

Kämpar du med fel på interferenspassningar i dina kritiska monteringar? Du är inte ensam om det. Varje dag ställs ingenjörer inför axlar som glider, spruckna nav och misslyckade fogar som kunde ha förhindrats med korrekt design av interferenspassningar.
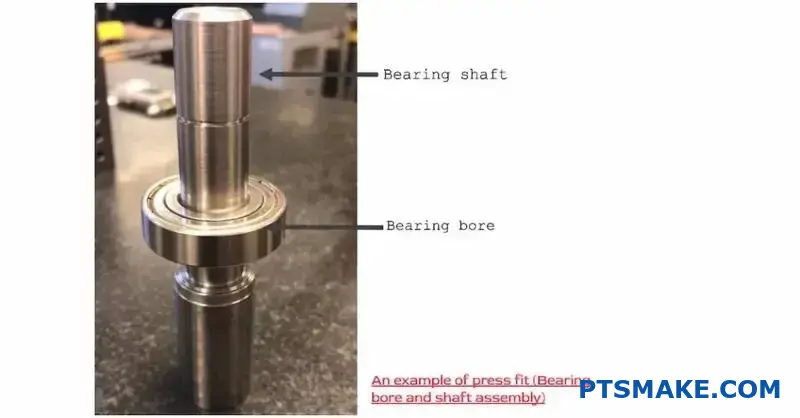
Presspassning är en mekanisk fästmetod där delar sammanfogas genom att en något överdimensionerad komponent pressas in i en underdimensionerad motpart, vilket skapar ett radiellt tryck som genererar hållkraft genom friktion vid gränssnittet.
För att få rätt interferenspassningar krävs förståelse för det komplexa förhållandet mellan materialegenskaper, termiska effekter och spänningsfördelning. De detaljer som jag delar med mig av nedan hjälper dig att utforma tillförlitliga interferenspassningar som fungerar under verkliga driftsförhållanden.
Hur skiljer sig effektiv interferens från nominell interferens?
När du konstruerar en interferenspassning är det inte vad du ser på skärmen som du får. Vi kallar designvärdet för "nominell interferens". Det är den rena, beräknade skillnaden i dimensioner.
Det är dock den "effektiva störningen" som är det viktiga. Detta är den faktiska interferensen efter montering.
Gapet mellan teori och verklighet
Den viktigaste skillnaden kommer från ytans grovhet. Ingen yta är helt slät. Den har mikroskopiska toppar och dalar.
Förstå villkoren
När delar pressas samman komprimeras dessa små toppar. Detta minskar den totala interferensen. Hur stor minskningen blir beror på materialet och ytfinish.
| Typ av störning | Definition | Grundläggande |
|---|---|---|
| Nominell | Det teoretiska värdet från ritningar. | Idealiska, släta ytor. |
| Effektiv | Det faktiska värdet efter montering. | Verkliga, grova ytor. |
Detta är ett viktigt första steg från teori till praktik.

Dyk djupare in i ytstrukturen
Tänk dig två ytor under ett mikroskop. De ser ut som bergskedjor. När du trycker ihop dem kommer spetsarna på dessa berg, eller asperiteter1är de första kontaktpunkterna.
Dessa toppar bär den initiala belastningen och deformeras. De plattas antingen till eller bryts av. Denna "förlust" i höjd subtraheras direkt från din nominella interferens.
Ytfinishens roll
En grövre yta har högre toppar. Detta innebär att mer material kommer att komprimeras under monteringen. Följaktligen förlorar du mer av din avsedda störning.
I vårt arbete på PTSMAKE ser vi detta ständigt. En finslipad axel och en honad borrning kommer att ha en mycket högre effektiv interferens än två grovt svarvade delar, även med samma nominella dimensioner. Den slutliga Störning passform tryck är direkt kopplad till detta effektiva värde.
Kvantifiering av förlusten
Baserat på våra tidigare projektdata kan förlusten vara betydande. Här är en allmän idé:
| Ytfinish | Typisk interferensförlust |
|---|---|
| Rough Turned | Kan vara över 50% av högsta höjd. |
| Mark | Vanligtvis 20-30% av topphöjden. |
| Slipad/Lappad | Kan vara mindre än 10% av topphöjden. |
Att kontrollera ytfinishen är inte bara viktigt för utseendet; det är avgörande för att uppnå rätt presspassningsstyrka och prestanda.
Nominell interferens är konstruktörens idealberäkning. Effektiv interferens är den praktiska verkligheten efter att ytans toppar har komprimerats under monteringen. Denna avgörande skillnad, som styrs av ytjämnheten, avgör den slutliga passningens styrka och tillförlitlighet.
Vilka materialegenskaper påverkar tryckberäkningen mest?
