

يمكن أن يكون اختيار البرونز المناسب لمشروع التصنيع الآلي الخاص بك أمرًا محبطًا ومعقدًا. مع وجود العشرات من السبائك المتاحة، ولكل منها خصائص مختلفة وتصنيفات مختلفة لقابلية التشغيل الآلي، من السهل اختيار مادة تضيع الوقت أو تبهت الأدوات قبل الأوان أو تفشل في تلبية متطلبات التطبيق الخاص بك. لقد رأيت العديد من المهندسين يعانون من هذا القرار.
عادةً ما يكون أفضل برونز للتشغيل الآلي هو برونز الألومنيوم C954 للتطبيقات العامة، وبرونز الألومنيوم C642 لمقاومة التآكل، والنحاس C360 للعمليات عالية السرعة. توفر هذه السبائك قابلية ممتازة للتشغيل الآلي، وخصائص ميكانيكية جيدة، وتآكل منخفض نسبيًا للأدوات مقارنةً بالتركيبات البرونزية الأخرى.
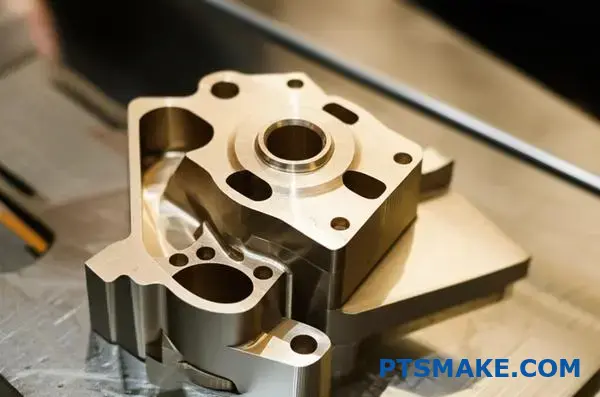
لقد عملت مع عدد لا يحصى من سبائك البرونز طوال حياتي المهنية، ويمكنني أن أخبرك أن اختيار السبائك المناسبة يُحدث فرقًا كبيرًا في عمليات التصنيع الآلي. يمكن أن يقلل البرونز المثالي من وقت الإنتاج، ويطيل عمر الأداة، ويقدم أداءً فائقًا للقطع. دعني أشاركك ما تعلمته عن هذه السبائك الرائعة وأساعدك على اتخاذ أفضل خيار لاحتياجاتك الخاصة بالتطبيق.
هل البرونز أسهل في الماكينة من الفولاذ؟
هل وجدت نفسك تتساءل عما إذا كان البرونز يوفر مسارًا أكثر سلاسة في الورشة مقارنةً بالفولاذ؟ أو ربما تساءلت عما إذا كان التصور الشائع عن قابلية البرونز للتشغيل الآلي صحيحًا دائمًا لكل سبيكة وتطبيق؟
نعم، بشكل عام، يعتبر البرونز أسهل في التشغيل الآلي من معظم درجات الفولاذ الشائعة. ويرجع ذلك في المقام الأول إلى صلابة البرونز المنخفضة، والتوصيل الحراري الأفضل، وتشكيل البُرادة الذي يمكن التحكم فيه بشكل أكبر، مما يؤدي إلى سرعة أكبر في التشغيل الآلي وعمر أطول للأداة.
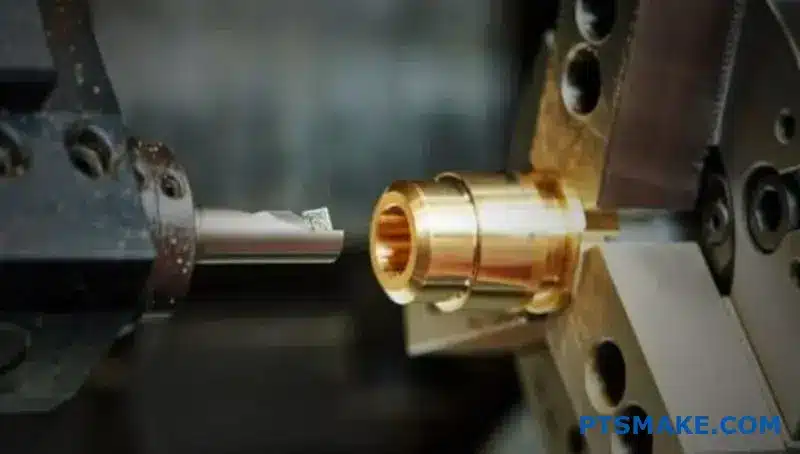
عندما نتحدث عن التصنيع الآلي، فإن سهولة قطع المواد أمر مهم للغاية. فهي تؤثر على كل شيء بدءًا من سرعة العمل وحتى تآكل أدوات القطع لدينا. في شركة PTSMAKE، نعمل في كثير من الأحيان مع كل من البرونز والفولاذ، والاختلافات في قابلية التشغيل الآلي واضحة تمامًا في عملياتنا اليومية.
فهم قابلية التصنيع: البرونز مقابل الفولاذ
قابلية التشغيل الآلي ليست مجرد صفة "نعم" أو "لا" بسيطة. إنها مجموعة من العوامل. دعنا نوضح سبب تفضيل البرونز في كثير من الأحيان لكونه أسهل في التعامل معه، خاصة في التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي البرونزي1 التطبيقات.
العوامل الرئيسية التي تؤثر على قابلية التشغيل الآلي
- الصلابة والقوة: عادةً ما يكون الفولاذ، وخاصةً سبائك الفولاذ أو تلك التي تمت معالجتها بالحرارة، أكثر صلابة وقوة من البرونز. تعني الصلابة الأعلى أن هناك حاجة إلى قوة أكبر لقطع المادة، مما يضع المزيد من الضغط على أداة القطع والماكينة. وعلى الرغم من تنوع السبائك البرونزية، إلا أن سبائك البرونز عادةً ما تكون أقل على مقياس الصلابة.
- التوصيل الحراري: عادةً ما تتمتع السبائك البرونزية بتوصيل حراري ممتاز. وهذا يعني أنها تبدد الحرارة من منطقة القطع بشكل أكثر فعالية من العديد من أنواع الفولاذ. تراكم حرارة أقل يعني أدوات أكثر برودة، وهو ما يمكن أن يطيل عمر الأداة بشكل كبير ويسمح بسرعات قطع أعلى.
- تشكيل الرقاقة: هذا جانب مهم للغاية. غالبًا ما ينتج البرونز برادة صغيرة يمكن التحكم فيها وتتكسر بسهولة ويتم إزالتها بعيدًا عن منطقة القطع دون الكثير من العناء. يمكن أن تنتج العديد من أنواع الفولاذ، خاصةً الفولاذ الأكثر ليونة وسلاسة، برادة طويلة متشابكة يمكن أن تتشابك حول الأداة أو قطعة العمل، مما يؤدي إلى تشطيب سطح رديء واحتمال كسر الأداة.

