

هل تواجه صعوبة في فهم ماهية الماكينات السويسرية وكيف تختلف عن الماكينات بنظام التحكم الرقمي التقليدية؟ يقع العديد من المهندسين ومديري المشتريات في حيرة من أمرهم بشأن هذه التقنية المتخصصة، مما يؤدي غالبًا إلى طلب نوع خاطئ من الماكينات للقطع الدقيقة. ويمكن أن تكون العواقب مكلفة - مع إهدار المواد، وفوات المواعيد النهائية، والأجزاء التي لا تلبي مواصفاتك ببساطة.
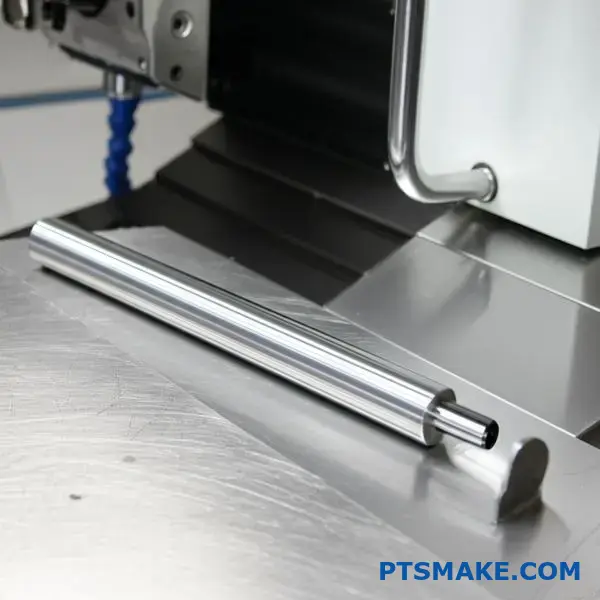
إن الخراطة السويسرية هي عملية خراطة متخصصة تستخدم غُرَابًا رأسيًا منزلقًا لتغذية المواد من خلال جلبة توجيه، مما يسمح بدقة استثنائية على القِطع الصغيرة والمعقدة. تتفوق هذه التقنية في إنتاج مكونات طويلة ونحيلة ذات تفاوتات ضيقة تصل إلى 0.0001 بوصة.
بعد أن عملت مع العديد من العملاء الذين خلطوا في البداية بين الخراطة السويسرية والتشغيل الآلي التقليدي، يمكنني أن أخبرك أن فهم الفرق أمر بالغ الأهمية لنجاح مشروعك. سواء كنت تقوم بتصميم أجهزة طبية أو مكونات فضائية أو إلكترونيات دقيقة، فإن اختيار الماكينات الصحيحة يمكن أن يؤثر بشكل كبير على جودة المنتج والجدول الزمني والميزانية. دعني أشرح الجوانب الرئيسية للتصنيع الآلي السويسري حتى تتمكن من اتخاذ قرارات تصنيع مستنيرة.
لماذا تسمى آلة سويسرية؟
هل تساءلت يومًا ما إذا كانت "الماكينة السويسرية" تأتي بالفعل من سويسرا، أم أنها مجرد اسم؟ غالباً ما يطفو هذا السؤال على السطح، تاركاً المهندسين ومديري المشتريات فضوليين بشأن أصولها الحقيقية وقدراتها الفريدة.
يكرّم مصطلح "الماكينة السويسرية" بلد المنشأ مباشرة. فقد تم اختراعها في سويسرا في أواخر القرن التاسع عشر، خصيصاً لإنتاج البراغي والقطع الصغيرة والدقيقة للغاية اللازمة لصناعة الساعات الأسطورية في البلاد.

معضلة صانع الساعات: ضرورة للابتكار
لفهم الاسم حقاً، يجب أن ننظر إلى المشكلة التي حلّتها. واجه صانعو الساعات في أواخر القرن التاسع عشر تحدياً كبيراً: إنتاج مكوّنات طويلة ونحيلة بدقة مذهلة. وقد عانت المخارط التقليدية من هذه المشكلة، حيث كانت قطعة العمل تهتز أو تنحرف تحت ضغط أداة القطع، مما يفسد الدقة. ولدت المخرطة السويسرية من رحم هذه الضرورة. فقد كان تصميمها الثوري يدعم قطعة العمل بواسطة جلبة التوجيه1 قريبة للغاية من أداة القطع. وقد أدى ذلك إلى القضاء على الانحراف ومكّن من إنتاج كميات كبيرة من الأجزاء الصغيرة والمثالية التي كانت أساس هيمنة صناعة الساعات السويسرية على مستوى العالم. ولا يزال هذا المبدأ الأساسي أساسيًا في التصنيع الآلي السويسري الحديث باستخدام الحاسب الآلي.
| التحدي | مشكلة المخرطة التقليدية | حلول الماكينات السويسرية |
|---|---|---|
| انحراف الجزء | الأجزاء الطويلة والرفيعة تنحني بعيداً عن الأداة. | يتم دعم قطعة العمل عند نقطة القطع مباشرةً. |
| التحكم في التحمل | من الصعب الحفاظ على الاتساق على مدى الطول. | يتم الحفاظ على دقة عالية على طول الجزء بأكمله. |
| الاهتزاز | يتسبب في سوء تشطيب السطح وعدم الدقة. | تم تقليلها إلى الحد الأدنى بسبب الدعم القوي لقطعة العمل. |

