

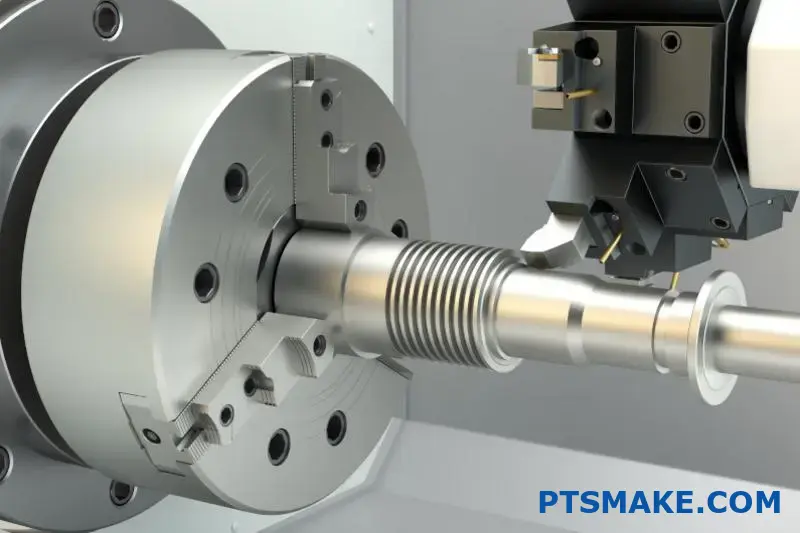
CNC-bearbetning av titan ser enkelt ut tills du ställs inför värmeutveckling, arbetshärdning och verktygsslitage som kan förstöra dina delar och spräcka din budget. Många tillverkare kämpar med ojämn kvalitet och misslyckade projekt när de bearbetar detta krävande material.
CNC-bearbetning av titan kräver specialiserade tekniker, lämpliga kylsystem och exakt verktygsval för att övervinna titans låga värmeledningsförmåga och arbetshärdningstendenser samtidigt som snäva toleranser bibehålls för högpresterande applikationer.

Jag har arbetat med titandelar inom flyg-, medicin- och marinindustrin på PTSMAKE. Det här materialet kräver respekt och kunskap. Med rätt tillvägagångssätt förvandlas titan från ett problematiskt material till precisionskomponenter som fungerar felfritt i kritiska tillämpningar. Nedan kommer jag att dela med mig av de viktiga insikter som skiljer framgångsrik titanbearbetning från kostsamma misslyckanden.
Varför är CNC-bearbetning av titan viktigt för högpresterande industrier?
Har du någonsin specificerat ett material för en kritisk komponent, bara för att se det misslyckas under stress, korrosion eller utmattning? Det är i det ögonblicket som högpresterande material inte går att förhandla bort.
CNC-bearbetning av titan är avgörande för högpresterande industrier eftersom den kombinerar metallens överlägsna styrka-till-vikt-förhållande, korrosionsbeständighet och biokompatibilitet med den absoluta precisionen hos datorstyrd bearbetning. Detta skapar tillförlitliga, komplexa delar som uppfyller de strängaste standarderna för flyg-, medicin- och fordonsapplikationer.

Titan är inte bara vilken metall som helst; det är en lösning på några av ingenjörskonstens svåraste utmaningar. Dess värde kommer från en unik kombination av egenskaper som andra material helt enkelt inte kan matcha. Att förstå dessa egenskaper är det första steget i att förstå varför titan är ett förstahandsval för delar där fel inte är ett alternativ.
Det oslagbara förhållandet mellan styrka och vikt
När ingenjörer talar om styrka/vikt-förhållande diskuterar de hur starkt ett material är i förhållande till dess densitet. Det är här titan, särskilt legeringar som Ti-6Al-4V (Grade 5), verkligen briljerar. Det har samma styrka som många stål, men är cirka 45% lättare. För branscher som flyg- och rymdindustrin och prestandabilar är detta en game-changer. Lättare flygplanskomponenter innebär bättre bränsleeffektivitet och ökad nyttolastkapacitet. I en racerbil leder minskad vikt till snabbare acceleration och bättre köregenskaper. Den här egenskapen gör det möjligt att konstruera robusta, hållbara delar utan den vikt som traditionella metaller medför, vilket öppnar upp för nya möjligheter till innovation.
Överlägsen korrosionsbeständighet
Titans motståndskraft mot korrosion är legendarisk. Det bildar naturligt ett tunt, inert och mycket vidhäftande oxidskikt när det utsätts för syre. Denna process av passivering1 skyddar metallen från angrepp från ett brett spektrum av syror, klorider och saltvatten. Detta gör den oumbärlig för marina tillämpningar, kemisk bearbetning och avsaltning. Medan rostfritt stål så småningom kan drabbas av grop- eller spaltkorrosion i tuffa saltvattenmiljöer, förblir titankomponenter opåverkade, vilket drastiskt förlänger livslängden och minskar underhållskostnaderna. I tidigare projekt på PTSMAKE har vi sett kunder byta till titan för undervattenskomponenter specifikt för att eliminera kostsamma och frekventa utbyten.
Viktig biokompatibilitet
För den medicinska industrin är ett materials interaktion med människokroppen av största vikt. Titan är exceptionellt biokompatibelt, vilket innebär att det är giftfritt, icke-allergiframkallande och inte stöts bort av kroppen. Detta gör att det kan smälta samman direkt med ben i en process som kallas osseointegration. Den här egenskapen gör det till guldstandard för medicinska implantat som ledproteser (höfter, knän), tandimplantat och benskruvar. Dess styrka säkerställer att implantaten kan motstå de mekaniska påfrestningarna i det dagliga livet, medan dess inerta natur garanterar långsiktig säkerhet och prestanda inuti människokroppen.
| Fastighet | Titan (Ti-6Al-4V) | Rostfritt stål (316L) | Aluminium (6061-T6) |
|---|---|---|---|
| Densitet (g/cm³) | ~4.43 | ~8.00 | ~2.70 |
| Draghållfasthet (MPa) | ~950 | ~570 | ~310 |
| Styrka-till-vikt | Mycket hög | Medium | Hög |
| Motståndskraft mot korrosion | Utmärkt | Bra | Rättvist |
| Biokompatibilitet | Utmärkt | Rättvist | Dålig |
Titans egenskaper är imponerande i sig, men de gör det också till ett notoriskt svårt material att arbeta med. Det har låg värmeledningsförmåga, vilket gör att värme byggs upp vid skärverktyget, och det har en tendens att gallra och smeta. Det är därför som tillverkningsmetoden är lika viktig som själva materialet. Man kan inte bara slänga ett titanblock i vilken gammal maskin som helst och förvänta sig bra resultat. CNC-bearbetning (Computer Numerical Control) är nyckeln som frigör den fulla potentialen hos detta avancerade material.
Övervinna bearbetningsutmaningar med precision
Utmaningarna med att arbeta med titan - nämligen värmeutveckling och arbetshärdning - kräver en mycket kontrollerad och robust tillverkningsprocess. CNC-bearbetning är perfekt lämpad för detta. På PTSMAKE använder vi maskiner med hög styvhet, optimerade skärhastigheter och högtryckskylsystem som är särskilt utformade för att hantera värme och förhindra verktygsslitage. Specialiserade verktygsbanor som är programmerade i CNC-styrningen säkerställer en jämn spånbelastning, vilket förhindrar att materialet arbetshärdas under processen. Denna kontrollnivå är helt enkelt inte möjlig med manuella metoder. Det gör att vi kan skära, borra och fräsa titan effektivt samtidigt som vi bibehåller materialets integritet och håller extremt snäva toleranser.
Uppnå komplexa geometrier och snäva toleranser
Högpresterande industrier kräver detaljer med komplicerad design och exakta mått. Tänk på de komplexa inre kanalerna i ett bränsleinsprutningsmunstycke eller de konturerade ytorna på en konstgjord höftled. 5-axlig CNC-bearbetning gör det möjligt att skapa dessa komplexa geometrier i en enda uppställning. Detta minskar risken för fel vid omfixering av detaljen och säkerställer att alla funktioner är perfekt inriktade. Vår förmåga att konsekvent hålla toleranser inom några få mikrometer är avgörande för våra kunder inom flyg- och rymdindustrin och medicintekniksektorn. Denna precision säkerställer att komponenterna passar perfekt, fungerar tillförlitligt och presterar optimalt under extrema förhållanden.
Säkerställa repeterbarhet från prototyp till produktion
Från den första prototypen till en full produktionskörning på tusentals enheter är konsekvens nyckeln. CNC-bearbetning är en digital process. När ett program har bevisats kan det köras om och om igen och producera identiska delar varje gång. Denna repeterbarhet är avgörande för branscher där enhetlighet från detalj till detalj är ett lagstadgat krav eller säkerhetskrav. Den eliminerar den variabilitet som ofta förekommer vid gjutning eller smide och säkerställer att varje komponent som kommer ut från våra maskiner uppfyller exakt samma specifikationer som den första. Denna tillförlitlighet effektiviserar monteringen, förenklar kvalitetskontrollen och skapar förtroende för slutprodukten.

