

Det kan vara svårt att hitta en pulverlackeringstjänst som levererar jämn kvalitet och uppfyller strikta tekniska specifikationer. Många leverantörer lovar perfekta ytbehandlingar men levererar delar med defekter, dålig vidhäftning eller färgskillnader som tvingar fram kostsamma omarbetningar och projektförseningar.
Pulverlackering ger överlägsen hållbarhet, miljökompatibilitet och kostnadseffektivitet jämfört med traditionella våtlacksystem, vilket gör den till den föredragna ytbehandlingsmetoden för precisionskonstruerade delar inom flyg-, medicin-, fordons- och konsumentelektronikindustrin.

Genom att arbeta med olika beläggningsleverantörer under åren har jag lärt mig att framgång beror på förståelse för de tekniska detaljerna. Denna guide täcker allt från förebyggande av defekter och toleranskontroll till materialspecifika förbehandlingar och branschstandarder som säkerställer att dina delar alltid uppfyller specifikationerna.
Varför smarta ingenjörer föredrar pulverlackering framför våtlackering
Ingenjörer prioriterar prestanda och tillförlitlighet. Valet av ytbehandling handlar inte bara om estetik. Det är ett viktigt tekniskt beslut.
Debatten om pulverlackering kontra våtlackering är vanlig. Men för krävande tillämpningar blir valet tydligt.
Fördelen med hållbarhet
Pulverlackering ger ett tjockare, mer enhetligt skikt. Detta skapar en hård yta som är tåligare än konventionell färg. Den motstår flisning, repor och blekning betydligt bättre.
Effektivitet i tillämpningen
Appliceringsprocessen går också snabbare. Ofta krävs endast ett enda skikt. Detta påskyndar produktionslinjerna och minskar arbetskraftskostnaderna. Många tekniska komponenter drar nytta av denna effektivitet.
| Funktion | Pulverlackering | Våt färg |
|---|---|---|
| Typisk tjocklek | 1–6 mil (25–150 μm) | 0,5–1 mil (12–25 μm) |
| Hårdhet (ASTM D3363) | H till 2H | HB till F |
| Tillämpningsmetod | Elektrostatisk spray | Spraya, pensla, doppa |
För robusta och hållbara komponenter är fördelarna med pulverlackering oundvikliga.

När jag utvärderar en ytbehandlingsprocess ser jag bortom ytan. Hela livscykeln är viktig, från applicering till långsiktig prestanda och miljöpåverkan. Valet påverkar direkt kvaliteten på de tekniska delar vi tillverkar.
Överlägsen finishkvalitet och konsistens
Pulverlackering appliceras som ett torrt pulver elektrostatiskt. Därefter härdas det under värme. Denna process gör att det flyter och bildar en hinna. Resultatet blir en slät, jämn yta utan droppar eller rännor. Detta skiljer sig från flytande färg, som kan bli ojämn. Materialet som används är ett värmehärdande polymer1 som tvärbindar under härdningen och skapar en stark molekylär bindning. Hos PTSMAKE garanterar våra pulverlackeringstjänster denna jämna kvalitet för varje del.
Miljö- och säkerhetsfördelar
En betydande fördel med pulverlackering är dess minimala miljöpåverkan. Den innehåller inga lösningsmedel och avger försumbar mängd flyktiga organiska föreningar (VOC). Detta gör den säkrare för operatörer och miljön.
| Aspekt | Pulverlackering | Våt färg |
|---|---|---|
| VOC-utsläpp | Nära noll | Hög |
| Avfallsmaterial | Översprutning är återvinningsbar | Översprutning är farligt avfall |
| Brandrisk | Låg | Hög (på grund av lösningsmedel) |
Långsiktig kostnadseffektivitet
Även om de initiala utrustningskostnaderna kan vara högre, visar sig pulverlackering ofta vara mer ekonomiskt på sikt. Högre materialutnyttjande, lägre energiförbrukning för härdning och minskade avfallskostnader bidrar till betydande långsiktiga besparingar. Hållbarheten minskar också garantianspråk och omarbetningar.
Pulverlackering ger en hållbar, effektiv och miljövänlig ytbehandling. För tekniska tillämpningar som kräver hög prestanda är dess överlägsna konsistens och långsiktiga kostnadsbesparingar ett smartare val än traditionell våtlackering.
De 10 vanligaste felaktigheterna vid pulverlackering och hur man förebygger dem
Att förstå vanliga problem med pulverlackering är viktigt för alla ingenjörer och inköpare. En felfri yta handlar inte bara om estetik, utan också om prestanda och hållbarhet. Defekter är ofta ett tecken på djupare problem i processen.
Låt oss dyka in i några vanliga ytfel i pulverlackering. Dessa kan äventyra integriteten och skyddet av dina delar. Att känna till orsakerna hjälper dig att föra mer effektiva diskussioner med dina tillverkningspartner.
Vanliga visuella brister
| Defekt | Utseende |
|---|---|
| Apelsinskal | En ojämn struktur som liknar apelsinskal. |
| Pinholes | Små, djupa hål som genomborrar beläggningens yta. |
| Bubblor | Små blåsor eller upphöjda bubblor på ytan. |
Att upptäcka dessa tidigt kan förhindra kostsamma omarbetningar.