مقارنة سريعة
ولإعطائك صورة أوضح، إليك مقارنة مبسطة تستند إلى الخصائص العامة. تذكر أن السبائك المحددة داخل كل من عائلتي البرونز والصلب يمكن أن تختلف بشكل كبير.
| الميزة | البرونزية (عام) | الفولاذ (الكربون/السبائك الشائعة) |
|---|---|---|
| الصلابة | أقل | أعلى |
| التوصيل الحراري | أعلى | أقل |
| خصائص الرقاقة | غالبًا ما تكون صغيرة وهشة | يمكن أن تكون طويلة وخيطية |
| ارتداء الأدوات | أقل بشكل عام | أعلى بشكل عام |
| سرعات القطع | يمكن أن يكون أعلى | في كثير من الأحيان أقل |
| احتياجات التشحيم | يمكن أن تكون أقل تطلبًا | غالبًا ما تكون أكثر تطلبًا |
من واقع خبرتنا في شركة PTSMAKE، عندما يكون لدى العميل تصميم يمكن أن يستخدم أيًا من المادتين، وتكون سهولة التصنيع الآلي عاملًا مهمًا من حيث التكلفة أو الوقت، فإن البرونز غالبًا ما يمثل مسارًا أكثر وضوحًا. ومع ذلك، من الضروري أن نتذكر أن "الفولاذ" فئة واسعة. تم تصميم بعض أنواع الفولاذ الذي يمكن تشكيله آليًا بشكل حر لسهولة القطع، ويمكن أن تكون بعض سبائك البرونز المتخصصة أكثر صعوبة في العمل بها.

لا يتعلق الأمر فقط بمدى سرعة القطع. فجودة السطح النهائي ودقة الأبعاد التي يتم تحقيقها هي أيضًا جزء من معادلة قابلية التشغيل الآلي. يتيح البرونز عادةً الحصول على تشطيبات سطحية ممتازة بجهد أقل. وهذا يعني قضاء وقت أقل في عمليات التشطيب الثانوية، وهو ما يمكن أن يكون ميزة حقيقية في بيئات الإنتاج.
ما هو الفرق بين 932 و 954 برونز؟
هل أنت عالق بين 932 و954 برونز لقطعتك التالية؟ يمكن أن يؤثر اتخاذ القرار الخاطئ على الأداء والتكلفة، أليس كذلك؟
يتفوق برونز 932، أو برونز المحامل، في مقاومة التآكل للبطانات والمحامل. من ناحية أخرى، يوفر برونز الألومنيوم 954 قوة أعلى ومقاومة للتآكل، مما يجعله مناسبًا للتطبيقات الهيكلية والبحرية الأكثر تطلبًا. تملي تركيباتهما هذه المزايا المتميزة.

عندما تبحث عن سبائك البرونز، غالبًا ما تظهر سبائك البرونز 932 و954، ولكنهما يخدمان أغراضًا مختلفة تمامًا. وليس الأمر مجرد اختلاف بسيط؛ فتركيبتهما الأساسية تؤدي إلى خصائص أداء متميزة. في PTSMAKE، قمنا في شركة PTSMAKE بتصنيع كلاهما على نطاق واسع، وفهم هذه الاختلافات هو مفتاح نجاح تصنيع المكونات.
الاختلافات التركيبية الأساسية
يكمن الفرق الأساسي في عناصر السبائك الخاصة بهم.
برونز C932 (برونز محمل)
C932، المعروف غالباً باسم SAE 660، هو برونز القصدير. ويشمل تركيبه النموذجي النحاس والقصدير والرصاص والزنك. يعد محتوى الرصاص، الذي عادةً ما يكون حوالي 7%، أمرًا بالغ الأهمية لأنه يحسن بشكل كبير من قابلية التشغيل الآلي ويوفر خصائص تحمل ممتازة. وهذا يجعله مفضلاً للتطبيقات التي يكون فيها الاحتكاك مصدر قلق.
برونز C954 (برونز ألومنيوم)
أما C954، من ناحية أخرى، فهو برونز الألومنيوم. ويتكون في المقام الأول من النحاس والألومنيوم (حوالي 10-11%)، مع إضافات من الحديد وأحياناً النيكل. وتمنح هذه التركيبة C954 قوة فائقة ومقاومة ملحوظة للتآكل، خاصة ضد مياه البحر.
عرض الأداء والتطبيق
دعنا نقارن بينهما جنباً إلى جنب في المجالات الرئيسية:
| الميزة | C932 (برونزي محمل) | C954 (ألومنيوم برونزي) |
|---|---|---|
| الاستخدام الأساسي | المحامل والبطانات والغسالات | الهياكل، قطع غيار التآكل، البحرية |
| القوة | معتدل | عالية |
| مقاومة التآكل | جيد | ممتاز (خاصة لمياه البحر) |
| مقاومة التآكل | جيد (مضاد للاحتكاك) | جيد جداً (مقاومة التآكل) |
| قابلية التصنيع | ممتاز | مقبول إلى جيد (يمكن أن يكون كاشطاً) |
| قابل للمعالجة بالحرارة | لا يوجد | نعم (للخصائص المحسنة) |
عندما نقترب من التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي البرونزي2 المشروع، تؤثر هذه الخصائص بشكل مباشر على اختيار المواد. على سبيل المثال، إذا كان العميل يحتاج إلى مكونات عالية القوة للبيئة البحرية، فغالبًا ما يكون 954 هو الفائز الواضح. أما إذا كان التطبيق يتضمن تلامسًا منزلقًا وأحمالًا معتدلة، فعادةً ما يكون 932 أكثر ملاءمة وفعالية من حيث التكلفة في الماكينة. لقد رأينا مشاريع حيث أدى اختيار 932 لتطبيق عالي الإجهاد إلى فشل سابق لأوانه، وذلك ببساطة لأنه تم التغاضي عن قوة 954.