Titans värde definieras av dess exceptionella förhållande mellan styrka och vikt, korrosionsbeständighet och biokompatibilitet. Dessa egenskaper innebär dock betydande tillverkningsutmaningar. Det är här CNC-bearbetning av titan blir oumbärlig. Det ger den nödvändiga kontrollen för att övervinna materialets svårigheter, vilket gör det möjligt att skapa komplexa delar med snäva toleranser. Genom att para ihop det överlägsna materialet med en precisionstillverkningsprocess frigör vi dess fulla potential för högpresterande industrier, vilket säkerställer tillförlitlighet och konsekvens från första till sista delen.
Precision och toleranser: Att uppfylla krävande specifikationer.
Har du någonsin oroat dig för att en liten avvikelse i en titandel kan leda till ett katastrofalt fel? När det handlar om applikationer med höga insatser kan även ett fel på mikronivå äventyra ett helt system.
Att uppnå submikronprecision vid CNC-bearbetning av titan är inte bara möjligt - det är nödvändigt. Avancerad teknik, i synnerhet schweizisk bearbetning, i kombination med rigorösa processkontroller, gör att vi konsekvent kan uppfylla de strängaste specifikationerna och säkerställa både optimal prestanda och kompromisslös säkerhet i kritiska komponenter.

När vi talar om precision vid titanbearbetning handlar det om mer än att bara uppnå en måldimension. Det handlar om repeterbarhet och konsekvens för tusentals delar. I krävande industrier hänger en slutmonterings prestanda ofta på kvaliteten hos dess minsta komponenter. Det är här som valet av tillverkningsteknik blir avgörande.
Rollen för avancerad CNC-teknik
I hjärtat av högprecisions titan cnc-bearbetning är själva maskinen. Standard CNC-fräsar och svarvar är kraftfulla, men specialutrustning behövs för detaljer med extrema toleranskrav. Svarvar av schweizisk typ är till exempel helt nya. De stöder arbetsstycket precis bredvid skärverktyget, vilket avsevärt minskar vibrationer och avböjning. Detta är särskilt viktigt vid bearbetning av långa, smala titandelar, där verktygstrycket lätt kan få materialet att böjas. Resultatet är en överlägsen ytfinish och möjlighet att hålla mycket snävare toleranser. I tidigare projekt på PTSMAKE har vi konstaterat att Schweizisk bearbetning kan förbättra måttnoggrannheten med upp till 50% för specifika geometrier jämfört med konventionell svarvning.
Processtyrning och optimering
Enbart teknik är inte tillräckligt. Bearbetningsprocessen måste kontrolleras minutiöst. Detta innefattar flera nyckelfaktorer:
- Verktygsbana Strategi: Vi använder avancerad CAM-programvara för att skapa optimerade verktygsbanor som minimerar verktygsslitage och termisk belastning på titandelen. Detta säkerställer konsekventa skärkrafter och hjälper till att bibehålla materialets dimensionell stabilitet)2.
- Skärande verktyg: Att använda rätt skärverktyg - särskilt sådana med vassa kanter och specialbeläggningar avsedda för titan - är inte förhandlingsbart. Slitna eller felaktiga verktyg kan ge upphov till värme och spänningar, vilket leder till felaktiga dimensioner.
- Termisk hantering: Titans låga värmeledningsförmåga innebär att värme byggs upp i skärzonen. Vi använder högtryckskylsystem för att effektivt evakuera värme och spånor, vilket förhindrar termisk expansion som kan påverka toleranserna.
Enligt våra interna tester är det en kombination av dessa faktorer som verkligen ger ultraprecision.
| Funktion | Standard CNC-svarvning | Schweizisk maskinbearbetning |
|---|---|---|
| Stöd för arbetsstycke | Stödd i ändarna | Stöd nära verktyget |
| Vibrationsdämpande | Måttlig | Utmärkt |
| Idealisk delprofil | Kortare, större diameter | Långa, smala delar |
| Typisk tolerans | ±0,015 mm | Så lågt som ±0,002 mm |
Den teoretiska förmågan att uppnå en viss tolerans är en sak, men att förstå dess praktiska inverkan är en annan. För ingenjörer inom sektorer som flyg, rymd och medicin är precision inte bara något som är "bra att ha" på en ritning. Det är ett grundläggande krav som är direkt kopplat till prestanda, tillförlitlighet och människors säkerhet. En avvikelse som mäts i mikrometer kan vara skillnaden mellan ett lyckat uppdrag och ett kritiskt misslyckande.
Påverkan på flyg- och försvarsindustrin
Inom flyg- och rymdindustrin är konsekvenserna av ett komponentfel allvarliga. Titanlegeringar används i kritiska applikationer som komponenter till landningsställ, turbinblad och strukturella fästelement på grund av deras höga hållfasthet i förhållande till vikt och korrosionsbeständighet.
- Motorkomponenter: Turbinblad och -skivor arbetar under extrema temperaturer och rotationshastigheter. Exakta profilkonturer är avgörande för aerodynamisk effektivitet och bränsleekonomi. Varje avvikelse kan störa luftflödet, minska prestandan och potentiellt leda till utmattningsfel över tid.
- Strukturell integritet: Fästelement och beslag som håller ihop flygplansskrovet måste ha exakta mått för att säkerställa en korrekt passform. En lös passform kan leda till vibrationsutmattning, medan en för snäv passform kan ge upphov till spänningskoncentrationer och skapa en potentiell felpunkt.
Kritiska frågor inom det medicinska området
Den medicintekniska industrin kräver en ännu högre grad av precision. När en komponent implanteras i människokroppen finns det ingen marginal för fel.
- Ortopediska implantat: Komponenter som benskruvar, fixeringssystem för ryggraden och ledproteser måste passa perfekt med både patientens anatomi och passande delar. En titanskruv av fel storlek kan misslyckas med att fästa en benplatta, vilket leder till kirurgiskt misslyckande och kräver en ny operation.
- Kirurgiska instrument: Precisionen hos kirurgiska verktyg i titan, som t.ex. pincetter och skalpeller, har en direkt inverkan på kirurgens förmåga att utföra känsliga ingrepp. Den inriktning och skärpa som uppnås genom precisionsbearbetning säkerställer att instrumenten fungerar exakt som avsett.
Tabellen nedan illustrerar hur toleranserna direkt korrelerar med applikationsrisken.
| Tillämpning | Exempel på komponent | Typisk tolerans | Konsekvenser av avvikelse |
|---|---|---|---|
| Flyg- och rymdindustrin | Rot på turbinblad | ±0,005 mm | Minskad motorverkningsgrad, risk för trötthet |
| Medicinsk | Gänga för benskruv | ±0,003 mm | Dålig fixering, implantat som lossnar |
| Fordon | Turboladdarens axel | ±0,010 mm | Obalans, för tidigt lagerhaveri |

I titan cnc-bearbetningär det inte förhandlingsbart att uppnå krävande specifikationer. Det börjar med att erkänna att även fel på mikronivå kan få betydande konsekvenser. Genom att utnyttja avancerad teknik som schweizisk maskinbearbetning och genomföra rigorösa processkontroller kan vi konsekvent uppfylla de stränga toleranser som krävs. Detta engagemang för precision är det som säkerställer tillförlitligheten och säkerheten hos kritiska komponenter i branscher med höga insatser som flyg- och medicinteknik, där prestanda är direkt kopplad till noggrannheten hos varje tillverkad del.
Ytbehandlingstekniker för CNC-detaljer i titan.
Har du någonsin slutfört designen av en titandel, bara för att stå handfallen inför valet av ytbehandling? Att välja fel ytbehandling kan underminera detaljens prestanda och leda till korrosion, överdrivet slitage eller ett utseende som inte imponerar.
Den bästa ytbehandlingen för CNC-delar i titan beror på dina specifika behov. Viktiga alternativ inkluderar anodisering för överlägsen korrosionsbeständighet, pärlblästring för en enhetlig matt textur och polering för en slät, spegelliknande yta. För ökad hållbarhet erbjuder PVD-beläggning exceptionell hårdhet, medan pulverlackering ger robusta färgalternativ.

