

Att välja rätt material för applikationer med högt slitage kan vara avgörande för ditt projekt. Många ingenjörer kämpar med materialfel, oväntad stilleståndstid och kostsamma utbyten när de inte förstår sina alternativ fullt ut.
UHMWPE (Ultra-High Molecular Weight Polyethylene) är en specialiserad teknisk plast med molekylkedjor som är 10-15 gånger längre än standardpolyeten, vilket ger exceptionell slitstyrka, slaghållfasthet och kemisk beständighet som överträffar många metaller i specifika applikationer.

Den här guiden täcker allt från molekylstruktur till verkliga tillämpningar. Du får lära dig hur du väljer rätt kvalitet, undviker vanliga designmisstag och fattar välgrundade beslut som sparar tid och pengar i ditt nästa projekt.
Vad gör UHMWPE:s molekylära struktur fundamentalt unik?
Hemligheten bakom UHMWPE:s styrka är inte komplex kemi. Det handlar om längd. Det här materialet har extremt långa polymerkedjor.
Tänk på det som spaghetti. Kokta spaghettitrådar är svåra att dra isär när de är hoptrasslade. Denna sammanflätning är nyckeln.
Jämförelse av kedjelängd
Molekylkedjorna i detta UHMWPE-material är exceptionellt långa. Denna fysiska egenskap är viktigare än dess kemiska bindningar.
| Polymertyp | Genomsnittlig kedjelängd | Primär styrka Källa |
|---|---|---|
| Standard PE | Kortare | Kemiska bindningar |
| UHMWPE | Extremt lång | Fysisk sammanflätning |
Denna längd skapar en unik och robust struktur.

Bortom kemiska bindningar: Kraften i sammanflätning
De flesta plaster får sin styrka från starka kemiska bindningar. Men UHMWPE är annorlunda. Dess styrka kommer från den stora längden och den fysiska sammanflätningen av dess molekylära kedjor. Föreställ dig en massiv, trasslig knut av fiskelinje.
Du kan inte enkelt dra ut en tråd. Friktionen och sammanlänkningen mellan trådarna skapar ett enormt motstånd. Det är så UHMWPE fungerar på molekylär nivå.
Hur sammanflätning kan översättas till prestanda
Denna struktur är anledningen till att UHMWPE utmärker sig i applikationer med hög belastning. När en stöt inträffar sprids energin över dessa trassliga kedjor. Istället för att ett enda band bryts fördelas kraften. Denna dissipation förhindrar katastrofala fel.
De långa kedjorna glider också smidigt förbi varandra. Det är detta som ger UHMWPE-materialet dess otroligt låga friktionskoefficient. Kedjorna hålls samman av svaga Van der Waals-krafter1, vilket gör att den kan röra sig utan att gå sönder.
På PTSMAKE utnyttjar vi dessa egenskaper. Vi skapar delar för miljöer med högt slitage där hållbarheten är avgörande.
| Fastighet | Orsak | Exempel på tillämpning |
|---|---|---|
| Hög slaghållfasthet | Energiavledning via kedjenätverk | Medicinska implantat, rustning |
| Låg friktion | Smidig glidning av långa kedjor | Kugghjul, slitageband |
| Motståndskraft mot nötning | Kedjor motstår att dras isär | Komponenter för transportörer |
Denna fysiska struktur är grunden för dess överlägsna prestanda.
Det unika med UHMWPE ligger inte i dess kemi utan i dess fysik. Dess ultralånga, sammanflätade polymerkedjor skapar en struktur som är otroligt seg och glatt, vilket ger exceptionell slaghållfasthet och en mycket låg friktionskoefficient.
Vad är den praktiska innebörden av ‘molekylvikt’?
Molekylvikt är mer än en siffra på ett specifikationsblad. Den säger oss direkt något om ett materials praktiska prestanda. Tänk på det som en ritning för seghet och hållbarhet.
En direkt koppling till prestation
För material som UHMWPE innebär en högre molekylvikt längre polymerkedjor. Dessa långa kedjor skapar en starkare och mer sammanflätad struktur. Detta förbättrar direkt viktiga egenskaper.
| Fastighet | Lägre molekylvikt | Högre molekylvikt |
|---|---|---|
| Tålighet | Bra | Utmärkt |
| Motståndskraft mot slitage | Hög | Exceptionell |
| Bearbetning | Lättare | Svårare |
Detta förhållande är avgörande. Det avgör hur en del kommer att fungera i verkligheten. Det påverkar också hur vi tänker när vi tillverkar den.

