Att hitta en pålitlig bearbetningspartner för komplexa detaljer med snäva toleranser känns ofta som en omöjlig uppgift. Du behöver precision som uppfyller flyg- och rymdstandarder eller medicinska standarder, men de flesta leverantörer saknar antingen kapaciteten eller levererar inkonsekventa resultat som tvingar fram kostsamma omarbetningar och projektförseningar.
Schweizisk CNC-bearbetning ger oöverträffad precision tack vare den unika konstruktionen med glidande huvuddocka och styrbussningssystem, som minimerar detaljens avböjning för att uppnå toleranser så snäva som ±0,0001" samtidigt som flera operationer hanteras i en enda inställning.

Jag har arbetat med upphandlingsteam som kämpade med samma utmaning som du står inför just nu. De behövde en tillverkningslösning som kunde hantera allt från snabb prototyptillverkning till full produktion utan att ge avkall på kvalitet eller förlänga ledtiderna. Skillnaden mellan standard CNC-bearbetning och schweizisk CNC-bearbetning blir tydlig när du arbetar med små, komplicerade komponenter som kräver både snabbhet och precision. Den här guiden går igenom exakt hur du Schweizisk CNC teknik löser dessa tillverkningsutmaningar och vad man ska leta efter hos rätt partner.
Hur schweizisk CNC-bearbetning ger oöverträffad precision.
Kämpar du med att hålla snäva toleranser på långa, smala delar? Upplever du att vibrationer och materialavböjning ständigt äventyrar finishen och noggrannheten hos dina mest komplicerade komponenter?
Schweizisk CNC-bearbetning uppnår oöverträffad precision genom att använda ett unikt system med glidande huvuddocka och styrbussningar. Denna konstruktion stöder arbetsstycket direkt intill skärverktyget, vilket praktiskt taget eliminerar avböjning och vibrationer för att producera delar med extremt snäva toleranser och överlägsen ytfinish.
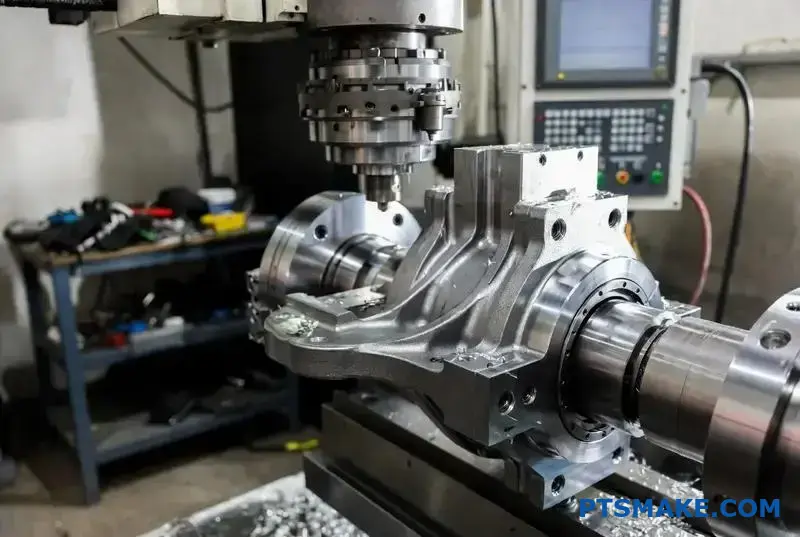
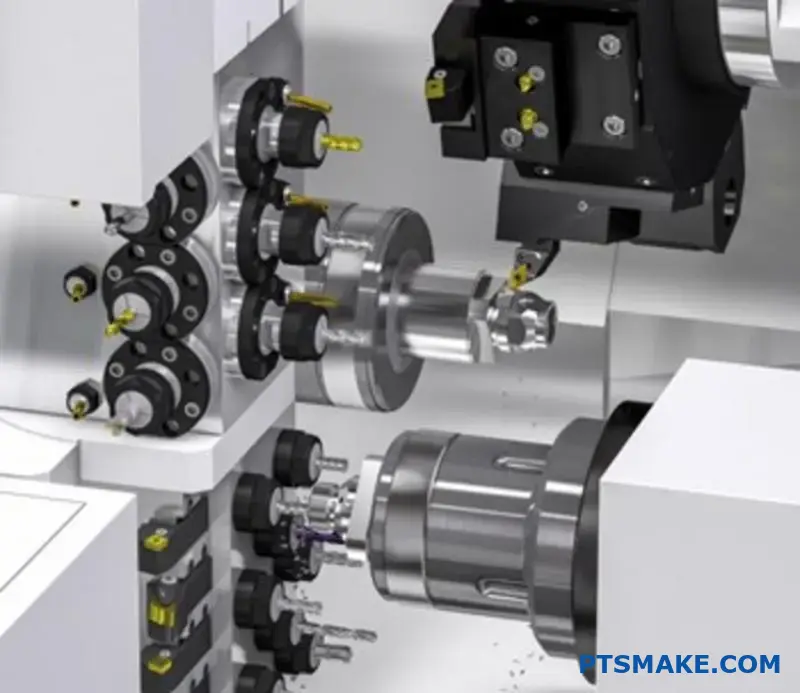
Det magiska med schweizisk CNC-bearbetning ligger i dess grundläggande design, som helt omprövar hur ett arbetsstycke stöds under skärprocessen. Till skillnad från konventionella svarvar där arbetsstycket hålls fast i en eller båda ändarna och kan böjas av i mitten, matar en maskin av schweizisk typ materialet genom en styrbussning. Skärverktygen placeras precis vid bussningens utgångspunkt. Detta innebär att arbetsstycket alltid har ett stadigt stöd, oavsett längd. Maskinen uppnår detta genom att flytta hela huvudstommen (som håller och roterar stångmaterialet) längs Z-axeln och trycka in materialet i verktygsområdet. Detta tillvägagångssätt är nyckeln till att minimera avböjning och vibrationer, de två största fienderna till precisionsbearbetning.
Den glidande spindeldockan och styrbussningssynergin
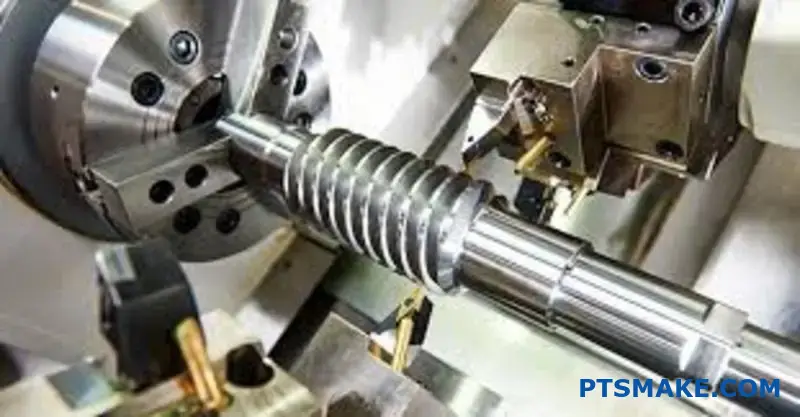
Den glidande spindeldockan och styrbussningen arbetar i perfekt harmoni. Spindeldockan ger den axiella rörelsen (Z-axeln), medan styrbussningen fungerar som en bergfast stödpunkt för arbetsstycket. Tänk på det som en pennvässare; bladet skär precis där pennan kommer ut från stödstrukturen, vilket förhindrar att spetsen vinglar. Det är denna synergi som gör det möjligt att bearbeta mycket långa detaljer med små diametrar, en uppgift som är nästan omöjlig att utföra i konventionella svarvar utan betydande problem. Maskinens kinematik1 är optimerade för detta kontinuerliga stöd, vilket säkerställer att skärkrafterna absorberas av bussningen, inte av själva arbetsstycket.
Eliminera avböjning och vibration vid källan
Avböjning uppstår när ett skärande verktyg utövar kraft på ett arbetsstycke och får det att böjas något. Vibration är den snabba svängning som kan uppstå till följd av denna böjning eller av själva skärningen. Båda är skadliga för att uppnå snäva toleranser och en jämn ytfinish. I tidigare projekt på PTSMAKE har vi funnit att Schweizisk bearbetning kan minska avböjningen med över 75% jämfört med konventionell svarvning på detaljer med högt förhållande mellan längd och diameter. Denna stabilitet är kritisk.
| Funktion | Konventionell CNC-svarv | Schweizisk CNC-bearbetning |
|---|---|---|
| Stöd för arbetsstycke | Hålls i en chuck, stödet är långt från verktyget | Stöds av en styrbussning, direkt vid verktyget |
| Risk för avböjning | Hög, särskilt på långa/smala delar | Minimal, på grund av konstant stöd |
| Idealiskt L/D-förhållande | Generellt under 4:1 för hög precision | Kan överstiga 20:1 med hög precision |
| Vibrationsnivå | Kan vara betydande och påverka finishen | Mycket låg, vilket möjliggör överlägsen finish |
Denna grundläggande skillnad är anledningen till att schweizisk CNC-bearbetning inte bara är ett alternativ utan en nödvändighet för komponenter där precisionen inte är förhandlingsbar.

