

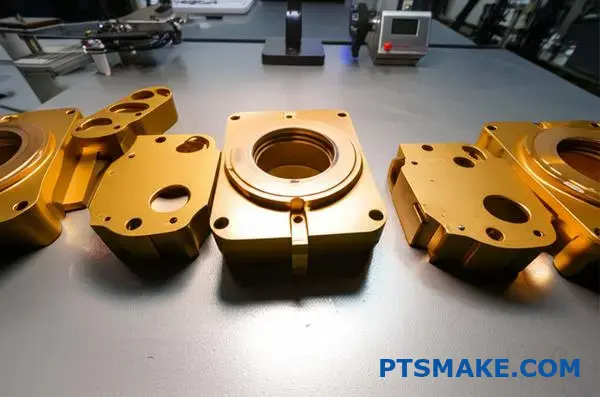
Många ingenjörer kämpar med champagneanodiseringsprojekt som inte uppfyller deras exakta specifikationer. Du har säkert upplevt frustrationen över att få delar med ojämn färg, dålig hållbarhet eller ytbehandlingar som inte stämmer överens med din designintention.
Champagneanodisering är en elektrolytisk färgningsprocess där metallsalter (främst tenn) avsätts i den porösa strukturen hos ett anodiskt aluminiumoxidskikt, vilket skapar en varm, gyllene yta genom kontrollerad ljusspridning och partikelfördelning.

Denna guide beskriver de tekniska grunderna och praktiska överväganden som du behöver för att specificera, utföra och felsöka champagneanodiserade ytbehandlingar på ett framgångsrikt sätt. Du lär dig kemin bakom färgbildningen, processkontrollvariabler och hur du undviker vanliga fel som försämrar kvaliteten.
Vad är den centrala mekanismen för elektrolytisk champagnefärgning?
Den vackra champagnekulören på aluminium är inte en färg eller ett färgämne. Det är ett smart utnyttjande av fysik och kemi. Denna process skapar en hållbar, ljusbeständig yta.
Ljusets vetenskap
Vi skapar denna effekt genom att deponera små metallpartiklar på en porös yta. Den färg du ser beror på hur ljuset interagerar med dessa partiklar. Det handlar om ljusspridning, inte pigment. Detta gör färgen extremt stabil.
Elektrolytisk färgning kontra organisk färgning
Denna metod skiljer sig fundamentalt från traditionell färgning.
| Funktion | Elektrolytisk färgning | Organisk färgning |
|---|---|---|
| Metod | Metallsaltavlagring | Absorption av färgämne |
| Hållbarhet | Hög (ljusbeständig) | Låg (kan blekna) |
| Färgkälla | Ljusstrålning | Pigment |
Resultatet är en högkvalitativ, hållbar yta som vi ofta rekommenderar på PTSMAKE.

Magin bakom den champagneanodiserade ytan ligger i en precis, flerstegs elektrokemisk process. Den är mycket mer robust än att bara applicera ett färglager.
Skapa det anodiska skiktet
Först skapar vi ett poröst anodiskt oxidskikt på aluminiumet. Detta görs genom anodisering i ett syrabad. Tänk på detta skikt som en bikakestruktur med otaliga mikroskopiska porer. Denna struktur är avgörande för nästa steg.
AC-strömens roll
Därefter placeras delen i en lösning som innehåller metallsalter, ofta tennsulfat. Vi applicerar växelström (AC). Denna ström driver metalljonerna från lösningen till botten av de små porerna. Detta är en kritisk uttag1 process. AC-spänningskontrollen är avgörande för enhetligheten.
Partikelkontroll är allt
Storleken och fördelningen av de avsatta metallpartiklarna avgör den slutliga färgen. Det handlar om att kontrollera hur ljuset reflekteras och sprids från dessa partiklar.
| Partikelstorlek | Upplevd färg |
|---|---|
| Liten och enhetlig | Ljus champagne |
| Större | Mörkare brons |
| Oregelbunden | Inkonsekvent finish |
Genom tidigare projekt på PTSMAKE har vi upptäckt att noggrann kontroll av spänning och doppningstid är avgörande för att uppnå en jämn, perfekt champagnekulör som uppfyller kundens specifikationer.
Den centrala mekanismen innebär att metallsalter deponeras i ett poröst anodiskt skikt. Storleken på dessa partiklar avgör hur ljuset sprids, vilket skapar den champagnegula färgen. Denna metod ger en hållbar, blekningsbeständig yta som är överlägsen organiska färgämnen.
Hur påverkar aluminiumlegeringens sammansättning champagnens färg?
Den slutliga champagnekulören på en aluminiumdel är inte bara en beläggning. Det börjar med själva råmaterialet. Den specifika legering du väljer är grunden för ytbehandlingen.
Olika legeringar reagerar på olika sätt på anodiseringsprocessen. De element som blandas in i aluminiumet förändrar allt.
Grunden: Din aluminiumlegering
Viktiga faktorer avgör det slutliga utseendet. Dessa tillsatser påverkar klarheten och nyansen hos den slutliga champagneanodiserade ytan. Även små variationer har betydelse.
| Legeringselement | Primär påverkan på champagneanodisering |
|---|---|
| Kisel (Si) | Kan ge en gråaktig nyans |
| Koppar (Cu) | Kan ge en gulaktig eller matt nyans |
| Magnesium (Mg) | Ger en klar och ljus yta |
Att välja rätt legering är det första steget för att uppnå en perfekt, jämn färg.