اعتبارات التصنيع
بينما يشتهر برونز الألومنيوم 932 بقابليته الممتازة للتشغيل الآلي بسبب محتواه من الرصاص، والذي يعمل كمزلق وكاشف للبُرادة؛ فإن برونز الألومنيوم 954 يمكن أن يكون أكثر صرامة على أدوات القطع. يمكن أن تجعله قوته الأعلى ووجود أكاسيد الألومنيوم أكثر كشطًا. وهذا لا يعني صعوبة تصنيع 954؛ فهو يتطلب فقط الأدوات والسرعات والتغذية المناسبة. في عمليات التصنيع الآلي باستخدام الحاسب الآلي للبرونز في PTSMAKE، نقوم بتعديل معلماتنا وفقًا لذلك لضمان الحصول على أفضل النتائج لكلا السبائكين. على سبيل المثال، غالبًا ما يُفضل استخدام أدوات الكربيد في 954 للتعامل مع طبيعته الكاشطة.
ما هو الروكويل البرونزي؟
هل تساءلت من قبل كيف يمكن لرقم بسيط مثل قيمة Rockwell أن يحدد مصير القطعة البرونزية الخاصة بك؟ أو ربما شعرت بالحيرة في محاولة ربط تصنيف الصلابة هذا بالأداء في العالم الحقيقي وقابلية التشغيل الآلي؟
صلابة روكويل للبرونز هي اختبار معياري يقيس مقاومته للمسافة البادئة، وعادةً ما يتم التعبير عنها بمقياس B (HRB). تشير هذه القيمة إلى الصلابة النسبية للبرونز، مما يؤثر بشكل مباشر على خصائص مقاومة التآكل والقوة وقابلية التشغيل الآلي لمختلف التطبيقات.

يعد فهم صلابة Rockwell أمرًا بالغ الأهمية عند اختيار سبيكة برونزية لأي استخدام. فهو ليس مجرد رقم مجرد؛ إنه مؤشر عملي لكيفية تصرف المادة. في شركة PTSMAKE، كثيرًا ما نشير إلى قيم روكويل لتوجيه عملائنا نحو أفضل خيارات المواد لاحتياجاتهم الخاصة، خاصةً عند التعامل مع المكونات الدقيقة التي تتطلب خصائص ميكانيكية محددة.
فك شفرة صلابة روكويل للسبائك البرونزية
إذًا، ماذا يخبرنا اختبار روكويل بالضبط عن البرونز؟ في الأساس، يقيس الاختبار مقاومة المادة للتشوه الدائم عند الضغط على سطح البرونز بواسطة أداة ضغط محددة تحت حمولة ثابتة. وكلما كانت ضحالة عمق المسافة البادئة3كلما كانت المادة أكثر صلابة. بالنسبة لمعظم سبائك البرونز، فإن مقياس روكويل ب (باستخدام أداة تثبيط كروية فولاذية مقاس 1/16 بوصة وحمل رئيسي 100 كجم قدم) هو الأكثر شيوعًا.
لماذا هذا الرقم مهم
ترتبط قيمة صلابة Rockwell ارتباطًا مباشرًا بالعديد من سمات الأداء الرئيسية:
- مقاومة التآكل: وبشكل عام، توفر البرونزات الأكثر صلابة (قيم HRB الأعلى) مقاومة أفضل للتآكل الكاشطة. وهذا أمر بالغ الأهمية للأجزاء مثل المحامل والبطانات والتروس.
- القوة: على الرغم من أنه ليس مقياساً مباشراً لقوة الشد أو الخضوع، إلا أنه غالباً ما يكون هناك ارتباط إيجابي. تميل البرونزات الأكثر صلابة إلى أن تكون أقوى.
- قابلية التشغيل الآلي: هنا يصبح الأمر مثيرًا للاهتمام. يمكن أن تكون البرونزات شديدة الصلابة أكثر صعوبة في الماكينة، مما قد يؤدي إلى زيادة تآكل الأدوات وإبطاء أوقات الإنتاج. وعلى العكس من ذلك، قد تؤدي البرونزات اللينة للغاية إلى ظهور برادة صمغية وتشطيبات سطحية رديئة. هناك نقطة محددة وفهم قيمة روكويل يساعد في العثور عليها من أجل
التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي البرونزيالمشاريع.

نطاقات روكويل النموذجية للبرونزات الشائعة
تُظهر سبائك البرونز المختلفة قيم صلابة روكويل مختلفة بسبب تركيباتها الكيميائية الفريدة، وفي بعض الحالات، المعالجات الحرارية. فيما يلي فكرة عامة عن بعض الخيارات الشائعة التي غالبًا ما نعمل بها في PTSMAKE:
| سبيكة برونزية | روكويل ب (HRB) النموذجي | الخصائص الرئيسية المتعلقة بالصلابة |
|---|---|---|
| C932 (برونزي محمل) | 55-65 | خصائص جيدة مضادة للاحتكاك، مقاومة معتدلة للتآكل |
| C954 (ألومنيوم برونزي) | 85-100 | قوة عالية، ومقاومة ممتازة للتآكل والتآكل |
| C863 (برونز المنجنيز) | 80-95 | قوة عالية جداً، وجيدة للأحمال الثقيلة، والتآكل المعتدل |
| C510 (فوسفور برونزي) | 70-85 | خصائص زنبركية جيدة، ومقاومة جيدة للإجهاد |
| C63000 (نيكل أل. برونز) | 90-100 (غالبًا ما تكون 90-100 (HRB/HRC) | قوة عالية جداً ومقاومة ممتازة للتآكل |
يقدم هذا الجدول لمحة سريعة. من المهم الرجوع إلى أوراق البيانات المحددة للدرجة التي تفكر فيها بالضبط، حيث يمكن أن تختلف القيم قليلاً بين الشركات المصنعة وظروف المواد (على سبيل المثال، حالات الصب مقابل حالات المعالجة بالحرارة للسبائك مثل C954). بعد مقارنة نتائج الاختبارات التي أجريناها على دفعات مختلفة، وجدنا أن هذه النطاقات متسقة تمامًا.

تطبيق معرفة روكويل على مشروعك
لا يكفي مجرد معرفة رقم روكويل. المفتاح هو تفسيرها في سياق متطلبات تطبيقك. إذا كنت تقوم بتصميم محمل عالي التحميل، فسيكون من الأفضل استخدام سبيكة مثل C954 أو C863 ذات قيم HRB أعلى. أما بالنسبة للبطانات ذات الأغراض العامة حيث تكون قابلية التشغيل الآلي عاملًا رئيسيًا أيضًا، قد تكون C932 خيارًا أكثر توازنًا. من خلال خبرتي التي تزيد عن 15 عامًا في مجال التصنيع الدقيق، رأيت أن اختيار المواد المدروسة جيدًا، مع مراعاة الصلابة إلى جانب الخصائص الأخرى مثل مقاومة التآكل أو التوصيل الحراري، أمر أساسي لنجاح المشروع.
ما هو معيار ASTM للبرونز؟
هل شعرت من قبل بالضياع في بحر من الأكواد، متسائلاً عن معيار ASTM الذي يحكم بالفعل البرونز الذي تحتاجه لتصميمك؟ أو ربما تشعر بالقلق من أن تجاهل المواصفات الصحيحة قد يعرض مشروعك بأكمله للخطر؟
تقوم ASTM الدولية بنشر مجموعة شاملة من المواصفات القياسية لسبائك البرونز، وتحدد تركيباتها الكيميائية وخصائصها الميكانيكية وأشكالها (مثل المسبوكات أو المنتجات المشغولة) وإجراءات الاختبار. تشمل المواصفات الرئيسية ASTM B505 لسبائك الصب المستمر و ASTM B22/B584 للمسبوكات الرملية، مما يضمن جودة متسقة.