Den exceptionella precision som den rörliga spindeldockan och styrbussningssystemet ger gör schweizisk CNC-bearbetning oumbärlig för världens mest krävande industrier. När ett fel på en komponent kan få kritiska konsekvenser har ingenjörerna helt enkelt inte råd med den variabilitet som andra tillverkningsmetoder medför. Den här processen är guldstandarden för att tillverka komplicerade komponenter med hög precision som utgör ryggraden i avancerad teknik inom områden som flyg, medicinteknik och elektronik. Tillförlitligheten i denna metod säkerställer att varje del, från den första till den tiotusende, uppfyller exakt samma stränga specifikationer.
Varför krävande industrier förlitar sig på schweizisk maskinbearbetning
Enligt min erfarenhet väljer kunder från kritiska sektorer schweizisk maskinbearbetning av tre huvudsakliga skäl: konsekvens, komplexitet och miniatyrisering.
- Konsekvent: Industrier som flyg- och rymdindustrin kräver delar med dokumenterad, repeterbar precision. Ett uppdragskritiskt fästelement eller en ventilkomponent måste vara identisk varje gång.
- Komplexitet: Medicintekniska produkter har ofta komplexa geometrier, t.ex. de invecklade gängorna på en benskruv eller de mångfacetterade detaljerna på ett kirurgiskt verktyg.
- Miniatyrisering: Inom elektronik krymper komponenter som kontakter och stift ständigt. Schweiziska maskiner är utmärkta på att producera dessa små, känsliga delar med felfri precision.
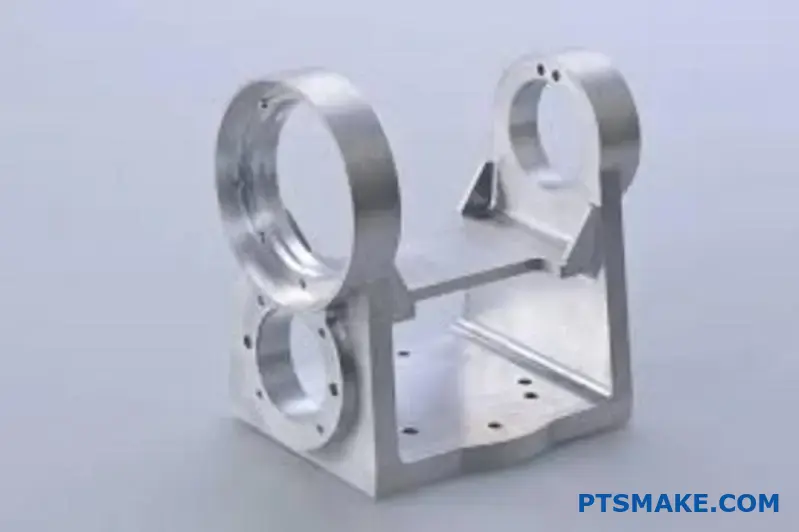
På PTSMAKE samarbetar vi ofta med kunder inom dessa områden och förvandlar deras mest utmanande konstruktioner till verklighet. Processen gör det möjligt för oss att skapa funktioner som mikrohål, tunna väggar och komplexa externa profiler som annars skulle vara omöjliga att producera på ett tillförlitligt sätt.
En närmare titt på ideala komponenter
Vilka typer av delar passar perfekt för den här processen? Allt handlar om geometrin. Om en detalj är längre än den är bred, särskilt med ett förhållande mellan längd och diameter som är större än 4:1, är den en utmärkt kandidat.
| Industri | Exempel på komponenter | Viktiga krav |
|---|---|---|
| Medicintekniska produkter | Benskruvar, tandimplantat, kirurgiska instrument | Biokompatibilitet, extrem precision, perfekt ytfinish |
| Flyg- och rymdindustrin samt försvar | Högtrycksarmaturer, sensorhus, styrsystemets stift | Högt förhållande mellan styrka och vikt, snäva toleranser, tillförlitlighet |
| Elektronik | Fiberoptiska kontakter, probespetsar, små axlar | Miniatyrisering, komplexa funktioner, utmärkt ledningsförmåga |
| Fordon | Munstycken till bränslespridare, komponenter till ABS-sensor | Hållbarhet, jämnhet vid stora volymer, snäva toleranser |
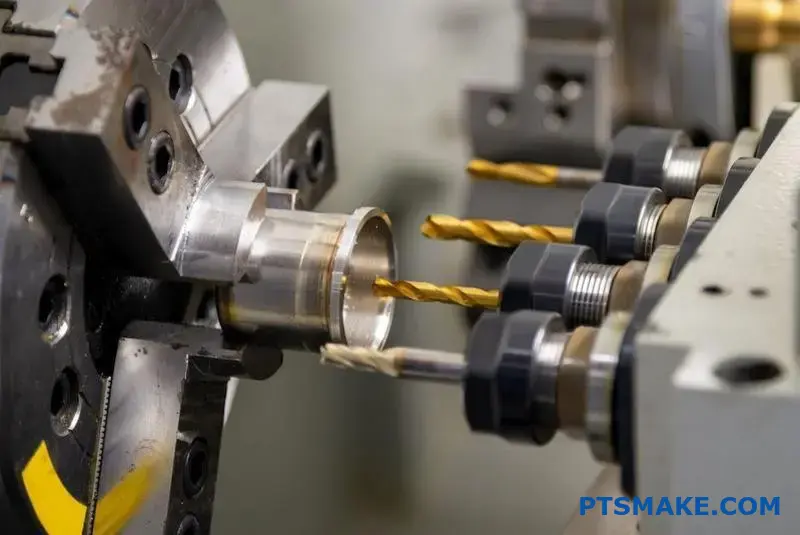
Möjligheten att utföra flera operationer - svarvning, fräsning, borrning och gängning - i en enda uppspänning innebär också att detaljerna kommer ut kompletta från maskinen. Detta minskar hanteringen, eliminerar risken för fel på grund av flera inställningar och förbättrar i slutändan den övergripande kvaliteten och kostnadseffektiviteten för våra kunder.
Schweizisk CNC-bearbetning ger oöverträffad precision genom att använda en glidande huvuddocka och styrbussning för att eliminera arbetsstyckets avböjning. Detta gör det till en viktig tillverkningsprocess för invecklade komponenter med hög tolerans i kritiska branscher som medicin och flyg, där absolut konsekvens och tillförlitlighet är av största vikt.
Kortare ledtider med effektivitet i flera operationer.
Har du någonsin upplevt att ditt projekts tidslinje drar ut på tiden för att delar måste flyttas från maskin till maskin? Den ständiga omfixeringen och hanteringen leder till förseningar och medför risker för fel.
Schweizisk CNC-bearbetning minskar drastiskt ledtiderna genom att svarvning, fräsning, borrning och gängning utförs i en enda kontinuerlig process. Denna metod med en enda uppställning eliminerar sekundära operationer, vilket minskar hanteringstiden och påskyndar vändningen från prototyp till full produktion.
"Done-in-One"-filosofin
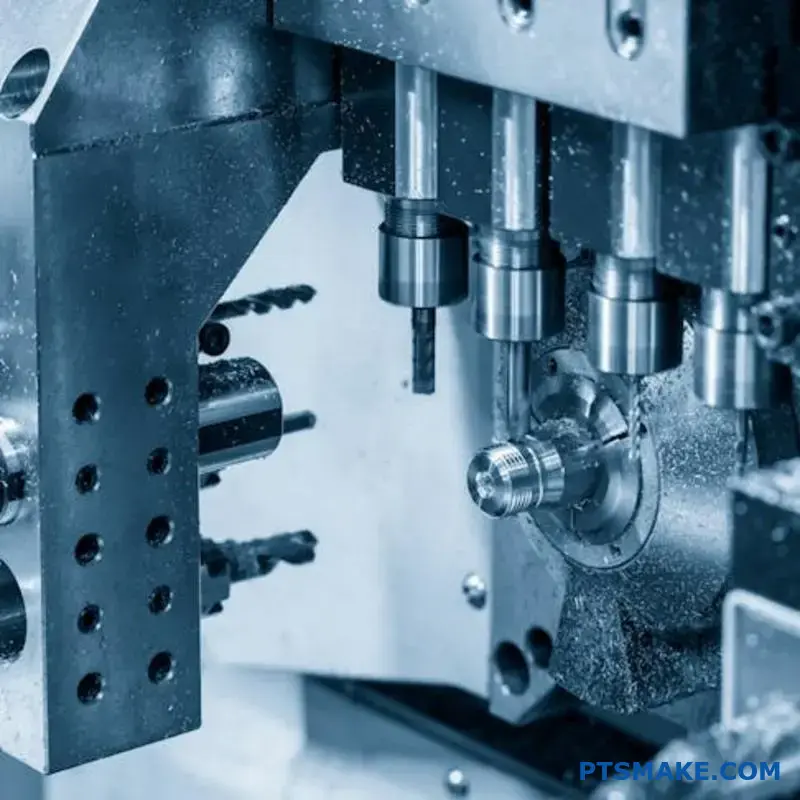
Det magiska med schweizisk CNC-bearbetning är inte bara hastigheten, utan även konsolideringen av processer. Vid traditionell tillverkning kan en komplex del kanske först går till en svarv för svarvning, sedan till en fräsmaskin för plana detaljer och slutligen till en borrmaskin. Varje steg kräver en ny inställning, ny programmering och manuell hantering, vilket innebär mer tid och risk för fel. Schweizisk maskinbearbetning vänder upp och ner på hela detta arbetsflöde. Med hjälp av en glidande huvuddocka och en styrbussning matar maskinen råmaterialet genom verktygsområdet, vilket gör att flera verktyg kan arbeta på detaljen samtidigt eller i snabb följd utan att den någonsin släpps.
Kombinera operationer på ett smidigt sätt
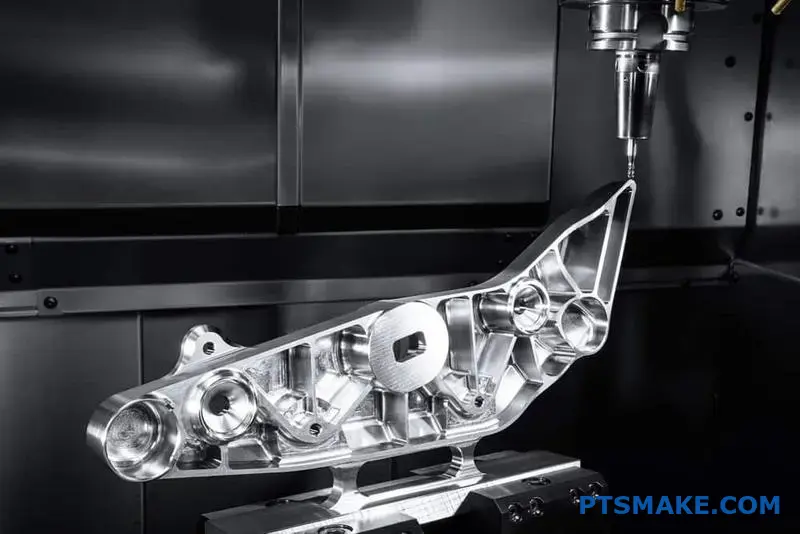
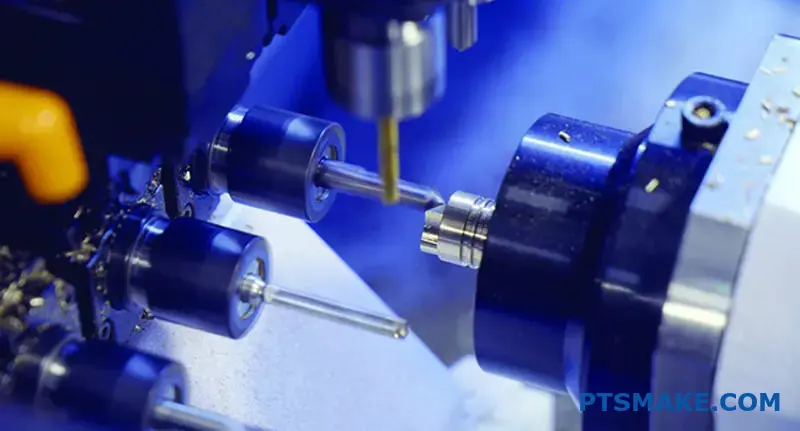
Föreställ dig en maskin med flera axlar och verktygsstationer som arbetar i perfekt harmoni. Medan huvudspindeln vrider en exakt diameter på en lång, smal axel kan ett tvärborrverktyg skapa ett hål och en fräs bearbeta en plan yta eller ett spår. Denna kapacitet för samtidig maskinbearbetning2 är det som skiljer den från mängden. Det innebär att komplexa geometrier som normalt skulle kräva flera olika operationer kan färdigställas innan detaljen ens har skurits av från stångmaterialet. I många av de projekt som vi på PTSMAKE hanterar är denna förmåga den avgörande faktorn för kunder som behöver komplicerade medicinska eller elektroniska komponenter enligt ett snävt schema.
Eliminering av sekundära processer: Den verkliga tidsbesparingen
Den mest betydande effekten på ledtiden kommer från att eliminera sekundära operationer. Detta är alla steg som måste utföras på en detalj efter att den primära bearbetningen har slutförts. Det kan till exempel handla om gradning, slitsning eller korsborrning i en separat maskin. Varje sekundärt steg ökar kötiden, ställtiden och hanteringsrisken. En schweizisk CNC-maskin producerar ofta en detalj som är 100% komplett, inklusive komplexa funktioner på detaljens fram- och baksida tack vare en subspindel.
Tabellen nedan illustrerar den dramatiska skillnaden i arbetsflöde.
| Traditionellt arbetsflöde | Arbetsflöde för schweizisk CNC-bearbetning |
|---|---|
| 1. Ladda lagret i svarven | 1. Ladda stångmaterialet i Swiss-maskinen |
| 2. Vrid primära funktioner | 2. Utför alla operationer (svarva, fräsa, borra) |
| 3. Avlasta delar | 3. Del är bortskuren, komplett |
| 4. Kö för fräsmaskin | |
| 5. Uppställning och fixturdel | |
| 6. Kvarnens egenskaper | |
| 7. Avlasta delar | |
| 8. Kö för borrning | |
| 9. Uppställning och borrning av hål | |
| 10. Slutlig inspektion och avgradning |
Denna komprimerade process förkortar inte bara tidslinjen utan förenklar hela produktionskedjan.
Från snabbare prototyper till konsekvent produktion
Den schweiziska CNC-bearbetningens effektivitet med flera operationer ger påtagliga fördelar utöver bara ett kortare schema. Det förändrar i grunden hur snabbt du kan gå från design till en fysisk del och hur konsekvent du kan producera den delen i stor skala. Denna dubbla fördel påverkar både den inledande utvecklingsfasen och långsiktiga produktionskörningar, vilket gör det till ett kraftfullt verktyg för modern tillverkning.
Snabbare cykel för prototypframtagning
För ingenjörer och produktdesigners är snabbhet under prototypfasen avgörande. När en detalj måste flyttas mellan tre olika maskiner kan ledtiden för en enda prototyp sträcka sig upp till veckor. Med Swiss machining kan en design gå från en CAD-fil till en färdig fysisk del på några dagar, ibland till och med timmar. Eftersom det bara är en maskin som ska programmeras och ställas in blir hela processen strömlinjeformad. Detta möjliggör snabbare designupprepningar, snabbare validering och en kortare total tid till marknaden. I vårt arbete med kunder inom snabbrörliga sektorer som konsumentelektronik är denna snabba omställning inte förhandlingsbar.
Inverkan på konsekvens och kvalitet
Varje gång en detalj tas ut ur en maskin och fräses om i en annan uppstår en liten mängd fel. Detta är känt som toleransuppbyggnad. Även om varje enskild inställning kan ligga inom toleransen, kan de kombinerade variationerna leda till en slutprodukt som inte uppfyller specifikationerna. Schweizisk CNC-bearbetning undviker detta problem helt och hållet.
| Funktion | Process för flera installationer | Schweizisk process med en enda installation |
|---|---|---|
| Referens för datum | Ändras med varje maskin | Konstant från en enda referens |
| Positioneringsnoggrannhet | ±0,05 mm (kumulativ) | ±0,01 mm (enstaka inställning) |
| Koncentricitet | Kan variera mellan olika funktioner | Extremt hög och jämn |
| Risk för hanteringsskador | Hög (repor, bucklor) | Minimal (ingen manuell överföring) |
Genom att utföra alla operationer i en enda fastspänning bibehåller maskinen en enda, konsekvent referenspunkt för alla funktioner. Svarvnings-, fräsnings- och borrningsoperationerna är alla perfekt inriktade mot varandra, vilket resulterar i exceptionell koncentriskhet och positionsnoggrannhet. Det är därför schweizisk CNC-bearbetning är den bästa metoden för delar där precision är av största vikt, t.ex. i styrsystem för flyg och rymd eller medicinska implantat. Processen ger i sig högre kvalitet och konsekvens, vilket minskar kassationsgraden och säkerställer att den första delen är identisk med den tusende.
Schweizisk CNC-bearbetning eliminerar förseningarna i arbetsflöden med flera maskiner genom att kombinera svarvning, fräsning och borrning i en enda uppställning. Denna effektivitet i en enda process minskar drastiskt hanteringen, påskyndar omloppstiden för både prototyper och produktion och förbättrar den övergripande detaljkonsistensen genom att ta bort risken för toleransuppstapling.
Mångsidiga material: Metaller och plaster för alla tillämpningar.
Har du någonsin färdigställt en komplex design, bara för att upptäcka att din tillverkningsprocess inte kan hantera det specifika material som du behöver för bästa prestanda?
Schweizisk CNC-bearbetning utmärker sig genom sin mångsidighet när det gäller material. Den formar exakt allt från tuffa metaller som rostfritt stål och titan till avancerade tekniska plaster som PEEK. Detta gör det till den bästa lösningen för industrier med strikta materialstandarder, inklusive flyg- och rymdindustrin, medicinteknik och elektronik.