Basmetallen är inte bara en duk, utan en aktiv ingrediens. Anodiseringsprocessen bildar ett poröst aluminiumoxidskikt direkt från substratet. Färgen deponeras sedan elektrolytiskt i dessa små porer. Legeringens sammansättning påverkar direkt hur detta skikt bildas.
Utpackning av anodisk filmbildning
Legeringselementen ligger inte bara där. De reagerar, eller reagerar inte, under anodiseringen. Detta förändrar strukturen på det skyddande oxidskiktet, vilket påverkar det slutliga utseendet.
Kiselets dunkla inflytande
Kisel, som är vanligt förekommande i gjutlegeringar, anodiseras inte. Det förblir som mikroskopiska partiklar inbäddade i oxidskiktet. Detta sprider ljuset, vilket ofta resulterar i en mörkare, mer gråaktig champagneton.
Kopparns komplicerade roll
Koppar, det primära elementet i legeringar i 2000-serien, är utmanande. Det kan skapa ojämnheter i oxidskiktet. Dessa intermetalliska föreningar2 kan orsaka en matt, ibland brunaktig eller gulaktig nyans, vilket gör det svårt att uppnå en ren champagnekleur.
Magnesium för klarhet
Magnesium, som finns i legeringar i serierna 5000 och 6000, är idealiskt för kosmetiska ytbehandlingar. Det bidrar till att bilda en mycket klar och jämn anodisk film. Detta ger en perfekt bas för en ljus, jämn champagnefärgad anodiserad yta.
På PTSMAKE guidar vi kunderna i valet av legeringar för att säkerställa att den slutliga ytbehandlingen motsvarar deras designintentioner.
| Legeringsserie | Gemensam användning | Lämplighet för anodisering av champagne |
|---|---|---|
| 6061 | Strukturella komponenter | Utmärkt, mycket konsekvent och tydligt |
| 7075 | Applikationer med hög belastning | Bra, men kan ha en lätt varm nyans |
| 5052 | Plåt och metall | Utmärkt, ger en blank yta |
Valet av aluminiumlegering är ingen bagatell. Legeringsämnen som kisel och koppar påverkar direkt oxidskiktet under anodiseringen. Detta avgör klarheten, nyansen och konsistensen hos den slutliga champagnefinishen, vilket gör valet av legering till ett avgörande första steg för ett kvalitetsresultat.
Vad definierar den specifika anodiserade färgstandarden ‘champagne’?
Ordet "champagne" i sig är för subjektivt. Det som en person ser som champagne kan en annan se som ljusbrons.
Det är därför vi förlitar oss på data. Vi måste kvantifiera färgen för att säkerställa konsistens för varje enskild del.
Använda siffror för att definiera färg
Vi använder kolorimetriska system för att omvandla en subjektiv färg till exakta, objektiva data. Detta eliminerar alla gissningar.
Det vanligaste systemet är CIE Lab*. Den kartlägger varje färg numeriskt.
| Värde | Representerar | För Champagne Anodiserad |
|---|---|---|
| **L*** | Ljusstyrka (0=svart, 100=vit) | Medel- till högprissegmentet |
| **a*** | Röd-grön axel | Något positiv (rödaktig) |
| **b*** | Gul-blå axel | Måttligt positiv (gulaktig) |
Detta system omvandlar en vag idé till ett konkret tillverkningsmål.

Utöver målet: Definiera acceptabel variation
Fastställa den exakta Lab*-värden är bara början. Den verkliga utmaningen är att bibehålla den färgen under hela produktionsprocessen.
Det är här som en kolorimetrisk3 tillvägagångssättet blir avgörande. Vi måste definiera en acceptabel tolerans.
Förstå Delta E (ΔE)
Vi använder ett värde som kallas Delta E (ΔE) för att mäta avståndet mellan två färger. Ett lägre ΔE-värde innebär en bättre matchning. På PTSMAKE kommer vi överens om ett maximalt ΔE-värde med våra kunder innan produktionen påbörjas.
Detta säkerställer att alla är överens om vad som är "acceptabelt". Det skyddar projektet från kostsamma omarbetningar.
| Delta E (ΔE)-värde | Perceptuell tolkning | Gemensam ansökan |
|---|---|---|
| < 1.0 | Inte synlig för det mänskliga ögat | Högklassig elektronik, lyxvaror |
| 1.0 - 2.0 | Mycket liten skillnad, endast synlig för ett tränat öga | Bilpaneler, märkesspecifika färger |
| 2,0 – 3,5 | Liten, men märkbar skillnad | Arkitektoniska element, allmänna produkter |
Branschspecifika koder
För vissa branscher finns det redan standarder. Inom arkitekturen är EURAS-standarden vanlig för champagneanodiserade ytbehandlingar. Koder som C-31 (ljusbrons) och C-32 (mellanbrons) utgör en pålitlig referenspunkt som designers och tillverkare kan använda sig av.
Det är viktigt att definiera färg med data, fastställa tydliga toleranser med ΔE och använda etablerade branschstandarder. På så sätt kan vi leverera perfekt färgkonsistens.
Vilka metallsalter skapar vanligtvis den champagneanodiserade ytan?
Hemligheten bakom den klassiska champagneanodiserade färgen ligger i specifika metallsalter. Valet av salt är avgörande för att uppnå önskad nyans, stabilitet och hållbarhet. Det är det som skiljer en premiumfinish från en undermålig finish.
Den moderna standarden: tennsulfat
Idag är tennsulfat (SnSO₄) det mest använda saltet. Det ger alltid den eleganta, ljusbruna nyansen som vi kallar champagne. Detta salt är uppskattat för sin pålitlighet i färgningsprocessen.
Historiska alternativ
Tidigare var andra salter vanliga. Kobolt- och nickelsalter användes för att skapa liknande färger. De har dock till stor del ersatts av tenn av flera viktiga skäl.
| Metallsalt | Viktig fördel | Gemensam användning |
|---|---|---|
| Tinsulfat | Utmärkt ljusbeständighet | Modern standard |
| Koboltsulfat | Rika färgtoner | Historiskt/Nisch |
| Nickelsulfat | Kostnadseffektivt (historiskt sett) | Mindre vanligt nu |