När den primära cnc-bearbetningen av titan är klar är den ytfinish du väljer mer än bara en kosmetisk touch-up; det är ett kritiskt tekniskt beslut som dikterar detaljens slutliga egenskaper. Enligt min erfarenhet på PTSMAKE är nyckeln till framgång att anpassa ytbehandlingstekniken till detaljens avsedda tillämpning. Låt oss titta på några av de vanligaste och mest effektiva metoderna.
Anodisering: Förbättring av titans naturliga styrkor
Till skillnad från processen för aluminium lägger anodisering av titan (typ II och typ III) inte bara till en beläggning; den växer det befintliga skyddande oxidskiktet på ytan. Denna förbättring ökar avsevärt materialets inneboende motståndskraft mot korrosion och slitage.
Funktionella och estetiska vinster
Det förtjockade oxidskiktet som skapas genom anodisering är en integrerad del av detaljen, vilket innebär att det inte flisas eller skalas av. Detta är avgörande för medicinska implantat, där biokompatibilitet inte är förhandlingsbart och ytan måste förbli stabil. Processen för passivering3 är effektivt överladdad. Estetiskt sett kan anodisering ge en rad olika färger genom att variera oxidskiktets tjocklek, vilket bryter ljuset på olika sätt. Färgpaletten är dock mer subtil och begränsad jämfört med vad du kan uppnå med aluminium.
Pärlblästring: För ett rent och enhetligt utseende
Pärlblästring är en process som används för att skapa en icke-reflekterande, satinerad yta. Det innebär att fina glaspärlor skjuts mot detaljens yta med högt tryck. Denna metod är utmärkt för att dölja mindre ojämnheter och verktygsmärken efter bearbetningen. Den skapar en ren, konsekvent textur som är både visuellt tilltalande och funktionell, eftersom den kan hjälpa till att lindra ytspänningar som uppstår under bearbetningen.
Polering: Uppnå en felfri yta
För applikationer som kräver låg friktion eller ett avancerat kosmetiskt utseende finns det inget som slår polering. Processen kan variera från en grundläggande satinpolering till en fullständig spegelpolering. En jämnare yta handlar inte bara om utseende; den minskar de mikroskopiska toppar och dalar där sprickor kan uppstå, vilket potentiellt kan förbättra utmattningslivslängden för en komponent. Polering av titan kan vara en utmaning på grund av dess tendens att gallra, men resultatet är en del som inte bara är vacker utan också lättare att rengöra och sterilisera.
| Efterbehandlingsmetod | Primär förmån | Gemensam ansökan | Relativ kostnad |
|---|---|---|---|
| Anodisering (typ II) | Korrosionsbeständighet, färg | Medicinska implantat, flyg- och rymdindustrin | Måttlig |
| Pärlblästring | Enhetlig matt yta | Allmänna komponenter | Låg |
| Polering | Låg friktion, estetik | Högpresterande delar | Hög |

Medan de tidigare metoderna fungerar genom att behandla titanets befintliga yta, innebär en annan kategori av ytbehandlingar att man applicerar ett helt nytt lager av material. Dessa beläggningar kan tillföra egenskaper som titanet i sig inte har, vilket öppnar upp för nya möjligheter när det gäller prestanda och hållbarhet. Det är här som avancerade tekniker kommer in i bilden och erbjuder lösningar på några av de mest krävande tekniska utmaningarna.
PVD-beläggning: För extrem hållbarhet
PVD (Physical Vapor Deposition) är en sofistikerad vakuumdeponeringsprocess som applicerar en mycket tunn men extremt hård keramisk beläggning på detaljen. Beläggningar som titannitrid (TiN) eller diamantliknande kol (DLC) kan höja ythårdheten på en titandel dramatiskt, vilket gör den exceptionellt motståndskraftig mot repor och slitage. Vi har sett att detta används effektivt i projekt som kräver delar som uthärdar konstant friktion, t.ex. i högpresterande fordons- eller industrimaskiner. PVD erbjuder också en mängd olika rika färger - som guld, svart och brons - som är mycket mer hållbara än de som kommer från anodisering.
Pulverlackering: Robust och färgstarkt skydd
Om målet är en specifik färg eller ett tjockt, skyddande skikt är pulverlackering ett utmärkt val. Processen innebär att ett torrt pulver sprutas elektrostatiskt på detaljen, som sedan härdas under värme för att bilda en hård yta. Detta skapar en enhetlig beläggning som är mycket hårdare än konventionell färg. Det är ett utmärkt alternativ för komponenter som måste tåla tuffa miljöer. När det gäller cnc-bearbetning av titan är det viktigt att se till att detaljens geometri möjliggör en jämn pulverapplicering och att härdningstemperaturen inte påverkar några kritiska värmebehandlingar som materialet kan ha genomgått.
Förkromning: En traditionell ytbehandling för specifika fall
Även om det är mindre vanligt för titan än för stål, kan förkromning användas för specifika funktionella fördelar. Hårdförkromning ger t.ex. en mycket hård yta med låg friktion som är idealisk för vissa slitageapplikationer. Att applicera krom på titan är dock en komplex process. Eftersom krom inte fäster direkt på titan måste ett mellanliggande ytskikt, vanligtvis nickel, appliceras först. Detta flerstegskrav ökar både komplexiteten och kostnaden, vilket gör det till en specialiserad lösning snarare än en generell ytbehandling.
| Beläggningsmetod | Tillagd tjocklek | Viktig fördel | Färgalternativ |
|---|---|---|---|
| PVD-beläggning | Mycket tunn (mikrometer) | Extrem hårdhet | Brett sortiment (metalliska färger) |
| Pulverlackering | Tjocklek (Mils) | Slitstark färg | Nästan obegränsad |
| Krommande | Varierande | Slitstyrka/smörjegenskaper | Silver (Spegel/Satin) |
Att välja rätt ytfinish för din CNC-bearbetade del i titan är ett kritiskt beslut. Alternativen sträcker sig från att förbättra materialets naturliga egenskaper med anodisering eller pärlblästring till att lägga till helt nya funktionella lager genom PVD eller pulverlackering. Den bästa metoden beror alltid på att balansera funktionella krav som korrosionsbeständighet och hårdhet med estetiska mål och budget. Genom att förstå dessa avvägningar säkerställer du att din slutliga komponent fungerar exakt som avsett i sin applikation.
Tillämpningar inom industrin: Från flyg till medicin och mer därtill.
Har du någonsin undrat varför vissa branscher satsar allt på ett material? Varför de inte har råd att kompromissa med prestanda, även när kostnaden är hög?
Titans otroliga styrka i förhållande till vikt och korrosionsbeständighet, som frigörs genom CNC-bearbetning, gör det till det icke förhandlingsbara valet för kritiska komponenter inom flyg-, medicin-, marin- och högpresterande fordonsapplikationer där fel inte är ett alternativ.

