها حاسمة.
الخطوة 2: التحقق من إجراء الذوبان
بعد ذلك، ندقق في عملية الصهر. التدفق السليم وإزالة الغازات غير قابلين للتفاوض. بالنسبة لمواد مثل صب النحاس، تعتبر هذه المرحلة حيوية. هل يتم اتباع الإجراءات بشكل صحيح في كل مرة؟ إن قدرة القالب على السماح للغاز بالخروج من القالب هي النفاذية8. نتحقق من أن تسلسل التفريغ مناسب للسبيكة وحجم الدفعة.
| خطوة العملية | الإجراء الصحيح | الخطأ الشائع |
|---|---|---|
| التدفق | يوضع بالتساوي على درجة حرارة صحيحة | كمية أو توقيت غير صحيح |
| إزالة الغازات | العمق المناسب للرمح ومدته | عدم كفاية الوقت أو تدفق الغاز |
| القشط | الإزالة النظيفة للخبث | إعادة إدخال الأكاسيد في الذوبان |
الخطوة 3: تحليل نظام القوالب والبوابات
إذا كانت المواد والذوبان واضحة، نتحقق من القالب والبوابات. نتحقق من نفاذية القالب للتأكد من إمكانية تسرب الغازات. ثم نستخدم برنامج محاكاة لتحليل نظام البوابات. هل يخلق اضطرابًا؟ تُدخل التعبئة المضطربة الهواء مباشرةً في تجويف القالب، مما يسبب المسامية.
يتطلب حل المسامية الدقيقة تحقيقًا تدريجيًا خطوة بخطوة. ابدأ بالمواد الخام، ثم راجع إجراء الصهر، وأخيرًا حلل القالب ونظام البوابات. يعمل هذا النهج المنظم على عزل السبب الجذري للعيب وحلّه بكفاءة.
كيف يمكنك تكييف العملية الخاصة بك لجزء رقيق الجدران ومعقد؟
إن التعامل مع الأجزاء الحساسة ذات الجدران الرقيقة هو اختبار حقيقي لمهارة الشركة المصنعة. وغالبًا ما تكون هذه المشاريع عرضة للعيوب مثل سوء التشغيل، حيث تفشل المادة في ملء تجويف القالب بالكامل.
تحدي التجاوزات الخاطئة
تحدث الأخطاء عندما تتصلب المادة المنصهرة قبل أن تتمكن من ملء القالب بالكامل. وهذه مشكلة شائعة في التصميمات المعقدة رقيقة الجدران. هدفنا الأولي هو منع ذلك.
تكييفات العملية الرئيسية
ولمكافحة ذلك، نقوم بتعديل العديد من معلمات العملية الرئيسية. يهدف كل تغيير إلى تحسين تدفق المواد وضمان التعبئة الكاملة قبل بدء التصلب. هذه التعديلات ضرورية للنجاح.
| المعلمة | العملية القياسية | العملية المعدلة |
|---|---|---|
| الطريقة | الصب بالقالب | الصب الاستثماري |
| درجة الحرارة | قياسي | زيادة |
| تعبئة القوالب | الجاذبية/الضغط | تفريغ الهواء من الهواء |
| تصميم البوابة | التقليدية | إعادة تصميم التدفق العالي |
بالنسبة للجزء الصعب حقًا، قد لا تكون التعديلات القياسية كافية. من واقع خبرتنا في PTSMAKE، غالبًا ما تكون هناك حاجة إلى مزيج من التقنيات المتقدمة لهذه المكونات الحساسة. إنه نهج شامل.
حلول الصب المتقدمة
سلط مشروع صب نحاس حديث الضوء على هذه المشكلات. كان الجزء يحتوي على جدران يقل سمكها عن 1 مم. تضمن حلنا التحول من الصب بالقالب إلى الصب الاستثماري. توفر هذه الطريقة تفاصيل فائقة وتشطيبات سطحية فائقة.
قمنا أيضًا بزيادة درجة حرارة الصب. يقلل هذا التعديل من لزوجة المادة، مما يحسن من السيولة9. يعني التدفق الأفضل أن المعدن ينتقل بشكل أسرع وأبعد في التجاويف المعقدة للقالب.