إن فهم هذه المعايير هو أكثر من مجرد تمرين على تحديد المربعات، فهو أمر أساسي لتحقيق نتائج موثوقة ويمكن التنبؤ بها في مشاريعك الهندسية.
لماذا تعتبر معايير ASTM صديقتك
فكر في معايير ASTM كلغة عالمية للمواد. عندما تقوم بتحديد سبيكة برونز وفقًا لتسمية ASTM، فإنك تقوم بتوصيل المتطلبات الدقيقة لتركيبها الكيميائي، وكيف يجب أن يكون أداؤها ميكانيكيًا، وغالبًا ما يتم تصنيعها واختبارها. وهذا يساعد الجميع، من المسبك إلى ورشة الماكينات مثلنا في PTSMAKE، على أن يكونوا على نفس الصفحة. فهو يضمن حصولك على أداء المواد الذي تتوقعه ويساعد على منع الأخطاء المكلفة أو أعطال المواد في المستقبل. ومن واقع خبرتي، فإن الالتزام بهذه المعايير منذ البداية يوفر الكثير من المتاعب.
فك شفرة المواصفات البرونزية الشائعة لـ ASTM البرونزية
تبدأ مواصفات ASTM للمعادن عادةً بالحرف "B"، متبوعًا برقم. بالنسبة للبرونز، هناك العديد من المواصفات، وغالباً ما تكون مصممة خصيصاً لعملية التصنيع (مسبوكة أو مشغولة) وعائلة السبائك المحددة.
معايير البرونز المصبوب
يتم تشكيل مكونات البرونز المصبوب عن طريق صب البرونز المنصهر في قالب. تتضمن بعض معايير ASTM المستخدمة على نطاق واسع ما يلي:
- astm b505/b505m: يغطي هذا الأمر قضبان وقضبان وأنابيب وأشكال سبائك النحاس المصبوبة باستمرار. تندرج العديد من سبائك البرونز المحامل الشائعة مثل C93200 أو C95400 تحت هذا البند عند الصب المستمر. وتحدد المتطلبات الكيميائية والخصائص الميكانيكية النموذجية.
- ASTM B22/B22M: هذه المواصفات خاصة بمسبوكات الرمل المصنوعة من سبائك النحاس للجسور والأقراص الدوارة، وغالبًا ما تكون للاستخدامات الشاقة للغاية.
- ASTM B584: هذا الكتاب مهم للغاية بالنسبة للهندسة العامة، ويغطي سبائك النحاس المسبوكة بالرمل من سبائك النحاس للتطبيقات العامة. وهو يسرد العديد من السبائك الشائعة، بما في ذلك سبائك القصدير البرونزية، وبرونز القصدير المحتوية على الرصاص، وبرونز القصدير عالي التليد، وبرونز الألومنيوم.

معايير البرونز المشغول
يتم تشكيل البرونز المشغول ميكانيكيًا في شكله النهائي (على سبيل المثال، المدرفلة أو المسحوبة أو المبثوقة). وغالباً ما تعزز هذه العملية خصائصها الميكانيكية. المعايير الشائعة هنا هي:
- astm b139/b139m: تنطبق هذه المواصفة القياسية على قضبان وقضبان وأشكال البرونز الفوسفوري. يشتهر برونز الفوسفور بقوته وصلابته ومقاومته الجيدة للتآكل.
- أستم ب150/ب150 م: ويشمل ذلك قضبان وقضبان وأشكال برونز الألومنيوم. هذه السبائك ممتازة لقوتها العالية ومقاومتها للتآكل، خاصةً في البيئات البحرية. عندما نقوم بعمل
التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي البرونزيللتطبيقات الصعبة، غالبًا ما يتم النظر في المواد المحددة بموجب ASTM B150.
المعلومات الأساسية ضمن معيار ASTM البرونزي
إذًا، ماذا تجد بالضبط عندما تبحث عن إحدى مواصفات ASTM هذه؟ إنها مفصلة للغاية، ولسبب وجيه. ستجد عادةً
| فئة المعلومات | التفاصيل النموذجية المغطاة |
|---|---|
| النطاق | أنواع السبائك/أرقام UNS، الأشكال (المسبوكات، القضبان، الصفائح)، التطبيقات |
| الوثائق المرجعية | معايير ASTM الأخرى لطرق الاختبار، إلخ. |
| المصطلحات | تعريفات المصطلحات المستخدمة في المعيار |
| معلومات الطلب | ما الذي يجب تحديده عند الشراء |
| التركيب الكيميائي | حدود % لكل عنصر من عناصر السبائك (على سبيل المثال، النحاس، والشمس، والزنك، والزنك، والألمنيوم، والرصاص) |
| الخواص الميكانيكية | متطلبات قوة الشد، وقوة الخضوع، والاستطالة، والصلابة |
| الأبعاد والتفاوتات المسموح بها | الاختلافات المسموح بها في الحجم والشكل |
| الصنعة واللمسات النهائية والمظهر الخارجي | توقعات الجودة لسطح المادة |
| أخذ العينات والاختبار | إجراءات أخذ العينات وإجراء الاختبارات |
| التصديق | متطلبات تقارير اختبار المواد |
فهم هذه المعادن4 وتفاصيل الأبعاد أمر حيوي. في شركة PTSMAKE، عندما يحدد العميل درجة ASTM، فإننا نستخدم المعيار للتحقق من المواد الخام الواردة والتأكد من أن عمليات التصنيع لدينا تتماشى مع أي متطلبات محددة، مما يضمن أن الأجزاء النهائية تلبي أداء التصميم المقصود. إنه جزء مهم من ضمان الجودة لدينا.
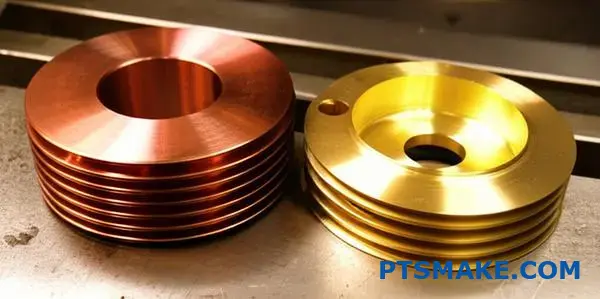
ما الذي يعادل C84400 البرونزي؟
هل وجدت صعوبة في تحديد بديل مثالي لبرونز C84400 البرونزي عندما يكون غير متوفر أو غير مثالي لجانب معين من مشروعك؟ قد يكون إيجاد هذا التوازن أمراً صعباً، أليس كذلك؟
على الرغم من عدم وجود سبيكة واحدة متطابقة تمامًا، إلا أن السبيكة C83600 (SAE 40) تعتبر على نطاق واسع أقرب مكافئ وظيفي للبرونز C84400. ويرجع ذلك إلى التركيبات الكيميائية المتشابهة للغاية، والخصائص الميكانيكية المتشابهة، وقابلية التشغيل الآلي الجيدة، ومقاومة التآكل.