Övergången till tennsulfat var inte slumpmässig. Den representerar ett betydande framsteg inom anodiseringstekniken, driven av behovet av bättre prestanda och konsistens.
Varför tinsulfat är att föredra
Tenns främsta fördel är dess exceptionella ljusbeständighet. Det innebär att färgen inte bleknar eller förändras när den utsätts för solljus och UV-strålning. Detta är avgörande för delar som används i arkitektur eller bilkarosser.
En annan viktig faktor är processstabiliteten. Tinsulfatlösningar är lättare att kontrollera under produktionen. I vårt arbete på PTSMAKE gör detta att vi kan leverera enhetlig färg på tusentals delar i en enda batch. Det eliminerar färgvariationer, vilket är ett stort problem för kunderna.
Färgningen sker genom elektrolytisk avsättning4. Under detta steg deponeras tennjoner i porernas botten i det anodiska skiktet. Denna process är mycket lätt att kontrollera med tenn, vilket garanterar en jämn färg.
Nackdelar med äldre metoder
Kobolt- och nickelsalter är visserligen effektiva, men har fallit i onåd. Deras färger kan bli mindre stabila vid UV-exponering. De medför också större utmaningar när det gäller att upprätthålla badkemin. Detta kan leda till inkonsekventa resultat. För precisionsinriktade branscher är denna oförutsägbarhet inte acceptabel.
| Funktion | Tinsulfat | Kobolt-/nickelsalter |
|---|---|---|
| UV-beständighet | Överlägsen | Måttlig till bra |
| Färgkonsistens | Mycket hög | Variabel |
| Processtyrning | Enklare | Mer komplex |
| Miljöpåverkan | Mindre oro | Större oro |
I huvudsak är tennsulfat den moderna industristandarden för champagneanodiserade ytbehandlingar. Det erbjuder överlägsen ljusbeständighet och processstabilitet, vilket garanterar en jämn, hållbar och högkvalitativ färg som uppfyller de stränga kraven från våra kunder på PTSMAKE.
Vilka är de primära elektrolyterna som används vid champagneanodisering?
Hemligheten bakom en perfekt champagneanodiserad yta ligger i det kemiska badet. Det handlar om att skapa rätt grund. För typ II-anodisering är svavelsyra branschstandard.
Svavelsyrans kraft
Denna elektrolyt är arbetshästen. Den bygger inte bara ett skyddande skikt. Den etsar det samtidigt. Denna dubbla funktion är avgörande för processen.
Skapa porösa strukturer
Denna process skapar ett mycket poröst aluminiumoxidskikt. Dessa små porer är nödvändiga. Det är de som senare kommer att hålla fast det champagnefärgade färgämnet.
| Syrakoncentration | Effekt på porstrukturen |
|---|---|
| Låg | Mindre, tätare porer |
| Hög | Större, mer öppna porer |
Denna struktur är duken för den slutliga färgen.

För att uppnå önskad ytfinish på en champagneanodiserad del måste vi kontrollera den kemiska miljön noggrant. Hela processen är beroende av en känslig balans i svavelsyrabadet.
En balansgång: Tillväxt kontra upplösning
Svavelsyraelektrolyten utför två uppgifter samtidigt. Den bildar ett hårt, hållbart aluminiumoxidskikt på ytan av delen. Samtidigt löser den upp en del av det oxidskiktet.
Denna kontrollerade upplösning skapar porer i nanoskala. Storleken och djupet på dessa porer är avgörande. De avgör hur väl färgämnet absorberas, vilket påverkar den slutliga färgens fyllighet och jämnhet. Om denna balans inte stämmer kan det leda till ojämna ytor.
Viktiga processparametrar
I våra projekt på PTSMAKE har vi upptäckt att kontrollen av specifika parametrar är nyckeln till att uppnå denna balans. Vi övervakar noggrant några viktiga variabler. Detta säkerställer att anodisk film5 uppfyller de exakta specifikationerna för varje komponent.
| Parameter | Inverkan på oxidskiktet |
|---|---|
| Temperatur | Påverkar upplösningshastigheten |
| Nuvarande densitet | Påverkar tillväxthastighet och hårdhet |
| Badkarets omrörning | Säkerställer jämn syrakontakt |
| Tid i Bath | Bestämmer slutlig skikttjocklek |
Genom att justera dessa faktorer kan vi skräddarsy oxidskiktet. Vi skapar den perfekta porösa strukturen för den vackra champagnefinishen.
Svavelsyra är den viktigaste elektrolyten för att skapa det nödvändiga porösa oxidskiktet vid typ II-anodisering. Dess unika förmåga att samtidigt växa och lösa upp ytan är grundläggande för att förbereda aluminium för den vackra champagneanodiserade ytan som kunderna önskar.
Vilka egenskaper kännetecknar en högkvalitativ champagneanodiserad yta?
För att bedöma en kvalitetsfinish måste vi använda tydliga mått. Det handlar inte bara om en vacker färg. Det handlar om mätbar prestanda. En riktigt lyckad champagneanodiserad finish definieras av specifika, kvantifierbara egenskaper.
Dessa egenskaper säkerställer att delen ser bra ut och håller länge. Vi förlitar oss på standardiserade tester för att garantera konsistens och hållbarhet för våra kunder på PTSMAKE. Detta eliminerar gissningar från kvalitetsbedömningen.
Viktiga prestationsmått
Följande egenskaper är väsentliga för att utvärdera alla champagneanodiserade delar.
| Prestationsmått | Nyckelindikator |
|---|---|
| Färglikformighet | Visuell konsistens, inga ränder eller fläckar. |
| Filmens tjocklek | Mätt i mikrometer (µm). |
| Tätningskvalitet | Motståndskraft mot fläckar och absorption. |
| Motståndskraft mot nötning | Hållbarhet mot slitage och friktion. |
| Motståndskraft mot korrosion | Skydd mot miljöfaktorer. |

För att definiera framgång måste vi fördjupa oss i hur vi mäter dessa egenskaper. Varje test avslöjar något viktigt om själva anodiseringsprocessen. Det räcker inte att bara titta på en del.
En ytbehandling kan verka perfekt till en början. Men den kan snabbt misslyckas under verkliga förhållanden om den underliggande processen var bristfällig. Det är därför vi insisterar på empiriska data.
Utvärdering av hållbarhet och livslängd
Den verkliga kvaliteten hos en champagneanodiserad yta avslöjas genom stresstestning. Korrosionsbeständighet, som vanligtvis utvärderas med hjälp av ett saltspraytest, är avgörande för delar som utsätts för tuffa miljöer. Det visar hur väl beläggningen skyddar aluminiumet under.
En annan viktig måttstock är hårdhet och slitstyrka. Baserat på våra testresultat måste ytbehandlingen tåla daglig användning. Taber-test6 är ett perfekt exempel på hur vi simulerar detta slitage. Ett dåligt resultat indikerar en mjuk beläggning som kommer att repas och försämras i förtid.
På PTSMAKE har vi sett att fel i dessa tester ofta beror på felaktig tätning. En dålig tätning lämnar de anodiska porerna öppna, vilket äventyrar hela ytbehandlingen.
| Test | Syfte | Gemensam standard |
|---|---|---|
| Saltspray | Mäter korrosionsbeständighet | ASTM B117 |
| Taber-slitage | Mäter slitstyrka och nötningsbeständighet | ASTM D4060 |
| Färgfläck | Kontrollerar tätningens kvalitet | ASTM B136 |
Dessa prestandamått – färglikformighet, tjocklek, tätning, nötnings- och korrosionsbeständighet – är icke förhandlingsbara. De är de praktiska mått som skiljer en högkvalitativ, hållbar champagneanodiserad yta från en rent kosmetisk yta.
Vilka är de sekventiella stegen i en anodiseringslinje för champagne?
Att uppnå den perfekta champagneanodiserade ytan är en precisionsprocess. Det är inte en enda åtgärd utan en resa genom flera steg.
Varje steg förbereder systematiskt aluminiumet för nästa steg. Ett litet fel kan påverka det slutliga resultatet.
Denna noggranna process garanterar en vacker och hållbar beläggning. Låt oss kartlägga hela flödet från början till slut.
| Scengrupp | Viktiga steg |
|---|---|
| Förberedelser | Rackning, rengöring, avfettning, sköljning |
| Förberedelse av ytan | Etsning, avsmutsning, sköljning, anodisering |
| Färgläggning | Elektrolytisk färgning, sköljning |
| Efterbehandling | Tätning, sköljning, avtappning, torkning |