إعادة التصميم من أجل التدفق
تعديل القالب نفسه أمر بالغ الأهمية. قمنا بتطبيق نظام مساعدة التفريغ. يعمل ذلك على إزالة الهواء من التجويف، مما يقلل من الضغط الخلفي ويساعد المعدن المنصهر على ملء كل التفاصيل بالكامل.
كما أعدنا تصميم البوابات والعدائين. ومن خلال جعلها أكبر حجماً ووضعها بشكل استراتيجي، نضمن تعبئة أسرع وأكثر اتساقاً. وهذه خطوة حاسمة لمنع التبريد المبكر.
| التقنية | الميزة الأساسية | الأفضل لـ |
|---|---|---|
| الصب الاستثماري | دقة عالية، وأشكال معقدة | أشكال هندسية معقدة |
| درجة حرارة أعلى | تحسين تدفق المواد | أقسام رقيقة الجدران |
| مساعد تفريغ الهواء | يزيل الهواء المحتبس | تفاصيل دقيقة للغاية |
| إعادة تصميم البوابة | تعبئة أسرع وموحدة للقالب | منع التجاوزات الخاطئة |
يتطلب إنتاج أجزاء رقيقة الجدران ومعقدة بنجاح استراتيجية متعددة الأوجه. يعد تكييف طريقة الصب ودرجة الحرارة وتصميم القالب خطوات أساسية لمنع العيوب مثل التجاوزات الخاطئة وتحقيق جودة المكونات المطلوبة.
كيف تنتقل من صب القطع المفردة إلى مجموعة صغيرة؟
يحتاج التوسع من القوالب الفردية إلى دفعات صغيرة إلى خطة ذكية. لا يتعلق الأمر فقط بصنع المزيد؛ بل يتعلق بصنعها بكفاءة واتساق.
طريقة جديدة للتفكير
يجب أن تتحول من عقلية التفكير لمرة واحدة إلى سير عمل الإنتاج. ويتضمن ذلك إنشاء أنظمة لكل خطوة.
الاستراتيجيات الأساسية للتوسع
| المنطقة | الهدف |
|---|---|
| القوالب | زيادة السرعة والتكرار |
| الذوبان | زيادة وقت تشغيل الفرن إلى أقصى حد ممكن |
| التشطيب | ضمان جودة موحدة |
هذا النهج المنظم يحول الحرفة إلى عملية موثوقة، وهو أمر حيوي لمواد مثل صب النحاس الأصفر.

يعد الانتقال إلى الإنتاج على دفعات خطوة كبيرة. فهو يتطلب منك بناء الكفاءة والاتساق في عمليتك منذ البداية. يعتمد النجاح على التوحيد القياسي.
إنشاء نمط لوحة المطابقة
يعد استخدام لوحة المطابقة ترقية كبيرة. فهو يجمع بين الأنماط العلوية (التكيف) والسفلية (السحب) على لوح واحد. تعمل هذه الطريقة على تسريع عملية التشكيل بشكل كبير. كما أنها تضمن محاذاة مثالية لكل قالب، مما يقلل من العيوب.
تحسين عمليات الفرن
بالنسبة للذوبان المتعدد، فإن كفاءة الفرن هي المفتاح. يمكن أن يقلل التسخين المسبق لشحنة المعدن من أوقات الذوبان. كما أنه يساعد في الحفاظ على درجة حرارة مستقرة.
يجب أن تخطط لعمليات السكب بعناية. تأكد من أن البوتقة10 يحمل ما يكفي من المعدن المنصهر لعدة قوالب. تتجنب هذه الخطوة البسيطة التأخير وانخفاض درجات الحرارة بين كل صب، مما يوفر الوقت والطاقة.