النحاس C84400، المعروف غالبًا باسم النحاس شبه الأحمر أو النحاس شبه الأحمر المحتوي على الرصاص، هو خيار شائع لتجهيزات السباكة للأغراض العامة والتركيبات وصمامات الضغط المنخفض. وتأتي جاذبيته من مزيج جيد من القوة المعتدلة والمقاومة الجيدة للتآكل وقابلية التشغيل الآلي الممتازة، ويرجع ذلك في المقام الأول إلى محتواه من الرصاص. ومع ذلك، تنشأ حالات يكون فيها البديل ضروريًا، ربما بسبب التوافر، أو بسبب متطلبات تنظيمية محددة (مثل حدود الرصاص الأكثر صرامة في بعض التطبيقات)، أو الرغبة في خصائص أداء مختلفة قليلاً.
فهم المنافس الرئيسي: C83600 (SAE 40)
يتطابق C83600، الذي يشار إليه عادةً باسم البرونز 85-5-5-5-5 (يشير إلى تركيبته الاسمية المكونة من 85% نحاس، و5% قصدير، و5% رصاص، و5% زنك)، بشكل وثيق للغاية مع C84400. إن الخصائص المعدنية5 هاتين السبيكتين متشابهتين تمامًا. في PTSMAKE، عندما يبحث العملاء عن بديل لـ C84400 من أجل التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي البرونزي التطبيقات، غالبًا ما يكون C83600 هو أول ما نوصي به.
إليك مقارنة سريعة تستند إلى خصائص نموذجية:
| الممتلكات | C84400 (نموذجي) | C83600 (نموذجي) |
|---|---|---|
| النحاس (النحاس) | ~81% | ~85% |
| القصدير (Sn) | ~3% | ~5% |
| الرصاص (Pb) | ~7% | ~5% |
| الزنك (Zn) | ~9% | ~5% |
| قوة الشد | 241 ميجا باسكال (35 كسي) | 255 ميجا باسكال (37 كسي) |
| قوة المردود | 117 ميجا باسكال (17 كسي) | 124 ميجا باسكال (18 كسي) |
| تصنيف قابلية التشغيل الآلي | 80 (قطع النحاس الحر = 100) | 90 (قطع النحاس الحر = 100) |
كما يمكنك أن ترى من بياناتنا الداخلية ومعاييرنا الصناعية، فإن C83600 يوفر بشكل عام قوة أعلى قليلاً وقابلية أفضل للتشغيل الآلي. كما يمكن أن يكون محتوى الرصاص المنخفض في C83600 ميزة في المناطق ذات اللوائح البيئية أو الصحية الأكثر صرامة.

الاعتبارات الأخرى والبدائل المحتملة
على الرغم من أن C83600 هي أقرب مكافئ شامل، إلا أنه يمكن النظر في سبائك أخرى اعتمادًا على الخاصية الأكثر أهمية للاستخدام الخاص بك:
إذا كانت خصائص التحمل المحسنة مطلوبة:
- C93200 (C93200 (SAE 660 محمل برونزي): تحتوي هذه السبيكة على محتوى أعلى من الرصاص (عادةً 6-8%) والقصدير (6.3-7.5%)، مما يجعلها متفوقة في تطبيقات المحامل والبطانات حيث تكون مقاومة التآكل والخصائص المضادة للاحتكاك ذات أهمية قصوى. ومع ذلك، فإن قوته الميكانيكية الكلية مماثلة أو أقل قليلاً من C84400/C83600.
إذا كانت هناك حاجة إلى قوة أعلى (ويمكن التضحية ببعض قابلية التشغيل الآلي):
- C86300 (برونز المنغنيز): يوفر هذا النوع قوة شد وإنتاجية أعلى بكثير ولكنه أصعب في التشغيل الآلي. إنه ليس مكافئاً مباشراً ولكنه زيادة في القوة إذا لزم الأمر.
خلال أكثر من 15 عامًا في شركة PTSMAKE، قمنا بتوجيه العديد من العملاء خلال هذه الفروق الدقيقة في اختيار المواد. المفتاح هو تحديد متطلبات الأداء الأكثر أهمية. على سبيل المثال، إذا كان إحكام الضغط هو الشاغل الرئيسي لمكون السباكة، فإن كلاً من C84400 و C83600 يؤديان أداءً جيدًا. إذا كان الجزء الذي سيشهد المزيد من الأحمال الديناميكية أو التآكل، فقد نميل إلى سبيكة مختلفة قليلاً بعد مناقشة المفاضلة.

في نهاية المطاف، يعتمد المكافئ "الأفضل" على المتطلبات المحددة للجزء الخاص بك. توفر C83600 نقطة بداية ممتازة وغالبًا ما تكون بديلاً مباشرًا للعديد من تطبيقات C84400، خاصةً عندما تكون سهولة التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي البرونزي عامل
كيف تعمل الماكينات بنظام التحكم الرقمي على تحسين جودة القِطع البرونزية؟
هل تكافح للحصول على قطع برونزية تلبي معايير الجودة الخاصة بك باستمرار؟ هل تسبب لك الاختلافات والعيوب صداعًا وتأخيرات في المشروع؟
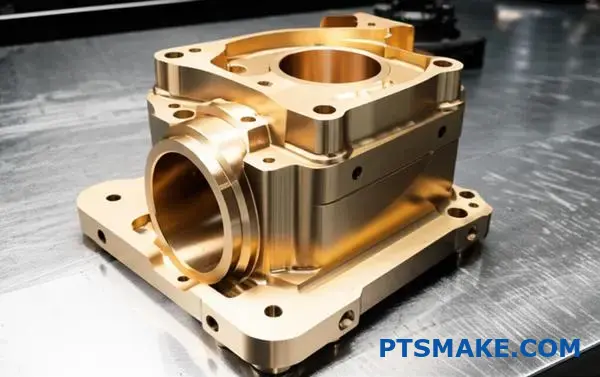
تعمل الماكينات بنظام التحكم الرقمي على تحسين جودة القِطع البرونزية من خلال توفير دقة فائقة، وإمكانية تكرار متناسقة، وتشطيبات سطحية ممتازة، وإمكانية إجراء عمليات هندسية معقدة، كل ذلك مع الحفاظ على السلامة الهيكلية للمادة وتقليل العيوب.