Kartläggning av anodiseringsprocessen
Hela processflödet är en kedja där varje länk är viktig. Vi kan dela upp det i fyra huvudfaser: förberedelse, ytbehandling, färgning och efterbehandling.
Fas 1: Noggrann förberedelse
Det börjar med Rackning, där delarna är säkert fastsatta för att möjliggöra elektrisk ström och lösningsflöde. Detta följs av intensiv Rengöring och avfettning. Olja eller smuts kan orsaka defekter, så detta steg är mycket viktigt.
Fas 2: Ytbehandling
Nästa, Etsning använder en kaustisk lösning för att skapa en jämn matt yta. Efter etsningen återstår vissa legeringsämnen som svarta fläckar. Delen genomgår sedan avsmutsning7 för att ta bort dessa rester. Sedan kommer huvudattraktionen: Anodisering. Delen doppas i ett syrabad, och en elektrisk ström bildar ett hållbart, poröst oxidskikt.
Fas 3 och 4: Färgläggning och efterbehandling
För att få den specifika champagneanodiserade looken går delarna in i Elektrolytisk färgning tank. Metallsalter avsätts i porerna i oxidskiktet. Varaktigheten avgör färgdjupet. Slutligen, Tätning stänger dessa porer, låser in färgen och maximerar korrosionsbeständigheten. Därefter tas delarna bort från ställningen och torkas.
| Steg | Syfte | Varför det är viktigt |
|---|---|---|
| Etsning | Skapar en jämn matt finish. | Påverkar slutligt utseende och konsistens. |
| Anodisering | Bildar ett hårt, poröst oxidskikt. | Ger hållbarhet och korrosionsbeständighet. |
| Färgläggning | Ger champagnen dess färg. | Kontrollerar estetiken och färgkonsistensen. |
| Tätning | Stänger porerna i oxidskiktet. | Låser in färgen och förhindrar framtida korrosion. |
Champagneanodiseringsprocessen är en flerstegssekvens från rengöring till tätning. Varje steg är viktigt för att skapa en visuellt tilltalande, enhetlig och mycket hållbar yta, vilket kräver strikt processkontroll genom hela linjen.
Vilka processvariabler styr nyansen på den champagneanodiserade färgen?
Att uppnå den perfekta champagneanodiserade nyansen är en precis vetenskap. Det handlar inte om en enda inställning, utan om en balans mellan flera viktiga faktorer.
Dessa variabler påverkar direkt den slutliga färgen. Var och en måste kontrolleras noggrant för att uppnå enhetlighet mellan olika delar.
De centrala kontrollspakarna
Vi fokuserar på fyra primära variabler i vår process på PTSMAKE. De samverkar för att skapa önskad nyans.
| Variabel | Primär effekt på färg |
|---|---|
| Målarbok | Bestämmer mörker |
| Spänning | Påverkar avsättningshastigheten |
| Badtemperatur | Påverkar reaktionshastigheten |
| Tennkoncentration | Kontrollerar färgintensiteten |
Att förstå dessa faktorer är det första steget. Genom att behärska dem kan vi leverera tillförlitliga resultat till våra kunder.

För att verkligen kontrollera den champagneanodiserade färgen måste vi titta på hur dessa variabler interagerar. Det är en känslig balansgång mellan kemi och elektricitet.
Effekten av varje variabel
Målarbok
Detta är den mest direkta kontrollen. Längre nedsänkningstid i färgtanken gör att mer tenn kan avsättas i porerna i den anodiska filmen. Mer tenn ger en mörkare, djupare nyans.
Spänning
Spänningen styr processen. En högre spänning påskyndar tennavlagringen. Om spänningen är för hög kan dock beläggningen bli ojämn. Vi har funnit att en stabil, måttlig spänning ger bäst jämnhet.
Badtemperatur
Temperaturen påverkar hastigheten på den kemiska reaktionen. Våra tester visar att en svalare, stabil badtemperatur saktar ner processen. Detta möjliggör en mer precis kontroll över ljusa champagneton.
Tennkoncentration
Mängden tennsalter i badet är också avgörande. Högre koncentration kan skapa mörkare nyanser snabbare. Processen bygger på elektrolytisk avsättning8 för att binda in tennpartiklar. Men för mycket kan leda till en dålig kvalitet och ett pulveraktigt resultat.
| Variabel justering | Förväntad skuggförändring |
|---|---|
| Öka tiden | Mörkare (brons-champagne) |
| Minska tiden | Tändare (silver-champagne) |
| Stabil låg temperatur | Bättre kontroll och konsekvens |
| Balanserad spänning | Förbättrad enhetlighet |
Det är viktigt att behärska dessa fyra variabler: tid, spänning, temperatur och tennkoncentration. Denna kontroll säkerställer att vi uppnår den exakta champagneanodiserade nyansen som specificerats för varje komponent, vilket ger en jämn kvalitet varje gång.
Hur uppnår man olika texturer, till exempel matt eller glansig?
Hemligheten bakom en perfekt yta, som en rik champagneanodiserad yta, är inte bara färgämnet. Det börjar med förbehandlingen. Detta avgörande steg avgör den slutliga strukturen.
Detta sker långt innan färgen appliceras. Vi använder olika etsningsprocesser för att skapa antingen en djup matt eller en glänsande ljus yta. Valet beror helt på dina designmål.
Förbehandlingens roll för texturen
Att förstå detta hjälper dig att specificera exakt vilken ytbehandling du behöver för dina komponenter.
| Etsningstyp | Resulterande textur | Bäst för |
|---|---|---|
| Kaustisk etsning | Djup matt | Dölja brister |
| Syraetsning | Ljus/Speglande | Högkvalitativa dekorativa detaljer |