Vid beräkning av interferenspassningstrycket är det två materialegenskaper som sticker ut. Dessa är Youngs modul och Poissons tal. De är de primära ingångsvärdena för alla korrekta beräkningar.
Att förstå dem är avgörande för att lyckas. Young's Modulus mäter styvhet. Poissons tal beskriver hur ett material deformeras. Båda har en direkt inverkan på det slutliga trycket.
| Fastighet | Primär roll |
|---|---|
| Young's Modulus | Mäter materialets styvhet |
| Poissonförhållande | Beskriver deformationens form |
Rätt utförda säkerställer att dina delar passar perfekt. Det förhindrar komponentfel.

Betydelsen av Youngs modul (E)
Youngs modul, eller elasticitetsmodul, är enkel. Den definierar hur mycket ett material sträcker sig eller komprimeras under påfrestning. Tänk på det som ett mått på styvhet. En högre modul innebär ett styvare material.
För interferenspassningar är detta avgörande. Ett styvt material som stål (hög E) kommer att generera mycket högre tryck än ett flexibelt material som aluminium (lägre E) för samma interferensmängd.
I tidigare projekt på PTSMAKE har vi sett detta direkt. Ojämna moduler mellan en axel och ett nav kan leda till oväntade spänningskoncentrationer. Det här är något vi alltid tar hänsyn till i konstruktionsfasen.
Förståelse av Poissons tal (ν)
Poissons tal är lite mindre intuitivt. När du komprimerar ett föremål tenderar det att bukta ut åt sidorna. Det här förhållandet kvantifierar den effekten. Det är förhållandet mellan tvärgående töjning och axiell töjning.
Detta är viktigt eftersom när en axel pressas in i ett nav deformeras båda delarna inte bara radiellt utan också något längs med sin längd. Denna sekundära deformation påverkar kontaktytan och den totala tryckfördelningen. Om man bortser från detta kan det leda till felaktiga tryckberäkningar, särskilt när det gäller material som deformeras kraftigt. Materialet utsätts för biaxiell spänning2 vilket gör denna egenskap viktig.
| Fastighetens värde | Konsekvenser för tryck |
|---|---|
| Hög Young's Modulus | Högre tryck för samma passform |
| Låg Young's Modulus | Lägre tryck för samma passform |
| Högt Poisson-tal | Mer utbuktning i sidled, påverkar stress |
Youngs modul bestämmer materialets styvhet, medan Poissons tal beskriver dess deformationsbeteende. Båda är viktiga för att korrekt beräkna interferenspassningstrycket och säkerställa den strukturella integriteten hos en montering. Korrekt materialval är nyckeln.
Hur ändrar en ihålig axel tryckberäkningen?
När du byter från en solid till en ihålig axel tar du inte bara bort material. Du ändrar i grunden hur detaljen beter sig under belastning. Detta är en kritisk detalj i konstruktionen.
Spänningsfördelningen blir mer komplex. Det är inte längre en enkel gradient från mitten och utåt.
Grunderna för massiva och ihåliga axlar
A viktig fördel av en ihålig axel är dess högre styrka-till-vikt-förhållande. Materialet i kärnan av en solid axel bidrar lite till dess totala styvhet men tillför betydande vikt.
Här är en snabb jämförelse:
| Funktion | Solid axel | Ihålig axel |
|---|---|---|
| Vikt | Tyngre | Lättare |
| Materialkostnad | Högre | Lägre |
| Styvhet/vikt | Lägre | Högre |
| Stressberäkning. | Enklare | Mer komplex |
Om kärnan tas bort ändras hur krafterna hanteras internt. Detta har en direkt inverkan på beräkningarna av trycket i interferenspassningen.

Att förstå "varför" är viktigt för alla ingenjörer. Det handlar inte bara om att använda en annan formel. Det handlar om att inse förändringen i de mekaniska principerna. En ihålig axel beter sig mer som en tjockväggig cylinder, vilket förändrar allt.
Innerdiameterns kritiska roll
Innerdiametern introducerar en ny yta, ett nytt gränsvillkor. För en solid axel är centrum en punkt med nollspänning. Men i en hålaxel kan innerväggen nu bära spänningar.
Denna förändring medför betydande ringspänning3 på den inre ytan, vilket en solid axel inte har. Denna spänning i omkretsriktningen är ett direkt resultat av trycket från presspassningen.
Därför måste de styrande ekvationerna ta hänsyn till denna nya variabel. Vi ser detta i tidigare projekt på PTSMAKE. När vi hjälper kunder att optimera konstruktioner kräver byte till en hålaxel en fullständig omräkning för att säkerställa enhetens integritet. Den inre diametern avgör hur mycket axeln deformeras.