Utöver visuella brister finns det vissa defekter som undergräver beläggningens grundläggande syfte. Flisning och dålig vidhäftning är två av de allvarligaste. problem med pulverlackering. De pekar vanligtvis på brister i det kritiska förberedelsefasen, långt innan något pulver sprutas.
Den viktigaste faktorn för ett hållbart resultat är förberedelsen av ytan. Om underlaget inte är helt rent och behandlat kommer pulvret helt enkelt inte att fästa ordentligt. Detta är den vanligaste orsaken till att beläggningen inte fungerar.
Adhesions- och hållbarhetsfel
Dålig vidhäftning innebär att beläggningen kan flagna av i bitar. Flisning innebär att ytbehandlingen lossnar vid stötar. Båda problemen förkortar dramatiskt en komponents livslängd. Problemet börjar ofta med osynliga substratförorening2 eller en felaktig härdningsprofil.
Dessa fel upptäcks kanske inte direkt. De kan uppstå under monteringen eller, ännu värre, när produkten redan är i bruk. Därför är en noggrann process absolut nödvändig.
| Defekt | Primär grundorsak | Metod för förebyggande |
|---|---|---|
| Chipping | Dålig förbehandling eller underhärdning. | Kontrollera rengöringsprocessen; följ härdningsschemat. |
| Dålig vidhäftning | Ytföroreningar (oljor, fett). | Genomför en grundlig rengöring i flera steg. |
På PTSMAKE är vår pulverlackeringstjänster inkluderar en rigorös flerstegsförbehandlingsprocess. Detta säkerställer att ytan är ren för maximal vidhäftning och långvarig hållbarhet.
Det är viktigt att kunna känna igen ytfel i pulverlackering, såsom apelsinskal och dålig vidhäftning. Dessa problem beror ofta på felaktig applicering eller otillräcklig ytbehandling. Att förstå detta hjälper dig att granska och välja en högkvalitativ pulverlackeringstjänster leverantör för dina projekt.
Krav för pulverlackerade delar av rymdindustrikvalitet
Att uppfylla flyg- och rymdstandarder är inte valfritt. Det är ett strikt krav. Varje belagd del måste uppfylla exakta specifikationer för säkerhet och prestanda. Det är här professionell ‘pulverlackering för flyg- och rymdindustrin’ verkligen utmärker sig.
Överensstämmelse med militära specifikationer
Standarder som MIL-PRF-24712 reglerar allt. De omfattar materialets sammansättning, användningsområde och slutliga prestanda. Överensstämmelse säkerställer att delarna tål extrema driftsförhållanden. Det är en garanti för tillförlitlighet.
Kritiska förbehandlingssteg
Korrekt ytbehandling är avgörande. Utan den kommer även den bästa beläggningen att misslyckas. En ren, korrekt förberedd yta garanterar maximal vidhäftning och korrosionsbeständighet.
| Etapp | Syfte |
|---|---|
| Avfettning | Avlägsnar oljor och föroreningar. |
| Sköljning | Rengör kemiska rester. |
| Omvandlingsbeläggning | Förbättrar vidhäftningen och korrosionsskyddet. |
| Sista sköljningen | Säkerställer en ren yta för beläggning. |
Denna detaljerade process är ett kännetecken för högkvalitativa pulverlackeringstjänster.

Efter den första appliceringen måste delarna genomgå en rigorös validering. Denna process bevisar att beläggningen klarar de tuffa förhållandena under flygning. Dessa ‘flygklassade standarder för pulverlackering’ skiljer standardarbete från kvalitet av rymdkvalitet.
Miljö- och prestandatestning
Vi utsätter belagda delar för en rad tester. Dessa simulerar verkliga miljöbelastningar. Målet är att verifiera hållbarheten långt innan delen installeras. Dessa tester är väsentliga för alla ‘mil spec coating services’ (beläggningstjänster enligt militära specifikationer).
Här är några av de viktigaste valideringstesterna vi utför.
| Typ av test | Målsättning |
|---|---|
| Saltspray (ASTM B117) | Mäter korrosionsbeständighet över tid. |
| Vidhäftning (ASTM D3359) | Verifierar bindningen mellan beläggningen och underlaget. |
| Motståndskraft mot stötar | Bedömer hållbarhet mot fysiska slag. |
| Tjockleksmätning | Säkerställer att beläggningen ligger inom angiven tolerans. |
Vikten av fullständig spårbarhet
Dokumentationen är lika viktig som själva beläggningen. Fullständig spårbarhet krävs. Varje steg, från pulverbatchnummer till härdningstemperatur och inspektionsresultat, registreras.
Detta skapar en fullständig historik för varje del. Det ger ansvarsskyldighet och är viktigt för kvalitetskontrollen. Det är en icke-förhandlingsbar del av vår process på PTSMAKE.
Det är obligatoriskt att följa rymdindustrins specifikationer, såsom MIL-PRF-24712. Detta innebär noggrann förbehandling, följt av omfattande miljö- och prestandatester. Fullständig dokumentation för full spårbarhet säkerställer att varje del uppfyller de högsta standarderna för säkerhet och tillförlitlighet.
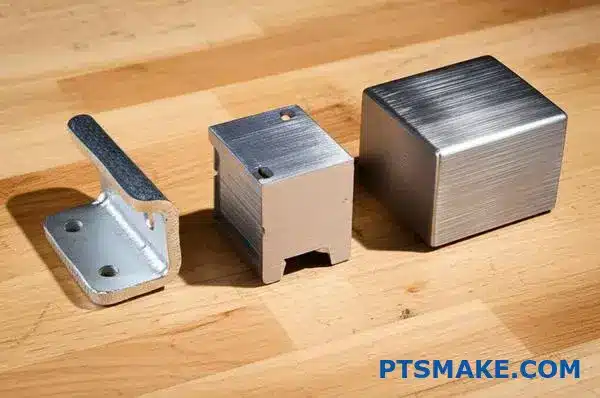
Hemligheterna bakom att uppnå snäva toleranser efter pulverlackering
Pulverlackering lägger till ett skyddande skikt, men det ökar också tjockleken. Detta påverkar direkt dina delars slutliga mått. Att ignorera denna uppbyggnad kan leda till monteringsfel.
Framgångsrika projekt är beroende av exakt tjocklekskontroll. Det är en avgörande faktor för delar med snäva toleranser.
Utmaningen med beläggningsuppbyggnad
Varje yta får ett lager pulver. Detta kan variera mellan 0,002 och 0,005 tum eller mer. Du måste ta hänsyn till detta under designfasen för att bibehålla kritiska dimensioner.
Initial planering är nyckeln
Vi arbetar tillsammans med kunderna för att definiera kritiska områden. Detta hjälper oss att utveckla en strategi innan pulvret appliceras, vilket säkerställer en perfekt passform efter våra pulverlackeringstjänster.