Det slutgiltiga utseendet fastställs under förbehandlingen. Etsningsprocessen omformar aluminiumytan på mikroskopisk nivå och skapar grunden för strukturen.
Kaustisk (alkalisk) etsning
För en djup matt yta använder vi kaustisk eller alkalisk etsning. Denna process är mer aggressiv. Den tar bort en liten mängd av ytmaterialet och skapar mikroskopiska gropar.
Dessa gropar sprider ljuset istället för att reflektera det direkt. Detta resulterar i ett icke-reflekterande, jämnt matt utseende. Enligt vår erfarenhet är denna metod utmärkt för att dölja mindre formlinjer eller ytfel från tidigare tillverkningssteg.
Syraetsning och blank doppning
För en blank, spegelblank yta använder vi syraetsning eller blank doppning. Detta är en mycket finare process. Den jämnar ut ytan och utjämnar mikroskopiska toppar och dalar.
Detta skapar en mycket reflekterande, nästan spegelliknande yta som ger en skarp, speglande9 reflektion. En blank ytbehandling på en champagneanodiserad del ger den en lyxig, juveliknande kvalitet som en matt ytbehandling inte kan efterlikna.
| Process | Ytverkan | Ljusinteraktion | Slutlig granskning |
|---|---|---|---|
| Kaustisk etsning | Tar bort material, skapar gropar | Sprider ljuset | Djup matt |
| Syraetsning/blank doppning | Jämnar ut ojämnheter i ytan | Reflekterar ljus direkt | Ljus, spegelliknande |
Det viktigaste att ta med sig är att ytstrukturen inte är något man tänker på i efterhand. Den bestäms av en specifik förbehandling med etsning – kaustisk för matt och syra för blank – som förbereder aluminiumet innan någon färg appliceras.
Vilka är de vanligaste typerna av defekter vid anodisering av champagne?
Det är mycket enklare att diagnostisera problem med champagneanodiserade ytor när man kategoriserar dem. Varje defekt berättar en historia om processen.
Vanliga problem pekar på specifika åtgärder. Bränning innebär ofta att för mycket ström har använts. Fläckar indikerar vanligtvis dålig sköljning.
Att förstå dessa kategorier är det första steget. Det hjälper oss att snabbt hitta den bakomliggande orsaken. På så sätt kan vi åtgärda problemet på ett effektivt sätt.
Här är en snabbguide till vanliga fel:
| Typ av defekt | Primär orsak |
|---|---|
| Brinnande | Överdriven elektrisk ström |
| Spotting | Otillräcklig sköljning |
| Streaking | Problem med legeringar eller ställningar |
| Färgvariation | Processinstabilitet |
| Dålig tätning | Felaktiga tätningsparametrar |
Analys av vanliga fel vid anodisering
Låt oss titta närmare på dessa vanliga fel. Att känna till orsaken är viktigt för att kunna förebygga dem. Detta är en central del av vår kvalitetskontrollprocess på PTSMAKE.
Brännande känsla och blödningar
Bränning skapar en mörk, grov yta. Det inträffar när strömtätheten är för hög för komponentens legering eller geometri. Detta kan skada komponenten permanent.
Fläckar eller vattenfläckar uppstår efter tätningen. Denna defekt orsakas nästan alltid av föroreningar i sköljvattnet eller en ofullständig sköljning före tätningsfasen.
Streaks och färgvariationer
Streaking kan vara knepigt. Det kan bero på själva aluminiumlegeringen. Vissa intermetalliska föreningar10 inom metallen kan reagera olika under anodiseringen. Det kan också orsakas av felaktig rackning, vilket påverkar strömflödet.
Färgvariationer är ett frustrerande fel vid champagneanodisering. Det är ofta ett tecken på instabilitet i det elektrolytiska färgbadet. Detta inkluderar variationer i temperatur, spänning eller nedsänkningstid. Vi har lärt oss att även små förändringar kan orsaka märkbara skillnader i nyans inom en batch.
Denna tabell beskriver de visuella signalerna och orsakerna.
| Defekt | Visuellt utseende | Trolig grundorsak |
|---|---|---|
| Streaking | Svaga eller mörka linjer på ytan | Legeringssegregation eller dålig rackning |
| Färgvariation | Inkonsekvent färg på olika delar | Instabila parametrar för färgningsprocessen |
| Dålig tätning | Kalkig, pulveraktig yta som smetar ut | Felaktig förseglingstemperatur eller tid |
Det är viktigt att kategorisera defekter som brännmärken, fläckar och färgvariationer. Genom att förstå deras grundorsaker, från aktuella problem till ojämnheter i legeringen, kan man felsöka på ett effektivt sätt. Detta säkerställer en jämn kvalitet på dina champagneanodiserade delar.
Hur skiljer sig champagneanodisering sig från PVD eller pulverlackering?
Att välja rätt ytbehandling är ett viktigt beslut. Det påverkar hållbarhet, estetik och kostnad. Varje alternativ har sina unika fördelar.
Låt oss jämföra champagneanodisering med dess huvudkonkurrenter. Dessa inkluderar PVD, pulverlackering och flytande färg. Det är viktigt att förstå skillnaderna mellan dem.
Snabb avslutning Showdown
Här är en kort översikt över dessa populära val. Vi kommer att gå djupare in på detaljerna senare.
| Finish Typ | Primär förmån | Vanliga användningsfall |
|---|---|---|
| Champagneanodisering | Integrerad ytbehandling, slitstark | Arkitektonisk aluminium, elektronik |
| PVD-beläggning | Extremt hårt, tunt skikt | Skärverktyg, högkvalitativa fixturer |
| Pulverlackering | Tjocka, hållbara, mångsidiga färger | Bildelar, utemöbler |
| Flytande färg | Kostnadseffektivt, oändliga färger | Allmän industri, konsumtionsvaror |
Denna tabell utgör en utgångspunkt. Låt oss nu undersöka de detaljer som är viktiga för ditt projekt.