توحيد معايير عملية التشطيب
التشطيب غير المتسق يمكن أن يفسد دفعة جيدة. ضع إجراءات تشغيل قياسية لكل خطوة تشطيب. وهذا يضمن أن كل قطعة تفي بمعايير الجودة نفسها.
| مهمة الإنهاء | الهدف الرئيسي | فحص الجودة |
|---|---|---|
| إزالة البوابة | إزالة نظيفة | الفحص للتأكد من عدم وجود سطح أملس ومتدفق |
| إزالة الحفر | إزالة الحواف الحادة | ملمس متناسق ولمسة نهائية متناسقة |
| تلميع السطح | تحقيق المظهر المرغوب | مقارنة بجزء رئيسي |
في PTSMAKE، ندمج هذه الأنظمة القابلة للتكرار في سير عملنا. وهذا يضمن أن يكون الجزء الأخير مثاليًا مثل الجزء الأول.
يتوقف التوسع الناجح في الصب على دفعات صغيرة على نهج استراتيجي. ويتضمن ذلك استخدام ألواح مطابقة لصب أسرع، وتحسين استخدام الأفران لتحقيق الكفاءة، وتوحيد عملية التشطيب لضمان الاتساق في كل جزء.
كيف تكلف عملية صب النحاس الأصفر للعميل؟
تسعير وظيفة صب النحاس بدقة ليس تخميناً. إنها عملية منهجية. يضمن النموذج الشفاف والمفصّل أن يفهم العملاء ما يدفعون مقابله بالضبط.
هذا النهج يبني الثقة منذ البداية. فهو يحلل كل عنصر من عناصر العمل.
عوامل التكلفة الأساسية
نحن نبني عروض أسعارنا من الألف إلى الياء. يتضمن ذلك تتبع العديد من مراكز التكلفة الرئيسية التي تؤثر بشكل مباشر على السعر النهائي لأي صب النحاس الأصفر المشروع.
مكونات التسعير الرئيسية
التقسيم الواضح يمنع المفاجآت. فيما يلي الركائز الأساسية لنموذج التسعير لدينا.
| الفئة | الوصف |
|---|---|
| المواد المباشرة | تكلفة النحاس والمواد الاستهلاكية. |
| استهلاك الطاقة | الوقود اللازم لتشغيل الفرن. |
| الاستثمار في العمالة | ساعات لجميع المهام العملية. |
| الهامش والنفقات العامة | تغطية تكاليف الأعمال والأرباح. |

بناء نموذج تسعير شامل
يتجاوز عرض الأسعار الدقيق حقًا الأساسيات. في PTSMAKE، قمنا في شركة PTSMAKE بتحسين نموذج يأخذ في الحسبان كل المتغيرات. وهذا يضمن العدالة والقدرة على التنبؤ لعملائنا.
تكاليف المواد والطاقة المباشرة
سعر سبيكة النحاس الأصفر هو المتغير الأكبر. فهو يتقلب مع السوق. ونأخذ في الاعتبار أيضًا المواد المستهلكة مثل رمل الصب والتدفق وتآكل البوتقة. الطاقة اللازمة للفرن هي تكلفة مباشرة أخرى.
قيمة العمل
العمالة ليست بنداً واحداً. نحن نقسمها إلى مراحل محددة. وهذا يشمل الصب والصهر والصب والتشطيب. وغالبًا ما يتطلب التشطيب وما بعد المعالجة معظم العمالة الماهرة والوقت.
إدارة المخاطر والجودة
لا توجد عملية تصنيع مثالية. نقوم بتضمين نسبة صغيرة لحساب حالات الرفض المحتملة. تضمن هذه الخطوة الاستباقية أن نتمكن من تسليم الكمية المطلوبة دون تأخير أو تجاوزات في التكاليف. هذا هو المكان الذي يقوم فيه علم الصهر، وهو جزء أساسي من البيروميتالورجيا11, يصبح أمرًا بالغ الأهمية لتقليل النفايات إلى الحد الأدنى.