För att upprätthålla precisionen fokuserar vi på två kärnområden: noggrann maskering och intelligent designanpassning. Dessa steg är inte valfria för komponenter med hög tolerans. De är avgörande för framgång.
Precisionsmaskeringstekniker
Maskering skyddar områden som måste förbli obehandlade. Dessa inkluderar ofta gängor, passytor eller jordningspunkter. Valet av maskeringsmaterial är avgörande för rena, skarpa linjer.
| Maskeringsmetod | Bäst för | Temperaturbeständighet |
|---|---|---|
| Högtemperaturtejp | Plana ytor, vassa kanter | Hög |
| Silikonpluggar/lock | Hål, gängor, tappar | Mycket hög |
| Flytande Maskant | Komplexa eller oregelbundna former | Varierande |
Genom att välja rätt metod säkerställer man att endast de avsedda ytorna beläggs. Detta förhindrar ansamlingar där det skulle störa funktionen. Effektiva ‘precisionsmaskeringstekniker’ är en hörnsten i kvaliteten.
Design för ytbildning
Den bästa strategin är att planera för beläggningen från början. Detta innebär att man justerar de ursprungliga CNC-bearbetningsdimensionerna för att ta hänsyn till den extra tjockleken. Till exempel kan ett hål bearbetas så att det blir något större än normalt. Detta säkerställer att det har rätt storlek efter beläggningen. Denna förutseende åtgärd förhindrar modifieringar efter beläggningen. Det undviker också problem som Faradays bur-effekt3 i trånga hörn, vilket kan orsaka ojämn beläggning. På PTSMAKE integrerar vi dessa överväganden i vår DFM-process.
För att uppnå snäva toleranser efter beläggning krävs ett proaktivt tillvägagångssätt. Det kombinerar precis tjocklekskontroll, strategisk maskering och konstruktion av delar för att tillgodose materialuppbyggnaden. Detta säkerställer att slutprodukten uppfyller alla specifikationer utan kostsamma omarbetningar.
Fördelar med pulverlackering för höljen till medicintekniska produkter
Inom medicinområdet är en enhets yta inte bara till för utseendets skull. Den är en viktig komponent för säkerhet och funktion. Ytbehandlingen måste vara hållbar och säker för patientkontakt.
Pulverlackering är en överlägsen lösning. Den uppfyller effektivt de strikta kraven som ställs i vårdmiljöer.
Biokompatibilitet och säkerhet
Ett viktigt krav är att beläggningen måste vara giftfri. Den får inte reagera med mänsklig vävnad. Våra pulverlackeringsalternativ för medicintekniska produkter är framtagna just för detta ändamål. De ger ytbehandlingar som är säkra för sjukhusbruk.
Funktionell prestanda
Dessa beläggningar förenklar också rengöringen. En slät, icke-porös yta motverkar mikrobiell tillväxt. Detta är avgörande för infektionskontroll i alla kliniska miljöer.
| Funktion | Pulverlackering | Flytande färg |
|---|---|---|
| Biokompatibilitet | Utmärkt | Varierande |
| Hållbarhet | Hög | Måttlig |
| Kemisk beständighet | Hög | Måttlig-Låg |
| Enkel rengöring | Lätt | Kan vara porös |

När vi väljer ytbehandling måste vi ta hänsyn till hela livscykeln för en medicinteknisk produkt. Detta inkluderar upprepad sterilisering och exponering för starka rengöringsmedel. En ytbehandling som försämras kan äventyra patientsäkerheten och produktens integritet. Det är här rätt beläggning gör skillnad.
Förbättrad hållbarhet för sjukhusmiljöer
Pulverlackering skapar en tålig, tvärbunden yta. Den är hårdare och mer motståndskraftig än konventionella färger. Ytan är motståndskraftig mot flisning, repor och nötning från daglig användning i ett hektiskt sjukhus.
Vi arbetar med beläggningar tillverkade av hållbara värmehärdande polymerer4. Denna struktur säkerställer att beläggningen förblir intakt även efter exponering för starka kemikalier.
Motståndskraft mot rengöringsmedel
Medicinsk utrustning rengörs med kraftfulla desinfektionsmedel. Vi har sett ytbehandlingar misslyckas under denna kemiska attack. Pulverlackering klarar dock detta exceptionellt bra. Vår pulverlackeringstjänster specifikt testa för detta.
Den icke-porösa ytan förhindrar att kemikalier tränger in. Detta skyddar det underliggande metallhöljet från korrosion. Det säkerställer också att enheten förblir lätt att sterilisera under hela sin livslängd. Biokompatibla beläggningar måste behålla sin integritet.
| Desinfektionsmedelstyp | Pulverlackeringens motståndskraft |
|---|---|
| Alkoholbaserad | Hög |
| Blekmedel | Hög |
| Kvartär ammonium | Hög |
| Perättiksyra | Hög |
Pulverlackering ger en överlägsen ytfinish för medicintekniska produkter och garanterar biokompatibilitet, kemikaliebeständighet och enkel rengöring. Den hållbara ytan uppfyller de stränga kraven i vårdmiljöer, vilket gör den till ett pålitligt val för ytbehandlingar som är säkra för sjukhus och för den övergripande integriteten hos produkterna.
Skydda bearbetade gängor och detaljer under pulverlackering
Det är absolut nödvändigt att skydda kritiska funktioner under pulverlackeringen. Ett enda litet fel kan göra en högprecisionsdel oanvändbar. Det kräver ett noggrant tillvägagångssätt.
Effektiv maskering säkerställer att gängor, hål och tätningsytor förblir fria från beläggning. Detta bevarar deras funktion och måttnoggrannhet.
Vanliga maskeringsmetoder
Vi använder främst två metoder för att skydda OEM-funktioner under beläggningen. Dessa är högtemperaturtejp och specialiserade pluggar.
Teknikjämförelse
Varje metod har sin idealiska tillämpning. Det är viktigt att välja rätt metod.
| Metod | Bäst för | Viktig fördel |
|---|---|---|
| Band | Yttre ytor, plana områden | Flexibilitet |
| Pluggar | Inre gängor, borrhål | Återanvändbarhet |
Korrekt gängmaskering före pulverlackering är ett viktigt steg i vår ytbehandlingsprocess.