Variabler i tryckekvationer
Låt oss titta på de variabler som behövs för varje typ.
| Typ av axel | Viktiga geometriska variabler |
|---|---|
| Solid axel | Yttre diameter |
| Ihålig axel | Yttre diameter, inre diameter |
Som du kan se gör tillägget av innerdiametern att beräkningen för en hålaxel i sig blir mer detaljerad. Om man ignorerar detta leder det till felaktiga förutsägelser av monteringsstyrka och potentiella fel. Det förändrar styvheten och tryckfördelningen helt och hållet.
Ihåliga axlar ändrar spänningsfördelning och styvhet genom att införa en innerdiameter. Denna nya variabel är avgörande för korrekta tryckberäkningar för interferenspassning, eftersom den skapar en ny spänningsbärande yta och förändrar detaljens övergripande mekaniska beteende.
Materialets avkastningsstyrka: Den yttersta gränsen
Den mest kritiska gränsen är materialets sträckgräns. Detta är den absoluta maxgränsen för interferens.
Om man pressar förbi den här punkten blir det en linje som man inte kan korsa. Komponenten kommer att deformeras permanent. Den kommer inte att återgå till sin ursprungliga form.
Denna deformation orsakas av stress. Den byggs upp från Störning passform tryck. När spänningen överstiger materialets gräns går detaljen sönder.
Att förstå denna skillnad är avgörande.
| Stat | Beskrivning | Utfall |
|---|---|---|
| Elastisk | Materialet töjer sig men går tillbaka | Ingen permanent förändring |
| Plast | Materialet deformeras permanent | Delen är komprometterad |
Hoopspänning och plastisk deformation
När du pressar in en axel i ett nav uppstår spänningar. Den mest betydande är ringspänningen. Tänk på det som ett tryck som trycker utåt på navet. Det är som spänningen i en fatring.
När interferensen ökar stiger denna inre spänning. Navets material sträcks ut. Detta skapar ett tillstånd av biaxiell spänning4 inom navmaterialet.
Vid en viss punkt når spänningen materialets sträckgräns. Detta är den elastiska gränsen. Om man överskrider den uppstår plastisk deformation. Materialets inre struktur förändras permanent.
Komponenten är nu skadad. Den avsedda klämkraften går förlorad. Förbandets integritet äventyras, vilket ofta leder till ett för tidigt fel.
I vårt arbete på PTSMAKE är valet av rätt material det första steget för att förhindra detta. Vi analyserar alltid sträckgränsen mot den erforderliga interferensen.
Här följer en översikt över några vanliga material.
| Material | Typisk sträckgräns (MPa) |
|---|---|
| Aluminium 6061-T6 | 276 |
| Milt stål | 250 |
| Rostfritt stål 304 | 215 |
| Titan (Ti-6Al-4V) | 830 |
Dessa data hjälper oss att definiera en säker maximal interferens för varje konstruktion.
Den maximalt tillåtna interferensen är knuten till materialets sträckgräns. Om denna gräns överskrids uppstår spänningar som orsakar permanent plastisk deformation. Detta äventyrar komponentens integritet och funktion, vilket leder till fel i monteringen.
Hur påverkar olika monteringsmetoder det slutliga spänningstillståndet?
Att välja rätt metod för interferenspassning är avgörande. Den teknik som används formar direkt det slutliga spänningstillståndet i din montering. Vi kommer att utforska tre primära metoder.
Dessa är presspassning, krymppassning och expansionspassning. Var och en använder olika principer för att uppnå passformen. Detta val påverkar allt från komponentintegritet till prestanda. Det är viktigt att förstå vilka avvägningar som måste göras.
Här är en snabb överblick:
| Metod | Princip | Primär kraft |
|---|---|---|
| Presspassning | Mekanisk kraft | Komprimerande |
| Krympmontering | Termisk sammandragning (nav) | Termisk |
| Expansion-montering | Värmeutvidgning (axel) | Termisk |
Denna jämförelse skapar förutsättningar för en djupare granskning.

En närmare titt på monteringstekniker
Varje monteringsmetod introducerar stress på ett unikt sätt. Det slutliga tillståndet beror helt på vilken process du väljer. Låt oss bryta ner detaljerna.
Presspassning: Brute Force-metoden
Vid presspassning används mekanisk kraft för att trycka ihop två delar. Det är direkt men kan vara hårt mot komponenterna. Denna metod medför en hög risk för repor och gnissling eftersom ytorna glider under ett enormt tryck.
Processen skapar betydande lokala påfrestningar vid ingångspunkten. Den kan också orsaka vissa elastisk-plastisk deformation5vilket kan äventyra ytintegriteten och den slutliga hållkraften.