UHMWPE:s molekylviktsspektrum
Det typiska intervallet för UHMWPE-material är stort. Det sträcker sig från 3,5 till 7,5 miljoner g/mol. Detta är inte en mindre variation. Det representerar ett betydande skifte i materialbeteende och bearbetningsbehov.
På PTSMAKE hanterar vi hela detta spektrum. Vi vet att det är avgörande att välja rätt kvalitet för att lyckas. Valet beror helt och hållet på applikationens krav.
Låga respektive höga värden i spektrumet
UHMWPE av lägre kvalitet är lättare att bearbeta. Det flyter bättre under gjutningen. Det erbjuder dock mindre motståndskraft mot nötning och stötar. Detta gör den lämplig för mindre krävande applikationer.
UHMWPE i den högre prisklassen är en annan utmaning. Dess extremt långa kedjor ökar materialet viskositet2. Detta gör det svårt att forma eller bearbeta. Men vinsten är enorm. Du får överlägsen slitstyrka och slaghållfasthet. Det är idealiskt för komponenter som utsätts för höga påfrestningar. Vår erfarenhet visar att det krävs specialiserade verktyg och tekniker för att effektivt bearbeta dessa högvärdiga material.
| Molekylvikt (miljoner g/mol) | Viktiga egenskaper | Vanliga tillämpningar |
|---|---|---|
| 3.5 - 5.0 | Lättare att bearbeta, bra slitstyrka. | Styrskenor, kedjestyrningar, delar för allmänt bruk. |
| 5.0 - 7.5 | Exceptionell seghet, överlägsen nötningsbeständighet. | Medicinska implantat, slitstarka delar till transportörer, lager. |
Att välja mellan dem innebär en avvägning. Du balanserar prestandabehov mot tillverkningskomplexitet och kostnad.
Molekylvikt är en viktig prestandaindikator. För UHMWPE-material innebär ett högre värde överlägsen seghet och slitstyrka. Men det ökar också svårigheten och kostnaden för bearbetning avsevärt, vilket kräver specialiserad tillverkningsexpertis för att uppnå önskade resultat.
Varför är UHMWPE mer nötningsbeständigt än stål?
Det är en vanlig fråga som vi får på PTSMAKE. Hur kan en plast vara hårdare än stål? Svaret handlar inte om hårdhet. Det handlar om ett smartare sätt att hantera friktion och slitage.
Stål är hårt, men det kan vara sprött på mikronivå. UHMWPE är annorlunda.
Fördelen med låg friktion
Ytan på detta material är otroligt slät. Dess låga friktionskoefficient innebär att slipande partiklar ofta bara glider över den. De får inte en chans att gräva sig in och orsaka skada.
Betydelsen av hög tålighet
Om en vass partikel utövar kraft kommer UHMWPE:s seghet in i bilden. I stället för att spricka kan materialet deformeras något och absorbera stöten utan att skära sig.
Här är en enkel jämförelse baserad på våra testresultat:
| Fastighet | UHMWPE | Kolstål |
|---|---|---|
| Motståndskraft mot nötning | Utmärkt | Bra |
| Friktionskoefficient | Extremt låg | Måttlig |
| Slaghållfasthet | Mycket hög | Måttlig till låg |
Denna unika kombination gör UHMWPE-materialet otroligt motståndskraftigt.
En djupare titt på mekanismen
Hemligheten ligger i dess molekylära struktur. UHMWPE är tillverkat av extremt långa polymerkedjor. Dessa kedjor är inte kemiskt tvärbundna, vilket ger dem en unik förmåga att röra sig och absorbera energi. Detta är en viktig anledning till att vi ofta rekommenderar det för applikationer med högt slitage.
När en nötande kraft appliceras kan dessa långa kedjor förskjutas och sträckas ut. På så sätt sprids energin över materialets struktur i stället för att koncentreras till en punkt. Materialets viskoelasticitet3 spelar en stor roll här, vilket gör att den kan deformeras under stress och sedan långsamt återgå till sin ursprungliga form.
Hur stål reagerar på olika sätt
Stål har å andra sidan ett styvt kristallgitter. Denna struktur är visserligen mycket stark, men den är mindre förlåtande. När en vass partikel träffar ytan har energin ingenstans att ta vägen. Denna kraftkoncentration kan orsaka mikroskopiska sprickor och frakturer, vilket leder till materialförlust.
Tänk på det på det här sättet:
| Interaktion | UHMWPE | Stål |
|---|---|---|
| Energisvar | Avleder energi genom kedjerörelse | Koncentrerar energi och orsakar frakturer |
| Primärt feltillstånd | Gradvis, jämnt slitage | Flisning och mikropitting |
Denna grundläggande skillnad är anledningen till att UHMWPE ofta kan hålla längre än stål i scenarier med glidande nötning.
UHMWPE:s verkliga styrka ligger i dess kombination av halhet och seghet. Dess molekylära struktur gör att den kan absorbera och sprida energi som skulle få hårdare material som stål att flisas och spricka på en mikroskopisk nivå, vilket leder till överlägsen nötningsbeständighet.
Vilka är dess främsta svagheter eller begränsningar i tillämpningen?
Även om UHMWPE är ett otroligt bra material på många områden är det inte lämpligt för alla jobb. Att förstå dess svagheter är nyckeln till att undvika kostsamma konstruktionsfel.
Varje materialval innebär kompromisser. Vi måste se bortom höjdpunkterna för att se hela bilden. Låt oss utforska de praktiska begränsningarna med att använda den här polymeren.
Viktiga begränsande faktorer
Här är en snabb översikt över de viktigaste utmaningarna i samband med UHMWPE-material.
| Begränsning | Påverkan på tillämpningen |
|---|---|
| Låg driftstemperatur | Olämplig för miljöer med hög värme |
| Hög värmeutvidgning | Kan ge upphov till toleransproblem vid temperaturväxlingar |
| Låg ythårdhet | Utsatt för repor och nötning |
| Låg styvhet (krypning) | Deformeras över tid under konstant belastning |
| Svårt att binda | Dess vaxartade yta är motståndskraftig mot lim |
En djupare titt på begränsningarna
För att göra rätt val måste du förstå Varför dessa begränsningar spelar roll. I tidigare projekt på PTSMAKE har vi sett dessa problem på nära håll.
Termisk instabilitet
UHMWPE har en mycket låg smältpunkt, cirka 135°C (275°F). Detta begränsar dess användning till applikationer med låg temperatur. Allt som närmar sig denna temperatur gör att den mjuknar och går sönder.
Dessutom är dess värmeutvidgningskoefficient4 är mycket hög. Det expanderar och drar ihop sig avsevärt vid temperaturförändringar. Detta kan vara ett stort problem för delar som kräver snäva toleranser.
Här är en jämförelse baserad på våra laboratorietester:
| Material | Värmeutvidgning (x10-⁶ /°C) |
|---|---|
| UHMWPE | ~130-200 |
| Aluminium | ~23 |
| Stål | ~12 |
Som du kan se är skillnaden betydande.
Mekaniska brister
Även om UHMWPE är tåligt är det ett relativt mjukt material. Det har låg ythårdhet, vilket gör det känsligt för repor.
Det har också låg styvhet och är benäget att krypa. Det innebär att materialet under konstant belastning långsamt deformeras över tiden. Detta gör det olämpligt för strukturella komponenter med hög belastning.
Hinder för bearbetning och montering
En av de största utmaningarna är den otroligt låga friktionskoefficienten. Denna "non-stick"-kvalitet gör det nästan omöjligt att fästa med lim. Det krävs speciella ytbehandlingar, vilket gör monteringsprocessen mer komplex och dyr.
Sammanfattningsvis är de största nackdelarna med UHMWPE dess dåliga prestanda vid hög värme, dess tendens att deformeras under belastning och dess betydande expansion med temperaturen. Dess non-stick yta gör också limning till en stor utmaning för sammansättningar med flera delar.
Hur skiljer sig nytillverkad UHMWPE från återanvända kvaliteter?
När man väljer ett UHMWPE-material är den största frågan ofta jungfrulig kontra reprocessad. Beslutet kokar ner till en avvägning. Det är en balans mellan prestanda och kostnad.
Reprocessade kvaliteter innebär en betydande kostnadsbesparing. Detta sker dock på bekostnad av prestanda. Jungfruligt material garanterar renhet och optimala egenskaper.
Snabb jämförelse
| Funktion | Jungfru UHMWPE | Reprocessad UHMWPE |
|---|---|---|
| Kostnad | Högre | Lägre |
| Renhet | 100% Rent harts | Innehåller återvunnet material |
| Prestanda | Maximalt | Reducerad |
| Samstämmighet | Hög | Variabel |
Detta val har en direkt inverkan på slutproduktens tillförlitlighet.
Återbearbetningscykeln innebär att materialet smälts och omformas. Denna process utsätter UHMWPE för värme och mekanisk påfrestning. Det förkortar oundvikligen dess ultralånga molekylkedjor. Dessa kedjor är källan till dess exceptionella styrka.
Nedbrytning av molekylära kedjor
Kortare kedjor innebär svagare material. Baserat på forskningssamarbete med våra kunder har vi sett att detta direkt påverkar två viktiga egenskaper. Slaghållfastheten minskar, vilket gör materialet mer sprött. Det sänker också materialets spänningssprickmotstånd5, vilket är en kritisk faktor i många tillämpningar.
Det betyder inte att omarbetade betyg är värdelösa. Det handlar om att matcha materialet till jobbet. På PTSMAKE hjälper vi våra kunder att göra rätt val. Vi analyserar de specifika behoven för varje del.
När ska varje betyg användas
| Krav för ansökan | Rekommenderad klass | Motivering |
|---|---|---|
| Högt slitage och påverkan | Jungfru | Viktigt för hållbarhet och säkerhet. |
| Medicintekniska produkter | Jungfru | Renhet och biokompatibilitet är inte förhandlingsbart. |
| Kontakt med livsmedel | Jungfru | Krävs för efterlevnad och säkerhet. |
| Icke-kritiska mellanlägg | Upparbetad | Kostnadseffektivt för roller med låg belastning. |
| Stötfångare för allmänna ändamål | Upparbetad | Acceptabelt där topprestanda inte behövs. |
Genom att välja klokt förhindrar du för tidiga fel. Det säkerställer också att du inte spenderar för mycket pengar på icke-kritiska komponenter.
Virgin UHMWPE garanterar högsta prestanda tack vare sin intakta molekylstruktur, vilket gör den nödvändig för kritiska tillämpningar. Reprocessade kvaliteter är ett kostnadseffektivt alternativ för mindre krävande roller, men med sämre styrka och konsistens. Valet beror helt på applikationskraven.
Hur står sig UHMWPE jämfört med andra vanliga tekniska plaster?
Att välja rätt material är avgörande. Det avgör din dels prestanda och livslängd. Låt oss jämföra UHMWPE-material med andra vanliga plaster.
Vi tittar på nylon, acetal (POM) och PTFE. Alla dessa är utmärkta material. Men de tjänar olika syften. Att förstå de viktigaste skillnaderna är avgörande för att lyckas.
Snabb titt: UHMWPE jämfört med alternativ
Här är en snabb jämförelse för att få oss att komma igång. Det visar var UHMWPE verkligen lyser mot andra.
| Material | Motståndskraft mot slitage | Slaghållfasthet |
|---|---|---|
| UHMWPE | Högsta | Högsta |
| Nylon (PA) | Bra | Hög |
| Acetal (POM) | Mycket bra | Bra |
| PTFE | Rättvist | Låg |
Detta ger dig en utgångspunkt för urvalet.

En djupdykning i materialegenskaper
I tidigare projekt på PTSMAKE har vi guidat många kunder genom denna urvalsprocess. Det bästa valet beror alltid på kraven i den specifika applikationen.
Faktorer som friktion, fukt och budget spelar stora roller. Nylon är t.ex. starkt men absorberar vatten. Detta kan ändra dess dimensioner, vilket gör det olämpligt för våta applikationer med hög precision.
PTFE har den lägsta friktionskoefficient6. Det är otroligt slätt. Det är dock mjukare och inte lika hållbart som UHMWPE. Det kan inte hantera höga belastningar eller abrasivt slitage lika bra.
Acetal (POM) erbjuder en bra balans. Det har god mekanisk hållfasthet, låg fuktabsorption och utmärkt bearbetbarhet. Det är en pålitlig arbetshäst för många applikationer där UHMWPE kan vara överkill. Men det saknar UHMWPE: s toppklassiga slag- och nötningsbeständighet.
Nedan följer en mer detaljerad jämförelse baserad på våra testresultat och projekterfarenheter.
| Fastighet | UHMWPE | Nylon (PA66) | Acetal (POM) | PTFE |
|---|---|---|---|---|
| Motståndskraft mot slitage | Utmärkt | Bra | Mycket bra | Rättvist |
| Slaghållfasthet | Utmärkt | Hög | Bra | Låg |
| Friktionskoefficient | Mycket låg | Måttlig | Låg | Lägst |
| Fuktabsorption | Mycket låg | Hög | Låg | Mycket låg |
| Relativ kostnad | Måttlig | Låg | Måttlig | Hög |
Det här diagrammet hjälper dig att bygga upp en mental matris. Det gör det enklare att välja rätt konstruktionsplast för dina specifika behov och att balansera prestanda med kostnad.
Den här jämförelsen visar att det inte finns något enskilt "bästa" material. UHMWPE är överlägset för nötning och slag. POM, nylon eller PTFE kan dock vara mer lämpliga beroende på kemisk exponering, behov av dimensionsstabilitet eller friktionskrav.
Vilka är de viktigaste kommersiella kvaliteterna av UHMWPE-material?
Allt UHMWPE-material är inte skapat på samma sätt. Att välja rätt kvalitet är avgörande för att ditt projekt ska bli framgångsrikt. Olika tillsatser skapar material som är skräddarsydda för specifika utmaningar.
Att förstå dessa familjer är det första steget. Det säkerställer att du väljer ett material som fungerar på ett tillförlitligt sätt. Huvudkategorierna är utformade för olika operativa behov.
| Klass Familj | Primär funktion |
|---|---|
| Standard Virgin | Applikationer för allmänt bruk |
| Förbättrat slitage | Låg friktion, hög slitstyrka |
| Antistatisk | Avledning av statisk elektricitet |
| Hög temperatur | Förbättrad termisk stabilitet |
Den här strukturen hjälper oss på PTSMAKE att vägleda kunderna till det material som passar bäst. Den undviker överengineering och hanterar kostnaderna på ett effektivt sätt.