Att välja rätt maskeringsmaterial är lika viktigt som själva tekniken. Materialet måste tåla både den elektrostatiska appliceringen och härdningsprocessen vid hög temperatur utan att gå sönder.
Val av högtemperaturtejp
När man maskerar precisionsdelar duger inte vilken tejp som helst. Tejp av polyester och polyimid är branschstandard. De kan avlägsnas utan att lämna limrester.
Vi måste ta hänsyn till tejpen tjocklek och vidhäftningsegenskaper. En tunn tejp kan gå sönder, medan en tjock tejp kan skapa en oönskad färgkant. Vår erfarenhet hjälper oss att välja den perfekta tejpen för varje jobb.
Avtagbara pluggar och lock
För interna funktioner som gängade hål är silikonpluggar vår favoritlösning. De är flexibla, återanvändbara och utformade för att passa perfekt. Detta förhindrar att pulver tränger in.
Materialets durometer5 är en viktig faktor. Den avgör pluggens hårdhet och tätningsförmåga. En mjukare plugg kan anpassas bättre till oregelbundna former, medan en hårdare plugg erbjuder bättre hållbarhet. När vi erbjuder våra pulverlackeringstjänster har vi ett brett sortiment för att hantera alla geometrier.
Guide till tejpmaterial
Våra tester med kunder visar att materialvalet direkt påverkar den slutliga kvaliteten.
| Tejpstyp | Max temperatur | Adhesion | Bästa användning |
|---|---|---|---|
| Polyester | 400 °F (204 °C) | Silikon | Allmänt ändamål, rena kanter |
| Polyimid | 260°C (500°F) | Silikon | Hög temperatur, elektronik |
| Glasduk | 260°C (500°F) | Silikon | Ojämna ytor, sandblästring |
På PTSMAKE anpassar vi maskeringsmetoden exakt efter delens geometri och beläggningskrav, så att alla detaljer skyddas.
Effektiv maskering är avgörande för högkvalitativa pulverlackeringstjänster. Genom att välja rätt högtemperaturtejp och silikonpluggar skyddas kritiska gängor och ytor, vilket säkerställer att den färdiga delen uppfyller alla specifikationer utan kostsamma omarbetningar eller defekta delar.
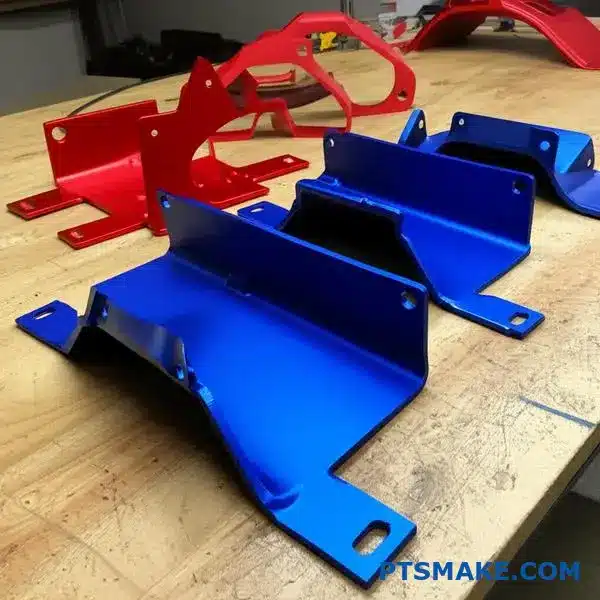
Välja pulverlackeringar som imponerar på konsumentprodukter
Rätt ytbehandling förvandlar en produkt. Det handlar inte bara om färg, utan också om struktur och känsla. Produktens yta är det första som användaren kommer i kontakt med.
Denna interaktion avgör deras första intryck. En högkvalitativ produktyta kan lyfta en enhet från att vara funktionell till att bli eftertraktad. Det är en viktig del av varumärkets identitet.
Matt- och glansapplikationer
Matt yta är populärt för avancerad elektronik. Det minimerar fingeravtryck och minskar bländning, vilket skapar ett elegant och modernt utseende. Tänk på högkvalitativa hörlurar eller robotkapslingar.
Glansiga ytor skapar dock en livfull, iögonfallande effekt. Detta gör dem idealiska för sportutrustning eller produkter som behöver sticka ut på hyllan.
Taktil och visuell attraktionskraft
Ytans struktur förmedlar kvalitet. En slät matt yta känns sofistikerad. En högblank yta ser energisk och ren ut. Metalliska strukturer förmedlar hållbarhet och precision.
Här är en snabb jämförelse:
| Finish Typ | Visuell attraktionskraft | Taktil känsla | Bäst för |
|---|---|---|---|
| Matt | Diskret, modern | Mjuk, slät | Elektronik, robotteknik |
| Glans | Livfull, reflekterande | Snygg, hård | Sportutrustning, vitvaror |
| Metallisk | Högkvalitativ, hållbar | Varierande | Bilindustri, högteknologi |
Detta estetiska val av pulverlackering påverkar direkt användarens upplevelse.

Valet mellan olika ytbehandlingar handlar om mer än bara estetik. Det påverkar tillverkningskonsistensen och det upplevda värdet. Vårt arbete med robotikkunder visar att en strukturerad matt yta kan dölja mindre ytfel, vilket förenklar tillverkningsprocessen. Detta är en praktisk fördel med ett välvalt pulverlackerat ytskikt för konsumentprodukter.
Ytbehandlingar för specifika branscher
För konsumentelektronik ger en mjuk matt yta en exklusiv känsla. Den ger också bättre grepp, vilket förbättrar användarupplevelsen. Vi rekommenderar ofta detta för handhållna enheter.
Däremot måste sportutrustning vara hållbar. En högblank pulverlackering ser inte bara dynamisk ut utan ger också en tålig yta som är lätt att rengöra. Den måste vara motståndskraftig mot repor och stötar.
Metalliska ytbehandlingar ger en känsla av högteknologisk precision. Vi använder dessa på drönarkomponenter och automatiseringshårdvara. Ytbehandlingen antyder avancerad teknik och robust konstruktion, vilket är avgörande inom dessa områden. Hur ljuset interagerar med ytan, med hjälp av principer som spegelreflektion6, är nyckeln till denna effekt.
Hos PTSMAKE fokuserar våra pulverlackeringstjänster på att anpassa ytbehandlingen till produktens funktion och marknadsposition.
| Industri | Rekommenderad finish | Viktig fördel |
|---|---|---|
| Robotteknik | Strukturerad matt | Döljer ojämnheter, modernt utseende |
| Elektronik | Mjuk matt yta | Premiumkänsla, minskar fingeravtryck |
| Sportutrustning | Högblank | Hållbarhet, livfullt utseende |
Att välja rätt ytstruktur för premiumprodukter är ett strategiskt beslut som kombinerar konst med teknik.
Det är mycket viktigt att välja rätt ytbehandling. Matt, glansig eller metallisk struktur avgör produktens visuella identitet och taktila känsla. Detta val påverkar direkt hur konsumenterna uppfattar produktens kvalitet och värde på konkurrensutsatta marknader som robotik, elektronik och sportutrustning.
Förstå härdning: Nyckeln till framgångsrik pulverlackering
Härdningsfasen är den fas där pulverlackeringen omvandlas. Det handlar inte bara om värme. Det är en precis kemisk reaktion. Detta är ett avgörande steg i pulverlackeringens härdningsprocess.
Vi fokuserar på att bemästra ugnsdynamiken. Det är viktigt att få bakcyklerna perfekta.
Varför timing och temperatur är viktigt
Även små avvikelser kan påverka det slutliga resultatet. En jämn temperaturkontroll i ugnen är avgörande för beläggningens hållbarhet och utseende. Det förhindrar defekter och garanterar en högkvalitativ produkt.
| Härdningsstatus | Adhesion | Hållbarhet |
|---|---|---|
| Underhärdad | Dålig | Skör |
| Korrekt härdad | Utmärkt | Stark och flexibel |
| Överhärdad | Bra | Sprött och missfärgat |