Termiska metoder: Ett skonsammare tillvägagångssätt
Krympmontering och expansionsmontering utnyttjar temperaturen till sin fördel. De erbjuder en mycket renare monteringsprocess med minimal risk för ytskador.
Vid krympning värmer man den yttre delen. Vid expansionsmontering kyler man den inre delen. Båda skapar en mer enhetlig interferens passform tryck och spänningsfördelning jämfört med presspassning. Termiska metoder kan dock förändra materialegenskaperna om de inte kontrolleras noggrant.
På PTSMAKE hjälper vi våra kunder att välja den bästa metoden. Vi analyserar material, toleranser och påfrestningar i applikationen för att hitta rätt balans för produktionen.
| Metod | Scoring/Galling Risk | Profil för kvarstående spänning | Viktig utmaning |
|---|---|---|---|
| Presspassning | Hög | Lokaliserad, hög vid inträde | Kontroll av ytskador |
| Krympmontering | Låg | Enhetlig, värmeinducerad | Materiella förändringar |
| Expansion-montering | Låg | Enhetlig, värmeinducerad | Processens komplexitet/kostnad |
Varje metod - press-, krymp- och expansionsmontering - erbjuder en distinkt balans mellan risker och fördelar. Presspassning är mekanisk och riskerar att skada ytan, medan termiska metoder ger renare passningar men medför andra materialöverväganden. Det bästa valet beror på dina specifika designkrav.
Vilka är de vanligaste felfunktionerna i fogar med interferenspassning?
Störningsskydd är robusta men inte oövervinneliga. Att förstå deras potentiella felkällor är avgörande för att skapa tillförlitliga konstruktioner. Om passformen inte är perfekt kommer problem att uppstå.
De fyra vanligaste felen är olika. De sträcker sig från enkel glidning till katastrofal navsprängning. Varje läge har en tydlig grundorsak, som vanligtvis är relaterad till tryck eller rörelse.
Låt oss beskriva dessa viktiga felkällor.
| Felsökningsläge | Primär orsak |
|---|---|
| Slippage | Otillräckligt tryck |
| Navet ger efter | Överdrivet tryck |
| Frätande korrosion | Mikrorörelser |
| Utmattning Fel | Spänningskoncentration |
Att känna till dessa är det första steget i det förebyggande arbetet.

Låt oss utforska dessa misslyckanden mer i detalj. Framgång hänger ofta på att balansen är rätt. För mycket eller för lite kraft är kärnfrågan.
Slippage
Glidning uppstår när klämkraften är för låg. Axeln börjar rotera eller röra sig axiellt inuti navet under driftsbelastning. Leden kan inte längre överföra det erforderliga vridmomentet. Detta är ett direkt resultat av otillräcklig interferens passform tryck.
Navet ger avkastning och spricker
Detta är det motsatta scenariot. För mycket interferens skapar extrema ringspänningar i navet. Detta kan leda till att materialet ger efter och deformeras permanent. För spröda material kan detta leda till en fullständig fraktur eller sprängning av navet under monteringen.
Frätande korrosion
Även i en tät passning kan dynamiska belastningar orsaka små, repetitiva rörelser mellan axeln och navet. Dessa mikrorörelser gnider ytorna mot varandra och skapar slitdelar som sedan oxiderar. Hela denna process, som kallas frätande korrosion6skapar ytgropar som kan initiera utmattningssprickor.
Utmattning Fel
Cykliska belastningar kan leda till att sprickor bildas och växer med tiden, vilket leder till utmattningsbrott. Dessa sprickor börjar nästan alltid vid punkter med hög spänningskoncentration. Pressfogens kanter är klassiska exempel på sådana områden med hög belastning.
Här är en snabb titt på de förhållanden som leder till misslyckande.
| Felsökningsläge | Stresstillstånd | Typ av last |
|---|---|---|
| Navet ger efter | Hög statisk påfrestning | Montering Last |
| Slippage | Låg klämkraft | Operativ belastning |
| Fretting/trötthet | Cyklisk stress | Operativ belastning |
Det är viktigt för ingenjörer att känna igen dessa felkällor. Det viktigaste att ta med sig är vikten av att kontrollera interferenspassningstrycket. Det måste vara tillräckligt stark för att förhindra glidning men inte så högt att det får navet att ge efter eller gå sönder av utmattning.
Hur påverkar driftstemperaturen en interferenspassning?
Temperaturen är en kritisk faktor för interferenspassningar. Detta gäller särskilt när man använder olika material. Vi kallar denna effekt för differentiell termisk expansion.
Olika material expanderar och drar ihop sig i olika takt. När temperaturen ändras kan detta förändra passformen.