من الكاميرات إلى البرمجة: تطور "السويسرية"
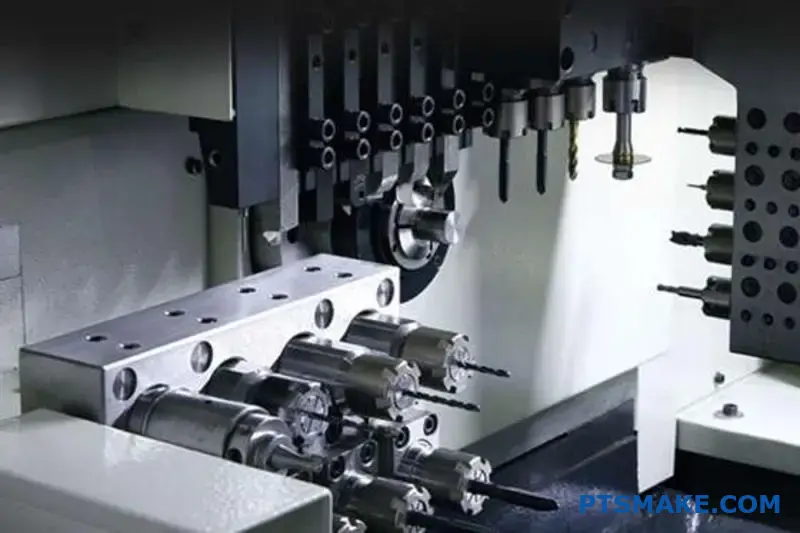
على الرغم من أن الاسم تاريخي، إلا أن معناه قد تطور. فقد كان يتم التحكم في الماكينات الأصلية ميكانيكياً بواسطة أنظمة كامات معقدة، وهي أعجوبة عصرها. واليوم، يشير مصطلح "الماكينة السويسرية" أو "الماكينة السويسرية بنظام التحكم الرقمي السويسري" إلى ماكينة تستخدم نفس مبدأ الغُرَاب الرأسي المنزلق ولكن يتم تشغيلها بواسطة التحكم العددي الحاسوبي المتقدم (CNC). في شركة PTSMAKE، عندما نناقش مشروعًا يتطلب التصنيع الآلي باستخدام الحاسب الآلي السويسري، فإننا نستفيد من إرث من الدقة التي تم تعزيزها بالتكنولوجيا الحديثة. لقد أصبح الاسم تصنيفاً - مرادفاً لعملية تصنيع محددة عالية الدقة وليس مجرد علامة جغرافية.
| الميزة | الماكينة الأصلية التي تعمل بالكاميرا | ماكينة CNC السويسرية الحديثة |
|---|---|---|
| نظام التحكم | الكامات الميكانيكية | التحكم العددي بالكمبيوتر (CNC) |
| وقت الإعداد | طويلة جداً ومعقدة | برمجة أسرع تعتمد على البرامج |
| نطاق التطبيق | أجزاء الساعة في المقام الأول | الفضاء والطيران والطب والإلكترونيات |

اكتسبت الماكينة السويسرية اسمها من أصولها السويسرية في صناعة الساعات، حيث حلت المشكلة الحرجة المتمثلة في تصنيع الأجزاء الصغيرة النحيلة بدقة عالية. ولا يزال هذا الإرث مستمراً حتى يومنا هذا، حيث تشير كلمة "سويسري" إلى عملية تصنيع محددة وعالية الدقة تُستخدم في العديد من الصناعات المتقدمة.
ما هو التصنيع الآلي باستخدام الحاسب الآلي القياسي؟
هل شعرت يومًا أن مصطلح "التصنيع الآلي باستخدام الحاسب الآلي" يُستخدم بشكل واسع جدًا بحيث يفقد معناه؟ يمكن أن يؤدي ذلك إلى حدوث ارتباك عند تحديد مواصفات المشروع، مما قد يؤدي إلى توقعات غير متوائمة بشأن التكلفة والقدرة.
إن التصنيع الآلي باستخدام الحاسب الآلي القياسي هو عملية تصنيع طَرْحي، حيث تقوم الأدوات التي يتم التحكم فيها بواسطة الكمبيوتر بقطع المواد من قطعة عمل ثابتة. تتحرك أداة القطع على طول محاور متعددة لتشكيل القطعة بدقة، مما يجعلها متعددة الاستخدامات لمجموعة كبيرة من المكونات.

لفهم قدراتها حقًا، من الأفضل تحليل آلياتها الأساسية. على عكس الماكينات ذات الطراز السويسري، فإن السمة المميزة للتشغيل الآلي باستخدام الحاسب الآلي القياسي هي أن قطعة العمل مثبتة في مكانها بينما تقوم أدوات القطع بكل الحركة. هذا النهج الأساسي هو ما يجعلها عملية مفضلة للعديد من التطبيقات. في المشاريع السابقة في شركة PTSMAKE، وجدنا أن هذه الطريقة فعالة بشكل لا يصدق في إنشاء أجزاء قوية من كتل صلبة من المواد. تعتمد العملية على تأمين قطع العمل2 لمنع أي حركة أو اهتزاز، وهو أمر بالغ الأهمية للحفاظ على الدقة. فكّر في الأمر وكأنك نحّات ينحت بعناية كتلة ثابتة من الرخام، ولكن بدقة روبوتية مذهلة.
الاختلافات التشغيلية الرئيسية
| أسبكت | التفريز باستخدام الحاسب الآلي الرقمي | الخراطة باستخدام الحاسب الآلي باستخدام الحاسب الآلي (مخرطة) |
|---|---|---|
| حركة قطعة العمل | ثابتة | تدوير |
| حركة الأداة | الدوران والتحرك على المحاور X، Y، Z | ثابت ويتحرك في القطعة |
| الأفضل لـ | الكتل والأسطح المسطحة والأشكال المعقدة | أجزاء أسطوانية أو مخروطية الشكل |