Standard Virgin-kvaliteter
Detta är din baslinje UHMWPE. Den är omodifierad och uppfyller ofta FDA- och USDA-reglerna. Den är perfekt för utrustning för livsmedelsbearbetning och komponenter för allmänna ändamål där extrema förhållanden inte är en faktor. Den erbjuder en bra balans mellan slaghållfasthet och låg friktionskoefficient.
Förbättrade lager- och slitagekvaliteter
När delar utsätts för konstant friktion kanske det inte räcker med jungfrulig UHMWPE. Förbättrade kvaliteter inkluderar smörjmedel som olja, vax eller silikon. Dessa tillsatser integreras direkt i materialmatrisen.
Detta resulterar i en lägre friktionskoefficient och överlägsen livslängd. I tidigare projekt på PTSMAKE har vi använt dessa för lager, kedjehjul och slitband, vilket har förlängt delarnas livslängd avsevärt.
Antistatiska egenskaper
Standardplaster kan bygga upp en statisk laddning. Detta är en stor risk vid elektroniktillverkning eller i explosiva miljöer. Antistatiska kvaliteter löser detta genom att inkludera kol eller andra ledande fyllmedel.
Dessa fyllmedel avleder statisk laddning på ett säkert sätt. Detta förhindrar skador på känsliga komponenter och minskar risken för antändning. Denna kvalitet är viktig för applikationer som kräver kontroll över triboelektrisk laddning7.
Högtemperaturkvaliteter
Tvärbunden UHMWPE är konstruerad för termisk stabilitet. Tvärbindningsprocessen skapar starkare bindningar mellan molekylerna. Detta gör att materialet kan behålla sina mekaniska egenskaper vid förhöjda temperaturer där standard UHMWPE skulle misslyckas.
| Fastighet | Jungfrulig kvalitet | Förbättrat slitage | Antistatisk | Hög temperatur |
|---|---|---|---|---|
| Motståndskraft mot slitage | Bra | Utmärkt | Bra | Mycket bra |
| Temp gräns | ~80°C | ~80°C | ~80°C | ~130°C |
| Statisk kontroll | Dålig | Dålig | Utmärkt | Dålig |
Att välja rätt UHMWPE-kvalitet är nyckeln. Additiven skapar specialiserade versioner för specifika behov, från att minska statisk uppbyggnad till att förbättra slitstyrkan i krävande applikationer. Detta säkerställer optimal prestanda och längre livslängd för dina komponenter.
Hur förändras egenskaperna av fyllmedel som glas eller kol?
Fyllmedel är inte bara till för att sänka kostnaderna. I högpresterande plaster är de kraftfulla verktyg. Vi använder dem för att konstruera specifika materialegenskaper.
Detta förbättrar en baspolymer för en unik applikation. Tänk på det som att lägga till armeringsjärn i betong.
Skräddarsydd prestanda för plast
Fyllmedel som glas- eller kolfibrer omvandlar standardplaster. De förvandlar dem till höghållfasta kompositer. Detta möjliggör mer krävande användningsområden.
Valet av fyllmedel beror helt och hållet på det slutliga målet.
| Fastighet | Bas Nylon 66 | 30% Glasfylld nylon 66 |
|---|---|---|
| Draghållfasthet | Lägre | Betydligt högre |
| Styvhet | Flexibel | Mycket styv |
| Kostnad | Lägre | Högre |
Denna enkla förändring öppnar upp för nya möjligheter för reservdelar.

Glasfiberarmering
Att tillsätta glasfibrer är en vanlig strategi. Vi gör detta för att öka den mekaniska styrkan och styvheten. Detta gör plasten mycket styvare.
Det ökar också tryckhållfastheten och värmeböjningstemperaturen. Detta är utmärkt för delar som utsätts för konstant belastning eller i varma miljöer.
Det finns dock kompromisser. Materialet blir sprödare. Det innebär att dess slaghållfasthet ofta minskar.
Glasfibrerna gör också materialet slipande. Detta kan leda till snabbare slitage på formsprutningsverktyg och eventuella anslutande delar. Under designfasen tar vi alltid hänsyn till detta.
De slutliga egenskaperna kan också vara mycket anisotropisk8. Det innebär att detaljen är starkare i den riktning som fibrerna är riktade.
Kolbaserade fyllmedel
Kolfyllmedel har mycket olika funktioner. De är inte alltid för mekanisk styrka.
Statisk avledning
Ett viktigt användningsområde är för elektrisk ledningsförmåga. Genom att tillsätta kimrök eller kolfiber blir en plast ledande.
Detta är avgörande för elektronikkapslingar. Det bidrar till att på ett säkert sätt avleda statisk elektricitet och skyddar känsliga komponenter.
Termisk konduktivitet
Kol kan också förbättra värmeledningsförmågan. Det hjälper till att dra bort värme från en källa.
I projekt på PTSMAKE har vi använt kolfiberfyllda plaster för komponenter som fungerar som kylflänsar. Det här är ett smart sätt att hantera värme utan att använda metall. Dessa fyllmedel är effektiva i många polymerer, inklusive specialiserade sådana som UHMWPE Material.
Fyllmedel som glas och kol är nödvändiga för modern tillverkning. De gör det möjligt för oss att exakt skräddarsy en polymers egenskaper. Dessa förbättringar innebär dock avvägningar, som minskad slaghållfasthet eller ökat formslitage, som måste hanteras noggrant.
Vad skiljer UHMWPE av medicinsk kvalitet från UHMWPE av industriell kvalitet?
Den grundläggande skillnaden är inte bara en etikett. Det handlar om patientsäkerhet. UHMWPE av industrikvalitet är ett robust material för maskiner. Men det är inte gjort för människokroppen.
UHMWPE av medicinsk kvalitet är fundamentalt annorlunda. Den börjar med renare råmaterial. Tillverkningsprocessen innefattar mycket strängare kontroller för att säkerställa säkerhet och prestanda inuti en patient.
Här är en enkel uppdelning av de primära skillnaderna.
| Funktion | UHMWPE av medicinsk kvalitet | UHMWPE av industriell kvalitet |
|---|---|---|
| Renhet | Extremt hög, inga tillsatser | Standardrenhet, kan innehålla tillsatser |
| Kontroller | Rigorös process- och kvalitetskontroll | Allmänna industristandarder |
| Testning | Omfattande tester av biokompatibilitet | Endast provning av mekaniska egenskaper |
Dessa skillnader är inte obetydliga. De är avgörande för alla medicinska tillämpningar.