هيكل السعر النهائي
إليك كيفية تجميع هذه العناصر معاً في عرض أسعار منظم. يوفر هذا النموذج رؤية واضحة للتكلفة الإجمالية.
| مكون التكلفة | التفاصيل | التأثير على السعر |
|---|---|---|
| سبيكة نحاسية | بناءً على سعر السوق الحالي بالإضافة إلى الشحن. | عالية / متقلبة |
| المواد الاستهلاكية | عمر الرمل، والتدفق، وعمر البوتقة. | معتدل |
| ساعات العمل | التشكيل، والصهر، والصهر، والصب، والتشطيب، وضمان الجودة. | عالية/مدفوعة بالتعقيد |
| بدل الرفض | نسبة مئوية صغيرة بناءً على تعقيد الجزء. | منخفضة-متوسطة |
| هامش الربح | تغطية النفقات العامة وضمان استدامة الأعمال التجارية. | التعديل النهائي |
نموذج تسعير متين لوظيفة صب النحاس الأصفر يفصّل جميع التكاليف. فهو يغطي المواد والعمالة وحتى حالات الرفض المحتملة. هذه الشفافية أساسية لبناء شراكة دائمة مع العميل.
كيف تختار سبيكة نحاسية للاستخدامات البحرية؟
اختيار المادة المناسبة أمر بالغ الأهمية للأجزاء البحرية. فالمياه المالحة شديدة التآكل. يؤدي الاختيار الخاطئ إلى فشل سريع. غالبًا ما يكون النحاس الأصفر القياسي، الشائع في العديد من التطبيقات، خيارًا سيئًا هنا.
فهي ببساطة لا يمكنها تحمل البيئة البحرية القاسية. يجب أن ننظر إلى السبائك المتخصصة. يعد النحاس البحري أو برونز الألومنيوم خيارات أفضل بكثير. حيث تضمن خصائصهما الفريدة المتانة والأداء طويل الأجل لأي مكوّن معرَّض لمياه البحر.
لماذا يفشل النحاس القياسي في المياه المالحة
لنضع هذا في سياق واقعي. تخيل تصميم صمام لنظام تبريد سفينة. سيتعرض الجزء باستمرار للمياه المالحة. سيكون من الخطأ استخدام نحاس أصفر قياسي (مثل C260).
لماذا؟ ارتفاع محتوى الزنك في النحاس الأصفر يجعله عرضة لعملية تسمى [إزالة الزنك]()12. وبشكل أساسي، يتسرب الزنك من السبيكة. ويترك ذلك وراءه بنية نحاسية ضعيفة ومسامية ستفشل.
المقارنة بين سبائك النحاس النحاسية البحرية
بالنسبة للتطبيقات البحرية، تحتاج إلى سبائك مصممة لمقاومة هذا النوع المحدد من التآكل. ويُعد النحاس البحري وبرونز الألومنيوم من الخيارات الممتازة. يضيف النحاس الأصفر البحري كمية صغيرة من القصدير الذي يمنع التآكل. يوفر برونز الألومنيوم قوة ومقاومة أكبر للتآكل.
غالبًا ما تتضمن عملية الاختيار في PTSMAKE تحليل هذه المفاضلات. وسواء كانت البداية من سبيكة أو شكل شبه صافي من عملية صب النحاس، فإن اختيار السبيكة أمر بالغ الأهمية.
إليك مقارنة بسيطة تستند إلى نتائج اختباراتنا:
| نوع السبيكة | عنصر السبائك الرئيسي | مقاومة التآكل في المياه المالحة | القوة |
|---|---|---|---|
| نحاس أصفر (C260) | ~30% زنك ~30% | فقير | معتدل |
| البحرية النحاسية (C464) | ~39% الزنك، 1% القصدير | جيد | جيد |
| ألومنيوم برونزي (C954) | ~11% ألومنيوم 11T11T | ممتاز | عالية |
يبين هذا الجدول بوضوح سبب عدم ملاءمة النحاس الأصفر. ويعتمد الاختيار بين النحاس الأصفر البحري والبرونز الألومنيوم على متطلبات القوة وطول العمر المحددة لمشروعك.

الدور الحاسم لعناصر السبائك
الإضافات الصغيرة للعناصر الأخرى هي ما يصنع الفارق. القصدير الموجود في النحاس الأصفر البحري يغير قواعد اللعبة. فهو يبطئ بشكل كبير من عملية التآكل التي تصيب النحاس النحاسي القياسي. وهو يوفر توازناً جيداً بين الأداء والتكلفة.