إن تعدد استخدامات الماكينات بنظام التحكم الرقمي القياسي هو أعظم نقاط قوتها. فهي تتفوق في إنتاج كل شيء بدءًا من النماذج الأولية لمرة واحدة وحتى عمليات الإنتاج الكبيرة. ونظرًا لأن قطعة العمل ثابتة، فهي مثالية للقطع الأكبر والأضخم التي تتطلب إزالة مواد كبيرة، مثل مكونات المحرك أو الضميمات أو الأقواس الهيكلية. ومع ذلك، فإن هذه الطريقة لها حدودها. عند تصنيع القِطع الطويلة والنحيلة جدًا، يمكن أن تتسبب المسافة من الظرف إلى نقطة القطع في انحراف المادة أو اهتزازها. وهذا يجعل من الصعب الحفاظ على تفاوتات تفاوتات ضيقة على طول الجزء بالكامل، وهي مشكلة تم تصميم الماكينات السويسرية بنظام التحكم الرقمي خصيصًا لحلها. يعد هذا التمييز أمرًا بالغ الأهمية لأي مهندس أو مدير مشتريات لفهمه قبل بدء المشروع.
حالات الاستخدام النموذجي
| التطبيق | المواد الشائعة | الميزة الرئيسية |
|---|---|---|
| النماذج الأولية | ألومنيوم، ABS، نايلون | السرعة والفعالية من حيث التكلفة |
| العلب والحاويات | ألومنيوم، فولاذ مقاوم للصدأ | القدرة على تصنيع القطع الكبيرة |
| الرقصات والتركيبات | فولاذ الأدوات، ديلرين (POM) | دقة ومتانة عالية |

تستخدم الماكينات بنظام التحكم الرقمي القياسية أدوات يتم التحكم فيها بالكمبيوتر على قطعة عمل ثابتة، مما يجعلها مثالية لمجموعة كبيرة من القطع، خاصةً الكبيرة منها. وفي حين أنها متعددة الاستخدامات، فإن القيد الرئيسي لها هو الحفاظ على الدقة في المكونات الطويلة والنحيلة بسبب الانحراف المحتمل للمواد.
كيف يحقق التصنيع باستخدام الحاسب الآلي السويسري دقة أعلى؟
هل سبق لك أن قمت بتحديد جزء بتفاوتات تفاوتات ضيقة من قبل، فقط لكي تفشل في الفحص؟ قد يكون الاختلاف الميكانيكي الدقيق بين التصنيع الآلي باستخدام الحاسب الآلي القياسي والسويسري هو العامل الحاسم الذي أغفلته.
تحقق الماكينات السويسرية باستخدام الحاسب الآلي دقة فائقة باستخدام جلبة توجيه تدعم الشُّغْلَة عند نقطة القطع مباشرةً. يعمل هذا التصميم على التخلص من انحراف المواد والاهتزاز، وهي مشاكل شائعة في الخراطة القياسية، مما يضمن تفاوتات متناسقة وضيقة، خاصةً في المكونات الطويلة والنحيلة.
ميزة الجلبة التوجيهية والغُرَاب الأمامي المنزلق
يكمن سر الدقة السويسرية في هندستها الفريدة من نوعها. فعلى عكس المخارط القياسية حيث تمتد قطعة العمل بعيدًا عن الظرف، تقوم الماكينة السويسرية بتغذية المواد من خلال جلبة توجيه. تعمل هذه البطانة كنقطة دعم صلبة، حيث تقوم الأدوات بقطع المخزون لحظة خروجه. يوفر هذا التصميم الصلابة3 وتزيل فعليًا الانحراف، وهو السبب الرئيسي لعدم الدقة في الأجزاء الطويلة والنحيلة.
يعمل الغُرَاب الأمامي المنزلق بالترادف مع البطانة. وبدلاً من أن تتحرك الأدوات على طول الشُّغْلَة لقطع المحور Z، يدفع غُرَاب الرأس نفسه مخزون العمود بالكامل إلى الأمام.
| الميزة | التصنيع الآلي باستخدام الحاسب الآلي السويسري | الخراطة القياسية باستخدام الحاسب الآلي بنظام التحكم الرقمي |
|---|---|---|
| دعم قطعة العمل | عند نقطة القطع | بعيداً عن الظرف/الكوليت |
| مخاطر الانحراف | الحد الأدنى | عالية على الأجزاء الطويلة/الرفيعة |
| حركة المحور Z | غراب الرأس يحرك المادة | تتحرك الأداة الدوّارة على طول السرير |
هذا المزيج هو السبب في قدرة الماكينات السويسرية بنظام التحكم الرقمي على الحفاظ على تفاوتات تفاوتات على مستوى الميكرون باستمرار.