Även om mekaniska specifikationer kan se likadana ut på papperet är det de osynliga faktorerna som verkligen spelar roll. Att välja fel kvalitet är en risk som ingen inom det medicinska området har råd att ta. På PTSMAKE följer vi strikt materialspecifikationerna för våra medicinska kunder.
Spårbarhet från början till slut
För medicintekniska produkter måste varje enskild komponent vara spårbar. Det innebär att vi kan spåra materialet från dess råa hartsform till den slutliga bearbetade delen. Denna kompletta spårbarhetskedja är ett icke förhandlingsbart krav. Det säkerställer ansvarsskyldighet om ett problem någonsin skulle uppstå. Industriella kvaliteter har helt enkelt inte denna nivå av dokumentation.
Standarden för biokompatibilitet
Ett material som används inuti kroppen måste vara säkert. Det får inte orsaka en toxisk reaktion eller stötas bort. Detta är känt som Biokompatibilitet9. UHMWPE-material av medicinsk kvalitet genomgår rigorösa tester enligt standarder som ISO 10993. Denna omfattande process validerar att materialet är säkert för långvarig implantation. Industriella kvaliteter utsätts inte för denna viktiga testning.
Strängare tillverkningskontroller
Miljön där delar tillverkas är viktig. UHMWPE-komponenter av medicinsk kvalitet produceras ofta i kontrollerade miljöer. Detta förhindrar kontaminering från damm, oljor eller andra främmande partiklar. Industriell tillverkning kräver inte dessa strikta protokoll, vilket gör slutprodukten olämplig för sterila medicinska applikationer.
Skillnaderna är djupgående. UHMWPE av medicinsk kvalitet definieras av dess renhet, spårbarhet och biokompatibilitetstestning. Dessa faktorer saknas i industrikvaliteter, vilket gör dem helt osäkra för alla medicintekniska produkter eller implantat, oavsett deras mekaniska styrka.
Vad är syftet med tvärbindning i UHMWPE?
Tvärbindning är en avgörande process. Den förbättrar egenskaperna hos standard UHMWPE. Vi använder den för att förbereda materialet för mer krävande applikationer.
Den vanligaste metoden är bestrålning. Denna process skapar kemiska bindningar mellan de långa polymerkedjorna.
Denna strukturella förändring ökar slitstyrkan dramatiskt. Den ökar också materialets arbetstemperatur, vilket gör det mer hållbart under påfrestningar.
| Fastighet | Före korslänkning | Efter tvärbindning |
|---|---|---|
| Motståndskraft mot slitage | Bra | Utmärkt |
| Tålighet | Utmärkt | Bra |
Tvärbindningsprocessen är ganska fascinerande. Vanligtvis utsätter vi UHMWPE-materialet för kontrollerade doser av gamma- eller elektronstrålning.
Denna energi bryter vissa kolvätebindningar längs polymerkedjorna. Denna åtgärd skapar mycket reaktiva platser som kallas fria radikaler10.
Dessa instabila platser söker snabbt stabilitet. Det gör de genom att bilda nya, starka kovalenta bindningar med närliggande kedjor. På så sätt förvandlas de separata trådarna till ett robust tredimensionellt nätverk.
Denna sammankopplade struktur är hemligheten bakom den förbättrade prestandan. Den begränsar molekylernas rörelse, vilket gör det mycket svårare för material att nötas bort från ytan.
I tidigare projekt har vi sett att detta direkt kan översättas till delar som håller betydligt längre i miljöer med hög friktion. Denna ökade styvhet har dock en kostnad.
Materialet blir mindre duktilt. Detta innebär att dess seghet och slaghållfasthet minskar. Valet att använda tvärbunden UHMWPE är en teknisk avvägning.
| Jämförelse av funktioner | Standard UHMWPE | Tvärbunden UHMWPE |
|---|---|---|
| Molekylär struktur | Oberoende kedjor | 3D-nätverk |
| Motståndskraft mot slitage | Hög | Extremt hög |
| Max driftstemperatur | Lägre | Högre |
| Slaghållfasthet | Mycket hög | Måttlig |
Tvärbindning omvandlar UHMWPE genom att skapa ett robust molekylärt nätverk. Detta förbättrar avsevärt slitstyrka och värmebeständighet men minskar seghet och slaghållfasthet, en kritisk kompromiss för specialiserade applikationer där hållbarhet är av största vikt.
Hur kategoriseras UHMWPE-material efter molekylviktsintervall?
Förståelsen av UHMWPE börjar med dess molekylvikt. Detta är inte bara ett tekniskt nummer. Det är den primära faktorn som definierar materialets kvalitet och prestanda.
Olika molekylviktsintervall skapar olika kvaliteter. Varje kvalitet erbjuder en unik balans av egenskaper. Denna kategorisering hjälper ingenjörer att välja det perfekta materialet för en specifik applikation.
Här följer en förenklad uppdelning av vanliga kategorier:
| Molekylvikt (g/mol) | Gemensam beteckning | Viktig karaktäristik |
|---|---|---|
| 3,1 - 4,5 miljoner kronor | Standard / Hög kvalitet | Bra allroundprestanda |
| 5,0 - 6,0 miljoner euro | Premium-klass | Förbättrad slitstyrka |
| > 6,0 miljoner | Ultra-Premium / Medicinsk | Maximal slag- och slitstyrka |
Att välja rätt kvalitet är avgörande för att projektet ska bli framgångsrikt.
Sambandet mellan molekylvikt och prestanda
Så varför resulterar en högre molekylvikt i ett hårdare material? Det handlar om längden på polymerkedjorna. Längre kedjor skapar fler anslutningar och överlappningar i materialets struktur.
Tänk på det som en skål med spaghetti. Korta strängar är lätta att dra isär. Men mycket långa strängar trasslar ihop sig. Detta skapar en mycket starkare, mer sammanhängande massa. Detta är kärnprincipen bakom UHMWPE:s styrka.
Detta ökade kedjesammanflätning11 förbättrar direkt viktiga mekaniska egenskaper. De tätt bundna molekylerna är mycket effektivare när det gäller att avleda energi från stötar och motstå nötningskrafter.
Förbättrad prestanda med högre molekylvikt
Från våra interna tester på PTSMAKE har vi konsekvent sett en direkt korrelation. När molekylvikten ökar förbättras prestandan inom kritiska områden avsevärt. Detta gäller särskilt för applikationer med slitage och stötar.
| Molekylviktsintervall | Slaghållfasthet | Motståndskraft mot nötning | Typiska användningsfall |
|---|---|---|---|
| 3-6 miljoner kronor | Hög | Mycket bra | Foderrännor, styrskenor |
| >6 miljoner | Extremt hög | Utmärkt | Medicinska implantat, högbelastade växlar |
För krävande projekt vägleder vi ofta kunderna mot premiumkvaliteter. UHMWPE-materialet med högre molekylvikt garanterar lång livslängd och tillförlitlighet, även under svåra påfrestningar.
I huvudsak ger kategorisering av UHMWPE efter molekylvikt en tydlig färdplan. Det gör det möjligt för ingenjörer och designers att matcha en specifik kvalitet till prestandakraven i deras applikation, vilket säkerställer optimala resultat från början.
Vilka vanliga former finns UHMWPE i för praktiken?
UHMWPE är otroligt mångsidigt. Det är inte ett material som passar alla i en storlek. Du hittar det i flera standardformer, redo för bearbetning eller integration. Detta gör det anpassningsbart för många olika projekt.
De vanligaste formerna är plåt, stång och rör. Dessa är arbetshästarna för industriella tillämpningar. Från dessa grundläggande former kan vi skapa otaliga anpassade delar.
Primära lagerformer
Utövare kommer oftast att stöta på dessa grundläggande former. De fungerar som utgångspunkt för anpassad tillverkning.
| Form | Vanliga användningsfall |
|---|---|
| Lakan | Foderbehållare, slitband |
| Stavar | Kugghjul, bussningar, rullar |
| Rör | Lager, hylsor |
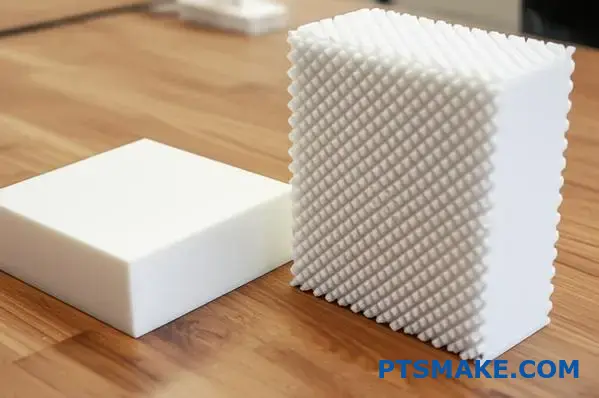
Specialiserade formulär
Utöver standardmaterial finns UHMWPE-material också i avancerade former. Dessa inkluderar höghållfasta fibrer och unika porösa ark för mycket specifika applikationer.

Att förstå de tillgängliga formerna av UHMWPE hjälper dig att välja rätt utgångspunkt för ditt projekt. Detta val påverkar direkt tillverkningseffektiviteten och den slutliga delens prestanda. På PTSMAKE guidar vi kunder genom denna urvalsprocess.
En närmare titt på varje formulär
Ark och plåtar
Dessa produceras genom pressgjutning12 eller ramsträngsprutning. De är idealiska för att fodra rännor och skapa stora slitstarka ytor. De finns i olika tjocklekar vilket ger stor flexibilitet i konstruktionen.
Stavar och rör
Stänger är perfekta för CNC-bearbetning av delar som kugghjul, lager och rullar. Rör är utmärkta för att skapa bussningar eller hylsor. Vi arbetar ofta med dessa former för att producera komponenter med hög precision för våra kunder inom fordons- och robotindustrin.
Anpassade profiler
Extruderade profiler tillverkas till specifika tvärsnitt. Dessa är vanliga för att skapa anpassade styrskenor, kedjestyrningar och andra unikt formade slitdelar. De minimerar bearbetningsavfallet.
Avancerade tillämpningar
Specialiserade former öppnar nya möjligheter.
| Specialiserad form | Viktig karaktäristik | Industri |
|---|---|---|
| Fibrer (Dyneema®, Spectra®) | Hög draghållfasthet | Flyg- och rymdteknik, medicinteknik |
| Sintrade porösa skivor | Kontrollerad porositet | Filtrering, fluidik |
Dessa avancerade former visar det verkliga utbudet av UHMWPE-material. Från skottsäkra västar till medicinska implantat, dess potential är enorm.
Kort sagt, UHMWPE finns i standardformer som ark och stavar för allmän bearbetning. Det finns också i specialiserade former, till exempel höghållfasta fibrer och porösa ark, för mycket specifika och krävande applikationer.
Vilka industristandarder (ASTM/ISO) styr specifikationen för UHMWPE?
När du köper UHMWPE-material är standarder inte förhandlingsbara. De är din kvalitetsgaranti. De två viktigaste organen som fastställer dessa regler är ASTM International och ISO.
För allmänna industriella användningsområden är ASTM D4020 det viktigaste dokumentet. Det täcker allt från råharts till färdiga former som ark och stavar.
Inom det medicinska området är kraven mycket strängare. ISO 5834 är den specifika standarden för UHMWPE som används i kirurgiska implantat. Att veta vilken standard som gäller är det första steget till framgång.