När vi ger råd till kunder på PTSMAKE går vi längre än att bara visa upp ett diagram. Vi analyserar den specifika tillämpningen för att hitta den perfekta matchningen. En ytbehandling är inte bara en färg, utan en funktionell komponent i slutprodukten. Valet påverkar prestandan avsevärt.
Hållbarhet och färgstabilitet
Hållbarhet är ofta det viktigaste. Anodisering skapar ett hårt, integrerat skikt. Det innebär att den champagneanodiserade ytan inte flagnar eller skalar av sig. Den har utmärkt UV-stabilitet.
PVD är ännu hårdare men är en mycket tunn beläggning. Pulverlackering ger ett tjockt, skyddande plastskikt. Det är mycket motståndskraftigt mot stötar.
En avgörande faktor här är vidhäftning till substrat11, vilket varierar kraftigt mellan dessa metoder. I våra tester visar anodisering överlägsen vidhäftning eftersom den är en del av själva aluminiumet.
Kostnad och miljöpåverkan
Kostnaden är alltid en faktor. Flytande färg är vanligtvis det mest prisvärda alternativet. Pulverlackering kommer på andra plats och erbjuder ett bra värde för sin hållbarhet.
Champagneanodisering och PVD är i allmänhet dyrare. Deras specialiserade processer och utrustning bidrar till den högre kostnaden.
Miljömässigt är anodisering en relativt ren process. De kemikalier som används kan återvinnas. Pulverlackering har också låg miljöpåverkan. Den släpper ut nästan inga flyktiga organiska föreningar (VOC).
| Funktion | Champagneanodisering | PVD-beläggning | Pulverlackering | Flytande färg |
|---|---|---|---|---|
| Hållbarhet | Utmärkt (svårt) | Överlägsen (svårast) | Mycket bra (tufft) | Bra (Variabel) |
| Färgstabilitet | Utmärkt (UV-beständig) | Utmärkt | Bra till mycket bra | Medelgod till god |
| Relativ kostnad | Måttlig till hög | Hög | Måttlig | Låg |
| Miljöpåverkan | Låg | Låg till måttlig | Låg (inga VOC) | Hög (VOC) |
| Bäst för | Metallkänsla, slitage | Extrem hårdhet | Slagtålighet | Lågkostnadsfärg |
Att välja ytbehandling innebär avvägningar. Champagneanodisering ger en integrerad, hållbar ytbehandling. PVD ger överlägsen hårdhet. Pulverlackering ger ett tåligt, färgglatt skydd. Varje ytbehandling passar olika behov, och vi hjälper dig att navigera bland dessa val för att säkerställa bästa resultat för dina delar.
När bör man välja champagneanodisering framför en annan ytbehandling?
Att välja rätt ytbehandling är ett viktigt beslut. Det påverkar estetik, hållbarhet och kostnad. Det handlar inte bara om färg. Det handlar om prestanda i verkligheten.
Låt oss bryta ner valet med tydliga exempel. Det hjälper dig att fatta rätt beslut.
En berättelse i två delar
Tänk på två mycket olika komponenter som vi kan stöta på hos PTSMAKE. Ett avancerat elektroniskt hölje och en stålbalk. Deras behov är diametralt olika.
| Scenario | Primärt krav | Rekommenderad beläggning | Varför den är vald |
|---|---|---|---|
| Lyxig ljudförstärkare | Premiumkänsla och utseende | Champagneanodiserad | Elegant, hållbar, icke-ledande |
| Utomhusstödbalk | Korrosion och kostnad | Varmförzinkning | Maximalt rostskydd, kostnadseffektivt |
Detta visar att sammanhanget är allt. Den bästa finishen är alltid kopplad till den specifika applikationen.

Att välja ytbehandling kräver ett systematiskt tillvägagångssätt. Som ingenjörer måste vi ställa rätt frågor innan vi specificerar en beläggning. På så sätt undviker vi kostsamma misstag och säkerställer att delen fungerar som förväntat.
En snabb checklista för ingenjörer
Innan du bestämmer dig för en ytbehandling, gå igenom följande punkter:
- Vad är basmetallen?
- Vad är delens huvudsakliga funktion?
- I vilken miljö kommer den att användas?
- Behövs det specifika elektriska egenskaper?
Svaren på dessa frågor hjälper till att avsevärt begränsa alternativen. Anodisering är till exempel ett utmärkt val för aluminium, men omöjligt för stål. Detta enkla faktum förhindrar problem som potentiella galvanisk korrosion12 när olika material inte passar ihop i en montering.
Jämförelse av ytbehandlingar för aluminium
Låt oss anta att din del är gjord av aluminium. Du har fortfarande flera alternativ att välja mellan. Här ser du hur en champagneanodiserad yta står sig mot andra vanliga alternativ som vi erbjuder.
| Typ av beläggning | Bästa användningsfall | Begränsning av nycklar |
|---|---|---|
| Champagneanodisering | Högkvalitativ konsumentelektronik, arkitektoniska element | Begränsat till aluminium och dess legeringar |
| Pulverlackering | Industriell utrustning, utemöbler | Tjockare ytbehandling kan dölja fina detaljer |
| Våt målning | Bred färgmatchning, komplexa former | Mindre hållbart än anodisering eller pulverlackering |
Var och en har sin plats. Ditt projekts specifika behov kommer att leda dig till den perfekta lösningen.
Ett strukturerat ramverk är ditt bästa verktyg. Genom att analysera applikationen, materialet och prestandakraven kan du med säkerhet välja rätt ytbehandling. Detta garanterar ett hållbart och vackert resultat för ditt projekt.
Hur genomför man en grundorsaksanalys av en bleknande ytbehandling?
När en ytbehandling misslyckas på fältet behandlar vi det som en brottsplats. En systematisk, kriminalteknisk approach är avgörande. Gissningar räcker helt enkelt inte.
Målet är att samla in objektiva bevis. Detta hjälper oss att förstå vad som verkligen hände.
Den inledande utredningen
Först kontrollerar vi den ursprungliga specifikationen. Angavs rätt ytbehandlingstyp och klass för applikationen?
Sedan går vi vidare till en inspektion på plats. Detta hjälper oss att dokumentera de miljöförhållanden som delen har utsatts för.
| Utredningsfas | Viktiga mål |
|---|---|
| Specifikationsgranskning | Bekräfta att slutförandekraven var korrekta. |
| Inspektion på plats | Dokumentera miljöfaktorer. |
| Provtagning | Samla in bevis för laboratorieanalys. |
| Processgranskning | Kontrollera originaldokumentationen från tillverkningen. |
Denna strukturerade process säkerställer att vi inte missar viktiga detaljer.