يأخذ برونز الألومنيوم البرونزي خطوة إلى الأمام. يكوّن الألومنيوم طبقة أكسيد سلبية صلبة وقوية على السطح. تحمي هذه الطبقة المعدن من أيونات الكلوريد في مياه البحر. وهو خيار مثالي للمكونات الحرجة عالية الضغط.
عوامل أخرى غير التآكل
على الرغم من أن مقاومة التآكل هي الأولوية القصوى، إلا أن هناك عوامل أخرى مهمة. يجب عليك أيضًا مراعاة القوة الميكانيكية وقابلية التشغيل الآلي.
فيما يلي تفصيل سريع للعوامل:
- الحمولة الميكانيكية: هل سيكون الجزء تحت ضغط عالٍ؟ إذا كان الأمر كذلك، فإن برونز الألومنيوم هو الأفضل.
- عملية التصنيع: النحاس البحري أسهل في الماكينة بشكل عام من برونز الألومنيوم.
- ميزانية المشروع: غالباً ما يكون النحاس الأصفر البحري أكثر فعالية من حيث التكلفة من برونز الألومنيوم.
من خلال خبرتنا، نساعد العملاء على الموازنة بين هذه العوامل. نحن نضمن أن الاختيار النهائي للمواد يلبي جميع المتطلبات الهندسية ومتطلبات الميزانية للتطبيق البحري.
للتعرض للمياه المالحة، تجنب النحاس الأصفر القياسي. يوفر النحاس الأصفر البحري وبرونز الألومنيوم المقاومة اللازمة للتآكل والقوة. يعتمد اختيارك النهائي على الاحتياجات الميكانيكية والميزانية المحددة للمكون الخاص بك، وهو قرار نساعد العملاء في كثير من الأحيان على اتخاذ القرار في PTSMAKE.
احصل على عرض أسعار لسبك النحاس الأصفر من خبراء PTSMAKE اليوم!
هل أنت مستعد لتنفيذ مشروع صب النحاس الأصفر الدقيق الخاص بك؟ اتصل ب PTSMAKE للحصول على عرض أسعار سريع ومخصص. يقدم فريقنا مصبوبات موثوقة وعالية الجودة - من النموذج الأولي إلى الإنتاج - لتلبية متطلباتك الدقيقة. اتخذ الخطوة التالية وأرسل طلب عرض الأسعار الآن!

فهم الكيمياء وراء عيوب الصب وكيفية منعها في تصميماتك. ↩
تعرف كيف يمكن أن تؤثر المسامية على سلامة الجزء الخاص بك وأدائه. ↩
تعرّف على عملية التآكل الشائعة هذه وكيف يمكن لاختيار السبيكة أن يمنع تعطل المكوّنات. ↩
تعرّف على العمليات الكيميائية المستخدمة لإنشاء مجموعة متنوعة من التشطيبات الفنية على الأسطح النحاسية. ↩
اكتشف كيف يمكن أن يؤثر هذا العيب الشائع في الصب على قوة الجزء الخاص بك وأدائه. ↩
تعرف على كيفية تأثير هذا المصطلح على وظيفة الجزء الخاص بك وتجميعه. ↩
تعرّف على التفاعل الكيميائي الذي يمنح النحاس النحاسي اللون الأزرق والأخضر الجميل. ↩
تعرّف على كيفية قياس نفاذية العفن وسبب أهميتها في منع العيوب المتعلقة بالغازات. ↩
تعرّف على كيفية تأثير سيولة الذوبان بشكل مباشر على جودة ونجاح الأجزاء رقيقة الجدران. ↩
تعرّف على أنواع البوتقات وكيفية تأثيرها على جودة المعدن وكفاءة الفرن في عملية الصب. ↩
تعرّف على علم درجات الحرارة العالية وراء تنقية المعادن لتحقيق جودة صب فائقة. ↩
انقر لفهم كيفية عمل عملية التآكل هذه وسبب أهمية تجنبها في التطبيقات البحرية. ↩