Att förstå dessa standarder hjälper dig att verifiera materialkvaliteten och undvika kostsamma misstag. De tar bort gissningarna och ger ett tydligt riktmärke för prestanda. På PTSMAKE verifierar vi alltid materialcertifikat mot dessa standarder.
ASTM D4020: Standard för industriell UHMWPE
Detta är den grundläggande standarden för de flesta icke-medicinska tillämpningar. Den definierar egenskapskraven för UHMWPE-plaster.
Detta inkluderar specifikation av molekylvikt, densitet och andra fysiska egenskaper. Genom att följa ASTM D4020 säkerställs att materialet har den förväntade hållbarheten och låga friktionen.
ISO 5834: Standard för UHMWPE av medicinsk kvalitet
När en del är konstruerad för människokroppen har ISO 5834 företräde. Denna standard gäller för UHMWPE som används i kirurgiska implantat, t.ex. höft- eller knäproteser.
Den har mycket strängare kontroller av materialets renhet, tillsatser och polymerisation13 process. Detta garanterar att materialet är biokompatibelt och säkert för långvarig användning inuti kroppen. Baserat på vårt arbete med medicinska kunder finns det inget utrymme för kompromisser här.
En snabb jämförelse visar på deras olika fokus:
| Standard | Primär applikation | Viktiga fokusområden |
|---|---|---|
| ASTM D4020 | Industriell och allmän användning | Mekanisk prestanda, konsekvens |
| ISO 5834 | Medicinska implantat | Biokompatibilitet, renhet, säkerhet |
Att välja rätt standard är avgörande. Den anpassar materialets egenskaper till applikationens krav och säkerställer både säkerhet och funktionalitet.
För att säkerställa kvaliteten är ASTM D4020 riktmärket för industriella UHMWPE-material. För medicintekniska produkter är ISO 5834 den icke förhandlingsbara standarden. Att följa dessa riktlinjer är avgörande för att verifiera materialets prestanda och säkerhet, vilket skyddar ditt projekt från misslyckande.
Vilka är de olika tillverkningsmetoderna för lagerformer?
Att förstå hur lagerformer tillverkas är viktigt. Det hjälper till att förutsäga materialets beteende. De primära omvandlingsprocesserna är avgörande här.
Kompressionsgjutning
Denna metod används för att skapa stora, tjocka plåtar. Den innebär värme och ett enormt tryck. Den är idealisk för stora, blockiga komponenter.
Ramsträngsprutning
Denna process producerar kontinuerliga profiler. Tänk på stänger, rör och andra långa former. Det är ett mycket annorlunda tillvägagångssätt.
| Metod | Primär utgång | Gemensam användning |
|---|---|---|
| Kompressionsgjutning | Ark, block | Stora plana delar |
| Ramsträngsprutning | Stänger, rör | Kontinuerliga profiler |
En djupare titt: Kompressionsgjutning
I denna process placerar vi polymerharts eller pulver i en formkavitet. Formen värms sedan upp och stängs.
Detta ger ett högt tryck. Det tvingar materialet att fylla hålrummet. Materialet genomgår en process som kallas sintring14 där partiklarna smälter samman utan att smälta helt. Denna metod är vanlig för material som UHMWPE-material.
En djupare titt: Ramsträngsprutning
Ramsträngsprutning är en halvkontinuerlig process. En hydraulisk kolv trycker en komprimerad materialmassa, ofta kallad "billet", genom en uppvärmd form.
Denna kraft formar materialet till en kontinuerlig profil. Processen upprepas med nya ämnen för att skapa långa längder av stänger eller rör. Det är en långsammare och mer avsiktlig metod.
Hur metoden påverkar egenskaperna
Tillverkningsmetoden har en direkt inverkan på den slutliga delen. Kompressionsgjutna plåtar kan ha en viss inre spänning. Detta är något vi alltid tar hänsyn till under bearbetningen på PTSMAKE.
Ramsträngpressade detaljer kan uppvisa riktade egenskaper. Deras hållfasthet kan variera längs med längden och över diametern.
| Funktion | Kompressionsgjutning | Ramsträngsprutning |
|---|---|---|
| Typ av process | Batch | Semi-kontinuerlig |
| Intern stress | Kan vara hög | Generellt lägre |
| Formens komplexitet | Begränsad till enklare block | Kontinuerliga komplexa profiler |
| Bäst för | Stora plåtar, tjocka delar | Långa stänger, rör |
Kompressionsgjutning och extrudering med ram är grundläggande för lagerformer. Den ena skapar stora ark, medan den andra formar kontinuerliga profiler. Den valda metoden definierar materialets inre spänningar och riktningsegenskaper, vilket påverkar den slutliga detaljens prestanda och maskinbearbetbarhet.
När bör man välja en modifierad UHMWPE framför en standardkvalitet?
Att bestämma sig för rätt UHMWPE-material behöver inte vara komplicerat. Valet hänger på en fråga: står din applikation inför en utmaning som standard UHMWPE inte kan hantera?
Börja med standarden
Standard UHMWPE är ett fantastiskt, mångsidigt material. Det är ofta standardvalet för många applikationer på grund av dess utmärkta balans mellan egenskaper och kostnadseffektivitet.
Identifiera den begränsande faktorn
En modifierad klass blir nödvändig först när en specifik begränsning av standardversionen äventyrar prestanda eller säkerhet. Se det som en riktad uppgradering.
| Funktion | Standard UHMWPE | Exempel på modifierad UHMWPE |
|---|---|---|
| Max temperatur | ~80°C | ~130°C (tvärbunden) |
| Statisk uppbyggnad | Hög | Låg (antistatisk) |
Detta tillvägagångssätt säkerställer att du får den prestanda du behöver utan att överkonstruera.
För att fatta rätt beslut föreslår jag ett enkelt ramverk för beslutsfattande. Vi på PTSMAKE använder en liknande process för att vägleda våra kunder och se till att de får bästa möjliga material till sina delar.
Ett praktiskt ramverk
Detta ramverk bryter ner beslutet i logiska steg. Det rör sig från allmänna krav till ett specifikt materialval.
1. Definiera din driftsmiljö
Först ska du lista alla miljö- och driftsutmaningar. Kommer delen att utsättas för höga temperaturer? Arbetar den i en miljö med brandfarligt damm eller brandfarliga gaser? Är den utsatt för extrema nötningskrafter?
2. Bedömning av standard UHMWPE
Se sedan om standard UHMWPE uppfyller dessa krav. I många fall kommer det att göra det. Men ibland dyker det upp ett kritiskt gap. Till exempel i gruvdrift kan transport av vissa material generera statisk elektricitet, vilket skapar en säkerhetsrisk.
3. Identifiera prestationsgapet
Detta är det avgörande steget. Om standard UHMWPE inte räcker till, identifiera exakt varför. Problemet är inte materialet i sig, utan en specifik egenskap. För explosiva miljöer är problemet dess oförmåga att på ett säkert sätt ladda ur statisk elektricitet. Materialet behöver specifika dissipativa egenskaper15 för att vara livskraftig.
4. Anpassa modifieringen till behovet
När gapet är tydligt är lösningen okomplicerad. Du väljer en modifiering som är utformad för att lösa just det problemet.
| Problemscenario | Begränsande egenskap hos standardkvalitet | Rekommenderad modifierad grad |
|---|---|---|
| Hög värme och belastning | Låg termisk stabilitet | Tvärbunden UHMWPE |
| Explosiv atmosfär | Hög ytresistivitet | Antistatisk UHMWPE |
| Hög friktion/stick-slip | Standard friktionskoefficient | Internt smord UHMWPE |
| UV-exponering (utomhus) | Dålig UV-beständighet | UV-stabiliserad UHMWPE |
Denna strukturerade process förhindrar gissningar och leder till tillförlitliga, säkra och effektiva komponenter.
Slutsatsen är enkel: börja med standard UHMWPE som din baslinje. Uppgradera bara till en modifierad kvalitet när du identifierar ett specifikt prestandagap - som värmebeständighet eller statisk kontroll - som din applikation inte kan tolerera. Detta säkerställer både prestanda och kostnadseffektivitet.
Hur kan termisk expansion hanteras i UHMWPE-design?
UHMWPE har en mycket hög termisk expansionshastighet. Det kan expandera och dra ihop sig ungefär tio gånger mer än stål vid temperaturförändringar.
Detta är en kritisk faktor i konstruktionen. Om den ignoreras kan det leda till att delar binder, vrider sig eller helt går sönder. Korrekt design tar hänsyn till denna rörelse.
Kvantifiering av utmaningen
Att förstå siffrorna hjälper. Den termiska expansionskoefficienten för UHMWPE är betydande.
| Material | Koefficient för termisk expansion (per °C) |
|---|---|
| UHMWPE | ~1.3 x 10-⁴ |
| Stål | ~1.2 x 10-⁵ |
| Aluminium | ~2.3 x 10-⁵ |
Tabellen visar tydligt varför detta UHMWPE-material kräver särskild uppmärksamhet.