Framgången för alla pulverlackeringstjänst hänger på härdugnen. Valet mellan olika ugnstyper har stor inverkan på resultatet. Det är ett beslut som baseras på delens geometri och material.
Ugnsteknik: Konvektion kontra infraröd
Konvektionsugnar cirkulerar varm luft. De är perfekta för komplexa former och säkerställer en jämn värmefördelning. Denna metod möjliggör en jämn härdning över alla ytor.
Infraröda (IR) ugnar använder elektromagnetiska vågor. De överför värme direkt till delens yta. Detta går mycket snabbare men fungerar bäst för plana delar som är synliga. Delens Termisk massa7 spelar en stor roll för hur snabbt den värms upp.
| Ugnsmodell | Uppvärmningsmetod | Bäst för | Hastighet |
|---|---|---|---|
| Konvektion | Varmluftscirkulation | Komplexa geometrier | Långsammare |
| Infraröd (IR) | Direkt strålning | Plana ytor | Snabbare |
Riskerna med felaktig härdning
En felaktig bakcykel leder till misslyckande. Underhärdning resulterar i en mjuk, spröd yta med dålig vidhäftning. Den flagnar eller skalar lätt av.
Överhärdning är lika illa. Det kan orsaka missfärgning, särskilt med ljusare färger. Beläggningen blir också spröd och förlorar sin flexibilitet, vilket leder till sprickor under belastning. Perfekt temperaturkontroll i ugnen är avgörande för beläggningen.
Korrekt härdning är en exakt vetenskap. Valet mellan konvektionsugnar och infraröda ugnar, i kombination med noggrant kontrollerade bakcykler, avgör den slutliga beläggningens hållbarhet och finish. Under- eller överhärdning försämrar produktens prestanda och utseende.
Beläggning Galvaniserad, aluminium, rostfri? Det här bör du veta först
En bra pulverlackering handlar inte bara om pulvret. Det handlar om vad som händer innan. Rätt förbehandling är nyckeln till hållbarhet.
Man kan inte använda samma process för alla metaller. Galvaniserat stål, aluminium och rostfritt stål har alla sina egna unika behov.
Grundläggande information om förbehandling
Det är viktigt att förstå rätt metod. Detta steg säkerställer att pulvret fäster korrekt. Det förhindrar också framtida korrosion och fel. Vi kommer att titta på tre vanliga metoder.
| Metalltyp | Vanlig förbehandling |
|---|---|
| Galvaniserat stål | Zinkfosfatering |
| Aluminium | Omvandling av kromater |
| Rostfritt stål | Blästring |
Framgången för alla våra pulverlackeringstjänster beror på ytförberedelsen. Att hoppa över detta steg eller välja fel metod är ett recept på misslyckande. Beläggningen kommer att flagna, skada eller rosta under.
Kemiska förbehandlingar
För galvaniserat stål använder vi ofta zinkfosfatering. Denna process skapar ett mikrokristallint skikt på ytan. Detta skikt fungerar som en perfekt grundfärg och ger pulvret något starkt att fästa vid. Det ökar korrosionsbeständigheten avsevärt.
För aluminium är en kromatkonverteringsbeläggning standard. Aluminium bildar naturligt ett passivt oxidskikt. En kromatbehandling rengör detta och ersätter det med ett nytt skyddande skikt som också främjar utmärkt vidhäftning.
Mekanisk förbehandling
Slipblästring, precis som sandblästring, är en mekanisk metod. Vi använder den för att rengöra och profilera ytor, särskilt för rostfritt stål. Den avlägsnar föroreningar och skapar en jämn grovhet, eller ytprofil8. Denna struktur ger pulverlackeringen ett mycket bättre mekaniskt grepp på delen.
Här är en snabb jämförelse:
| Förbehandling | Typ av process | Primär användning | Viktig fördel |
|---|---|---|---|
| Zinkfosfatering | Kemisk | Stål, galvaniserat | Överlägsen vidhäftning, korrosionsbeständighet |
| Omvandling av kromater | Kemisk | Aluminium | Förhindrar oxidation, främjar vidhäftning |
| Blästring | Mekanisk | Rostfritt stål, omarbetning | Skapar ankarmönster för grepp |
Det är mycket viktigt att välja rätt förbehandling för pulverlackering. Zinkfosfatering för stål, kromat för aluminium och blästring för rostfritt stål är obligatoriska steg. Denna korrekta ytbehandling före lackering garanterar en hållbar och långvarig yta för dina komponenter.
Ska du pulverlackera delar före eller efter bearbetning?
Att bestämma bearbetningssekvensen är ett viktigt steg. Bearbetar du delen före eller efter pulverlackeringen? Detta val påverkar kostnad, precision och ledtid.
Varje metod har sina specifika fördelar. Att förstå dessa avvägningar säkerställer ditt projekts framgång. Denna guide jämför för- och nackdelar för att hjälpa dig att fatta ett välgrundat beslut.
| Faktor | Bearbetning före beläggning | Bearbetning efter beläggning |
|---|---|---|
| Finishens integritet | Beläggningen kan skadas | Felfri finish på kritiska områden |
| Maskering | Enkelt eller inte nödvändigt | Komplex och ofta kostsam |
| Toleranser | Svårare att underhålla med precision | Utmärkt dimensionell kontroll |