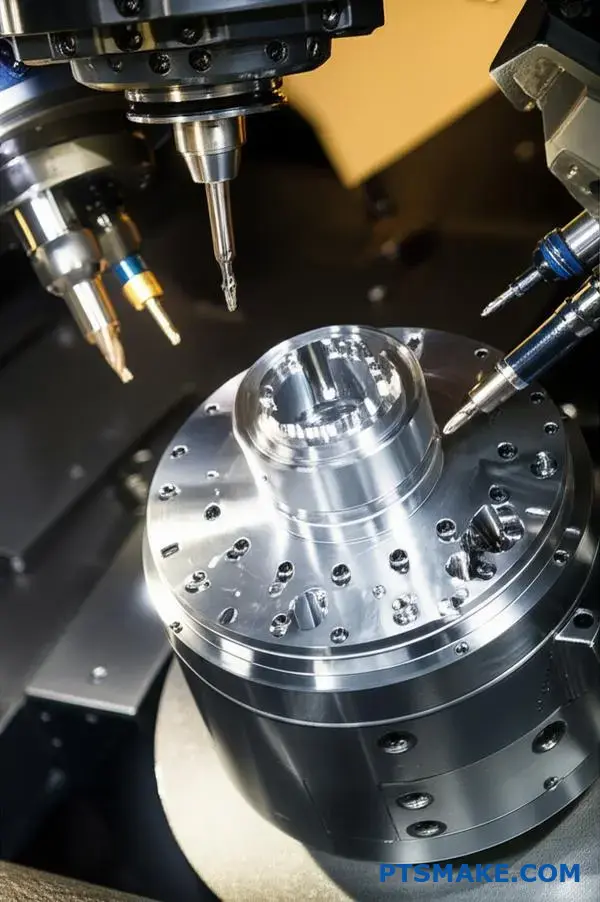
أكثر من مجرد خراطة: قوة الأدوات الحية
الماكينات السويسرية الحديثة ليست مجرد مخارط بسيطة؛ فهي مراكز تصنيع متعددة المحاور. وهي مجهزة بأدوات حية، مما يسمح بإجراء عمليات التفريز والحفر والاستدقاق على الجزء دون إزالته من الماكينة. هذه القدرة "المنجزة في واحد" هي حجر الزاوية الآخر لدقتها.
تقليل أخطاء الإعداد
في التصنيع الآلي القياسي، قد ينتقل جزء معقد من مخرطة إلى ماكينة تفريز للعمليات الثانوية. في كل مرة يتم فيها إعادة تثبيت الجزء، يتم إدخال أخطاء صغيرة غير دقيقة. من خلال إكمال جميع العمليات في إعداد واحد، فإن الماكينات بنظام التحكم الرقمي السويسرية تقضي على هذه الأخطاء التراكمية.
| أسبكت | عملية الإعدادات المتعددة | "دن في واحد" السويسرية |
|---|---|---|
| التعامل مع الجزء | يتطلب إعادة التركيب | لا يوجد تدخل يدوي |
| تكديس التسامح | تتراكم الأخطاء مع كل إعداد | تصغير إلى مسند واحد |
| كفاءة الإنتاج | أقل؛ بما في ذلك وقت الإعداد | أعلى؛ التصنيع الآلي المستمر |
ويضمن هذا النهج المتكامل، الذي نستخدمه في شركة PTSMAKE للمكونات المعقدة، أن تكون جميع الميزات الموجودة على الجزء متناسقة تمامًا مع بعضها البعض.
تنبع دقة الماكينات بنظام التحكم الرقمي السويسرية من تصميم جلبة التوجيه، التي تمنع انحراف المواد. وبالاقتران مع إمكانيات "الإنجاز في واحد" من الأدوات المباشرة، فإنها تكمل القِطع المعقدة في إعداد واحد، مما يزيل الأخطاء التراكمية الموجودة في العمليات متعددة الخطوات ويضمن دقة استثنائية.
كيف يحقق التصنيع الآلي باستخدام الحاسب الآلي السويسري قطعًا طويلة؟
هل سبق لك تصميم مسمار طويل ونحيف لتجد أن تصنيعه بقطر متناسق يمثل تحديًا كبيرًا؟ غالبًا ما تؤدي هذه المشكلة الشائعة إلى قطع خردة وتأخير المشروع.
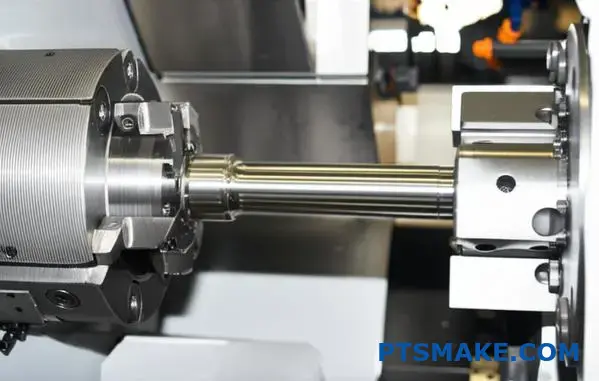
تأتي دقتها الاستثنائية من غراب الرأس المنزلق الفريد من نوعه ونظام جلبة التوجيه. وهذا يوفر دعمًا ثابتًا للمادة في مكان القطع مباشرة، مما يمنع بشكل فعال الانحناء والاهتزاز الذي يفسد الدقة في المكونات الطويلة.
الثبات عند نقطة القطع
المبدأ الأساسي وراء الماكينات السويسرية بنظام التحكم الرقمي هو القضاء على عدم الاستقرار. في المخرطة القياسية، فإن القطعة الطويلة المثبتة في طرف واحد فقط سوف تنحرف أو تهتز حتماً عندما تضغط الأداة في المنتصف. تحل الطريقة السويسرية هذه المشكلة عن طريق تغذية مخزون القضيب من خلال جلبة توجيه. تشغل أدوات القطع المادة على بعد ملليمترات فقط من نقطة الدعم هذه. ويخلق هذا الإعداد منطقة قطع مستقرة بشكل لا يصدق، مما يمنع الأداة من دفع المادة بعيدًا. هذا الثبات هو السبب الرئيسي الذي يجعل الخراطة السويسرية قادرة على إنتاج أجزاء ذات استقامة استثنائية وقطر موحد على طولها بالكامل. تقضي هذه العملية تقريبًا على مخاطر الثرثرة4وهو أمر بالغ الأهمية لتحقيق تشطيب السطح بشكل جيد.
| العامل | مخرطة قياسية | ماكينة CNC سويسرية |
|---|---|---|
| دعم قطعة العمل | عند الظرف، بعيدًا عن القطع | عند جلبة التوجيه، بجوار القطع |
| مخاطر الانحراف | عالية على الأجزاء النحيلة | تم القضاء عليه فعلياً |
| تأثير ضغط الأداة | يمكن أن يتسبب في حدوث تناقص أو انحناء | الحد الأدنى من التأثير على هندسة الأجزاء |