En tight passform kan bli lös. Eller så kan den bli farligt tät. Denna förändring har en direkt inverkan på interferenspassningens tryck och riskerar att leda till fel i monteringen. Att förstå detta är nyckeln till en tillförlitlig konstruktion.

Förståelse av termisk expansionskoefficient (CTE)
Varje material har en unik värmeutvidgningskoefficient7 (CTE). Det här värdet anger hur mycket ett material expanderar eller krymper för varje grads temperaturförändring. Det är en grundläggande egenskap som vi måste ta hänsyn till i våra konstruktioner.
När du monterar delar som är tillverkade av olika material kan deras olika CTE orsaka problem. Ett aluminiumnav på en stålaxel är ett klassiskt exempel. De reagerar inte på samma sätt på värme.
Hur temperaturförändringar påverkar passformen
Samspelet mellan materialen avgör monteringens stabilitet. Både uppvärmning och kylning innebär unika utmaningar för interferenspassningstrycket. På PTSMAKE modellerar vi alltid dessa effekter för kritiska applikationer.
När temperaturen stiger
Om den yttre delen (navet) har en högre CTE än den inre delen (axeln) kommer den att expandera mer när den värms upp. Detta minskar interferensen, vilket kan leda till att leden lossnar eller glider.
Om axeln däremot har en högre CTE kommer den att expandera mer. Detta ökar interferensen och spänningen, vilket kan leda till komponentfel.
Här är en snabb titt på CTE för några vanliga material.
| Material | Koefficient för termisk expansion (10-⁶ /°C) |
|---|---|
| Aluminium | 23.1 |
| Mässing | 19.0 |
| Stål (kol) | 12.0 |
| Rostfritt stål | 17.3 |
| Titan | 8.6 |
När temperaturen sjunker
Det motsatta händer i kalla miljöer. Om navet har en högre CTE kommer det att krympa mer än axeln. Detta gör att passformen blir hårdare, vilket ökar påfrestningarna på båda komponenterna. Detta kan leda till sprickbildning eller permanent deformation.
Differentiell värmeutvidgning är en avgörande faktor vid konstruktionen. Om materialens expansionshastigheter inte stämmer överens kan det leda till att trycket i presspassningen ändras avsevärt. Detta kan leda till att fogen lossnar eller till överdriven påfrestning, vilket i båda fallen innebär risk för komponentfel.
Hur skiljer sig dynamiska belastningar från statiska belastningar på en passform?
Dynamiska belastningar medför unika utmaningar som inte förekommer med statiska krafter. Konstanta förändringar i riktning eller storlek kan orsaka små rörelser i passningsgränssnittet.
Faran med mikrorörelser
Dessa mikrorörelser kan verka små. Men under miljontals cykler kan de leda till en specifik typ av fel. Detta är ett kritiskt problem för rörliga delar.
Inverkan av rotationshastighet
I roterande maskiner innebär hastigheten ytterligare ett lager av komplexitet. Höga hastigheter genererar betydande krafter som kan äventyra integriteten hos en presspassning. Detta påverkar direkt presspassningens tryck.
| Typ av last | Primär effekt på passform | Viktig utmaning |
|---|---|---|
| Dynamisk | Mikrorörelser, vibrationer | Frätning Utmattning |
| Rotation | Centrifugalkraft | Minskat passningstryck |

Dynamiska belastningar, särskilt cykliska eller reverserande sådana, är en viktig orsak till mikrorörelser mellan passade ytor. Även i en till synes solid presspassning skapar dessa belastningar små glidningar. Denna repetitiva gnidning under tryck kan initiera ytsprickor.
Med tiden sprider sig dessa små sprickor, vilket leder till ett fel som kallas frätande utmattning8. Detta är särskilt farligt eftersom det kan leda till att en komponent går sönder långt under sin förväntade materialutmattningsgräns. Vi ser detta ofta i komponenter för flyg- och fordonstillämpningar.
Centrifugalkrafter vid höga hastigheter
För roterande enheter är hastigheten en viktig faktor. När en del snurrar snabbare försöker centrifugalkraften dra den utåt. Denna kraft verkar mot klämtrycket i en interferenspassning.
Denna effekt kan avsevärt minska det effektiva trycket från interferenspassningen. Vid mycket höga hastigheter kan det till och med leda till att passningen lossnar helt. I vårt arbete på PTSMAKE tar vi hänsyn till detta när vi konstruerar höghastighetsmotoraxlar och nav.
Rotationshastighet vs. passande tryck
| Rotationshastighet | Centrifugalkraft | Effekt på störningsanpassning Tryck |
|---|---|---|
| Låg | Försumbar | Minimal minskning |
| Medium | Måttlig | Märkbar minskning |
| Hög | Betydande | Kritisk minskning; potentiell lossning |
Det är därför en passform som är konstruerad för statisk belastning kan gå sönder i förtid i en dynamisk höghastighetsapplikation. Noggrann analys är avgörande.