Argument för bearbetning före beläggning
Bearbetning av delar före ytbehandling är vanligtvis det normala arbetsflödet. Det samlar alla skärningsoperationer i en enda fas. Detta effektiviserar produktionen och kan minska den totala tillverkningstiden.
Denna metod medför dock vissa utmaningar. Pulverlackens tjocklek (vanligtvis 0,002" till 0,006") bidrar till de slutliga måtten. Detta kan påverka detaljer med snäva toleranser. Det finns också en risk att ytbehandlingen skadas under slutlig hantering eller montering.
Fördelarna med bearbetning efter beläggning
Beläggning av bearbetade delar ger dig bästa möjliga måttnoggrannhet. Det gör att du kan skapa precisa detaljer som gängade hål, borrhål eller passytor efter att beläggningen har applicerats. Detta säkerställer att den färdiga delen uppfyller exakta specifikationer utan beläggningsuppbyggnad.
På PTSMAKE föreslår vi ofta detta för flyg- eller medicinska delar där precision är avgörande. Denna process kräver noggrann planering. Maskering och extra inställningar kan öka kostnaderna, men kvalitetsvinsten är betydande. En bra design för efterbehandling tar hänsyn till materialets dimensionell stabilitet9 under dessa termiska och mekaniska processer. Våra pulverlackeringstjänster är skräddarsydda för att stödja båda sekvenserna.
| Aspekt | Bearbetning före beläggning | Bearbetning efter beläggning |
|---|---|---|
| Kostnad | Generellt sett mer ekonomiskt | Högre på grund av extra inställningar/maskering |
| Noggrannhet | Lägre för funktioner med snäva toleranser | Högsta möjliga precision |
| Ledtid | Ofta kortare och enklare | Kan ta längre tid på grund av extra steg |
| Kvalitet på finish | Risk för hanteringsskador | Skyddad yta på icke-bearbetade områden |
Beslutet väger samman kostnad, noggrannhet och ytkvalitet. Efterbearbetning ger överlägsen precision för kritiska egenskaper, medan förbearbetning är mer effektivt för delar med mindre strikta toleranskrav. Båda är giltiga tillverkningsstrategier beroende på tillämpningen.
Skydda kanter och hörn i applikationer med hög belastning
Vassa kanter är en stor utmaning för hållbara beläggningar. Pulverlack har svårt att fästa ordentligt på dem. Detta beror på att beläggningen tunnas ut när den flyter över en vass kant.
Detta gör att kanten blir exponerad och sårbar. Dålig pulverlackering av kanterna är en vanlig orsak till fel. Det påverkar direkt komponentens livslängd, särskilt i miljöer med hög belastning. Tabellen nedan visar skillnaden.
| Kanttyp | Beläggningens tjocklek | Skyddsnivå |
|---|---|---|
| Skarp kant (<0,5 mm) | Mycket tunn | Dålig |
| Rundad kant (>1 mm) | Konsekvent | Utmärkt |

Åtgärda bristfällig täckning i designen
Den mest effektiva lösningen börjar redan i designfasen. Jag rekommenderar alltid kunderna att ange en minsta radie för alla yttre och inre kanter. Denna enkla justering förbättrar beläggningens hållbarhet avsevärt.
För ett pålitligt pulverlackeringsskydd mot påfrestningar är en radie på bara 1 mm betydligt bättre än en skarp kant. Det gör att pulvret kan flyta och härda jämnt. Detta säkerställer en jämn tjocklek och maximalt skydd mot korrosion och slitage.
Förbättra ansökningsprocessen
I appliceringsfasen är det avgörande att välja rätt pulver. Vissa formuleringar har bättre flödesegenskaper, vilket minimerar återdragningen från kanterna. Vi rekommenderar ofta specifika material baserat på delens geometri.
Tekniken är också avgörande, särskilt vid beläggning av hörn och utskärningar. Den elektrostatiska processen kan skapa en Faradays bur-effekt10, vilket gör det svårt för pulvret att tränga in i djupa hörn.
Våra tekniker på PTSMAKE justerar noggrant spänningen och pulverflödet för att motverka detta. Denna expertis säkerställer en jämn täckning överallt. Våra professionella pulverlackeringstjänster fokuserar på dessa detaljer för att leverera tillförlitliga resultat.
| Lösningsfas | Nyckelåtgärd | Förväntat resultat |
|---|---|---|
| Design | Ange minsta kantradie | Förbättrad pulverflöde och vidhäftning |
| Tillämpning | Välj lämpligt pulver | Minskad återgångseffekt |
| Tillämpning | Justera sprutinställningarna | Övervinna elektrostatiska utmaningar |
Vassa kanter resulterar i tunna, svaga beläggningar på grund av ytspänningen. Den bästa lösningen är att runda kanterna under designfasen och förfina appliceringsteknikerna, vilket är ett viktigt fokus för våra experttjänster inom pulverlackering, för att säkerställa en jämn och skyddande täckning.
Färgmatchning av dina pulverlackerade delar enligt globala standarder
Att uppnå den perfekta färgen är avgörande. Det definierar ditt varumärke och säkerställer produktkvaliteten. Därför är globala standarder så viktiga i vårt arbete.
Användning av standardfärgsystem
Vi förlitar oss på etablerade färgkartor. Dessa system tillhandahåller ett gemensamt språk för färger. Detta eliminerar gissningar och garanterar enhetlighet för alla dina delar.
De två vanligaste systemen är RAL och Pantone. Varje system har ett annat huvudsyfte, men båda är användbara inom tillverkningen.
| System | Primär användning | Färgområde |
|---|---|---|
| RAL | Industriella beläggningar och plaster | Över 2 500 färger |
| Pantone | Tryckning och grafisk design | Över 3 000 färger |
Genom att använda dessa standarder säkerställer vi att den färg du anger är den färg du får. Våra pulverlackeringstjänster bygger på denna princip om precision.
Standarder som RAL och Pantone är visserligen viktiga, men de är bara utgångspunkten för en verkligt färgkonsistent ytbehandling. Flera faktorer i verkligheten kan fortfarande orsaka variationer. Det är viktigt att förstå dessa utmaningar.
Hantera partivariationer
Pulverlackeringsmaterial tillverkas i satser eller partier. Små variationer i pigment eller basmaterial mellan olika partier kan orsaka små färgskiftningar. Vi begär alltid analyscertifikat för varje parti.
Belysningens inverkan
Hur vi uppfattar färg beror i hög grad på ljuskällan. En del kan se perfekt ut under fabriksbelysning men annorlunda utomhus. Detta fenomen, känt som metamerism11, kan vara ett stort problem.
Vi använder kontrollerade belysningsbås för att inspektera delar. Dessa bås kan simulera olika ljusförhållanden, såsom dagsljus eller belysning i butiker. Detta säkerställer att din del behåller sin färg i sin slutliga användningsmiljö.
Så här hanterar vi dessa vanliga utmaningar:
| Utmaning | Vår lösning på PTSMAKE |
|---|---|
| Skift mellan partier | Kontrollera varje ny sats mot ett referensprov. |
| Ojämn belysning | Använd en ljusbås för kvalitetskontroller. |
| Leverantörsavvikelse | Använd en enda, pålitlig pulverleverantör. |
Att hantera dessa faktorer är en central del av våra pulverlackeringstjänster. Det är så vi levererar konsekventa resultat varje gång.
För att uppnå perfekt färgkonsistens krävs användning av globala standarder som RAL och Pantone. Det innebär också att man aktivt hanterar utmaningar som variationer mellan olika partier och ojämn belysning för att säkerställa att den slutliga ytbehandlingen på dina delar blir exakt som du specificerat.
Hur man arbetar med en nyckelfärdig leverantör som erbjuder beläggning + CNC
Att arbeta med en allt-i-ett-tillverkare förenklar allt. När din CNC- och efterbehandlingsleverantör är samma företag slipper du stora bekymmer.
Denna integrerade strategi innebär en enda kontaktpunkt. Ett team ansvarar för den slutliga delen. Det effektiviserar kommunikationen och säkerställer ansvarsskyldigheten.
Integrerade leverantörer kontra separata leverantörer
| Funktion | Integrerad leverantör | Separata leverantörer |
|---|---|---|
| Ansvarsskyldighet | Enkelpunkt | Flera potentiella skuldfrågor |
| Kommunikation | Strömlinjeformad och direkt | Komplex och fördröjd |
| Logistik | Förenklad (internt) | Komplex (Frakt) |
| Ledtid | Kortare | Längre |
Att välja en fullservice-leverantör av pulverlackering som även hanterar bearbetning är ett strategiskt val. Det sparar tid och minskar projektriskerna avsevärt.