När ett material används för att bygga något som flyger på 30.000 fots höjd eller implanteras i människokroppen är kraven otroligt höga. Det är här titan, som formas genom exakt CNC-bearbetning, verkligen utmärker sig. Det handlar inte bara om att tillverka en del; det handlar om att bygga in förtroende och tillförlitlighet i varje komponent.
Flyg- och rymdindustrin: Teknik för extrema förhållanden
Inom flyg- och rymdindustrin räknas varje gram. Viktminskning leder direkt till bränslebesparingar och ökad nyttolastkapacitet, men det får aldrig ske på bekostnad av styrka eller säkerhet. Det här är titanets hemmaplan.
Strukturella komponenter och flygplanskroppar
Titanlegeringar används i stor utsträckning för kritiska flygplansstrukturer som landningsställ, vingbalkar och skott. Dessa delar måste tåla enorma påfrestningar under start, flygning och landning. Precisionen hos titan cnc-bearbetning gör det möjligt för oss att skapa komplexa geometrier som optimerar styrkan samtidigt som vikten minimeras, något som är svårt med andra material eller tillverkningsmetoder.
Turbinblad och motordelar
Jetmotorer arbetar under extrema temperaturer och rotationskrafter. Titans förmåga att bibehålla sin styrka vid höga temperaturer gör att den är viktig för kompressorblad, skivor och höljen. De delar som vi bearbetar på PTSMAKE för kunder inom flyg- och rymdindustrin har ofta toleranskrav som mäts i mikrometer, vilket säkerställer perfekt balans och aerodynamisk effektivitet. Enligt vår erfarenhet är Grade 5 (Ti-6Al-4V) arbetshästen för dessa applikationer på grund av dess utmärkta allroundprestanda. Processen för att tillverka dessa delar kräver en förståelse för hur materialet beter sig under stress och värme, en kunskap som byggts upp under åratal av praktiskt arbete.
Medicinsk: Precision för människors hälsa
Det medicinska området kräver material som inte bara är starka och hållbara utan också säkra för långvarig kontakt med människokroppen.
Implantat och proteser
Titan är det ledande materialet för ortopediska implantat som höftleder, knäproteser och tandimplantat. Dess giftfria natur och motståndskraft mot korrosion från kroppsvätskor säkerställer att det inte stöts bort av kroppen. Denna egenskap hos Biokompatibilitet4 är avgörande. Dessutom liknar dess elasticitet mänskligt ben, vilket bidrar till att minska belastningen på omgivande benvävnad och främjar bättre integration.
| Medicinsk applikation | Viktig titanfastighet | Krav på maskinbearbetning |
|---|---|---|
| Tandimplantat | Hög biokompatibilitet | Precision på mikronivå för passform |
| Ledproteser | Utmärkt förhållande mellan styrka och vikt | Komplex ytbehandling |
| Benskruvar/plattor | Motståndskraft mot korrosion | Gängor med hög precision |
| Kirurgiska instrument | Steriliseringsresistens | Icke-porös ytfinish |
Kirurgiska instrument
Kirurger förlitar sig på instrument som är lätta, starka och som kan steriliseras upprepade gånger utan att försämras. Kirurgiska verktyg i titan, från pincetter till sårhakar, uppfyller dessa behov perfekt. De är icke-magnetiska, vilket är en betydande fördel i operationssalar med MR-maskiner och annan känslig elektronisk utrustning.

Utöver de högprofilerade världarna inom flyg och medicin har titans unika fördelar gjort det till ett kritiskt material i flera andra krävande branscher. Dessa sektorer kanske inte alltid får rubrikerna, men deras prestandakrav är lika stränga. Den röda tråden är behovet av komponenter som tål tuffa miljöer och ger kompromisslös tillförlitlighet.
Marin: Att erövra korrosiva miljöer
Saltvatten är en av de mest korrosiva naturliga miljöerna på jorden och kan förstöra de flesta metaller över tid. Titan är dock praktiskt taget immunt mot detta.
Komponenter för undervattens- och marinindustrin
För örlogsfartyg, ubåtar och oljeriggar till havs, titan cnc-bearbetning används för att tillverka delar som ständigt utsätts för havsvatten. Detta inkluderar propellrar, propelleraxlar, ballastventiler och höljen för undervattenssensorer. Även om den initiala materialkostnaden är högre än för rostfritt stål innebär titans långa livslängd lägre underhålls- och ersättningskostnader under fartygets livslängd. I projekt som vi har konsulterat har bytet till titan för vissa undervattenskomponenter förlängt livslängden med mer än det dubbla.
Fordon: Strävan efter prestanda
När det gäller högpresterande fordon och tävlingsfordon är de tekniska målen liknande dem inom flygindustrin: minska vikten och öka hållfastheten.
Högpresterande motordelar
Titan är det material som väljs för komponenter i tävlingsmotorer, t.ex. vevstakar, ventiler och avgassystem. Lättare vevstakar gör att motorn kan varva högre och snabbare, medan ventiler av titan tål extrema förbränningstemperaturer. Resultatet är mer kraft och förbättrad motorrespons. Även om du inte kommer att hitta det i den genomsnittliga familjebilen på grund av kostnaden, ger det en tydlig prestandafördel för superbilar och tävlingsracing.
| Industri | Främsta nyttan med titan | Exempel på CNC-bearbetad del |
|---|---|---|
| Marin | Exceptionellt korrosionsmotstånd | Propelleraxlar, hus för undervattensbruk |
| Fordon (racing) | Högt förhållande mellan styrka och vikt | Kopplingsstavar, avgasventiler |
| Kemisk bearbetning | Kemisk tröghet | Värmeväxlare, reaktorer |
| Konsumentelektronik | Premiumkänsla och hållbarhet | Höljen till avancerade bärbara datorer/telefoner |
Industriell och kemisk bearbetning
I kemiska anläggningar hanterar utrustningen ofta starkt frätande syror och andra aggressiva kemikalier. Titans kemiska inertitet gör det idealiskt för tillverkning av reaktorer, värmeväxlare, rör och ventiler som används i dessa anläggningar. Dess stabilitet säkerställer produktens renhet och förhindrar fel på utrustningen, vilket skulle kunna vara katastrofalt. Möjligheten att bearbeta komplexa inre vägar i titanvärmeväxlare möjliggör till exempel högeffektiv värmeöverföring i ett kompakt och hållbart paket.

Titans överlägsna egenskaper gör det viktigt i sektorer där prestanda inte kan kompromissas. CNC-bearbetning med precision är nyckeln som frigör denna potential och formar den till kritiska komponenter för flyg- och rymdindustrin, där vikt och värmebeständighet är av största vikt, och för medicinska implantat, där biokompatibilitet är avgörande. Denna mångsidighet sträcker sig till marina, fordons- och industriella applikationer, som alla utnyttjar titans unika styrka och korrosionsbeständighet för att fungera tillförlitligt i de mest krävande miljöerna.
Bästa praxis för titanbearbetning: En praktisk guide!
Har du någonsin följt skolbokens regler för titanbearbetning, bara för att sluta med en skrotad del och ett trasigt verktyg? Det är ett frustrerande vanligt scenario som slukar tid och resurser.
Att bemästra CNC-bearbetning av titan innebär en strategisk kombination av att välja rätt skärverktyg, använda avancerade kylvätskestrategier och optimera bearbetningsparametrarna. Dessa metoder är avgörande för att hantera värme, förhindra arbetshärdning och uppnå exakta, högkvalitativa resultat på ett konsekvent sätt.

Att gå från teori till praktik kräver ett disciplinerat tillvägagångssätt. Enligt min erfarenhet handlar framgång inom titanbearbetning inte om ett enda trick, utan om systematisk tillämpning av flera grundläggande principer. Om man gör fel på någon av dessa kan det snabbt leda till misslyckande.
Välja rätt skärverktyg
Det är i verktyget det händer, och när det gäller titan är valet av verktyg avgörande. Du kan inte bara använda samma pinnfräs som du skulle använda för aluminium eller stål.
Verktygsmaterial och ytbeläggningar
Obelagda hårdmetallverktyg håller inte länge mot titan. Vi använder nästan uteslutande hårdmetallverktyg med specifika beläggningar som titanaluminiumnitrid (TiAlN) eller aluminiumtitannitrid (AlTiN). Dessa beläggningar skapar en termisk barriär som skyddar hårdmetallsubstratet från den intensiva värme som genereras i skärzonen. Beläggningens hårdhet ger också utmärkt nötningsbeständighet mot titanets gummiliknande natur.
Verktygsgeometri
Skärpa är inte förhandlingsbart. Ett slött verktyg gnider snarare än skär, vilket omedelbart orsakar arbetshärdning och leder till katastrofala fel. Vi letar efter verktyg med en skarp, positiv rake-vinkel för att klippa materialet rent. En hög helixvinkel (ca 35-45 grader) bidrar också till att effektivt evakuera spånorna, vilket är avgörande för att förhindra att de skärs om - en vanlig källa till värme och verktygsbrott. När vi diskuterar radiellt ingrepp måste vi också ta hänsyn till fenomenet spåntunning5vilket direkt påverkar beräkningarna av matningshastigheten.
Optimera flöden och hastigheter
Det är här som många maskinister gör fel. Reglerna för stål gäller inte här.
| Parameter | Konventionell bearbetning av stål | Rekommenderad bearbetning av titan |
|---|---|---|
| Skärhastighet | Hög | Låg (t.ex. 150-300 SFM) |
| Matningshastighet | Måttlig | Hög och konsekvent |
| Skärdjup | Variabel | Konsekvent och under chip-belastning |
Mantrat för titan är "Låg hastighet, hög matning." Höga hastigheter genererar överdriven värme som titanet inte kan avleda, vilket leder till verktygsslitage och skevhet hos detaljen. Istället minskar vi antalet ytfot per minut (SFM) och ökar matningen per tand. Detta tillvägagångssätt upprätthåller en hälsosam spånbelastning, vilket säkerställer att verktyget hela tiden skär nytt material i stället för att gnugga mot en arbetshärdad yta. Värmen hålls kvar i spånan, som sedan transporteras bort från arbetsstycket och verktyget.