Dynamiska förhållanden leder till utmattning på grund av mikrorörelser och minskar passningsintegriteten på grund av centrifugalkrafter. Dessa faktorer är avgörande för konstruktionen av tillförlitliga, långlivade enheter och måste beaktas noggrant utöver statiska belastningsberäkningar.
Hur påverkar ytfinish och smörjning passformen?
Smörjmedel spelar en avgörande roll i mekaniska sammansättningar. De är särskilt viktiga för interferenspassningar. De underlättar monteringsprocessen avsevärt.
Smörjningens dubbeleggade svärd
Denna fördel kommer dock med en avvägning. Samtidigt som smörjmedel minskar friktionen för att underlätta monteringen, kan det också försvaga den slutliga förbandets hållfasthet.
Viktiga effekter av smörjmedel
Att välja rätt smörjmedel är en balansgång. Du måste väga monteringsfördelarna mot potentiella prestandaförluster i din konstruktion.
| Aspekt | Positiv inverkan | Negativ inverkan |
|---|---|---|
| Monteringsstyrka | Betydligt reducerad | - |
| Gallring Risk | Minimerad | - |
| Styrka i lederna | - | Kan äventyras |
| Vridmomentkapacitet | - | Potentiellt sänkt |
Denna tabell visar de tydliga avvägningar som måste göras.

Lättare montering, minskade risker
Smörjmedel är avgörande vid presspassning och krympning. De minskar kraftigt den kraft som krävs för att para ihop komponenterna. Detta minimerar risken för skador under monteringen.
En av de viktigaste fördelarna är att förhindra gallring. Gallring uppstår när två ytor kärvar och svetsas samman under extremt tryck. Smörjmedel bildar en barriärfilm som stoppar detta.
Den dolda kostnaden: Minskad hållfasthet
Men här är nackdelen. Den primära funktionen hos ett smörjmedel är att minska den statiska friktionskoefficienten. Det är just denna kraft som ger en interferenspassning dess styrka.
Denna minskning påverkar direkt förbandets hållfasthetskapacitet. Det effektiva interferenspassningstrycket är lägre. Detta kan minska förbandets förmåga att överföra vridmoment eller motstå axiella krafter. Undersökningen av dessa ytinteraktioner är en central del av tribologi9.
Jämförelse mellan smorda och torra passningar
I vårt arbete på PTSMAKE hanterar vi denna balans noggrant. Valet av smörjmedel är inte en obetydlig detalj. Det är ett kritiskt konstruktionsbeslut.
| Lämpligt skick | Monteringsstyrka | Gallring Risk | Statisk friktion | Vridmomentkapacitet |
|---|---|---|---|---|
| Torr passform | Hög | Hög | Hög | Maximalt |
| Smord passform | Låg | Låg | Låg | Reducerad |
Denna jämförelse belyser den grundläggande kompromissen. Du uppnår en enklare och säkrare montering på bekostnad av en viss slutlig hållfasthet. Korrekt teknik måste ta hänsyn till detta.
Smörjmedel är en avgörande men komplex faktor. De förenklar monteringen och förhindrar ytskador som gnissling. Men de minskar också den statiska friktion som krävs för en stark interferenspassning, vilket kan äventyra förbandets förmåga att överföra det slutliga vridmomentet.
Hur beräknar man erforderlig interferens för ett givet vridmoment?
Att beräkna den nödvändiga interferensen är en exakt ingenjörsuppgift. Låt oss gå igenom de fem viktigaste stegen. Denna process säkerställer att din pressfittingsammansättning kan hantera den angivna belastningen utan att glida. Allt börjar med att du definierar dina operativa behov.
Steg 1: Bestäm erforderligt vridmoment
Identifiera först det vridmoment som din montering måste överföra. Tillämpa sedan en säkerhetsfaktor. Denna tar hänsyn till oväntade belastningar eller materialvariationer.
| Tillämpningstyp | Rekommenderad säkerhetsfaktor |
|---|---|
| Jämna, stadiga laddningar | 1.2 - 1.5 |
| Lätta chockbelastningar | 1.5 - 2.0 |
| Kraftiga stötbelastningar | 2.0 - 3.0 |
Steg 2: Beräkna tangentiell kraft
Med det dimensionerande vridmomentet känt kan du ta reda på den erforderliga tangentiella kraften vid gränssnittet.