Praktiska konstruktionsregler för UHMWPE
Att hantera denna expansion är enkelt med rätt designregler. På PTSMAKE tillämpar vi dessa principer för att säkerställa komponenternas prestanda vid olika driftstemperaturer. Det handlar om att ge materialet utrymme att röra sig.
Regel 1: Öka spelrummen för löpning
För alla rörliga delar, t.ex. lager eller glidande komponenter, måste spelrummet vara större än vad som gäller för metaller. Detta förhindrar att delar kärvar när temperaturen stiger.
Delen behöver utrymme för att expandera utan att skapa överdriven friktion eller stress. Den höga Koefficient för termisk expansion16 är det direkta skälet till detta. Vi råder ofta våra kunder att ta hänsyn till detta i ett tidigt skede.
Regel 2: Använd överdimensionerade hål för fästelement
Vid infästning av UHMWPE-plattor eller -block ska du aldrig använda en bult som sitter hårt. Materialet måste kunna expandera och dra ihop sig runt fästelementet.
En enkel lösning är att använda överdimensionerade eller slitsade hål. Detta gör att materialet kan röra sig fritt, vilket förhindrar spänningsuppbyggnad och potentiell sprickbildning runt fästelementets placering. Brickor hjälper till att fördela belastningen jämnt.
| Strategi för fästelement | Syfte |
|---|---|
| Överdimensionerade hål | Tillåter radiell expansion |
| Slitsade hål | Möjliggör linjär expansion |
| Axelbultar | Ger en fast svängpunkt |
Regel 3: Undvik långa, begränsade avsnitt
Långa, tunna sektioner av UHMWPE är benägna att buckla eller vrida sig om de är begränsade i båda ändar. När materialet expanderar kan det inte ta sig någon annanstans än i sidled.
Det är bättre att fästa delen vid en central punkt. Låt ändarna flyta fritt med hjälp av styrningar om det behövs. Denna designmetod förhindrar termiskt inducerad stress och deformation.
För att hantera UHMWPE:s värmeutvidgning måste konstruktörerna ha större spelrum för rörliga delar, använda överdimensionerade hål för fästelement och undvika att begränsa långa sektioner. Dessa enkla regler förhindrar bindning, skevhet och för tidigt fel i färdiga komponenter.
Vilka är de mest effektiva metoderna för att sammanfoga UHMWPE?
Att sammanfoga UHMWPE innebär en unik utmaning. Dess vaxartade yta med låg friktion gör traditionella limningsmetoder ineffektiva. Att välja rätt metod är avgörande för den strukturella integriteten.
Mekanisk infästning: Det bästa valet
När det gäller tillförlitlighet är mekaniska fästelement oftast det bästa alternativet. Bultar, skruvar och nitar skapar starka, förutsägbara fogar utan komplicerade ytbehandlingar.
Lim och svetsning
Dessa metoder är möjliga men kräver expertis. Lim kräver omfattande ytbehandling för att fungera. Svetsning kräver exakt kontroll för att undvika materialförstöring.
Här är en snabb överblick över alternativen.
| Metod | Tillförlitlighet | Användarvänlighet |
|---|---|---|
| Mekanisk | Hög | Hög |
| Självhäftande | Låg-Medium | Låg |
| Svetsning | Medelhög-Hög | Medium |

Baserat på våra tester ger mekanisk infästning konsekvent de mest tillförlitliga resultaten för sammanfogning av UHMWPE-delar. Det kringgår materialets kemiska inertitet.
En närmare titt på mekaniska fästelement
Att använda bultar eller skruvar är okomplicerat. Denna metod klämmer fysiskt ihop delarna. Detta säkerställer en robust anslutning för krävande applikationer. Man måste vara noga med att hantera spänningskoncentrationer runt hålen för att förhindra eventuell sprickbildning över tid.
Hinder för adhesiv bindning
Lim står inför ett stort hinder. UHMWPE har en extremt låg ytenergi17, vilket förhindrar att limmet fuktar ytan och bildar en stark bindning. Det är som att försöka limma en non-stick panna.
Att övervinna utmaningen
För att binda detta UHMWPE-material måste du först modifiera dess yta. Tekniker som plasmabehandling, flambehandling eller kemisk etsning kan höja ytenergin. Dessa processer är dock specialiserade och lägger till betydande komplexitet och kostnad för projektet.
Nyanserna i plastsvetsning
Svetsning kan skapa sömlösa, starka fogar. Metoder som varmgassvetsning och extrudering är effektiva om de utförs på rätt sätt. Men det kräver skickliga tekniker och specialutrustning. Exakt temperaturkontroll är avgörande, eftersom överhettning kan försämra materialets egenskaper.
| Funktion | Mekanisk infästning | Adhesiv bindning | Svetsning av plast |
|---|---|---|---|
| Styrka i lederna | Mycket hög | Variabel | Hög |
| Kostnad för utrustning | Låg | Hög (för behandling) | Hög |
| Behov av expertis | Låg | Hög | Hög |
| Bäst för | Strukturella sammansättningar | Tätning för lätta uppgifter | Kontinuerliga sömmar |
Sammanfattningsvis är mekanisk infästning den mest tillförlitliga metoden för sammanfogning av UHMWPE. Lim och svetsning är gångbara alternativ, men de kräver specialiserade ytbehandlingar och expertutförande för att övervinna materialets inneboende motståndskraft mot limning.
Vilka ytbehandlingar kan uppnås och hur?
Vid bearbetning av UHMWPE får man en unik ytfinish. Den är olik metall. Du uppnår vanligtvis en slät, nästan vaxartad textur.
Denna ytfinhet är en naturlig egenskap hos materialet. Kvaliteten på denna "as-machined"-yta är dock avgörande för prestandan.
För att uppnå bästa möjliga finish krävs särskilda verktyg och expertis. Låt oss undersöka vad som är praktiskt och varför.
| Finish Typ | Uppnåelighet | Vanliga användningsfall |
|---|---|---|
| Standard Slät | Hög | Slitagestrimlor, lager |
| Optiskt klar | Mycket svårt | Inte ett praktiskt mål |

Kunderna frågar ofta om vi kan polera UHMWPE till spegelblank glans. Det enkla svaret är att det är extremt svårt att uppnå en yta av optisk kvalitet. Det är i allmänhet inte ett praktiskt tillverkningsmål.
Orsaken ligger i materialets egenskaper. UHMWPE är mjukt och har en låg smältpunkt. Aggressiv polering genererar värme, vilket gör att ytan smetas ut i stället för att bli slätare. Materialets struktur, som innehåller både kristallina och amorf18 regioner, motstår enhetlig polering.
En slät "as-machined"-finish är dock avgörande. För applikationer som kräver låg friktion och hög slitstyrka är ytkvaliteten helt avgörande. En slätare yta ger minimalt motstånd och förlänger komponentens livslängd avsevärt.
På PTSMAKE fokuserar vi på att göra denna första finish perfekt. Genom att använda otroligt vassa verktyg och förfinade skärparametrar kan vi leverera delar som fungerar tillförlitligt.
| Ytans kvalitet | Friktion Påverkan | Del Livslängd |
|---|---|---|
| Smidig | Låg | Utökad |
| Grov | Hög | Reducerad |
Sammanfattningsvis ger UHMWPE-material en slät, vaxartad yta. Även om optisk polering är opraktiskt är en bearbetad yta av hög kvalitet avgörande. Denna jämnhet förbättrar direkt materialets lågfriktions- och slitstarka egenskaper, vilket är avgörande för prestandan.
Vilka är de grundläggande principerna för att utforma slitkuddar med UHMWPE?
Att utforma slitkuddar med UHMWPE-material verkar enkelt. Men den verkliga framgången ligger i detaljerna. Om du gör rätt säkerställer du lång livslängd och topprestanda.
Vi måste ta hänsyn till fyra viktiga områden. Dessa är tjocklek, ytfinish, fästelement och kontaktytan. Var och en av dem spelar en avgörande roll.
Här är en snabb titt på de grundläggande designprinciperna.
| Grundläggande design | Viktiga överväganden |
|---|---|
| Tjocklek | Måste stödja belastning och påverkan |
| Ytfinish | Måste vara slät för att minska friktionen |
| Fästanordning | Använd rätt hårdvara för att undvika stress |
| Mating yta | Materialval påverkar systemets livslängd |
Om någon av dessa försummas kan det leda till för tidiga fel.

Låt oss dyka djupare in i dessa designprinciper. Enligt vår erfarenhet på PTSMAKE är det dessa detaljer som skiljer en bra design från en fantastisk design. Att få dem rätt är avgörande för tillförlitligheten.
Beräkning av erforderlig tjocklek
Tjockleken beror på belastning och påverkan. En dyna måste motstå deformation under statisk belastning. Den måste också kunna absorbera energi från dynamiska stötar. Tjockare är inte alltid bättre. Alltför tjocka dynor kan fånga upp värme, vilket påverkar prestandan. Att beräkna tryck- och hastighetsklassificeringen (PV) hjälper till att vägleda detta beslut.
Säkerställer en jämn glidyta
En slät yta på UHMWPE-slitdynan är inte förhandlingsbar. Det minimerar den initiala friktionskoefficienten. Detta minskar inkörningsslitaget på både dynan och den anslutande komponenten. En grov yta kan fungera som ett slipmedel och påskynda slitaget.
Korrekt användning av mekaniska fästelement
Bulta aldrig direkt på UHMWPE-ytan. Använd alltid brickor med stor diameter. Brickorna fördelar klämkraften jämnt. Detta förhindrar lokala spänningar som orsakar sprickbildning. Använd försänkta hål för bulthuvuden och brickor för att få en jämn yta. Detta är en vanlig metod i våra CNC-bearbetningsprojekt. Hela samspelet mellan dessa ytor bildar en komplett Tribologiskt system19.
Överväganden om parningsytan
Det material som din UHMWPE-dyna glider mot är avgörande.
| Passande material | Hårdhet | Avsluta | Prestanda |
|---|---|---|---|
| 304 rostfritt stål | Medium | Polerad | Utmärkt |
| Hårdförkromad | Hög | Polerad | Mycket bra |
| Anodiserad aluminium | Medium | Smidig | Bra |
| Milt stål | Låg | Grov | Dålig (kan orsaka nötning) |
En hård, slät och korrosionsbeständig yta fungerar bäst. Det förlänger livslängden på hela enheten.
Korrekt utformning av slitkuddar i UHMWPE kräver balans mellan fyra element: beräkning av tjocklek för belastning och slag, säkerställande av ytans jämnhet, användning av korrekt fästanordning med brickor och val av en kompatibel kontaktyta. Dessa grundläggande faktorer säkerställer optimal systemprestanda och lång livslängd.
Hur skulle du välja en UHMWPE-kvalitet för en transportörstyrning med högt slitage?
Att välja rätt UHMWPE är en praktisk process. Det handlar om att matcha materialets egenskaper med jobbets krav. Låt oss gå igenom ett verkligt scenario tillsammans.
Börja med standarden
Vi börjar alltid med en baslinje. För de flesta transportörstyrningar är en standard jungfrulig kvalitet av UHMWPE-material en bra utgångspunkt.
Den har en låg friktionskoefficient. Det ger också utmärkt slitstyrka för många vanliga applikationer.
| Betyg | Viktig funktion | Bäst för |
|---|---|---|
| Jungfru UHMWPE | Låg friktion | Allmänt ändamål |
| Antistatisk | ESD-kontroll | Elektronik, Pulver |
| Förbättrat slitage | Motståndskraft mot nötning | Slipande material |
Detta första urval lägger grunden för ytterligare förfining baserat på feedback om prestandan.