عندما نتحدث عن صنع قطع برونزية من الدرجة الأولى، فإن التصنيع الآلي باستخدام الحاسب الآلي (التحكم العددي الحاسوبي) يبرز حقًا. إنها عملية تجلب مستوى من الدقة والموثوقية لا يمكن للطرق القديمة أن تضاهيها في كثير من الأحيان. في شركة PTSMAKE، نعتمد بشكل كبير على تقنية التحكم الرقمي باستخدام الحاسوب لتقديم الجودة التي يتوقعها عملاؤنا لمكوناتهم البرونزية.
دقة منقطعة النظير وتفاوتات تفاوتات ضيقة
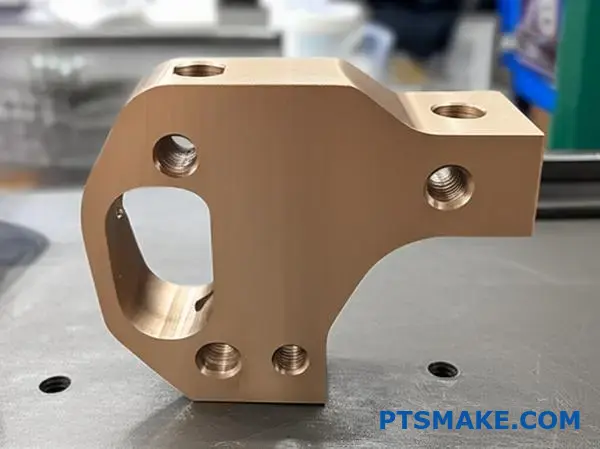
تتبع ماكينات التحكم الرقمي باستخدام الحاسوب المخططات الرقمية الدقيقة. وهذا يعني أنها تنحت البرونز بدقة مذهلة. فهي تقلل حقاً من الأخطاء البشرية. لذا، فإننا في PTSMAKE، نحقق باستمرار تفاوتات ضيقة لا يمكن للطرق اليدوية القديمة الوصول إليها.
فكر في صنع الكثير من البطانات البرونزية لتجميع كبير. بالنسبة لهذه الأنواع من المشاريع، يضمن التصنيع الآلي باستخدام الحاسب الآلي أن يكون كل جزء متماثل تمامًا تقريبًا. يعد هذا النوع من الاتساق إضافة كبيرة للجودة عند القيام بما يلي التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي البرونزي.

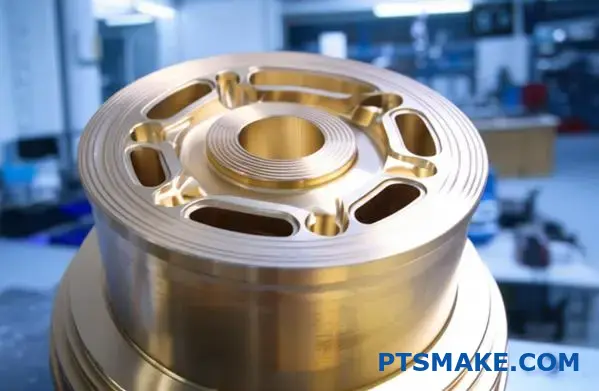
تشطيبات أفضل للأسطح والأشكال المعقدة
ومن المكاسب الكبيرة الأخرى هي تشطيب السطح. يمكن لماكينات التحكم الرقمي باستخدام الحاسب الآلي أن تجعل القِطع البرونزية فائقة النعومة مباشرةً من الماكينة. وهذا يعني غالبًا قضاء وقت أقل، أو عدم قضاء أي وقت، في صقلها بعد ذلك. وهذا يوفر الوقت والمال، وهو أمر نهدف إليه دائمًا في مشاريعنا.
بالإضافة إلى أن الماكينات بنظام التحكم الرقمي رائعة لصنع أشكال معقدة. لقد استخدمناها لصنع بعض القطع البرونزية المفصلة حقاً، سواءً كانت للأعمال الفنية أو لأعمال محددة للغاية. ستكون محاولة صنعها بالطرق القديمة صعبة للغاية، إن لم تكن مستحيلة.
الحفاظ على قوة البرونز واستخدام مواد أقل
يعمل التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي عن طريق قطع المواد بعناية. تساعد هذه الطريقة المضبوطة في العمل على حماية القوة الداخلية للبرونز و السلامة المعدنية6. يمكننا ضبط القطع بشكل صحيح لتجنب الإجهاد أو الحرارة الزائدة. وهذا مهم للغاية بالنسبة لبعض أنواع البرونز التي لا تحب السخونة الشديدة.
عند مقارنتها بشيء مثل الصب التقليدي, التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي البرونزي غالبًا ما يعني عددًا أقل من العيوب المخفية داخل الجزء، مثل فقاعات الهواء الصغيرة. لذا، تحصل على جزء أقوى وأكثر موثوقية. بالإضافة إلى أن الدقة المتناهية تعني إهدار برونز أقل. مما رأيناه في عملنا في PTSMAKE، إليك نظرة سريعة على كيفية تكديسها:
| الميزة | التصنيع الآلي باستخدام الحاسب الآلي البرونزي | برونز الصب التقليدي |
|---|---|---|
| الدقة | عالية جداً | متوسطة إلى منخفضة |
| تشطيب السطح | ممتاز | مقبول إلى جيد (يحتاج إلى مزيد من العمل) |
| التعقيد | عالية (تفاصيل معقدة) | معتدل (أشكال أبسط) |
| النفايات المادية | أقل (قطع فعال) | أعلى (على سبيل المثال، البوابات، الرفوف) |
| العيوب الداخلية | نادرة | إمكانية المسامية |
هذه القدرة على تحسين كل جانب من جوانب الجزء البرونزي، من أبعاده إلى سطحه، هي السبب في أن التصنيع الآلي باستخدام الحاسب الآلي هو حجر الزاوية في التصنيع الحديث للمكونات عالية الجودة.
ما هي التفاوتات المسموح بها التي يمكن تحقيقها في البرونز المُصنع باستخدام الحاسب الآلي؟
هل تسعى للحصول على تلك الأبعاد فائقة الدقة لمكوناتك البرونزية؟ هل وجدت من قبل أن الطبيعة الفريدة لسبائك البرونز تجعل الوصول إلى أهداف التفاوتات الدقيقة أمرًا صعبًا بعض الشيء؟
عادةً ما يمكن أن تحقق الماكينات بنظام التحكم الرقمي تفاوتات تفاوتات تفاوت للقِطع البرونزية تتراوح من ± 0.005 بوصة (± 0.127 مم) إلى ± 0.001 بوصة (± 0.025 مم). وغالبًا ما تكون التفاوتات الأكثر دقة ممكنة مع المعدات المتخصصة، والتحكم الدقيق في العملية، وتعتمد على سبيكة البرونز المحددة وتعقيدات القِطع.
إن تحقيق التفاوتات الدقيقة في البرونز الميكانيكي باستخدام ماكينة بنظام التحكم الرقمي لا يتعلق فقط بامتلاك ماكينة جيدة؛ بل هو مزيج من العوامل. من خلال عملي لأكثر من 15 عامًا في التصنيع الدقيق، تعلمت أن فهم هذه المتغيرات هو مفتاح النجاح. عندما نتعامل في PTSMAKE مع مشروع يتضمن التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي البرونزي، فإننا نراعي عدة جوانب مهمة لضمان تلبية مواصفات عملائنا، وغالباً ما نتجاوزها.
العوامل الرئيسية التي تؤثر على تفاوتات التفاوتات المسموح بها في تصنيع البرونز
تلعب عدة عناصر دوراً حاسماً في تحديد الدقة النهائية للجزء البرونزي. ويُعد الحصول على هذه العناصر بشكل صحيح أمراً أساسياً.
دور اختيار السبائك البرونزية
لا تتساوى جميع سبائك البرونز عندما يتعلق الأمر بالحفاظ على التفاوتات الضيقة. فبعضها، مثل البرونز المحتوي على الرصاص (مثل C93200)، يتميز بقابليته للتشغيل الآلي، مما قد يساهم في التحكم في الأبعاد بشكل أفضل. والبعض الآخر، مثل برونز الألومنيوم (مثل C95400)، أقوى وأكثر مقاومة للتآكل ولكن يمكن أن يكون أكثر صعوبة في الماكينة إلى حدود دقيقة للغاية بسبب صلابتها. من المهم ثبات السبيكة المتأصل وكيفية تفاعلها مع قوى القطع.