Steg 3: Använd friktion för att hitta normalkraften
Friktionskoefficienten mellan axelns och navets material är avgörande. Den avgör vilken normalkraft som behövs för att generera den erforderliga tangentiella (friktions-) kraften. Detta värde förhindrar rotationsslirning under vridmoment.
Det är mycket viktigt att välja en korrekt koefficient. Detta värde ändras beroende på materialkombinationer, ytfinish och om ett smörjmedel används under monteringen.
| Materialkombination | Typisk friktionskoefficient (torr) |
|---|---|
| Stål på stål | 0.15 - 0.20 |
| Stål på aluminium | 0.18 - 0.25 |
| Stål på gjutjärn | 0.17 - 0.22 |
Steg 4: Beräkna erforderligt gränssnittstryck
När du har normalkraften kan du beräkna den erforderliga interferens passform tryck. Detta tryck är fördelat över hela kontaktytan på interferensleden. Ett högre tryck ger ett starkare grepp. Detta är en viktig parameter som vi fokuserar på hos PTSMAKE för att garantera komponenternas prestanda.
Steg 5: Lös för den erforderliga interferensen
Slutligen använder vi Lame's ekvationer10 för att koppla det erforderliga trycket till det fysiska interferensvärdet. Dessa formler tar hänsyn till navets och axelns geometri samt deras materialegenskaper, som Young's Modulus och Poisson's Ratio. Enligt vår erfarenhet är det i den här slutliga beräkningen som precisionen är som viktigast.
Denna femstegsprocess översätter metodiskt ett vridmomentkrav till en exakt dimensionell interferens. Genom att följa dessa steg får man en tillförlitlig mekanisk enhet som fungerar som den ska, vilket förhindrar kostsamma fel och garanterar driftsäkerhet för slutprodukten.
Hur designar man en robust passform mellan stål och aluminium?
Att utforma en passform för olika material som stål och aluminium är knepigt. Den största utmaningen kommer från temperaturförändringar. Aluminium expanderar och drar ihop sig ungefär dubbelt så mycket som stål.
Det innebär att en perfekt passform vid rumstemperatur kan misslyckas vid höga eller låga temperaturer. Din design måste fungera över hela driftområdet. Vi måste kontrollera två kritiska ytterligheter: kallt och varmt.
Viktiga temperaturöverväganden
| Extrem | Primär risk | Mål för design |
|---|---|---|
| Kall | Delar glider isär | Upprätthålla tillräckligt tryck för interferenspassning |
| Het | Navet spricker eller ger efter | Spänningen får inte överstiga sträckgränsen |

Analys av extrema temperaturer
När du konstruerar måste du prioritera de varma och kalla gränserna för din applikation. Dessa ytterligheter innebär motsatta utmaningar som kräver noggrann balansering. I tidigare projekt på PTSMAKE har vi sett konstruktioner misslyckas eftersom de bara beaktade standarddriftförhållanden.
Det kalla tillståndet: Förhindra halka
När temperaturen sjunker krymper aluminiumnavet mer än stålaxeln. Detta minskar den initiala interferensen. Kontakttrycket, eller interferenspassningstrycket, minskar som en följd av detta.
Om temperaturen sjunker tillräckligt mycket kan det hända att detta tryck inte räcker för att hantera vridmomentet. Resultatet blir glidning, vilket leder till fel. Din beräkning måste bekräfta att tillräckligt med interferens kvarstår vid den lägsta temperaturen för att överföra den erforderliga belastningen. De olika värmeutvidgningskoefficient11 är den viktigaste faktorn här.
Det heta tillståndet: Undvik fel på navet
Omvänt gäller att när temperaturen stiger expanderar aluminiumnavet mer än stålaxeln. Detta ökar dramatiskt interferensen och de resulterande spänningarna i navet.
Denna höga spänning, som ofta kallas ringspänning, kan leda till att aluminiumnavet deformeras permanent eller till och med spricker om den överstiger materialets sträckgräns. Baserat på våra tester måste du verifiera att den maximala spänningen i navet vid den högsta temperaturen håller sig säkert under dess sträckgräns.
Sammanfattning av viktiga designkontroller
| Temperatur | Aluminium navbeteende | Beteende hos axlar av stål | Huvudsaklig oro |
|---|---|---|---|
| Kall | Krymper avsevärt | Krymper mindre | Förlust av störning, potentiell glidning |
| Het | Expanderar avsevärt | Expanderar mindre | Hög påfrestning, potentiellt utbyte/brott |
För att skapa en robust passform måste du analysera båda extrema temperaturerna. Du behöver tillräcklig interferens för att förhindra glidning när det är kallt, men inte så mycket att navet går sönder av stress när det är varmt. Denna balans är avgörande för långsiktig tillförlitlighet.
När är en interferenspassning fel teknisk lösning?