Utöver de grundläggande frågorna om verktyg och hastigheter är det inom programmering och kylvätskestrategier som expertisen verkligen gör skillnad. Dessa avancerade tekniker är det som skiljer en verkstad som kämpar från en som bearbetar titan på ett lönsamt och tillförlitligt sätt. På PTSMAKE har vi förfinat dessa metoder genom otaliga projekt och förvandlat utmanande delar till rutinmässiga framgångar.
Intelligent programmering av verktygsbanor
Hur du flyttar verktyget är lika viktigt som själva verktyget. Traditionella "zick-zack"- eller offsetverktygsbanor med skarpa hörn är katastrofala för titan. Dessa skapar plötsliga spikar i verktygsingreppet, vilket leder till överdriven värme, skakningar och verktygsbrott.
Engagemang för konstant verktyg
Målet är att upprätthålla en konstant och jämn belastning på skärverktyget. Vi uppnår detta med hjälp av moderna CAM-strategier.
- Trokoidal fräsning: Denna teknik använder en cirkulär "looping"-rörelse för att skära spår, vilket ger ett konsekvent och lågt radiellt skärdjup. Den är perfekt för grovbearbetning, eftersom den håller värmen stabil och möjliggör mycket djupare axiella skär än traditionella metoder.
- Fräsning av skal: I likhet med trokoidfräsning använder denna strategi lätta radiella skär med hög hastighet för att "skala" bort material, vilket förhindrar att verktyget någonsin blir helt nedgrävt i skäret.
Här är en enkel jämförelse av tillvägagångssätten:
| Strategi för verktygsbanor | Viktig karaktäristik | Påverkan på titanbearbetning |
|---|---|---|
| Traditionell Offset | Vassa hörn, varierande verktygsbelastning | Orsakar skakningar, värmetoppar, arbetshärdning |
| Trokoidal fräsning | Konstant, lågt radiellt ingrepp | Minimerar värme, möjliggör djupa snitt, förlänger verktygets livslängd |
| Peel fräsning | Lätta radiella passeringar med hög hastighet | Utmärkt för spånevakuering och värmekontroll |
Avancerad applikation för kylvätska
Kylvätska är inte bara till för att kyla; det är till för spånevakuering och smörjning. För titan är dess roll ännu viktigare. Att fylla detaljen med ett vanligt kylvätskemunstycke är ofta otillräckligt eftersom de höga skärkrafterna skapar en tryckbarriär som hindrar vätskan från att nå fram till skäreggen.
Det är därför som högtryckskylsystem (HPC), som vanligtvis levererar vätska vid 1 000 PSI eller mer, förändrar spelplanen för CNC-bearbetning av titan. När HPC levereras genom spindeln och ut genom verktygsspetsen sprängs spånorna bort från skärzonen direkt. Detta förhindrar återskärning av spån, minskar drastiskt värmeutvecklingen vid verktygsspetsen och möjliggör högre matningshastigheter, vilket i slutändan förbättrar cykeltiderna och verktygens livslängd.

Effektiv bearbetning av titan är beroende av ett systematiskt tillvägagångssätt. Det börjar med att man väljer vassa, belagda hårdmetallverktyg och upprätthåller en stabil uppställning. Nyckeln är att använda låga skärhastigheter med höga matningshastigheter, med stöd av högtryckskylvätska för att hantera värmen. Dessutom förhindrar avancerade verktygsbanor som trokoidfräsning arbetshärdning och säkerställer både verktygens livslängd och detaljernas kvalitet. Denna disciplinerade strategi är grundläggande för framgångsrika CNC-bearbetningsprojekt i titan.
Vanliga titankvaliteter och deras egenskaper.
Har du någonsin valt en titankvalitet baserat på ett datablad, bara för att upptäcka att den beter sig helt annorlunda under bearbetningen? Denna missmatchning kan få tidsplaner att spåra ur och kostnader att skjuta i höjden.
Att välja rätt titankvalitet är avgörande för ett lyckat projekt. Kommersiellt ren grad 2 erbjuder överlägsen korrosionsbeständighet och formbarhet, medan legeringen grad 5 (Ti-6Al-4V) ger mycket högre styrka och prestanda, vilket direkt påverkar resultatet av alla CNC-bearbetningsprojekt i titan.

All titan är inte skapad på samma sätt. Den kvalitet du väljer är den enskilt viktigaste faktorn som avgör den slutliga delens styrka, korrosionsbeständighet och, vilket är avgörande, hur den beter sig på CNC-maskinen. I de projekt vi hanterar på PTSMAKE handlar valet nästan alltid om några få viktiga kvaliteter, var och en med en distinkt personlighet.
Kommersiellt rena (CP) kvaliteter: Grunden
Kommersiellt ren titan är olegerad och kategoriseras i fyra kvaliteter. För CNC-bearbetning är grad 2 den absolut vanligaste.
Titan klass 2
Tänk på Grade 2 som den mångsidiga standardkvaliteten. Den balanserar god hållfasthet med utmärkt formbarhet och svetsbarhet. Den utmärkande egenskapen är dess otroliga motståndskraft mot korrosion, särskilt i saltvatten och kemiska processmiljöer. Det har dock inte samma höga hållfasthet som sina legerade kusiner. Vi använder det ofta till delar där korrosionsbeständighet är det primära och där hög mekanisk påfrestning inte är en faktor. Bearbetbarheten är relativt god för titan, även om det fortfarande krävs noggrann hantering av hastighet och matning för att undvika arbetshärdning.
Alfa-Beta-legeringen: Arbetshästen
När styrka är av största vikt vänder vi oss till legeringarna.
Titan klass 5 (Ti-6Al-4V)
Det här är titanvärldens mästare och står för över 50% av all titananvändning. Genom att tillsätta 6% aluminium och 4% vanadin skapas en legering som är betydligt starkare än ren titan och som kan värmebehandlas för ännu högre hållfasthet. Det höga förhållandet mellan styrka och vikt gör titan till ett förstahandsmaterial för komponenter inom flyg- och rymdindustrin, högpresterande bildelar och medicinska implantat. Avvägningen är att det är mer utmanande att bearbeta än Grade 2. Dess egenskaper kan uppvisa vissa anisotropisk6 beteende beroende på hur det bearbetats, vilket är en viktig faktor för kritiska komponenter.
Här är en snabb jämförelse baserad på våra interna tester och materialdata:
| Fastighet | Titan klass 2 | Titan klass 5 (Ti-6Al-4V) |
|---|---|---|
| Draghållfasthet (Ultimate) | ~450 MPa (65 ksi) | ~950 MPa (138 ksi) |
| Utbyteshållfasthet | ~345 MPa (50 ksi) | ~830 MPa (120 ksi) |
| Täthet | 4,51 g/cm³ | 4,43 g/cm³ |
| Bearbetbarhet | Rättvist | Dålig till måttlig |
| Motståndskraft mot korrosion | Utmärkt | Mycket bra |
| Svetsbarhet | Utmärkt | Rättvist |
Den här tabellen visar tydligt prestandagapet. Grade 5 erbjuder mer än dubbelt så hög hållfasthet som Grade 2 med en något lägre densitet, vilket illustrerar varför det är en favorit för lättviktsapplikationer med hög belastning.