Det verkliga detektivarbetet börjar med provtagning. Vi tar prover på de defekta delarna. Vi försöker också få tag på ett "kontrollprov", en oanvänd del från samma batch om möjligt.
Dessa prover skickas till laboratoriet för detaljerad analys.
Laboratorie- och processanalys
I laboratoriet utför vi flera viktiga tester. Vi mäter tjockleken på den anodiska filmen. Vi kontrollerar också tätningens kvalitet, vilket är avgörande för hållbarheten. I våra tester är dålig tätningskvalitet en vanlig orsak till fel.
Till exempel visade en kunds blekta champagneanodiserade del tillräcklig tjocklek men klarade inte tätningstestet.
Vi begär också in och granskar den ursprungliga anodiseringsprocessens loggar. Vi letar efter eventuella avvikelser från standardproceduren. Var färgkoncentrationen korrekt? Var tätningstiden tillräcklig? Data från spektrofotometri13 kan objektivt mäta färgförändringen.
| Loggkontrollpunkt | Förväntad parameter |
|---|---|
| Färgtankens temperatur | Inom angivet intervall |
| Förseglingstid | Uppfyller eller överskrider minimitiden |
| Spänning/strömstyrka | I enlighet med processpecifikationerna |
Denna djupgående analys av både den fysiska delen och processdata gör det möjligt för oss att fastställa exakt vilket fel som uppstått. Vi kan sedan avgöra om det berodde på bristfällig bearbetning eller om ytbehandlingen var felaktigt applicerad för den aktuella miljön.
En framgångsrik grundorsaksanalys kräver ett metodiskt tillvägagångssätt. Den kombinerar inspektion på plats, laboratorietester och en grundlig granskning av processdokumentationen. Detta är det enda sättet att hitta den verkliga orsaken till felet och förhindra att det inträffar igen.
Hur fungerar champagneanodisering i tuffa utomhusmiljöer?
När man överväger champagneanodiserat aluminium för utomhusbruk är långsiktig prestanda avgörande. Ytbehandlingen måste tåla ständiga påfrestningar från omgivningen. Vi talar inte bara om regn.
Det handlar om ständig exponering för solljus, föroreningar och fysisk slitage.
Viktiga väderfaktorer
Flera faktorer påverkar hållbarheten hos en anodiserad yta. Dessa inkluderar UV-strålning, som kan påverka färgstabiliteten under årtionden. Sur regn och saltspray i kustområden angriper direkt det skyddande skiktet.
Varför filmtjockleken är avgörande
För tuffa miljöer räcker det inte med en vanlig anodiserad beläggning. Det finns en anledning till att arkitektoniska standarder kräver tjockare beläggningar. De ger bättre skydd och håller mycket längre.
| Anodiseringskurs | Minsta tjocklek | Rekommenderad användning |
|---|---|---|
| Klass II | 7–18 mikrometer | Interiör / Mild exteriör |
| Klass I | >18 mikrometer | Exteriör / Hård |
Det långsiktiga värdet av en champagneanodiserad yta beror helt på att man från början specificerar rätt anodisk filmtjocklek. En vacker yta som bleknar eller korroderar efter några år är ett misslyckande. I våra projekt på PTSMAKE betonar vi denna punkt redan från början.
Förstå miljöhot
Varje utomhusmiljö medför unika utmaningar. UV-strålning kan bryta ner de organiska färgämnen som används i vissa färger, men champagnetonerna är ganska stabila tack vare sin oorganiska natur.
Surt regn innehåller svavelsyra och salpetersyra. Dessa kan långsamt etsa bort aluminiumoxidskiktet och minska dess skyddande egenskaper. Saltspray är ännu mer aggressivt och påskyndar korrosionen. Detta gäller särskilt om det finns repor eller kontakt med olika metaller, vilket kan leda till galvanisk korrosion14. Slitage från vinddriven sand eller regelbunden kontakt sliter också på ytbehandlingen.
Arkitektonisk standard klass I
Därför kräver arkitektoniska standarder en anodisk film av klass I, som är 18 mikron (0,7 mil) eller tjockare. Baserat på våra tester ger denna tjocklek den barriär som krävs för att motstå dessa element i årtionden.
Det är ett tätt, hårt skikt som avsevärt bromsar ned nedbrytningen. Det säkerställer att det champagneanodiserade aluminiumet behåller både sitt utseende och sin strukturella integritet under hela sin livslängd.
| Miljö | Krävd anodiseringskurs | Förväntad prestanda |
|---|---|---|
| Kust / Marin | Klass I (>18 mikrometer) | Hög motståndskraft |
| Industriell | Klass I (>18 mikrometer) | Hög motståndskraft |
| Stads-/landsbygd | Klass I eller II | Måttlig-Hög |
Livslängden för champagneanodiserat aluminium i tuffa miljöer är utmärkt, förutsatt att en filmtjocklek av klass I används. Detta tjockare skikt motstår effektivt UV-strålning, surt regn, saltspray och nötning, vilket garanterar långvarig hållbarhet och färgbeständighet.
Analysera en framgångsrik produkt som använder denna ytbehandling: Varför valdes den?
Låt oss titta på Apple MacBook. Dess finish är en viktig del av dess framgång. Valet av en specifik färg, som champagne, är inte slumpmässigt. Det är ett väl genomtänkt beslut.
Kraften i perception
Denna ytbehandling ger en exklusiv känsla. Den signalerar kvalitet redan innan du slår på den. Färgen är diskret men ändå lyxig.
En närmare titt
Den champagneanodiserad Aluminiumkroppen är ikonisk. Den känns lika bra som den ser ut. Den balanserar elegans med modern teknik.
| Attribut | Påverkan |
|---|---|
| Estetisk | Sofistikerad, premium |
| Taktil känsla | Smidig, cool, solid |
Detta noggranna val bidrar till att definiera produktens identitet.