عمليات تسليم لا تشوبها شائبة باستخدام مغزل فرعي
تأخذ الماكينات السويسرية الحديثة الدقة خطوة إلى الأمام باستخدام مغزل فرعي. بعد اكتمال عمليات التصنيع الآلي الأولية على الجانب الأمامي من الجزء، يتحرك المغزل الفرعي للإمساك بالقسم النهائي. ثم يقوم المغزل الرئيسي بقطع الجزء من مخزون القضيب. ثم يتراجع المغزل الفرعي بعد ذلك، ممسكًا بالجزء بإحكام لتقديم جانبه الخلفي إلى مجموعة أخرى من الأدوات للعمليات الثانوية. عملية التسليم الآلي هذه متحدة المركز تمامًا وتحدث في نفس دورة الماكينة. من واقع خبرتي في PTSMAKE، فإن هذا يزيل خطر الخطأ البشري وتراكم التفاوت الذي يحدث عندما يتم نقل الجزء يدويًا وإعادة تثبيته في ماكينة أو تجهيزات مختلفة لإعادة التشغيل.
دقة المشبك الواحد
| خطوة العملية | التشغيل اليدوي الثاني | تشغيل المغزل الفرعي السويسري |
|---|---|---|
| نقل الجزء | يقوم المشغل بنقل جزء إلى تركيبات أخرى | جزء مقابض المغزل الفرعي وتحويلات المغزل الفرعي |
| المحاذاة | يعتمد على الإعداد والتركيب اليدوي | متحدة المركز تماماً مع عمود الدوران الرئيسي |
| احتمال الخطأ | ارتفاع خطر اختلال المحاذاة | الحد الأدنى؛ يتحكم فيه الجهاز |

تحقق الماكينات السويسرية بنظام التحكم الرقمي دقتها الفائقة من خلال جلبة توجيه توفر دعمًا قويًا عند نقطة القطع، مما يمنع الانحراف. ويتعزز ذلك من خلال مغزل فرعي يتيح عمليات إعادة تشغيل سلسة في إعداد واحد، مما يزيل أخطاء إعادة التثبيت ويضمن تركيزًا مثاليًا.
ما المواد التي يمكن استخدامها في التصنيع الآلي باستخدام الحاسب الآلي السويسري؟
هل تكافح من أجل تحقيق التوازن بين خصائص المواد والمتطلبات الفريدة للتصنيع الآلي السويسري؟ يمكن أن يؤدي اختيار النوع الخاطئ إلى تشطيبات سطحية رديئة، وزيادة تآكل الأداة، وتكاليف غير متوقعة في مشروعك.
تتوافق الماكينات السويسرية بنظام التحكم الرقمي مع مجموعة واسعة من المواد، بما في ذلك المعادن مثل الألومنيوم والفولاذ المقاوم للصدأ والتيتانيوم والنحاس الأصفر، وكذلك اللدائن الهندسية مثل PEEK وديلرين (POM). ويعتمد الخيار الأفضل على المتطلبات الميكانيكية والتكلفة المحددة للتطبيق الخاص بك.

عند اختيار مادة للتصنيع الآلي باستخدام الحاسب الآلي السويسري، فإن قابلية التشغيل الآلي هي العامل الأكثر أهمية. المعادن هي الخيار الأكثر شيوعًا، ولسبب وجيه. فهي توفر توازنًا رائعًا بين القوة والمتانة والأداء. من خلال خبرتنا في شركة PTSMAKE، نوجه العملاء نحو المواد التي ستقطع بشكل نظيف وفعال في مخرطة على الطراز السويسري.
المعادن الشائعة للتصنيع الآلي السويسري
وتحظى سبائك الألومنيوم، خاصةً 6061 و7075، بشعبية كبيرة بسبب نسبة القوة إلى الوزن الممتازة وسهولة التصنيع الآلي. كما أن درجات الفولاذ المقاوم للصدأ مثل 303 و304 هي المفضلة أيضًا بسبب مقاومتها للتآكل، على الرغم من أنها أكثر صعوبة في التصنيع الآلي. ويُعد النحاس الأصفر خيارًا ممتازًا آخر، وغالبًا ما يتم اختياره لقابليته الفائقة للتشغيل الآلي، مما يؤدي إلى زمن دورة أسرع وتكاليف أقل لعمليات التشغيل بكميات كبيرة. المواد قوة الخضوع5 هو اعتبار رئيسي، حيث إنه يؤثر على قوى القطع والسلامة النهائية للجزء.
| معدن | الميزة الرئيسية | تطبيق مشترك |
|---|---|---|
| ألومنيوم (6061) | خفيفة الوزن وفعالة من حيث التكلفة | تجهيزات الفضاء الجوي، العلب الإلكترونية |
| فولاذ مقاوم للصدأ (303) | مقاومة للتآكل، قابلة للتشغيل الآلي | مكونات الأجهزة الطبية، الأعمدة |
| نحاس (C360) | قابلية تشغيل آلي ممتازة، موصلة | الموصلات والمثبتات والصمامات |
| تيتانيوم | قوة عالية ومتوافقة حيوياً | الغرسات الطبية وقطع غيار الطائرات |