Ett praktiskt flöde för beslutsfattande
Låt oss föreställa oss ett projekt som vi hanterade på PTSMAKE. En kund behövde ett nytt styrsystem för en höghastighetsförpackningslinje. Vi började med att bearbeta styrningar från jungfrulig UHMWPE.
Identifiering av en specifik utmaning: Statisk
Till en början fungerade guiderna bra. Kunden rapporterade dock ett problem. Fint pulver från deras produkt fastnade på styrningarna på grund av statisk elektricitet. Detta orsakade blockeringar.
Vår lösning var enkel. Vi gick över till en antistatisk UHMWPE-kvalitet. Detta material innehåller tillsatser som på ett säkert sätt avleder statiska laddningar. Problemet med att pulvret klistrade sig löstes omedelbart.
Att ta itu med en annan utmaning: Nötning
Tänk nu på en annan tillämpning. En kund transporterade grova, slipande mineraler. Standardstyrningen av jungfrulig UHMWPE slets ner mycket snabbare än vad som var acceptabelt.
Detta krävde ett annat angreppssätt, med fokus på materialets tribologiska egenskaper20. Vi behövde något tuffare.
Vår rekommendation var en slitageförbättrad kvalitet. Dessa avancerade formler innehåller fasta smörjmedel eller förstärkande medel. De ökar avsevärt motståndskraften mot abrasivt slitage.
| Scenario | Inledande betyg | Identifierat problem | Rekommenderad uppgradering |
|---|---|---|---|
| Pulverförpackningar | Jungfru UHMWPE | Statisk uppbyggnad | Antistatisk UHMWPE |
| Transport av mineraler | Jungfru UHMWPE | Hög nötning | Slitageförstärkt UHMWPE |
Denna metodiska process säkerställer att det slutliga valet är perfekt anpassat till applikationen.
Att välja den bästa UHMWPE innebär en logisk process. Börja med en standardkvalitet, observera dess prestanda och uppgradera sedan baserat på specifika utmaningar som statisk eller hög nötning. Detta iterativa tillvägagångssätt säkerställer att delen presterar optimalt och håller längre.
Analysera en fallstudie av UHMWPE-haveri i en lagertillämpning.
Låt oss undersöka ett vanligt felscenario. En UHMWPE-bussning i ett transportörsystem med hög belastning gick sönder i förtid. Detta orsakade oväntad stilleståndstid.
Att förstå varför delar går sönder är viktigt. Det hjälper till att förebygga framtida problem. Det ger också vägledning för bättre materialval. Denna fallstudie belyser kritiska designfaktorer.
Inledande problemöversikt
Vi fick ett samtal om ett katastrofalt bussningsfel. Kundens transportband stoppades helt. Här är vad vi visste inledningsvis.
| Parameter | Beskrivning |
|---|---|
| Komponent | UHMWPE bussning för transportörrulle |
| Tillämpning | Kraftig industriell transportör |
| Problem | Svår deformation och krampanfall efter 3 månader |
| Förväntad livslängd | 24+ månader |
Det här felet var kostsamt. Vi behövde snabbt hitta grundorsaken.

En djupare dykning i misslyckandet
I ett tidigare projekt på PTSMAKE uppstod ett liknande problem. Vi upptäckte att fel sällan beror på en enda orsak. Det är vanligtvis en kombination av faktorer. En systematisk undersökning är alltid det första steget.
Utredning av grundorsak
Vi började med att analysera driftsmiljön. Vi jämförde konstruktionsspecifikationerna med de faktiska arbetsförhållandena. Det är här vi ofta hittar avvikelser. Miljön kan förändras över tiden.
Utredningen visade att det fanns flera bidragande faktorer. Den ursprungliga konstruktionen tog inte hänsyn till den senaste tidens ökningar av produktionshastighet och belastning.
Analys av nyckelfaktorer
Felet kunde spåras till några få nyckelområden. Värme, tryck och fel materialkvalitet spelade en roll. Samspelet mellan dessa faktorer orsakade felet. Dålig initial designklarering var dödsstöten.
| Faktor | Specificerad | Faktisk drift | Påverkan |
|---|---|---|---|
| Belastning (MPa) | 2.5 | 4.0 | Överskriden krypgräns |
| Hastighet (m/s) | 0.5 | 1.0 | Ökad friktionsvärme |
| Temperatur (°C) | 40 | 65 | Påskyndat slitage |
| Avstånd (mm) | 0.25 | 0.25 | Otillräcklig för termisk expansion |
Den höga temperaturen fick UHMWPE-materialet att expandera. Med otillräckligt spel ledde detta till kärvning. Materialets tribologisk21 egenskaper var inte lämpliga för dessa förhöjda påfrestningar och temperaturer.
Materialkvalitet spelar roll
Dessutom användes en standardkvalitet av UHMWPE. En specialiserad, termiskt stabiliserad kvalitet skulle ha fungerat bättre. Den skulle ha klarat av de högre temperaturerna och belastningarna på ett mer effektivt sätt.
Det här fallet visar varför en detaljerad applikationsanalys är avgörande. På PTSMAKE arbetar vi tillsammans med våra kunder för att förstå varje detalj i verksamheten. Detta säkerställer att rätt material väljs från början.
Denna analys visar att bussningsfel orsakades av flera olika problem. Överbelastning, överdriven värme från högre hastigheter och otillräckligt spel skapade en perfekt storm. Fel UHMWPE-materialkvalitet kunde inte hantera dessa sammansatta påfrestningar, vilket ledde till snabbt slitage och fastfrysning.
Hur skulle du motivera att använda UHMWPE framför brons i en bussning?
Att välja rätt material för en bussning är ett kritiskt beslut. Det handlar om mer än bara den initiala prislappen. Du måste ta hänsyn till hela livscykeln för detaljen.
Varför välja UHMWPE framför traditionell brons? Motiveringen ligger i ett överlägset värdeerbjudande. Vi kommer att jämföra dem utifrån viktiga mätvärden. Dessa inkluderar vikt, korrosionsbeständighet, smörjning, buller och total ägandekostnad. Analysen visar att det finns en klar vinnare för många moderna tillämpningar.

Att välja mellan dessa material kräver en förändring av perspektivet. Du köper inte bara en komponent. Du investerar i långsiktig driftseffektivitet. Det verkliga värdet framträder när du ser bortom det ursprungliga inköpspriset.
Den fullständiga jämförelsen
Vi måste analysera hur varje material fungerar i den verkliga världen. I tidigare projekt på PTSMAKE har vi hjälpt kunder att noggrant utvärdera dessa avvägningar. Skillnaderna i prestanda är ofta betydande.
Denna direkta jämförelse visar på fördelarna med att använda en modern polymer som UHMWPE.
| Metrisk | Bronsbussning | UHMWPE bussning |
|---|---|---|
| Vikt | Tung, ökar systemets totala massa | Mycket lätt (1/8 av en brons) |
| Motståndskraft mot korrosion | Känslig för korrosion och oxidation | Utmärkt, inert mot de flesta kemikalier och fukt |
| Smörjning | Kräver regelbunden smörjning och underhåll | Självsmörjande, inget externt smörjmedel behövs |
| Bullernivå | Kan vara bullrig, metall-mot-metall-kontakt | Dämpar buller och vibrationer effektivt |
| Underhåll | Hög; kräver rengöring och återfettning | Praktiskt taget inget underhåll krävs |
UHMWPE-materialets självsmörjande egenskaper beror på dess mycket låga friktionskoefficient22. Denna egenskap eliminerar behovet av fett. Det minskar underhållsbehovet och skapar en renare driftsmiljö, vilket är en stor fördel i branscher som livsmedelsbearbetning eller medicintekniska produkter.
Total ägandekostnad (TCO)
Brons känns kanske bekant, men UHMWPE ger ofta en lägre TCO. Detta omfattar materialkostnad, enklare installation tack vare låg vikt och dramatiskt minskade underhållskostnader under bussningens livslängd.
I slutändan erbjuder UHMWPE ett övertygande värdeförslag. Det minskar underhållet, sänker driftskostnaderna och förbättrar prestandan genom vikt- och ljudreduktion. Detta gör det till en smart, långsiktig investering jämfört med traditionell brons för många applikationer.
Vilka är de nya användningsområdena för UHMWPE-material?
UHMWPE-materialet är inte längre bara avsett för industriella växlar. Dess unika egenskaper driver det mot nya, spännande gränser. Vi ser hur det omvandlar industrier.
Innovationsgränsen
Nästa generations skydd
Detta material skapar otroligt starka men ändå lätta textilier. Dessa används för personlig rustning och ger bättre skydd för poliser och militär personal.
Kraft för framtiden
I elfordon blir UHMWPE allt viktigare. Den används i batteriseparatorer för att förbättra säkerheten och prestandan. Det här är ett snabbt växande område.
| Framväxande sektor | Viktiga tillämpningar | Fördel för kärnverksamheten |
|---|---|---|
| Försvar & Säkerhet | Avancerade ballistiska textilier | Överlägset förhållande mellan styrka och vikt |
| Fordon (EV) | Batteriseparatorer | Ökad säkerhet och effektivitet |
| Marin verksamhet | Högpresterande linor | Starkare än stål, men ändå flytande |
| Avancerad medicinteknik | Nya ortopediska implantat | Hög slitstyrka och biokompatibilitet |