Att förstå egenskaperna är en sak; att veta hur de översätts till verkliga bearbetningsresultat och applikationslämplighet är en annan. Beslutet mellan Grade 2 och Grade 5 påverkar allt från cykeltid och verktygskostnader till den slutliga detaljens livslängd.
Hur val av kvalitet påverkar bearbetbarheten
Skillnaden i bearbetning av Grade 2 jämfört med Grade 5 är betydande.
Skärhastigheter och matningar
Grad 2 är mjukare och mer formbar, vilket möjliggör något högre skärhastigheter jämfört med grad 5. Dess låga värmeledningsförmåga innebär dock att värme snabbt byggs upp vid verktygsspetsen. Grad 5 är mycket hårdare och mer abrasiv på grund av dess legeringselement. För att bearbeta den krävs lägre skärhastigheter, högre vridmoment och en mycket styv maskinuppställning för att förhindra skakningar och verktygsavböjning. Vår erfarenhet är att om man försöker bearbeta Grade 5 med parametrar avsedda för Grade 2 förstörs skärverktyget på några sekunder.
Strategi för verktyg och kylmedel
För all CNC-bearbetning av titan är vassa verktyg inte förhandlingsbara. För Grade 5 använder vi uteslutande högkvalitativa hårdmetallverktyg med specifika beläggningar som är utformade för att motstå höga temperaturer och nötning. Ett högtryckskylsystem är också viktigt. Det är inte bara för smörjning; det är avgörande för att aggressivt spola bort spånor från skärzonen för att förhindra att de skärs om, vilket kan orsaka katastrofala verktygsfel. Grad 2 är mer förlåtande, men bra kylvätskemetoder är fortfarande avgörande för att uppnå en fin ytfinish.
Anpassa betyget till ansökan
Att välja rätt kvalitet handlar om att anpassa materialets styrkor till detaljens avsedda funktion.
När ska man välja Grade 2
- Marine Hardware: Oslagbart motstånd mot korrosion i saltvatten.
- Fartyg för kemisk bearbetning: Motståndskraftig mot ett brett spektrum av sura och alkaliska miljöer.
- Arkitektoniska komponenter: Utmärkt estetik och miljöbeständighet.
- Medicinska höljen: Där biokompatibilitet och korrosionsbeständighet krävs utan extrem styrka.
När ska man välja Grade 5 (Ti-6Al-4V)
- Strukturer för flyg- och rymdindustrin: Landningsställ, vingbalkar och motorkomponenter som kräver ett högt förhållande mellan styrka och vikt.
- Högpresterande motordelar: Ventiler, vevstakar och hållare som utsätts för extrema påfrestningar och värme.
- Medicinska implantat: Ledproteser och benskruvar på grund av dess styrka, biokompatibilitet och korrosionsbeständighet.
- Robotik och automation: För konstruktionsdelar där viktminimering är avgörande för prestanda och hastighet.
På PTSMAKE guidar vi våra kunder genom denna urvalsprocess. En del som ska användas i en satellit har helt andra krav än en del som ska användas i en kemikaliepump. Genom att utgå från slutanvändningen kan vi välja en kvalitet som ger tillförlitliga prestanda utan att överkonstruera och lägga till onödiga kostnader.

Valet av rätt titankvalitet är ett viktigt första steg. Grade 2 är idealisk för applikationer som kräver utmärkt korrosionsbeständighet och formbarhet, medan den starkare Grade 5 (Ti-6Al-4V) är arbetshästen för lättviktskomponenter med hög belastning inom flyg- och medicinområdet. Detta val påverkar direkt tillvägagångssättet för CNC-bearbetning av titan och påverkar verktyg, hastigheter och kostnader, vilket i slutändan avgör den slutliga detaljens prestanda och lämplighet för den avsedda miljön.
Designöverväganden för CNC-delar i titan?
Har du någonsin designat den perfekta titankomponenten i CAD, bara för att se den underkännas vid inspektion på grund av skevhet eller dimensionsinstabilitet? Du är inte ensam; titans unika egenskaper utmanar ofta konventionella designmetoder.
Effektiv design för CNC-bearbetning av titan innebär att man förenklar geometrin, införlivar generösa radier, bibehåller en enhetlig väggtjocklek och planerar för materialegenskaper som återfjädring och termisk expansion. Dessa steg säkerställer tillverkningsbarhet, förbättrar prestanda och kontrollerar kostnaderna från början.

Optimering av detaljgeometri för tillverkningsbarhet
När du konstruerar för titan har detaljens geometri en direkt inverkan på bearbetningstiden, verktygsslitaget och i slutändan den slutliga kostnaden. Att förbise tillverkningsbarheten i konstruktionsstadiet är en vanlig fallgrop som kan leda till betydande huvudvärk i produktionen. Målet är att skapa en detalj som inte bara är funktionell utan också effektiv att producera.
Förenkla, förenkla, förenkla
Varje komplex detalj, skarpt inre hörn och djup ficka ökar tiden och risken i bearbetningsprocessen. På PTSMAKE råder vi ofta våra kunder att se över sina konstruktioner och eliminera alla komplexa detaljer som inte är absolut nödvändiga för detaljens funktion. Till exempel kan man drastiskt minska maskintiden genom att ersätta komplexa böjda ytor med enklare, plana ytor. Det handlar inte om att kompromissa med prestandan, utan om att uppnå samma funktion med en mer maskinvänlig design. En enklare del innebär snabbare cykeltider, mindre specialiserade verktyg och ett mer förutsägbart resultat.
Betydelsen av radier och filéer
Skarpa invändiga hörn är en stor utmaning i alla CNC-bearbetningsprocesser, men de är särskilt problematiska med titan. De skapar spänningskoncentrationer i den färdiga detaljen och tvingar fram användning av mindre, mindre styva skärverktyg som är benägna att gå sönder. Detta ökar risken för arbetshärdning7 i materialet, vilket gör efterföljande skärningar ännu svårare. Som bästa praxis bör du alltid konstruera med största möjliga invändiga radie. En bra tumregel är att göra radien minst 1,5 gånger större än den fräsdiameter som du räknar med kommer att användas.
| Designfunktion | Dålig praxis | Bästa praxis | Motivering |
|---|---|---|---|
| Invändiga hörn | Vassa 90-graders vinklar | Generösa radier (>1 mm) | Minskar verktygsspänningen, förhindrar arbetshärdning av materialet och förbättrar detaljstyrkan. |
| Fickor | Djup och smal | Grunda, breda fickor | Möjliggör bättre spånevakuering och användning av styvare och effektivare verktyg. |
| Hål | Icke-standardiserade storlekar | Standardborrstorlekar | Undviker behovet av specialverktyg, vilket minskar både kostnader och ledtider. |
| Ytor | Komplexa, fleraxliga kurvor | Enkla, plana ytor | Minimerar maskintid och programmeringskomplexitet, vilket leder till kostnadsbesparingar. |
Att följa dessa geometriska riktlinjer är det första steget mot en framgångsrik och kostnadseffektiv CNC-bearbetning av titan.

Hantering av materialbeteende och toleranser
Utöver den grundläggande geometrin måste en konstruktör ta hänsyn till hur titan beter sig under den stress och värme som uppstår vid bearbetning. Dess egenskaper, som låg värmeledningsförmåga och elasticitet, innebär unika utmaningar som kan mildras genom smarta designval.
Regeln om enhetlighet
Att bibehålla en jämn väggtjocklek genom hela detaljen är avgörande. Titans låga värmeledningsförmåga innebär att värmen koncentreras till skärpunkten i stället för att spridas genom arbetsstycket. Om du har en konstruktion med tjocka sektioner som angränsar till tunna väggar kommer de tunna sektionerna att värmas upp och kylas ned mycket snabbare. Enligt vår erfarenhet är denna differentiella värmeutvidgning en viktig orsak till skevhet och distorsion. En jämn väggtjocklek hjälper till att fördela spänningar och värme jämnare, vilket leder till en mer stabil och exakt slutdel. Om varierande tjocklek är oundvikligt, försök att skapa gradvisa övergångar mellan sektionerna.
Realistiska toleranser för titan
Ingenjörer vill naturligtvis specificera så snäva toleranser som möjligt, men detta kan i onödan öka kostnaden för CNC-bearbetning av titan. På grund av dess "återfjädring" eller elastiska minne kräver extremt snäva toleranser (t.ex. ±0,005 mm) långsammare skärhastigheter, flera efterbehandlingar och mer frekventa inspektioner. Innan du färdigställer din ritning bör du fråga dig själv om varje detalj verkligen kräver så hög precision. Om du lättar på icke-kritiska toleranser kan det leda till betydande kostnadsbesparingar utan att påverka detaljens prestanda. Till exempel är en tolerans på ±0,025 mm ofta mycket mer uppnåelig och ekonomisk.
| Titan kvalitet | Nyckelegenskap | Designimplikationer |
|---|---|---|
| Grad 2 (kommersiellt ren) | Hög duktilitet, lägre hållfasthet | Lättare att bearbeta; lämplig för detaljer som kräver hög formbarhet men lägre hållfasthet. Toleranser kan lättare hållas. |
| Klass 5 (Ti-6Al-4V) | Högt förhållande mellan styrka och vikt | Mer utmanande att bearbeta på grund av hårdheten. Kräver robusta verktygsbanor och konstruktioner som minimerar verktygstrycket. |
| Klass 9 (Ti-3Al-2,5V) | Svetsbar, god hållfasthet | Ett mellanting. Bra för komplexa svetsade enheter där bearbetning efter svetsning behövs. |
Att välja rätt kvalitet och kombinera den med lämpliga toleranser är en viktig del av konstruktionen för tillverkningsbarhet. Vi arbetar tillsammans med våra kunder för att hitta den här balansen och se till att konstruktionen är optimerad för både prestanda och budget.