وبعيدًا عن المعادن، تكتسب اللدائن الهندسية البلاستيكية رواجًا كبيرًا في التصنيع الآلي باستخدام الحاسب الآلي السويسري، خاصةً في التطبيقات التي لا يناسبها المعدن. توفر هذه البوليمرات المتقدمة خصائص فريدة من نوعها مثل المقاومة الكيميائية والعزل الكهربائي وخفة الوزن، وهي خصائص ضرورية للصناعات الطبية والإلكترونية وصناعة السيارات. ومع ذلك، يتطلب تصنيع البلاستيك آليًا نهجًا مختلفًا. إدارة الحرارة أمر بالغ الأهمية، حيث يمكن أن يؤدي الاحتكاك المفرط إلى ذوبان المادة بدلاً من قطعها بشكل نظيف.
بلاستيك عالي الأداء
يُعتبر الديلرين (POM) مادة رائعة متعددة الاستخدامات ومعروفة بانخفاض احتكاكها وصلابتها العالية وثبات أبعادها. PEEK عبارة عن لدائن حرارية عالية الأداء يمكنها تحمل درجات الحرارة القصوى والمواد الكيميائية القاسية، مما يجعلها مفضلة للمكونات الطبية والفضائية ذات المتطلبات الصعبة. وعلى الرغم من أنه أغلى ثمناً، إلا أن خصائصه غالباً ما تبرر التكلفة.
| بلاستيك | الميزة الرئيسية | تطبيق مشترك |
|---|---|---|
| ديلرين (POM) | احتكاك منخفض، صلابة عالية | المحامل والتروس والعوازل |
| بيك | مقاومة درجات الحرارة العالية والمواد الكيميائية | الغرسات الطبية والموصلات الإلكترونية |
| نايلون | المتانة ومقاومة التآكل | البطانات، وموانع التسرب، ووسادات التآكل |
يتطلب اختيار البلاستيك المناسب فهم التفاعل بين خصائصه وعملية التصنيع الآلي.
تدعم الماكينات بنظام التحكم الرقمي السويسرية مجموعة متنوعة من المواد، بدءًا من المعادن الشائعة مثل الألومنيوم والفولاذ المقاوم للصدأ إلى المواد البلاستيكية المتقدمة مثل البايك والدلرين. يتوقف الاختيار الناجح للمواد على تحقيق التوازن بين متطلبات التطبيق - مثل القوة ومقاومة التآكل - مع قابلية تصنيع المواد لضمان الدقة والفعالية من حيث التكلفة.
متى يكون التصنيع باستخدام الحاسب الآلي السويسري هو الخيار الأكثر فعالية من حيث التكلفة؟
هل سبق لك أن اقتبست جزءًا معقدًا ونحيفًا واحترت في التكلفة؟ قد يبدو لك الاختيار بين الخراطة السويسرية باستخدام الحاسب الآلي والخراطة القياسية وكأنها مقامرة بالنسبة لميزانيتك.
تصبح الماكينات بنظام التحكم الرقمي السويسرية أكثر فعالية من حيث التكلفة لإنتاج كميات كبيرة من القِطع الصغيرة والمعقدة. في حين أن إعدادها يمكن أن يكون أكثر تعقيدًا، إلا أن السرعة المذهلة والمعالجة "المنجزة في قطعة واحدة" وتقليل نفايات المواد توفر تكلفة أقل بكثير لكل قطعة في عمليات الإنتاج الأكبر.

يكمن مفتاح فهم فعاليتها من حيث التكلفة في موازنة تكاليف الإعداد مقابل حجم الإنتاج. فغالبًا ما يكون إعداد الماكينة السويسرية أكثر تعقيدًا من إعداد المخرطة القياسية، حيث تتضمن برمجة معقدة لمحاور متعددة وعمليات متزامنة. هذا الاستثمار المبدئي في الوقت والخبرة يعني أنه بالنسبة للدفعات الصغيرة جدًا أو النماذج الأولية لمرة واحدة، قد لا يكون الخيار الأرخص.
نقطة التعادل في الحجم
ومع ذلك، بمجرد تشغيل الماكينة، فإن كفاءتها لا مثيل لها بالنسبة للنوع المناسب من القطع. إن أوقات الدورات السريعة والتشغيل غير المأهول ("إطفاء الأنوار" التصنيع) يعوض بسرعة تكلفة الإعداد الأولي. التكلفة الإطفاء6 حيث تتألق الماكينات السويسرية باستخدام الحاسب الآلي على مدى فترة تشغيل كبيرة. في شركة PTSMAKE، غالبًا ما نرى نقطة التعادل تظهر في عمليات التشغيل التي يبلغ عددها عدة آلاف من القطع.
| عامل التكلفة | حجم منخفض (على سبيل المثال، 100 قطعة) | حجم كبير (على سبيل المثال، 10,000 قطعة) |
|---|---|---|
| تكلفة الإعداد لكل جزء | عالية | منخفضة جداً |
| تكلفة وقت الدورة لكل جزء | معتدل | منخفضة جداً |
| التكلفة الإجمالية للجزء | مرتفع نسبيًا | منخفضة |

بالإضافة إلى أزمنة الدورات، تعمل الماكينات السويسرية بنظام التحكم الرقمي على خفض التكاليف في مجالين آخرين مهمين: نفايات المواد ومراقبة الجودة. نظرًا لأن الماكينات السويسرية تستخدم مخزون قضبان القضبان الذي عادةً ما يكون قريبًا جدًا من القطر الخارجي للجزء النهائي، فإن المواد التي تتحول إلى برادة أقل بكثير مقارنةً بتصنيع جزء من قطعة أكبر على ماكينة تفريز بنظام التحكم الرقمي القياسية. على مدى تشغيل آلاف القطع، فإن هذا التوفير في المواد يتراكم بشكل كبير.
وفورات التكلفة الخفية
علاوةً على ذلك، تقلل إمكانية "الإنجاز في جزء واحد" من التكاليف النهائية بشكل كبير. من خلال إكمال جزء معقد في إعداد واحد، فإنك تتخلص من العمالة واحتمالية الخطأ المرتبطة بنقل جزء بين الماكينات المختلفة للعمليات الثانوية. وهذا يعني عددًا أقل من القِطع المرفوضة، ووقتًا أقل في الفحص، واتساقًا أعلى في الجودة الكلية.
| منطقة التوفير في التكاليف | العملية القياسية متعددة العمليات المتعددة العمليات | "Done-in-One" السويسرية بنظام التحكم الرقمي السويسري |
|---|---|---|
| النفايات المادية | أعلى (من الفراغات الكبيرة) | الحد الأدنى (من مخزون القضبان) |
| العمالة الثانوية | مطلوب لإعادة التركيب | تم التخلص منه |
| معدل الرفض | أعلى بسبب تكدس التحمل | أقل بسبب الإعداد الفردي |