En djupare titt på banbrytande användningsområden
Den verkliga potentialen hos UHMWPE-materialet lyser i dessa nya applikationer. Var och en av dem utnyttjar sina kärnstyrkor på ett unikt sätt och kräver ny tillverkningsprecision.
Avancerade textilier i personliga rustningar
UHMWPE-fibrer vävs till avancerade tyger. Dessa tyger stoppar projektiler mer effektivt än traditionella material som Kevlar, men med en bråkdel av vikten. Denna innovation minskar belastningen på användaren avsevärt.
Revolutionerande batterier för elfordon
I elbilar är säkerheten av yttersta vikt. UHMWPE används för att skapa en tunn, hållbar separator mellan anoden och katoden. Detta förhindrar kortslutningar. Materialet bearbetas till en mikroporöst membran23 som tillåter joner att passera fritt. I vårt arbete på PTSMAKE inser vi att det krävs enorm precision för att kontrollera porositeten och tjockleken hos sådana filmer.
| Jämförelse av funktioner | UHMWPE-avskiljare | Traditionell separator för polyolefin |
|---|---|---|
| Motstånd mot punktering | Exceptionell | Bra |
| Kemisk stabilitet | Mycket hög | Hög |
| Tjocklek för prestanda | Kan göras tunnare | Standardtjocklek |
| Säkerhetsavstängning | Utmärkt | Bra |
Nya horisonter inom marin och medicinsk
För marina tillämpningar ersätter UHMWPE-rep stålkablar. De är starkare, lättare och de flyter. Inom det medicinska området gör dess biokompatibilitet och lågfriktionsyta den idealisk för nästa generations ledproteser och kirurgiska kablar.
UHMWPE-materialet driver på betydande framsteg inom olika högteknologiska sektorer. Från lätta skyddsvästar till säkrare elbilsbatterier och hållbara medicinska implantat - den unika kombinationen av egenskaper möjliggör nästa generations produkter som tidigare var omöjliga att skapa.
Hur beräknar man kostnadseffektiviteten för en UHMWPE-lösning?
Bortom den initiala prislappen
Att bara fokusera på den initiala kostnaden för UHMWPE-material är ett vanligt misstag. Detta tillvägagångssätt ger dig en ofullständig bild.
Det verkliga värdet av en materiallösning visar sig under hela dess livslängd. För att förstå detta behöver vi ett bredare perspektiv.
Den totala ägandekostnaden (TCO)
På PTSMAKE vägleder vi våra kunder med hjälp av en TCO-modell (Total Cost of Ownership). Den tar hänsyn till alla kostnader från dag ett till utbyte.
| Faktor | Initial kostnad | TCO-översikt |
|---|---|---|
| Material | Det enda fokuset | En del av ekvationen |
| Underhåll | Ej beaktat | En stor besparing |
| Livslängd | Ignorerad | Nyckeln till långsiktigt värde |

Bygga en enkel TCO-modell
Låt oss bryta ner TCO-modellen för att se hur den fungerar. Det handlar om att balansera den initiala investeringen med de operativa vinsterna på lång sikt. Det här är ett praktiskt tillvägagångssätt som vi har förfinat genom många kundprojekt.
Initial investering
Denna del är okomplicerad. Det inkluderar priset på det råa UHMWPE-materialet. Det täcker också tillverkningen, som CNC-bearbetning, för att producera den slutliga komponenten. Detta är dock bara utgångspunkten för din beräkning.
Långsiktiga besparingar frigjorda
Det är här som en UHMWPE-lösning verkligen visar sitt värde. Besparingarna ackumuleras avsevärt under flera års drift. Materialets låga Friktionskoefficient24 är en nyckelfaktor för dessa besparingar.
Underhållskostnaderna sjunker kraftigt. Eftersom UHMWPE är självsmörjande eliminerar du kostnader för fett, olja och det arbete som krävs för att applicera dem. Detta innebär också renare driftsmiljöer.
Våra tester visar att delarnas livslängd är betydligt längre. I applikationer med högt slitage kan UHMWPE-delar hålla längre än metaller och andra plaster, vilket leder till färre utbyten och mindre driftstopp.
| Kostnadskategori | Traditionellt material (t.ex. stål) | UHMWPE-lösning |
|---|---|---|
| Initial kostnad | Lägre till måttlig | Måttlig |
| Smörjning | Krävs regelbundet | Inte nödvändigt |
| Underhållsarbete | Hög | Mycket låg |
| Ersättningsfrekvens | Högre | Lägre |
| Skador på passande delar | Möjligt | Minimal |
Slutligen skyddar den din övriga utrustning. Den släta, icke-slipande ytan minskar slitaget på motstående delar, vilket förhindrar kostsamma indirekta skador på din större enhet.
En verklig kostnadseffektivitetsanalys bygger på en modell för total ägandekostnad. Även om den initiala investeringen för en UHMWPE-materiallösning kan vara högre, ger den betydande långsiktiga besparingar i underhålls-, smörj- och ersättningskostnader, vilket bevisar dess överlägsna värde.
Frigör den fulla potentialen hos UHMWPE med PTSMAKE-expertis
Är du redo att optimera ditt nästa projekt med UHMWPE-material? Kontakta PTSMAKE för en snabb och exakt offert på CNC-bearbetning eller formsprutning. Låt vår 20+ års erfarenhet leverera högkvalitativa, anpassade UHMWPE-delar som uppfyller dina tuffaste krav - nå ut nu för en konkurrenskraftig förfrågan!

Upptäck hur dessa svaga intermolekylära krafter påverkar ett materials fysiska egenskaper. ↩
Läs mer om hur denna egenskap påverkar materialflödet och bearbetningen under tillverkningen. ↩
Utforska hur denna unika egenskap hjälper material att absorbera stötar utan permanenta skador. ↩
Läs mer om hur denna egenskap påverkar materialval för precisionsdetaljer och applikationer. ↩
Läs mer om hur denna egenskap påverkar komponenternas livslängd i krävande miljöer. ↩
Läs om hur detta värde påverkar energiförlust och materialslitage i rörliga komponenter. ↩
Lär dig hur statisk elektricitet byggs upp och varför det är viktigt vid materialval. ↩
Lär dig hur fiberorienteringen påverkar en komponents styrka och prestanda i olika riktningar. ↩
Förstå varför ett materials interaktion med mänsklig vävnad är avgörande för säkerheten hos medicintekniska produkter. ↩
Klicka för att förstå hur dessa mycket reaktiva atomer är nyckeln till att skapa starkare polymernätverk. ↩
Lär dig den mikroskopiska principen som ger UHMWPE dess anmärkningsvärda seghet. ↩
Läs mer om denna viktiga process för tillverkning av robusta former och detaljer av polymermaterial. ↩
Lär dig hur denna kemiska process skapar de långa molekylkedjor som ger UHMWPE dess exceptionella egenskaper. ↩
Klicka för att förstå vetenskapen bakom hur polymerpartiklar binds samman. ↩
Utforska hur dessa egenskaper är avgörande för säkerheten i känsliga industriella applikationer. ↩
Lär dig hur denna egenskap påverkar materialval och din designprocess. ↩
Upptäck varför denna egenskap gör material glatta och motståndskraftiga mot vidhäftning. ↩
Lär dig hur ett materials inre struktur avgör dess ytfinhetsegenskaper och bearbetningsutmaningar. ↩
Lär dig hur samverkande ytor, smörjmedel och miljö påverkar slitage och friktion i mekaniska system. ↩
Lär dig hur interaktioner mellan materialytor påverkar slitage, friktion och smörjning i vår detaljerade guide. ↩
Utforska hur friktion, slitage och smörjning påverkar materialvalet för rörliga delar. ↩
Lär dig hur denna egenskap direkt påverkar slitage, energieffektivitet och driftsrenhet i dina konstruktioner. ↩
Förstå den komplexa tekniken bakom dessa viktiga batterikomponenter för elbilar och deras inverkan på säkerheten. ↩
Läs om hur denna viktiga egenskap påverkar slitage, energiförbrukning och detaljens totala prestanda. ↩