Att välja en integrerad CNC- och efterbehandlingsleverantör har tydliga fördelar som går utöver enkel bekvämlighet. Det skapar ett smidigt arbetsflöde som direkt påverkar kvalitet och hastighet.
Förbättrad kvalitetskontroll
När ett team hanterar både bearbetning och beläggning förstår de hela processen. De vet hur den bearbetade ytfinishen påverkar pulvervidhäftningen. Denna expertis förhindrar vanliga ytbehandlingsfel. På PTSMAKE samarbetar våra team för att säkerställa att varje del är perfekt. Denna interna loop är nyckeln till att kunna erbjuda överlägsna pulverlackeringstjänster.
Förberedelse av underlag12 hanteras av experter som förstår delens slutliga användningsområde. Detta garanterar en hållbar och visuellt felfri yta.
Effektiviserad projektplan
En allt-i-ett-partner eliminerar den tid som går förlorad vid transport av delar mellan olika anläggningar. Det minskar också administrativa förseningar. Denna integration kan förkorta din totala ledtid avsevärt, så att din produkt kommer ut på marknaden snabbare.
| Fördel | Påverkan på ditt projekt |
|---|---|
| Enhetliga kvalitetskontroller | Färre avvisningar och defekter. |
| Inga förseningar i kollektivtrafiken | Snabbare genomloppstid från råmaterial till färdig del. |
| Minskad administration | Mindre tid åt att hantera flera inköpsorder. |
| Kostnadseffektivitet | Lägre frakt- och hanteringskostnader. |
I slutändan erbjuder en leverantör som är enda källa en mer tillförlitlig och effektiv tillverkningsupplevelse. Det förvandlar en komplex process till en enkel och hanterbar sådan.
Att välja en allt-i-ett-tillverkningspartner för CNC-bearbetning och pulverlackering med full service förenklar logistiken. Denna integration förbättrar kvalitetskontrollen, minskar ledtiderna och effektiviserar hela din leveranskedja, vilket ger en överlägsen slutprodukt med mindre administrativt arbete.
Miljövänlig pulverlackering: Vad köpare behöver veta
Att välja hållbar pulverlackering är ett viktigt steg. Det hjälper till att uppfylla miljöbestämmelserna. Denna ytbehandling erbjuder betydande miljöfördelar för modern tillverkning.
Noll VOC för renare luft
Pulverlack innehåller inga lösningsmedel. De avger praktiskt taget inga flyktiga organiska föreningar (VOC). Detta förbättrar luftkvaliteten avsevärt.
Hög materialeffektivitet
En viktig fördel är återvinningen av översprutning. Detta minimerar avfallet jämfört med flytande färg. Våra pulverlackeringstjänster fokuserar på att maximera denna effektivitet.
| Funktion | Fördel för miljön |
|---|---|
| VOC-fri | Inga skadliga luftutsläpp |
| Återvinningsbar översprutning | Minskar materialspillet med upp till 98% |
| Lågenergihärdning | Lägre koldioxidavtryck |