Metallernas värld i schweizisk svarvning
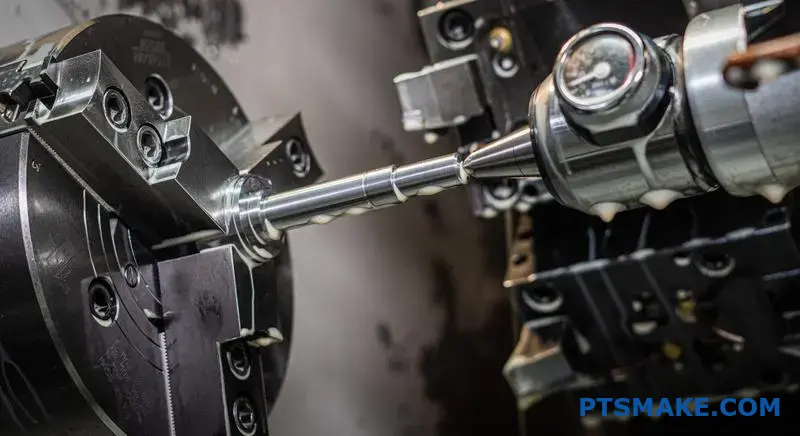
Kärnstyrkan i schweizisk CNC-bearbetning ligger i dess unika design. En styrbussning ger exceptionellt stöd åt arbetsstycket precis vid skärningspunkten. Denna stabilitet minimerar avböjning och vibrationer, vilket är en stor fördel när man arbetar med tuffa eller exotiska metaller. Det gör att vi kan bearbeta material som skulle vara svåra eller omöjliga att bearbeta i konventionella svarvar, samtidigt som vi håller otroligt snäva toleranser. På PTSMAKE har vi märkt att den här förmågan ofta är den avgörande faktorn för kunder med krävande applikationer.
Rostfritt stål (300- och 400-serien)
Rostfritt stål är ett viktigt material för sin kombination av styrka, korrosionsbeständighet och hygieniska egenskaper. Inom det medicinska området använder vi ofta maskin 316L rostfritt stål för kirurgiska instrument och implantat på grund av sin utmärkta biokompatibilitet. För livsmedels- och dryckestillämpningar är kvalitet 304 ett populärt val. Utmaningen med rostfritt stål är dess tendens att arbetshärdning3 under bearbetningen, men det ständiga stödet från styrbussningen i en schweizisk maskin hjälper till att hålla ett jämnt snitt och förhindrar att materialet härdar mitt i processen.
Titan (klass 2, klass 5)
När hög hållfasthet och låg vikt är avgörande är titan ofta svaret. Det är en favorit inom flygindustrin för fästelement och strukturella komponenter, liksom inom den medicinska sektorn för långtidsimplantat som benskruvar. Titan är notoriskt svårt att bearbeta på grund av dess dåliga värmeledningsförmåga och kemiska reaktivitet vid höga temperaturer. Men schweizisk CNC-bearbetning, ofta med högtryckskylning, hanterar effektivt värmen i skärzonen och ger den perfekta ytfinish som krävs för dessa kritiska delar.
Aluminiumlegeringar (6061, 7075)
Aluminium är uppskattat för sitt utmärkta förhållande mellan styrka och vikt, värmeledningsförmåga och bearbetbarhet. Vi använder 6061 för många allmänna tillämpningar, från elektroniska höljen till bilkomponenter. För flygplansdelar som utsätts för höga påfrestningar föredras den starkare 7075-legeringen. Schweiziska maskiner kan producera komplexa aluminiumdelar med fina gängor och tunna väggar i mycket höga hastigheter, vilket gör det till ett kostnadseffektivt val för både prototyper och stora produktionskörningar.
| Metalltyp | Viktiga egenskaper | Vanliga tillämpningar för schweizisk maskinbearbetning |
|---|---|---|
| Rostfritt stål | Korrosionsbeständighet, hållfasthet | Medicinska instrument, klockkomponenter, livsmedelsgodkända kopplingar |
| Titan | Hög hållfasthet i förhållande till vikt, biokompatibel | Fästelement för flyg- och rymdindustrin, medicinska implantat, skruvar för tandvård |
| Aluminium | Lättvikt, hög värmeledningsförmåga | Elektroniska höljen, drönardelar, sensorer för fordon |
| Mässing & koppar | Elektrisk ledningsförmåga, korrosionsbeständighet | Elektriska anslutningar, stift, VVS-ventiler |