تثبت الماكينات بنظام التحكم الرقمي السويسرية أنها الأكثر فعالية من حيث التكلفة بالنسبة للقطع المعقدة ذات الحجم الكبير. يتم تعويض تكلفة الإعداد الأولية الأعلى من خلال أزمنة الدورات السريعة، والحد الأدنى من نفايات المواد، وتقليل العمالة للعمليات الثانوية، مما يؤدي إلى انخفاض تكلفة القطعة الواحدة والجودة العالية في عمليات الإنتاج الطويلة.
ما هي حدود التصنيع الآلي باستخدام الحاسب الآلي السويسري؟
هل تعتقد أن نظام التحكم الرقمي السويسري هو الحل الأمثل لكل جزء صغير ودقيق؟ يمكن أن تؤدي هذه العقلية إلى ميزانيات باهظة ومشاكل في الإنتاج عندما تكون الطريقة الأبسط والأكثر مباشرةً هي الأفضل.
تتمثل القيود الرئيسية للماكينات بنظام التحكم الرقمي السويسرية في ارتفاع تكاليف الإعداد الأولي، مما يجعلها أقل اقتصادية في عمليات التشغيل منخفضة الحجم، والقيود المادية على قطر المادة، التي عادةً ما تكون أقل من 1.5 بوصة. كما أنها غير فعالة لإنتاج القِطع البسيطة التي لا تتطلب تعقيدها متعدد المحاور.

في حين أن التصنيع الآلي باستخدام الحاسب الآلي السويسري هو بطل الدقة للأجزاء المعقدة والنحيلة، إلا أنه ليس حلاً شاملاً. يمكن أن تصبح أعظم نقاط قوتها نقاط ضعفها عندما يساء تطبيقها. يتمثل القيد الأكثر أهمية في تكلفة الإعداد الأولي والتعقيد. تعد برمجة ماكينة سويسرية متعددة المحاور مع حركات متزامنة للمغزل الرئيسي والمغزل الفرعي والأدوات المباشرة أكثر كثافة بكثير من إعداد مخرطة قياسية. هذا الاستثمار في الوقت والخبرة لا يؤتي ثماره إلا على الإنتاج بكميات كبيرة. بالنسبة للنماذج الأولية أو الدفعات الصغيرة، يمكن أن تكون التكلفة لكل جزء مرتفعة للغاية مقارنة بالطرق الأخرى. تعتمد العملية على تصميم رقصات مسار الأدوات7 والتي، على الرغم من قوتها، لا يتم تكوينها بسرعة لتشغيل عشر قطع فقط.
فعالية التكلفة مقابل حجم الإنتاج
| حجم الإنتاج | التصنيع الآلي باستخدام الحاسب الآلي السويسري | الخراطة القياسية باستخدام الحاسب الآلي بنظام التحكم الرقمي |
|---|---|---|
| 1-100 قطعة | تكلفة عالية للجزء الواحد | أكثر اقتصادية |
| 1,000+ 1,000 قطعة | تكلفة الإعداد المستهلكة | أقل تنافسية |
| أكثر من 10,000 قطعة | فعالة للغاية من حيث التكلفة | تكلفة أعلى بكثير |

الحد الصعب الآخر هو الحجم المادي. تم تصميم البنية الكاملة للماكينة السويسرية، بدءًا من الغُرَاب الأمامي المنزلق إلى جلبة التوجيه، حول مخزون القضبان. وهذا يحد بطبيعته من الحد الأقصى لقطر المادة الخام التي يمكن استخدامها. تتعامل معظم الماكينات السويسرية مع مخزون يصل إلى حوالي 1.25 أو 1.5 بوصة (حوالي 38 مم). إذا كان أكبر قطر للجزء الخاص بك يتجاوز ذلك، فإن الماكينات السويسرية ببساطة ليست خيارًا متاحًا. وعلاوة على ذلك، فإن العملية غير فعالة بطبيعتها بالنسبة للقطع غير الطويلة والنحيلة. لإنتاج أجزاء قصيرة وقوية أو مكونات ذات نسبة طول إلى قطر منخفضة، فإن الميزة الفريدة للجلبة التوجيهية لا تقدم أي فائدة حقيقية. في هذه الحالات، غالبًا ما تكون مخرطة أو ماكينة تفريز بنظام التحكم الرقمي القياسية أسرع وأكثر فعالية من حيث التكلفة.
القيود الهندسية والبُعدية
| خاصية الجزء | الملاءمة للحاسب الآلي السويسري CNC | العملية البديلة |
|---|---|---|
| القطر > 1.5 بوصة | غير ممكن | مخرطة CNC قياسية |
| نسبة الطول إلى القطر المنخفضة | غير فعال | مخرطة CNC قياسية |
| هندسة بسيطة (بدون عمل متقاطع) | مبالغة / مكلفة | مخرطة أساسية ثنائية المحور |

إن الماكينات بنظام التحكم الرقمي السويسرية لها قيود رئيسية: فهي ليست فعالة من حيث التكلفة في عمليات التشغيل منخفضة الحجم بسبب ارتفاع تكاليف الإعداد، وهي مقيدة بأقطار المواد الخام التي تقل عادةً عن 1.5 بوصة، وهي غير فعالة بالنسبة للقطع البسيطة التي لا تستفيد من قدراتها المعقدة متعددة المحاور.
كيف تختار شريكًا موثوقًا للماكينات بنظام التحكم الرقمي السويسري؟
هل سبق لك أن اخترت موردًا يبدو مثاليًا على الورق، فقط لتواجه أعطالًا في التواصل وتأخيرات حرجة في التسليم؟ إن اختيار الشريك الخطأ يمكن أن يعرقل مشروعك بسرعة ويضر بالجودة.
لاختيار شريك موثوق به في التصنيع الآلي بنظام التحكم الرقمي السويسري، يجب عليك تقييم قدراته التقنية، وأنظمة مراقبة الجودة، واستجابة الاتصالات والخبرة المثبتة في المجال. يوفر الشريك الحقيقي الدعم الهندسي ويظهر فهماً واضحاً لمتطلبات مشروعك المحددة.