قدرات ماكينات التحكم الرقمي CNC والأدوات
تعتبر جودة وحالة ماكينة بنظام التحكم الرقمي نفسها ذات أهمية قصوى. إن الماكينة التي تتم صيانتها جيدًا والمزودة بأعمدة دوران عالية الجودة، والحد الأدنى من رد الفعل العكسي، والبنية القوية ستنتج بطبيعتها قطعًا أكثر دقة. تقلل أدوات القطع الحادة والمناسبة المصممة للبرونز، إلى جانب التغذية والسرعات المحسّنة، من قوى القطع وانحراف الأداة، مما يؤدي إلى تحكم أفضل في التفاوت. في المشاريع السابقة في PTSMAKE، شهدنا تحسينات كبيرة بمجرد اختيار هندسة الأداة المثلى لرتبة برونزية معينة.
تصميم الأجزاء والتعقيد الهندسي
يؤثر تصميم الجزء نفسه بشدة على التفاوتات التي يمكن تحقيقها. يمكن أن تشكل ميزات مثل الجدران الرقيقة جدًا أو الجيوب العميقة والضيقة أو الأشكال الهندسية الداخلية المعقدة تحديًا. قد تنحرف المقاطع الرقيقة تحت ضغط القطع، في حين أن التجاويف العميقة يمكن أن تجعل تفريغ البُرادة صعبًا، مما قد يؤثر على تشطيب السطح والدقة.
الاعتبارات الحرارية في التصنيع الآلي للبرونز
تتمدد سبائك البرونز، مثل جميع المعادن، وتنكمش مع تغيرات درجة الحرارة. إن معامل التمدد الحراري7 (CTE) بين سبائك البرونز المختلفة. أثناء التصنيع الآلي، تتولد الحرارة، وإذا لم تتم إدارتها بشكل صحيح باستخدام سوائل التبريد ومعلمات القطع المناسبة، فقد تتسبب في تمدد قطعة العمل. وإذا لم يتم أخذ هذا التمدد في الحسبان، فهذا يعني أن الجزء قد يكون خارج نطاق التحمل بمجرد أن يبرد إلى درجة الحرارة المحيطة. لقد تعلمنا من خلال التطوير الدقيق للعملية كيفية التخفيف من هذه التأثيرات الحرارية بفعالية.
التفاوتات القياسية مقابل التفاوتات الدقيقة للبرونز المُصنع باستخدام الحاسب الآلي
على الرغم من وجود إرشادات عامة، إلا أن التسامح "القابل للتحقيق" غالباً ما يكون خاصاً بالمشروع.
| فئة التسامح | النطاق النموذجي (بوصة) | النطاق النموذجي (مم) | الملاحظات |
|---|---|---|---|
| قياسي | ±0.005" - ±0.010" | ± 0.127 مم - ± 0.254 مم | مناسبة للعديد من التطبيقات العامة. |
| الدقة | ±0.001" - ±0.004" | ± 0.025 مم - ± 0.102 مم | يتطلب إعدادًا دقيقًا، وأدوات جيدة، وتحكمًا في العملية. |
| عالية الدقة | < ±0.001" | < ± 0.025 مم | غالبًا ما تتضمن آلات وبيئات وتقنيات متخصصة. |
غالبًا ما يتطلب تحقيق هذه الأرقام عالية الدقة، خاصةً التي تقل عن ± 0.001 بوصة، عمليات ثانوية مثل الطحن أو الصقل، خاصةً إذا كانت سبيكة البرونز في الجانب الأكثر صعوبة في الماكينة. ومع ذلك، بالنسبة للعديد من التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي البرونزي التطبيقات، يكون نطاق الدقة في حدود إمكانيات مراكز الماكينات بنظام التحكم الرقمي الحديثة عند تشغيلها بخبرة. في شركة PTSMAKE، نناقش دائمًا متطلبات التفاوت المسموح به مقدمًا لمواءمة التوقعات وضمان تحسين استراتيجية التصنيع لتلبية احتياجات العميل.
ما هي حدود استخدام البرونز في التصنيع باستخدام الحاسب الآلي؟
هل تظن أن البرونز هو الأنسب لكل عمل باستخدام الحاسب الآلي؟ هل يمكن أن يؤدي التغاضي عن عيوبه المحددة إلى عقبات غير متوقعة في التصميم أو الإنتاج لمكوناتك؟
تشمل القيود الرئيسية تكلفة المواد المرتفعة نسبيًا مقارنةً ببعض أنواع الفولاذ أو الألومنيوم، ونسبة القوة إلى الوزن الأقل من بعض البدائل، واحتمالية حدوث تآكل في بعض السبائك إذا لم يتم تحسين معايير التشغيل الآلي. كما أن أنواع معينة من البرونز لها استخدامات متخصصة وليست عالمية.