Tekniska plaster och branschspecifika lösningar
Precisionen i schweizisk CNC-bearbetning är inte begränsad till metaller. Samma principer för stabilitet och noggrann kontroll gäller även för högpresterande konstruktionsplaster. Även om plast kan innebära unika utmaningar som termisk expansion och lägre styvhet, säkerställer den schweiziska svarvens konstruktion att även mjuka eller flexibla material kan bearbetas enligt exakta specifikationer utan att smälta eller deformeras. Denna kapacitet öppnar upp nya möjligheter för konstruktörer inom specialiserade områden.
Högpresterande plaster
I tidigare projekt har vi sett en växande efterfrågan på metallersättningar med hjälp av avancerade polymerer. Dessa material erbjuder unika fördelar som kemisk inertitet, elektrisk isolering och självsmörjande egenskaper.
PEEK (polyeteretereterketon)
PEEK är en av de mest robusta termoplaster som finns. Den behåller sina mekaniska egenskaper vid höga temperaturer och är motståndskraftig mot starka kemikalier och steriliseringsprocesser. Det gör den till en utmärkt kandidat för medicinska implantat, t.ex. ryggradsfusionsburar, och för isolerande komponenter i krävande flyg- och halvledarmiljöer.
Delrin® (Acetal / POM)
Delrin är känt för sin höga styvhet, låga friktion och utmärkta dimensionsstabilitet. Det är ett idealiskt material för precisionsmekaniska delar som små kugghjul, lager och rullar som kräver lång livslängd utan smörjning. Schweizisk maskinbearbetning gör att vi kan skapa intrikata kuggprofiler och släta lagerytor på små Delrin-komponenter.
Teflon™ (PTFE)
Med sin legendariska non-stick yta och kemiska inertitet är PTFE det material som väljs för tätningar, packningar och isolatorer. Det är notoriskt svårt att bearbeta eftersom det är så mjukt. Styrbussningen på en schweizisk maskin ger dock det stöd som krävs för att bearbeta mycket fina detaljer och tunna väggar i PTFE-delar för medicintekniska produkter och elektroniska kontakter.
Rätt material till rätt industri
För att en detalj ska bli framgångsrik krävs ofta att man väljer det perfekta materialet.
- Flyg- och rymdindustrin samt försvarsindustrin: Den här branschen kräver certifierade, spårbara material. Lättvikt är nyckeln, så aluminium och titan är vanliga, men högpresterande plaster som PEEK används också för isolatorer och interiörkomponenter.
- Sjukvård och tandvård: Biokompatibilitet är inte förhandlingsbart. Titan, 316L rostfritt stål och PEEK är de primära valen för delar som kommer i kontakt med människokroppen. Den gradfria finishen från schweizisk maskinbearbetning är ett kritiskt säkerhetskrav.
- Elektronik: Miniatyriseringen styr materialvalen här. Vi bearbetar ofta mässing och koppar för ledande stift och kontakter, aluminium för kylflänsaroch isolerande plaster som PTFE och Delrin för små avstickare och höljen i komplexa elektroniska enheter.