För att lyckas med CNC-bearbetning av titan måste din design respektera materialets unika egenskaper. Genom att förenkla geometrin, använda generösa inre radier och bibehålla en enhetlig väggtjocklek skapar du en del som är enklare och mer kostnadseffektiv att tillverka. Att dessutom ta hänsyn till materialegenskaper som värmeutvidgning och fastställa realistiska toleranser är avgörande för att förhindra defekter som skevhet och säkerställa att den slutliga komponenten uppfyller specifikationerna utan onödiga kostnader. En väl genomtänkt design är grunden för ett lyckat resultat.
Kvalitetssäkring och inspektion vid CNC-bearbetning av titan.
Har du någonsin undrat om en liten, osynlig defekt i en titankomponent kan orsaka ett stort fel? Hur kan du vara helt säker på att varje enskild del uppfyller de nödvändiga specifikationerna utan att misslyckas?
Kvalitetssäkring inom CNC-bearbetning av titan är en systematisk process som använder avancerad inspektion, detaljerad dokumentation och fullständig spårbarhet. Det säkerställer att varje komponent uppfyller de strikta standarderna för industrier som flyg och medicin, vilket garanterar prestanda och säkerhet i kritiska applikationer.

Kvalitet är inte bara en slutkontroll; det är en grundläggande princip som är inbyggd i varje steg av CNC-bearbetningsprocessen för titan. För material som titan, där delar ofta används i miljöer med höga påfrestningar och noll fel, är ett robust kvalitetssäkringssystem (QA) inte förhandlingsbart. Det är det enda sättet att leverera delar som du kan lita på helt och hållet. På PTSMAKE har vi byggt vårt rykte på denna grund.
Tekniker för kärninspektion
Inspektionsprocessen startar långt innan den slutliga delen är färdig. Den omfattar en kombination av metoder för att verifiera mått, integritet och ytfinish.
Verifiering av dimensioner
Det handlar om att bekräfta att detaljen stämmer överens med CAD-modellen och de tekniska ritningarna ner på mikronivå.
- Koordinatmätmaskin (CMM): Detta är guldstandarden för komplexa geometrier. En CMM använder en prob för att vidröra flera punkter på detaljens yta, vilket skapar en 3D-karta. Vi använder den för att verifiera kritiska funktioner, hålpositioner och komplexa konturer med extrem noggrannhet. Vetenskapen bakom metrologi8 är centralt i vårt arbete, och CMM är det mest kraftfulla verktyget.
- Traditionella verktyg: Skjutmått, mikrometrar och höjdmätare är fortfarande nödvändiga för snabba kontroller under processen på verkstadsgolvet. De gör det möjligt för våra maskinister att övervaka framstegen och göra justeringar i realtid.
Icke-förstörande provning (NDT)
NDT-metoder gör det möjligt för oss att inspektera den inre och yttre integriteten hos en titandel utan att skada den. Detta är avgörande för att upptäcka brister som kan äventyra strukturell styrka.
- Färgpenetrantinspektion (DPI): Denna teknik är utmärkt för att hitta ytbrytande sprickor. Ett färgat färgämne appliceras på ytan och sipprar in i eventuella sprickor. Efter rengöring av ytan appliceras en framkallare som drar ut färgen och gör osynliga sprickor synliga.
- Ultraljudstestning (UT): Denna metod använder högfrekventa ljudvågor för att hitta inre defekter. Ljudvågorna färdas genom materialet och reflekteras av eventuella hålrum, sprickor eller inneslutningar. Det är som ett ultraljud för metalldelar.
Här är en enkel uppställning av när vi använder vilket dimensionellt verktyg:
| Inspektionsverktyg | Bäst för | Viktig fördel |
|---|---|---|
| CMM | Slutlig inspektion, komplex 3D-geometri, snäva toleranser | Oöverträffad noggrannhet och repeterbarhet |
| Optisk komparator | 2D-profiler, gängor och små detaljer | Snabb jämförelse mot en överlagring |
| Kaliper/mikrometer | Kontroller under processens gång, grundmått (längd, diameter) | Snabb, enkel att använda på maskinen |
Varje teknik har sin plats, och en omfattande kvalitetsplan för en kritisk titankomponent kommer ofta att använda en kombination av dessa metoder.

Ett verkligt kvalitetssystem bygger inte bara på mätning och inspektion, utan även på dokumentation och spårbarhet. För branscher som flyg- och medicinteknik är det lika viktigt att känna till en detaljs hela historia som att känna till dess slutliga mått. Om det någonsin uppstår ett problem måste vi kunna spåra det tillbaka till källan snabbt och effektivt.
Grundpelarna: Dokumentation och spårbarhet
Det är här många maskinverkstäder brister. Att bearbeta en perfekt del är en sak; att bevisa att den är perfekt och tillhandahålla en fullständig historik är en annan servicenivå. Detta är en standarddel av vår process för varje CNC-bearbetningsprojekt i titan.
Viktig dokumentation
Varje kritisk del som vi tillverkar åtföljs av ett omfattande dokumentationspaket. Detta är inte bara pappersarbete, det är ett verifierbart kvalitetsbevis.
- Material Certifieringar: Detta är utgångspunkten. Vi tillhandahåller fabrikscertifikat för den råa titanstången eller plattan, som visar dess kemiska sammansättning och mekaniska egenskaper. Detta bevisar att materialet uppfyller specifikationerna (t.ex. Ti-6Al-4V Grade 5).
- Första artikelns inspektionsrapport (FAIR): För varje ny detalj eller designrevision utför vi en FAIR. Detta är en fullständig, dokumenterad verifiering av varje enskild dimension på ritningen, vilket säkerställer att vår process kan producera detaljen på rätt sätt.
- Slutlig inspektionsrapport: Denna rapport beskriver mätningarna av kritiska egenskaper på varje del eller ett statistiskt urval från produktionskörningen, vilket ger objektiva bevis för att delarna ligger inom toleranserna.
Bygga upp en spårbarhetskedja
Spårbarhet kopplar den färdiga detaljen tillbaka till dess ursprung. Det skapar en obruten kedja av information som är avgörande för ansvarsskyldighet och kvalitetskontroll.
- Lotskontroll: Vi tilldelar varje parti råmaterial ett unikt partinummer. Detta nummer följer materialet genom varje steg i produktionen, från skärning och bearbetning till efterbehandling och inspektion.
- Serialisering: För de mest kritiska tillämpningarna, t.ex. flygkritiska komponenter inom rymdindustrin, graveras varje enskild del med ett unikt serienummer. Detta gör att vi kan spåra den specifika delens historia under hela dess livscykel.
Denna tabell visar de viktigaste dokumenten som skapar en robust kvalitetsdokumentation:
| Dokument | Syfte | Kundnytta |
|---|---|---|
| Certifikat för material | Verifierar råmaterialets kvalitet och egenskaper | Förtroende för materialintegritet och prestanda |
| Första artikelns inspektionsrapport | Bekräftar att tillverkningsprocessen är korrekt | Försäkran om att designen är genomförbar |
| Inspektionsblad för processinspektion | Övervakar kvaliteten under produktionen | Minskar risken för delar som inte överensstämmer med kraven |
| Slutlig inspektionsrapport | Ger bevis på att dimensionerna överensstämmer | Objektiva bevis för att delar uppfyller specifikationerna |
| Intyg om överensstämmelse (CoC) | En formell kvalitetsdeklaration | Förenklar mottagningskontroll och integration |
Tillsammans säkerställer dessa metoder att varje titandel som vi skickar från PTSMAKE inte bara är fysiskt perfekt utan också stöds av en transparent och verifierbar registrering av dess kvalitetsresa.

Kvalitetssäkring vid CNC-bearbetning av titan är ett omfattande system. Det börjar med att bekräfta materialets integritet och fortsätter genom varje produktionssteg. Vi använder avancerade verktyg som CMM för dimensionell noggrannhet och NDT-metoder för att hitta dolda brister. Det är viktigt att denna process stöds av noggrann dokumentation och fullständig spårbarhet. Detta säkerställer att varje del vi levererar, särskilt till kunder inom flyg- och rymdindustrin och medicinteknik, är fullt certifierad och uppfyller de högsta standarderna för säkerhet och prestanda.
Hållbarhet och kostnadseffektivitet vid CNC-bearbetning av titan.
Kämpar du för att balansera den höga kostnaden för titan med din projektbudget? Är du orolig för den miljöpåverkan och det materialspill som följer med varje enskild del som du bearbetar?
För att uppnå hållbarhet och kostnadseffektivitet inom CNC-bearbetning av titan krävs ett mångfacetterat tillvägagångssätt. Viktiga strategier inkluderar minimering av materialspill genom metoder som är nära nätformen, optimering av bearbetningsparametrar för att minska cykeltider och verktygsslitage, noggrann återvinning av skrot och utnyttjande av digitala plattformar för effektiv arbetsflödeshantering.