Verkligheten bakom "miljövänliga ytbehandlingar"
Ekopulverfärg är mer än bara ett marknadsföringsbegrepp. Det representerar en grundläggande förändring inom ytbehandlingstekniken. Frånvaron av lösningsmedel är den mest uppskattade egenskapen. Detta har en direkt inverkan på efterlevnaden av miljölagstiftningen.
De miljömässiga fördelarna sträcker sig dock ännu längre. Tänk på härdningsprocessen. Traditionella metoder krävde höga temperaturer. Nu finns det härdningspulver som fungerar vid låga temperaturer. Detta minskar energiförbrukningen avsevärt. Det minskar koldioxidavtrycket för varje del.
Maximera hållbarheten
Återvinning av översprutning är en game changer. Ett effektivt återvinningssystem kan uppnå över 95% materialutnyttjande. Detta är nästan omöjligt med flytande färger. På PTSMAKE arbetar vi med kunder för att optimera denna process. Det minskar kostnader och avfall.
Valet av pulver är också viktigt. Vissa pulver är tillverkade av mer hållbara råvaror. När du väljer en leverantör av pulverlackeringstjänster, fråga om deras materialanskaffning. Detta säkerställer verklig hållbarhet från början till slut. Bristen på Flyktiga organiska föreningar13 är en viktig fördel för hälsan och miljön.
| Härdningsmetod | Energiinverkan | Lämplig för |
|---|---|---|
| Standard termisk härdning | Hög | De flesta metaller |
| Lågtemperaturtermisk härdning | Medium | Värmekänsliga metaller, MDF |
| UV-härdning | Låg | Värmekänsliga substrat |
Pulverlackering är en verkligt miljövänlig lösning. Den är fri från flyktiga organiska föreningar, har hög materialåtervinningsgrad och energieffektiva härdningsalternativ, vilket gör den till ett förstahandsval för hållbar tillverkning. Det är en ytbehandling som gynnar både din produkt och miljön.
Pulverlackering på 3D-printade delar: Ja, det är möjligt
Alla 3D-printade delar är inte lika. Deras material och printmetod avgör förberedelsearbetet.
Polyamiddelar, ofta från SLS-skrivare, kräver särskild uppmärksamhet. Deras porösa natur måste tätas före beläggning.
Detta säkerställer en jämn och hållbar yta. Om detta steg ignoreras leder det till dålig vidhäftning och en bristfällig yta. Korrekt förberedelse är nyckeln till ett professionellt resultat för alla ytbehandlingar av additiva komponenter.
| Tryckteknik | Exempel på material | Viktigt förberedande steg |
|---|---|---|
| SLS | Polyamid (nylon) | Ytförsegling |
| SLA | Epoxihartser | Ledande grundfärg |
| FDM | ABS, PLA | Lagslättning |
Denna skräddarsydda metod är avgörande för högkvalitativa 3D-utskrifter med pulverlackering.

Låt oss fördjupa oss i specifika förberedelsebehov. För beläggning av SLS-delar, som vanligtvis är tillverkade av polyamid (nylon), är den största utmaningen deras inneboende porositet14. Dessa mikroskopiska hålrum kan fånga in luft. Denna instängda luft kan orsaka bubblor i ytbehandlingen under härdningsprocessen.
På PTSMAKE använder vi en specialiserad tätningsprocess. Denna fyller porerna i ytan och skapar en slät, icke-absorberande bas. Det är ett viktigt steg innan pulver appliceras. Detta säkerställer att pulverlackeringen fäster jämnt och härdar utan defekter.
SLA-utskrifter har däremot en mycket slät, icke-porös yta. De är dock inte naturligt ledande. För att den elektrostatiska processen med pulverlackering ska fungera måste delen vara ledande. Vi applicerar först en tunn, ledande grundfärg på SLA-delen. Detta gör att pulverpartiklarna kan attraheras och fästa jämnt på ytan.
Dessa förberedelsemetoder är avgörande inom krävande områden. Inom rymdindustrin måste belagda prototyper klara tuffa tester. Inom medicinsk prototyptillverkning är en tät, icke-porös yta avgörande för sterilisering och biokompatibilitet. Våra omfattande pulverlackeringstjänster är utformade för att uppfylla just dessa specifikationer.
| Tillämpning | Viktiga krav | Vår lösning |
|---|---|---|
| Flyg- och rymdindustrin | Hållbarhet, enhetlighet | Tätning och ledande grundning |
| Medicinsk | Biokompatibilitet, Steriliserbarhet | Porförsegling och slät yta |
Korrekt förberedelse är ett måste för pulverlackering av 3D-utskrifter. Att täta porösa SLS-delar och applicera ledande grundfärg på SLA-delar är viktiga steg. Dessa tekniker säkerställer en hållbar, högkvalitativ yta som är lämplig för flyg- och medicinska tillämpningar.
Få din offert för pulverlackering med PTSMAKE idag!
Är du redo att förvandla dina delar med precisa pulverlackeringstjänster? Kontakta PTSMAKE nu för en skräddarsydd offert! Vår tekniska expertis och våra nyckelfärdiga lösningar ger hållbarhet, snäva toleranser och felfria ytbehandlingar – inga överraskningar, bara resultat. Skicka din förfrågan och upptäck varför proffsen litar på PTSMAKE!

Upptäck hur denna polymervetenskap leder till en mer hållbar och skyddande beläggning. ↩
Lär dig hur osynliga rester kan orsaka total beläggningsfel och se hur du kan förhindra det. ↩
Lär dig hur denna elektrostatiska princip påverkar beläggningens jämnhet i fördjupade områden och skarpa hörn. ↩
Förstå kemin bakom hållbarheten och motståndskraften hos moderna industriella beläggningar. ↩
Lär dig hur materialets hårdhet påverkar maskeringstappens prestanda och återanvändbarhet i högtemperaturapplikationer. ↩
Förstå hur ljusreflektionsegenskaper påverkar den upplevda kvaliteten och färgen på din produkts ytfinish. ↩
Lär dig hur en komponents termiska egenskaper påverkar den erforderliga härdningstiden och den slutliga beläggningskvaliteten. ↩
Upptäck hur ytstruktur mäts och varför den är avgörande för beläggningens prestanda och hållbarhet. ↩
Förstå hur ett materials reaktion på värme och påfrestningar påverkar dess slutliga dimensioner och prestanda. ↩
Lär dig hur denna elektrostatiska princip påverkar beläggningskvaliteten och hur experter övervinner den. ↩
Förstå hur två färger kan matcha under ett ljus men inte under ett annat med denna tydliga förklaring. ↩
Lär dig hur rätt ytbehandling är avgörande för beläggningens vidhäftning och ett felfritt resultat. ↩
Förstå vad VOC är och varför det är viktigt att eliminera dem för miljön och säkerheten på arbetsplatsen. ↩
Lär dig hur ytegenskaper påverkar beläggningens vidhäftning och hur du hanterar detta på rätt sätt för att uppnå bästa resultat. ↩