Den schweiziska CNC-bearbetningens anmärkningsvärda mångsidighet möjliggör exakt tillverkning av delar från ett brett spektrum av material. Från robusta metaller som titan för flyg- och rymdindustrin till biokompatibla plaster som PEEK för medicinska implantat - den här tekniken ger den prestanda och tillförlitlighet som krävs av dagens mest krävande industrier.
Kvalitetssäkring: Uppfyller du stränga internationella standarder?
Har du någonsin drabbats av projektförseningar på grund av att en kritisk komponent inte klarade inspektionen? Det frustrerande arbetet med att hitta en lösning kostar mer än bara pengar; det kostar tid och förtroende.
På PTSMAKE bygger kvalitetssäkringen inom schweizisk CNC-bearbetning på ett robust system med ISO 9001-certifiering, inspektioner i flera steg och omfattande dokumentation. Detta säkerställer att varje del uppfyller strikta internationella standarder och ger full spårbarhet från råmaterial till slutprodukt.
Bortom certifikatet: Hur ISO 9001 formar vår verksamhet
Många ser ett ISO 9001-certifikat som bara ett märke att visa upp på en webbplats. För oss är det en plan för hela vårt kvalitetsledningssystem. Det är inte ett statiskt dokument, utan ett dynamiskt ramverk som styr våra dagliga processer, från offert till leverans. Det tvingar fram en disciplin med processtyrning, riskhantering och ständiga förbättringar. Det innebär att vi inte bara kontrollerar kvaliteten i slutändan, utan att vi bygger in den i varje steg. För en ingenjör innebär detta tillförlitlighet och förutsägbarhet. Du vet att de delar som du får på din hundrade order kommer att vara identiska med dem från din första.
Grunden: Materialverifiering och processtyrning
Kvalitet börjar långt innan en maskin börjar skära i metall. Det börjar med råmaterialet. Varje materialparti som kommer in i vår anläggning åtföljs av en materialtestrapport (MTR). Vi arkiverar inte bara dessa utan verifierar dem för att säkerställa att materialets kemiska och mekaniska egenskaper stämmer perfekt överens med dina specifikationer. När materialet har godkänts tilldelas det ett unikt partinummer som följer det genom hela produktionscykeln. Denna rigorösa spårbarhet är inte förhandlingsbar, särskilt inte för våra kunder inom medicin- och flygindustrin. Vi övervakar kontinuerligt våra processer med hjälp av statistiska metoder för att upprätthålla en hög Index för processkapacitet (Cpk)4och säkerställa enhetlighet för tusentals delar.
I den här tabellen beskrivs våra grundläggande kvalitetskontroller:
| Kvalitet Steg | Viktiga aktiviteter | Varför det är viktigt för dig |
|---|---|---|
| Mottagning av material | Verifiera materialtestrapporter (MTR) och genomföra inspektioner. | Garanterar att din del är tillverkad av exakt den legering eller polymer som anges, vilket förhindrar materialrelaterade fel. |
| Processplanering | Definiera kritiska dimensioner, kontrollpunkter och verktygsbanor. | Identifierar proaktivt potentiella tillverkningsutmaningar, vilket minskar risken för fel under produktionen. |
| Maskininställning | Kalibrera maskiner och verifiera verktyg. | Säkerställer att tillverkningsprocessen startar på en stabil och exakt grund, vilket är avgörande för snäva toleranser. |
Detta systematiska tillvägagångssätt säkerställer att vi redan har eliminerat de största potentiella felkällorna när vi påbörjar bearbetningen.
En inspektionsstrategi med flera lager
En enda slutkontroll är aldrig tillräcklig, särskilt inte för de komplexa detaljer som tillverkas av Schweizisk CNC-bearbetning. Problem som upptäcks i slutet av kedjan är dyra för alla. Det är därför vi använder en inspektionsstrategi med flera lager som omfattar kvalitetskontroller genom hela tillverkningsflödet.
1. Första artikelinspektion (FAI)
Innan vi påbörjar en full produktionskörning tillverkar vi en enda del - "första artikeln". Denna del genomgår en omfattande inspektion där varje enskild dimension, funktion och anteckning på din ritning mäts och verifieras mot CAD-modellen. Resultaten dokumenteras i en FAIR-rapport (First Article Inspection Report). Detta steg ger ett slutgiltigt bevis på att vår installation och process är korrekta, vilket ger dig förtroendet att godkänna fullskalig produktion. Det är den ultimata riskreducerande åtgärden.
2. Inspektion under pågående process (IPI)
Under produktionskörningen utför våra maskinister och kvalitetstekniker regelbundna kontroller av kritiska dimensioner. Det här är inte slumpmässigt, utan en schemalagd, systematisk process. Med hjälp av kalibrerade mätare och automatiserade prober på själva CNC-maskinerna övervakar vi processen för att upptäcka tecken på avvikelser, t.ex. verktygsslitage. Om vi upptäcker att ett mått rör sig ens en aning utanför mediantoleransen kan vi göra justeringar i realtid och förhindra att delar som inte överensstämmer med kraven tillverkas.
3. Slutlig inspektion
Detta är den sista grindvakten. Före förpackning genomgår varje del en slutkontroll. Beroende på dina krav och hur kritisk delen är kan detta variera från ett statistiskt signifikant urval (med AQL-standarder) till en 100%-inspektion av varje del. Vi använder avancerad metrologisk utrustning som CMM och optiska komparatorer för att säkerställa objektiva och exakta mätningar.
Denna tabell visar vilken dokumentation du kan förvänta dig:
| Dokumenttyp | Syfte | Hur det hjälper dig |
|---|---|---|
| Första artikelns inspektionsrapport (FAIR) | Bekräftar att installationen och processen klarar av att uppfylla alla specifikationer. | Ger dig hårda data och godkännandemakt innan du gör en stor investering i produktionen. |
| Intyg om överensstämmelse (CoC) | En formell försäkran om att hela det levererade partiet uppfyller dina krav. | Förenklar mottagningsprocessen och ger en formell registrering för ditt kvalitetssystem. |
| Full dimensionell rapport | Ger detaljerade mätningar för specifika delar från batchen. | Ger objektiva bevis på kvalitet och spårbarhet för kritiska komponenter i din montering. |

Verklig kvalitetssäkring är en aktiv process i flera steg. Den bygger på ISO 9001-ramverket, från inledande materialverifiering till processkontroller och slutbesiktning. Detta omfattande system, som stöds av transparent dokumentation, säkerställer att varje schweizisk CNC-bearbetad del som vi levererar är en komponent som du kan lita på.
Lösning på utmaningar inom upphandling: Från prototyp till produktion.
Har du någonsin färdigställt en prototyp och sedan upptäckt att det känns som att börja om från början när den ska övergå i produktion? Den övergången kan medföra en helt ny uppsättning oväntade utmaningar och förseningar, eller hur?
En enhetlig schweizisk CNC-bearbetningspartner löser upphandlingsutmaningar genom att fungera som en enda kontaktpunkt från prototyp till produktion. Detta effektiviserar kommunikationen, säkerställer att designintentionen bibehålls, minskar riskerna och ger flexibilitet att skala ordervolymer utan att byta leverantör.