För att kunna bemästra ett verktyg måste man känna till dess gränser. En interferenspassning är en kraftfull teknisk lösning. Men det är inte alltid den rätta.
Att förstå när man ska välja ett alternativ är avgörande. Det säkerställer att din design är tillförlitlig, användbar och kostnadseffektiv i det långa loppet. Låt oss utforska några vanliga scenarier.
Scenarier att ompröva
| Scenario | Störning Passform Lämplighet |
|---|---|
| Frekvent demontering | Dålig |
| Exakt axiell positionering | Måttlig |
| Mycket högt vridmoment | Bra, men med begränsningar |
Dessa situationer kräver ofta olika sammanfogningsmetoder. Genom att göra rätt val i förväg sparar du tid och pengar.

Det är viktigt att känna till begränsningarna för en interferenspassning. I vårt arbete på PTSMAKE guidar vi ofta kunderna mot den bästa lösningen för deras specifika applikation. En interferenspassning skapar en stark, semi-permanent fog. Detta är en nackdel när det krävs regelbundet underhåll.
När frekvent demontering krävs
Att upprepade gånger pressa isär en fog kan skada komponenterna. Det orsakar materialutmattning och förlust av måttnoggrannhet. Det är inte säkert att det beräknade presspassningstrycket uppnås vid återmontering.
Bättre alternativ: Avsmalnande hylsor eller klämmor
Avsmalnande hylsor ger en säker passform som lätt kan lossas. Klämmor erbjuder en ännu enklare lösning för icke-kritiska applikationer, med möjlighet till snabb justering och borttagning utan specialverktyg.
När exakt axiell positionering behövs
Att pressa in en axel i ett nav kan vara oförutsägbart. Den slutliga axiella positionen kan variera något vid varje montering. Denna brist på exakt kontroll är oacceptabel för komponenter som kugghjul eller lager som kräver exakt placering.
Bättre alternativ: Skuldra och nöt
En axel på axeln ger ett positivt stopp. En låsmutter säkrar komponenten mot den. Denna metod garanterar exakt och repeterbar axiell positionering, vilket är kritiskt för många mekaniska system. Vid mycket höga vridmoment räcker det kanske inte med en enkel friktionsmontering. Glidning kan uppstå under extrem belastning och leda till fel. Här krävs en positiv anslutning. En interferenspassning förlitar sig på friktion, men en mekanisk förregling12 är bättre för dessa fall.
| Alternativ | Bästa användningsfall |
|---|---|
| Tapered ärmar | Frekvent, exakt återmontering |
| Axel och mutter | Exakt axiell positionering |
| Splines / Nyckelvägar | Extrem överföring av vridmoment |
Sammanfattningsvis är interferenspassningar utmärkta för permanenta fogar, men de är olämpliga för delar som kräver regelbunden demontering, exakt positionering eller överföring av extrema vridmoment. Att känna till dessa begränsningar är nyckeln till en robust och användbar konstruktion.
Lås upp Precision Fits med PTSMAKE idag
Är du redo att säkerställa optimalt interferenspassningstryck för ditt nästa projekt? Kontakta PTSMAKE nu för en snabb och detaljerad offert på precision CNC-bearbetning och formsprutningslösningar. Låt vår expertis inom tillförlitlig tillverkning med höga toleranser höja din produkts prestanda - börja din förfrågan idag!

Få en detaljerad genomgång av hur dessa mikroskopiska yttoppar påverkar komponenternas prestanda. ↩
Förstå hur spänning i flera riktningar påverkar materialbeteendet i sammansättningar. ↩
Lär dig hur denna omkretsspänning beräknas i tjockväggiga cylindrar. ↩
Klicka för att lära dig hur multipla spänningar påverkar materialbrott i pressfittade konstruktioner. ↩
Förstå hur material beter sig under påfrestningar som överskrider deras elastiska gräns och varför det har betydelse för fogstyrkan. ↩
Lär dig hur denna subtila förslitningsmekanism kan orsaka stora strukturella fel i dynamiskt belastade leder. ↩
Upptäck hur denna viktiga egenskap påverkar materialvalet i högpresterande tekniska applikationer. ↩
Läs mer om detta specifika felsätt och hur du kan förhindra det i dina konstruktioner. ↩
Lär dig mer om hur friktion, slitage och smörjning påverkar mekaniska system. ↩
Upptäck de formler som används för att beräkna spänningar i tjockväggiga cylindrar under tryck. ↩
Förstå hur detta värde direkt påverkar dina beräkningar för interferenspassningar över olika temperaturer. ↩
Utforska hur olika mekaniska låsmekanismer står sig mot varandra för applikationer med högt vridmoment. ↩