Beslutet går långt utöver bara färg. Det är en mästarklass i materialteknik och varumärkesstrategi. Ytbehandlingen är en integrerad del av användarupplevelsen. Den förenar form och funktion på ett sömlöst sätt.
Teknik möter varumärkesbyggande
Apple valde champagneanodisering av flera viktiga skäl. Hållbarhet är en viktig faktor. Processen skapar en hård, korrosionsbeständig yta. Detta skyddar den bärbara datorn från daglig slitage. Det gör att produkten ser ny ut längre.
Detta skydd skapas genom en process som elektrolytisk passivering15. Denna metod är mycket kontrollerad. Den möjliggör enhetlig färg och kvalitet över miljontals enheter. Vi har sett i projekt på PTSMAKE hur viktig denna enhetlighet är för varumärkets trovärdighet.
Balansera viktiga produktmål
Aluminiumets låga vikt är också avgörande. Ytbehandlingen tillför minimal vikt samtidigt som den maximerar styrkan. Detta stämmer överens med MacBook-datorns löfte om bärbarhet och prestanda.
| Faktor | Förmån |
|---|---|
| Hållbarhet | Motstår repor och korrosion |
| Lätt vikt | Förbättrar bärbarheten |
| Återvinningsbarhet | Stöder miljömål |
| Varumärkesimage | Förmedlar högsta kvalitet |
I slutändan förstärker finishen Apples premiumvarumärkesidentitet. Det är ett tyst löfte om kvalitet.
MacBooks champagneanodiserade yta är ett strategiskt val. Den balanserar perfekt premiumestetik med praktiska tekniska krav som hållbarhet och låg vikt, vilket förstärker produktens högkvalitativa varumärkesimage och användarupplevelse.
Hur kan du hantera kundernas förväntningar på färgkonsistens?
Att hantera färgförväntningar är inte bara en teknisk utmaning. Det är en kommunikations- och affärsstrategi. Framgången beror på att man fastställer tydliga, överenskomna standarder innan produktionen påbörjas. Detta förhindrar tvister senare.
Vi fokuserar på en tredelad strategi. Detta säkerställer att alla är på samma sida. Det anpassar förväntningarna till verkligheten i anodiseringsprocessen redan från början.
Den proaktiva strategin
Det första steget är att informera kunden. Vi förklarar varför mindre variationer kan uppstå. Detta skapar förtroende och förståelse.
| Gammal metod (reaktiv) | Vår metod (proaktiv) |
|---|---|
| Anta att kunden förstår | Utbilda om processvariabler |
| Hoppas på det bästa | Definiera tydliga gränsvärden |
| Åtgärda problem efter produktionen | Ange kriterier i avtalet |
Detta förarbete är avgörande för ett smidigt projekt.

Tydlig kommunikation är grunden för alla framgångsrika tillverkningssamarbeten. Teknisk expertis räcker inte om kundens vision inte förstås och dokumenteras fullt ut. Missförstånd om färg kan leda till kostsamma omarbetningar och förseningar.
Utbilda kunden
Vi börjar med att förklara anodiseringsprocessen. Vi beskriver i detalj hur faktorer som legeringssammansättning, färgkoncentration och tanktid kan orsaka små färgförändringar. För en ytbehandling som champagneanodiserad, även små förändringar märks. Denna utbildning handlar inte om att hitta ursäkter, utan om att sätta realistiska förväntningar.
Fastställande av gränsprover
Därefter fastställer vi fysiska gränsprover. Det handlar inte bara om enstaka "guldprover". Vi tillhandahåller ett intervall som visar de ljusaste och mörkaste acceptabla nyanserna. Kunden godkänner dessa prover. De blir den fysiska standarden för kvalitetskontroll, vilket eliminerar all subjektivitet.
Definition av kriterier i avtal
Slutligen formaliserar vi allt i kontraktet. Detta inkluderar godkända gränsprover och specifika inspektionskriterier. Vi definierar faktorer som belysningsförhållanden (t.ex. D65-belysning) och betraktningsvinklar. Vi kan också använda verktyg för objektiv mätning, eftersom resultaten av spektrofotometri16 kan inkluderas som en mätbar standard.
| Avtalsklausul | Syfte |
|---|---|
| Godkännande av gränsprov | Bekräftar kundens godkännande av färgskalan. |
| Inspektionsbelysning | Säkerställer en enhetlig utvärderingsmiljö. |
| Visningsgeometri | Definierar hur delen ska hållas och betraktas. |
| Kriterier för acceptans | Fastställer tydliga villkor för godkänd/underkänd. |
Denna process omvandlar en subjektiv fråga till en objektiv, hanterbar fråga.
Proaktiv kommunikation, tydliga gränsvärden och detaljerade avtal är avgörande. De förvandlar potentiella konflikter om färgkonsistens till en enkel kvalitetskontrollprocess, vilket säkerställer kundnöjdhet och projektets framgång från start.
Få en anpassad champagneanodiserad lösning från PTSMAKE!
Är du redo att lyfta ditt nästa projekt med förstklassiga champagneanodiserade ytbehandlingar? Kontakta PTSMAKE för expertrådgivning, snabba offerter och högprecisions tillverkning som du kan lita på. Skicka din offertförfrågan idag och upptäck varför branschledare väljer oss för överlägsen kvalitet och tillförlitlighet!

Upptäck de tekniska detaljerna i metalldeponeringsprocessen och dess industriella tillämpningar. ↩
Lär dig hur dessa mikroskopiska partiklar påverkar materialets slutliga yta och prestanda. ↩
Utforska vetenskapen bakom hur vi mäter och uppfattar färg inom tillverkningen. ↩
Klicka här för att lära dig mer om hur metalljoner skapar färg i anodiserat aluminium. ↩
Förstå hur egenskaperna hos detta skikt påverkar hållbarhet och utseende. ↩
Lär dig hur detta standardiserade test kvantifierar slitstyrkan hos dina delar. ↩
Förstå detta kemiska steg och dess betydelse för att uppnå ett felfritt, enhetligt anodiserat utseende. ↩
Lär dig vetenskapen bakom hur metalljoner avsätts på en yta för färgning. ↩
Förstå vetenskapen bakom spegelfinish och varför den är avgörande för ett spegelblankt utseende. ↩
Lär dig hur dessa mikroskopiska legeringsämnen kan påverka den slutliga ytbehandlingen av dina anodiserade delar. ↩
Lär dig hur beläggningens vidhäftning påverkar produktens prestanda och tillförlitlighet. ↩
Lär dig hur olika metaller kan orsaka accelererad korrosion och hur du kan förebygga detta i dina konstruktioner. ↩
Lär dig hur denna teknik mäter färg med precision för att objektivt kvantifiera blekningsproblem på färdiga delar. ↩
Lär dig hur denna elektrokemiska process kan orsaka för tidigt fel i multimetallkonstruktioner. ↩
Lär dig vetenskapen bakom anodisering och hur den skapar hållbara, vackra ytbehandlingar för dina delar. ↩
Lär dig mer om den vetenskapliga metoden som används för att objektivt mäta och kvantifiera färg. ↩