Den sömlösa övergången: Från ett till tusen
Ett av de största hindren inom tillverkningsindustrin är "prototypgapet" - det glapp som uppstår när man går från en prototypspecialist till en anläggning för massproduktion. Kritisk kunskap som inhämtats under prototyptillverkningen går ofta förlorad vid denna övergång. Den nya leverantören måste börja om från noll och lära sig detaljens nyanser, dess kritiska egenskaper och potentiella tillverkningsutmaningar. Detta innebär inte bara slöseri med tid utan också en betydande risk. En partner med en enda källa eliminerar detta gap helt och hållet. På PTSMAKE är det samma team av ingenjörer och maskinister som ringde in din prototyp som kommer att övervaka dess produktionskörning.
Kunskapsbevarande är din konkurrensfördel
När ett team hanterar hela livscykeln blir inlärningskurvan plattare. Vi dokumenterar varje justering som görs under prototyptillverkningen - från optimering av verktygsbanor till specifika strategier för arbetshållare. Dessa data blir grunden för produktionsplaneringen. Det gör att vi kan tillämpa DFM-insikter (Design for Manufacturability) från prototypen för att optimera processen för större volymer. Det kan handla om mindre konstruktionsjusteringar som minskar cykeltiden, materialspillet eller behovet av sekundära operationer. Denna iterativa återkopplingsslinga är bara möjlig när prototyptillverkning och produktion sker under ett och samma tak. Processen respekterar materialets fysiska egenskaper, t.ex. Anisotropi5vilket säkerställer att komponentens prestanda är konsekvent från den första enheten till den tiotusende.
Skalning med schweizisk CNC-bearbetning
Schweizisk CNC-bearbetning är unikt lämpad för denna sömlösa skalning. Dess effektivitet när det gäller att producera komplexa delar med hög precision gör den idealisk för både snabb prototypframtagning och fullskalig produktion. Samma maskin som kan tillverka en enda perfekt prototyp kan programmeras för att gå på högvarv och producera tusentals identiska komponenter med orubblig kvalitet.
Här följer en praktisk genomgång av hur sourcingmodellen påverkar denna övergång:
| Funktion | Partner med en enda källa (t.ex. PTSMAKE) | Tillvägagångssätt med flera leverantörer |
|---|---|---|
| Kunskapsöverföring | Sömlös; kunskapen bevaras internt | Hög risk för förlust; kräver omfattande dokumentation |
| DFM Återkoppling | Kontinuerlig loop från prototyp till produktion | Osammanhängande; återkoppling går ofta förlorad i överlämningen |
| Tid för upprampning | Snabbt; utnyttjar befintliga inställningar och data | Långsam; kräver introduktion och kvalificering av nya leverantörer |
| Kvalitet och enhetlighet | Hög; samma processer och kvalitetsstandarder | Varierande; beror på anpassning av flera leverantörer |
Detta integrerade tillvägagångssätt innebär att du inte bara köper delar; du samarbetar med ett team som förstår ditt projekts historia och är investerat i dess framtida framgång.
Minska riskerna och effektivisera din leveranskedja
Samordning med flera leverantörer innebär flera potentiella felkällor. En försening från prototypverkstaden, ett kvalitetsproblem med produktionsmaskinisten och ett problem med efterbehandlingen kan skapa en dominoeffekt som gör att hela projektets tidslinje spåras ur. Varje överlämning innebär en risk - en risk för missförstånd, för att delar skadas under transporten eller för att ansvarsfördelningen blir otydlig när något går fel. Vem är ansvarig om en del går sönder? Maskinisten eller anodiseraren? En partner med en enda källa tar fullt ansvar för den slutliga delen och förenklar din roll till att hantera en enda relation.
Den verkliga kostnaden för samordning
Priset på en del är bara en del av den totala kostnaden. De "mjuka kostnaderna" för att hantera en fragmenterad leveranskedja kan vara betydande. Tänk på alla timmar som dina ingenjörer och inköpschefer lägger ner:
- Granskning av flera leverantörer.
- Hantering av separata beställningar, fakturor och betalningsvillkor.
- Samordna logistiken mellan anläggningarna.
- Fungera som mellanhand för att lösa tekniska frågor eller kvalitetstvister.
Dessa aktiviteter tillför inget värde till din slutprodukt, men de slukar värdefulla resurser. Enligt vår erfarenhet från kunder på PTSMAKE kan konsolidering av tillverkning med en enda partner minska dessa administrativa omkostnader med så mycket som 30-40%, vilket frigör ditt team för att fokusera på innovation och kärnverksamhet.
Flexibilitet för moderna produktcykler
Dagens marknad kräver flexibilitet. Du kanske behöver ett litet parti på 50 enheter för en pilotkörning, följt av 5.000 enheter tre månader senare. En traditionell massproduktionsanläggning kanske inte är intresserad av dina lågvolymsorder, medan en liten prototypverkstad kanske saknar kapacitet att skala upp. En mångsidig partner som är utrustad med avancerade system som schweizisk CNC-bearbetning kan enkelt tillgodose detta. Vi kan köra en liten batch effektivt och sedan sömlöst övergå till högre volymer med samma kvalificerade process.
Så här kan en enda partner förenkla riskhanteringen:
| Riskfaktor | Partner med en enda källa | Tillvägagångssätt med flera leverantörer |
|---|---|---|
| Ansvarsskyldighet | Tydlig; en partner är fullt ansvarig | Oklarheter; leverantörer kan skylla på varandra |
| Logistisk komplexitet | Minimal; delar tillverkas och färdigställs på ett och samma ställe | Hög; kräver samordning av frakt och hantering |
| Design Förändring Mgmt. | Agil; ett samtal för att uppdatera processen | Krångligt; kräver uppdatering av flera leverantörer |
| Felkällor | En relation att hantera | Flera relationer, multiplicerad risk |
Denna strömlinjeformade modell handlar inte bara om bekvämlighet; det är ett strategiskt tillvägagångssätt för att bygga en mer motståndskraftig, lyhörd och kostnadseffektiv leveranskedja.

Kämpar du med övergången från prototyp till produktion? En partner för schweizisk CNC-bearbetning med en enda källa förenklar detta genom att behålla projektkunskapen, minska riskerna i leveranskedjan och erbjuda flexibla volymer. Detta enhetliga tillvägagångssätt säkerställer konsekvens, effektiviserar kommunikationen och påskyndar din tid till marknaden på ett effektivt sätt.
Kostnadseffektivitet utan att kompromissa med kvaliteten?
Har du någonsin slitits mellan en strikt budget och det absoluta behovet av högkvalitativa delar? Det känns ofta som en avvägning där man inte kan få både och.
Schweizisk CNC-bearbetning uppnår en anmärkningsvärd kostnadseffektivitet genom att minimera materialspill, minska arbetsinsatsen genom automatisering och förkorta ställtiderna med en enda inställningsprocess. Detta möjliggör högvolymproduktion av komplexa delar till en lägre kostnad per enhet utan att offra den precision eller kvalitet som ditt projekt kräver.

De inbyggda ekonomiska fördelarna
Schweizisk CNC-bearbetning handlar inte bara om precision; det handlar om smart och effektiv tillverkning. Kostnadsfördelarna är inbyggda direkt i själva processen och härrör från tre grundpelare: automatisering, materialeffektivitet och minskad komplexitet i installationen. Enligt min erfarenhet är det viktigt att förstå dessa grundläggande faktorer för att kunna utnyttja den fulla ekonomiska potentialen hos denna teknik.
Kraften i automatisering
Moderna svarvar är konstruerade för kontinuerlig drift med höga volymer och minimal mänsklig inblandning. Denna förmåga till "lights-out"-tillverkning, där maskinerna körs över natten eller på helgerna utan att en operatör är närvarande, minskar arbetskraftskostnaderna drastiskt. På PTSMAKE utnyttjar vi denna automatisering för våra kunders större produktionskörningar. Maskinen hanterar lastning, bearbetning och lossning av detaljerna, vilket innebär att arbetskostnaden fördelas på tusentals detaljer, vilket gör att kostnaden per enhet blir betydligt lägre än med mer manuella processer. Denna effektivitet påskyndar också produktionstidslinjerna, så att du får delarna i dina händer snabbare.
Minimering av materialspill
Materialkostnaden är en viktig faktor i alla maskinbearbetningsprojekt. Schweiziska maskiner är utmärkta när det gäller att spara material. De använder stångmaterial som matas genom en styrbussning, vilket ger ett styvt stöd extremt nära skärverktyget. Denna stabilitet gör det möjligt att bearbeta mycket smala, komplexa detaljer utan att de böjs, och det resulterar i mindre skrot. Till skillnad från vissa konventionella CNC-metoder som kan kräva större material för fastspänning, använder den schweiziska metoden materialet mycket mer effektivt. Besparingarna blir särskilt märkbara när man arbetar med dyra material som titan eller rostfritt stål av medicinsk kvalitet.
| Funktion | Schweizisk CNC-bearbetning | Konventionell CNC-svarvning |
|---|---|---|
| Materiellt stöd | Styrbussning stöder lager nära verktyget | Stödd av chucken, längre bort från verktyget |
| Typisk skrotningsgrad | Lägre, tack vare effektiv användning av barlager | Kan vara högre, särskilt med restprodukter |
| Kapacitet för tunna detaljer | Utmärkt, minimal nedböjning | Begränsad, känslig för vibrationer |
Korta installationstiderna
Inom tillverkningsindustrin är tid pengar, och installationstiden är en viktig kostnadsfaktor. En viktig fördel med den schweiziska CNC-processen är dess förmåga att utföra flera operationer - svarvning, fräsning, borrning, gängning - i en enda cykel. Delen är färdig innan den skärs av från stångmaterialet. Detta "gjort-i-ett"-förfarande eliminerar behovet av flera maskiner och den arbetsintensiva processen att flytta en detalj från en svarv till en fräs. Varje omställning som undviks sparar inte bara tid och pengar utan eliminerar också en potentiell felkälla, vilket bidrar till högre övergripande kvalitet och jämnhet. Effektivt Optimering av cykeltid6 är central för denna effektivitet.
Strategiska verktyg för kostnadsoptimering
Även om schweizisk CNC-bearbetning har inneboende kostnadsfördelar kan du ytterligare förbättra kostnadseffektiviteten genom smart planering av design och produktionsvolym. Det är en samarbetsinsats. I tidigare projekt med kunder har vi upptäckt att några strategiska justeringar innan produktionen påbörjas kan leda till betydande besparingar utan att påverka detaljens funktion eller kvalitet.
Utformning för tillverkningsbarhet (DFM)
De mest verkningsfulla kostnadsbesparande åtgärderna sker ofta i konstruktionsstadiet. Att tillämpa DFM-principerna (Design for Manufacturability) är avgörande. Om man t.ex. ifrågasätter om en tolerans måste vara +/- 0,005 mm när +/- 0,02 mm skulle räcka kan det göra en detalj mycket enklare och snabbare att tillverka.
Här är några viktiga DFM-överväganden för bearbetning i Schweiz:
- Toleranser: Specificera endast de snävaste toleranserna där de är funktionellt kritiska. Övertoleranser är en av de vanligaste orsakerna till onödiga kostnader.
- Standardisering: Genom att använda standardborrstorlekar eller gängformer minskar behovet av specialverktyg, vilket sparar både tid och pengar.
- Feature Design: Undvik djupa, smala fickor eller alltför komplexa inre geometrier om det finns enklare alternativ. Små förenklingar kan avsevärt snabba upp bearbetningstiden.
Inverkan av batchstorlek
Förhållandet mellan produktionsvolym och kostnad per enhet är enkelt men kraftfullt. Varje jobb har fasta initiala uppstartskostnader. Dessa kostnader är desamma oavsett om du tillverkar 100 delar eller 10 000 delar. Genom att öka batchstorleken sprider du den fasta installationskostnaden över fler enheter, vilket dramatiskt sänker priset på varje enskild del.
| Batchstorlek | Installationskostnad (fast) | Kostnad per enhet (relativ) |
|---|---|---|
| Låg volym (t.ex. 500 st) | $X | Hög |
| Medelstor volym (t.ex. 5 000 st.) | $X | Medium |
| Hög volym (t.ex. 50.000 st) | $X | Låg |
Att hitta balansen
Det slutliga målet är att hitta den perfekta balansen mellan kostnad, hastighet och kvalitet. Detta innebär ofta ett samtal om batchstorlekar och produktionsplanering. För en ny produkt kan det vara meningsfullt med en mindre första körning för validering. Men för etablerade delar kan planering för större, konsoliderade beställningar ge betydande besparingar. På PTSMAKE arbetar vi ofta med kunder för att analysera deras årliga efterfrågan och föreslå ett beställningsschema som maximerar kostnadseffektiviteten samtidigt som det säkerställer en stadig leverans av högkvalitativa komponenter.