Minska materialavfallet och satsa på återvinning
Titan är ett fantastiskt material, men det är inte billigt. En betydande del av kostnaden i alla CNC-bearbetningsprojekt för titan kommer direkt från råmaterialet. Därför är den mest direkta vägen till kostnadseffektivitet att använda mindre av det. Det låter enkelt, men det kräver ett strategiskt skifte i hur vi närmar oss tillverkningsprocessen från början. Det handlar inte bara om att sänka kostnaderna; det handlar om ansvarsfull tillverkning.
Starta närmare mållinjen
Den traditionella metoden att bearbeta från ett massivt titanblock är ofta otroligt slösaktig. Det är inte ovanligt att över 80% av ett dyrt ämne förvandlas till chips. En mycket mer hållbar och kostnadseffektiv strategi är att använda tillverkningsmetoder med nära nätform. Det innebär att man börjar med ett arbetsstycke, t.ex. ett smide eller en gjutning, som redan ligger mycket nära den slutliga detaljens geometri. Genom att göra detta minskar vi drastiskt mängden material som behöver bearbetas bort. I några av våra tidigare projekt på PTSMAKE minskade materialspillet med nästan 60% när vi bytte från stångmaterial till ett anpassat smide för en komplex flygkomponent, vilket ledde till stora kostnadsbesparingar för vår kund.
Värdet av skrot
Även med den bästa optimeringen kommer det alltid att finnas skrotmaterial eller spånor. När det gäller titan är det som att slänga kontanter i papperskorgen att kasta bort dessa spånor. Ett robust återvinningsprogram är nödvändigt. Men det är inte så enkelt som att bara samla in skrotet. Korrekt hantering är avgörande. Olika titanlegeringar (t.ex. grad 2 och grad 5) måste separeras noggrant. Korskontaminering kan göra ett helt parti skrot värdelöst för högpresterande applikationer. Den pyroforicitet9 av fint titandamm innebär också att protokoll för säker hantering och lagring inte är förhandlingsbara för att förhindra brandrisker i verkstaden.
Här är en förenklad titt på effekterna av metoder som är nära nettoform:
| Bearbetningsmetod | Start Billet Vikt (kg) | Slutlig del Vikt (kg) | Materialavfall (%) |
|---|---|---|---|
| Traditionell subtraktiv | 10.0 | 1.5 | 85% |
| Smide med nära-nätform | 2.5 | 1.5 | 40% |
Genom att etablera ett slutet kretslopp där skrotet sorteras på rätt sätt och skickas till specialiserade återvinningsföretag återvinner vi inte bara en del av materialkostnaden utan bidrar också till en mer cirkulär ekonomi och minskar efterfrågan på energiintensiv primär titanproduktion.

Processoptimering och digital integration
Utöver materialbesparingar spelar effektiviteten i själva bearbetningsprocessen en stor roll för den totala kostnaden och hållbarheten. Varje minut som sparas på maskinen innebär lägre energiförbrukning, längre verktygslivslängd och lägre arbetskostnader. Det är här teknisk expertis och modern teknik sammanstrålar för att göra CNC-bearbetning av titan mer tillgänglig och prisvärd.
Finjustering av maskinbearbetningsprocessen
Att optimera för titan är en vetenskap. På grund av dess låga värmeledningsförmåga byggs värme upp vid skärkanten, vilket leder till snabbt verktygsslitage. För att motverka detta fokuserar vi på några få nyckelområden:
- Kylvätska med högt tryck: Att spränga skärzonen med kylvätska vid över 1.000 PSI är extremt effektivt. Det kyler inte bara verktyget och arbetsstycket utan hjälper också till att bryta och evakuera spånor, vilket förhindrar att de skärs om.
- Avancerade verktyg: Användning av hårdmetallverktyg med specifika beläggningar som AlTiN (aluminiumtitannitrid) kan avsevärt förbättra prestanda och livslängd vid bearbetning av titan.
- Optimerade hastigheter och matningar: Att hitta rätt skärhastighet och matningshastighet är avgörande. För hög hastighet bränner upp verktygen, medan för låg hastighet kan orsaka arbetshärdning, vilket gör materialet ännu svårare att skära. Det är en känslig balans som vi har finslipat genom många års erfarenhet.
Ekonomin i serieproduktion
En av de mest effektiva kostnadsbesparande åtgärderna är serieproduktion. Den initiala installations- och programmeringstiden för en CNC-maskin är en fast kostnad. När vi tillverkar en enda del läggs hela den kostnaden på en enhet. Men när vi producerar ett parti på 100 delar fördelas installationskostnaden över alla enheter, vilket dramatiskt sänker priset per del. Batchning möjliggör också bulkinköp av råmaterial till ett bättre pris och effektiviserar hela arbetsflödet.
Denna tabell illustrerar hur batchning påverkar kostnaden per styck:
| Kostnadskomponent | Kostnad för enstaka delar | Kostnad per del (100-enheters parti) | Besparingar per del |
|---|---|---|---|
| Material | Illustrativ $50 | Illustrativ $45 | 10% |
| Inställning och programmering | Illustrativ $200 | Illustrativ $2 | 99% |
| Bearbetningstid | Illustrativ $75 | Illustrativ $70 | 7% |
| Totalt (illustrativt) | $325 | $117 | ~64% |
Digitala plattformar effektiviserar allt
I dagens snabba miljö är digitala verktyg oumbärliga. Digitala tillverkningsplattformar, som det system vi använder på PTSMAKE, förändrar upphandlingsprocessen. Kunderna kan ladda upp en CAD-fil och få en omedelbar offert och DFM-analys (Design for Manufacturability). Denna återkoppling är ovärderlig, eftersom den hjälper till att identifiera potentiella problem som kan öka kostnaderna eller förlänga tiden för projektet innan ett enda chip skärs ut. Det förenklar kommunikationen, ger tydlig projektspårning och gör hanteringen av komplexa CNC-bearbetningsprojekt för titan mer effektiv än någonsin.

Att uppnå både hållbarhet och kostnadseffektivitet vid CNC-bearbetning av titan är inte en avvägning, det är ett enhetligt mål. Det kräver en holistisk strategi, som börjar med smart materialanvändning genom metoder som är nära nettoform och noggrann återvinning. Detta kompletteras med djupgående processoptimering, där man utnyttjar avancerade verktyg och den ekonomiska kraften i serieproduktion. Slutligen knyter digitala plattformar ihop allt och skapar ett strömlinjeformat, transparent och mycket effektivt arbetsflöde från första design till slutleverans, vilket gör denna avancerade tillverkningsprocess mer tillgänglig och ansvarsfull.
Lås upp excellens inom CNC-bearbetning av titan med PTSMAKE idag
Letar du efter precision, tillförlitlighet och innovation inom CNC-bearbetning av titan? Samarbeta med PTSMAKE - din pålitliga källa från prototyp till produktion. Få en snabb offert, expertvägledning och högkvalitativa resultat för ditt nästa projekt. Kontakta oss nu och upplev PTSMAKE:s fördelar!

Läs mer om hur detta självläkande oxidskikt ger titan dess oöverträffade motståndskraft mot tuffa miljöer. ↩
Utforska hur ett materials förmåga att motstå dimensionsförändringar är avgörande för precisionstillverkning. ↩
Förstå hur denna naturliga skyddsprocess fungerar och varför den är avgörande för titans prestanda. ↩
Upptäck materialvetenskapen bakom varför titan är säkert för användning inuti människokroppen. ↩
Upptäck hur denna kontraintuitiva effekt påverkar din verktygslivslängd och detaljnoggrannhet. ↩
Lär dig hur ett materials riktningsegenskaper kan påverka detaljens hållfasthet och designintegritet. ↩
Lär dig hur detta materialbeteende påverkar verktygens livslängd och bearbetningsstrategier för titan. ↩
Läs mer om vetenskapen bakom mätning och dess betydelse för att uppnå snäva toleranser. ↩
Förstå riskerna med titandamm och hur du hanterar dem på ett säkert sätt i din verkstad. ↩