عندما تقوم بفحص شريك محتمل، تجاوز قائمة الماكينات الأساسية. في حين أن امتلاك ماكينات بنظام التحكم الرقمي السويسرية الحديثة أمر ضروري، إلا أن الخبرة التي تقف وراءها هي المهمة حقًا. أنصح دائماً بالبحث عن شريك يقدم دعماً هندسياً قوياً. هل يقدمون ملاحظات حول التصميم من أجل قابلية التصنيع (DFM) لتحسين الأجزاء الخاصة بك للإنتاج، مما قد يؤدي إلى خفض التكاليف وتحسين الجودة؟ سيقترح الشريك الرائع بشكل استباقي بدائل للمواد أو تعديلات طفيفة على التصميم يمكن أن تحدث فرقًا كبيرًا. كفاءتهم في علم القياس8 كما أنه غير قابل للتفاوض؛ يجب أن يكون لديهم الأدوات والمهارات اللازمة للتحقق من التفاوتات الصارمة التي تتطلبها الأجزاء الخاصة بك. في المشاريع السابقة في شركة PTSMAKE، كان هذا النهج الهندسي التعاوني هو المفتاح لتحويل التصميم الصعب إلى مكون ناجح وقابل للتكرار.
المورد مقابل الشريك الحقيقي
| أسبكت | المورد الأساسي | الشريك الحقيقي |
|---|---|---|
| الملاحظات | يصنع الجزء كما هو مرسوم | يقدم سوق دبي المالي اقتراحات سوق دبي المالي |
| حل المشكلات | الإبلاغ عن المشكلات عند ظهورها | اقتراح حلول استباقية |
| الخبرة المادية | يستخدم مواد محددة | يوصي بالمواد المثلى |

بالإضافة إلى المهارة الفنية، فإن العمليات التشغيلية للشريك لا تقل أهمية عن المهارات الفنية في تحقيق تجربة سلسة. التواصل الواضح والمتسق هو أساس الشراكة الموثوقة. كيف يتعاملون مع إدارة المشروع؟ يجب أن تتوقع وجود نقطة اتصال واحدة تكون على دراية فنية واستجابة سريعة. فليس هناك ما هو أكثر إحباطاً من أن تكون أسئلتك متنقلة بين الأقسام. قم بتقييم نظام إدارة الجودة (QMS) الخاص بهم. هل هم معتمدون بمعايير مثل ISO 9001؟ اطلب رؤية أمثلة على وثائق الجودة الخاصة بهم، مثل تقارير الفحص وشهادات المواد. سيسعد الشريك الشفاف بمشاركة هذه المعلومات بكل سرور، مما يدل على التزامه بالجودة وإمكانية التتبع. يضمن هذا التميز التشغيلي أن يكون مشروعك في أيدٍ أمينة بدءاً من عرض الأسعار وحتى التسليم، مما يقلل من المفاجآت ويبقيك على اطلاع في كل خطوة على الطريق.
تقييم التواصل والجودة
| العامل | العلم الأحمر | العلم الأخضر |
|---|---|---|
| وقت الاستجابة | > 48 ساعة، إجابات غامضة | < 24 ساعة، إجابات واضحة |
| تحديثات المشروع | فقط عندما يُطلب منك ذلك | تحديثات استباقية ومنتظمة |
| إثبات الجودة | التردد في مشاركة المستندات | توفير شهادات ISO والتقارير |

يعني اختيار شريك موثوق للماكينات بنظام التحكم الرقمي السويسري النظر إلى ما هو أبعد من الماكينات. فهو يتطلب تقييماً شاملاً للدعم الهندسي وبروتوكولات الاتصال وأنظمة الجودة الموثقة. يعمل الشريك الحقيقي كامتداد لفريقك، مما يضمن نتيجة ناجحة لمشروعك.
اكتشف كيف يعمل هذا المكون الرئيسي مع ↩
استكشف كيف يمكن لتقنيات قطع العمل المختلفة أن تؤثر على الدقة النهائية واللمسات النهائية للقِطع المُشغَّلة آليًا. ↩
تعرّف على كيفية تأثير المواد والصلابة الهيكلية بشكل مباشر على دقة التصنيع الآلي وجودة القِطع في هذا التعمق التقني. ↩
تعرّف على كيفية تسبب رفرفة الماكينات في حدوث تشطيبات سطحية رديئة وكيف تمنع التقنية السويسرية ذلك بفعالية. ↩
يساعد فهم هذه الخاصية على التنبؤ بكيفية تصرف المادة تحت قوى القطع، مما يمنع تعطل الجزء. ↩
تعرف على كيفية حساب إطفاء التكلفة لتبرير اختيارك بين عمليات التصنيع المختلفة لمشروعك القادم. ↩
شاهد كيف يتم تخطيط حركات الأدوات المعقدة وتنفيذها لفهم ما الذي يؤدي إلى تعقيد الإعداد وتكلفته. ↩
اكتشف أدوات وتقنيات القياس المتقدمة التي تتحقق من أن أجزائك تفي بمتطلبات التفاوت المسموح به الأكثر صرامة. ↩