Schweizisk CNC-bearbetning erbjuder kostnadseffektivitet genom automatisering och minimalt spill. Genom att optimera detaljdesignen för tillverkningsbarhet och strategiskt välja batchstorlekar kan du uppnå den perfekta balansen mellan pris, hastighet och kompromisslös kvalitet för dina precisionskomponenter.
Design för tillverkningsbarhet: Tips för ingenjörer och inköpare?
Har du någonsin färdigställt en design bara för att upptäcka att den är förvånansvärt dyr eller långsam att producera? Denna koppling mellan designintention och tillverkningsverklighet kan få projektets tidslinjer och budgetar att spåra ur.
Effektiv design för tillverkningsbarhet (DFM) för schweizisk CNC-bearbetning innebär att man specificerar realistiska toleranser, förstår maskinens begränsningar för funktioner och väljer material som balanserar prestanda med bearbetningsbarhet. Detta strategiska tillvägagångssätt förhindrar kostsamma omkonstruktioner och effektiviserar produktionen från prototyp till produktion.

Behärska toleranser för schweizisk CNC-bearbetning
Ett av de vanligaste områdena där konstruktionsavsikterna krockar med tillverkningskostnaderna är toleranser. Ingenjörer vill naturligtvis att detaljerna ska vara så exakta som möjligt, men övertoleranser är en vanlig källa till onödiga kostnader. Svarvar av schweizisk typ är kända för sin precision, men varje extra decimal på en toleransangivelse kan öka cykeltiden, kräva mer frekventa verktygsbyten och driva upp inspektionskostnaderna.
I tidigare projekt på PTSMAKE har vi arbetat med kunder för att optimera deras ritningar. Till exempel behöver en icke-kritisk yta inte samma snäva tolerans som ett lagerhål. En bra tumregel är att ange en standardtolerans på ±0,001" (0,025 mm) för de flesta funktioner och reservera snävare toleranser, som ±0,0002" (0,005 mm), endast för funktionskritiska dimensioner. Denna lilla förändring kan ha en betydande inverkan på det slutliga priset, särskilt vid produktion av stora volymer.
Navigera bland funktionsbegränsningar
Att förstå maskinens fysiska kapacitet är avgörande. Schweizisk CNC-bearbetning är idealisk för långa, smala delar, men även den har sina begränsningar.
Aspectförhållanden för hål och stift
En detaljs förhållande mellan längd och diameter är en viktig faktor. Styrbussningen ger utmärkt stöd, vilket möjliggör hög koncentriskhet7 över långa längder. Det är dock fortfarande en utmaning att borra mycket djupa hål med liten diameter. Ett förhållande mellan håldjup och diameter på 10:1 är i allmänhet okomplicerat. Att gå längre än så, mot 20:1 eller till och med 30:1, är möjligt men kräver specialverktyg, peckborrningscykler och långsammare hastigheter, vilket ökar kostnaderna.
Väggtjocklek och hörnradier
Tunna väggar är känsliga för vibrationer och deformation under bearbetningen, vilket kan försämra måttnoggrannheten och ytfinheten. Även om det beror på materialet är en väggtjocklek på mer än 0,020" (0,5 mm) en säker utgångspunkt. På samma sätt är skarpa invändiga hörn (90 grader) svåra och ofta omöjliga att bearbeta. Genom att lägga till en liten inre hörnradie, om så bara 0,010" (0,25 mm), kan verktyget röra sig mjukt och skapa en starkare detalj.
En snabbreferens kan hjälpa till att vägleda dessa beslut under designfasen.
| Funktion | Standardrekommendation | Utmanande (högre kostnad) |
|---|---|---|
| Allmänna toleranser | ±0,001" (0,025 mm) | < ±0,0005" (0,013 mm) |
| Håldjup (L:D-förhållande) | < 10:1 | 10:1 till 30:1 |
| Min. Väggens tjocklek | > 0,020" (0,5 mm) | 0,010" - 0,020" (0,25-0,5 mm) |
| Invändiga hörnradier | > 0,010" (0,25 mm) | Skarpa hörn (kräver EDM) |

Strategiskt materialval för optimala resultat
Ditt materialval är en hörnsten i DFM. Det påverkar inte bara detaljens slutliga prestanda utan även dess bearbetbarhet, som direkt påverkar produktionshastigheten och kostnaden. Ett material som är svårt att bearbeta sliter ut verktygen snabbare, kräver lägre skärhastigheter och kan leda till sämre ytfinish om det inte hanteras på rätt sätt. Genom att samarbeta med en tillverkare som PTSMAKE, som har lång erfarenhet av olika material, kan du göra det mest kostnadseffektiva valet utan att kompromissa med dina designkrav.
Balans mellan prestanda och maskinbearbetning
Det är en klassisk avvägning inom ingenjörskonsten. Till exempel är 303 rostfritt stål utformat för att vara lättbearbetat och är ett utmärkt val för många applikationer. Men om din del kräver överlägsen korrosionsbeständighet kan du behöva 316 rostfritt stål, som är svårare att bearbeta. Att förstå denna skillnad gör det möjligt att fatta ett välgrundat beslut. Är den extra korrosionsbeständigheten hos 316 värd den potentiella ökningen av bearbetningskostnaden? Ibland är det det, men ofta är 303 mer än tillräckligt.
Vi kan analysera detta med hjälp av ett enkelt bearbetningsindex, där ett högre betyg innebär enklare och snabbare bearbetning.
| Material | Viktiga egenskaper | Bäst för | Index för maskinbearbetning (ungefärligt) |
|---|---|---|---|
| Mässing C360 | Utmärkt bearbetbarhet, korrosionsbeständig | Elektriska kontakter, kopplingar | 100% (baslinje) |
| Aluminium 6061 | Bra förhållande mellan styrka och vikt, mångsidig | Strukturella delar, höljen | 90% |
| Rostfritt stål 303 | Fribearbetning, god korrosionsbeständighet | Axlar, fästelement, ventiler | 78% |
| Delrin® (Acetal) | Hög styvhet, låg friktion, stabil | Lager, kugghjul, isolatorer | 75% |
| Rostfritt stål 316 | Överlägsen korrosionsbeständighet, tålig | Marina, medicinska och livsmedelsklassade delar | 45% |
| Titan (Ti-6Al-4V) | Hög hållfasthet i förhållande till vikt, biokompatibel | Komponenter för flyg- och rymdindustrin, medicinska implantat | 22% |
Ett realistiskt förhållningssätt till ytfinish
Precis som toleranser är ytfinish ett annat område där överspecificering leder till högre kostnader. En standardbearbetad ytfinish för schweiziska CNC-detaljer ligger vanligtvis runt 63-125 Ra (µin). Detta är lämpligt för de flesta applikationer. Om man vill ha en jämnare ytfinhet, t.ex. 32 Ra eller 16 Ra, krävs långsammare matningshastigheter, finare skärverktyg och ibland sekundära processer som slipning eller polering. Varje steg innebär mer tid och kostnader.
Nyckeln är att endast använda fin ytfinish där det är nödvändigt ur funktionell synpunkt. Dessa kritiska områden omfattar ofta tätningsytor, lageraxlar eller dynamiska komponenter där friktion är ett problem. För alla andra icke-kritiska ytor är en standard maskinfinish vanligtvis helt acceptabel och mycket mer ekonomisk.