على الرغم من أن البرونز يوفر العديد من المزايا للمكونات المشكّلة آليًا باستخدام ماكينات بنظام التحكم الرقمي، إلا أنه ليس دائمًا الخيار الأمثل للمواد في كل حالة. إن فهم حدوده لا يقل أهمية عن معرفة نقاط قوته. في PTSMAKE، نؤمن في شركة PTSMAKE بتقديم رؤية متوازنة لمساعدتك في اتخاذ أفضل القرارات لمشاريعك.
اعتبارات التكلفة
يمكن أن يكون أحد القيود الأساسية هو التكلفة المادية الأولية.
سعر المواد الخام
وبوجه عام، تميل سبائك البرونز إلى أن تكون أغلى لكل رطل أو كيلوغرام من العديد من الدرجات الشائعة من الصلب أو الألومنيوم. يمكن أن يكون هذا الفرق كبيرًا، خاصةً بالنسبة للأجزاء الكبيرة أو عمليات الإنتاج بكميات كبيرة. وهذا عامل نناقشه دائمًا مع العملاء عند استكشاف خيارات المواد.
قابلية بعض السبائك للتشغيل الآلي
على الرغم من أن العديد من سبائك البرونز معروفة بقابليتها الجيدة إلى الممتازة للتشغيل الآلي، إلا أن بعض السبائك البرونزية عالية القوة أو المتخصصة (مثل بعض أنواع البرونز المصنوعة من الألومنيوم أو برونز المنجنيز) يمكن أن تكون أكثر صرامة وأكثر كشطًا على أدوات القطع. يمكن أن يؤدي ذلك إلى سرعات تصنيع أبطأ قليلاً أو زيادة تآكل الأدوات، مما قد يؤدي إلى زيادة التكلفة الإجمالية ل التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي البرونزي الأجزاء.

نسبة القوة إلى الوزن
عندما تكون الكفاءة الإنشائية أمرًا بالغ الأهمية، قد لا يكون البرونز دائمًا هو المنافس الأول.
المقارنة مع البدائل
بينما توفر سبائك البرونز قوة جيدة، يمكن أن توفر مواد مثل سبائك الفولاذ المعالج بالحرارة أو بعض سبائك الألومنيوم نسبة قوة إلى وزن أعلى. إذا كان تقليل وزن المكونات إلى الحد الأدنى مع زيادة القوة إلى أقصى حد هو الدافع الأساسي للتصميم، فقد تكون البدائل أكثر ملاءمة.
إليك مقارنة عامة جداً:
| الميزة | برونزي (نموذجي) | الفولاذ (الكربون/السبائك) | ألومنيوم (سبيكة) |
|---|---|---|---|
| الكثافة (تقريبًا) | أعلى | أعلى | أقل |
| القوة (نموذجي) | متوسط إلى مرتفع | عالية إلى عالية جداً | متوسط إلى مرتفع |
| القوة إلى الوزن | أقل | متوسط إلى مرتفع | أعلى |
هذه وجهة نظر مبسطة بالطبع، حيث تختلف السبائك المحددة داخل كل فئة بشكل كبير.
تحديات السبائك والمعالجة المحددة
تأتي بعض سبائك البرونز مع مجموعة من الاعتبارات الخاصة بها.
الغل والتآكل
يمكن أن تكون بعض سبائك البرونز، خاصةً تلك ذات الصلابة المنخفضة أو بعض التركيبات، عرضة للتآكل أو القابلية للتآكل اللحام البارد8 عند التلامس المنزلق مع المعادن الأخرى، بما في ذلك أدوات القطع إذا لم تتم إدارتها. وهذا يتطلب اختيارًا دقيقًا لمعلمات القطع وطلاء الأدوات ومواد التبريد. وقد أظهرت خبرتنا في PTSMAKE في المشاريع السابقة أن الإعدادات المحسّنة تخفف من هذا الأمر بفعالية.
الفروق البيئية والتطبيقية الدقيقة
تواجه سبائك البرونز المحتوية على الرصاص، على الرغم من أنها توفر قابلية ممتازة للتشغيل الآلي، قيودًا متزايدة في بعض التطبيقات (مثل أنظمة مياه الشرب أو المنتجات المتوافقة مع RoHS) بسبب المخاوف البيئية والصحية بشأن الرصاص. أيضًا، ليست كل سبيكة برونز مناسبة لكل بيئة؛ على سبيل المثال، قد لا يكون أداء بعضها جيدًا في حالات التعرض للمواد الكيميائية شديدة الحموضة أو في حالات التعرض لمواد كيميائية محددة حيث قد يتفوق الفولاذ المقاوم للصدأ المتخصص. فالأمر يتعلق بمطابقة البرونز المناسب للوظيفة المناسبة، وهو مبدأ نلتزم به التزاماً وثيقاً.
استكشف كيفية أداء سبائك برونزية محددة في التصنيع الآلي باستخدام الحاسب الآلي، مما يؤثر على السرعة وعمر الأداة وجودة التشطيب. ↩
تعرّف على المزيد حول اختيار سبيكة البرونز المناسبة لاحتياجاتك وتطبيقاتك الخاصة من الماكينات بنظام التحكم الرقمي. ↩
فهم كيف تؤثر معلمة الاختبار المحددة هذه بشكل مباشر على ملاءمة المواد للاحتياجات الهندسية المتنوعة. ↩
اكتشف سبب أهمية هذه التفاصيل المعدنية لاختيار المواد وجودتها. ↩
اكتشف كيف تحدد هذه البنى الداخلية قوة المادة وليونتها وقابليتها للتشغيل الآلي. ↩
تعرّف على كيفية تأثير بنية المادة على أداء القِطع ومتانتها. ↩
افهم كيف تؤثر خاصية هذه المادة بشكل حاسم على الدقة أثناء التصنيع الآلي للمكونات البرونزية وبعده. ↩
تعرّف على عملية الالتصاق هذه المهمة لفهم توافق المواد في التصنيع الآلي. ↩