Effektiv DFM för CNC-bearbetning i Schweiz handlar om att balansera idealisk design med praktiska realiteter. Prioritera realistiska toleranser, respektera maskinens funktionsbegränsningar och välj material på ett klokt sätt. Detta proaktiva tillvägagångssätt sparar tid, minskar kostnaderna och säkerställer att dina komplexa delar görs rätt första gången.
Att välja rätt partner för schweizisk CNC-bearbetning.
Har du någonsin valt en leverantör som verkade perfekt på papperet, bara för att mötas av kommunikationsbrister och kvalitetsproblem längre fram? Det är en frustrerande och kostsam upplevelse.
Att välja rätt partner innebär att se bortom priset. Utvärdera deras tekniska kapacitet, kommunikationsförmåga och meritlista. Prioritera partners som erbjuder transparens, gedigen support efter försäljning och som är engagerade i en långsiktig relation för att lyckas med sourcing.

Bortom specifikationsbladet: Bedömning av verklig teknisk förmåga
Att välja en partner för schweizisk CNC-bearbetning är mycket mer än en enkel prisjämförelse. Det verkliga värdet ligger i deras tekniska djup och tillverkningsfilosofi. Enligt min erfarenhet är de bästa leverantörerna de som fungerar som en förlängning av ditt ingenjörsteam, inte bara som en tjänst på en inköpsorder.
Utrustning och teknik
Den första kontrollpunkten är deras maskiner. En modern, väl underhållen maskinpark med svarvar av schweizisk typ från välrenommerade varumärken som Citizen, Tsugami eller Star är inte förhandlingsbart för högprecisionsarbete. Men stanna inte där. Fråga om deras underhållsscheman och cykler för teknikuppgradering. På PTSMAKE har vi upptäckt att investeringar i den senaste maskintekniken direkt leder till bättre ytfinish, snävare toleranser och förbättrade cykeltider, vilket i slutändan gynnar våra kunders projekt. En partner som investerar i sina egna verktyg är en partner som investerar i din framgång.
Expertis inom material och maskinbearbetning
En maskin är bara så bra som den maskinist som sköter den. En potentiell partner måste kunna uppvisa djup expertis inom ett brett spektrum av material, från vanliga rostfria stål och aluminiumlegeringar till mer utmanande material som titan och högpresterande plaster. Deras förmåga att ge råd om materialval för en specifik applikation är en stark indikator på deras expertis. De bör förstå hur olika material reagerar under de höga hastigheterna vid schweizisk CNC-bearbetning och hur man hanterar spånkontroll och värmeavledning. Denna kunskap är avgörande för att uppnå jämn kvalitet och respektera komplexa specifikationer som Geometrisk dimensionering och toleransberäkning8.
En leverantörs verkliga värde blir tydligt när man jämför deras tillvägagångssätt.
| Funktion | Transaktionell leverantör | Partnerskap Leverantör |
|---|---|---|
| Fokus på kvalitet | Uppfyller minimispecifikationerna på ritningen. | Förstår konstruktionsavsikten och delens funktion. |
| Kommunikation | Ger uppdateringar endast på begäran. | Kommunicerar proaktivt framsteg och potentiella problem. |
| Problemlösning | Rapporterar ett problem och inväntar instruktioner. | Identifierar ett problem och föreslår lösningar. |
| Långsiktigt värde | Fokuserar på kostnaden för en enskild order. | Fokuserar på att optimera detaljen för tillverkningsbarhet. |
Att välja en partner handlar om att hitta ett team vars expertis kompletterar och förstärker din egen. Det är skillnaden mellan att köpa delar och att bygga en robust leveranskedja.

Faktorn partnerskap: Kommunikation och förtroende
Tekniska specifikationer är grunden, men styrkan i ett partnerskap bygger på kommunikation och förtroende. Under de senaste 15+ åren har jag sett projekt lyckas eller misslyckas baserat på dessa "mjukare" mätvärden. En bra partner för schweizisk CNC-bearbetning tillverkar inte bara delar; de gör hela processen smidigare och mer förutsägbar.
Lyhördhet och tydlighet
Hur snabbt och tydligt svarar en potentiell partner på dina förfrågningar? När man arbetar över olika tidszoner, vilket vi ofta gör med våra kunder i USA och Europa, är snabbhet en nyckelfaktor. En försening på 24 timmar i svaret på en enkel fråga kan stoppa utvecklingen under en hel dag. Leta efter en leverantör med en särskild kontaktperson som förstår ditt projekt och kan ge tydliga och koncisa svar. Vaga svar eller ständiga överlämningar mellan avdelningar är varningssignaler. Det är därför vi på PTSMAKE tilldelar en dedikerad projektingenjör till varje kund för att säkerställa sömlös kommunikation från offert till leverans.
Öppenhet i processen
Förtroende bygger på öppenhet. En bra partner är öppen med sina processer, sin kapacitet och till och med sina begränsningar. De ska vara villiga att dela med sig av sina rutiner för kvalitetskontroll, ge produktionsuppdateringar utan att bli tillfrågade och vara ärliga om det uppstår en utmaning. En leverantör som försöker dölja ett problem är en belastning. Däremot är en partner som uppmärksammar dig på ett potentiellt problem och kommer till förhandlingsbordet med ett förslag till lösning ovärderlig. Detta samarbetsinriktade tillvägagångssätt förhindrar överraskningar och stärker relationen, vilket gör att en potentiell kris förvandlas till en möjlighet till förbättring.
Utvärdering av långsiktig bärkraft
Support efter försäljning
Jobbet är inte slutfört när delarna har skickats iväg. Vad händer om det finns ett problem med avvikelser eller om du behöver små ändringar för nästa produktionskörning? En pålitlig partner står för sitt arbete. Innan du bestämmer dig bör du fråga om deras policy för defekta delar, deras process för korrigerande åtgärder (som en 8D-rapport) och hur de införlivar feedback i framtida produktion. En stark kundservice visar att leverantören är engagerad i din långsiktiga framgång, inte bara i en engångstransaktion.
Erfarenhet av västerländska kunder
Slutligen bör du fundera över deras erfarenhet av att arbeta med företag i din region. En leverantör med en stark meritlista som betjänar kunder i Nordamerika och Europa kommer redan att förstå förväntningarna på kvalitet, dokumentation och affärsetik. De kommer att känna till gemensamma standarder och ha processer på plats för att hantera internationell logistik och kommunikation, vilket gör dem till ett mer tillförlitligt val med lägre risk för dina schweiziska CNC-bearbetningsbehov.
Att välja en leverantör av schweizisk CNC-bearbetning kräver en balanserad utvärdering. Se bortom offerten för att bedöma deras tekniska djup, utrustning och materialkompetens. Lika viktigt är deras kommunikationsmetoder, transparens och det kundstöd som de tillhandahåller, eftersom dessa faktorer bygger upp det förtroende som är nödvändigt för ett framgångsrikt partnerskap.
Utforska rörelseprinciperna som gör det möjligt för maskiner av schweizisk typ att leverera så konsekventa resultat med hög precision på komplexa detaljer. ↩
Läs mer om den avancerade verktygskoordinering som gör denna effektivitetsnivå möjlig i moderna CNC-system. ↩
Läs mer om hur arbetshärdning påverkar materialval och bearbetningsstrategier för starkare detaljer. ↩
Läs mer om hur detta statistiska mått förutser processprestanda och säkerställer jämn kvalitet i tillverkningen. ↩
Förstå hur riktade materialegenskaper kan påverka komponentprestanda och bearbetningsprecision genom att klicka här. ↩
Lär dig hur optimering av varje sekund i tillverkningsprocessen kan leda till betydande kostnadsminskningar i dina produktionskörningar. ↩
Klicka för att förstå hur koncentriskhet påverkar prestandan och kostnaden för dina precisionsbearbetade detaljer. ↩
Klicka för att förstå detta ingenjörsspråk för att definiera och kommunicera toleranser och säkerställa att din detalj fungerar och passar. ↩